

Generalized Mathematical Model of the Grain Drying Process


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
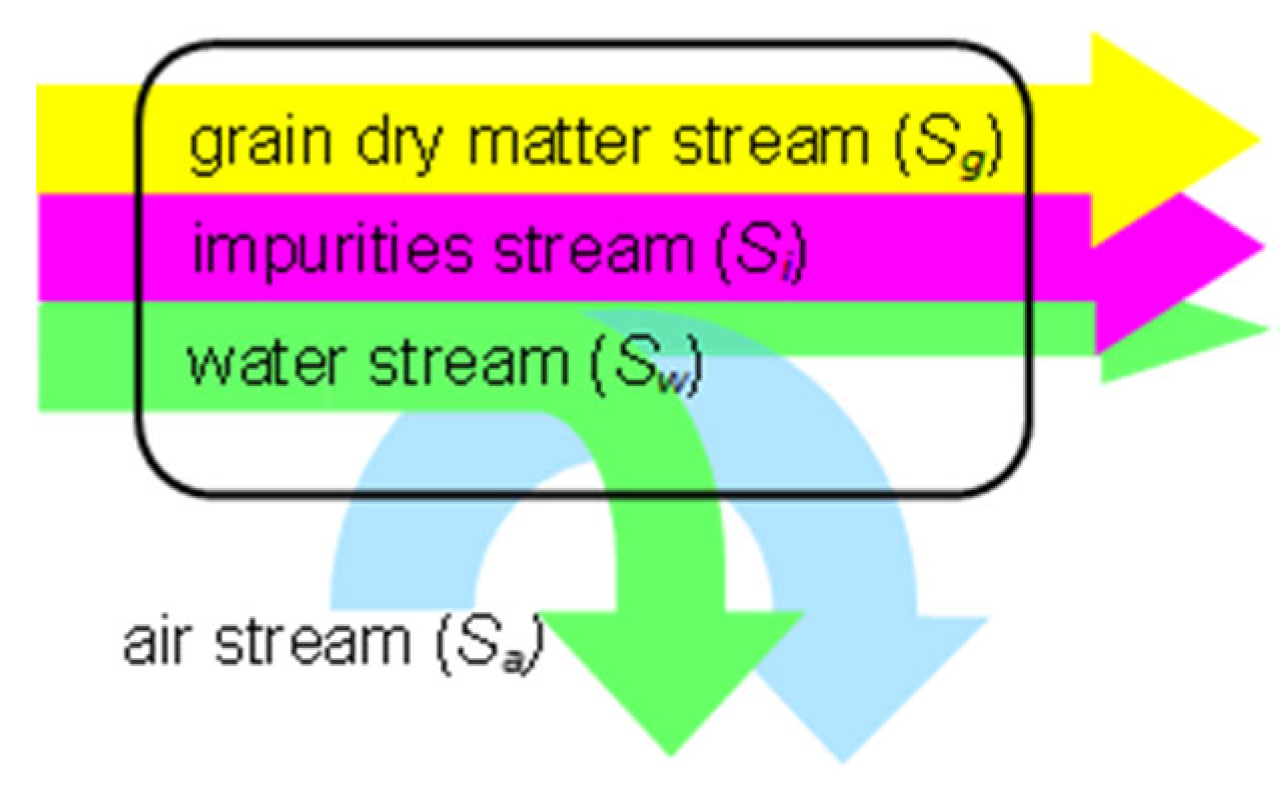
2. Generalized Mathematical Model of a Grain Dryer
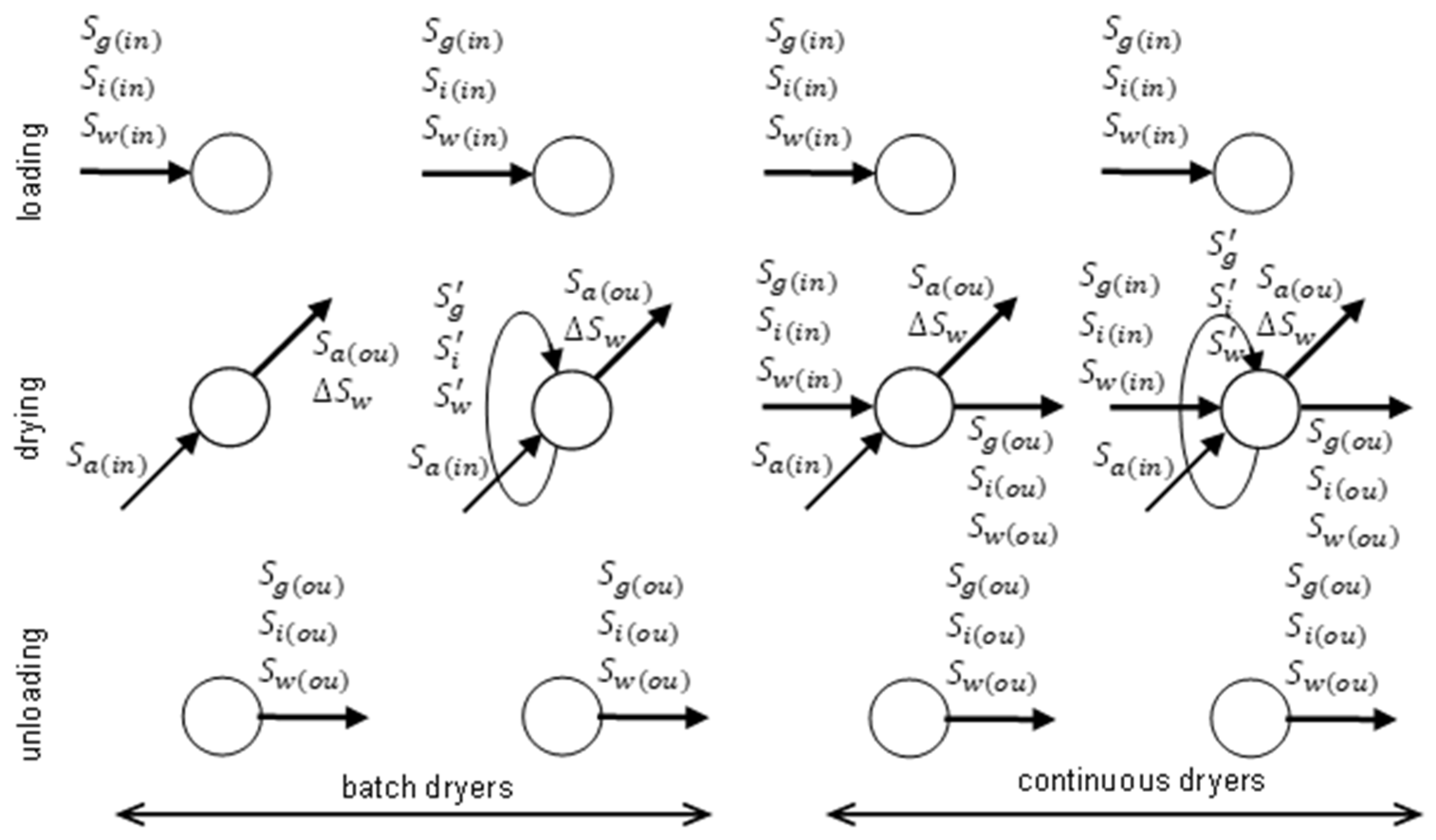
2.1. Decomposition of the Drying Process
2.2. Loading and Unloading Operations
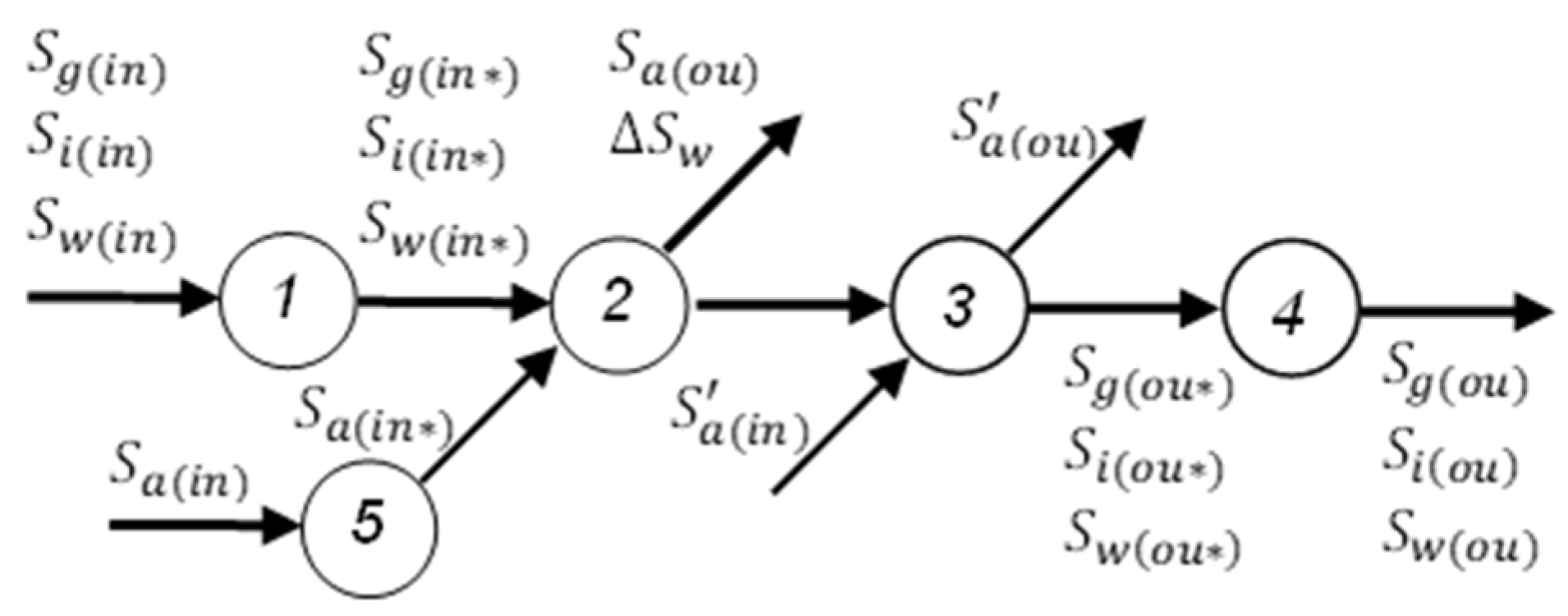
2.3. Drying Chamber
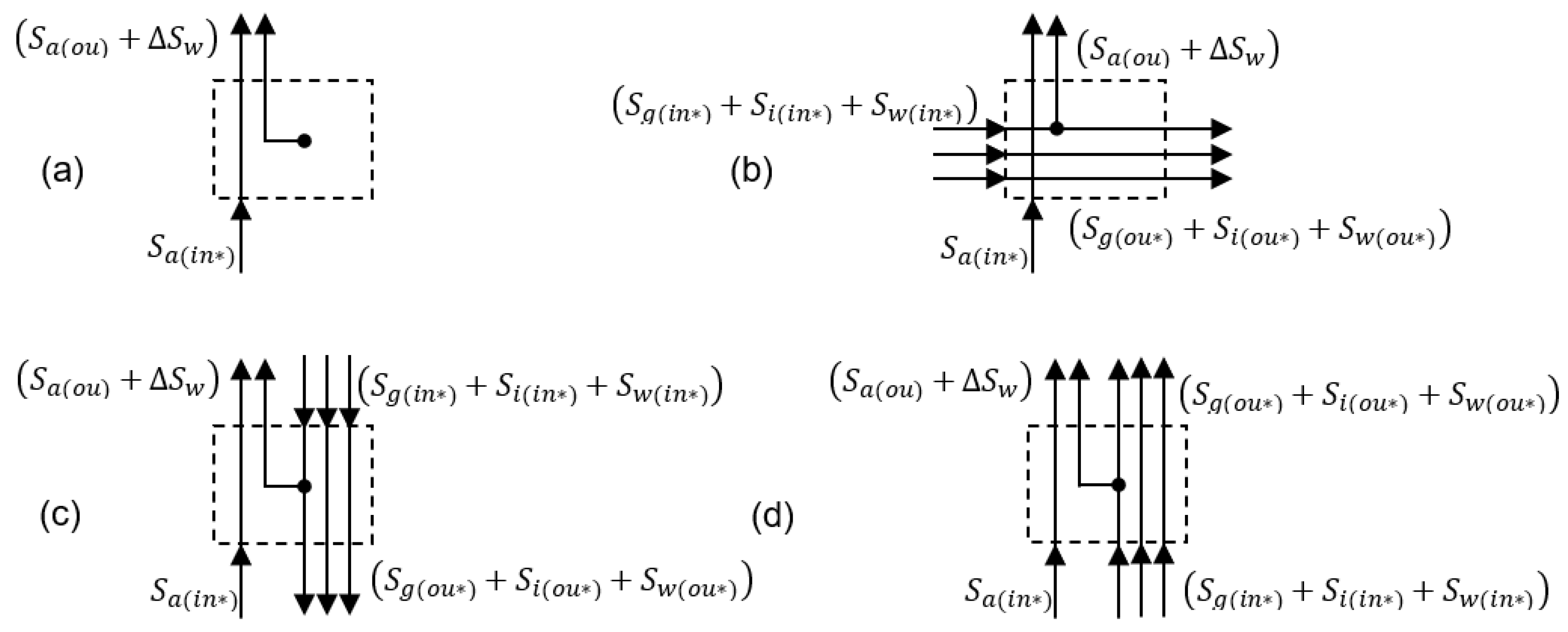
2.3.1. Classification of the Models
2.3.2. Generalized Drying Model
- Input variables describing impurities and moist grain streams at the drying chamber inlet ;
- Process parameters that are influenced by grain type, such as kernel geometry, bulk density , equilibrium moisture content , and effective water diffusion coefficient ;
- Control variables represented by the initial parameters of drying air (mass flow rate , humidity , temperature , average velocity );
- Dryer type and structural parameters;
- Average drying time in the drying chamber .
2.4. Grain Cooling
- (a)
- The parameters of the drying air stream are replaced with the parameters of the cooling air stream (Figure 3) with the use of the below Formula (26):
- (b)
- An empirical formula for calculating the drying coefficient and equilibrium moisture content [46] was selected for the cooling process based on the thin-layer drying equation (Equation (6)).
- (c)
- The heat transfer coefficient was calculated with the use of Equation (10) by considering the parameters of cooling air and the direction of heat flow during grain cooling;
- (d)
- The initial conditions described by Equation (13) were modified as follows:
- in a batch dryer:
- in a continuous-flow dryer:where is the volume of the dryer’s cooling compartment; is average cooling time.
