
Machining of Custom-450 Grade Stainless Steel Using TiAlSiN-Coated Tungsten Carbide Tool Inserts




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
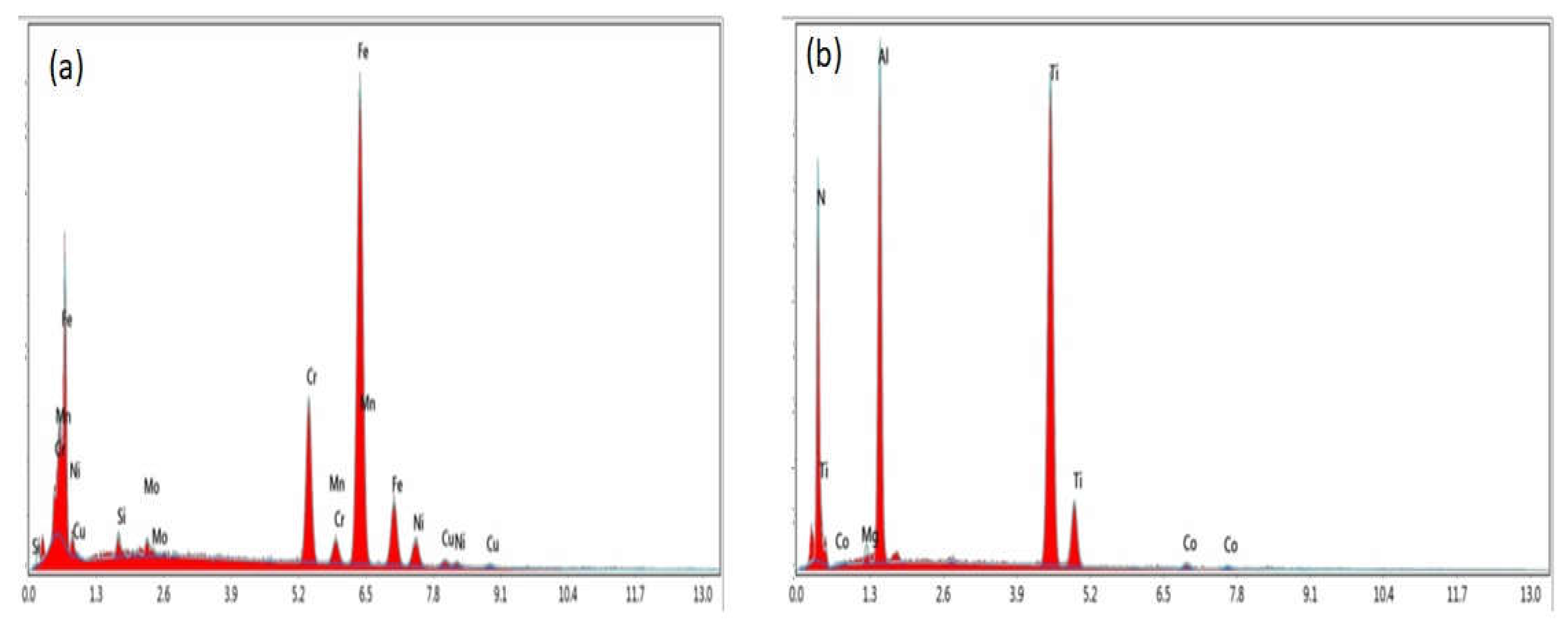
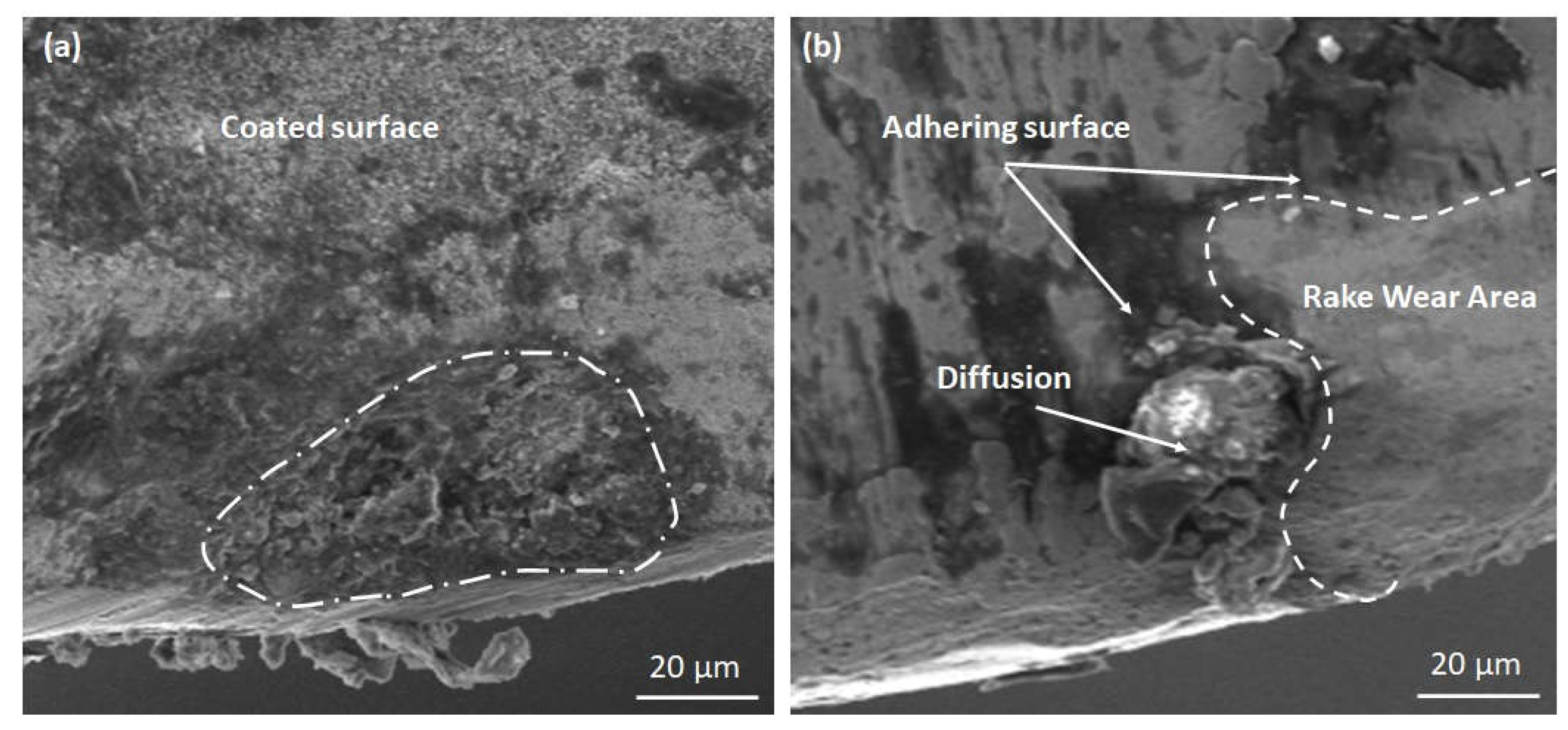
3.1. SEM and EDS Analysis
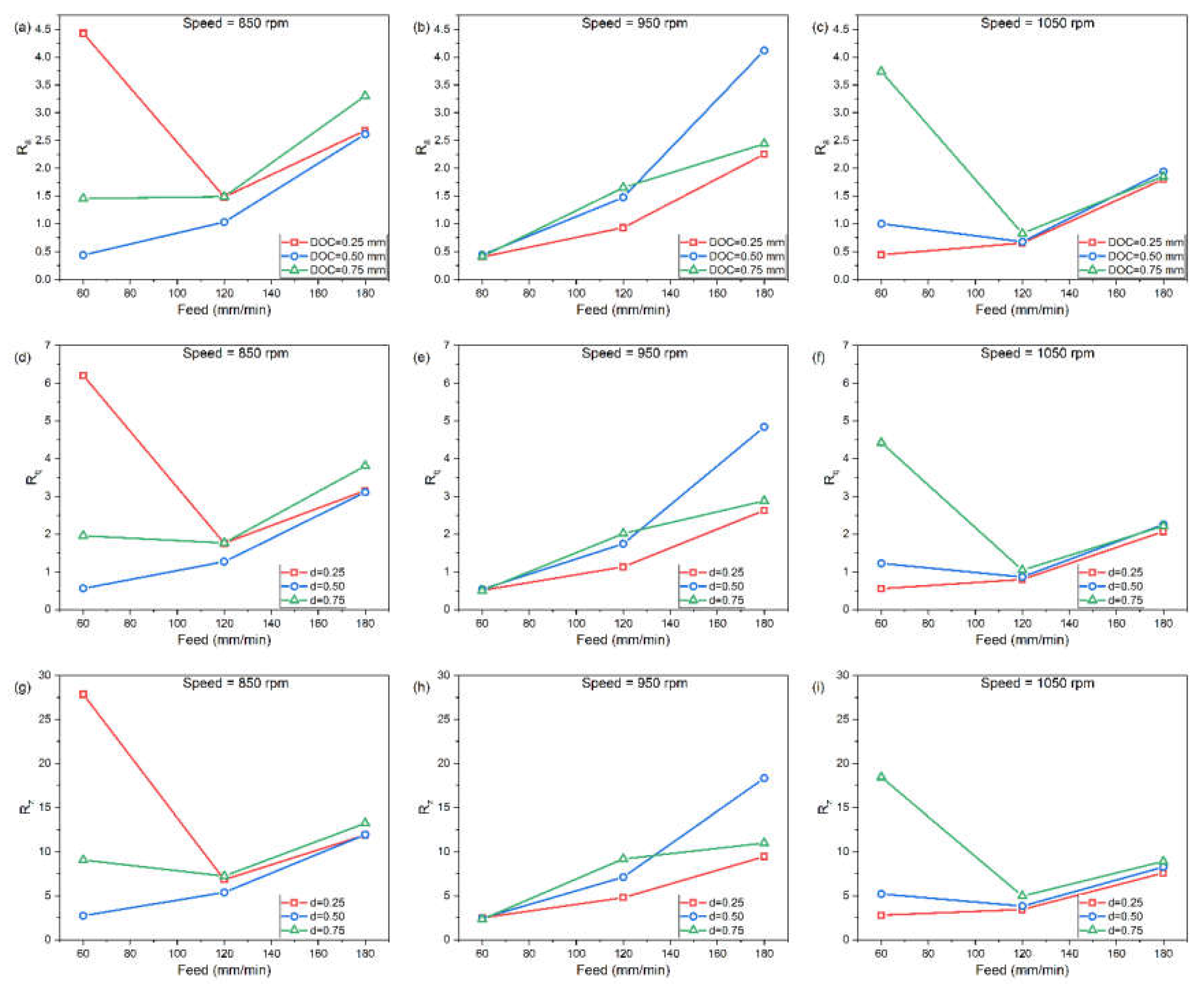
3.2. Surface Roughness
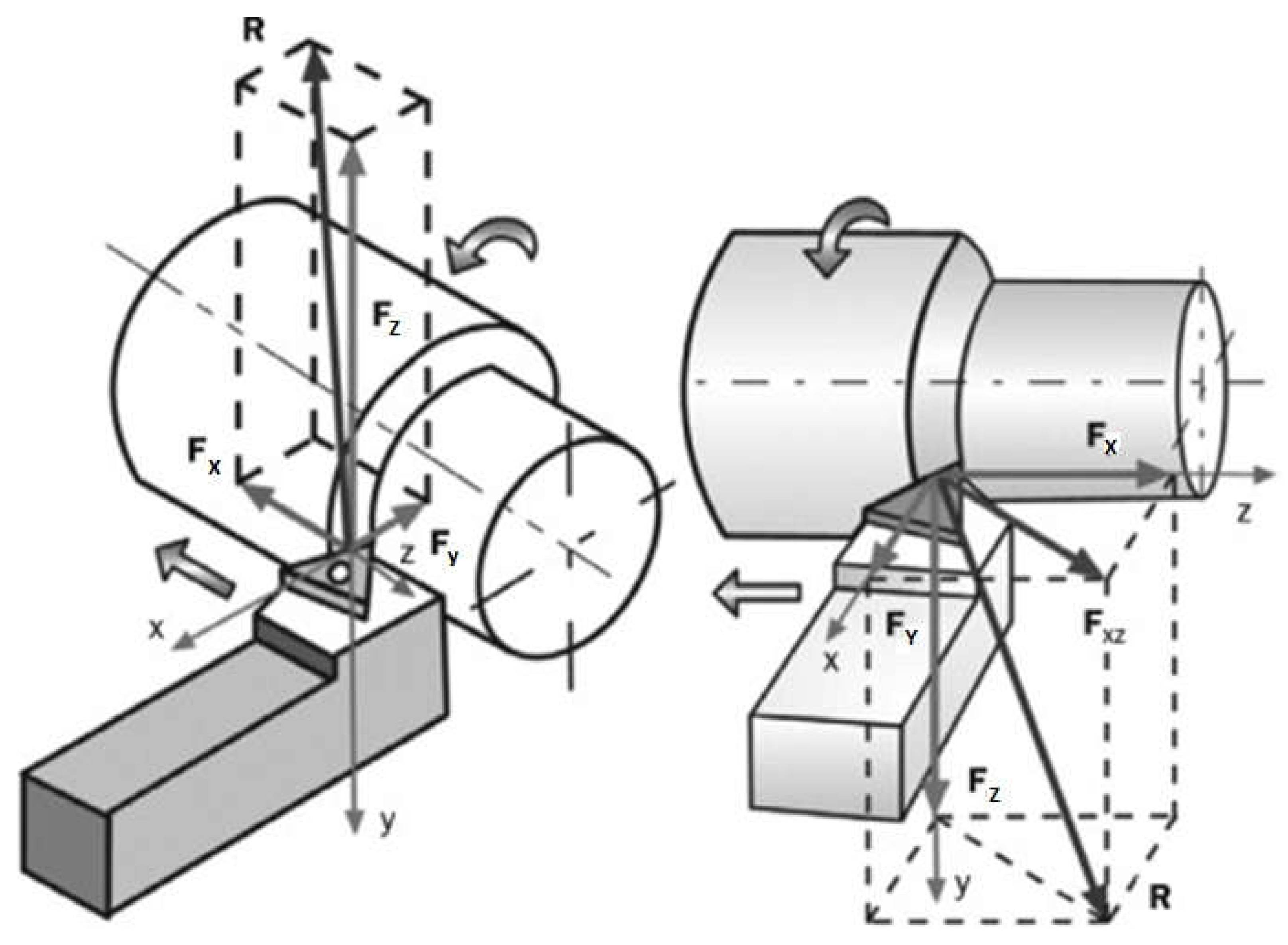
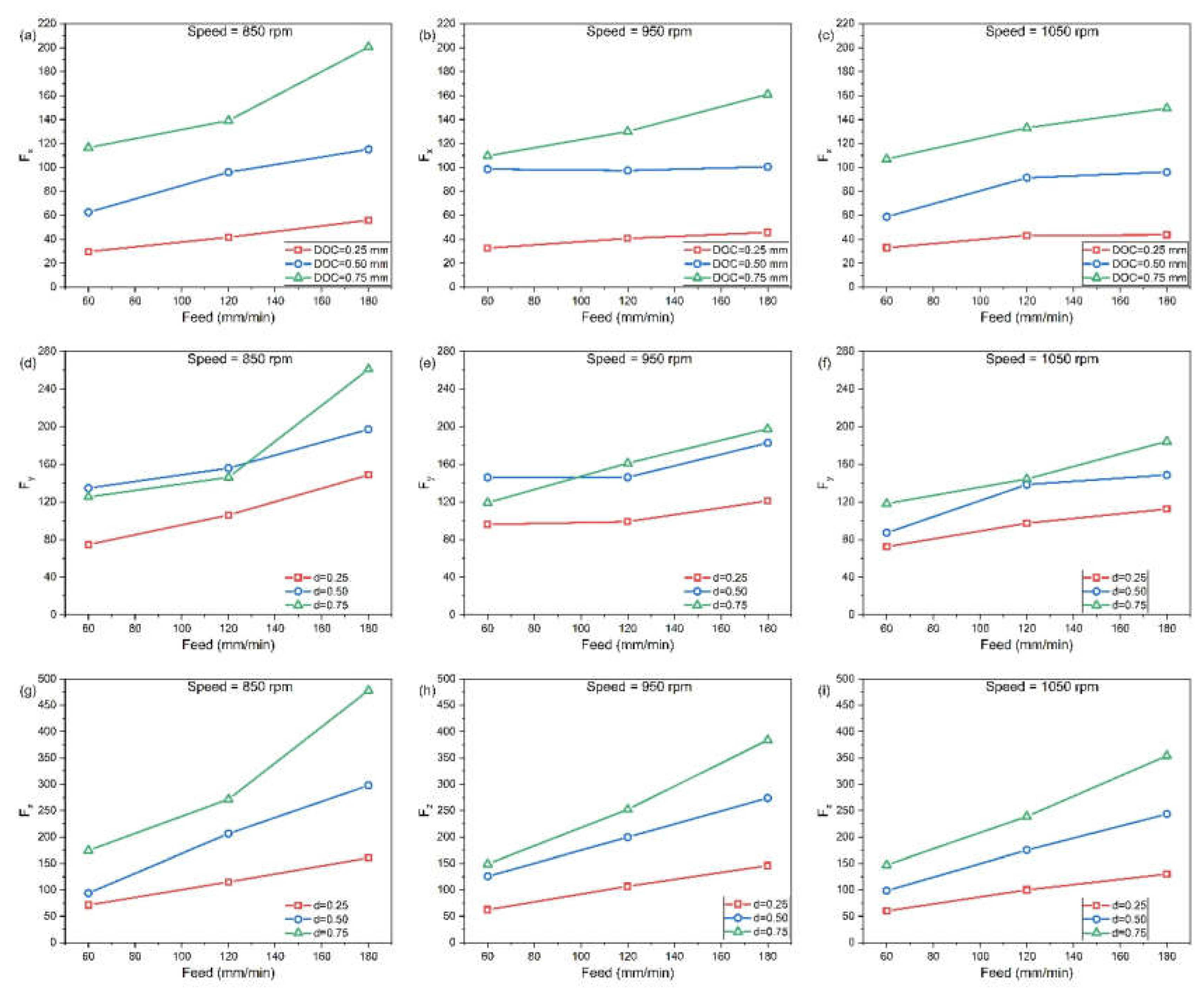
3.3. Analysis of Forces
4. Conclusions
- After undergoing cryogenic treatment for 36 h, the coated inserts exhibited a superior performance and reduced wear across all the cutting parameters.
- SEM analysis shows a better adhesion of coating over the carbide inserts. After machining the steel, the coated insert shows wear over the surface of the insert. The wear over the insert shows the removal of the coating over the surface.
- The observed reduction in ductility was attributed to alterations in the microstructure, coinciding with an increase in the surface hardness and roughness.
- The primary component influencing surface roughness is the depth of cut. A rougher surface over the specimen may be caused due to the result of a greater amount of plastic deformation in the working sample.
- As the cutting speed increased, the wear on the tungsten carbide inserts decreased. Conversely, an increase in the feed led to a significant rise in the tool wear. The risk of tool wear was found to be positively correlated with an increasing depth of cut. Nevertheless, it was observed that the most significant factor impacting the tool wear was the depth of cut.