



Heat Transfer Characteristics of Oil-Based Drill Cuttings in Thermal Desorption Chambers

Abstract
:1. Introduction
2. Numerical Simulation Method
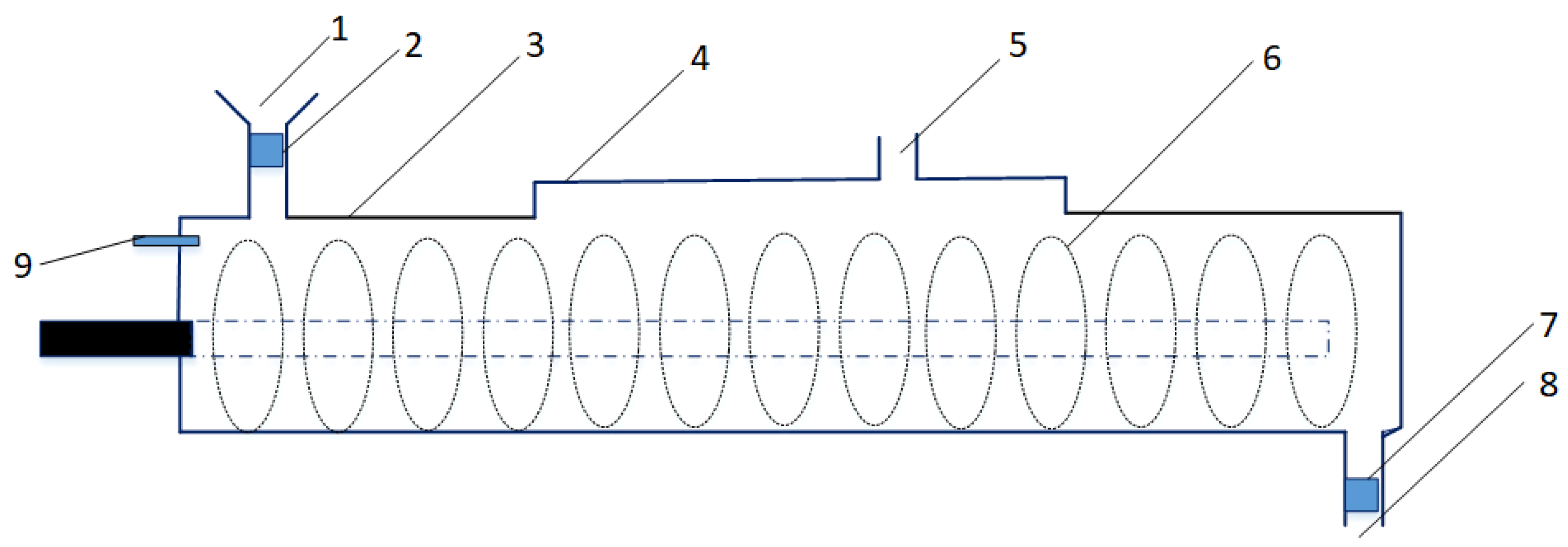
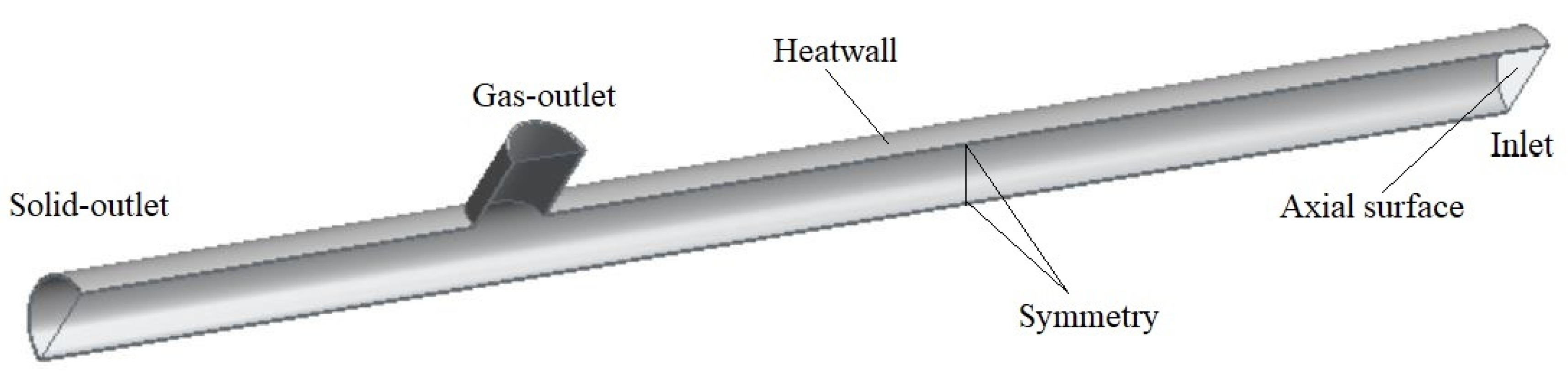
2.1. Geometric Model
2.2. Simulation Conditions and the Control Equation
2.2.1. Model Assumes Oil-Based Drill Cuttings
- (1)
- When the propeller is at rest, oil-based drill cuttings achieve a certain speed from the inlet to the outlet.
- (2)
- The heat transfer rate of the thermal desorption chamber is infinite, and the wall surface of the chamber is constant and equal.
- (3)
- The diffusion velocity of thermal desorption gases, such as water and oil vapours, in oil-based drill cuttings is infinite; that is, water and oil components in oil-based drill cuttings reach the boiling point and migrate and diffuse rapidly from oil-based drill cuttings, ignoring the diffusion and secondary heat transfer processes within particles and between layers.
