
Finite Element Modelling and Experimental Validation of the Graphite Cutting Process


Abstract
:1. Introduction
2. Finite Element Modelling
2.1. Material Parameters of the Model
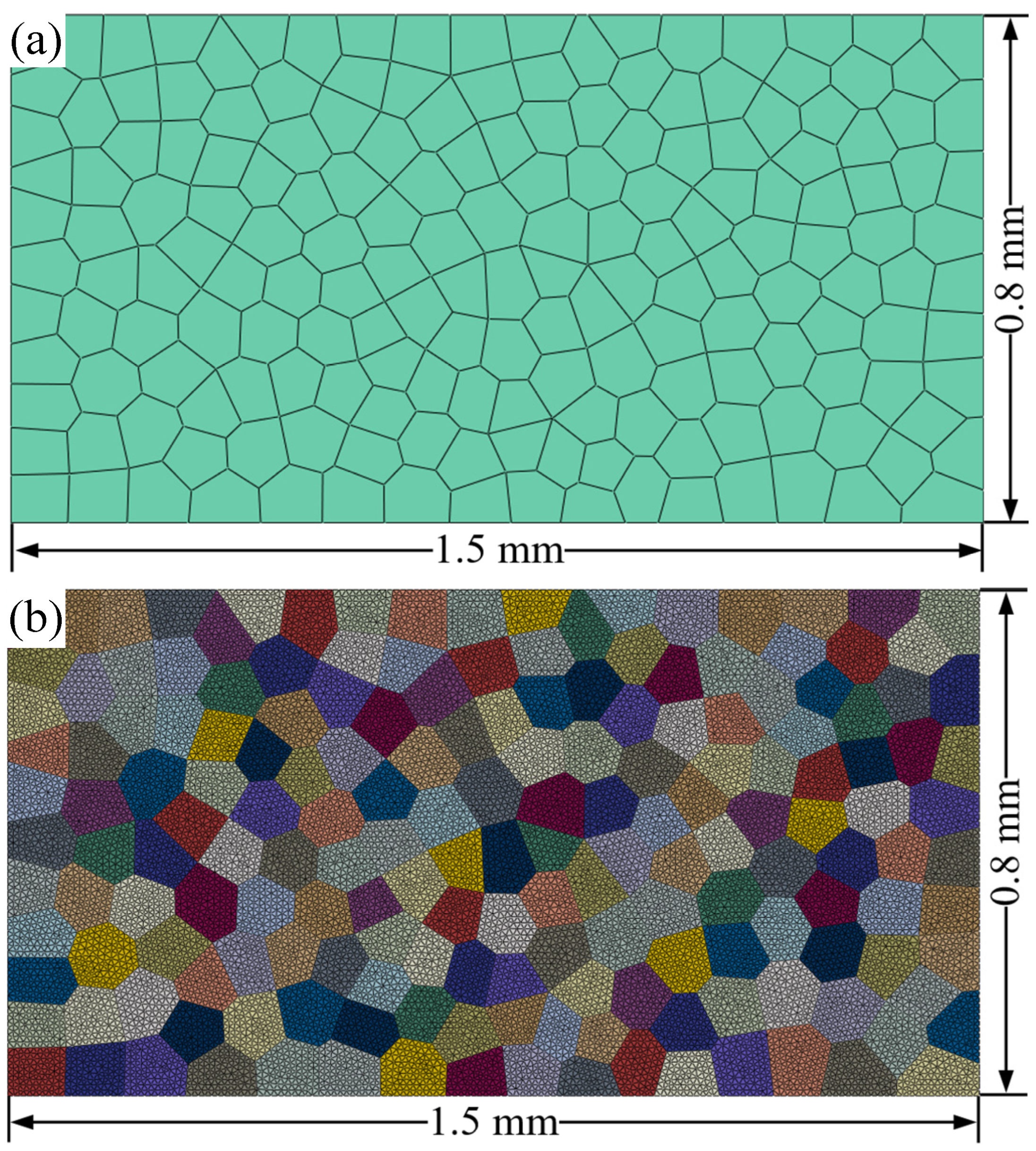
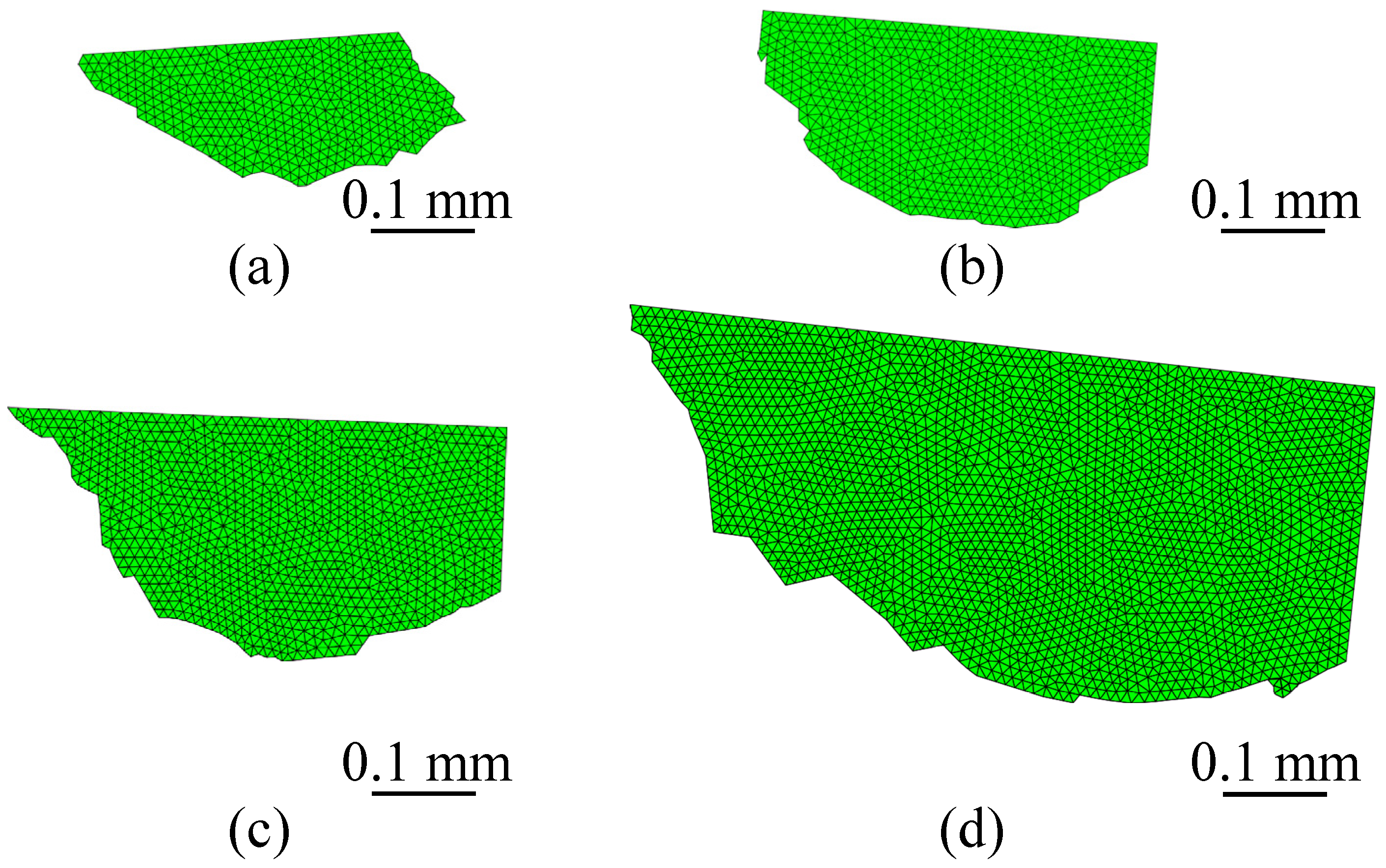
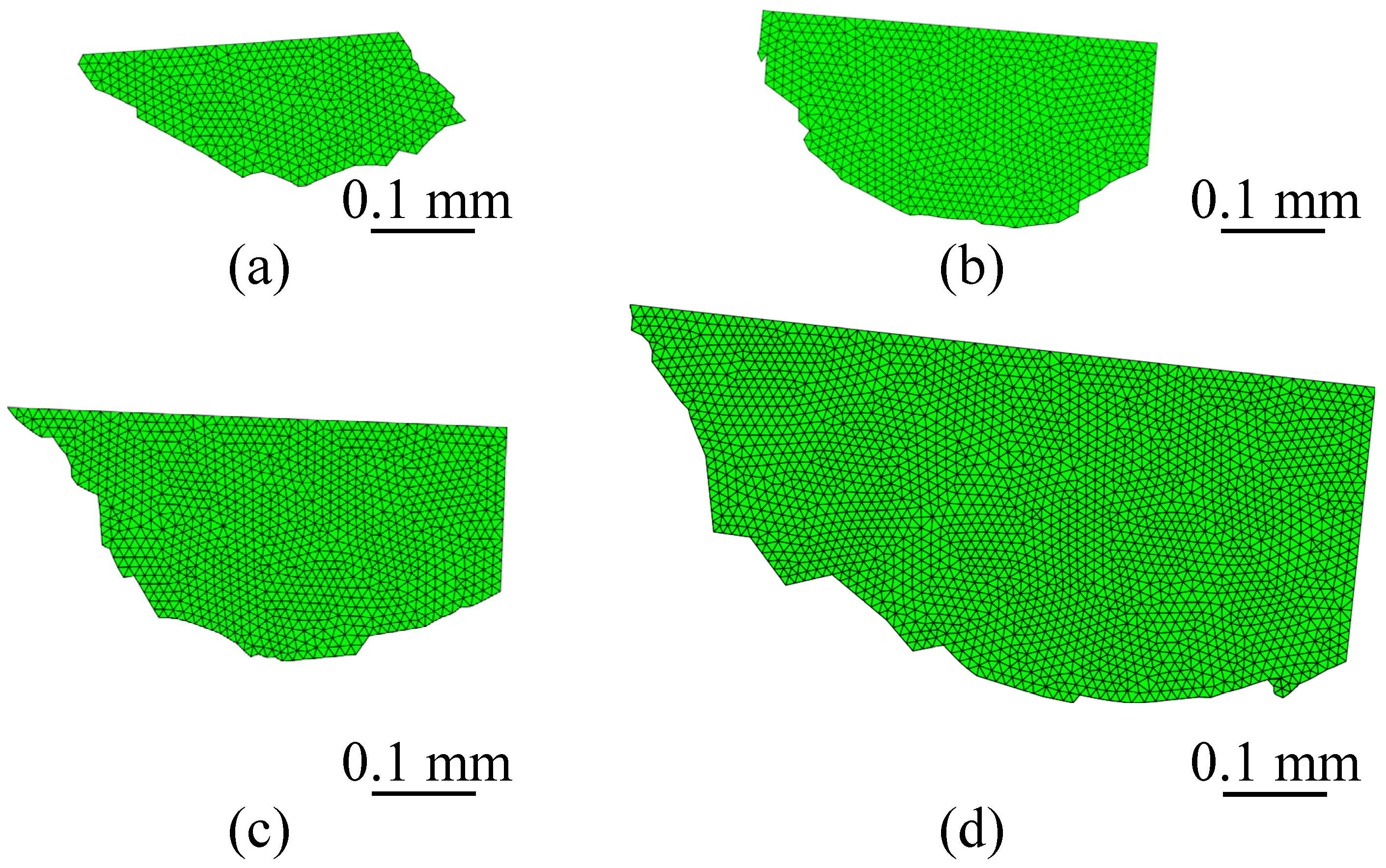
2.2. Geometric Modelling and Meshing of Graphite Materials and Tools
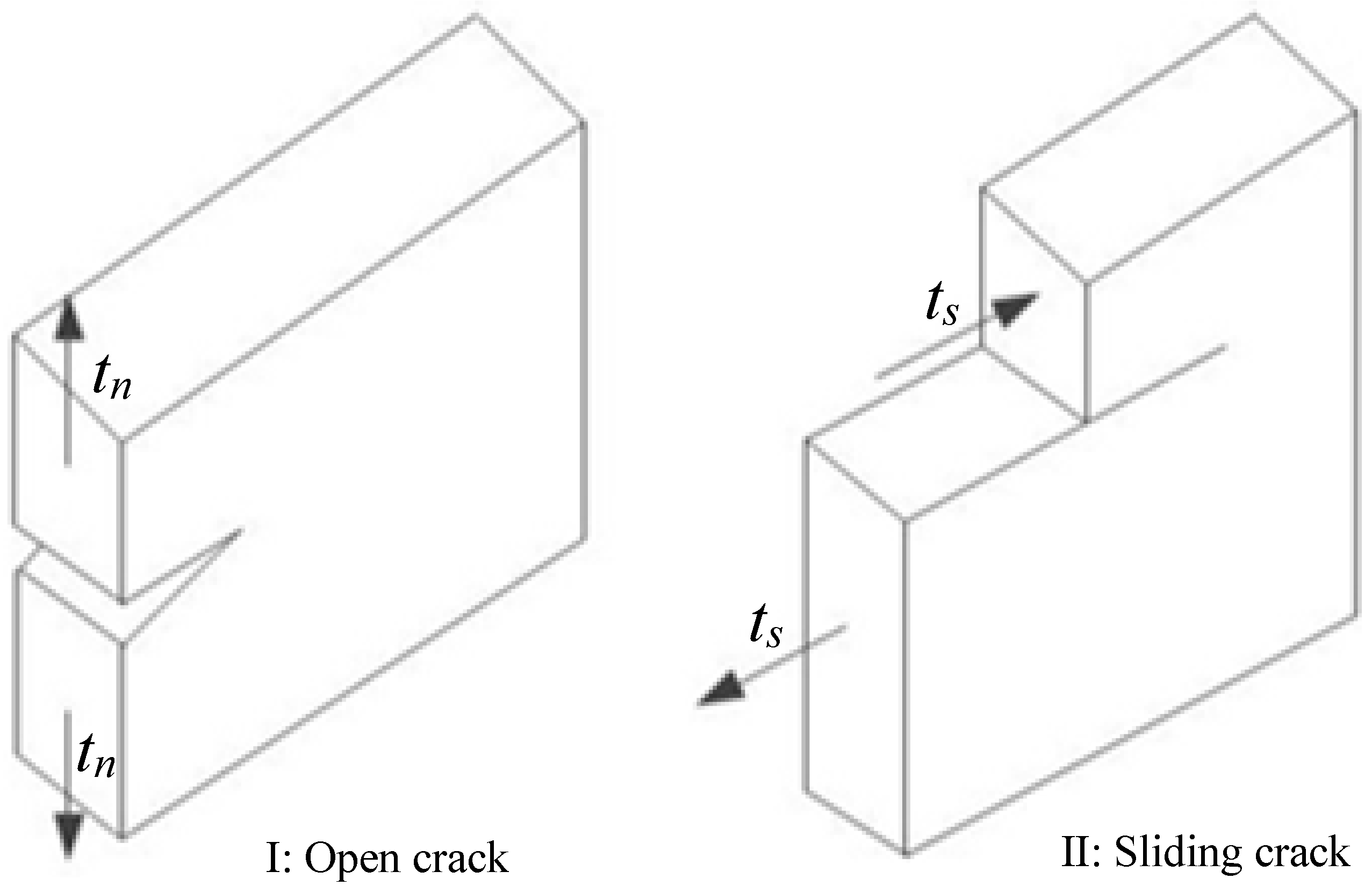
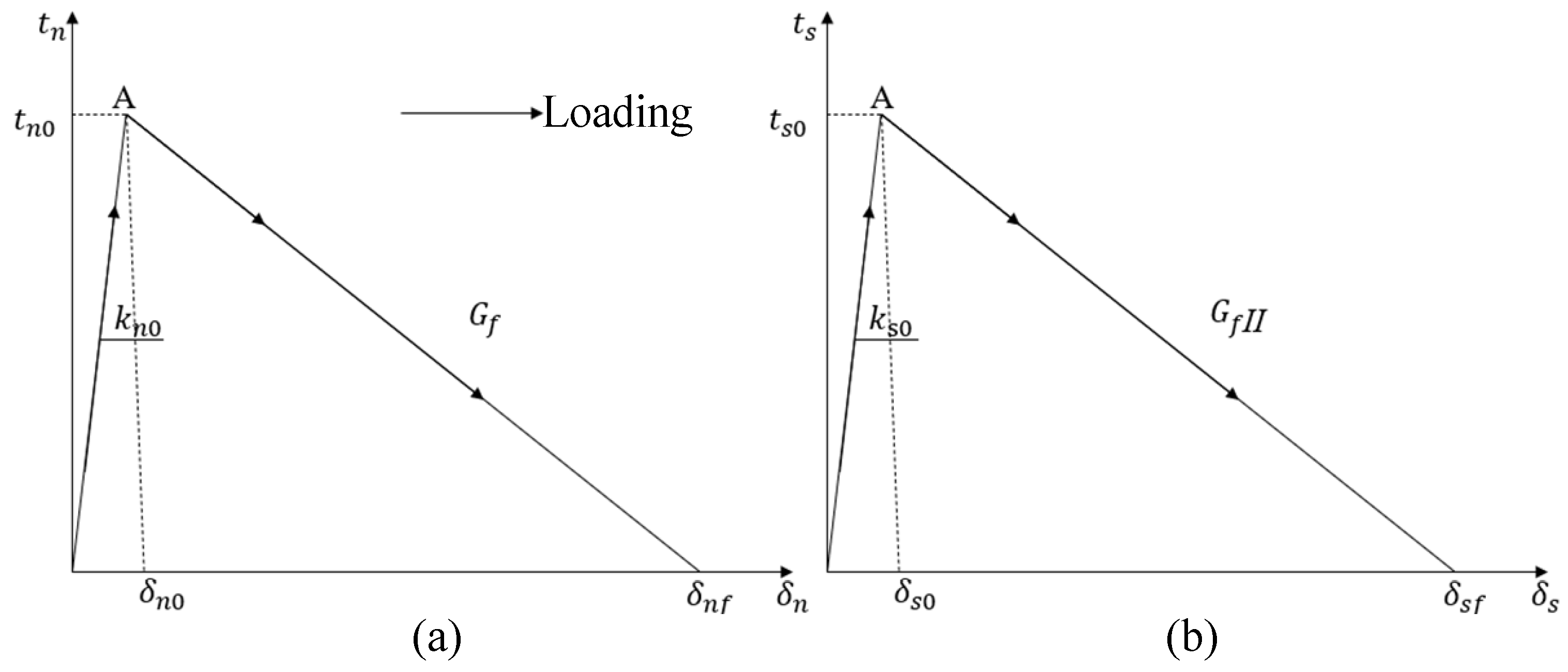
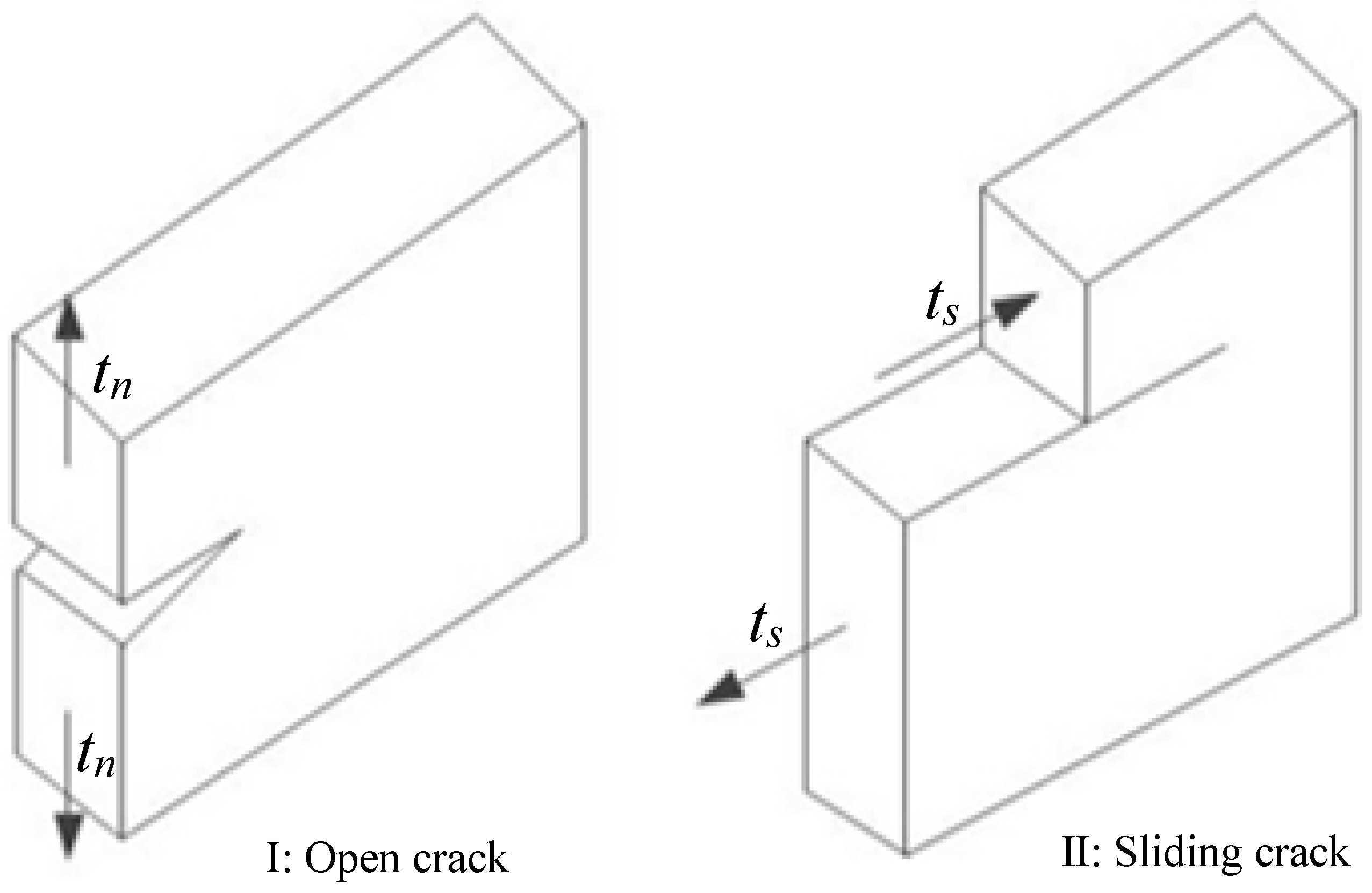
2.3. Establishment of the Constitutive Model of the Material
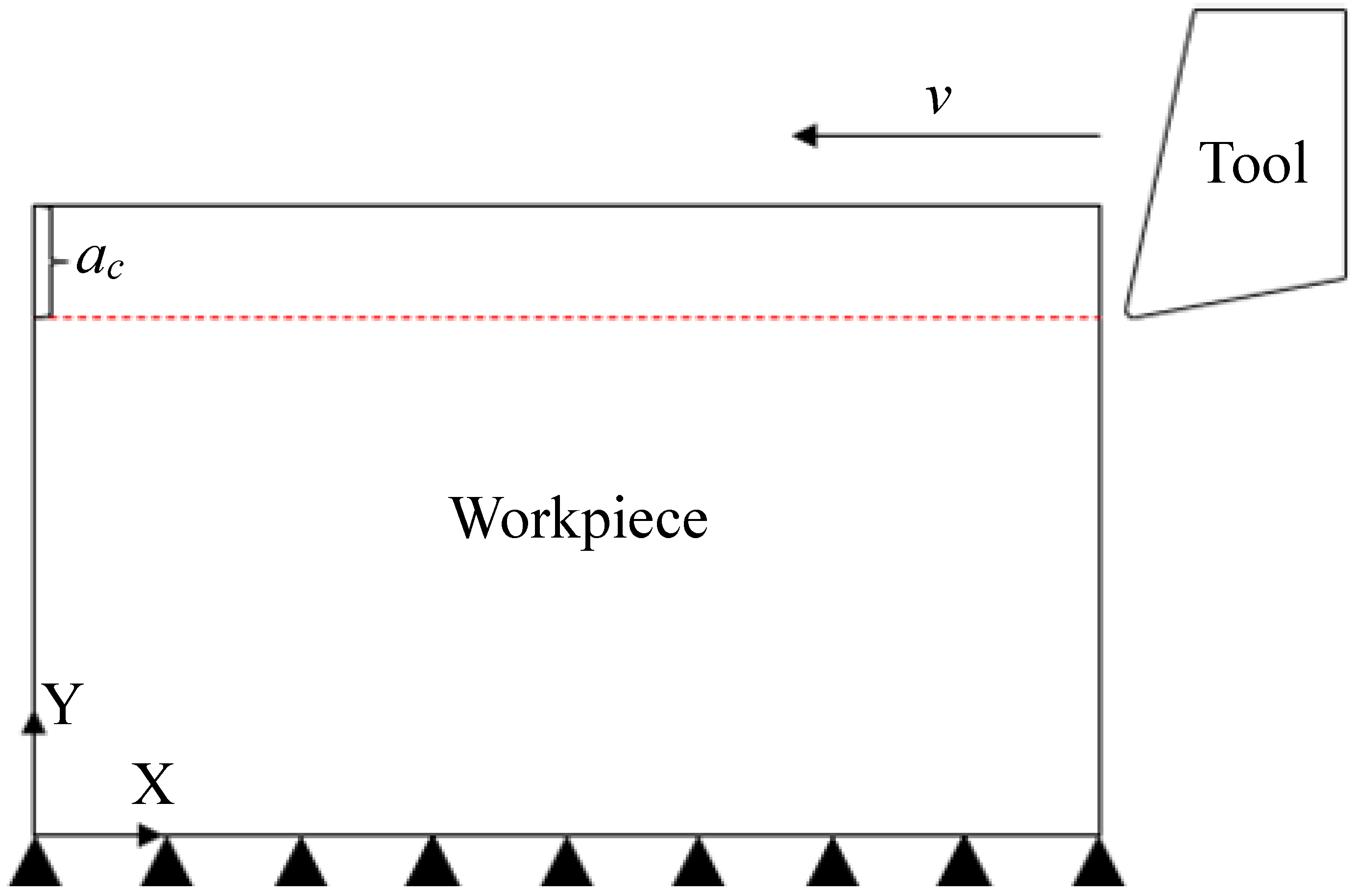
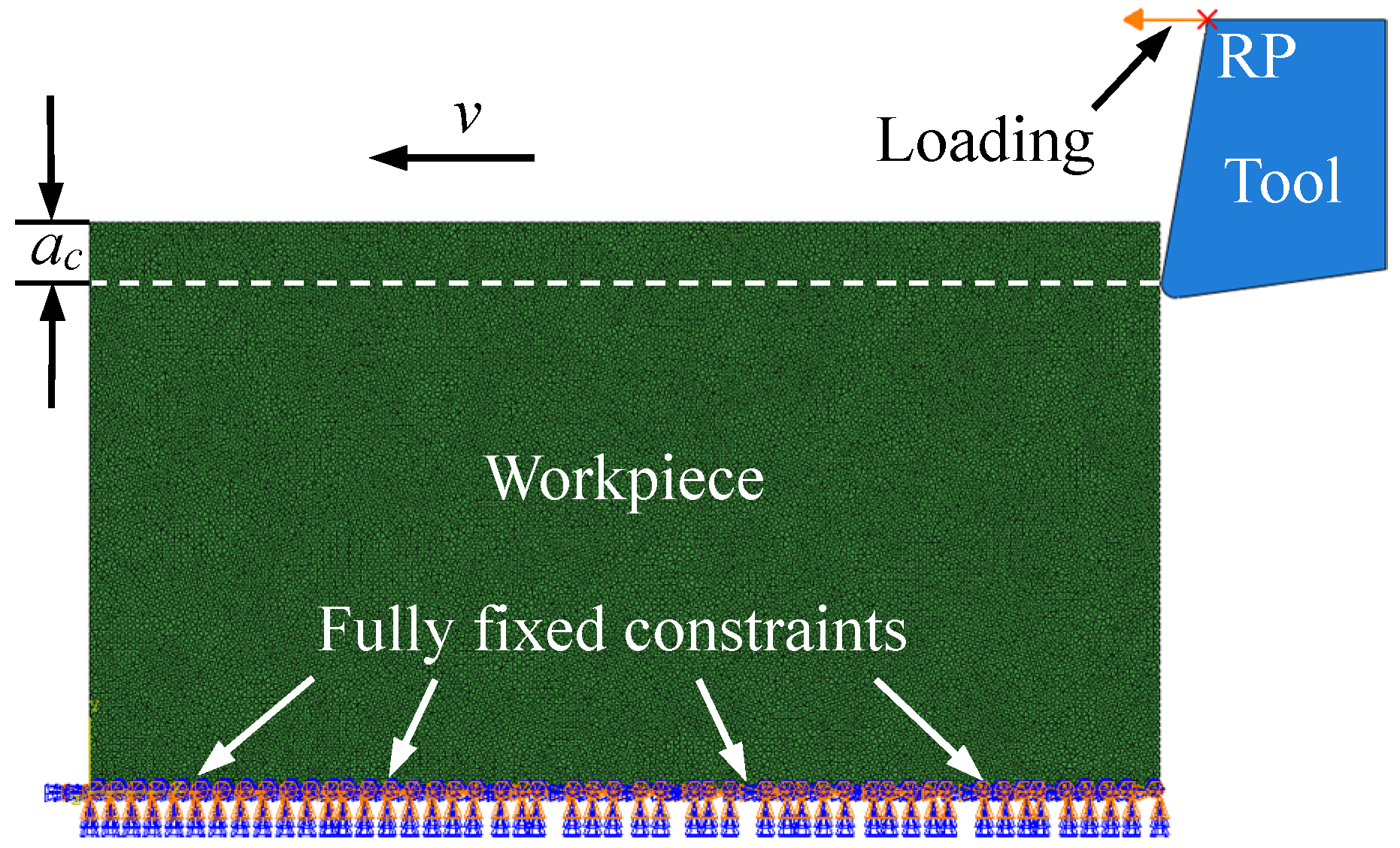
2.4. Interactions and Boundary Conditions
3. Analysis and Validation of the FEM
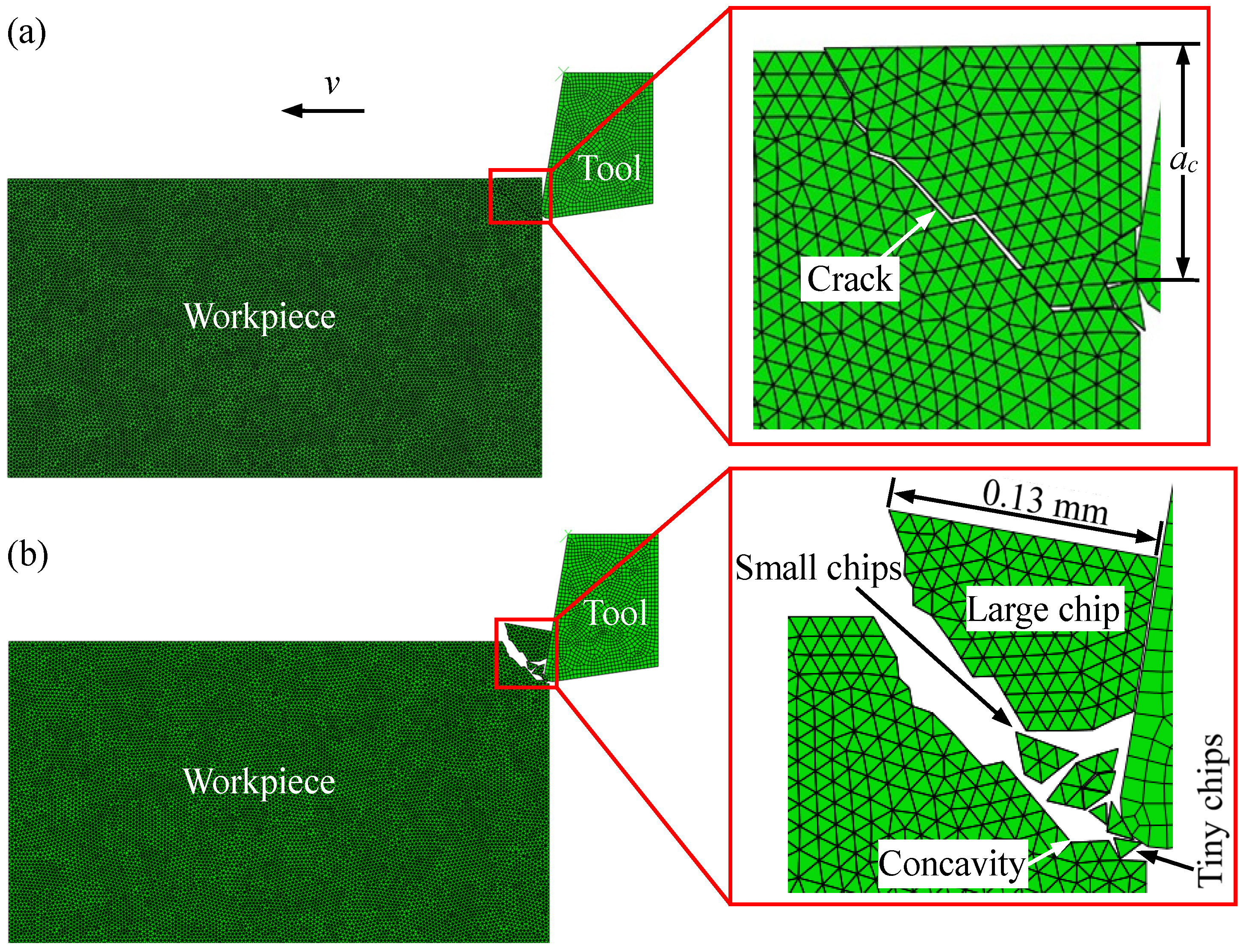
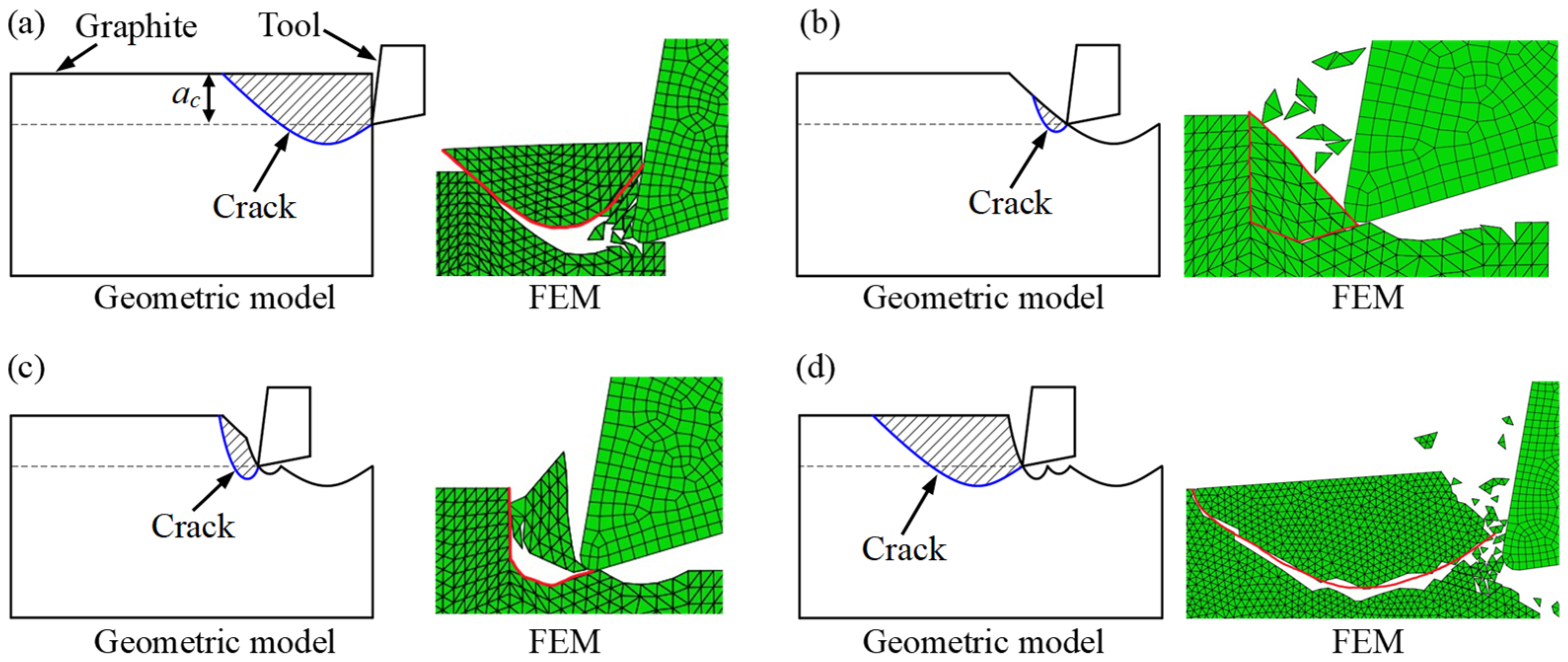
3.1. Analysis of FEM Results
3.2. Validation of FEM Results
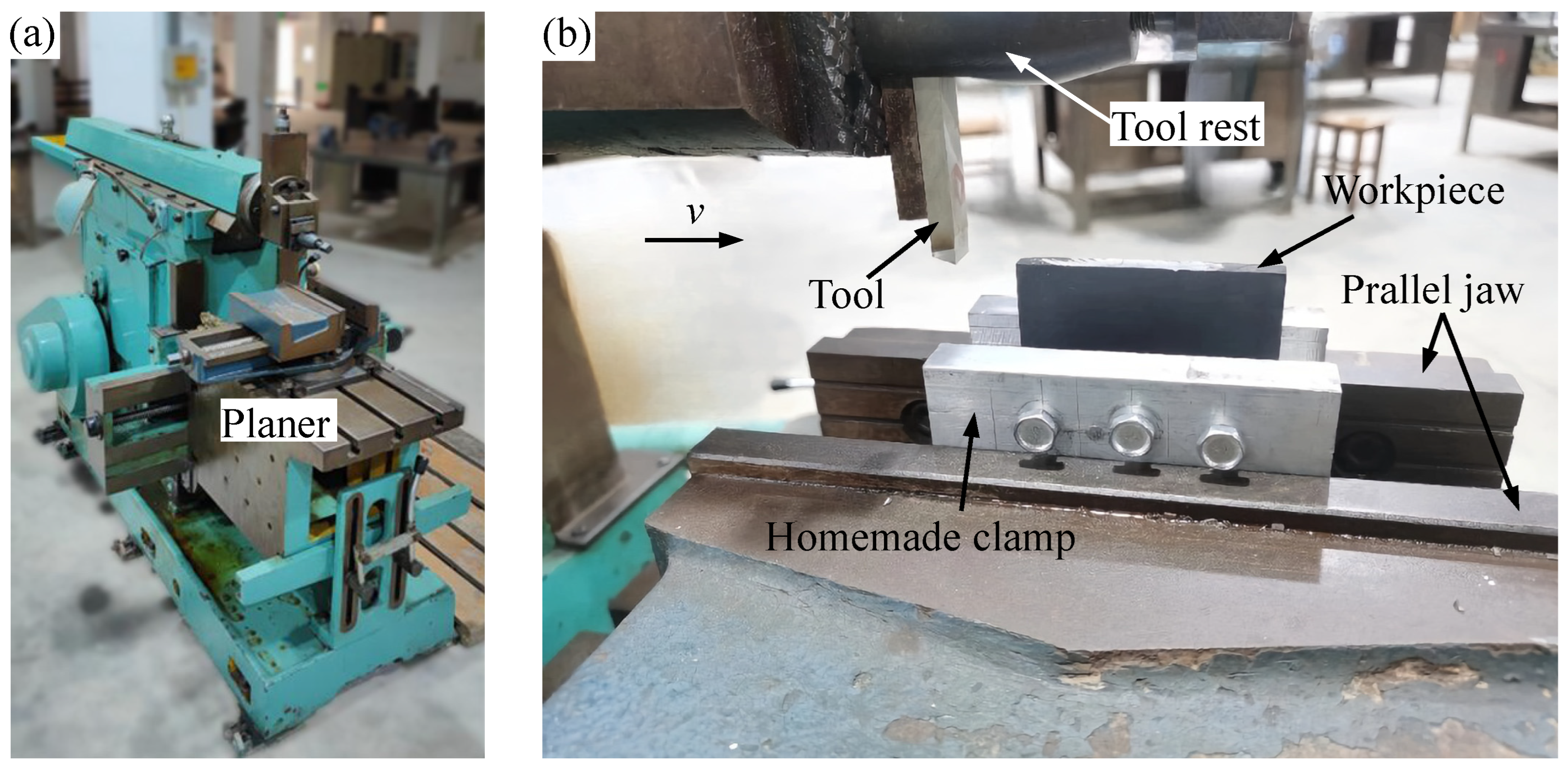
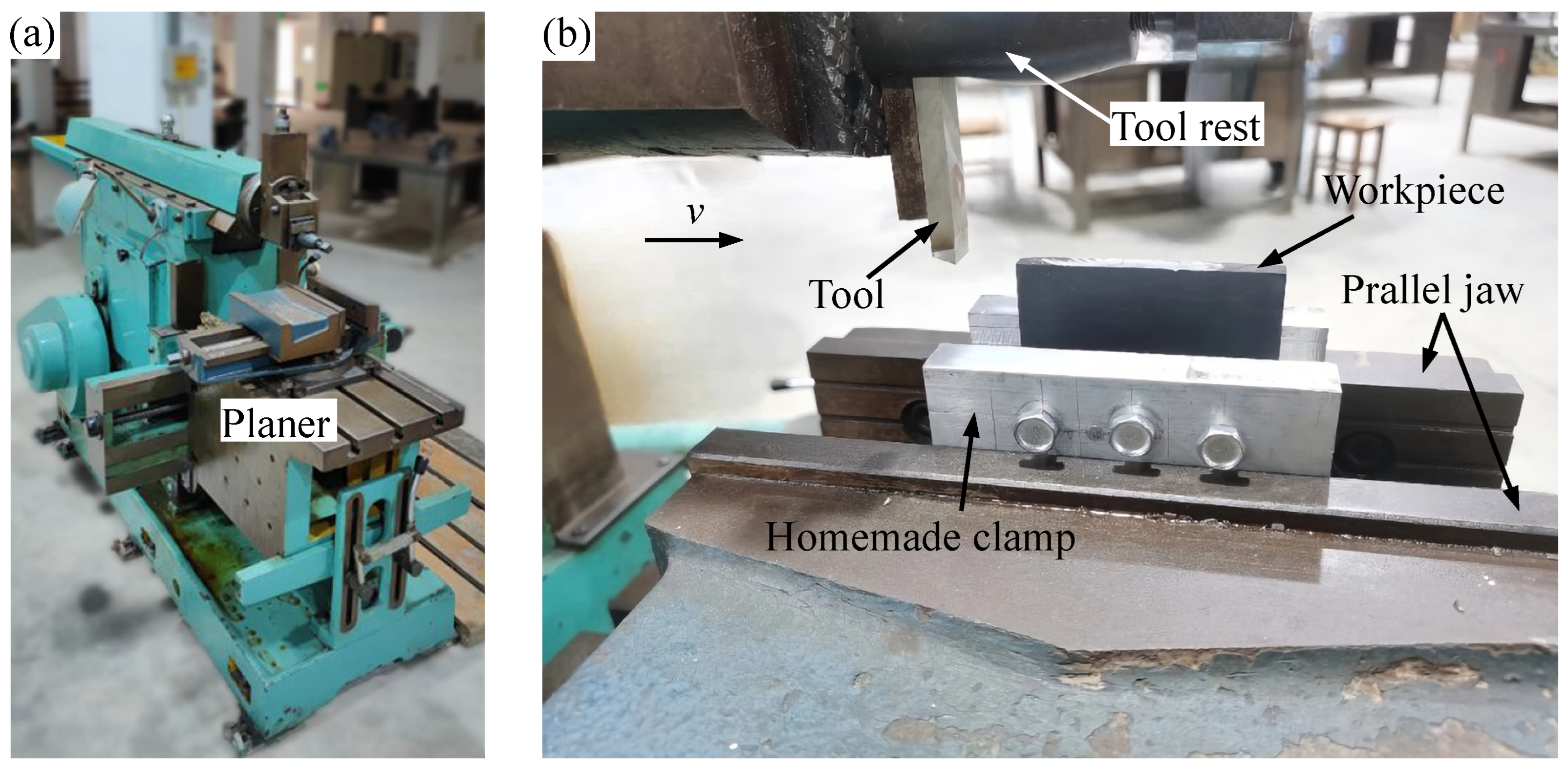
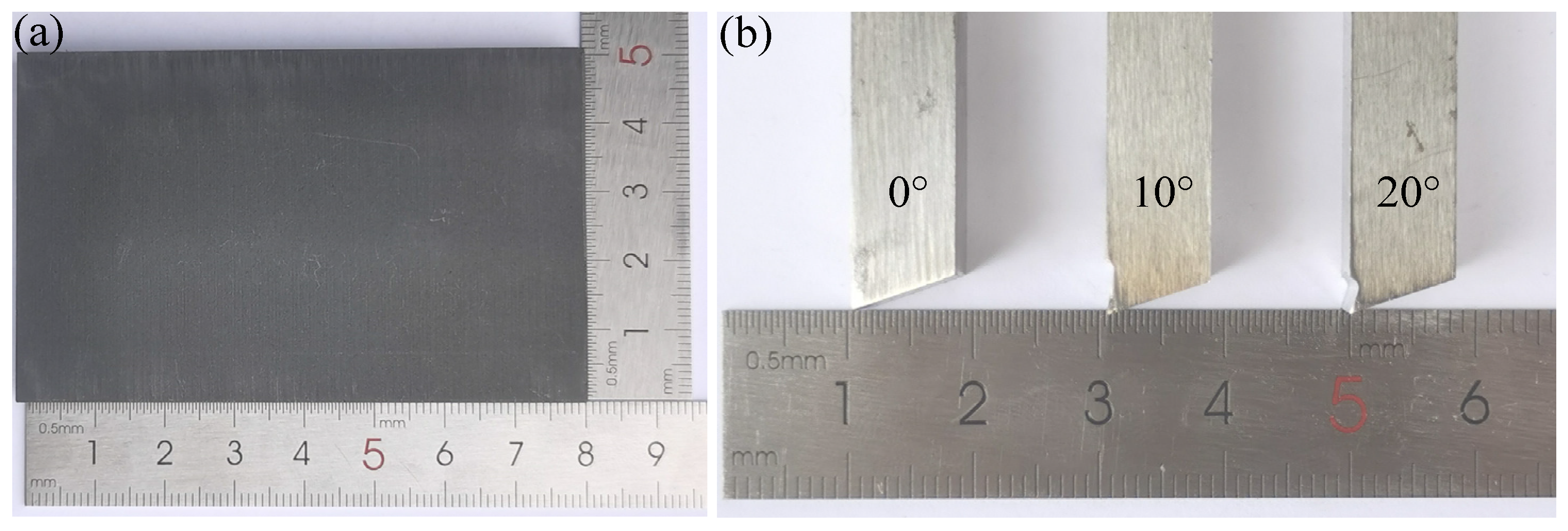
3.2.1. Experimental Work
3.2.2. Validation of Chip Morphology
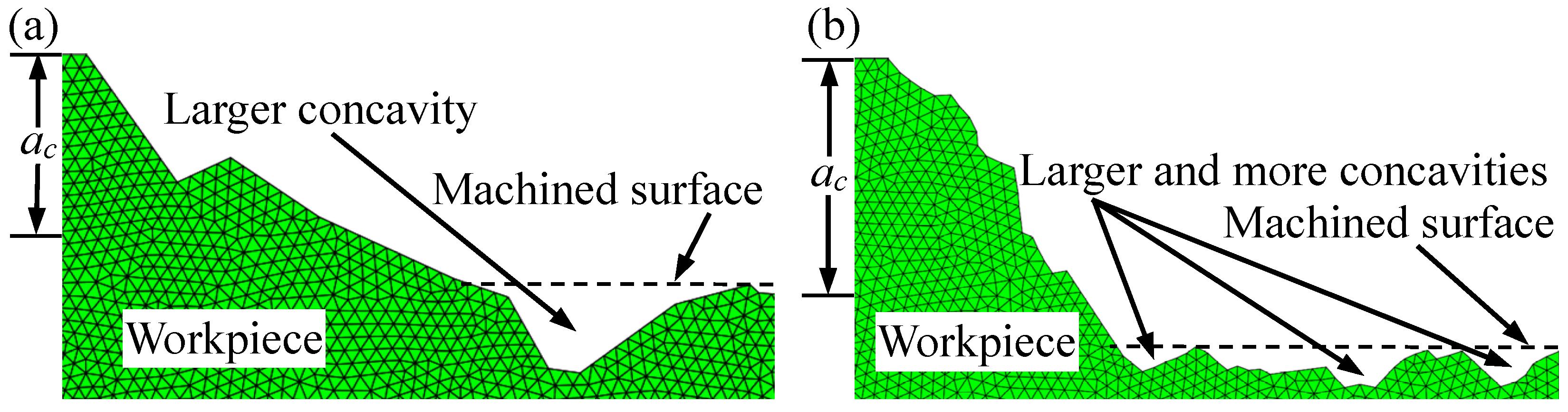
3.2.3. Validation of Machined Surface Morphology
3.2.4. Comparison of the Model of the Graphite Cutting Process