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rao, C.J.; Rao, D.N.; Srihari, P. Influence of Cutting Parameters on Cutting Force and Surface Finish in Turning Operation. Procedia Eng. 2013, 64, 1405–1415. [Google Scholar] [CrossRef]
- Valera, H.Y.; Bhavsar, S.N. Experimental Investigation of Surface Roughness and Power Consumption in Turning Operation of EN 31 Alloy Steel. Procedia Technol. 2014, 14, 528–534. [Google Scholar] [CrossRef]
- Sata, T.; Li, M.; Takata, S.; Hiraoka, H.; Li, C.; Xing, X.; Xiao, X. Analysis of Surface Roughness Generation in Turning Operation and its Applications. CIRP Ann. 1985, 34, 473–476. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Yuhua, C.; Yuqing, M.; Weiwei, L.; Peng, H. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints. Opt. Laser Technol. 2017, 91, 197–202. [Google Scholar] [CrossRef]
- Umurani, K.; Siregar, R.A. Development of Dynamometer for Cutting Force Measurement in Turning Operation. IOP Conf. Ser. Mater. Sci. Eng. 2019, 705, 012051. [Google Scholar] [CrossRef]
- Wang, S.; Chen, Y.; Gu, C.; Sai, Q.; Lei, T.; Williams, J. Antifouling Coatings Fabricated by Laser Cladding. Coatings 2023, 13, 397. [Google Scholar] [CrossRef]
- He, Y.; Xiao, G.; Zhu, S.; Liu, G.; Liu, Z.; Deng, Z. Surface formation in laser-assisted grinding high-strength alloys. Int. J. Mach. Tools Manuf. 2023, 186, 104002. [Google Scholar] [CrossRef]