- (4)
- The chemical process and internal heat in the reaction process were ignored.
2.2.2. Continuity Equation
2.2.3. Momentum Conservation Equation
2.2.4. Energy Conservation Equation
2.3. Physical and Chemical Properties and Feeding Speed of Oil-Based Drill Cuttings
2.4. Nitrogen Feeding Speed
2.5. In The Model
2.6. Boundary Condition Setting
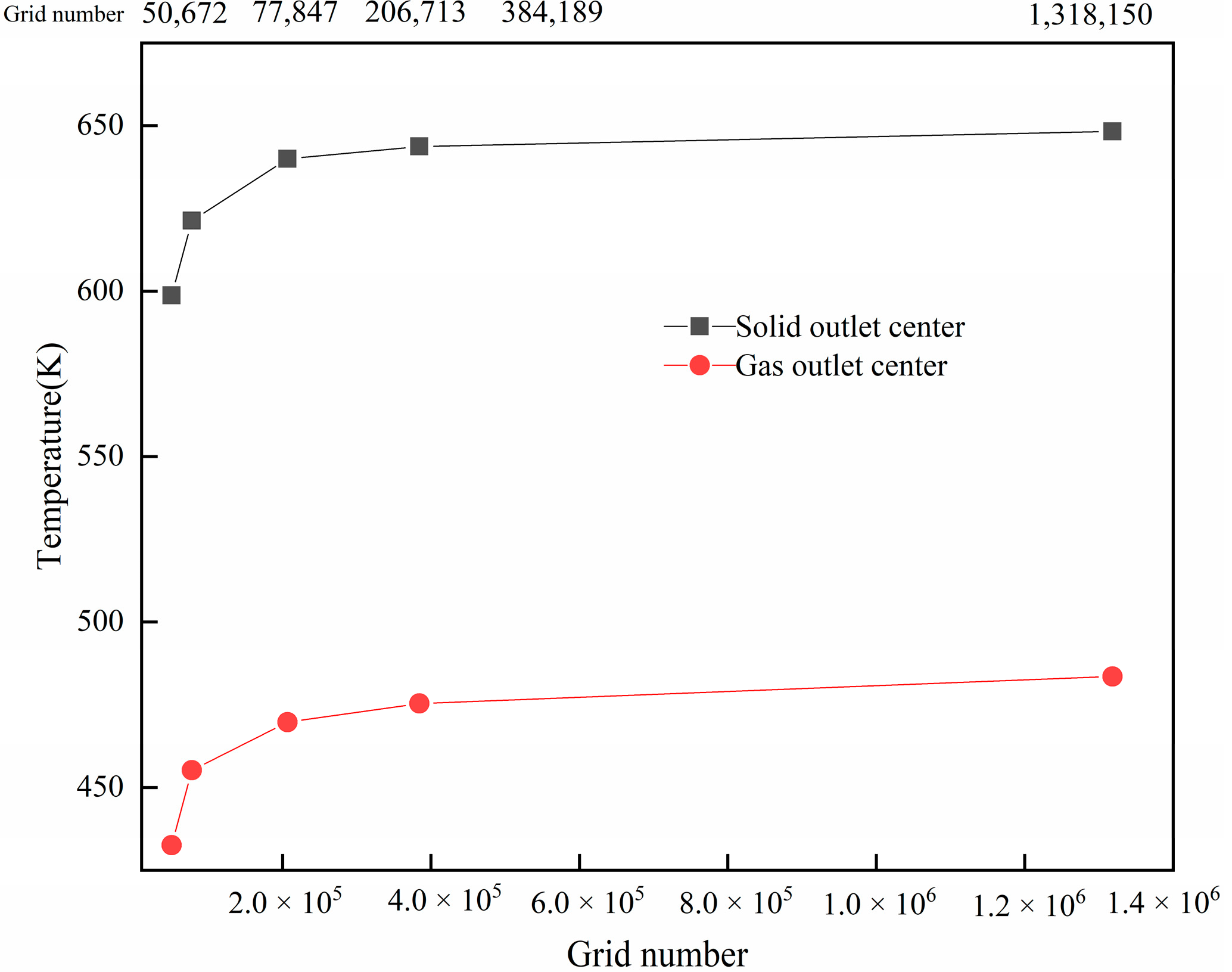
3. Grid Independence Verification
4. Result Analysis and Discussion
4.1. Influence of Thermal Desorption Chamber Structure on Temperature Field
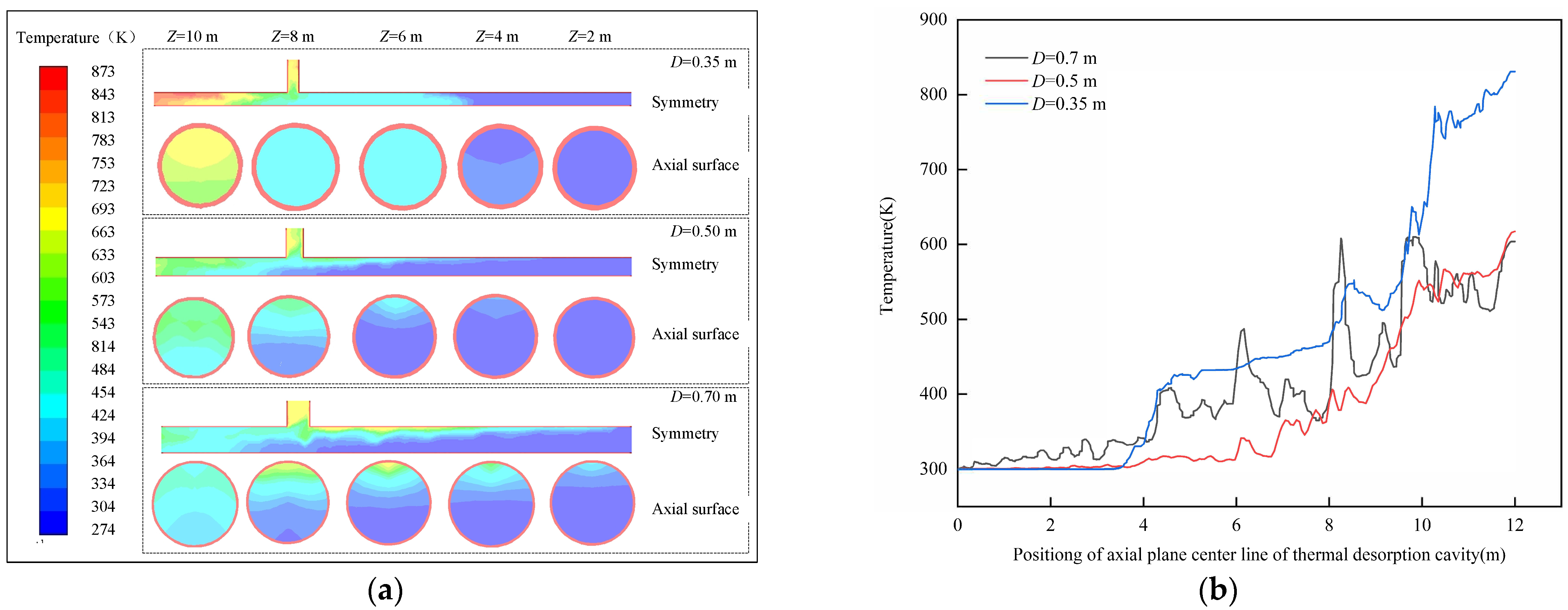
4.1.1. Influence of Chamber Diameter on Temperature Field
4.1.2. Influence of Chamber Length on Temperature Field in Chamber
4.1.3. Influence of Extraction Tube Position on Internal Temperature Field of Thermal Desorption Chamber
