1. Introduction
Nowadays, the competition in food process industries is increasing due to small profit margins and increased customer requirements. For the food industry, which typically involves complex production processes with a large number of available equipment and shared resources, production scheduling is crucial to achieve efficient production plans and increased profitability [
1]. However, the complexity of food industries, the market environment that calls for a diverse and ever-increasing product portfolio and the need for synchronization between multiple batch and continuous stages make the efficient production scheduling a rather complex challenging task. Usually, production engineers struggle to generate production schedules within a tight time frame, solely based on their experience and following simple empirical rules.
Several mathematical frameworks have been proposed over the past 30 years to address the optimal production scheduling problem [
2]. The first prevalent mathematical formulations were based on generic representations such as the State–Task–Network [
3]. Recently, new contributions appeared based on continuous and discrete time representation mathematical models [
4]. The majority of the approaches formulate the scheduling problem as a Mixed-Integer Linear Programming (MILP) model, which is an effective and precise way of solving optimization problems of high combinatorial complexity.
MILP-based frameworks for the scheduling of food industries have been also addressed in the open literature over the past 20 years. Foulds and Wilson [
5] examined the scheduling of rape seed and hay harvesting, in Australia and New Zealand, and they achieved significant improvements over traditional schedules. Simpson and Abakarov [
6] addressed the optimization of thermal process scheduling in plants that produce canned food by minimizing the plant operation time. The methodology proposed was considered particularly relevant to small and medium-sized canneries which process many different products simultaneously. Xie and Li [
7] developed a model for optimizing a meat-shaving and packing production line. Baldo et al. [
8] studied the production lot sizing and scheduling problem in the brewery industry, which is characterized by long lead times required for the fermentation and maturation processes. They developed a Mixed-Integer Programming (MIP) model that integrates both production stages and MIP-based heuristics to solve real-world problem instances. Polon et al. [
9] addressed the scheduling problem in a sausage production industry. Georgiadis et al. [
10] examined the weekly production scheduling problem for a large-scale Spanish canned fish industry, using an MILP-based solution strategy that incorporates an order-based decomposition algorithm. Georgiadis et al. [
11] presented an MILP model for the optimal production planning and scheduling in beer production facilities, and near-optimal results were generated. The proposed model used a mixed discrete-continuous time representation and an immediate precedence framework to minimize total production costs and was shown to be superior in terms of computational efficiency compared to other approaches.
Scheduling tools offer significant advantages to the dairy industry due to their distinctive characteristics. In order to produce dairy products using complex production recipes, flexible multi-stage facilities with multiple resources and specialized equipment are required. The dynamic nature of the environment along with the uncertain availability of raw materials, resources and product demand lead to the need for taking scheduling decisions in a systematic manner. Furthermore, the perishable nature of dairy products, which are subject to strict regulations and quality standards, introduce extra complexity to dairy processes. Although the importance of scheduling solutions in this field has long been recognized, only a few real-life applications have been reported [
12]. Entrup et al. [
13] studied the planning and scheduling problem in the packing stage of a yogurt production process, taking into account shelf-life issues of the products. Doganis and Sarimveis [
14] presented an MILP model for optimizing the production scheduling in a single yogurt production line. The objective function aimed to minimize all major sources of cost, including changeover, inventory and labor cost. Kopanos et al. [
15] focused on the production scheduling of a real-life multi-product dairy plant. They proposed a novel mathematical MILP model that introduced the concept of product families while taking into account sequence-dependent setup times and costs. By solving several scenarios, they identified production bottlenecks and suggested retrofit design options to enhance the plant’s production capacity and flexibility. Wari and Zhu [
16] proposed an MILP model for the weekly production scheduling of an ice cream facility. Sel et al. [
17] addressed the lot-sizing and scheduling problem in the dairy industry by proposing a mathematical model with the aim of minimizing production makespan while accounting for uncertainty in the quality decay of milk-based intermediate mixtures. Georgiadis et al. [
18] developed an MILP model to solve the problem of lot-sizing and production scheduling in a real-life yogurt production facility. A rolling horizon algorithm was proposed for optimized rescheduling actions that consider new information related to order modifications. Cui et al. [
19] focused on optimizing the filling time in the dairy production process by incorporating a linear programming model and one-dimensional rules.
Numerous researchers have proposed alternative methods that utilize heuristics and metaheuristic algorithms, such as rule-based scheduling [
20] and genetic algorithms [
21,
22], to derive fast scheduling decisions. Tarantilis and Kiranoudis [
23] studied the scheduling of multi-product drying operations in dehydration plants, presenting a new metaheuristic method called the backtracking adaptive threshold accepting (BATA) method. Yao and Huang [
24] proposed a hybrid genetic algorithm to solve the economic lot scheduling problem. Chen et al. [
25] addressed the distributed blocking flowshop scheduling problem. They proposed six constructive heuristics and an iterated greedy algorithm to minimize the makespan. Yue et al. [
26] addressed the dynamic lot-sizing and scheduling problem in flexible multi-product facilities by employing a mathematical model and a constructive heuristic method to maximize profit, considering demand uncertainty and machine failure. Ghasemkhani et al. [
27] solved the integrated production-inventory-routing problem by employing an MILP model and two heuristic algorithms for a real-life case study. Bagheri et al. [
28] studied the production scheduling problem considering resource capacity fluctuation. They proposed a mathematical model for small and medium-sized problems and an agent-based heuristic for larger-scale problems. Kommadath et al. [
29] addressed the scheduling problem in vegetable processing facilities, using metaheuristic techniques and heuristic mechanisms to identify optimal schedules with minimum total cost and makespan. Rule-based methods have been incorporated into commercial software tools in order to be easily used by production engineers. Even though mathematical optimization models undeniably lead to optimal results, sometimes the complexity of the problem under study requires high computational costs compared to rule-based or simulation-based tools which typically generate fast but non-optimal results. The time to derive a scheduling plan is highly appreciated by the industry, which desires fast decision making, easy rescheduling and what-if analysis.
While modern computational tools can be useful in supporting plant-level production decisions, there is still potential for improvement, particularly in translating academic research into practical industrial applications. Issues such as usability, interfacing and data integration need to be addressed to fully realize the potential of these tools in real-world manufacturing environments [
30]. Food plants are designed to produce a variety of different products, often using similar recipes, by repeating the same production cycles multiple times [
31]. Although computer-aided process design and simulation tools have been utilized in the chemical industry since the early 1960s, they usually do not adequately address the recipe-based, semi-continuous mode of operation that is typically met in the food processing industry. To accurately model these types of processes, it is necessary to use process simulators that take into account the time-dependency and sequencing of events [
32]. A suitable tool for setting up and solving such scheduling problems is the recipe-based, finite capacity, scheduling tool of Intelligen, Inc., SchedulePro
TM [
33]. Koulouris and Kotelida [
34] studied the production scheduling for a plant that processes tomatoes into various types of paste, using SchedulePro
TM. Feasible production plans were generated under an assumed tomato supply profile. The plan was updated daily, based on real data on tomato supply, to ensure that constraints on inventory and raw material shelf-life were met. Recently, Koulouris et al. [
31] presented an application of integrated process and digital twin models in food processing, focusing on process simulation and production scheduling through a large-scale brewery case study. They showed how digital technologies can be adopted in the food processing industry to ensure product quality, minimize costs, shorten lead times and guarantee timely delivery despite production dead times and uncertainties.
