
Overall Stability Valorization of Printed Sustainable Packaging Paper Containing Triticale Straw Pulp



Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials and Laboratory Production of Paper Substrates
2.2. Printing
2.3. Print Stability Assessment
2.3.1. Aging Treatment
2.3.2. Rub Treatment
2.3.3. Chemical Treatment
3. Results
4. Discussion
5. Conclusions
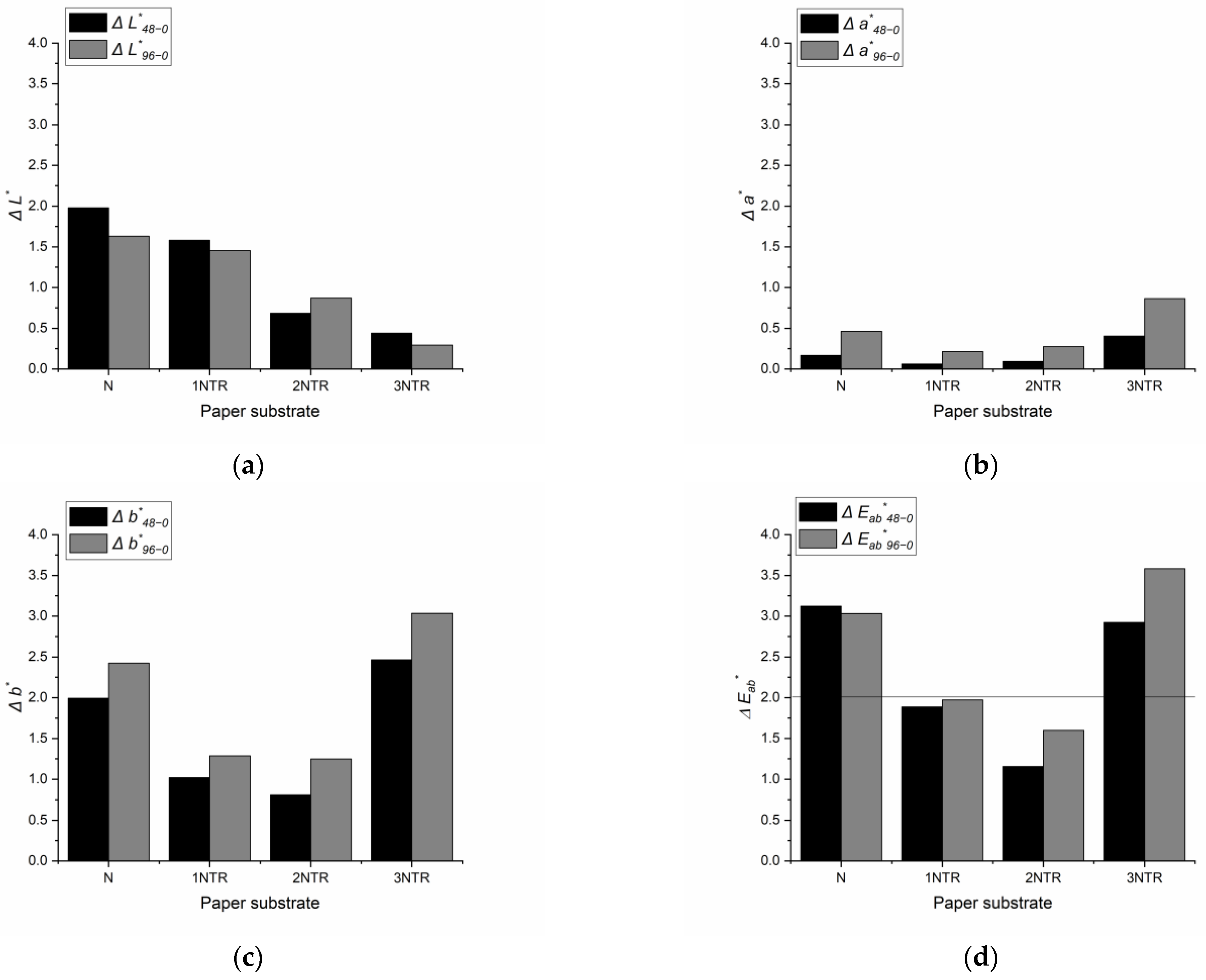
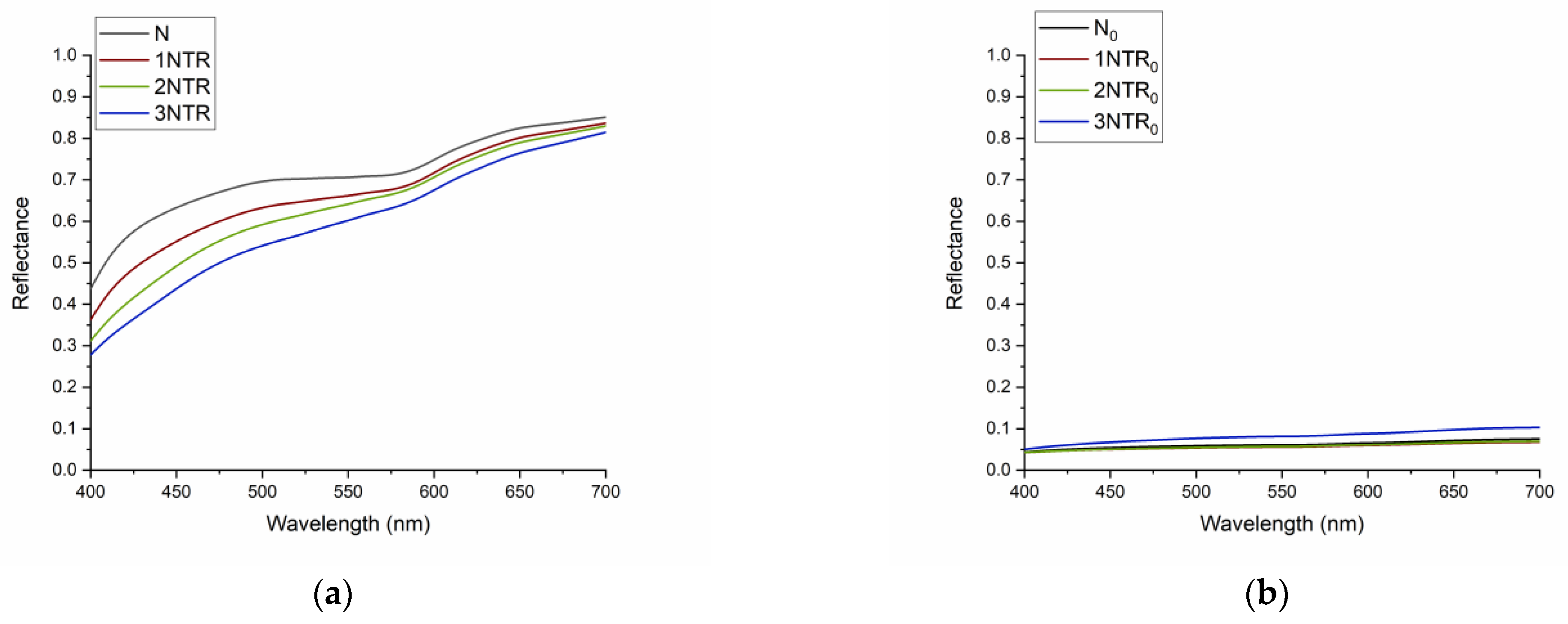