4.2. Influence of Operating Parameters and Liquid Content on Internal Temperature Field of Thermal Desorption Chamber
4.2.1. Influence of Feeding Speed on Internal Temperature Field of Thermal Desorption Chamber
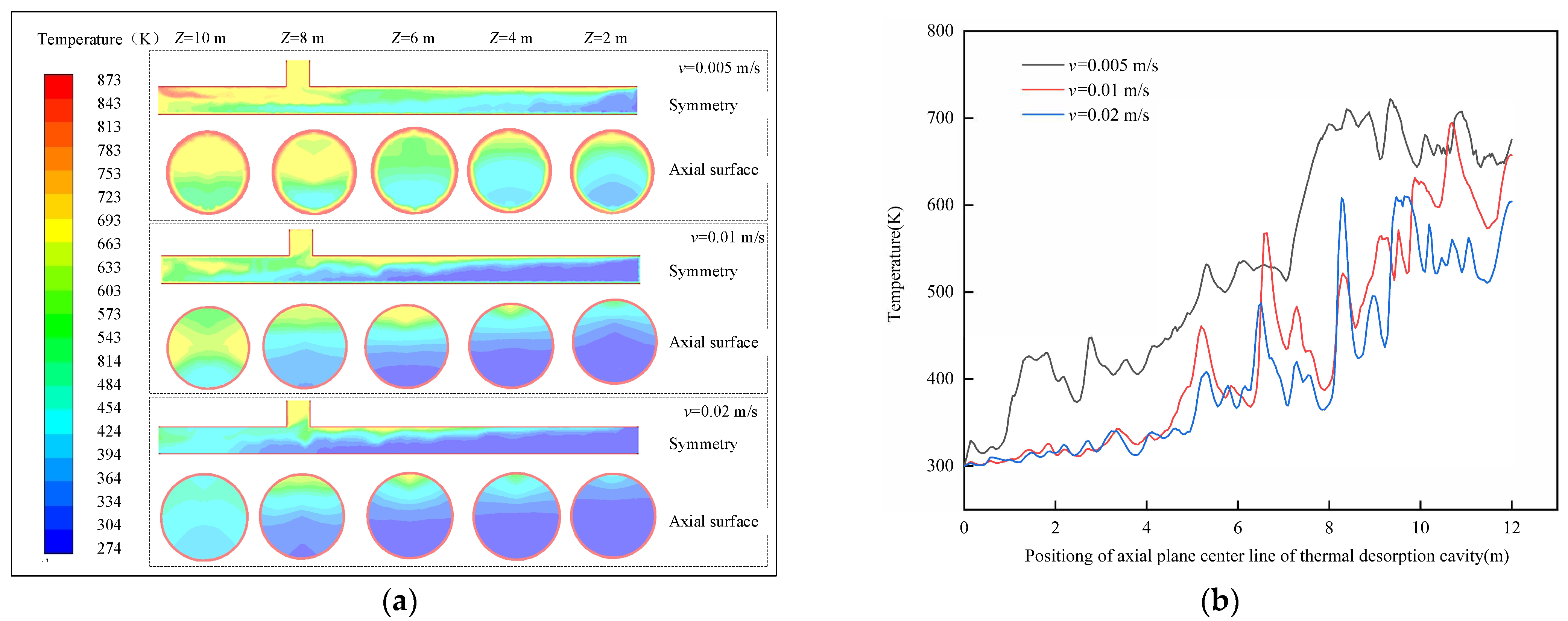
4.2.2. Influence of Inert Gas Entry Velocity on Internal Temperature Field of Thermal Desorption Chamber
4.3. Influence of Oil-Based Drill Cuttings Liquid Content on Temperature Field in Thermal Desorption Chamber
4.4. Model Verification
5. Conclusions
- (1)
- The thermal desorption chamber was simplified as a “T”-shaped tube, and the physical model of the thermal desorption chamber was established. The VOF multiphase flow phase transformation model was selected, with the main phase set as nitrogen. The oil-based drill cuttings were regarded as a mixture of