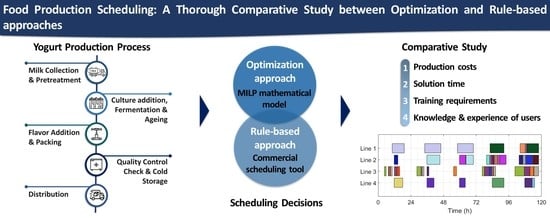
This work focuses on the production scheduling problem of multi-stage and multi-product industrial food processes and specifically on the semi-continuous yogurt production process of two large-scale Greek dairy industries. In this study, both optimization and rule-based approaches were utilized to generate production schedules for the continuous packing stage, which is identified as the bottleneck of the process. In order to solve the problem, two approaches were compared: (i) a precedence-based Mixed-Integer Linear Programming (MILP) model [
18] and (ii) an interactive user-friendly commercial tool. Both approaches take into account all process-related constraints, including constraints of production stages that are not that explicitly modeled. Numerous real-life case studies were examined to assess the applicability and efficiency of the proposed solution frameworks. The main contribution of this work is to present for the first time a thorough evaluation and comparison of the applicability and performance of both optimization and rule-based approaches when applied to large real-life food scheduling problems. After a practical analysis is carried out upon real case studies, the advantages and disadvantages of the two approaches are detected, based on both qualitative and quantitative criteria, and significant insights are gained about the applicability of each method. Moreover, this research serves as a resource for practitioners in the field, providing valuable guidance for selecting the most suitable approach for scheduling problems in food industries.
This work is structured as follows: In
Section 2, a detailed description of the process under consideration is provided, and the scheduling problems under study are outlined.
Section 3 outlines the proposed modeling and solution strategies.
Section 4 presents comparative results of the two strategies when applying to large-scale industrial cases. Finally, in
Section 5, concluding remarks are drawn.
2. Problem Statement
Dairy industries are considered to be amongst the most dynamic food industries in the world. One of the most important products in the Greek dairy industry is yogurt. A plethora of yogurt types exist to satisfy the consumers’ individual needs and preferences. Yogurt products are classified into different categories based on various factors, including the type of milk used, the fat content, the production process, the flavor, the presence of probiotics and the level of sweetness [
18]. Based on the milk source, yogurts can use cow’s milk, goat’s milk, sheep’s milk or other types of milk. Based on fat content, yogurts can be classified as whole, low-fat or non-fat. They can also be classified as sweetened with a specific sweetener or not and with or without added probiotics. Yogurt can also be flavored with fruit, spices or other ingredients. The aforementioned factors affect the calorie content of the product, its texture and its overall nutritional value.
The most important classification of yogurt products is based on the production method used. There are two yogurt types based on this criterion: set and stirred yogurt. To produce set yogurt, the heated milk and culture mixture is poured into individual containers, such as plastic cups or glass jars, and it is left to ferment and form a solid, consistent product. On the other hand, to produce stirred yogurt, the milk and culture mixture is placed in a large tank and is continuously stirred for 2 to 4 h while it ferments and reaches the desired consistency. There are also some other types such as Greek yogurt, kefir and frozen yogurt.
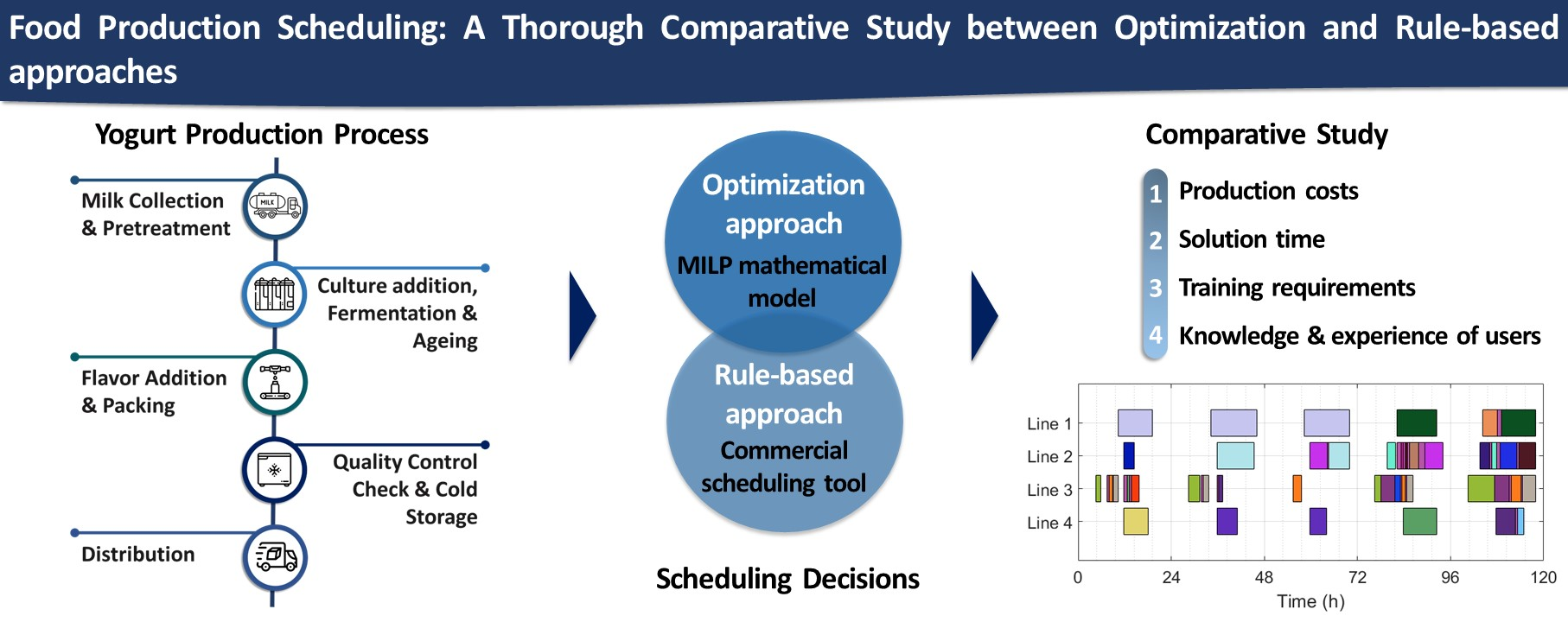
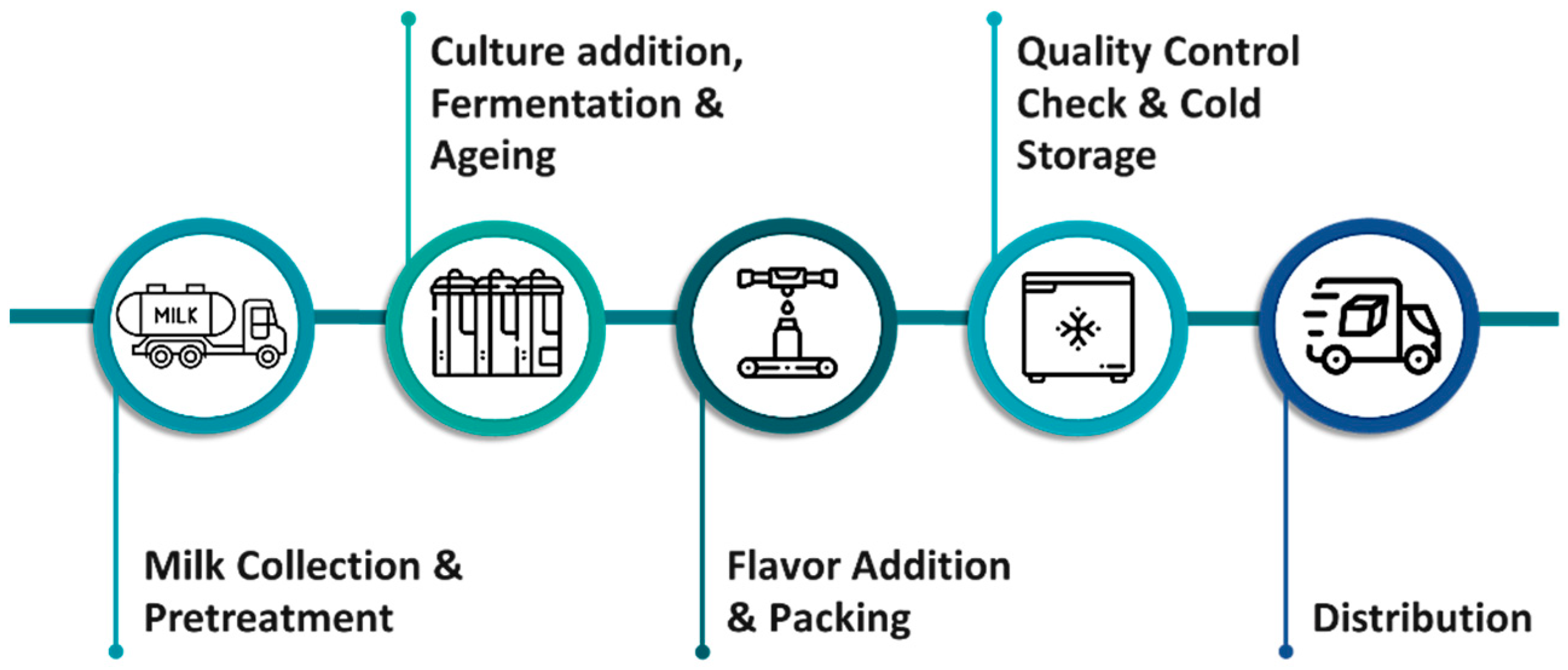
Slight modifications of the main production process are employed to produce each different type of yogurt. The main production process of yogurt products relies on the following stages:
Milk Collection and Pretreatment
Daily milk is collected from local farms, decontaminated and transferred to the factory. It should be noted that the composition of fresh milk in water, fat, protein, lactose and minerals varies from day to day. Once the milk reaches the factory, it is subject to a variety of processes including standardization, homogenization and heat treatment. Firstly, two types of standardization are implemented to improve the quality of the final yogurt product concerning the fat content and other non-fat-content-solids. Fat content is adjusted to meet compositional standards through the removal, mixing or addition of fat, while solids content is adjusted through the addition of milk powder, stabilizers, emulsifiers and other substances, such as sweeteners and preservatives. These adjustments are subject to specific legislative regulations. After being standardized, milk is homogenized so as to obtain a less creamy effect and to prevent clumping, leading to an improved appearance, texture and viscosity. Then, the milk is briefly heated to kill off pathogens.