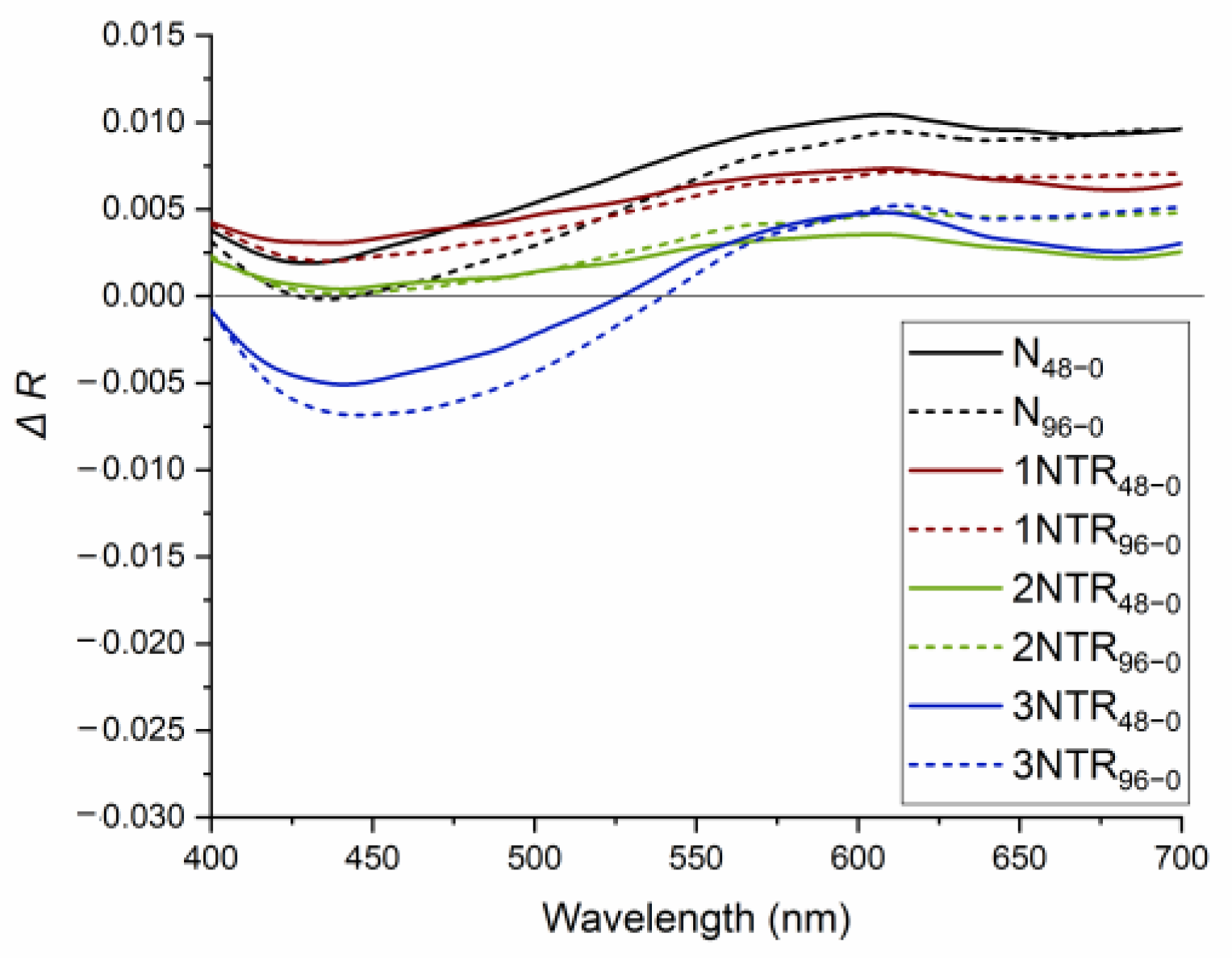
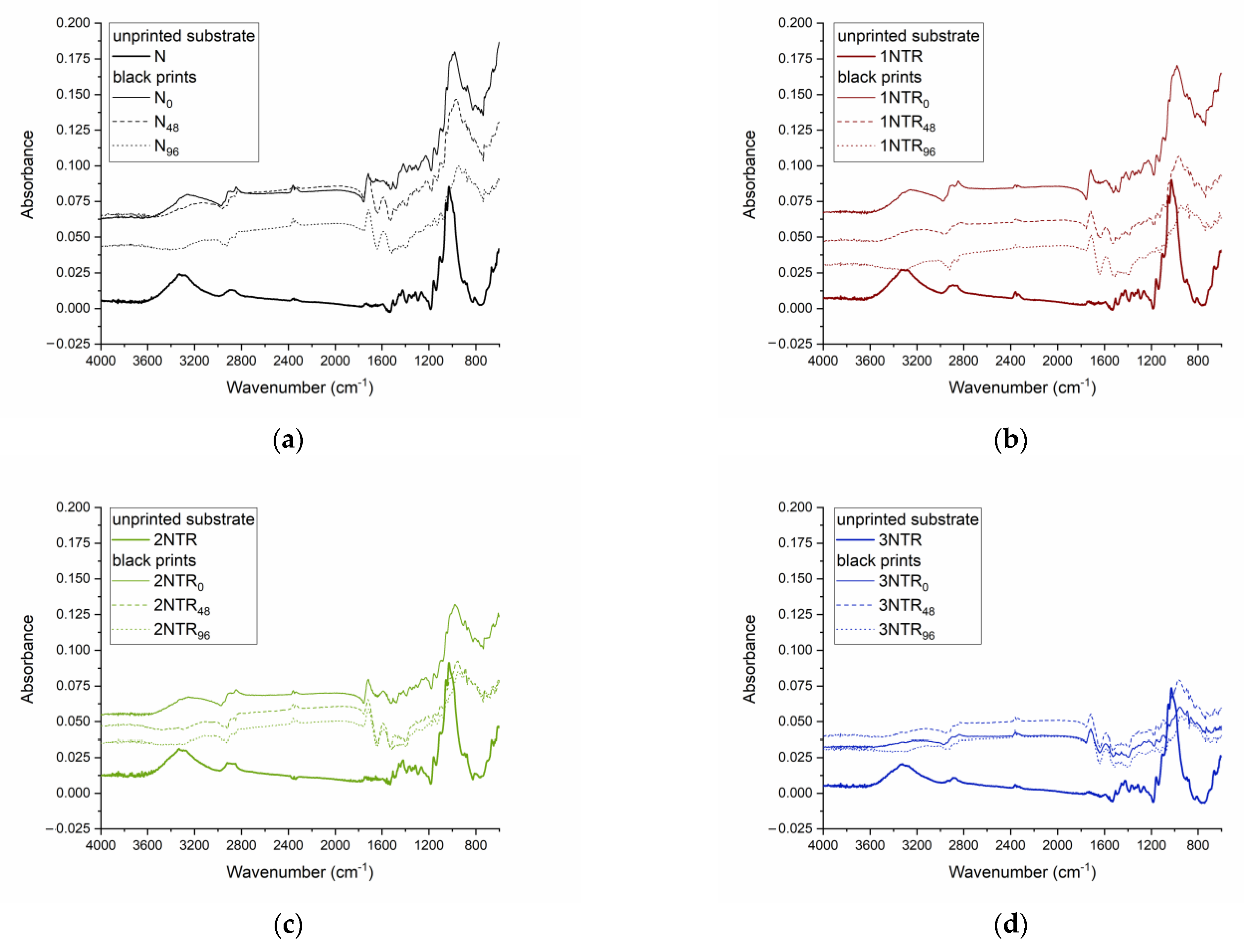
- After the artificial aging procedure, it was found that the black print on the paper substrates has more stable lightness regardless of the increase in the proportion of triticale straw pulp, while greater changes in hue were observed, giving the print a more yellowish and reddish appearance after aging. This behavior was