thermal desorption residue, water, and diesel oil. Three-phase mixing was conducted according to different volume fractions. K-epsilon flow patterns were selected in the Fluent software through Reynolds and Stokes number calculations, allowing for the corresponding material properties to be set.
- (2)
- The structure of the thermal desorption chamber had a great influence on the heat transfer process, and its optimisation can improve the heat transfer efficiency or heat energy utilisation. Appropriately increasing the diameter and length of the thermal desorption chamber was beneficial for the thermal desorption heat transfer process of the oil-based drill cuttings. For this model, the temperature field distribution in the chamber was more reasonable when the chamber was 0.7 m, the length was 12 m, and the ratio between the extraction tube and the inlet of the chamber to the length of the chamber was approximately 0.54–0.88.
- (3)
- The oil-based drill cuttings thermal desorption chamber temperature decreased considerably with an increase in the feed velocity, nitrogen entry velocity, and liquid content, among which the liquid content had the most significant effect. The higher the liquid content, the lower the temperature of the front end of the extraction tube in the thermal desorption chamber, at which point, the back end of the extraction tube continued to desorb and absorb heat due to the fact of incomplete liquid phase evaporation, but there was a risk that the thermal desorption residue did not meet the standard. Therefore, it is crucial to reduce the standard of the index and the liquid content of oil-based drill cuttings via pretreatment for thermal desorption energy saving and consumption reduction.