Culture Addition, Fermentation and Aging
Lactic acid bacteria are added to the milk by mixing a pre-prepared culture of Streptococcus thermophilus and Lactobacillus bulgaricus into the milk. In some cases, other bacteria may be added to the culture to produce a specific type of yogurt. The milk and culture mixture is then placed in an incubation tank and maintained at the proper temperature for several hours. During this time, the bacteria ferment the lactose in the milk, producing lactic acid and thickening the milk into yogurt. The exact incubation time will vary depending on the temperature, the bacteria concentration, the type of yogurt being produced and the desired flavor and texture. Once the yogurt has thickened, it is cooled to 4 °C or lower to slow the growth of the bacteria and to stabilize the yogurt. The cooled yogurt is then stored for several hours. As mentioned before, set yogurt is fermented after packing, unlike other yogurt varieties.
Flavor Addition and Packing
Flavorings, such as syrups or fruit pieces, can be added to the yogurt after it has been thickened and cooled using a mixer. This allows a more distinct layering of flavors and a better texture. Some flavorings can also be added to the milk and culture mixture before it is incubated to integrate with the yogurt mixture. Finally, the yogurt is packed in a variety of containers, including plastic cups, glass jars, or larger containers. This is completed using parallel packing lines that can handle different types of yogurt products and packing options. During the packing process, the containers are filled with the desired yogurt, sealed and labeled with the product information required by law.
Quality Control Check and Cold Storage
Before reaching the consumers, the yogurt must pass a series of quality control checks to ensure that it meets quality standards, such as proper consistency, flavor and appearance. The packaged yogurt is then stored in a temperature-controlled environment, below 10 °C (usually between 2 °C and 8 °C), to maintain its quality until it is distributed to customers. This environment is typically a storage room or warehouse that is specifically designed for the storage of dairy products.
Distribution to Customers
The yogurt is finally transported to retail stores or distribution centers, where it is made available for sale to consumers. Customers are either directly served by the company’s refrigerated trucks, or they use their own transportation methods.
A brief schematic description of the aforementioned yogurt production process is shown in
Figure 1.
The process under consideration is classified as multi-stage and multi-product, involving both batch and continuous stages.
The first problem examined concerns the production scheduling of the KRI-KRI dairy industry, which has been studied in our previous work [
15]. The factory operates five to seven days a week and produces three types of yogurts (set, stirred, flavored), resulting in 93 final products that originate from 12 different recipes. Detailed information regarding the fermentation recipes is provided in
Table 1, and information regarding each product can be found in
Table S2 of the supplementary material. Four packing lines are available, operating in parallel and sharing common resources. Each is responsible for the packing of specific products and has a minimum lot processing time of 0.5 h. It is noted that the factory does not operate on a 24 h basis but requires 3 and 2 h at the start and end of the day, respectively, for cleaning and maintenance processes. No production process takes place during these time frames. A families relative production sequence has been suggested by the company to facilitate production scheduling and reduce changeover costs.
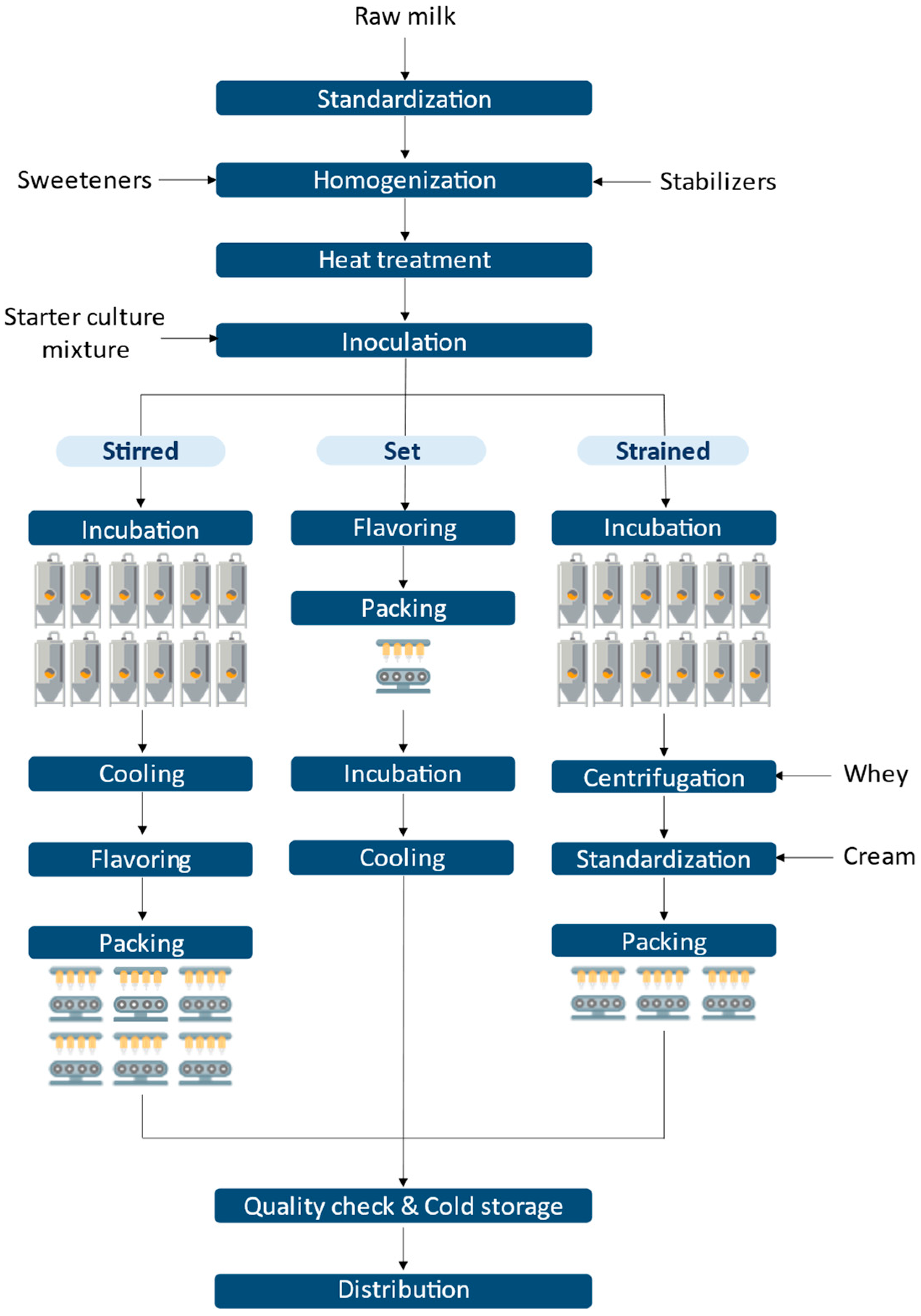
The second problem concerns the production scheduling of the dairy industry TYRAS, which is a member of the Hellenic Dairy S.A. Group. The production steps of this plant are illustrated in
Figure 2. The plant operates seven days a week and produces three main types of yogurt (strained, directly set, cohesive stirred), resulting in 176 final products derived from 16 different recipes. More information concerning the fermentation recipes is available in
Table 2, and information regarding each product is available in
Table S7 of the supplementary material. This plant has a more complicated packing stage including seven parallel packing lines. The plant operates on a 24 h basis; however, every packing line requires a few hours at the end of the day for cleaning and maintenance processes (see
Table 3). During this time, no packing process can be carried out on any line; however, the fermentation processes can still be performed, since they are carried out on different units.
