
Pyrolysis and Volatile Evolution Behaviors of Cold-Rolling Oily Sludge

_Xu.png)

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. TG-FTIR Analysis
2.3. Kinetic Analysis Theory
2.4. Py-GC/MS Experiments
3. Results and Discussion
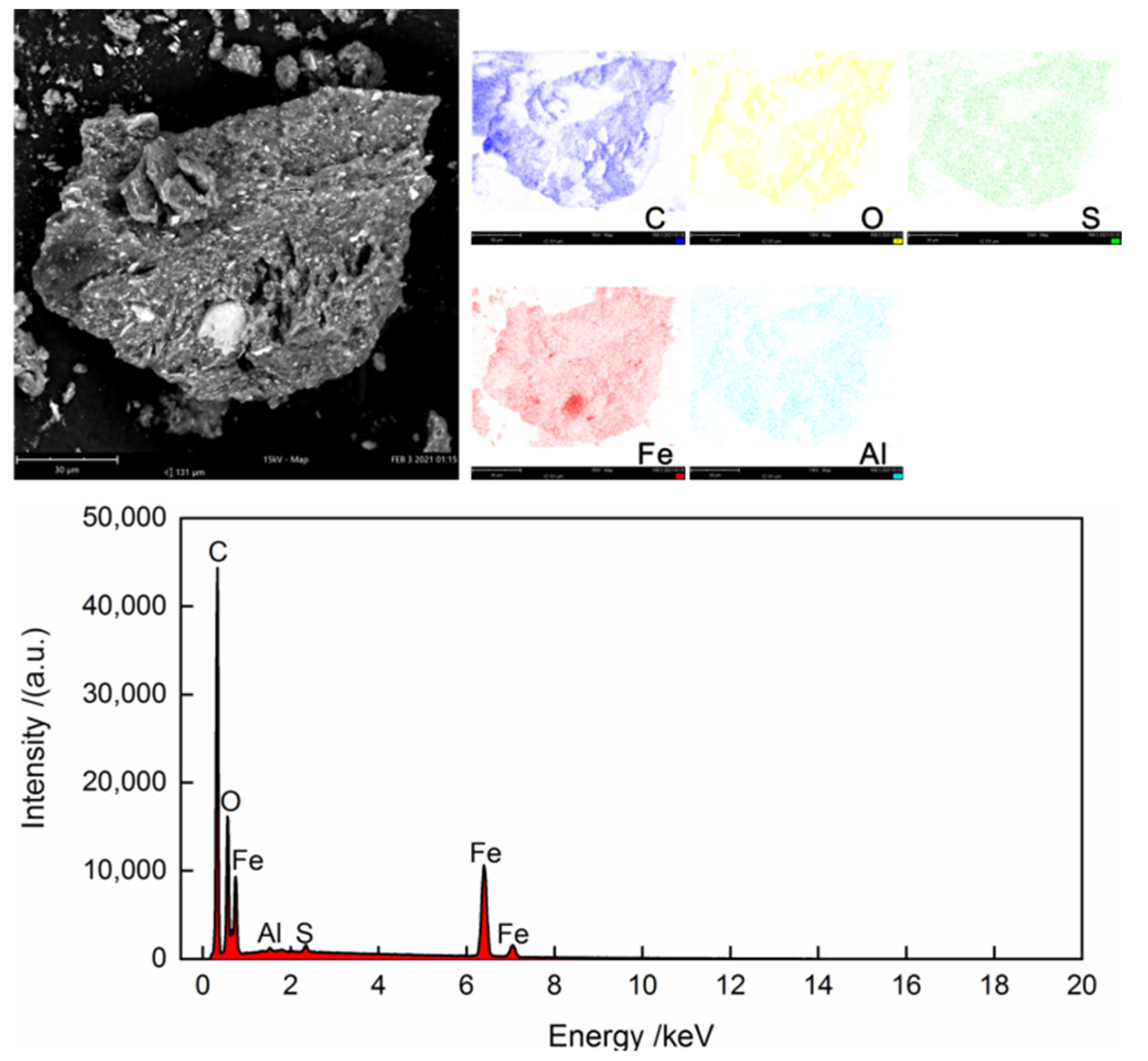
3.1. Characterization of Cold-Rolling Oily Sludge
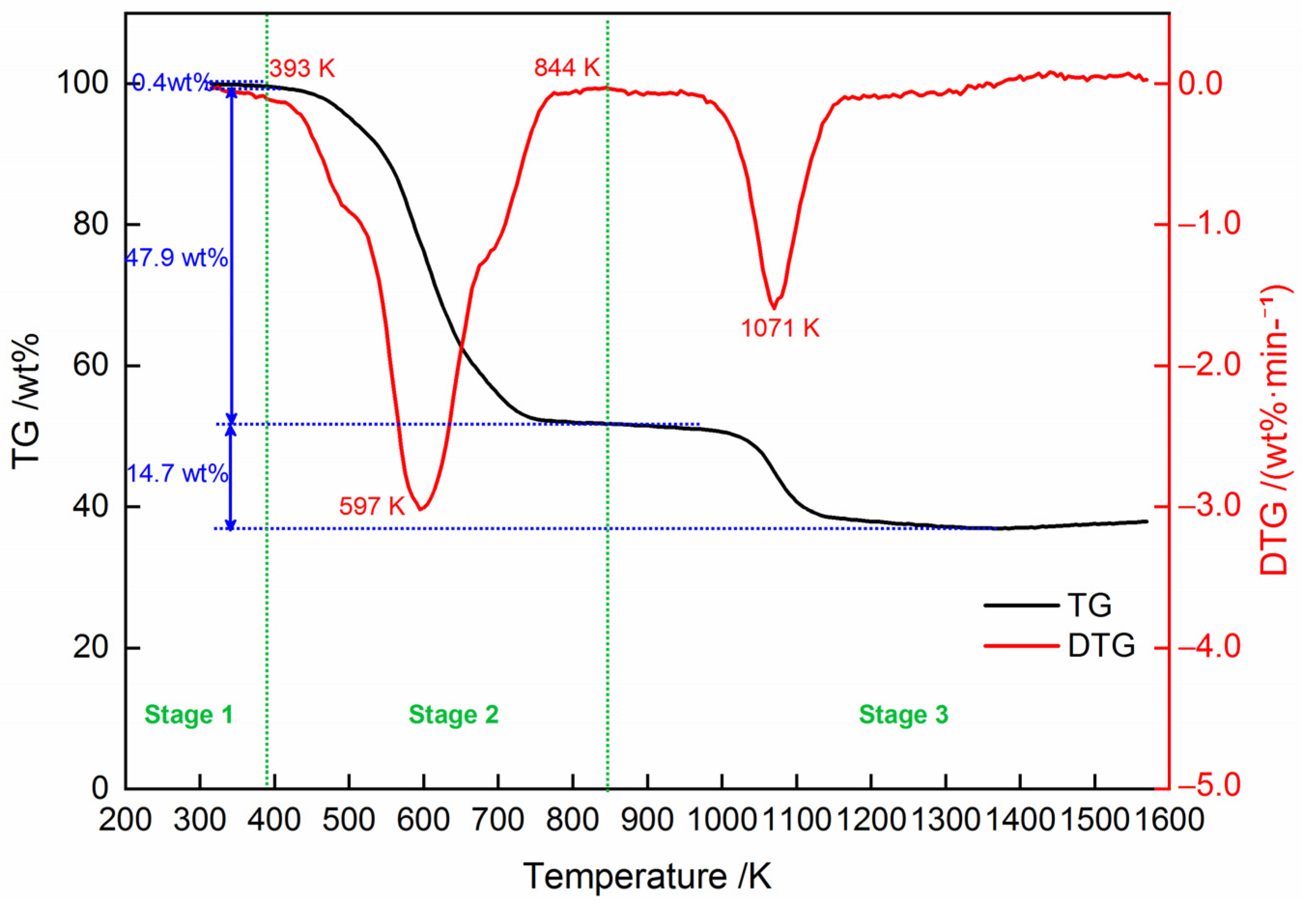
3.2. Pyrolysis Behavior of Cold-Rolling Oily Sludge
3.3. Kinetic Analysis
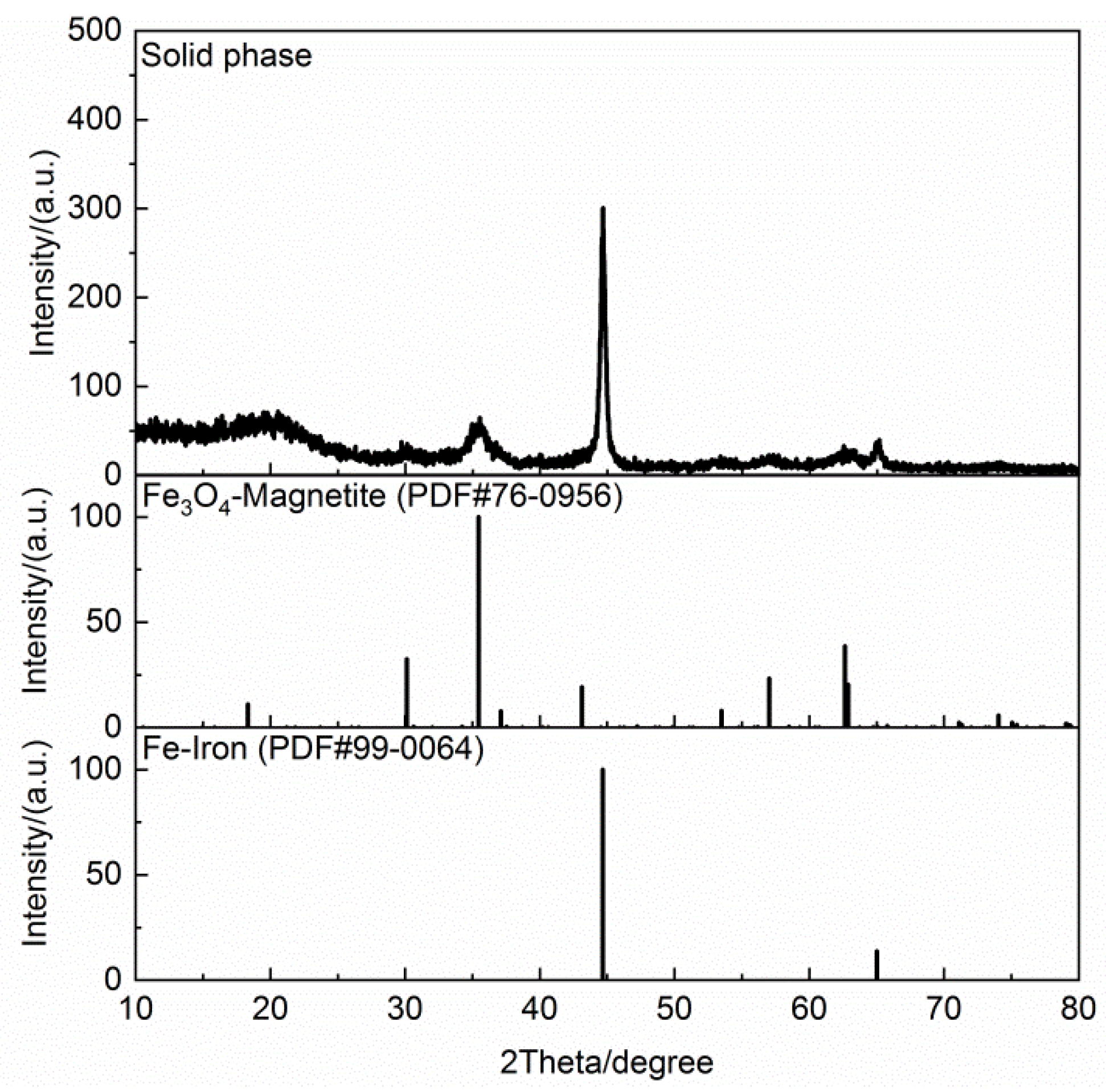
3.4. Compositions of the Solid Residue Generated during Oily Sludge Pyrolysis
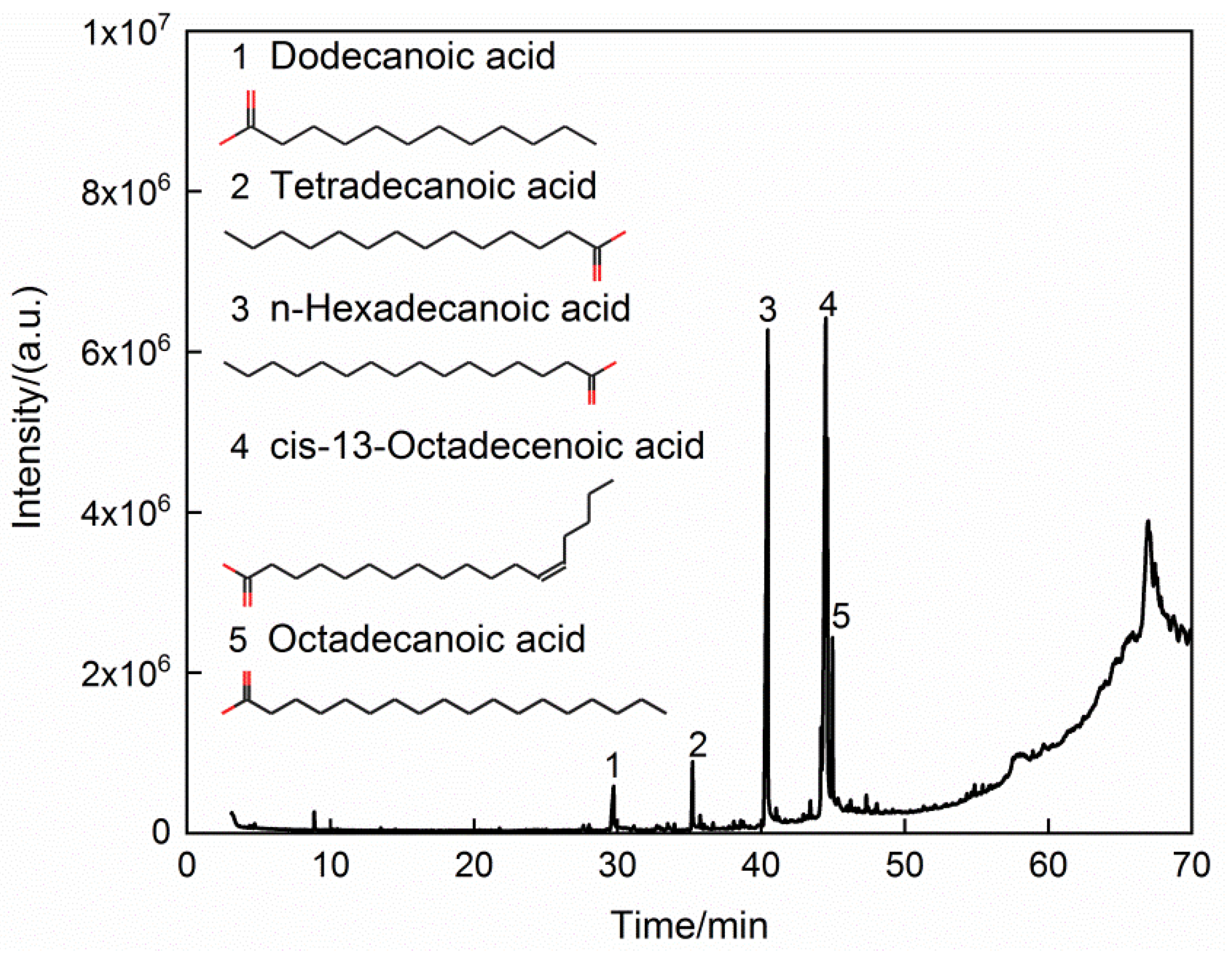
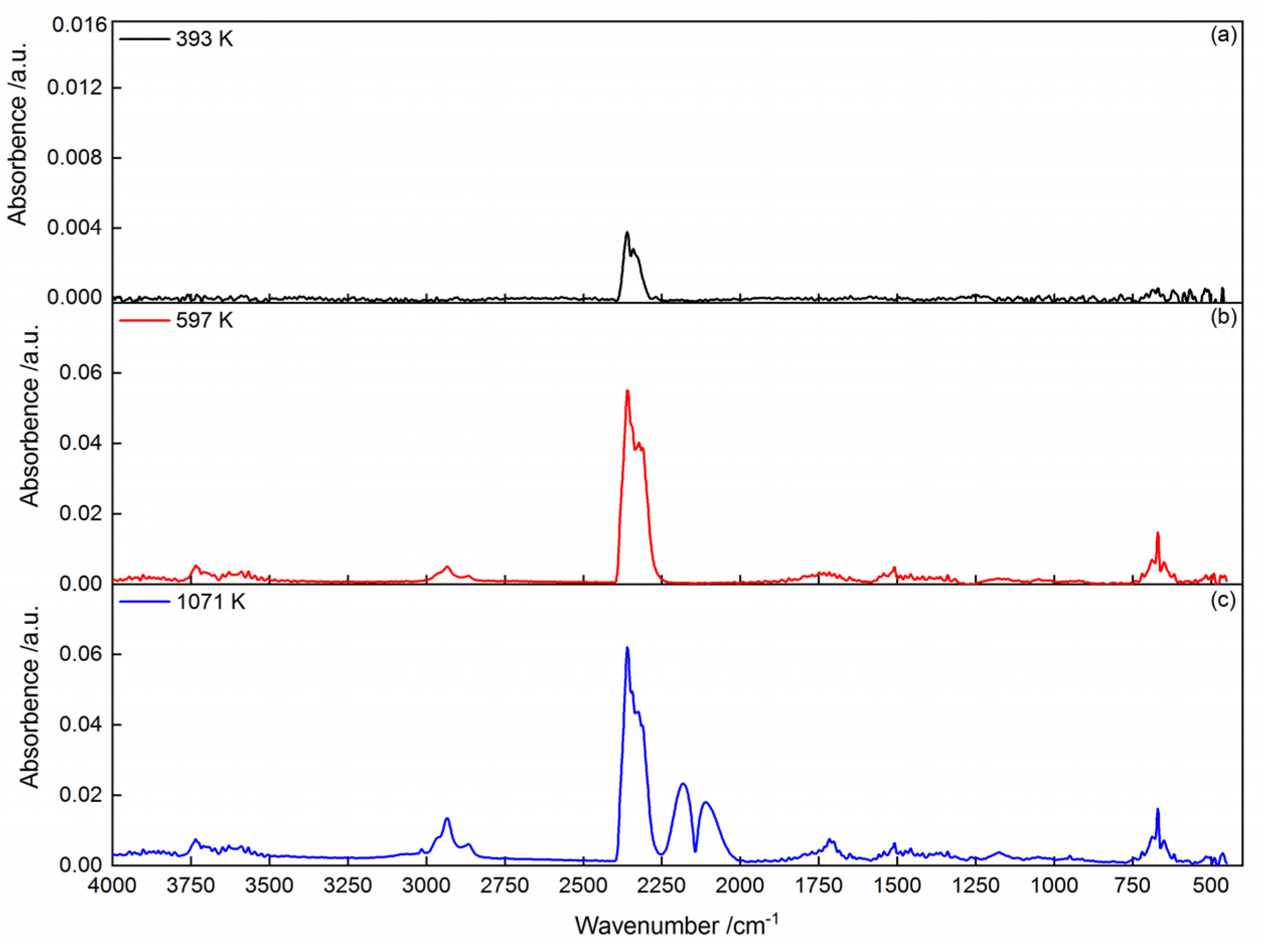
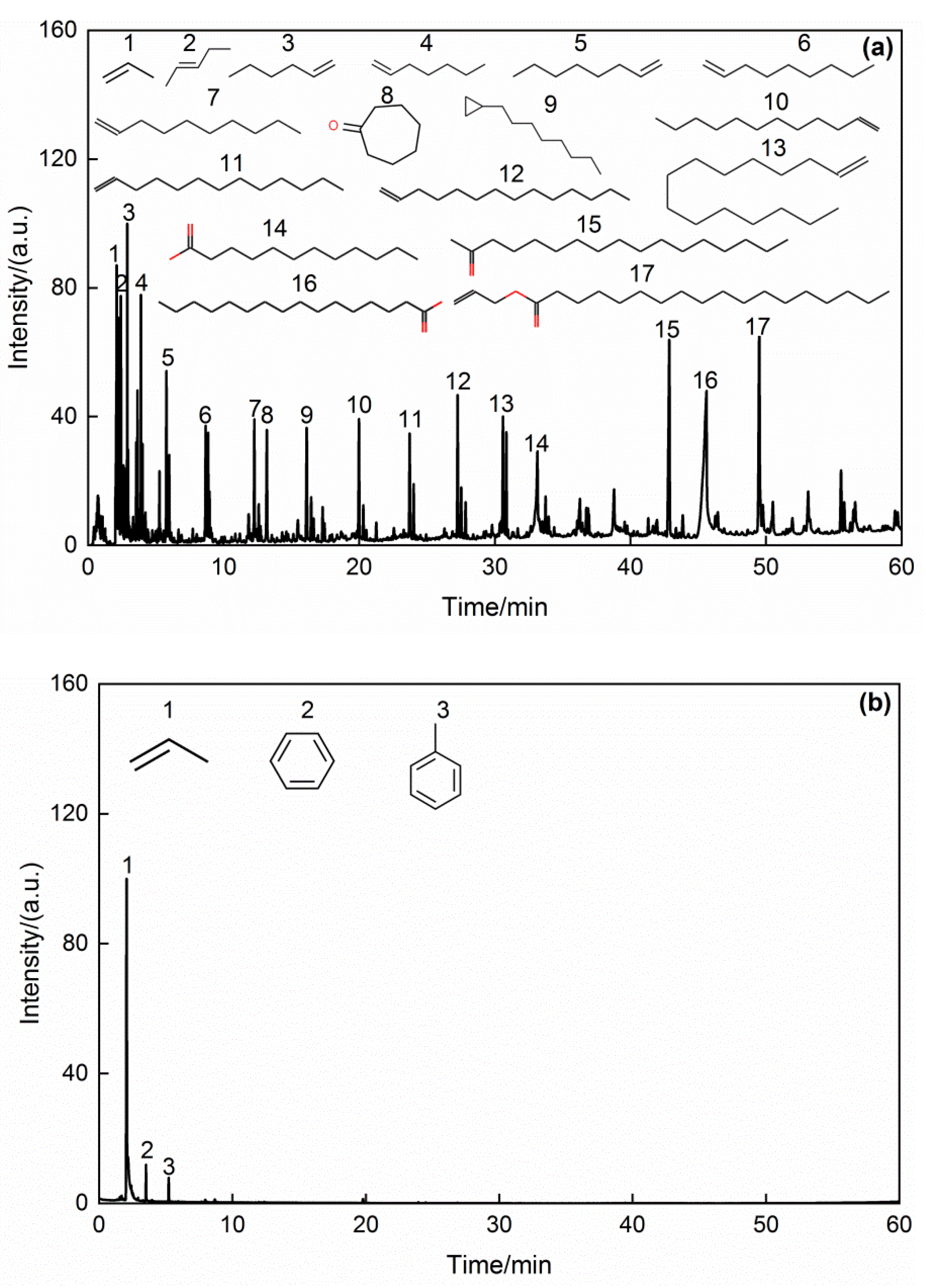
3.5. Compositions of Volatile Products Generated during Oily Sludge Pyrolysis
4. Conclusions
- (1)
- The pyrolysis process of cold-rolling oily sludge can be divided into three stages and the weight loss was 0.4 wt % at low temperatures (below 393 K), 47.9 wt % at medium temperatures (393–844 K), and 14.7 wt % at high temperatures (844–1173 K).
- (2)
- H2O was evaporated and CO2 was desorbed in the first stage; the low-molecular-weight components of aliphatic hydrocarbons and nitrogen compounds were volatilized and the C=C, C-O, and C-H bonds in the fatty acids broken in the second stage; and the heavy organics cracked to form aliphatic hydrocarbons, monocyclic aromatic hydrocarbons, and CO, and iron oxides were reduced by CO in the third stage. Stages 2 and 3 of the pyrolysis process could be described by the second-order and third-order reaction models, with the activation energies of 40.22 kJ/mol and 214.99 kJ/mol, respectively.
- (3)