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.-H.; Ma, Z.-K.; He, Y.; Wang, Y.; Zhang, X.-W.; Song, H.-H.; Li, C.-X. A review of fibrous graphite materials: Graphite whiskers, columnar carbons with a cone-shaped top, and needle- and rods-like polyhedral crystals. New Carbon Mater. 2023, 38, 18–35. [Google Scholar] [CrossRef]
- Wang, H.; Feng, Q.; Tang, X.; Liu, K. Preparation of high-purity graphite from a fine microcrystalline graphite concentrate: Effect of alkali roasting pre-treatment and acid leaching process. Sep. Sci. Technol. 2016, 51, 2465–2472. [Google Scholar] [CrossRef]
- Aliyeva, S.; Alosmanov, R.; Buniyatzadeh, I.; Azizov, A.; Maharramov, A. Recent developments in edge-selective functionalization of surface of graphite and derivatives—A review. Soft. Mater. 2019, 17, 448–466. [Google Scholar] [CrossRef]
- Kausar, A.; Anwar, S. Graphite Filler-Based Nanocomposites with Thermoplastic Polymers: A Review. Polym. Plast. Technol. Eng. 2017, 57, 565–580. [Google Scholar] [CrossRef]
- Zhao, L.; Tang, J.; Zhou, M.; Shen, K. A review of the coefficient of thermal expansion and thermal conductivity of graphite. New Carbon Mater. 2022, 37, 544–555. [Google Scholar] [CrossRef]
- Wang, W.; Yang, D.; Wang, R.; Wei, F.; Liu, M. The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites. Processes 2022, 10, 2096. [Google Scholar] [CrossRef]
- Sergeeva, L.V. Study of the SSS of graphite lining elements of nuclear reactors with account for the anisotropy of graphite. Russ. Eng. Res. 2007, 27, 413–416. [Google Scholar] [CrossRef]