- Saraswat, N.; Yadav, A.; Kumar, A.; Srivastava, B.P. Optimization of Cutting Parameters in Turning Operation of Mild Steel. Int. Rev. Appl. Eng. Res. 2014, 4, 251–256. [Google Scholar]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Li, H. Effect of welding thermal treatment on the micro-structure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2021, 819, 141507. [Google Scholar] [CrossRef]
- Nalbant, M.; Gökkaya, H.; Toktaş, I.; Sur, G. The experimental investigation of the effects of uncoated, PVD-and CVD-coated cemented carbide inserts and cutting parameters on surface roughness in CNC turning and its prediction using artificial neural networks. Robot. Comput. Integr. Manuf. 2009, 25, 211–223. [Google Scholar] [CrossRef]
- Lim, G.H. Tool-wear monitoring in machine turning. J. Mater. Process. Technol. 1995, 51, 25–36. [Google Scholar] [CrossRef]
- Kivak, T. Optimization of surface roughness and flank wear using the Taguchi method in milling of Hadfield steel with PVD and CVD coated inserts. Measurement 2014, 50, 19–28. [Google Scholar] [CrossRef]
- Hodgson, T.; Trendler, P.H.H.; Micheletti, G.F. Turning hardened tool steels with cubic boron nitride inserts. CIRP Ann. 1981, 30, 63–66. [Google Scholar] [CrossRef]
- Andrewes, C.J.E.; Feng, H.Y.; Lau, W.M. Machining of an aluminum/SiC composite using diamond inserts. J. Mater. Process. Technol. 2000, 102, 25–29. [Google Scholar] [CrossRef]
- Lakshmanan, S.; Kumar, M.P.; Dhananchezian, M.; Yuvaraj, N. Investigation of monolayer coated WC inserts on turning Ti-alloy. Mater. Manuf. Process. 2020, 35, 826–835. [Google Scholar] [CrossRef]
