3. Brewery Case Study
To show the features and functionality of the proposed method, it was applied to the case study of a small-scale brewery. The back-laying motivation for choosing the brewing process as a case study was addressed in the introduction. Thus, in this Section required inputs for the individual optimization tasks and necessary additional evaluations, such as representative period selection, are derived from the information about the case study and presented here.
The brewing process studied in this work is characterized through its various degrees of freedom when it comes to changes in the energy system. Beer is brewed in batches, which allows scheduling of single production steps. In this use case, which is related to a small brewery production process, production does not exceed one batch per day, and the monthly number of brewing days varies throughout the year. In general, brewing converts the input streams malt, brewing water, hops, and yeast to the final product beer and side products grains and separated turbidities. The main process steps and auxiliary process steps are summarized in the
Appendix A.3 in
Table A3. For the optimization model this leads to a production process having hot and cold streams with potentials for heat recovery and heat supply at intermediate temperature levels. The latter implies that a low-grade heat supply could be an option. The process is suitable for renewable energy supply due to its low temperature requirements (below 120 °C).
In
Section 3.1 the defined energy supply and production systems are explained. Furthermore, the derived stream table to depict heat and cooling load requirements is presented as well as two thermal energy requirements, which are not included in the stream table as they do not require specific heat loads but rather a required target temperature needs to be reached at a certain point during the batch process defined through the process schedule.
Section 3.2 gives an overview how one production year was simplified to derive representative days for the brewery use case optimization. Finally, in
Section 3.3 the defined scenarios for which a run of the optimization model analyzed in
Section 4 is explained.
3.1. Energy and Production System
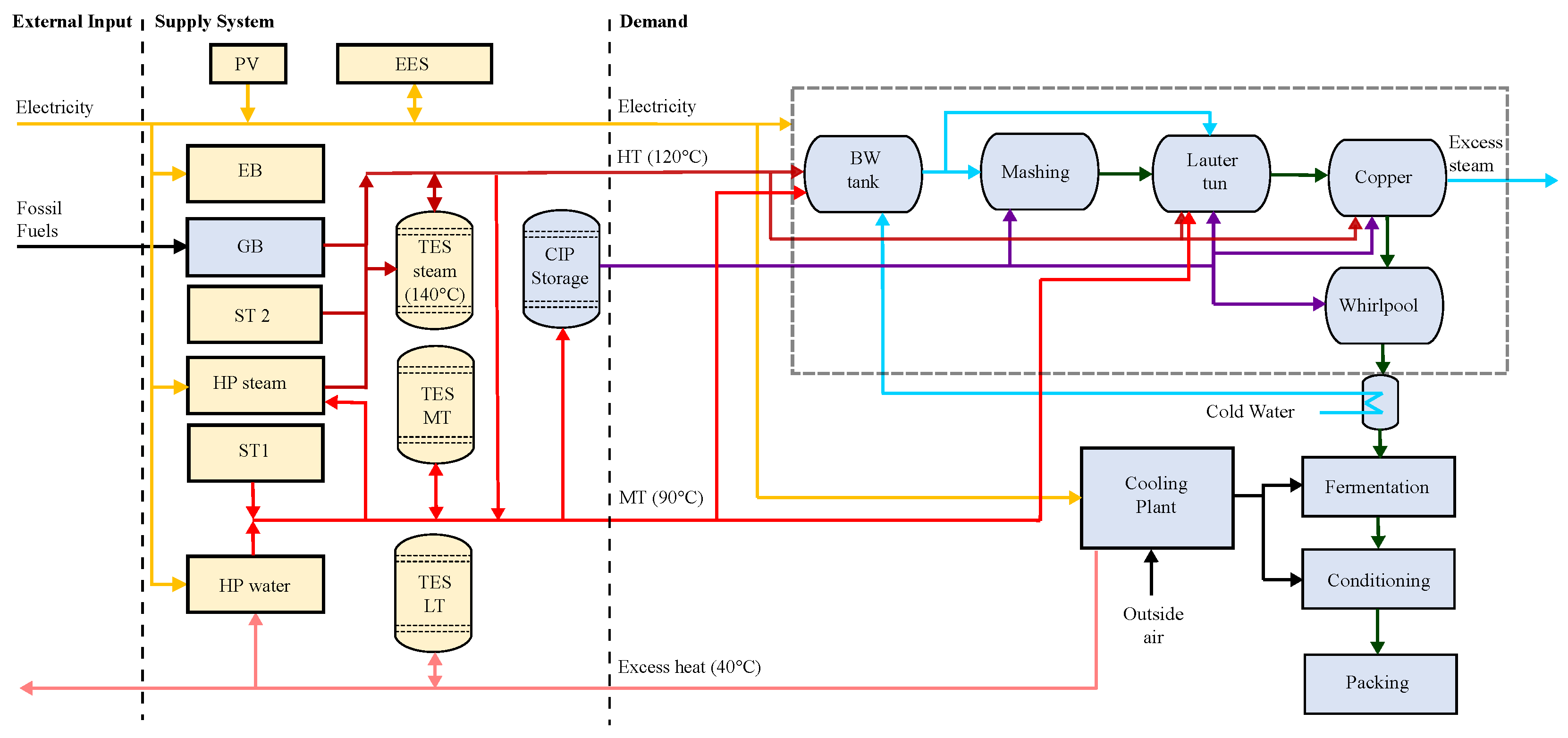
The superstructure considered for the energy supply system is shown in
Figure 4. The status quo, a GB covering all heating requirements, is highlighted in grey, whereas potential additions to the supply system are highlighted in yellow. For heat supply, ST collectors (ST1 and ST2 with different temperature levels), an EB and HPs for the supply of hot water and direct steam production are considered. In addition, TES at different temperature levels (40 °C, 90 °C, and 140 °C) can be added to the system. For renewable power production, PV and an electric energy storage (EES) can be selected. Further information about the units are summarized in the
Appendix A.2,
Table A1, and
Table A2. These units were pre-selected with regard to their technical feasibility. Biomass and biogas were not considered as there was no local supply available. The possibility of using brewery waste was also not included as processes to harvest biogas would, in this case, cross the economic boundaries of the small-scale brewery.