also confirmed when the differences in reflectance were shown by subtracting the reflectance spectrum after aging and the reflectance spectrum before aging. FTIR analysis revealed that the absorption curve changes equally with aging for all analyzed paper substrates, regardless of whether triticale pulp was added to them or not. The vibration bands occurring at 3333 cm−1 and 2883 cm−1 disappear with increasing aging time.
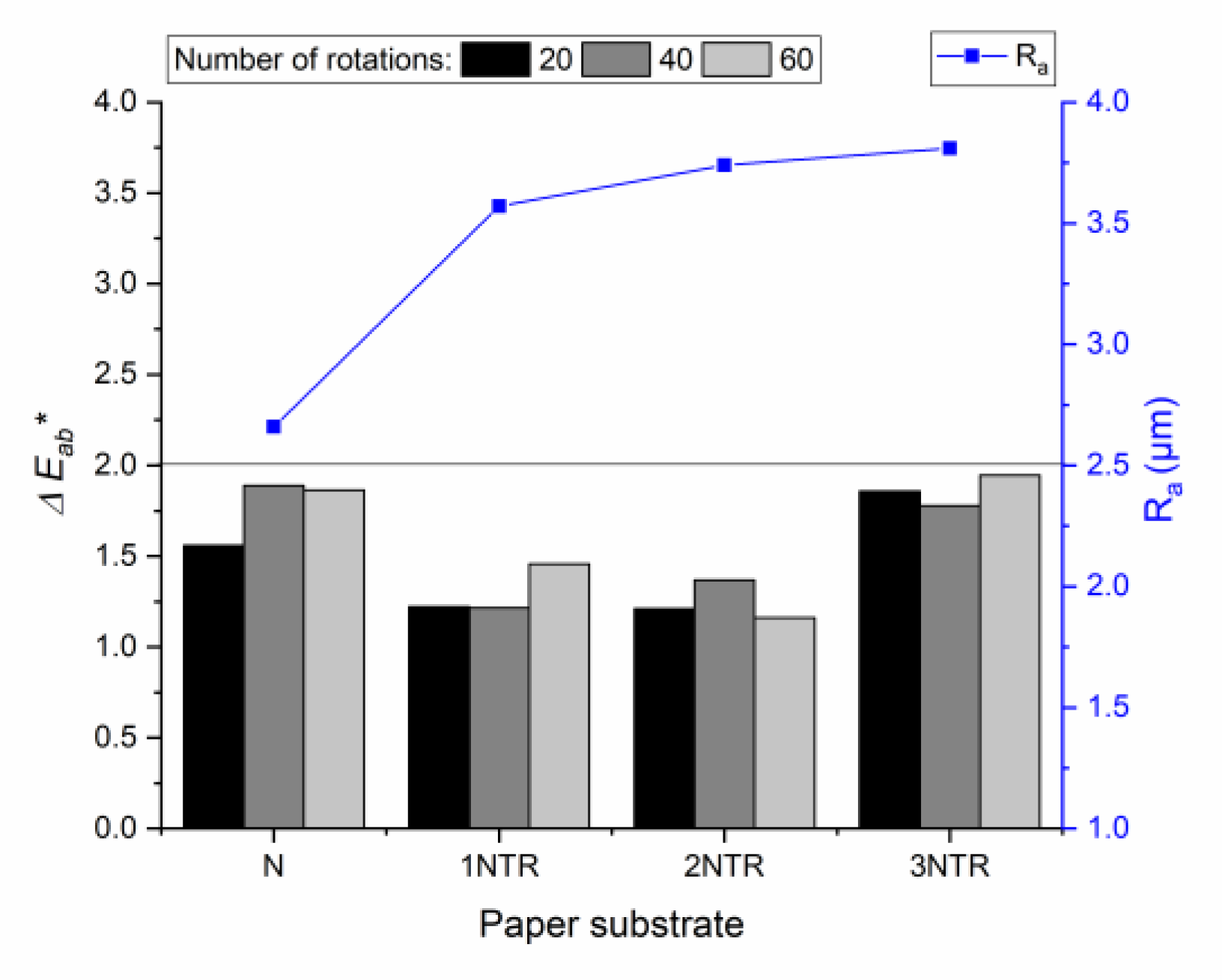
- The mechanical stability of all printed paper substrates, regardless of whether they contain triticale straw pulp or not, reaches the greatest color changes after the initial 20 rotations, with the most stable prints produced on paper substrates containing 10% and 20% triticale straw pulp. All analyzed prints meet the rubbing resistance after a cycle of 60 rotations, which an inexperienced