- Kainz, C.; Schalk, N.; Tkadletz, M.; Mitterer, C.; Czettl, C. Microstructure and mechanical properties of CVD TiN/TiBN multilayer coatings. Surf. Coat. Technol. 2019, 370, 311–319. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Emel, E.; Kannatey-Asibu, E. Tool Failure Monitoring in Turning by Pattern Recognition Analysis of AE Signals. J. Eng. Ind. 1988, 110, 137–145. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Investigation of the effects of cryogenic machining on surface integrity in CNC end milling of Ti–6Al–4V titanium alloy. J. Manuf. Process. 2016, 21, 172–179. [Google Scholar] [CrossRef]
- Pereira, O.; Celaya, A.; Urbikaín, G.; Rodríguez, A.; Fernández-Valdivielso, A.; López de Lacalle, L.N. CO2 cryogenic milling of Inconel 718: Cutting forces and tool wear. J. Mater. Res. Technol. 2020, 9, 8459–8468. [Google Scholar] [CrossRef]
- Gandarias, A.; de Lacalle, L.N.L.; Aizpitarte, X.; Lamikiz, A. Study of the performance of the turning and drilling of austenitic stainless steels using two coolant techniques. Int. J. Mach. Mach. Mater. 2008, 3, 1–17. [Google Scholar] [CrossRef]
- Pereira, O.; Celaya, A.; Urbikaín, G.; Rodríguez, A.; Fernández-Valdivielso, A.; de Lacalle, L.N.L. Simulation of Cryo-cooling to Improve Super Alloys Cutting Tools. Int. J. Precis. Eng. Manuf. Green Technol. 2022, 9, 73–82. [Google Scholar] [CrossRef]