- The volatile products mainly consist of aliphatic hydrocarbons (C3–C15), fatty acids, esters, ketones, and nitrogen compounds in the second stage, and predominantly aliphatic hydrocarbons, monocyclic aromatic hydrocarbons, and small amounts of nitrogen compounds and CO in the third stage. The volatile products could be used as basic raw materials for petrochemicals and fuels. The solid residue could be directly returned to iron ore sintering and EAF steelmaking, or iron metal could be separated as a raw material for the production of magnetic materials.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Biswal, B.K.; Tiwari, S.N.; Mukherji, S. Biodegradation of oil in oily sludges from steel mills. Bioresour. Technol. 2009, 100, 1700–1703. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Que, Z.; Ai, X.; Zou, W.; Deng, T.; Shi, J. Study on three-phase ratio and composition of rolling-steel oily sludge. Energy Res. Manag. 2021, 8, 97–101. [Google Scholar] [CrossRef]
- Iluţiu-Varvara, D.-A.; Aciu, C.; Pică, E.M.; Sava, C. Research on the chemical characterization of the oily mill scale for natural resources conservation. Procedia Eng. 2017, 181, 439–443. [Google Scholar] [CrossRef]
- Fuentes, S.; Barra, B.; Caporaso, J.G.; Seeger, M. From rare to dominant: A fine-tuned soil bacterial bloom during petroleum hydrocarbon bioremediation. Appl. Environ. Microbiol. 2016, 82, 888–896. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Taheri, A.; Taheri, A.; Fathivand, A.A.; Mansouri, N. Risk assessment of naturally occurring radioactive materials (NORM) in the hydrocarbon sludge extracted from the south pars gas field in Iran. Process Saf. Environ. Prot. 2019, 125, 102–120. [Google Scholar] [CrossRef]
- Teng, Q.; Zhang, D.; Yang, C. A review of the application of different treatment processes for oily sludge. Environ. Sci. Pollut. Res. 2021, 28, 121–132. [Google Scholar] [CrossRef]
- Obi, L.; Atagana, H.; Adeleke, R.; Maila, M.; Bamuza-Pemu, E. Potential microbial drivers of biodegradation of polycyclic aromatic hydrocarbons in crude oil sludge using a composting technique. J. Chem. Technol. Biotechnol. 2020, 95, 1569–1579. [Google Scholar] [CrossRef]