observer cannot notice as changes in the color of the prints.
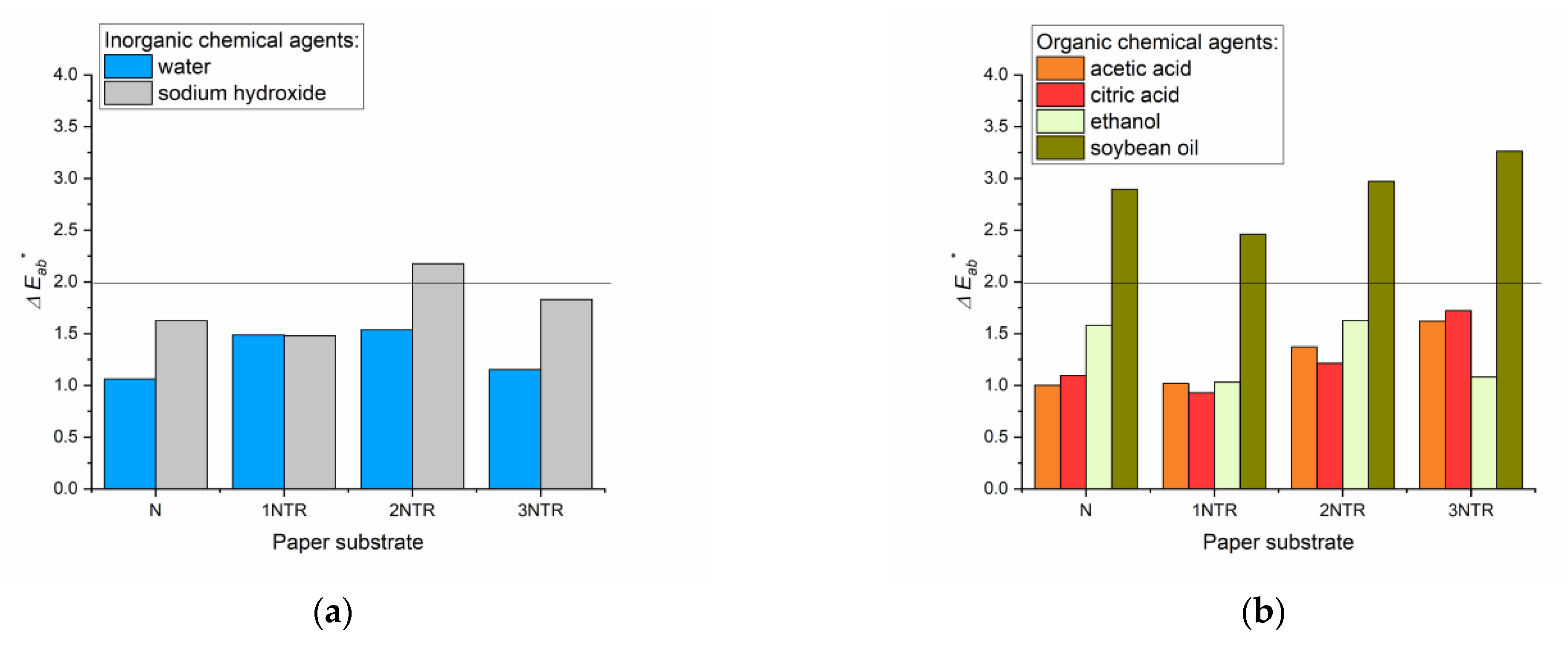
- All the observed black offset prints achieve very good stability in contact with all the inorganic chemical agents used, while in the case of the organic chemical agents, the printed paper substrates changed color more significantly after contact with soybean oil, which is noticeable even by an inexperienced observer.