- Suárez, A.; de Lacalle, L.N.L.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts used on alloy IN718. Mater. Manuf. Process. 2016, 32, 678–686. [Google Scholar] [CrossRef]
- Amigo, F.J.; Urbikain, G.; López de Lacalle, L.N.; Pereira, O.; Fernández-Lucio, P.; Fernández-Valdivielso, A. Prediction of cutting forces including tool wear in high-feed turning of Nimonic® C-263 superalloy: A geometric distortion-based model. Measurement 2023, 211, 112580. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Xu, P.; Zhao, J. In-process stochastic tool wear identification and its application to the improved cutting force modeling of micro milling. Mech. Syst. Signal Process. 2022, 164, 108233. [Google Scholar] [CrossRef]
- Behera, R.R.; Ghadai, R.K.; Kalita, K.; Banerjee, S. Simultaneous prediction of delamination and surface roughness in drilling GFRP composite using ANN. Int. J. Plast. Technol. 2016, 20, 424–450. [Google Scholar] [CrossRef]
- Ragavendran, U.; Ghadai, R.K.; Bhoi, A.K.; Ramachandran, M.; Kalita, K. Sensitivity analysis and optimization of EDM process parameters. Trans. Can. Soc. Mech. Eng. 2018, 43, 13–25. [Google Scholar] [CrossRef]
- Varghese, V.; Ramesh, M.R.; Chakradhar, D. Experimental investigation of cryogenic end milling on maraging steel using cryogenically treated tungsten carbide-cobalt inserts. Int. J. Adv. Manuf. Technol. 2019, 105, 2001–2019. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Progressive tool wear in cryogenic machining: The effect of liquid nitrogen and carbon dioxide. J. Manuf. Mater. Process. 2018, 2, 31. [Google Scholar] [CrossRef]