- (e)
- The boundary conditions described by Equation (14) were modified as follows:
- (f)
- In “iterative” algorithms for the first layer of cooled grain, the initial parameters and were replaced with parameters and of the grain layer evacuated from the drying chamber in successive time steps (Equations (18)–(24)):
2.5. Drying Air Source
3. Results and Discussion
3.1. Butch Dryer Model
3.2. Continuous-flow dryer Models
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Mathematical Symbol | Description |
| heat transfer coefficient in W·m−3·K−1 | |
| grain damage coefficients | |
| specific heat in J·kg−1·K | |
| height of the grain layer in m | |
| drying coefficient in s−1 | |
| heat of water vaporization from grain in J·kg−1 | |
| time in s | |
| moisture content of grain dry basis in kg·kg−1 | |
| moisture content of grain wet basis in kg·kg−1 | |
| effective water diffusion coefficient in m2·s−1 | |
| nominal capacity in kg·s−1 | |
| mass flow stream in kg·s−1 | |
| volume of a dryer’s functional unit in m3 | |
| air temperature in K | |
| heat stream in W·m−2, | |
| grain loss stream in kg·s−1 | |
| stream of evacuated water in kg·s−1 | |
| mass of evacuated water in kg·kg−1·s−1 | |
| density in kg·m−3 | |
| relative humidity in % | |
| velocity in m·s−1 | |
| Subscripts | |
| Air | |
| drying chamber | |
| grain dry matter | |
| impurities (material other than grain, MOG) | |
| dryer inlet | |
| inlet of a dryer’s functional unit | |
| loading unit | |
| ou | dryer outlet |
| outlet of a dryer’s functional unit | |
| unloading unit | |
| w | Water |
| Superscripts | |
| ‘ | stream mixing in a continuous flow dryer |
References
- Lee, H.J.; Kim, H.; Kim, O.W. Optimal harvest timing for maximizing grain yield and whole kernel ratio of short-grain rice. Trans. ASABE 2016, 59, 745–750. [Google Scholar] [CrossRef]
- Almosawi, A.A. Combine harvester header losses as affected by reel and cutting indices. Plant Archiv. 2019, 19, 203–207. [Google Scholar]
- Parvej, M.R.; Holshouser, D.L.; Kratochvil, R.J.; Cory, M.W.; Dunphy, E.J.; Roth, G.W.; Faé, G.S. Early high-moisture wheat harvest improves double-crop system: I. Wheat yield and quality. Crop Sci. 2020, 60, 2633–2649. [Google Scholar] [CrossRef]
- Siebenmorgen, T.J.; Bautista, R.C.; Counce, P.A. Optimal harvest moisture contents for maximizing milling quality of long- and medium-grain rice cultivars. Appl. Eng. Agric. 2007, 23, 517–527. [Google Scholar] [CrossRef]
- Tanaś, W.; Dreszer, K.A.; Zagajski, P. The impact of humidity on grain loss and damage during combine harvesting of crops. Agric. Eng. 2008, 9, 299–303. (In Polish) [Google Scholar]
- Zdybel, A.; Gawłowski, S.; Laskowski, J. Influence of moisture content on some physical properties of rye grains. Acta Agrophysica 2009, 14, 243–255. (In Polish) [Google Scholar]
- de Toro, A.; Gunnarsson, C.; Lundin, G.; Jonsson, N. Cereal harvesting—Strategies and costs under variable weather conditions. Biosyst. Eng. 2012, 111, 429–439. [Google Scholar] [CrossRef]
- Petkevichius, S.; Shpokas, L.; Kutzbach, H.-D. Investigation of the maize ear threshing proces. Biosyst. Eng. 2012, 99, 532–539. [Google Scholar] [CrossRef]