- Luo, X.; Gong, H.; He, Z.; Zhang, P.; He, L. Research on mechanism and characteristics of oil recovery from oily sludge in ultrasonic fields. J. Hazard. Mater. 2020, 399, 123137. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, S.; Tian, J.; Pan, D.; Liu, Y.; Volinsky, A.A. Recycle of valuable products from oily cold rolling mill sludge. Int. J. Miner. Metall. Mater. 2013, 20, 941–946. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, S.; Tian, J.; Pan, D.; Meng, L.; Liu, Y. New technology for recyclingmaterials from oily cold rollingmill sludge. Int. J. Miner. Metall. Mater. 2013, 20, 1141–1147. [Google Scholar] [CrossRef]
- Hu, G.; Feng, H.; He, P.; Li, J.; Hewage, K.; Sadiq, R. Comparative life-cycle assessment of traditional and emerging oily sludge treatment approaches. J. Clean. Prod. 2020, 251, 119594. [Google Scholar] [CrossRef]
- Gong, Z.; Liu, L.; Zhang, H.; Wang, Z.; Wu, J.; Guo, Y.; Zhang, J. Study on the migration characteristics of As, Pb, and Ni during oily sludge incineration with CaO additive. Energy Fuels 2020, 34, 16341–16349. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, L.; Gong, Z.; Zhang, H.; Wu, J. Study on the ecological risk of heavy metals during oily sludge incineration with CaO additive. J. Environ. Sci. Health Part A 2021, 56, 797–803. [Google Scholar] [CrossRef] [PubMed]
- Li, C.T.; Lee, W.J.; Mi, H.H.; Su, C.C. PAH emission from the incineration of waste oily sludge and PE plastic mixtures. Sci. Total Environ. 1995, 170, 171–183. [Google Scholar] [CrossRef]
- Zhao, R.; Qin, J.; Chen, T.; Wang, L.; Wu, J. Experimental study on co-combustion of low rank coal semicoke and oil sludge by TG-FTIR. Waste Manag. 2020, 116, 91–99. [Google Scholar] [CrossRef]
- Shatokha, V.I.; Gogenko, O.O.; Kripak, S.M. Utilising of the oiled rolling mills scale in iron ore sintering process. Resour. Conserv. Recycl. 2011, 55, 435–440. [Google Scholar] [CrossRef]