- Venu Gopal, A.; Venkateswara Rao, P. Performance Improvement of Grinding of SiC Using Graphite as a Solid Lubricant. Mater. Manuf. Process. 2004, 19, 177–186. [Google Scholar] [CrossRef]
- Wang, Q.; Li, Y.; Sang, S.; Jin, S. Effect of the reactivity and porous structure of expanded graphite (EG) on microstructure and properties of Al2O3–C refractories. J. Alloys Compd. 2015, 645, 388–397. [Google Scholar] [CrossRef]
- Jeon, I.-Y.; Ju, M.J.; Xu, J.; Choi, H.-J.; Seo, J.-M.; Kim, M.-J.; Choi, I.T.; Kim, H.M.; Kim, J.C.; Lee, J.-J.; et al. Edge-Fluorinated Graphene Nanoplatelets as High Performance Electrodes for Dye-Sensitized Solar Cells and Lithium Ion Batteries. Adv. Funct. Mater. 2015, 25, 1170–1179. [Google Scholar] [CrossRef]
- Hong, J.; Ahn, S.-H.; Jeong, H.-Y.; Joung, C.-Y. Development of graphite sealing technique for an irradiation test rig of nuclear fuels. Int. J. Precis. Eng. Manuf. 2013, 14, 797–803. [Google Scholar] [CrossRef]
- Schroeter, R.B.; Kratochvil, R.; Gomes, J.d.O. High-speed finishing milling of industrial graphite electrodes. J. Mater. Process. Technol. 2006, 179, 128–132. [Google Scholar] [CrossRef]
- Berto, F.; Lazzarin, P.; Ayatollahi, M.R. Brittle fracture of sharp and blunt V-notches in isostatic graphite under pure compression loading. Carbon 2013, 63, 101–116. [Google Scholar] [CrossRef]