The main production characteristics of each industrial plant are summarized in
Table 4.
The scheduling problem is focused on the continuous packing stage, as this represents the main production bottleneck in both facilities. However, previous production stages are modeled as an equivalent stage of a certain known duration, independent of the batch size, which, nevertheless, respects all the underlying operating constraints and ensures schedule feasibility throughout the whole plant.
Due to the large number of products, the problem may become quite complex to be solved using optimization techniques. For this reason, products with similar characteristics are treated as a group that is referred to as a product family, thus resulting in a simpler problem with lower computational requirement. The idea of product families leads to equivalent solutions with the ones derived by using the whole set of products. Products of a single family necessarily come from the same recipe, require the same resources, and do not necessitate changeover actions during sequential production [
15]. Conversely, for the sequential production of two products belonging to different families, it is necessary to include cleaning and sterilization processes in the packing line. It is important to note that while products from the same family share many common features, they can still present differences in terms of processing rate, capacity, timing and costs.
The main scheduling challenges for the problem under consideration are associated with allocation, sequencing and timing constraints. There are numerous fermentation tanks for the preparation of yogurt, and each one can feed more than one packing line, thus providing flexibility to the production process. Intermediate storage vessels are not necessary, since the yogurt mixture can be temporarily stored in the fermentation tanks for up to 24 h. However, each packing line can only process specific final products, one at a time, thus limiting the flexibility provided by the tanks. Moreover, the packing lines must be cleaned in between the processing of two different product families; thus, a sequence-dependent changeover time is necessary (see
Tables S5 and S9 of the supplementary material). Sequence independent setup times for adjusting machines’ settings also take place before the packing of each product family. The main goal is the efficient scheduling of these facilities, given a weekly product demand.
The problem under study can be formally defined as follows:
Given:
The planning horizon of interest divided into a set of time periods.
A set of parallel packing lines and their available production time in each period.
A set of batch recipes with minimum preparation time and specified production capacity.
A set of products.
A set of product families in which all products are grouped.
Assignment suitability constraints between packing lines, products, recipes and product families.
All production-related parameters including production targets, production rates, minimum and maximum processing runs, cup weights, daily opening and shutdown times.
The required sequence-dependent changeover operations whenever a new family is processed after a previous one in each processing unit, as long as the processing sequence is not forbidden.
The required sequence-independent setup operations whenever a product is assigned to a processing unit.
The cost coefficients associated with recipes preparation, unit operation, changeovers, inventory and external production.
Determine:
The assignment of product families to packing lines.
The sequencing of product families in each packing line.
The amount of every product produced in each processing unit.
The production run length, starting and completion time for every product family.
The amount of every product externally produced in a cooperating plant.
The inventory level for every product in each time period.
Thus, an objective function typically representing total production costs is optimized.
It is noted that the availability of raw materials is assumed to be constant, and limitations such as manpower or utilities are not considered. The transfer of yogurt liquid between the two stages is assumed to take place instantaneously, and the fermentation/maturation process in a tank only begins at the start of each time period. Production data are assumed to be deterministic, and the incorporation of uncertainty is beyond the scope of this work.
4. Results and Discussion
In this section, various case studies are examined to evaluate the efficiency and applicability of the proposed methods to real-life problem instances. More specifically, the production scheduling of each facility is derived given a weekly demand (see
Tables S3 and S8 of the supplementary material), and a comparative study between the two methods is conducted. Additional case studies concerning the capacity expansion of specific lines are also considered. A detailed description of the case studies under consideration is provided in
Table 5.
As mentioned before, the quality of the results using ScheduleProTM depends on the user’s knowledge of the facility and experience with the software. Therefore, case studies which cover different insertion sequencing policies of the production targets are considered. No matter the level of knowledge of the production process or experience of the plant engineers and operators, it is still impossible to reach nearly optimal results for highly combinatorial problems without employing formal optimization methods. Regarding the MILP-based optimization approach, the model is implemented in GAMS 41.5.0 and solved using CPLEX 12.0 in a PC equipped with an Intel Core i5 @2.9 GHz CPU and 16 GB of RAM.
Table 6 illustrates the families production relative sequence suggested by the company and used for cases A1.2, A2.2, A3.2. Τhe direction of the arrows helps to indicate that the production progresses from one product family to the next following the specified order.
Table 7 summarizes the solution characteristics of all cases for the KRI-KRI facility. A comparison between the two computational approaches for each main problem (e.g., A1, A2, A3) is presented based on the solution time, production cost and makespan of the generated schedules. It is observed that both SchedulePro
TM and the optimization model generate solutions instantaneously for problems of this complexity. In terms of the production cost, the MILP model leads to much better solutions compared to SchedulePro
TM.