- Zhao, H.; Zhong, W.; Zhou, G.; Shao, Y.; Wang, T.; Liu, F.; Jin, B.S. Experimental research on utilization of steel rolling sludge in sintering process. Int. J. Chem. Reactor Eng. 2013, 11, 283–291. [Google Scholar] [CrossRef]
- Wang, Y.; Zou, C.; Li, J.; Liu, Z.; Zhao, J.; Wang, W. Combustion performance of blast furnace pulverizedcoal mixed with metallurgical sludge. Iron Steel 2021, 55, 115–122. [Google Scholar] [CrossRef]
- Jian, L.; Xiaoming, M.; Desheng, H. Foundational research on the treatment of oily sludge by coking process. Baosteel Technol. 2018, 2, 39–45. [Google Scholar] [CrossRef]
- Parka, J.W.; Ahna, J.C.; Songa, H.; Parka, K.; Shina, H.; Shu, A.J. Reduction characteristics of oily hot rolling mill sludge by direct reduced iron method. Resour. Conserv. Recycl. 2002, 34, 129–140. [Google Scholar] [CrossRef]
- Martín, M.I.; López, F.A.; Torralba, J.M. Production of sponge iron powder by reduction of rolling mill scale. Ironmak. Steelmak. 2013, 39, 155–162. [Google Scholar] [CrossRef] [Green Version]
- Song, Q.; Zhao, H.; Jia, J.; Zhang, F.; Wang, Z.; Lv, W.; Yang, L.; Zhang, W.; Zhang, Y.; Shu, X. Characterization of the products obtained by pyrolysis of oil sludge with steel slag in a continuous pyrolysis-magnetic separation reactor. Fuel 2019, 255, 115711. [Google Scholar] [CrossRef]
- Wang, Z.; Gong, Z.; Wang, Z.; Li, X.; Chu, Z. Application and development of pyrolysis technology in petroleum oily sludge treatment. Environ. Eng. Res. 2020, 26, 190460. [Google Scholar] [CrossRef]
- Qin, L.; Han, J.; He, X.; Zhan, Y.; Yu, F. Recovery of energy and iron from oily sludge pyrolysis in a fluidized bed reactor. J. Environ. Manag. 2015, 154, 177–182. [Google Scholar] [CrossRef] [PubMed]
- Liang, Q.; Han, D.; Cao, Z.; Du, J. Studies on kinetic and reaction mechanism of oil rolling sludge under a wide temperature range. Energy Sources Part A 2021. [Google Scholar] [CrossRef]