- Huo, D.; Lin, C.; Dalgarno, K. An experimental investigation on micro machining of fine-grained graphite. Int. J. Adv. Manuf. Technol. 2014, 72, 943–953. [Google Scholar] [CrossRef]
- Tang, Y.; Chen, H. Characterization on crack propagation of nuclear graphite under three-point bending. Nucl. Mater. Energy 2019, 20, 100687. [Google Scholar] [CrossRef]
- Tang, Y.X.; Su, R.K.L.; Chen, H.N. Energy dissipation during fracturing process of nuclear graphite based on cohesive crack model. Eng. Fract. Mech. 2021, 242, 107426. [Google Scholar] [CrossRef]
- Bajpai, V.; Singh, R.K. Orthogonal Micro-Grooving of Anisotropic Pyrolytic Carbon. Mater. Manuf. Process. 2011, 26, 1481–1493. [Google Scholar] [CrossRef]
- Wang, J.; Fang, F.; Li, L. Cutting of Graphite at Atomic and Close-to-Atomic Scale Using Flexible Enhanced Molecular Dynamics. Nanomanuf. Metrol. 2022, 5, 240–249. [Google Scholar] [CrossRef]
- Mijušković, G.; Cica, D. Investigation, modeling, and optimization of surface roughness in micro-milling of graphite electrodes. Int. J. Adv. Manuf. Technol. 2021, 117, 579–590. [Google Scholar] [CrossRef]
- Zhou, L.; Wang, C.Y.; Qin, Z. Investigation of Chip Formation Characteristics in Orthogonal Cutting of Graphite. Mater. Manuf. Process. 2009, 24, 1365–1372. [Google Scholar] [CrossRef]