It is clear that the deeper the knowledge and experience of the user, the better the obtained solution using SchedulePro
TM. For the case of little to no experience of the user (A*.1), meaning a random insertion sequence of the production targets, as the base case, the production cost seems to gradually decrease as the experience of the user increases (A*.1 → A*.2 → A*.3). An experienced user can create schedules up to 53% improved compared to a non-experienced user, while the MILP model leads to further improved solutions, up to 61%. The MILP model also compares favorably with the solutions generated by an experienced user of SchedulePro
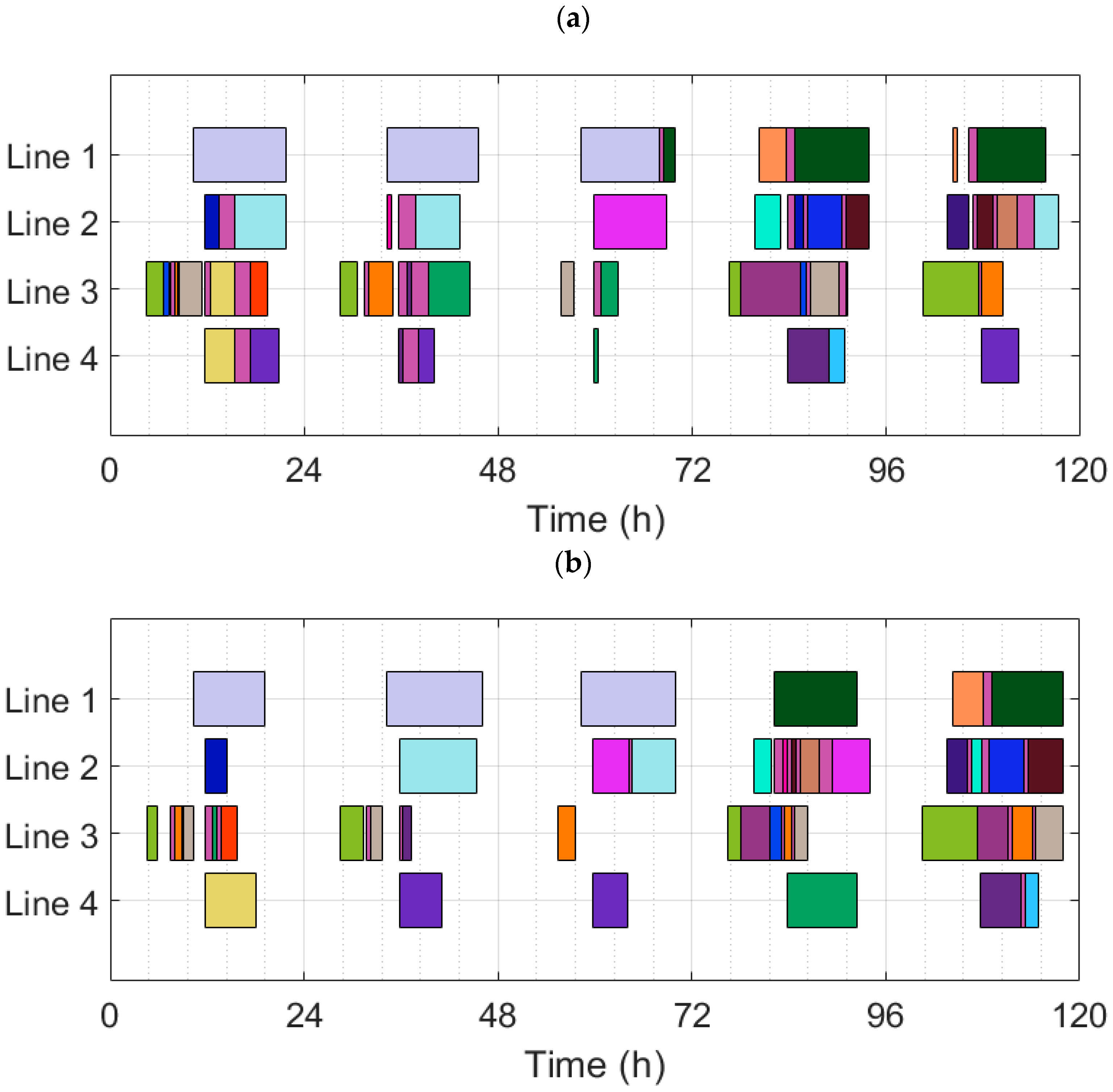
TM. Part of the improvement in the experienced user cases is a result of the follow-up interactive modification of the proposed schedule. Through these case studies, it is validated that empirical rules, such as the relative production sequence of the product families, can significantly affect the quality of the obtained schedule. Nevertheless, the level of optimality of the solution cannot reach the corresponding one of the MILP model for complex industrial processes. As shown in the Gantt chart depicted in
Figure 4, a non-experienced user of SchedulePro
TM will derive schedules in which product families are assigned to different packing lines and production days compared to the solution of the optimization approach, leading to increased production costs. Each uniquely colored rectangular represents the processing of a product family.
Although SchedulePro
TM is not an optimization software, it derives schedules with respect to makespan minimization by default.
Table 7 indicates that the generated schedules lead to smaller daily and weekly makespans compared to the corresponding ones derived by the mathematical model. Nevertheless, the difference for the specific problem instances is not considered as significant.
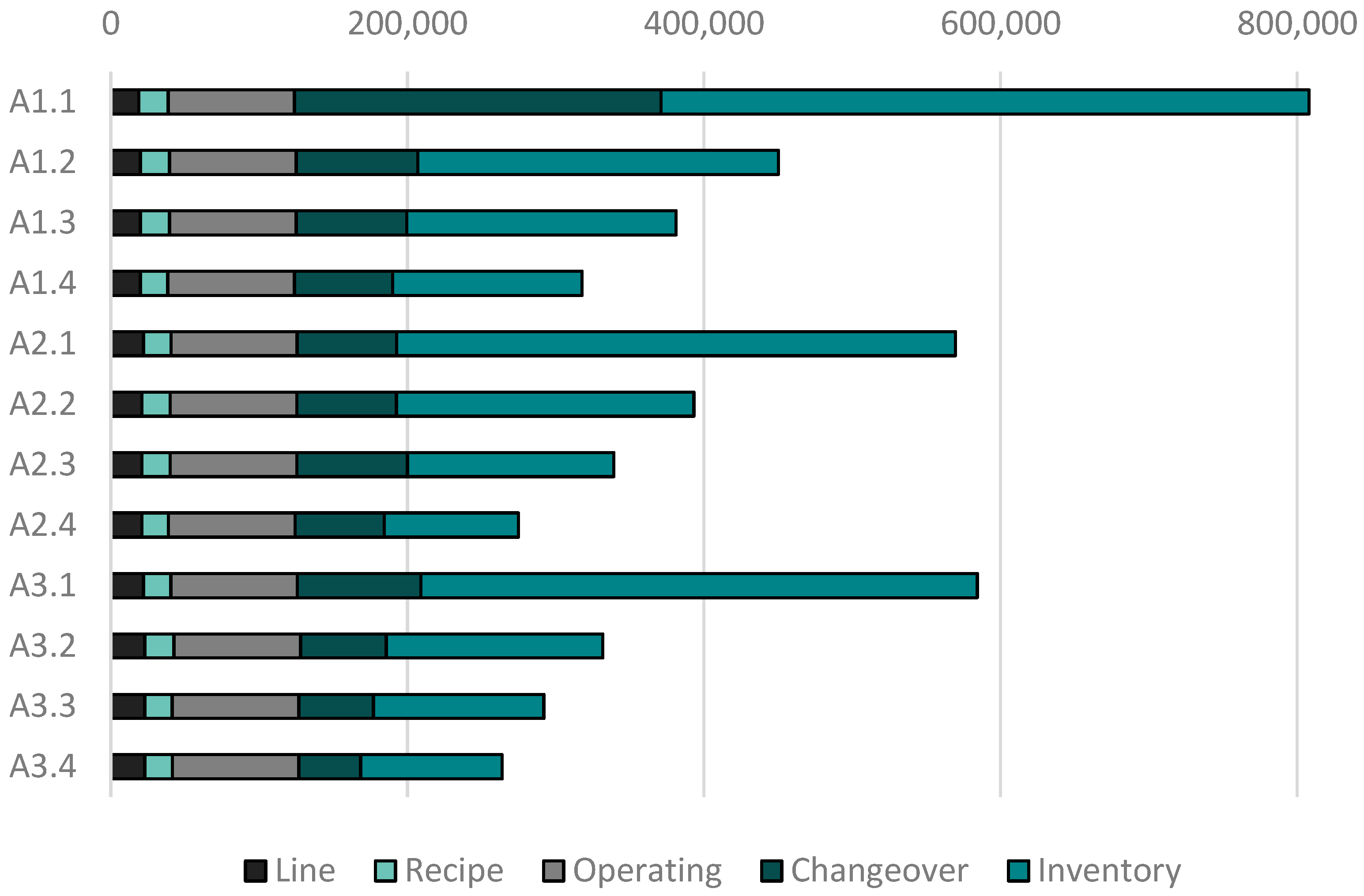
The total production cost consists of five elements and is calculated as shown in
Table 8.