- Lu, W.; He, P.; Shao, L.; Zhang, H. Pyrolysis of rolling oil sludge and its kinetic analysis. China Environ. Sci. 2017, 37, 1024–1030. [Google Scholar] [CrossRef]
- Nie, F.; Li, Y.; Tong, K.; Wu, B.; Zhang, M.; Ren, W.; Xie, S.; Li, X. Volatile evolution during thermal treatment of oily sludge from a petroleum refinery wastewater treatment Plant: TGA-MS, Py-GC(EGA)/MS and kinetics study. Fuel 2020, 278, 118332. [Google Scholar] [CrossRef]
- Chen, C.; Ma, X.; He, Y. Co-pyrolysis characteristics of microalgae Chlorella vulgaris and coal through TGA. Bioresour. Technol. 2012, 117, 264–273. [Google Scholar] [CrossRef]
- Chen, J.; Mu, L.; Jiang, B.; Yin, H.; Song, X.; Li, A. TG/DSC-FTIR and Py-GC investigation on pyrolysis characteristics of petrochemical wastewater sludge. Bioresour. Technol. 2015, 192, 1–10. [Google Scholar] [CrossRef]
- Song, W.; Liu, J.; Nie, Y. Pyrolysis behaviors of oil sludge based on TG/FTIR and PY-GC/MS. Front. Environ. Sci. Eng. China 2010, 4, 59–64. [Google Scholar] [CrossRef]
- Yu, G.; Chen, D.; Arena, U.; Huang, Z.; Dai, X. Reforming sewage sludge pyrolysis volatile with Fe-embedded char: Minimization of liquid product yield. Waste Manag. 2018, 73, 464–475. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanism Model | Symbol | f(α) | G(α) |
|---|---|---|---|
| Chemical reaction | |||
| First-order | |||
| Second-order | |||
| Third-order | |||
| Diffusion | |||
| One-way transport | |||
| Two-way transport | |||
| Three-way transport | |||
| Ginstling–Brounshtein equation | |||
| Random nucleation growth | |||
| 1.5-dimensional | |||
| Two-dimensional | |||
| Three-dimensional | |||
| Limiting surface reaction | |||
| One dimension | 1 | ||
| Two dimensions | |||
| Three dimensions | |||
| Proximate Analysis (wt %) | Ultimate Analysis (wt %) | |||||
|---|---|---|---|---|---|---|
| Moisture | Volatile | Fixed Carbon + Ash 1 | C | H | N | S |
| 1.63 | 62.33 | 36.04 | 41.36 | 6.13 | 0.14 | 0.49 |