- Parsi, P.K.; Kotha, R.S.; Routhu, T.; Pandey, S.; Dwivedy, M. Machinability evaluation of coated carbide inserts in turning of super-duplex stainless steel. SN Appl. Sci. 2020, 2, 1–19. [Google Scholar] [CrossRef]
- Zurita-Hurtado, O.J.; di Graci-Tiralongo, V.C.; Capace-Aguirre, M.C. Effect of surface hardness and roughness produced by turning on the torsion mechanical properties of annealed AISI 1020 steel. Rev. Fac. Ing. 2017, 2017, 55–59. [Google Scholar] [CrossRef]
- Bhushan, R.K. Impact of nose radius and machining parameters on surface roughness, tool wear and tool life during turning of AA7075/SiC composites for green manufacturing. Mech. Adv. Mater. Mod. Process. 2020, 6, 1. [Google Scholar] [CrossRef]
- Das, P.P.; Gupta, P.; Ghadai, R.K.; Ramachandran, M.; Kalita, K. Optimization of turning process parameters by Taguchi-based Six Sigma. Mech. Mech. Eng. 2017, 21, 649–656. [Google Scholar]
- Pereira, O.; Rodríguez, A.; Fernández-Valdivielso, A.; Barreiro, J.; Fernández-Abia, A.I.; López-De-Lacalle, L.N. Cryogenic Hard Turning of ASP23 Steel Using Carbon Dioxide. Procedia Eng. 2015, 132, 486–491. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López De Lacalle, L.N.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Astakhov, V.P. Turning. In Modern Machining Technology; Elsevier: Amsterdam, The Netherlands, 2011; pp. 1–78. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Factors | Unit | Levels | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| Speed | rpm | 850 | 950 | 1050 |