- Considering the results obtained, it can be concluded that printed paper substrates with the addition of triticale straw pulp can be used for sustainable packaging of products that do not contain soybean oil.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Steenis, N.D.; van Herpen, E.; van der Lans, I.A.; Ligthart, T.N.; van Trijp, H.C.M. Consumer response to packaging design: The role of packaging materials and graphics in sustainability perceptions and product evaluations. J. Clean. Prod. 2017, 162, 286–298. [Google Scholar] [CrossRef]
- Ertz, M.; François, J.; Durif, F. How consumers react to environmental information: An experimental study. J. Int. Consum. Mark. 2017, 29, 162–178. [Google Scholar] [CrossRef]
- Oloyede, O.O.; Lignou, S. Sustainable paper-based packaging: A consumer’s perspective. Foods 2021, 10, 1035. [Google Scholar] [CrossRef]
- CEPI Preliminary Statistics. 2022. Available online: https://www.cepi.org/wp-content/uploads/2023/02/Cepi_Preliminary-statistics-2022_15022023.pdf (accessed on 25 March 2023).
- EUROSTAT Statistical Report: Generation of Waste by Waste Category, Hazardousness and NACE Rev. 2 Activity. Available online: https://ec.europa.eu/eurostat/databrowser/view/ENV_WASGEN__custom_5688189/default/table?lang=en (accessed on 25 March 2023).
- EUROSTAT Statistical Report: Packaging Waste by Waste Management Operations. Available online: https://ec.europa.eu/eurostat/databrowser/view/ENV_WASPAC__custom_5688161/default/table?lang=en (accessed on 25 March 2023).
- Grilj, S.; Muck, T.; Hladnik, A.; Gregor-Svetec, D. Recycled papers in everyday office use. Nord. Pulp Pap. Res. J. 2011, 26, 349–355. [Google Scholar] [CrossRef]
- McKinney, R.W.J. (Ed.) Technology of Paper Recycling; Springer: Dordrecht, The Netherlands, 1995; p. 401. [Google Scholar]
- Abd El-Sayed, E.S.; El-Sakhawy, M.; El-Sakhawy, M.A.-M. Non-wood fibers as raw material for pulp and paper industry. Nord. Pulp Pap. Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Thakur, T.C.; Rajan, P. Availability of wheat straw in combine harvested fields for baling. Agric. Eng. Today 2001, 25, 1–14. [Google Scholar]
- Plazonić, I.; Barbarić-Mikočević, Ž.; Antonović, A. Chemical composition of straw as an alternative material to wood raw material in fibre isolation. Drv. Ind. 2016, 67, 119–125. [Google Scholar] [CrossRef]
- Malik, S.; Rana, V.; Joshi, G.; Gupta, P.K.; Sharma, A. Valorization of wheat straw for the paper industry: Pre-extraction of reducing sugars and its effect on pulping and papermaking properties. ACS Omega 2020, 5, 30704–30715. [Google Scholar] [CrossRef] [PubMed]
- ISO 5269-2:2004; Pulps—Preparation of Laboratory Sheets for Physical Testing—Part 2: Rapid-Köthen Method. International Organization for Standardization: Geneva, Switzerland, 2004.
- Plazonić, I.; Bates, I.; Barbarić-Mikočević, Ž. The effect of straw fibers in printing papers on dot reproduction attributes, as realized by UV inkjet technology. BioResources 2016, 11, 5033–5049. [Google Scholar] [CrossRef]
- ISO 4287:1997; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- ISO 534:2011; Paper and Board—Determination of Thickness, Density and Specific Volume. International Organization for Standardization: Geneva, Switzerland, 2011.
- Plazonić, I.; Bates, I.; Vukoje, M. Changes in straw-containing laboratory papers caused by accelerated ageing. Heritage 2022, 5, 1836–1851. [Google Scholar] [CrossRef]
- ISO 2470-2:2008; Paper, Board and Pulps—Measurement of Diffuse blue Reflectance Factor—Part 2: Outdoor Daylight Conditions (D65 Brightness). International Organization for Standardization: Geneva, Switzerland, 2008.