- (4)
- The above research results reveal the effect of three factors, including the liquid content of the oil-based cuttings, the structure of the thermal desorption device, and the operating process parameters, on the temperature field in the cavity during thermal desorption. By using this simulation method, we saved more time and cost, designed and manufactured equipment, optimised the process parameter scheme, guided the pretreatment of the oil-based drill cuttings, and realised the role of improving heat utilisation and energy conservation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.B.; Li, Q.Q. Leaching behavior and mineralogical evolution of vanadium released from sodium roasted-acid leaching tailing of vanadium slag. J. Iron Steel Res. Int. 2022, 29, 772–782. [Google Scholar] [CrossRef]
- Hu, G.J.; Liu, H. Low-temperature thermal desorption and secure landfill for oil-based drill cuttings management: Pollution control, human health risk, and probabilistic cost assessment. J. Hazard. Mater. 2021, 410, 124570–124571. [Google Scholar] [CrossRef] [PubMed]
- Robinson, P.; Kingman, S.W.; Snape, C.E.; Bradshaw, S.M.; Bradley, M.S.A.; Shang, H.; Barranco, R. Scale-up and design of a continuous microwave treatment system for the processing of oil-contaminated drill cuttings. Chem. Eng. Res. Des. 2010, 88, 146–154. [Google Scholar] [CrossRef]
- Irineu, P.; André, L.M. Development and performance of a continuous industrial microwave dryer for remediation of drill cuttings. J. Pet. Sci. Eng. 2019, 176, 362–368. [Google Scholar]
- Irineu, P.; Marina, S.P. Microwave remediation of oil well drill cuttings. J. Pet. Sci. Eng. 2015, 134, 23–29. [Google Scholar]
- Nwosu, B.E.; Ogbonna, F.J. Treatment Efficiency of Drill Cuttings Using Thermal Desorption Technology. J. Eng. Res. Rep. 2021, 21, 1–12. [Google Scholar]
- Peng, S.Z.; Yu, X. Research and Application of Thermal-desorption Treatment of Oil-based Cuttings from Shale Gas Production. Environ. Prot. Oil Gas Fields 2019, 29, 37–40. [Google Scholar]
- Chen, H.T. Development and Application of Thermal Desorption Device for Offshore Platform Oil-based Drill Cuttings. Oilfield Equip. 2020, 49, 79–84. [Google Scholar]
- Liu, Y.C.; Wang, M.R. Research progress in the oil-based cuttings thermal desorption technology. Nat. Gas Ind. 2020, 40, 140–148. [Google Scholar]
- Ji, H.G.; Huan, L. Life cycle assessment of low-temperature thermal desorption-based technologies for drill cuttings treatment. J. Hazard. Mater. 2021, 401, 123861–123865. [Google Scholar]
- Zoller, R.J. Schmidt, Managing Drill Cuttings. Pollut. Eng. 2014, 46, 34–37. [Google Scholar]
- Jamshidi, N.; Farhadi, M.; Ganji, D.D.; Sedighi, K. Experimental analysis of heat transfer enhancement in shell; helical tube heat exchangers. Appl. Therm. Eng. 2013, 51, 652–664. [Google Scholar] [CrossRef]
- Tian, Z.S. Equipment system and engineering practice of soil thermal desorption technology. China Environ. Prot. Ind. 2022, 2, 59–60. [Google Scholar]
- Liu, H.; Li, J. Remediation of oil-based drill cuttings using low-temperature thermal desorption: Performance and kinetics modeling. Chemosphere 2019, 235, 1081–1088. [Google Scholar] [CrossRef]
- Hui, W.G.; Biao, W.D. Experimental and numerical study on heat transfer and flow characteristics in the shell side of helically coiled trilobal tube heat exchanger. Appl. Therm. Eng. 2019, 14, 772–787. [Google Scholar]