The main heating, cooling, and power demands of the production process are shown on the demand side in
Figure 4 and are represented in the form of a stream table (
Table 2). The order of the requirements corresponds to the required sequence of the individual process steps. Brewing water heat up (Req. nr. 1), however, can be scheduled without temporal restrictions.
Heating requirements not shown in the stream table are for cleaning-in-place (CIP) and reheating of the brewing water tank as these are energy requirements rather than heat load requirements. This means that for a certain point in time CIP media and brewing water need to have been heated up to a target temperature, but no hard time restrictions are imposed. For the CIP process, it was assumed that the basic rinsing solution is heated once from 50 °C to 80 °C for the first process on each brewing day and from 75 °C to 80 °C for each subsequent CIP operation to account for heat losses. Before mashing and lautering, 5500 L and 7000 L of brewing water need to be heated up to 68 °C, respectively. Thermal energy demand for space heating and for packaging and cleaning of bottles and kegs was neglected.
3.2. Selection of Representative Periods
Process energy demands primarily differ between production days and days without production, whereas the electricity demand for drives, pumps, compression chillers, lightening, IT, etc. is not aligned to process activities but mainly differs between weekdays and weekends. These distinct characteristics were considered by means of three representative days for each month of the year: (i) a production day, (ii) a weekday without production, and (iii) a weekend day. This leads to a drastic reduction in computational complexity as for the process scheduling and HENS sub-models, only two distinct representative production days needed to be modeled explicitly for the entire year. For the supply system synthesis sub-model, the three representative days described above were modeled explicitly for each month, resulting in 36 explicitly modeled days. The resulting mapping is shown in
Figure 5.
Average profiles for solar irradiation, ambient temperature, expected electricity costs, and power demand for the brewing process were used to derive these representative days. For ambient air temperature and irradiation data for Vienna from 2017–2019 were used [
64]. The derived electricity price profiles are based on historical data of the Austrian Energy Exchange EXAA for 2019 [
65]. For these parameters two sets of hourly representative profiles for each month were determined—one for weekdays (with and without brewing) and one for weekend days. Brewing days were identified by finding those
n days in 2019 with the highest to
-highest daily electricity consumption. For the electrical base load, the actual consumption from the electrical grid for the year 2019 was used as a data base. The resulting profiles for electricity prices and electricity base demand are shown in
Figure 6.
3.3. Scenarios
Based on the business-as-usual (BAU) case, changes to the existing energy system are analyzed using eight different price scenarios and boundary conditions for the time periods of 2020–2025, 2025–2030, and 2030–2035 (see
Table 3). Cost discounts due to funding of renewable technologies available on national and international levels are also considered, see, e.g., [
66,
67].
In the first seven scenarios the currently existing GB is still in place, while in Scenario 8 it is assumed that a replacement is required. In Scenarios 5–7 a minimum decarbonization rate is enforced, while in Scenarios 1-4 and 8 the solution is purely economic. The variations in energy-related economic boundary conditions are shown in
Table 4. The development of the CO
price, natural gas price, and average electricity price from 2020 to 2030 are based on a forecast by Huneke et al. from 2019 [
68]. For both, natural gas and electricity, the given factors in
Table 4 correspond to the increase in average values in the time period in the headline of the specific column compared to 2020 prices. In order to combine fluctuating electricity prices and the forecast for average electricity prices presented in that study, the electricity price consists of an average price, referred to as
Average electricity price factor, which is aligned to the development shown in
Table 4 and an hourly deviation from this average value, referred to as
Electricity amplitude factor. These electricity price fluctuations are assumed to increase by 10% in the 2025–2030 scenarios and by 20% in the 2030–2035 scenarios based on the expansion of renewables. Cost factors for EES, HPs, and PV-modules that consider scale up effects and learning curves were derived from [
69,
70] and were used to account for a decrease in investment costs in 2025 and 2030 compared to 2020.
4. Results
The calculations and optimization were carried out on an Intel Core i7-8665U CPU with 32 GB of RAM, and CPLEX 12.9 was used as a MILP-solver. The computation time for each of the scenarios was in the range of 10 to 30 min. Investment costs are annualized with an internal depreciation period of 10 years.