- Zheng, Z.; Huang, K.; Lin, C.; Zhang, J.; Wang, K.; Sun, P.; Xu, J. An analytical force and energy model for ductile-brittle transition in ultra-precision grinding of brittle materials. Int. J. Mech. Sci. 2022, 220, 107107. [Google Scholar] [CrossRef]
- Zhang, C.; Liang, Y.; Zhang, T.; Chen, X.; Zhao, J.; Yu, T. Study on machining BK7 optical glass by ultrasonic vibration-assisted polishing considering the micro-contact state of the abrasive particles with the workpiece. J. Manuf. Process. 2021, 72, 469–482. [Google Scholar] [CrossRef]
- Ma, L.; He, P.; Deng, H.; Liu, T.; Tan, Y.; Zhou, Y. Theoretical model of characteristic temperature and continuous fracture mechanism of brittle material in the process of turning fluorophlogopite ceramics. Ceram Int. 2019, 45, 12521–12527. [Google Scholar] [CrossRef]
- Meng, F.; Zhang, Z.; Feng, J.; Gu, Q.; Wu, B.; Wang, J. A study investigating the cutting mechanism of compacted graphite iron based on a novel microstructure of finite element model. J. Manuf. Process. 2022, 81, 250–260. [Google Scholar] [CrossRef]
- Chen, H.H.N.; Su, R.K.L.; Fok, S.L.; Zhang, H.G. Fracture behavior of nuclear graphite under three-point bending tests. Eng. Fract. Mech. 2017, 186, 143–157. [Google Scholar] [CrossRef]