Based on
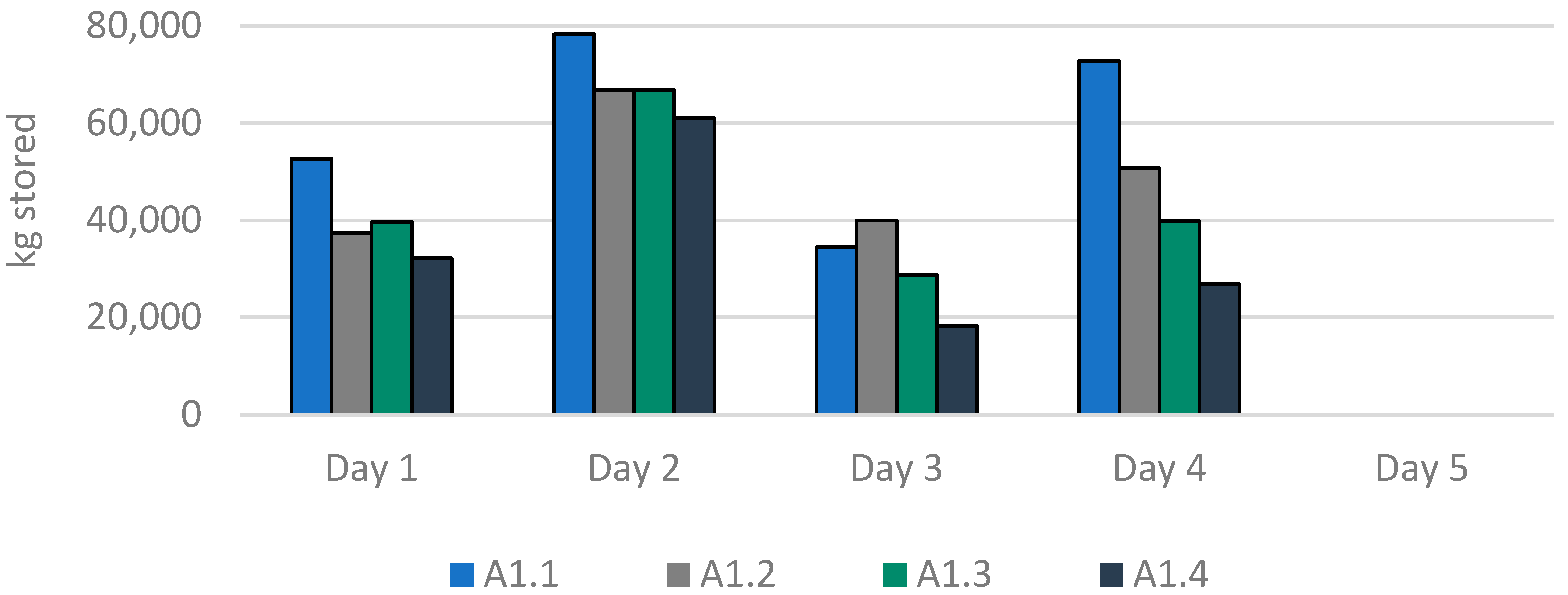
Figure 5, inventory costs comprise the majority of the total production cost, which are followed by the operating and changeover costs. For the rule-based approach solutions, inventory and changeover costs define the size of the total cost and seem to vary depending on the user’s knowledge of the production process. Other cost items are similar to the ones defined by the MILP model. Neither approach presents external production costs. Each solution approach leads to different inventory profiles, thus resulting in different inventory costs. For problem A1, the case of the non-experienced user of SchedulePro
TM presents the highest volumes of stored products, while the case of the optimization approach presents the smallest, as shown in
Figure 6. Moreover, the optimization approach is the only one which does not leave excess products in the warehouse at the end of the scheduling horizon.
Table 9 shows how each solution method handles the capacity expansion of the KRI-KRI facility in terms of production cost. It is observed that a capacity expansion results in production cost reduction in all cases, with the addition of an extra line identical to line 2 being the most beneficial option. The reduction in the total production cost is mainly due to reductions in changeover and inventory costs.
In a similar way,
Table 10 presents the solution characteristics of all cases considered for the TYRAS facility. In this problem instance, the knowledge and experience of the user is a catalytic factor for the extraction of a feasible production schedule using SchedulePro
TM. It is noted that a completely random insertion sequence of the production targets, due to lack of experience or knowledge of the production process, leads to an infeasible production schedule which violates certain constraints. Long changeovers, emerging from the random sequence of product families production, lead to a failure of timely satisfaction