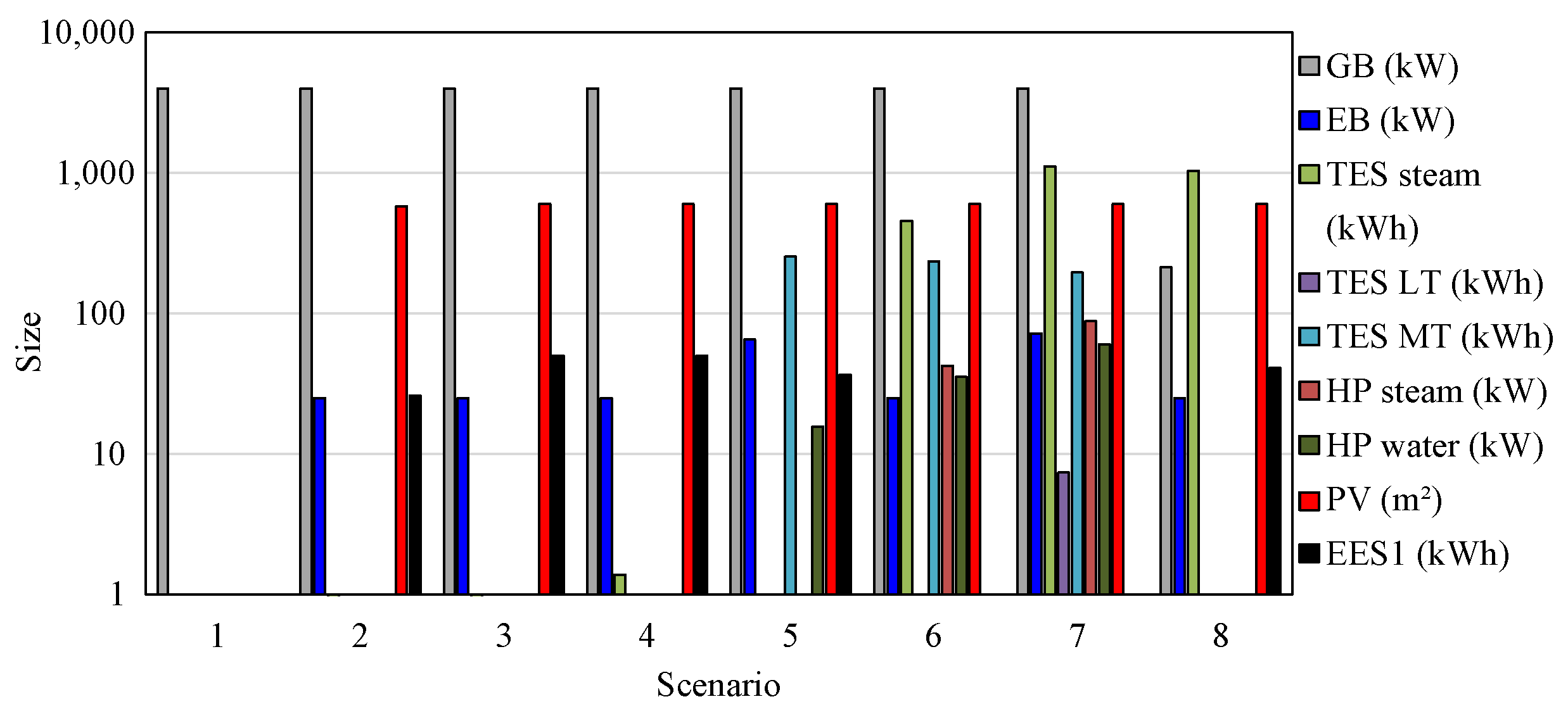
Figure 7 shows a summary of the selected unit sizes for all scenarios. Only units that are at least selected in one scenario are presented in the figure. ST was never selected and thus is not shown. The GB with a nominal power of 4 MW is part of the system in all scenarios; however, for Scenarios 1–7, the GB is preset, whereas in Scenario 8, where the existing GB has reached its end of life, it was replaced by a much smaller GB unit with 213 kW. The CIP and the brewing water tank are also not depicted as they are existing units with a fixed size.
In order to investigate how much the investment costs would have to be reduced for unused units to be part of the optimal solution, a sensitivity analysis was performed. One by one, the investment costs of the unused units were reduced to 5% of their actual investment costs, and the resulting optimal capacities were calculated. For the cases where this cost reduction resulted in the units’ introduction into the optimal system, their capacities were reduced to 50%, 25%, and 12.5% of its initial value. To calculate the maximum specific costs of a unit
is defined. Here,
refers to the resulting costs without cost reduction, while
are the costs with reduced investment costs. To ensure comparability,
is then corrected by the reduced cost values. The maximum specific costs for the respective unit to be introduced to the optimal solution can be defined as
The minimum required cost reduction for economical feasibility is expressed by the difference between the actual specific costs and the maximum specific costs.
The actual costs of the units in the optimal solutions and the required cost reduction for units that are not part of the optimal solution to be integrated are shown in
Figure 8. For Scenario 7 both ST modules are close to being implemented as the threshold price is close to the actual price. The same is true for Scenario 5 where the second ST module would be implemented if the price was only around 3% lower. This analysis shows that good estimates for unit costs are necessary to really find the optimal configuration. In cases where certain technologies are not part of the optimal solution but their required cost reduction is relatively small, these alternative technologies should be included when it comes to more detailed conceptualization of decarbonization measures. Especially, for new technologies and steep learning curves this can add uncertainties to the results.
The existing and for all scenarios final HEN is shown in
Figure 9. In Scenarios 5–7 heat is also supplied at 90 °C via hot water to heat up mash and to heat up brewing water. However, this heat is supplied via the same HEX also used to supply heat via steam at 120 °C.
