
Cutting Force Prediction for Trochoid Milling of 300M Ultra-High Strength Steel


Abstract
1. Introduction
2. Modeling of Uncut Thickness in Cycloidal Milling
2.1. Mathematical Expression of the Trajectory of the Pendulum Blade
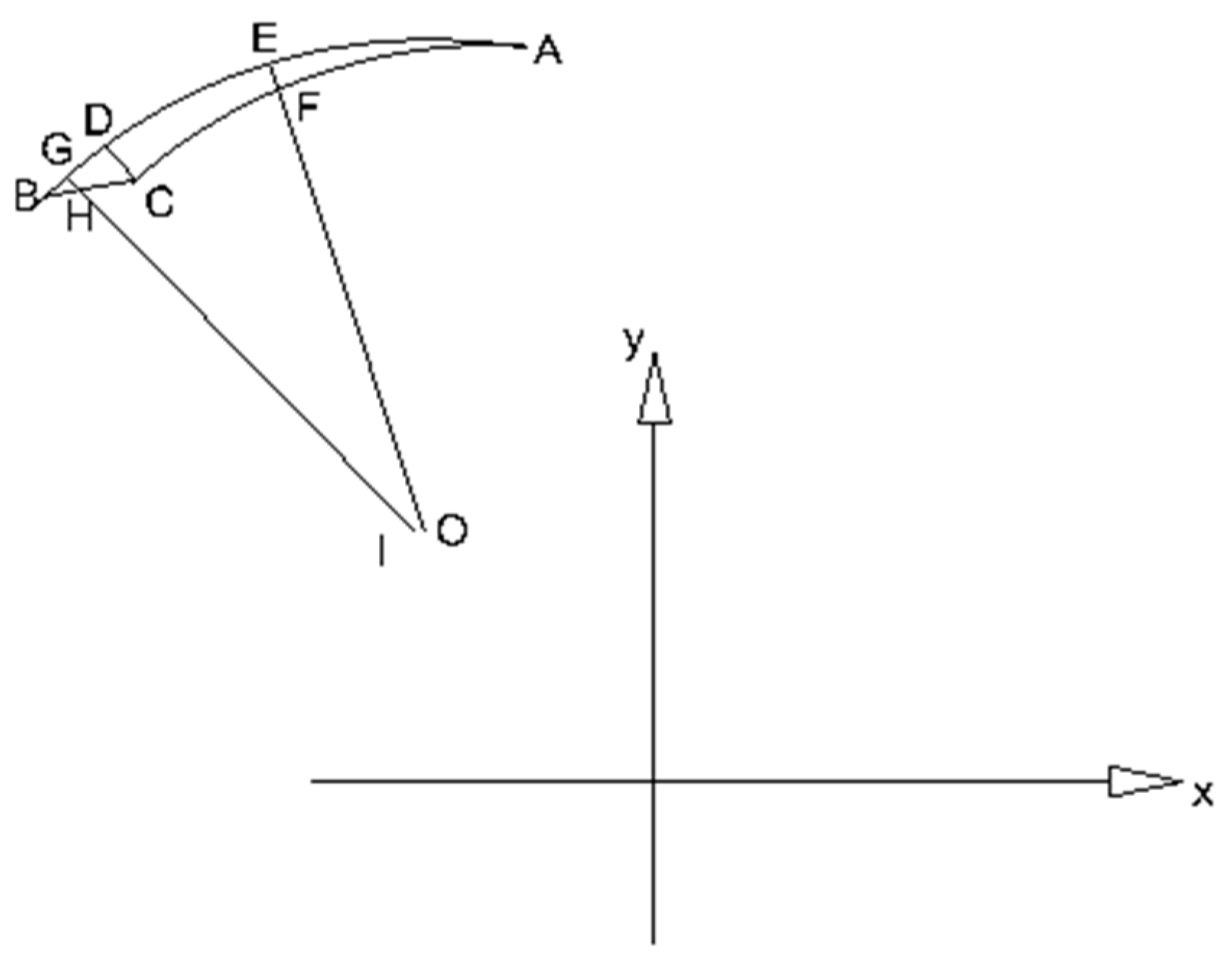
2.2. Constructing Chip Geometry
- (1)
- Region 1 (), from point (the intersection of the current tool trajectory with the trajectory cut through the previous cycle) to point (the closest self-intersection points to the extrapolation line).