- Xiang, K.; Reid, L.M.; Zhang, Z.M.; Zhu, X.Y.; Pan, G.T. Characterization of correlation between grain moisture and ear rot resistance in maize by QTL meta-analysis. Euphytica 2012, 183, 185–195. [Google Scholar] [CrossRef]
- Izli, N.; Unal, H.; Sincik, M. Physical and mechanical properties of rapeseed at different moisture content. Int. Agrophysics 2009, 23, 137–145. [Google Scholar]
- Gawrysiak-Witulska, M.; Wawrzyniak, J.; Rusinek, R. The influence of rapeseed moisture content and storage temperature on changes in their technological quality. Acta Agrophysica 2016, 23, 557–568. (In Polish) [Google Scholar]
- Sokhansanj, S.; Yang, W. Technical Notes: Revision of the ASAE standard D245.4: Moisture relationships of grains. Trans. ASAE 1996, 39, 639–642. [Google Scholar] [CrossRef]
- Karunakaran, C.; Muir, W.E.; Jayas, D.S.; White, N.D.G.; Abramson, D. Safe storage time of high moisture wheat. J. Stored Prod. Res. 2001, 37, 303–312. [Google Scholar] [CrossRef] [PubMed]
- Sypuła, M.; Dadrzyńska, A. Effect of storing time of wheat grain On changes in its quality properties. Agric. Eng. 2008, 1, 371–376. (In Polish) [Google Scholar]
- Raghavan, V.G.S.; Sosle, V. Grain drying. In Handbook of Industrial Drying, 3rd ed.; Mujumdar, A.S., Ed.; CRC Press: Boca Raton, FL, USA, 2006; pp. 563–574. [Google Scholar]
- Bala, B.K. Drying and Storage of Cereal Grains, 2nd ed.; Wiley-Blackwell: New York, NY, USA, 2017; pp. 195–213. [Google Scholar] [CrossRef]
- Subramanian, S.; Viswanathan, R. Bulk density and friction coefficients of selected minor millet grains and flours. J. Food Eng. 2007, 81, 118–126. [Google Scholar] [CrossRef]
- Baryeh, E.A. A simple grain impact damage assessment device for developing countries. J. Food Eng. 2003, 56, 37–42. [Google Scholar] [CrossRef]
- Whitaker, S. Coupled transport in multiphase systems: A theory of drying. Adv. Heat Transf. 1998, 31, 1–104. [Google Scholar] [CrossRef]
- Amantéa, R.P.; Fortes, M.; Ferreira, W.R.; Santos, G.T. Energy and exergy efficiencies as design criteria for grain dryers. Dry. Technol. 2018, 36, 491–507. [Google Scholar] [CrossRef]
- Pabis, S.; Jayas, D.S.; Cenkowski, S. Grain Drying: Theory and Practice, 1st ed.; John Wiley: New York, NY, USA, 1998; pp. 116–295. [Google Scholar]
- Hemis, M.; Bettahar, A.; Singh, C.B.; Bruneau, D.; Jayas, D.S. An experimental study of wheat drying in thin layer and mathematical simulation of a fixed-bed convective dryer. Dry. Technol. 2009, 27, 1142–1151. [Google Scholar] [CrossRef]
- Le, K.H.; Tran, T.T.H.; Kharaghani, A.; Tsotsas, E. Experimental benchmarking of diffusion and reduced models for convective drying of single rice grains. Dry. Technol. 2020, 38, 200–210. [Google Scholar] [CrossRef]
- Jia, C.-C.; Yang, W.; Siebenmorgen, T.J.; Cnossen, A.G. Development of computer simulation software for single grain kernel drying, tempering, and stress analysis. Trans. ASAE 2002, 45, 1485–1492. [Google Scholar]
- Zhang, L.; Cui, H.; Li, H.; Han, F.; Zhang, Y.; Wu, W. Parameters online detection and model predictive control during the grain drying process. Math. Probl. Eng. 2013, 2013, 924698. [Google Scholar] [CrossRef]
- Jokiniemi, H.T.; Ahokas, J.M. Drying process optimisation in a mixed-flow batch grain dryer. Biosyst. Eng. 2014, 121, 209–220. [Google Scholar] [CrossRef]
- Mandas, N.; Habte, M. Numerical simulation static-bed drying of barley. Biosyst. Eng. 2002, 82, 313–319. [Google Scholar] [CrossRef]