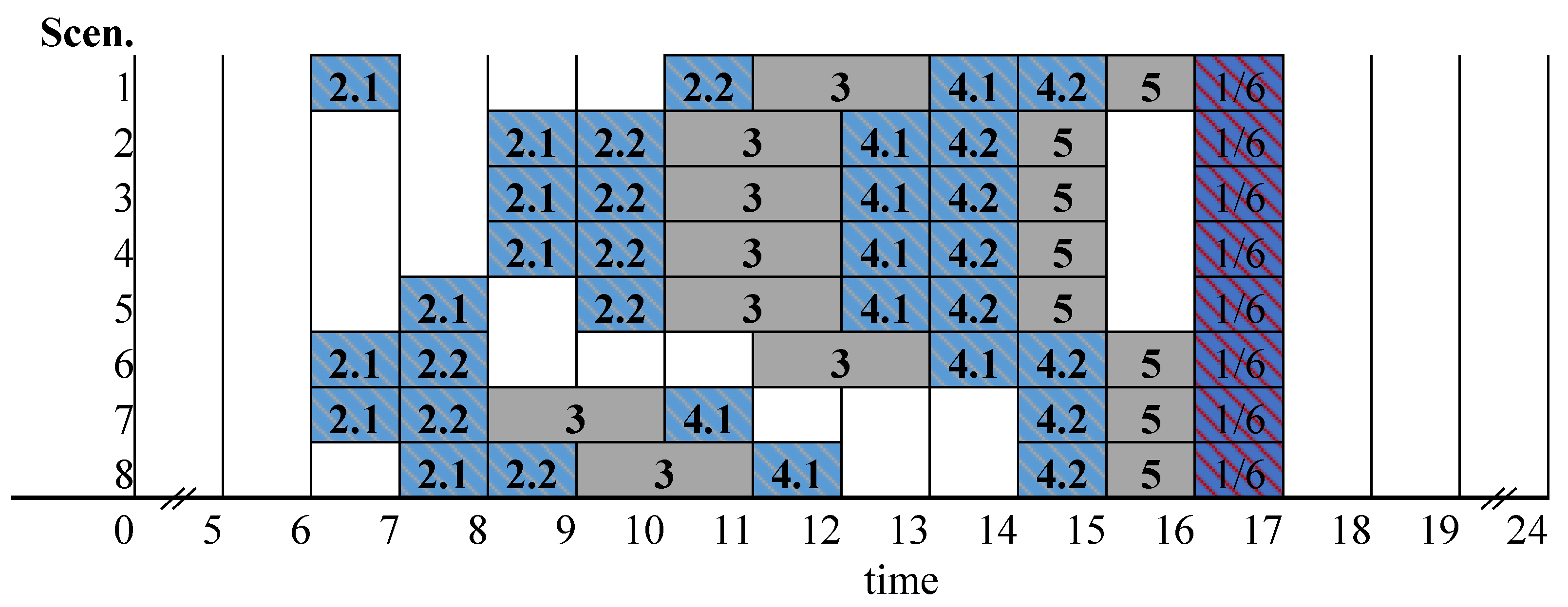
The optimized production schedule for each scenario is depicted in
Figure 10. Since temperature losses over time are not considered, processes like Wort cooking heat-up and Wort cooking are not coupled to each other enabling flexibility for the scheduling. For Scenarios 2–4, which include PV, process steps requiring electricity are shifted towards times of high solar irradiation. With enforced decarbonization (Scenarios 5–7) the energy supply is increasingly electrified, and more storage capacity is added to the system, which influences the optimal schedule.
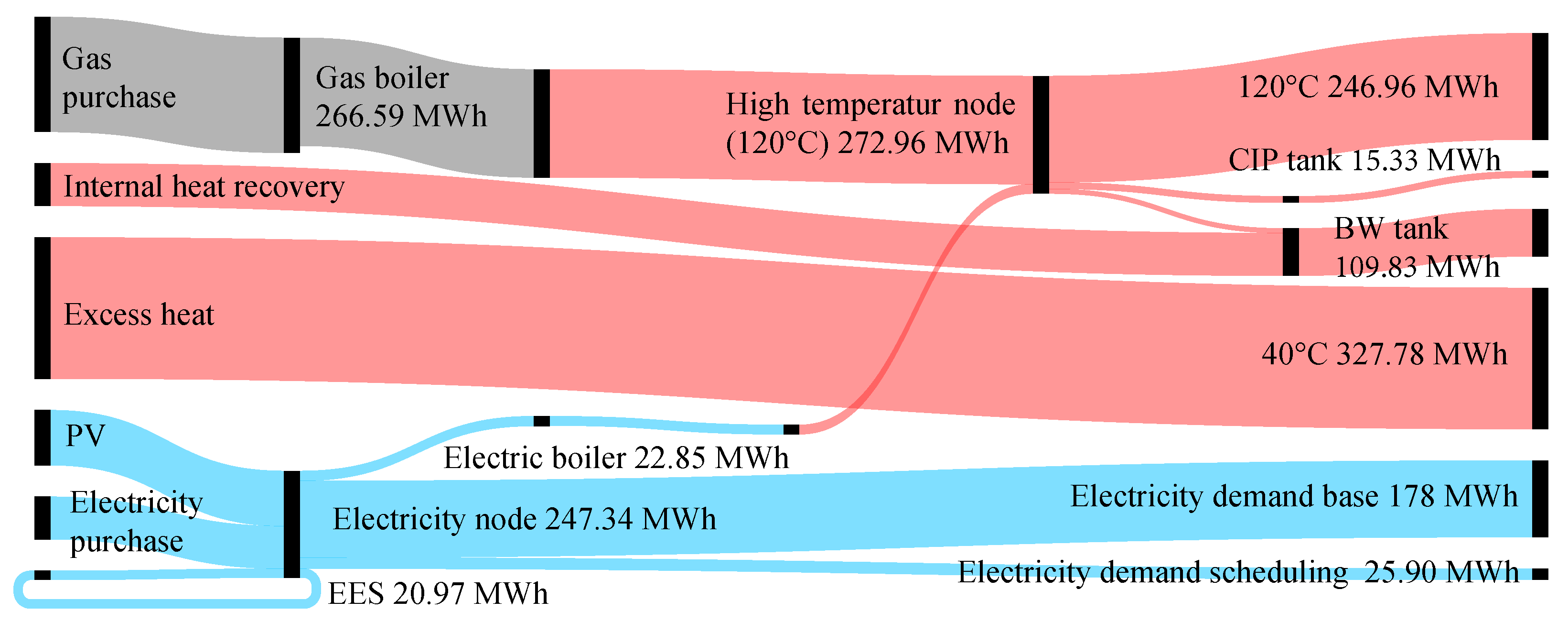
Figure 11 shows a sankey plot of the BAU scenario (Scenario 1). The high temperature heat demand of the overall brew process and the CIP system is covered by the existing GB, while the electricity needs are supplied by the electrical grid.