- Fan, F.H.; Zheng, M. Numerical study of fluid dynamics and heat transfer property of dual fluidized bed gasifier. Energy 2021, 234, 121241–121246. [Google Scholar] [CrossRef]
- Ali, R.; Singh, A. Numerical Study of Fluid Dynamics and Heat Transfer Characteristics for the Flow Past a Heated Square Cylinder. Jordan J. Mech. Ind. Eng. 2021, 15, 357–376. [Google Scholar]
- Zhao, F.; Li, Y. Flow and heat transfer characteristics of oil-based drilling cuttings in a screw-driving spiral heat exchanger. Appl. Therm. Eng. 2020, 181, 115881. [Google Scholar]
- Gao, N.; Jia, X. Modeling and simulation of coupled pyrolysis and gasification of oily sludge in a rotary kiln. Fuel 2020, 279, 118152. [Google Scholar] [CrossRef]
- Peng, X.Q.; Gao, W.Y. Numerical Simulation of Influence of Rotary Speed on Temperature Field of Oil-based Drilling Cuttings Pyrolysis Furnace. Environ. Prot. Oil Gas Fields 2019, 29, 33–36. [Google Scholar]
- Nguyen, D.; San, J. Decrement in heat transfer effectiveness due to solid heat conduction for a counter-current spiral heat exchanger. Appl. Therm. Eng. 2016, 103, 821–831. [Google Scholar] [CrossRef]
- Yong, Z.X.; Guo, Y.A. Bench test on thermal desorption dispose of oily cuttings. J. Pet. Explor. Prod. Technol. 2018, 9, 663–668. [Google Scholar]
- Santos, J.M.; Petri, I.J. Optimization of the batch decontamination process of drill cuttings by microwave heating. J. Pet. Sci. Eng. 2018, 163, 349–358. [Google Scholar] [CrossRef]
- Yong, Z.X.; Yao, A.G. Pilot experiment of oily cuttings thermal desorption and heating characteristics study. J. Pet. Explor. Prod. Technol. 2019, 9, 1263–1270. [Google Scholar]
- Fei, H.Y.; Dong, Q.S. The study on pyrolysis of oil-based drilling cuttings by microwave and electric heating. J. Environ. Manag. 2018, 228, 312–318. [Google Scholar]
- Wang, J.J. Study on Kinetics and the Heat and Mass Transfer Characteristics of Oily Sludge Pyrolysis. Master’s Thesis, College of Pipeling and Civil Engineering China University of Petroleum (East China), Qingdao, China, 2013. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Parameter | Numerical Range |
|---|---|
| Diameter of the thermal desorption chamber | 350–700 mm |
| Length of the thermal desorption chamber | 10–14 m |
| Extraction tube is located away from the feed port | 6.5–10.5 m |
| Coefficient of Thermal Conductivity | 0.89 W/(m2·°C) | Specific Heat Capacity | 900 J/(kg·°C) |
|---|---|---|---|
| Kinematic viscosity | 2.28 × 10−3 Pa·s | Diameter of oil-based cuttings | 0.1~1.5 cm |
| Fluid Content | T0 | T1 | Error | Fluid Content | T0 | T1 | Error |
|---|---|---|---|---|---|---|---|
| 0.05 | 502 | 472 | 6.36 | 0.3 | 373 | 335 | 11.34 |
| 0.1 | 425 | 388 | 9.54 | 0.4 | 325 | 288 | 12.85 |
| 0.2 | 408 | 369 | 10.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Liu, Y. Heat Transfer Characteristics of Oil-Based Drill Cuttings in Thermal Desorption Chambers. Processes 2023, 11, 1374. https://doi.org/10.3390/pr11051374
Wang M, Liu Y. Heat Transfer Characteristics of Oil-Based Drill Cuttings in Thermal Desorption Chambers. Processes. 2023; 11(5):1374. https://doi.org/10.3390/pr11051374
Chicago/Turabian StyleWang, Maoren, and Yucheng Liu. 2023. "Heat Transfer Characteristics of Oil-Based Drill Cuttings in Thermal Desorption Chambers" Processes 11, no. 5: 1374. https://doi.org/10.3390/pr11051374
APA StyleWang, M., & Liu, Y. (2023). Heat Transfer Characteristics of Oil-Based Drill Cuttings in Thermal Desorption Chambers. Processes, 11(5), 1374. https://doi.org/10.3390/pr11051374