- Bakker-Arkema, F.W.; Liu, Q. Stochastic modelling of grain drying: Part 3. Analysis of crossflow drying. J. Agric. Eng. Res. 1997, 66, 281–286. [Google Scholar] [CrossRef]
- Ryniecki, A.; Pawłowska, A.; Moliński, K. Stochastic analysis of grain drying with unheated air under two different climates. Dry. Technol. 2006, 24, 1147–1152. [Google Scholar] [CrossRef]
- Farkas, I.; Reményi, P.; Biró, A. Modelling aspects of grain drying with a neural network. Comp. Electron. Agric. 2000, 29, 99–113. [Google Scholar] [CrossRef]
- Liu, X.; Chen, X.; Wu, W.; Peng, G. A neural network for predicting moisture content of grain drying process using genetic algorithm. Food Control 2007, 18, 928–933. [Google Scholar] [CrossRef]
- Pabis, S.; Henderson, S.M. Grain drying theory: II. A critical analysis of the drying curve of shelled maize. J. Agric. Eng. Res. 1961, 6, 272–277. [Google Scholar]
- Kaleta, A. Modeling the Process of Convection Drying of Grain in Silos, 1st ed.; Fundacja Rozwoj SGGW: Warsaw, Poland, 1996; pp. 10–137. (In Polish) [Google Scholar]
- Chen, C.; Jayas, D.S. Dynamic equilibrium moisture content for grain drying. Can. Agric. Eng. 1998, 40, 299–303. [Google Scholar]
- Erbay, Z.; Icier, F. A Review of thin layer drying of foods: Theory, modeling, and experimental results. Crit. Rev. Food Sci. Nutr. 2010, 50, 441–464. [Google Scholar] [CrossRef] [PubMed]
- Miketinac, M.J.; Sokhansanj, S.; Tutek, Z. Determination of heat and mass transfer coefficients in thin layer drying of grain. Trans. ASAE 1992, 35, 1853–1858. [Google Scholar] [CrossRef]
- Anonymous. A Guide Book C; Institution of Heating and Ventilation Engineers: London, UK, 1970. [Google Scholar]
- Correa, P.C.; Martins, J.H.; Christ, D. Thin layer drying rate and loss of viability modelling for rapeseed (Canola). J. Agric. Eng. Res. 1999, 74, 33–39. [Google Scholar] [CrossRef]
- Miś, A.; Grundas, S. Influence of the moistening and drying of wheat grain on its hardness. Int. Agrophysics 2004, 18, 47–53. [Google Scholar]
- Taylor, J.R.N.; Blyth, M.E.; Snyman, E.; Randall, P.G. Evaluation of simple methods for the detection of heat damage in wheat. SA J. Food Sci. Nutr. 1996, 8, 96–101. [Google Scholar]
- Kim, T.H.; Opara, L.U.; Hampton, J.G.; Hardacre, A.K.; MacKay, B.R. The effects of grain temperature on brakage susceptibility in maize. Biosyst. Eng. 2002, 82, 415–421. [Google Scholar] [CrossRef]
- McFarlane, N.J.B.; Bruce, D.M. A cost function for continuous-flow grain drying and its use in control. J. Agric. Eng. Res. 1996, 65, 63–75. [Google Scholar] [CrossRef]
- Szyszło, J. Technologies and Techniques in Grain Storage, 1st ed.; IBER: Warsaw, Poland, 2002; pp. 1–91. (In Polish) [Google Scholar]
- Ryniecki, A.; Szymański, P. Well-Stored Grain: How to Dry, Cool, Ventilate, Clean, Store and Sell Grain, Rapeseed and Other Crops Well—Questions and Answers, 2nd ed.; Mr INFO: Poznań, Poland, 1999. (In Polish) [Google Scholar]
- Epp, D.A.; Jayas, D.S.; Muir, W.E.; White, N.G.D.; George, S.D.S. Near-ambient dryling of stored wheat using variable airflow—A simulation study. Can. Agric. Eng. 1997, 39, 297–302. [Google Scholar]
- Wang, L.; Sun, D.-W. Recent developments in numerical modelling of heating and cooling processes in the food industry—A review. Trends Food Sci. Technol. 2003, 4, 408–423. [Google Scholar] [CrossRef]