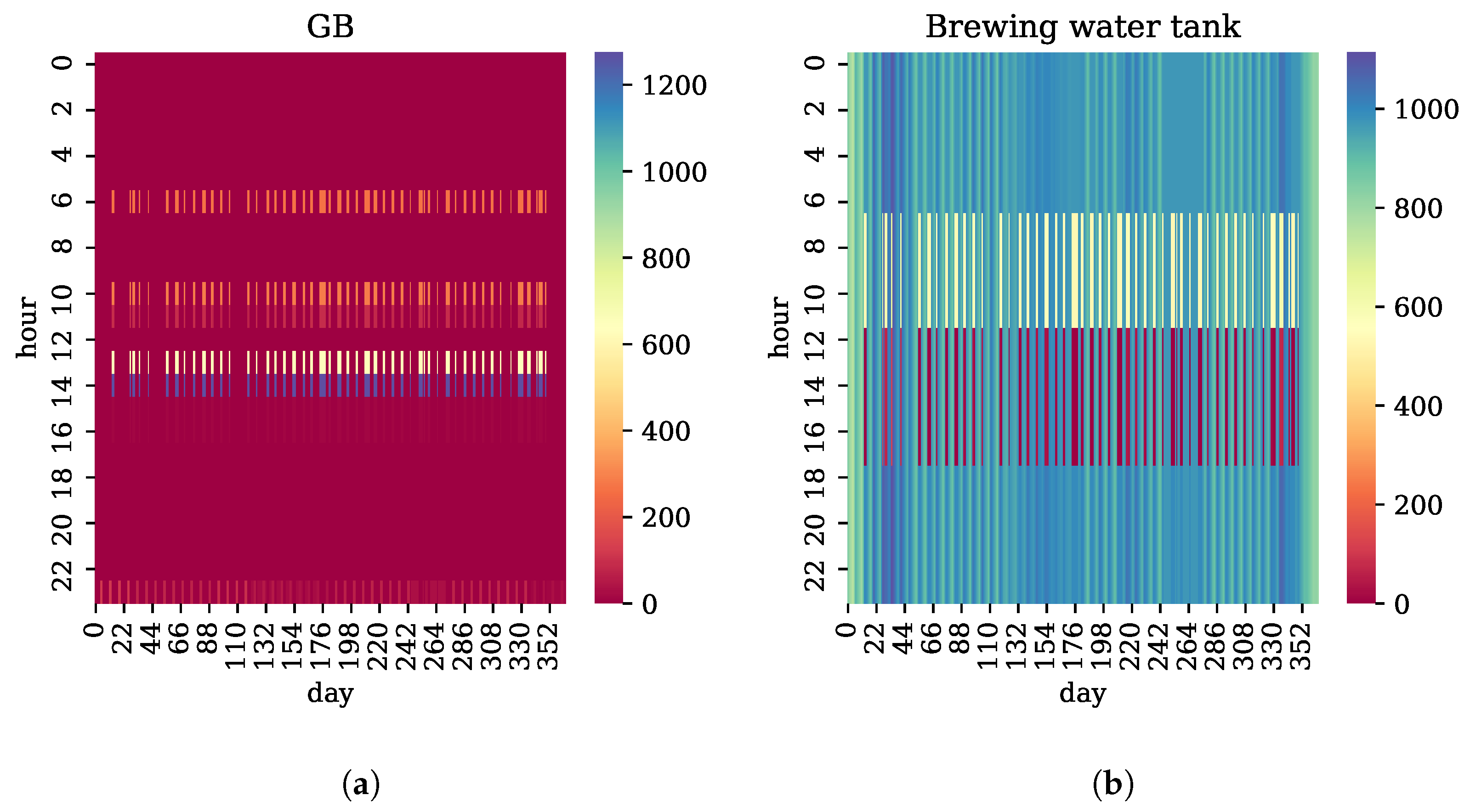
Heat loads of the GB and energy content of the brewing water tank are depicted in
Figure 12 as heat maps. The GB is sufficiently large to cover all heating requirements as they occur. Interestingly, the brewing water tank is starting to discharge at 6 a.m. from approximately 70% to 50% and is further discharged at 10 a.m. to 0%. In the afternoon around 5 p.m. it is charged up for the next brew day. The overall behavior remains the same for all scenarios but for Scenario 7 (fully decarbonized) where the brewing water tank completely unloads two hours earlier at 8 a.m.
In Scenarios 2–4 the design of the energy system is similar with only differences in unit sizing.
Figure 13 shows the energy flows for the optimal supply system in Scenario 2, which are very similar also in Scenarios 3 and 4. In addition to the already existing GB there is a relatively small EB with 25 kW nominal heat load (25 kW is the lower bound for the EB size); PV close to (Scenario 2) or at the capacity limit (Scenarios 3 and 4) of 600 m²; a very small steam storage of approximately 1 kWh, which is negligible; and an EES with 26 kWh capacity in Scenario 2 and 50 kWh capacity in Scenarios 3 and 4.