- (2)
- Region 2 (), which is a part of , is generated from the previous crumbs and is defined from point to point .
- (3)
- Region 3 (), this region is on the extrapolation line of the previous cycle from point to .
2.3. Solution of Chip Thickness
2.4. Chip Thickness Modeling for Multi-Tooth Tools
3. Cutting Force Model
4. Experiments
4.1. Test Conditions
4.2. Experimental Scheme
- (1)
- (2)
- The feed per tooth in series II is equal to the maximum chip thickness in trochoid milling;
- (3)
- The feed per tooth in series III is equal to the average chip thickness in trochoid milling.
5. Identification and Comparison of Cutting Force Coefficients
5.1. Identification of Cutting Force Coefficient
5.2. Comparison of Cutting Force Coefficients between Slot Milling and Trochoid Milling
6. Trochoid Milling Force Simulation
6.1. Fitting of Cutting Force Coefficients
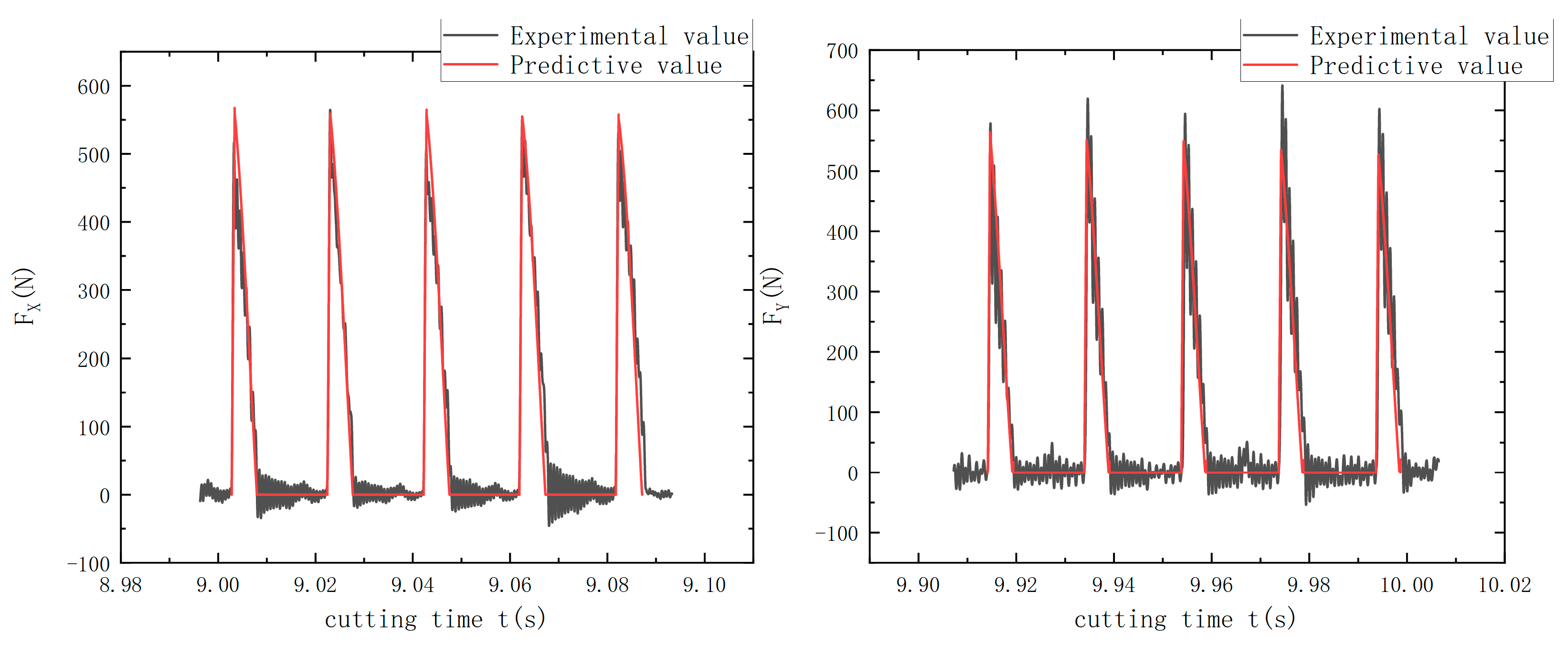
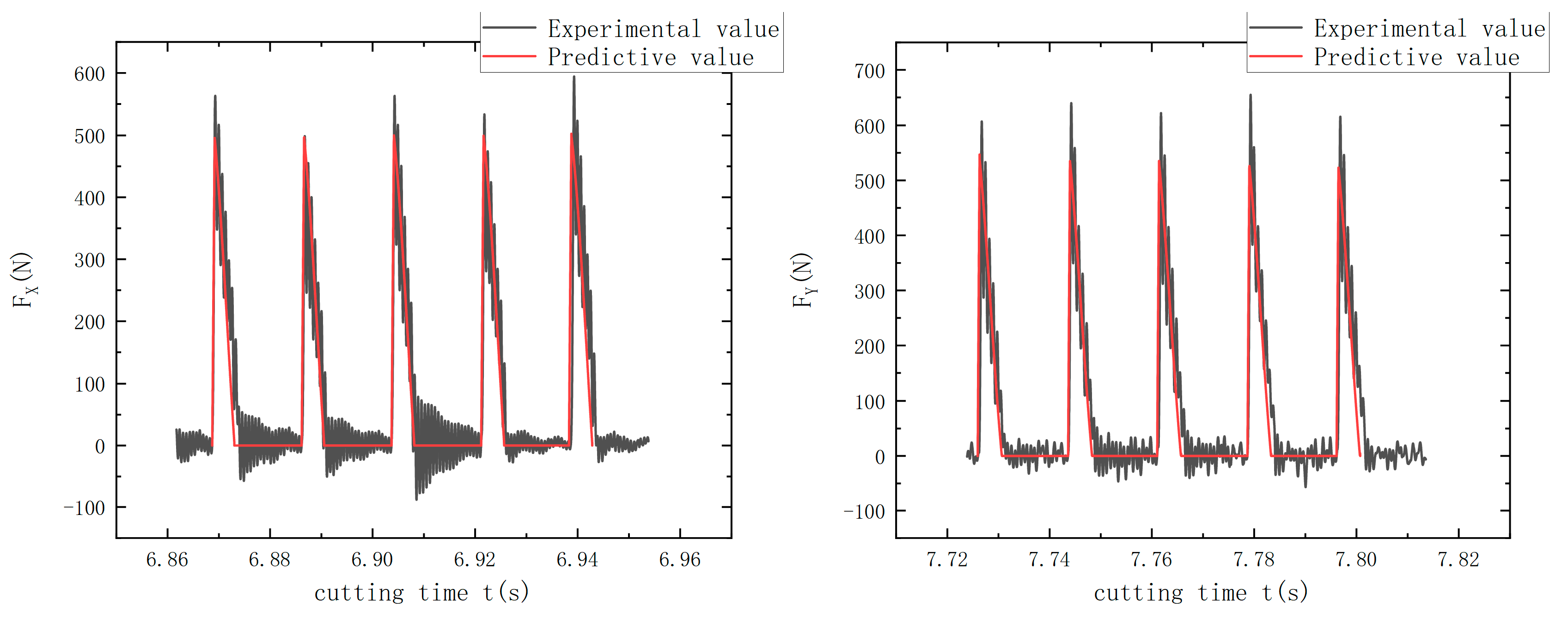
6.2. Comparison of Simulated and Experimental Values of Cutting Force
7. Conclusions
- (1)
- Based on finding the self-intersection points between the tool trajectories as well as the cross-intersection points, a numerical algorithm was designed to construct the geometry of each chip during milling and then solve the cutting thickness at each moment by solving the transcendental equation.