| Fe | O 1 | Cl | S | Cu | Ni | Cr | As | Si |
| 66.089 | 29.673 | 2.684 | 0.507 | 0.154 | 0.148 | 0.131 | 0.120 | 0.110 |
| Mn | Al | Ca | P | Zn | Mo | Br | Ge | |
| 0.109 | 0.064 | 0.055 | 0.054 | 0.049 | 0.022 | 0.016 | 0.015 | |
| Name of Compounds | RT /min | Formula | Area /% |
|---|---|---|---|
| Aliphatic hydrocarbons | |||
| 2,6-Octadiene, 2,4-dimethyl- | 3.113 | C10H18 | 0.137 |
| Cetene | 27.612 | C16H32 | 0.158 |
| Cyclohexane, ethenyl- | 46.232 | C8H14 | 0.212 |
| Sub Total | 0.507 | ||
| Fatty acids | |||
| Dodecanoic acid | 29.717 | C12H24O2 | 2.591 |
| Tetradecanoic acid | 35.217 | C14H28O2 | 2.209 |
| n-Hexadecanoic acid | 40.457 | C16H32O2 | 33.364 |
| cis-13-Octadecenoic acid | 44.499 | C18H34O2 | 27.384 |
| cis-13-Octadecenoic acid | 44.605 | C18H34O2 | 12.433 |
| Octadecanoic acid | 44.966 | C18H36O2 | 4.791 |
| Sub Total | 82.772 | ||
| Esters | |||
| Adipic acid, ethyl 4-heptyl ester | 29.726 | C15H28O4 | 0.406 |
| cis-3-Nonen-1-ol, 2-methylpropionate | 31.121 | C13H24O2 | 0.103 |
| Phosphonofluoridic acid, ethyl-, decyl ester | 35.747 | C12H26FO2P | 0.135 |
| Hexadecanoic acid, ethyl ester | 41.036 | C18H36O2 | 0.214 |
| 4-[N’-(4-Methoxy-benzoyl)-hydrazino]-4-oxo-butyric acid methyl ester | 44.506 | C13H16N2O5 | 0.398 |
| Phosphoric acid, tris(4-methylphenyl) ester | 54.318 | C21H21O4P | 0.103 |
| Phosphoric acid, tris(4-methylphenyl) ester | 54.869 | C21H21O4P | 0.269 |
| Phosphoric acid, tris(4-methylphenyl) ester | 55.425 | C21H21O4P | 0.162 |
| Sub Total | 1.791 | ||
| Ketones | |||
| Pentadecanal- | 33.951 | C15H30O | 0.127 |
| Pentadecanal- | 36.640 | C15H30O | 0.126 |
| 2(3H)-Furanone, 5-dodecyldihydro- | 43.415 | C16H30O2 | 0.378 |
| 2-Heptyne-4-one | 45.367 | C7H10O | 0.110 |
| Sub Total | 0.742 | ||
| Aldehydes | |||
| (Z)-Undec-6-en-2-one | 38.089 | C11H20O | 0.102 |
| 10-Undecenal | 38.572 | C11H20O | 0.139 |
| Sub Total | 0.241 | ||