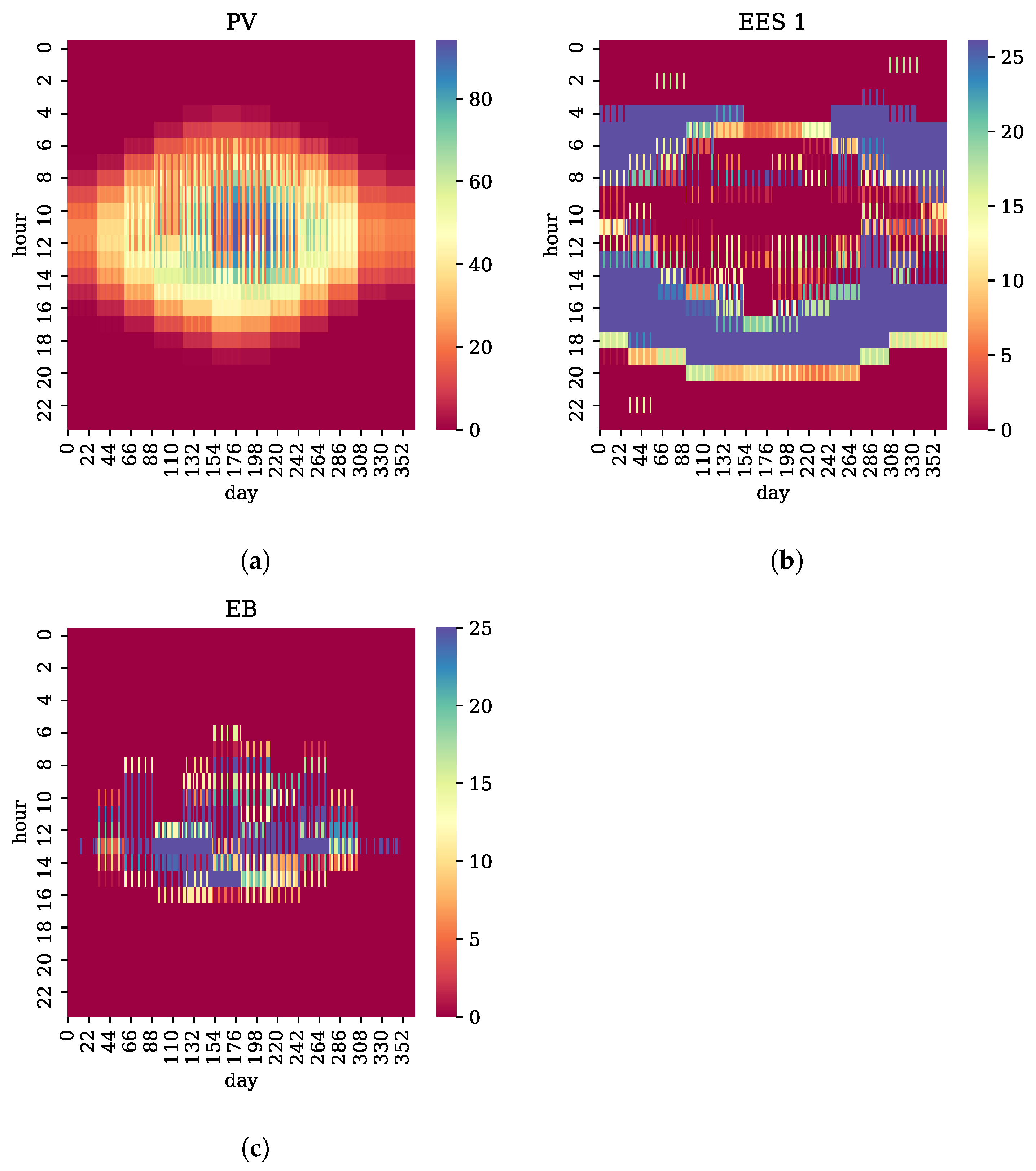
The capacity of the EES caps at 50 kWh since this was assumed to be the capacity limit for subsidies. A further increase in EES capacity would result in higher specific costs. The optimal operation and design of the EES is heavily depending on the energy prices and process scheduling as can be seen in
Figure 14b where operating characteristics are shown for Scenario 2. At around 3 a.m. when electricity is cheap, the EES is charged and discharges later on the same day when electricity is needed. PV (
Figure 14a) influences process scheduling as the electricity demand is shifted to the hours when PV has its highest yield. The EB (
Figure 14c) is also turned on when PV production is high.
With the introduction of an enforced CO
reduction in Scenarios 5–7, new units are introduced in the energy supply system. At a 25% reduction in Scenario 5, a water HP is included in the optimal system, while at a reduction of 50% (Scenario 6), the steam HP together with a much larger steam TES compared to Scenarios 2–4 are part of the optimal solution (
Figure 7). The energy flows and the configuration of the energy supply system of the fully decarbonized brewery in Scenario 7 are shown in
Figure 15. To completely substitute the GB both HP types in combination with TES on the three available temperature levels were used. The electricity purchased from the grid was increased by a factor of approximately 1.3 compared to the BAU case (Scenario 1) and by a factor of 2.6 compared to Scenario 2, where PV was already installed. Moreover, in the fully decarbonized Scenario 7 hot water at 90 °C was used to heat up the brewing water tank and the mash (see
Figure 9).