of the weekly product demand. Only an experienced user can derive feasible and efficient schedules for a production process of this complexity using a rule-based approach. On the other hand, it is guaranteed that the MILP model will always derive an optimal solution for the same problem. In this case, optimally derived production schedules are compared favorably with the corresponding schedules of an experienced user using SchedulePro
TM.
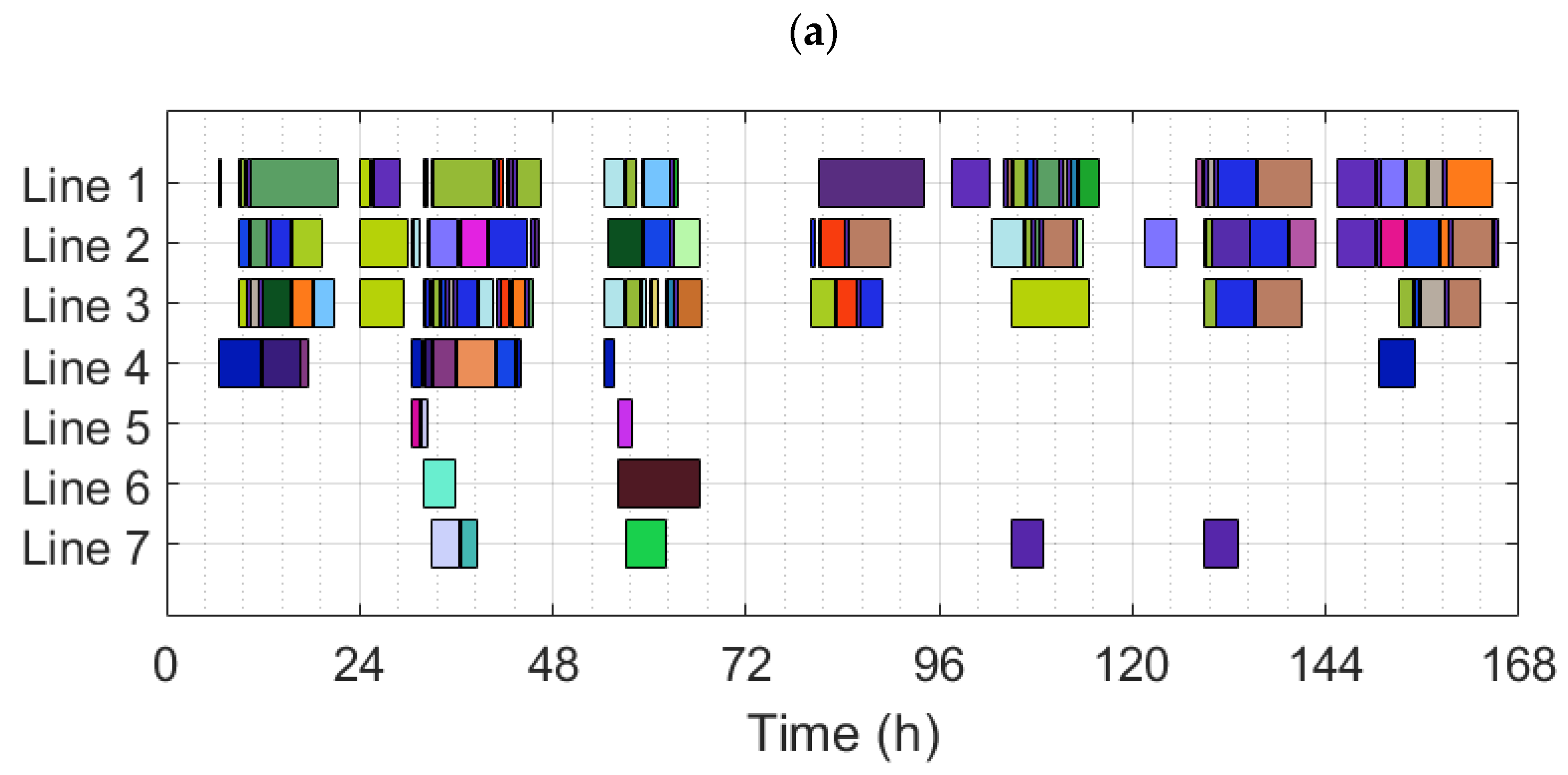
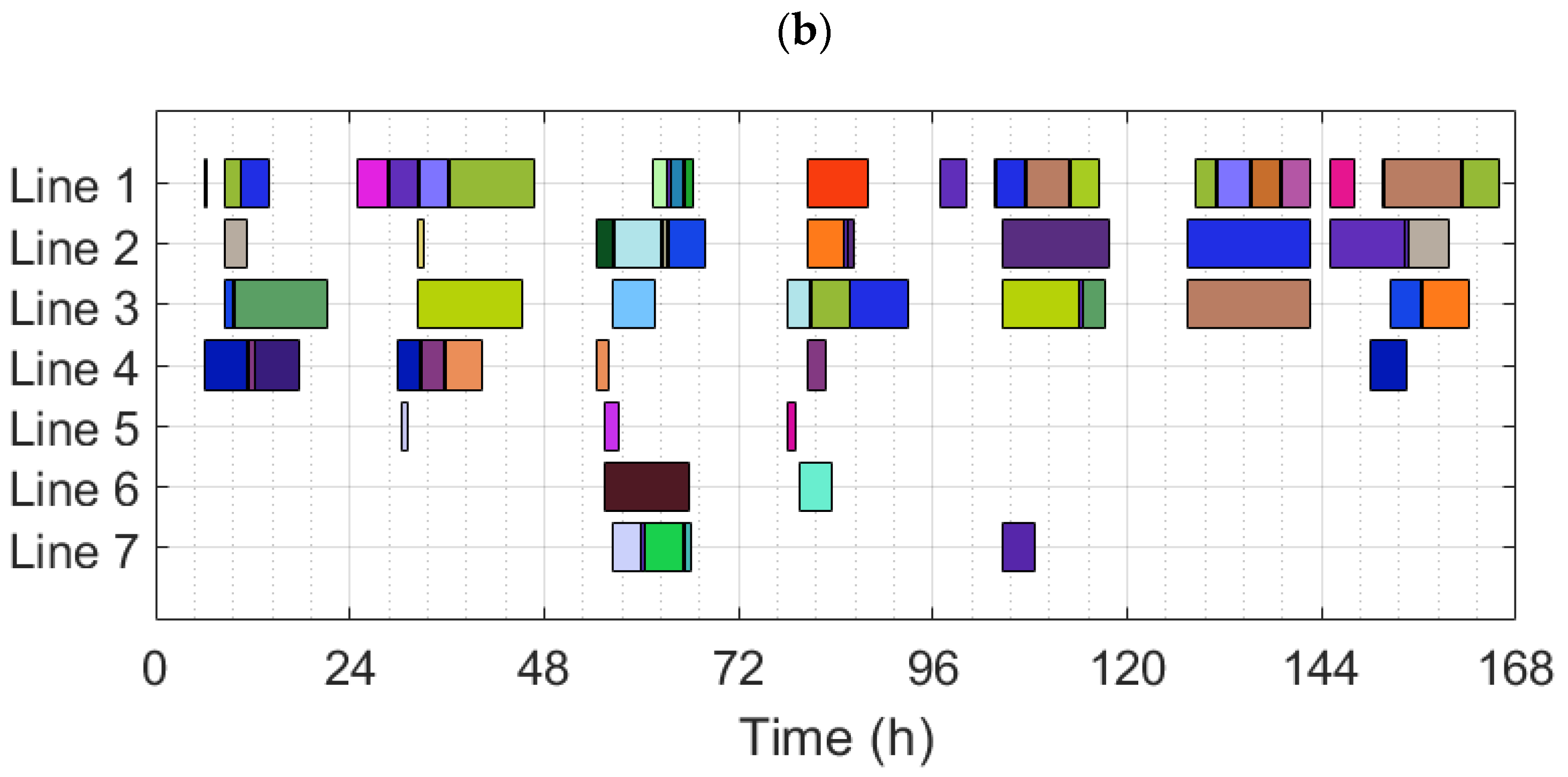
Figure 7 illustrates the different production schedules a user can derive using SchedulePro
TM with prior experience and using the optimization approach. It is observed that SchedulePro
TM allocates product families differently and leads to larger production volumes compared to the optimization approach in order to respect all major constraints.
ScheduleProTM generates results significantly faster than the MILP model. Nevertheless, both CPU times are acceptable by the industry in the context of weekly production scheduling. It is clear that the size of the problem seriously affects the CPU solution time for the optimization-based approaches, while the rule-based approaches are unaffected by this factor. This could be an issue for very large problem instances where the computation times of the MILP model might not be acceptable by the industry, especially in cases of a highly dynamic environment that requires frequent and fast rescheduling actions.
Moreover, the rule-based approach produces schedules characterized by smaller daily and weekly makespans than the ones derived by the optimization model. Nonetheless, the difference is not deemed as significant. This can be attributed to the fact that the goal of the MILP model is cost minimization, thus leading to decisions which reduce costs by sacrificing production makespan to a small extent.
The total production cost for this problem is calculated based on the costs shown in
Table 11.