| Nitrogen compounds | |||
| 1-Ethanone, 2-[(2-hydroxyphenyl)imino]-1,2-diphenyl- | 40.444 | C20H15NO2 | 0.391 |
| Phenol, 4-bromo-2-nitro- | 44.174 | C6H4BrNO3 | 0.884 |
| 2-Amino-4-hydroxy-6-methylpyrimidine | 44.485 | C5H7N3O | 5.716 |
| Pyrazolo[1,5-a]pyrimidine, 2-methyl-7-phenyl- | 44.616 | C13H11N3 | 0.139 |
| 1-(Prop-2-ynyl)-3,3-pentamethylenediaziridine | 47.316 | C9H14N2 | 0.344 |
| Urea, 1-[2-(2-methyl-1H-indol-3-yl)ethyl]-3-propyl- | 48.064 | C15H21N3O | 0.169 |
| Sub Total | 8.021 | ||
| Sulfur compounds | |||
| 2-Heptanethiol, 2-methyl- | 8.865 | C8H18S | 0.415 |
| Disulfide, bis(1,1,3,3-tetramethylbutyl) | 35.743 | C16H34S2 | 0.254 |
| Sub Total | 0.669 | ||
| Unresolved Area | 5.236 | ||
| Total | 100.00 |
| Species | Absorption (cm−1) | Functional Groups | Vibrations |
|---|---|---|---|
| H2O | 4000–3400 cm−1 | O-H | Stretching |
| 2000–1200 cm−1 | O-H | In-plane bending | |
| CO2 | 2400–2230 cm−1 | C=O | Stretching |
| 667 cm−1 | C=O | Out-plane bending | |
| CO | 2181 and 2116 cm−1 | C≡O | Stretching |
| Alkyl groups | 3000–2800 cm−1 | C-H | Stretching |
| Carboxylic acids | 3000–2800 cm−1 | C-H | Stretching |
| Esters | 1780–1640 cm−1 | C=O | Stretching |
| 1440–1375 cm−1 | O-H | In-plane bending | |
| 950–890 cm−1 | O-H | Out-plane bending | |
| 3000–2800 cm−1 | C-H | Stretching | |
| 1780–1640 cm−1 | C=O | Stretching |
| Model Symbol | Stage 2 | Stage 3 | ||||
|---|---|---|---|---|---|---|
| Ea (kJ/mol) | A (min−1) | R2 | Ea (kJ/mol) | A (min−1) | R2 | |
| 40.22 | 2.10 × 102 | 0.9786 | 138.61 | 2.71 × 105 | 0.8749 | |
| 66.35 | 2.57 × 105 | 0.9593 | 214.99 | 6.59 × 109 | 0.9498 | |
| 99.51 | 1.47 × 109 | 0.8795 | 311.82 | 1.97 × 1015 | 0.9253 | |
| 64.14 | 6.24 × 103 | 0.8863 | 218.72 | 3.33 × 108 | 0.7689 | |
| 69.69 | 1.43 × 104 | 0.9159 | 235.34 | 1.56 × 109 | 0.7996 | |
| 78.68 | 3.52 × 104 | 0.9560 | 261.87 | 1.16 × 1010 | 0.8448 | |