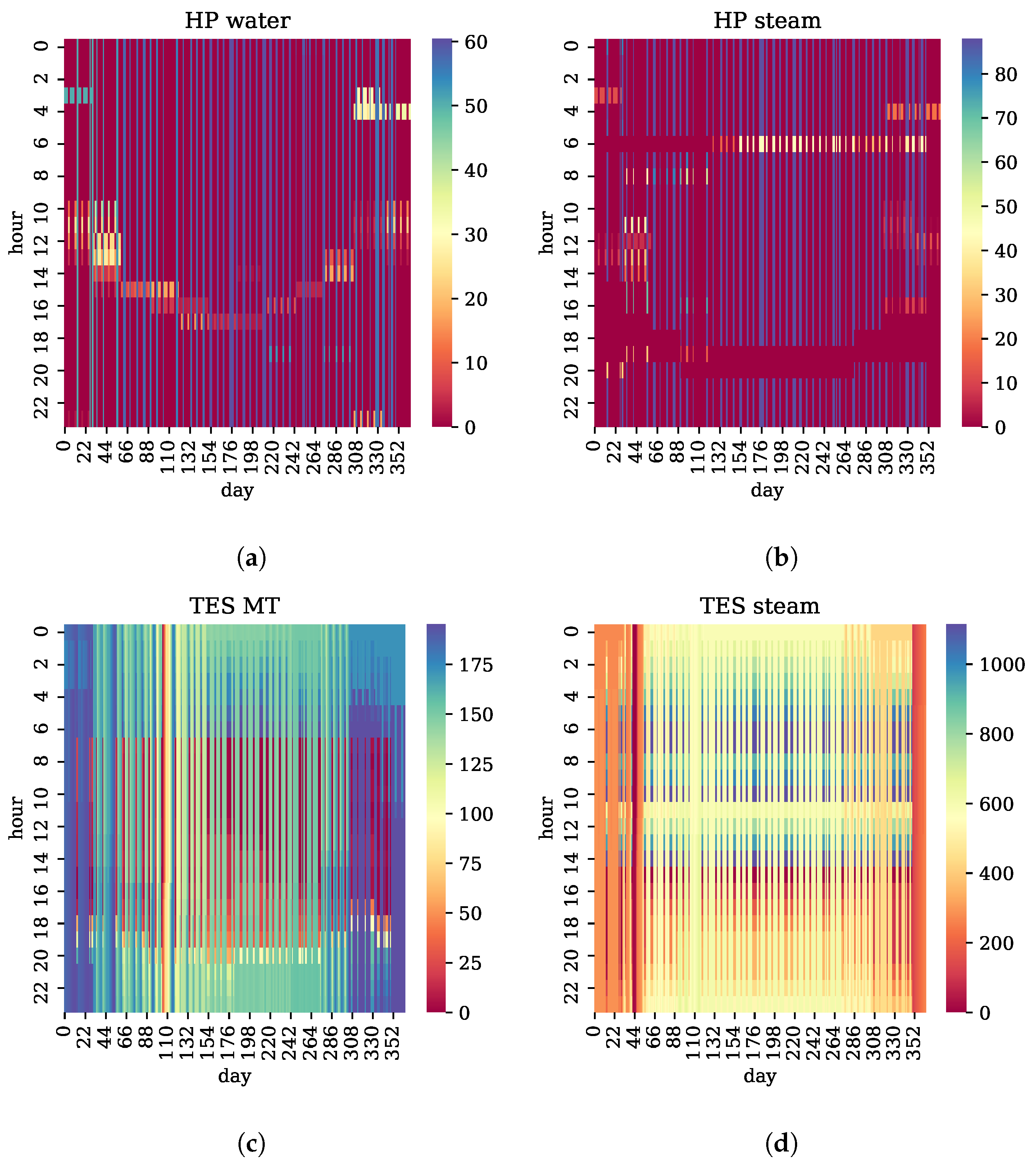
Figure 16 shows heat load profiles for both HPs and the SOC profiles for the medium temperature TES (TES MT) and the steam storage (TES steam). The storages are used for peak shaving to reduce the required sizes of the HPs and other supply units. During non-production days the medium temperature storage is kept at around 70% of its capacity while on brewing days it is fully loaded at night and unloaded at 6 a.m. when the production process starts and heat is required at 90 °C for mashing. At this time, the steam HP is running at part-load or is even turned off. The steam storage shows a similar behavior. On non-production days it is kept on approximately 50% and starts loading at night (around 1 a.m.) and, with varying SOC, satisfies steam demands until 2 p.m., when the storage is completely empty and starts loading to its initial conditions.
The utilization of the CIP tank as a buffer storage for heat supply depends on the implemented decarbonization measures. In the BAU case (Scenario 1), the CIP tank is heated at the exact same time as cleaning is needed in the brewing process and thus potential buffering is not exploited. However, with increasing shares of volatile sources of energy like solar irradiation and the influence of electricity price fluctuations, the capability to act as a storage is increasingly exploited. In Scenario 2 the introduction of a PV system shows that in warm months the CIP tank is heated up on non-production days as cost-free energy is available (
Figure 17). Furthermore, as shown in
Figure 17b (Scenario 7) the CIP tank is heavily utilized for both inter- and intra-day storage.
The economic potentials for enforced decarbonization rates were also evaluated for the time periods 2025–2030 and 2030–2035. For this purpose Scenarios 2 (no decarbonization enforced), 5 (25% decarbonization), 6 (50% decarbonizaiton), 7 (100% decarbonization), and 8 (no decarbonizaiton enforced, GB reached end of life), which are all based on conditions for 2020–2025, were also optimized with the boundary conditions for 2025–2030 and 2030–2035 (see
Table 4).