- (2)
- Comprehensive experiments were designed to investigate the correlation between the cutting force coefficient and the tool path. For the extraction of the cutting force coefficient, eight trochoid milling experiments and 24 slot milling experiments were performed. By comparing the cutting force coefficients extracted from the slot milling and trochoid milling experiments, it was found that there was an error of 5–23% between the tangential cutting force coefficients and 21–35% between the radial cutting force coefficients, so the coefficients extracted from the slot milling could not be used in the trochoid milling cutting force prediction. In addition, nine experiments were designed to establish a linear regression model between the trochoid milling tool path parameters and the cutting force coefficient, and the variance of the model was 92% with high accuracy.
- (3)
- Four new test experiments were designed and the resulting linear regression models were used to predict the cutting force coefficients, which were used in the cutting force model. The simulated cutting force was compared with the experimentally measured cutting force, and the error between them was analyzed to be 12%. This proves that the established model has a high accuracy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, H.Y. Research on the Dynamics of Helical Hole Milling in Difficult-to-Machine Materials; Tianjin University: Tianjin, China, 2012. [Google Scholar]
- Li, M. Manufacturing Technology for Large Aircraft Undercarriage. Aerosp. Manuf. Technol. 2008, 21, 68–71. [Google Scholar]
- Liu, H.X.; Dong, T.; Zhang, X.W.; Liu, Z.F.; Shi, H. Laser Cladding Preparation WC/Co50/Al Microstructure and Cutting Performance of Cemented Carbide Coated Tools. Chin. J. Lasers 2017, 44, 104–112. [Google Scholar]
- Wu, D.X.; Zhang, D.H.; Yao, C.F. Effect of Turning Surface Integrity of GH4169 Super alloy on Fatigue Properties. J. Aeronaut. Mater. 2017, 37, 59–67. [Google Scholar]
- Liao, L.J.; Ren, J.G.; Yang, J.F. Trochoid Milling Technology and Its Application in Aero engine Machining. Aerosp. Manuf. Technol. 2015, 47–50. [Google Scholar] [CrossRef]
- Hou, S.; Cai, Z.; Zhu, Y.; Zhao, Q.; Chen, Y.; Gao, H.; Wang, H.; Li, J. Elasto Plastic Fracture Mechanics Analysis of the Effect of Shot Peening on 300M Steel. Materials 2021, 14, 3538. [Google Scholar] [CrossRef] [PubMed]
- Guo, P.; Deng, L.; Wang, X.; Li, J. Modelling of dynamic recrystallization kinetics of 300M steel at high strain rates during hot deformation. Sci. China Technol. Sci. 2019, 62, 1534–1544. [Google Scholar] [CrossRef]
- Skubisz, P.; Sinczak, J. Properties of direct-quenched aircraft forged component made of ultrahigh-strength steel 300M. Aircr. Eng. Aerosp. Technol. 2018, 90, 713–719. [Google Scholar] [CrossRef]
- Bag, A.; Delbergue, D.; Ajaja, J.; Bocher, P.; Lévesque, M.; Brochu, M. Effect of different shot peening conditions on the fatigue life of 300M steel submitted to high stress amplitudes. Int. J. Fatigue 2019, 130, 105274. [Google Scholar] [CrossRef]