- Yu, Z.; Zhang, J.; Shen, J.; Chen, H. Simulation of crack propagation behavior of nuclear graphite by using XFEM, VCCT and CZM methods. Nucl. Mater. Energy 2021, 29, 101063. [Google Scholar] [CrossRef]
- Bajpai, V.; Singh, R.K. Finite element modeling of orthogonal micromachining of anisotropic pyrolytic carbon via damaged plasticity. Precis. Eng. 2014, 38, 300–310. [Google Scholar] [CrossRef]
- Wan, Z.; Yang, D.; Lu, L.; Wu, J.; Tang, Y. Mechanism of material removal during orthogonal cutting of graphite/polymer composites. Int. J. Adv. Manuf. Technol. 2015, 82, 1815–1821. [Google Scholar] [CrossRef]
- Gao, M.; Zhang, K.; Zhou, Q.; Zhou, H.; Liu, B.; Zheng, G. Numerical investigations on the effect of ultra-high cutting speed on the cutting heat and rock-breaking performance of a single cutter. J. Pet. Sci. Eng. 2020, 190, 107120. [Google Scholar] [CrossRef]
- Keskin, İ.; Yadgar Ahmed, M.; Ramadhan Taher, N.; Gör, M.; Zrar Abdulsamad, B. An evaluation on effects of surface explosion on underground tunnel; availability of ABAQUS Finite element method. Tunn. Undergr. Space Technol. 2022, 120, 104306. [Google Scholar] [CrossRef]
- Mitic, V.V.; Paunovic, V.; Jankovic, S.; Pavlovic, V.; Antolovic, I.; Rancic, D. Electronic ceramic structure within the Voronoi cells model and microstructure fractals contacts surfaces new frontier applications. Sci. Sinter. 2013, 45, 223–232. [Google Scholar] [CrossRef]