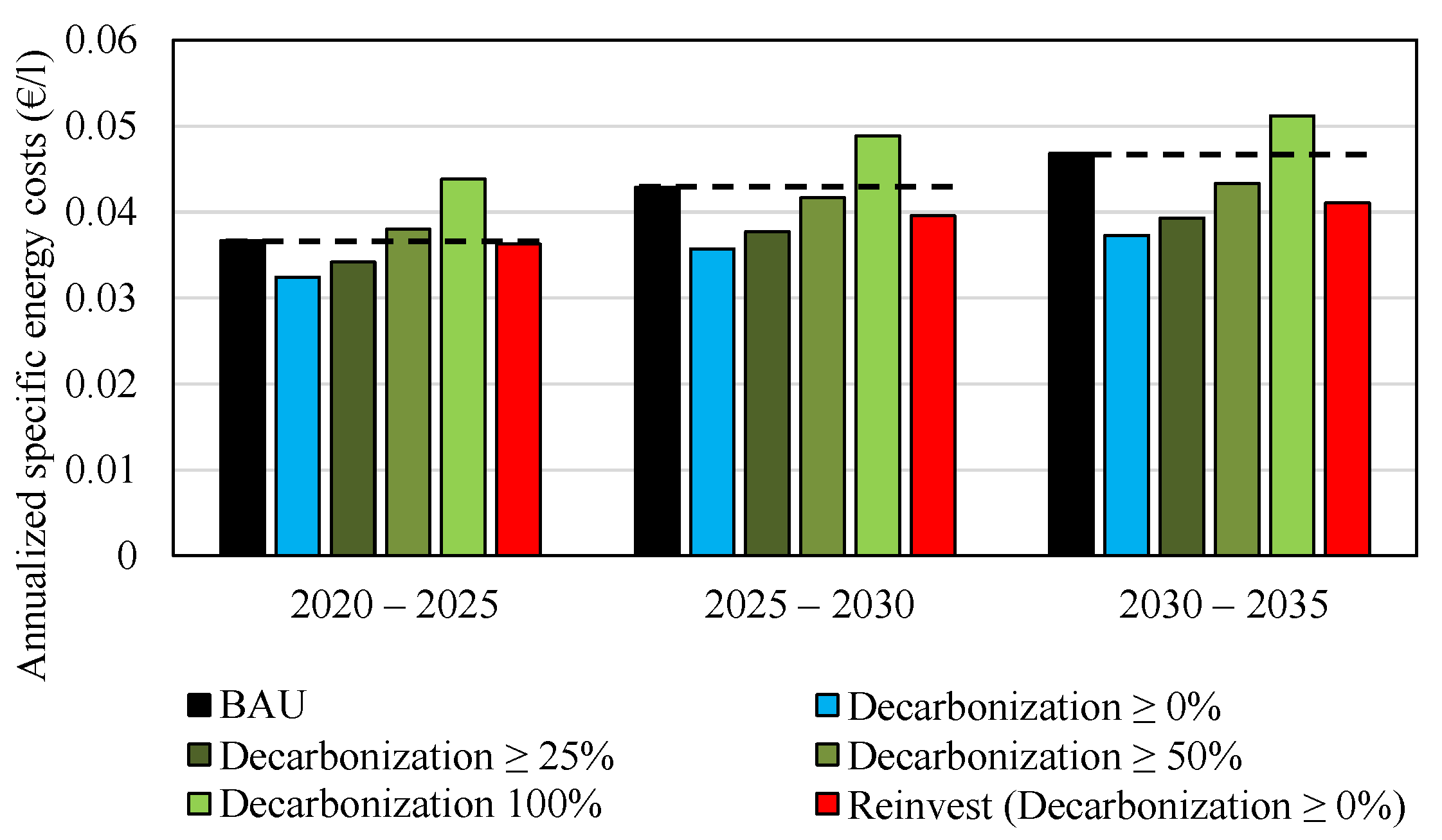
Figure 18 summarizes the annualized specific energy costs for beer production for all of these scenarios. Here, annualized specific energy costs are the production output specific total annual costs for energy purchase and annualized investment costs for new energy supply units. The reference for each time period is the expected annualized specific energy costs in the BAU case (dashed lines). For the period 2020–2025 enforcing a 50% reduction in carbon emissions results in an increase in specific energy costs of 3.6%. This shows that even ambitious decarbonization targets of 50% do not result in significant cost premiums, even under current boundary conditions. For the periods 2025–2030 and 2030–2035, solutions with a 50% reduction in CO
emissions even have lower annualized specific energy costs compared to the BAU case.
Cost-optimization without enforced emission reduction (Decarbonization ≥ 0) realizes CO reductions of around 6% for the 2020–2025 period with the integration of PV (580 m²), EB (25 kW) and EES (26 kWh). For the 2025–2030 and 2030–2035 periods, no further reduction in emissions was realized. However, cost reductions of 11.6 %, 16.6%, and 20.4% can be realized for the periods 2020–2025, 2025–2030, and 2030–2035, respectively.
These results show that for purely cost-driven optimization, increasing energy and especially CO costs for future scenarios do not lead to significant reductions in emissions even with the relatively long depreciation period of 10 years for investments. However, the results also show that the results for progressive decarbonization rates of 50% and above will compare favorably with the BAU case in terms of annualized energy costs.
5. Conclusions
This article presented a combined method for the optimization of industrial energy systems applied to the use case of a small brewery. The approach simultaneously considered synthesis of the energy supply system and optimization of the heat recovery system and the production schedule and was shown to be suitable to address the process specifics of the underlying case study. Limitations arise with the temporal discretization of hot and cold stream activity as only multiples of the selected interval duration can be considered. Even though the model complexity was acceptable for the small-scale brewery considered in this work, scale-up to more complex industrial energy systems with a large number of heating and cooling requirements and production of multiple batches per day is yet to be examined in future work.
The brewing process under consideration requires electricity supplied by the grid and heat generated by a GB. In the present study, different scenarios considering trends for energy markets and technological developments for the period between 2020 and 2035 were investigated. In the 2020–2025 period, the solution of the purely cost-driven scenario suggests implementing PV, a small EB, and an EES. With increasing energy costs and CO prices, this system combination becomes even more favorable compared to the current energy system in terms of energy costs. However, cost optimization without enforced decarbonization rate results in a mere CO reduction of around 6% as PV substitutes electricity purchase from the grid already assumed to be CO neutral. Optimization of an end-of-life scenario for the GB, which corresponds to a greenfield scenario, leads to the implementation of an additional steam storage but does not change the fact that other potentially renewable supply units like HP are too expensive to be chosen over the GB. However, enforcing decarbonization rates of 25% for the 2020–2025 period results in the implementation of renewable supply units that can match the energy costs of the current energy system. In the 2025–2030 and 2030–2035 periods, enforcing decarbonization rates of 50% and above results in lower costs compared to the current system. In the 2030–2035 period, the gap between the energy costs with the current system and the fully decarbonized energy supply is nearly gone.
Throughout the analysis of the results it became apparent that the current node-based model structure of the energy supply system causes difficulties for interpretation of resulting operation patterns. Here a one-to-one connection between the different units in the energy supply system could facilitate understanding of the system behavior.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

