| Feed | mm/min | 60 | 120 | 180 |
| DOC | mm | 0.25 | 0.5 | 0.75 |
| Speed | Feed | Depth of Cut | Ra | Rq | Rz | Fx | Fy | Fz |
|---|---|---|---|---|---|---|---|---|
| 1050 | 180 | 0.75 | 1.853 | 2.218 | 8.906 | 149.3 | 184.3 | 353.9 |
| 1050 | 120 | 0.75 | 0.827 | 1.045 | 4.961 | 133 | 144.3 | 238.8 |
| 1050 | 60 | 0.75 | 3.741 | 4.423 | 18.428 | 107 | 118.2 | 147 |
| 950 | 180 | 0.75 | 2.439 | 2.88 | 10.977 | 161 | 197.6 | 383.8 |
| 950 | 120 | 0.75 | 1.652 | 2.016 | 9.185 | 130 | 161.1 | 252.1 |
| 950 | 60 | 0.75 | 0.414 | 0.498 | 2.315 | 109.6 | 119.1 | 148.7 |
| 850 | 180 | 0.75 | 3.303 | 3.81 | 13.239 | 200.5 | 260.9 | 478.1 |
| 850 | 120 | 0.75 | 1.489 | 1.766 | 7.24 | 139.1 | 146.1 | 271.5 |
| 850 | 60 | 0.75 | 1.454 | 1.955 | 9.055 | 116.5 | 125.2 | 174.3 |
| 1050 | 180 | 0.5 | 1.941 | 2.258 | 8.268 | 96.21 | 148.7 | 243.2 |
| 1050 | 120 | 0.5 | 0.678 | 0.864 | 3.822 | 91.27 | 138.4 | 175.1 |
| 1050 | 60 | 0.5 | 1.003 | 1.223 | 5.204 | 58.77 | 87.06 | 98.33 |
| 950 | 180 | 0.5 | 4.12 | 4.842 | 18.321 | 100.5 | 182.7 | 273.7 |
| 950 | 120 | 0.5 | 1.475 | 1.743 | 7.112 | 97.4 | 146.1 | 199.6 |
| 950 | 60 | 0.5 | 0.442 | 0.54 | 2.449 | 98.57 | 146 | 125.6 |
| 850 | 180 | 0.5 | 2.612 | 3.111 | 11.933 | 115.1 | 197 | 297.7 |
| 850 | 120 | 0.5 | 1.032 | 1.27 | 5.372 | 95.97 | 155.9 | 206.2 |
| 850 | 60 | 0.5 | 0.44 | 0.557 | 2.725 | 62.59 | 134.6 | 93.88 |
| 1050 | 180 | 0.25 | 1.803 | 2.069 | 7.585 | 43.59 | 112.4 | 129.9 |