- Dong, P. Generating and updating multiplicatively weighted Voronoi diagrams for point, line and polygon features in GIS. Comput. Geosci. 2008, 34, 411–421. [Google Scholar] [CrossRef]
- Huang, X.; Ding, W.; Zhu, Y.; Yang, C. Crack propagation simulation of polycrystalline cubic boron nitride abrasive materials based on cohesive element method. Comput. Mater. Sci. 2017, 138, 302–314. [Google Scholar] [CrossRef]
- Wang, D.; Zhao, J.; Zhou, Y.; Chen, X.; Li, A.; Gong, Z. Extended finite element modeling of crack propagation in ceramic tool materials by considering the microstructural features. Comput. Mater. Sci. 2013, 77, 236–244. [Google Scholar] [CrossRef]
- Habibi, M.; Darabi, R.; Sa, J.C.d.; Reis, A. An innovation in finite element simulation via crystal plasticity assessment of grain morphology effect on sheet metal formability. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1937–1951. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, S.; Li, L.; Tang, Y.; Xu, G. A 3D Voronoi clump based model for simulating failure behavior of brittle rock. Eng. Fract. Mech. 2021, 248, 107720. [Google Scholar] [CrossRef]
- Esmaili, A.; Taheri-Behrooz, F. Effect of cohesive zone length on the delamination growth of the composite laminates under cyclic loading. Eng. Fract. Mech. 2020, 237, 107246. [Google Scholar] [CrossRef]