- ASTME E313; Standard Practice for Calculating Yellowness and Whiteness Indices from Instrumentally Measured Color Coordinates. ASTM International: West Conshohocken, PA, USA, 2020.
- ISO 12647-2:2013; Graphic Technology—Process Control for the Production of Half-Tone Colour Separations, Proof and Production Prints—Part 2: Offset Lithographic Processes. International Organization for Standardization: Geneva, Switzerland, 2013.
- Mokrzycki, W.S.; Tatol, M. Color difference delta E—A survey. Mach. Graph. Vis. 2011, 20, 383–411. [Google Scholar]
- ASTM D6789-02; Paper—Standard Test Method for Accelerated Light Aging of Printing and Writing Paper by Xenon-Arc Exposure Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Plazonić, I.; Džimbeg-Malčić, V.; Bates, I.; Žilić, G. The effect of electromagnetic radiation on the reflectance spectra of prints on hemp papers. J. Graph. Eng. Des. 2021, 12, 21–28. [Google Scholar] [CrossRef]
- Debeljak, M.; Gregor-Svetec, D. Optical and color stability of aged specialty papers and ultraviolet cured ink jet prints. J. Imaging Sci. Technol. 2010, 54, 060402-1–060402-9. [Google Scholar] [CrossRef]
- Izdebska, J.; Żołek-Tryznowska, U.; Książek, T. Influence of artificial aging on cellulose film. The optical properties of printed and non-printed biodegradable film bases. Agro Food Ind. Hi Tech 2013, 24, 52–56. [Google Scholar]
- BS 3110:1959; Graphic Technology—Inks. Printing Inks—Methods for Measuring the Rub Resistance of Print. BS Standards: Southampton, UK, 1959.
- ISO 2836:2004; Graphic Technology—Prints and Printing Inks—Assessment of Resistance of Prints to Various Agents. International Organization for Standardization: Geneva, Switzerland, 2004.
- Zervos, S.; Deprez, T.; Lejeune, A. (Eds.) Cellulose: Structure and Properties, Derivatives and Industrial Uses; Nova Publishing: New York, NY, USA, 2010; pp. 155–203. [Google Scholar]
- Strlič, M.; Kolar, J. (Eds.) Ageing and Stabilisation of Paper; National and University Library: Ljubljana, Slovenia, 2005. [Google Scholar]
- Malešič, J.; Kolar, J.; Strlič, M.; Kočar, D.; Fromageot, D.; Lemaire, J.; Haillant, O. Photo-induced degradation of cellulose. Polym. Degrad. Stab. 2005, 89, 64–69. [Google Scholar] [CrossRef]
- Havlínová, B.; Babiaková, D.; Brezová, V.; Ďurovič, M.; Novotná, M.; Belányi, F. The stability of offset inks on paper upon ageing. Dye. Pigment. 2002, 54, 173–188. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. IR study on cellulose with the varied moisture contents: Insight into the supramolecular structure. Materials 2020, 13, 4573. [Google Scholar] [CrossRef]
- Bosch Reig, F.; Gimeno Adelantado, J.V.; Moya Moreno, M.C.M. FTIR quantitative analysis of calcium carbonate (calcite) and silica (quartz) mixtures using the constant ratio method. Application to geological samples. Talanta 2002, 58, 811–821. [Google Scholar] [CrossRef] [PubMed]
- Rožić, M.; Šegota, N.; Vukoje, M.; Kulčar, R.; Šegota, S. Description of thermochromic offset prints morphologies depending on printing substrate. Appl. Sci. 2020, 10, 8095. [Google Scholar] [CrossRef]
- Zghari, B.; Hajji, L.; Boukir, A. Effect of Moist and Dry Heat Weathering Conditions on Cellulose Degradation of Historical Manuscripts exposed to Accelerated Ageing: 13C NMR and FTIR Spectroscopy as a non-Invasive Monitoring Approach. J. Mater. Environ. Sci. 2018, 9, 641–654. [Google Scholar] [CrossRef]
- Ramli, S.; Talib, R.A.; Rahman, R.A.; Zainuddin, N.; Othman, S.H.; Rashid, N.M. Detection of lard in ink extracted from printed food packaging using Fourier transform infrared spectroscopy and multivariate analysis. J. Spectrosc. 2015, 2015, 502340. [Google Scholar] [CrossRef]