| 1050 | 120 | 0.25 | 0.654 | 0.797 | 3.424 | 43.26 | 97.35 | 99.89 |
| 1050 | 60 | 0.25 | 0.446 | 0.554 | 2.778 | 32.93 | 72.29 | 60.01 |
| 950 | 180 | 0.25 | 2.253 | 2.629 | 9.454 | 45.68 | 121 | 146 |
| 950 | 120 | 0.25 | 0.933 | 1.134 | 4.782 | 40.7 | 98.98 | 106.7 |
| 950 | 60 | 0.25 | 0.405 | 0.51 | 2.479 | 32.57 | 95.96 | 62.48 |
| 850 | 180 | 0.25 | 2.68 | 3.157 | 11.9 | 55.93 | 148.6 | 160.5 |
| 850 | 120 | 0.25 | 1.485 | 1.759 | 6.831 | 41.67 | 106 | 114.9 |
| 850 | 60 | 0.25 | 4.427 | 6.209 | 27.853 | 29.73 | 74.59 | 71.19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karthick, M.; Pavithra, E.; Cep, R.; Elangovan, M. Machining of Custom-450 Grade Stainless Steel Using TiAlSiN-Coated Tungsten Carbide Tool Inserts. Processes 2023, 11, 1037. https://doi.org/10.3390/pr11041037
Karthick M, Pavithra E, Cep R, Elangovan M. Machining of Custom-450 Grade Stainless Steel Using TiAlSiN-Coated Tungsten Carbide Tool Inserts. Processes. 2023; 11(4):1037. https://doi.org/10.3390/pr11041037
Chicago/Turabian StyleKarthick, Muniyappan, Ekambaram Pavithra, Robert Cep, and Muniyandy Elangovan. 2023. "Machining of Custom-450 Grade Stainless Steel Using TiAlSiN-Coated Tungsten Carbide Tool Inserts" Processes 11, no. 4: 1037. https://doi.org/10.3390/pr11041037
APA StyleKarthick, M., Pavithra, E., Cep, R., & Elangovan, M. (2023). Machining of Custom-450 Grade Stainless Steel Using TiAlSiN-Coated Tungsten Carbide Tool Inserts. Processes, 11(4), 1037. https://doi.org/10.3390/pr11041037