- Goneli, A.L.D.; Martins, E.A.S.; Jordan, R.A.; Geisenhoff, L.O.; Garcia, R.T. Experimental dryer design for agricultural products. Eng. Agric. 2016, 36, 938–950. [Google Scholar] [CrossRef]
- Giner, S.A.; Denisienia, E. Pressure drop through wheat as affected by air velocity, moisture content and fines. J. Agric. Eng. Res. 1996, 63, 73–85. [Google Scholar] [CrossRef]
- Binelo, M.O.; Faoro, V.; Kathatourian, O.A.; Ziganshin, B. Airflow simulation and inlet pressure profile optimization of a grain storage bin aeration system. Comput. Electron. Agric. 2019, 164, 104923. [Google Scholar] [CrossRef]
- Sriwiset, S.; Chiawchanwattana, C.; Laohavanich, J. Designing of the small mixed-flow dryer and studying of hot air distributions. Eng. Appl. Sci. Res. 2022, 49, 81–87. [Google Scholar] [CrossRef]
- Srivastava, V.K.; John, J. Deep bed grain drying modeling. Energy Convers. Manag. 2002, 43, 1689–1708. [Google Scholar] [CrossRef]
- Doymaz, I.; Pala, M. The thin-layer drying characteristics of corn. J. Food Eng. 2003, 60, 125–130. [Google Scholar] [CrossRef]
- Tang, Z.; Cenkowski, S.; Izydorczyk, M. Thin-layer drying of spent grains in superheated steam. J. Food Eng. 2005, 67, 457–465. [Google Scholar] [CrossRef]
- Aregba, A.W.; Nadeau, J.-P. Comparison of two non-equilibrium models for static grain deep-bed drying by numerical simulations. J. Food Eng. 2007, 78, 1174–1187. [Google Scholar] [CrossRef]
- Szöke, S.; Wertz, V.; Persoons, E. Use of temperature front parameters to compute the drying front. J. Agric. Eng. Res. 1996, 65, 313–323. [Google Scholar] [CrossRef]
- Ziegler, T.; Richter, I.-G. Analysing deep-bed drying based on enthalpy-water content diagrams for air and grain. Comput. Electron. Agric. 2000, 26, 105–122. [Google Scholar] [CrossRef]
- Tang, Z.; Cenkowski, S.; Muir, W.E. Modelling the superheated-steam drying of a fixed bed of brewers’ spent grain. Biosyst. Eng. 2004, 87, 67–77. [Google Scholar] [CrossRef]
- Bruce, D.M.; Giner, S.A. Mathematical modelling of grain drying in counter-flow beds: Investigation of crossover of air and grain temperatures. J. Agric. Eng. Res. 1993, 55, 143–161. [Google Scholar] [CrossRef]
- Tirawanichakul, Y.; Prachayawarakorn, S.; Varanyanond, W.; Soponronnarit, S. Simulation and grain quality for in-store drying of paddy. J. Food Eng. 2004, 64, 405–415. [Google Scholar] [CrossRef]
- Nishiyama, Y.; Cao, W.; Li, B. Grain intermittent drying characteristics analyzed by a simplified model. J. Food Eng. 2006, 76, 272–279. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Myhan, R.; Markowski, M. Generalized Mathematical Model of the Grain Drying Process. Processes 2022, 10, 2749. https://doi.org/10.3390/pr10122749
Myhan R, Markowski M. Generalized Mathematical Model of the Grain Drying Process. Processes. 2022; 10(12):2749. https://doi.org/10.3390/pr10122749
Chicago/Turabian StyleMyhan, Ryszard, and Marek Markowski. 2022. "Generalized Mathematical Model of the Grain Drying Process" Processes 10, no. 12: 2749. https://doi.org/10.3390/pr10122749
APA StyleMyhan, R., & Markowski, M. (2022). Generalized Mathematical Model of the Grain Drying Process. Processes, 10(12), 2749. https://doi.org/10.3390/pr10122749