- Eriksen, Ø.; Johannesen, E.; Gregersen, Ø.W. The influence of paper surface roughness on ink pigment distribution. Appita J. 2007, 60, 384–389. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mark | Pulp (%) | Roughness, Ra (µm) (ISO 4287:1997) [15] | Thickness (µm) (ISO 534:2011) [14,16] | Brightness (ISO 2470-2) [17,18] | Yellowness Index, YI (ASTM E 313) [17,19] | |
|---|---|---|---|---|---|---|
| Recycled Wood Fibers | Triticale Fibers | |||||
| N | 100 | 0 | 2.66 ± 0.34 | 94.0 ± 2.79 | 58.12 ± 0.02 | 46.80 |
| 1NTR | 90 | 10 | 3.57 ± 0.35 | 96.3 ± 6.35 | 53.91 ± 0.02 | 51.28 |
| 2NTR | 80 | 20 | 3.74 ± 0.39 | 98.3 ± 6.68 | 50.58 ± 0.11 | 53.62 |
| 3NTR | 70 | 30 | 3.81 ± 0.49 | 99.4 ± 6.20 | 48.49 ± 0.06 | 57.19 |
| ΔE*ab Value | Color Perception | Tolerance |
|---|---|---|
| ≤1.0 | Differences in color are unrecognizable by a standard observer. | Acceptable for graphics industry. |
| 1–2 | Only an experienced observer can perceive the differences. | |
| 2–3.5 | An inexperienced observer can perceive the differences. | Not acceptable for graphics industry. |
| 3.5–5 | Every observer can easily see the difference. | |
| >5 | An observer recognizes two different colors. |
| Aging Cycle No. | Time of Aging (h) | Dose of Energy Supplied (kJ/m2) | Natural Aging Comparable Time (Days) |
|---|---|---|---|
| 1 | 48 | 132,192 | 44.5 |
| 2 | 96 | 264,384 | 89.0 |
| Chemical Agent | Concentration % by Volume | Receptor Surface | Contact Conditions | Treatment Time (min) |
|---|---|---|---|---|
| Water (H2O) | 100 | filter paper | 1 kg on 54 cm2 | 1440 |
| Soybean oil | 100 | 1440 | ||
| Citric acid (C6H8O7) | 5 | 60 | ||
| Acetic acid (CH3COOH) | 5 | 30 | ||
| Sodium hydroxide (NaOH) | 1 | 10 | ||
| Ethanol (C2H5OH) | 96 | glass tube | - | 5 |
| Mark | L* | a* | b* |
|---|---|---|---|
| N | 30.01 ± 0.61 | 1.31 ± 0.02 | 3.47 ± 0.12 |
| 1NTR | 28.72 ± 0.38 | 1.28 ± 0.03 | 3.15 ± 0.10 |
| 2NTR | 29.04 ± 0.46 | 1.32 ± 0.05 | 3.48 ± 0.23 |
| 3NTR | 34.63 ± 1.15 | 1.51 ± 0.03 | 5.49 ± 0.46 |
| Wavenumber (cm−1) | Chemical Group |
|---|---|
| 3333 | γOH covalent bond, hydrogen bonding |
| 2883 | γCH |
| 1427 | δCH2 (symmetric) at C-6; crystalline region |
| 1313 | δCH2 (wagging) at C-6 |
| 1203 | δCOH in plane at C-6 |
| 1161 | γCOC at β-glycosidic linkage |
| 1107 | γ ring in plane |
| 1028 | γCO at C-6 |
| 895 | γCOC at β-glycosidic linkage; amorphous region |
| 609 | δCOH out of plane |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rudolf, M.; Plazonić, I.; Petric Maretić, K.; Bates, I. Overall Stability Valorization of Printed Sustainable Packaging Paper Containing Triticale Straw Pulp. Processes 2023, 11, 1465. https://doi.org/10.3390/pr11051465
Rudolf M, Plazonić I, Petric Maretić K, Bates I. Overall Stability Valorization of Printed Sustainable Packaging Paper Containing Triticale Straw Pulp. Processes. 2023; 11(5):1465. https://doi.org/10.3390/pr11051465
Chicago/Turabian StyleRudolf, Maja, Ivana Plazonić, Katja Petric Maretić, and Irena Bates. 2023. "Overall Stability Valorization of Printed Sustainable Packaging Paper Containing Triticale Straw Pulp" Processes 11, no. 5: 1465. https://doi.org/10.3390/pr11051465
APA StyleRudolf, M., Plazonić, I., Petric Maretić, K., & Bates, I. (2023). Overall Stability Valorization of Printed Sustainable Packaging Paper Containing Triticale Straw Pulp. Processes, 11(5), 1465. https://doi.org/10.3390/pr11051465