| 72.49 | 6.73 × 103 | 0.9301 | 243.63 | 1.04 × 109 | 0.8146 | |
| 23.62 | 5.86 × 100 | 0.9686 | 86.44 | 6.97 × 10−1 | 0.8579 | |
| 15.32 | 7.93 × 10 | 0.9530 | 60.36 | 3.13 × 10 | 0.8376 | |
| 7.02 | 7.57 × 102 | 0.8829 | 34.27 | 1.14 × 100 | 0.7843 | |
| 27.28 | 5.82 × 100 | 0.8392 | 100.41 | 1.45 × 103 | 0.7353 | |
| 32.31 | 1.25 × 10 | 0.9132 | 115.37 | 5.78 × 103 | 0.7985 | |
| 34.55 | 1.58 × 10 | 0.9379 | 121.98 | 9.53 × 103 | 0.8232 | |
| C | H | N | S |
|---|---|---|---|
| 2.51 | 0.00 | 0.00 | 1.53 |
| Fe | S | Si | Al | As | Cu | Ni | Co | Cr |
| 96.075 | 1.551 | 0.603 | 0.43 | 0.263 | 0.221 | 0.156 | 0.155 | 0.149 |
| Mn | P | Mo | K | Ti | Ge | Ca | Cl | |
| 0.136 | 0.108 | 0.037 | 0.033 | 0.028 | 0.023 | 0.018 | 0.014 | |
| Compounds | Aliphatic Hydrocarbons | Monocyclic Aromatic Hydrocarbons | Fatty Acids | Esters | Ketones | Aldehydes | Nitrogen Compounds | Others |
|---|---|---|---|---|---|---|---|---|
| Volatile products at 393–844 K | 37.133 | 2.912 | 11.684 | 7.346 | 11.327 | 1.050 | 9.028 | 19.520 |
| Volatile products at 844–1173 K | 49.780 | 34.627 | 0.000 | 0.000 | 1.211 | 2.123 | 5.431 | 4.861 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Que, Z.; Fu, Y.; Shi, J.; Ai, X.; Xu, C. Pyrolysis and Volatile Evolution Behaviors of Cold-Rolling Oily Sludge. Processes 2022, 10, 543. https://doi.org/10.3390/pr10030543
Que Z, Fu Y, Shi J, Ai X, Xu C. Pyrolysis and Volatile Evolution Behaviors of Cold-Rolling Oily Sludge. Processes. 2022; 10(3):543. https://doi.org/10.3390/pr10030543
Chicago/Turabian StyleQue, Zhigang, Yinxuan Fu, Jinming Shi, Xianbin Ai, and Chunbao Xu. 2022. "Pyrolysis and Volatile Evolution Behaviors of Cold-Rolling Oily Sludge" Processes 10, no. 3: 543. https://doi.org/10.3390/pr10030543
APA StyleQue, Z., Fu, Y., Shi, J., Ai, X., & Xu, C. (2022). Pyrolysis and Volatile Evolution Behaviors of Cold-Rolling Oily Sludge. Processes, 10(3), 543. https://doi.org/10.3390/pr10030543