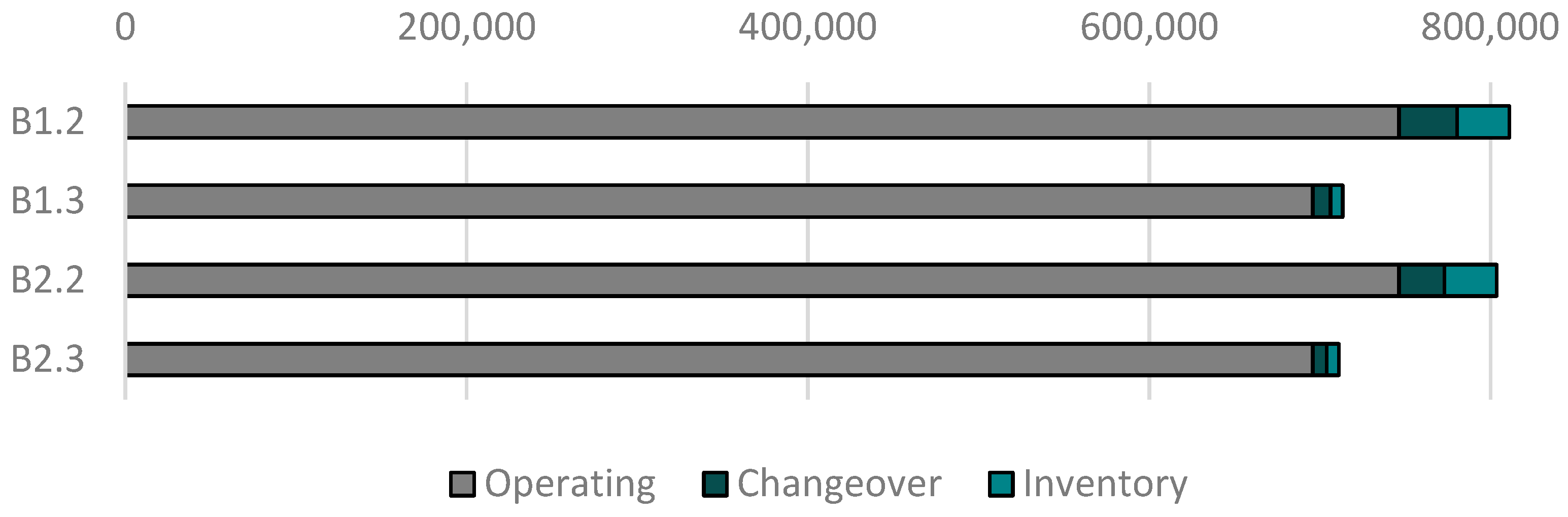
As observed in
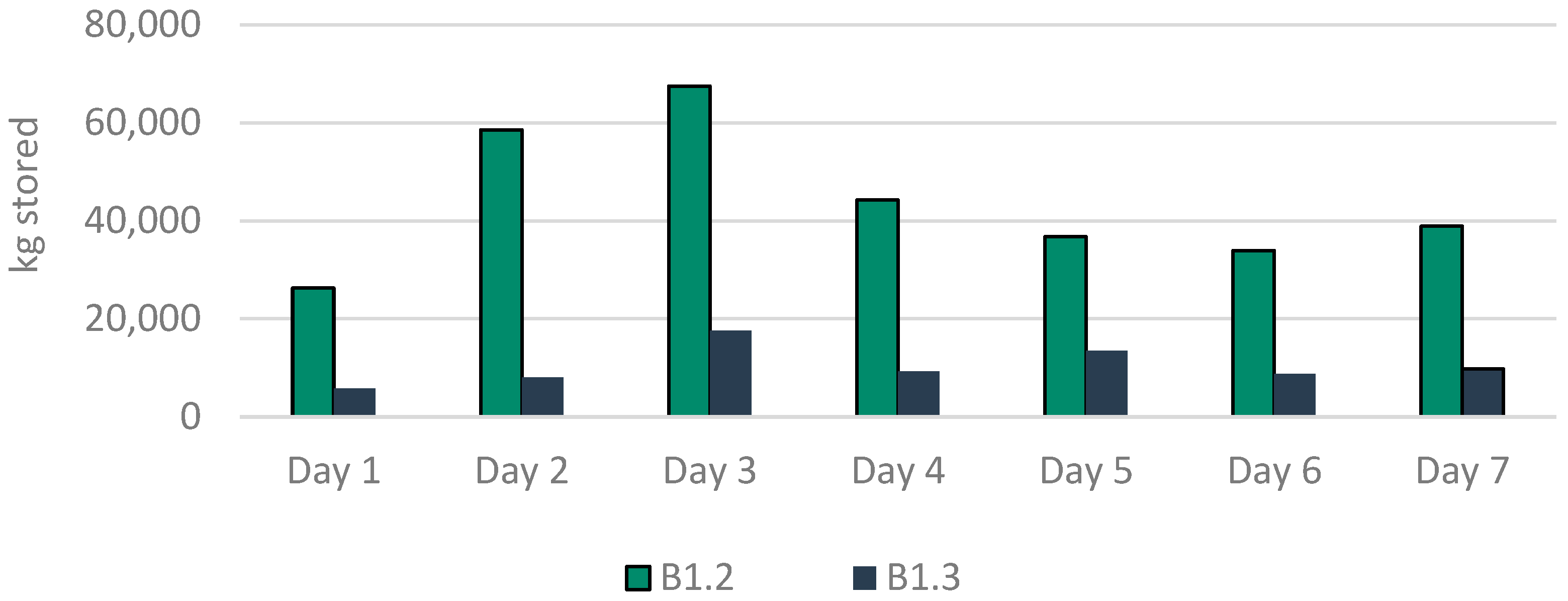
Figure 8, the operating cost seems to comprise the majority of the total production cost. Line utilization costs are miniscule (1–2 thousand) and therefore they are not visible in the figure. The quality of the scheduling decisions does not affect the operating cost; hence, narrow margins for optimization are left. Once again, inventory and changeover costs, and therefore the schedule quality, vary depending on the user’s knowledge of the production process. Significantly larger volumes of products seem to be stored when the schedule is derived using the rule-based software, as shown in
Figure 9. Although this might not lead to remarkable increases in production costs, warehouse capacity issues may emerge in the future, especially due to the large number of products left stored at the end of the scheduling horizon.
As summarized in
Table 12, capacity expansion decisions result in a minor production cost reduction for both solution approaches. Cost minimization is achieved using the optimization-based approach. In this case, production capacity should be only decided on the basis of achieving increased product demand and not on cost reduction benefits.
It is also worth comparing the computational performance of the two approaches. Both approaches generate feasible schedules; however, ScheduleProTM can derive a production plan practically instantaneously. On the other hand, the computation time required by the optimization method is quite longer and depends on the problem’s complexity. For the problems examined, the computation time of both approaches is acceptable and perfectly compatible with weekly production scheduling. Nevertheless, this would not necessarily be the case for larger and more complex industrial problems. An important characteristic of the rule-based approach is the solution speed, which is critical for the industrial application of a scheduling solution and remains the same despite the size of the problem. As a result, the CPU time reduction when using ScheduleProTM, compared to the proposed optimization method, is significant for more complex problems.
Furthermore, the dynamic nature of industrial environments sometimes requires online reactive scheduling due to frequent occurring unexpected changes, e.g., equipment malfunctions, order cancellations, new or updated orders etc., resulting in the need for fast solutions, within seconds, to prevent production stoppages. In this case, immediate decisions have to be made, making the slower MILP framework an unfavorable choice. However, if there is no need for instantaneous decisions, production engineers should consider the fact that optimization methods, while lacking the speed of rule-based approaches, especially when dealing with large industrial problems, generate optimal scheduling plans, which translate to a significant reduction in production costs.
5. Conclusions
The performance of food processing plants depends on operators and managers making correct and timely decisions. Without computer-aided scheduling tools, production staff cannot see the full consequences of their actions. As a result, productivity is reduced, customers are disappointed, and profits suffer. The work discusses two different knowledge-based approaches providing expert information to assist operators and production management, in multi-stage, multi-product food industries, to make decisions in complex production operating environments. More specifically, an optimization and a rule-based approach are used to generate feasible production schedules for two yoghurt production industries, with easy modification of the schedule, constituting an important asset of the latter approach.
It is concluded that the rule-based approach provides feasible solutions in much shorter times compared with the optimization-based approach. Nevertheless, production cost minimization, under existing tight profit margins, can only be achieved by using optimization-based methods. If rule-based approaches are to be used, it is essential to translate engineers’ and operators’ knowledge into heuristic rules in order to improve the solution quality. In dynamic industrial environments, the need for online reactive scheduling may arise due to frequent changes, requiring fast solutions to avoid production disruptions. In such cases, the slower MILP framework might not be suitable compared to the ruled-based approach. However, when dealing with offline scheduling where immediate decisions are not required, production engineers should consider that while optimization methods may be slower than rule-based approaches, they generate optimal scheduling plans that lead to significant cost reductions. Better overall results could be achieved by employing optimization-based methods to derive an initial weekly plan and rule-based approaches to update the plan in real time when dynamic changes occur.
The importance of industries to provide adequate training to their production engineers and scheduling managers has been revealed in the context of this work. Food industries are required to make investments toward the integration of scheduling technologies with plant data and training of their staff on the use of scheduling software and optimization-based approaches. The acceptance of these techniques by the decision makers is due to the lack of understanding of recent developments in the area, thus leading to reluctance to trust the new methods. The benefits of optimization-based scheduling techniques to food producers are easy to appreciate, including a reduction in energy consumption, idle times and changeover times as well as an increase in profits.
Finally, the results of the work illustrate the need to bridge the gap between industrial practice and academic research. In conclusion, both solution methods are deemed as effective for handling complex large-scale industrial scheduling problems, which are typically met in food industries. However, the complexity of the problem and the user experience can significantly impact the quality and computational cost of the solution provided. The comparison between the two methods is solely based on the solution time, production cost and training requirements. A key direction for future extension would be the development of an integrated optimization/rule-based framework to explore their synergistic benefits and derive complex scheduling decisions of high quality in low computation times.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}