- Yang, Z.J.; Su, X.T.; Chen, J.F.; Liu, G.H. Monte Carlo simulation of complex cohesive fracture in random heterogeneous quasi-brittle materials. Int. J. Solids Struct. 2009, 46, 3222–3234. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | Tensile Strength | Compression Strength | Modulus of Elasticity | Porosity |
|---|---|---|---|---|
| 1.9 g/cm3 | 15.9 Mpa | 107.2 Mpa | 20.4 Gpa | 0.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, D.; Wei, F.; Wang, W.; Zhang, Y.; Zeng, L. Finite Element Modelling and Experimental Validation of the Graphite Cutting Process. Processes 2023, 11, 2546. https://doi.org/10.3390/pr11092546
Yang D, Wei F, Wang W, Zhang Y, Zeng L. Finite Element Modelling and Experimental Validation of the Graphite Cutting Process. Processes. 2023; 11(9):2546. https://doi.org/10.3390/pr11092546
Chicago/Turabian StyleYang, Dayong, Furui Wei, Wei Wang, Yuchen Zhang, and Lingxin Zeng. 2023. "Finite Element Modelling and Experimental Validation of the Graphite Cutting Process" Processes 11, no. 9: 2546. https://doi.org/10.3390/pr11092546
APA StyleYang, D., Wei, F., Wang, W., Zhang, Y., & Zeng, L. (2023). Finite Element Modelling and Experimental Validation of the Graphite Cutting Process. Processes, 11(9), 2546. https://doi.org/10.3390/pr11092546