- Ajaja, J.; Jomaa, W.; Bocher, P.; Chromik, R.R.; Brochu, M. High cycle fatigue behavior of hard turned 300 M ultra-high strength steel. Int. J. Fatigue 2020, 131, 105380. [Google Scholar] [CrossRef]
- Zhang, H.P.; Ding, C.L.; Shi, R.X.; Liu, R.H. Optimization of Technological Parameters and Application Conditions of CMQL in High-Speed Milling 300M Steel. Integr. Ferroelectr. 2021, 217, 141–153. [Google Scholar] [CrossRef]
- Zhang, H.P.; Zhang, Q.Y.; Ren, Y.; Shay, T.; Liu, G.L. Simulation and Experiments on Cutting Forces and Cutting Temperature in High Speed Milling of 300M Steel under CMQL and Dry Conditions. Int. J. Precis. Eng. Manuf. 2016, 19, 1245–1251. [Google Scholar] [CrossRef]
- Zhen, C.Y.; Yang, X.; Yan, L.; Jin, X.; Wang, Q.D. The effect of milling parameters on surface integrity in high-speed milling of ultrahigh strength steel. Procedia CIRP 2018, 71, 83–88. [Google Scholar]
- Šajgalík, M.; Kušnerová, M.; Harničárová, M.; Valíček, J.; Czán, A.; Czánová, T.; Drbúl, M.; Borzan, M.; Kmec, J. Analysis and Prediction of the Machining Force Depending on the Parameters of Trochoid Milling of Hardened Steel. Appl. Sci. 2020, 10, 1788. [Google Scholar] [CrossRef]
- Zhang, X.H.; Peng, F.Y.; Qiu, F.; Yan, R.; Li, B. Prediction of Cutting Force in Trochoid Milling Based on Radial Depth of Cut. Adv. Mater. Res. 2014, 852, 457–462. [Google Scholar] [CrossRef]
- Pleta, A.; Nithyanand, G.; Niaki, F.A.; Mears, L. Identification of optimal machining parameters in trochoid milling of Inconel 718 for minimal force and tool wear and investigation of corresponding effects on machining affected zone depth. J. Manuf. Process. 2019, 43, 54–62. [Google Scholar] [CrossRef]
- Cai, Y.L.; Zhang, X.G.; Zhang, Z.Z.; Xi, X.L.; Wang, H.T. Analysis of cutting force in trochoidal milling and grooving. J. Beijing Jiao Tong Univ. 2022, 46, 148–157. [Google Scholar]
- Otkur, M.; Lazoglu, I. Trochoid milling. Int. J. Mach. Tools Manuf. 2007, 47, 1324–1332. [Google Scholar] [CrossRef]
- Kardes, N.; Altintas, Y. Mechanics and dynamics of the circular milling process. J. Manu. Sci. Eng. 2007, 129, 21. [Google Scholar] [CrossRef]
- Altintas, Y.; Lee, P. Mechanics and dynamics of ball end milling. Trans. ASME 1998, 120, 684–698. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Ni | Mn | Si | Mo | V |
|---|---|---|---|---|---|---|---|
| Content | 0.41–0.46 | 0.65–0.95 | 1.6–2.0 | 0.65–0.90 | 1.45–1.80 | 0.3–0.4 | >0.05 |
| Rate of Reduction in Area/% | Elastic Modulus 103E/MPa | |||
|---|---|---|---|---|
| 1930 | 1620 | 32 | 9.2 | 199 |
| Number | Feed Rate v, (mm/s) | Depth of Cut b, (mm) | Machine Speed, (RPM) | ||||
|---|---|---|---|---|---|---|---|
| a1 | 0.5 | 125.66 | 1.5708 | 0.5 | 1200 | 1627 | 0.68 |
| a2 | 0.5 | 146.61 | 1.5708 | 0.5 | 1400 | 1627 | 0.58 |
| a3 | 0.5 | 167.55 | 1.5708 | 0.5 | 1600 | 1627 | 0.51 |
| a4 | 0.5 | 188.49 | 1.5708 | 0.5 | 1800 | 1627 | 0.45 |
| a5 | 0.5 | 209.44 | 1.5708 | 0.5 | 2000 | 1627 | 0.41 |
| a6 | 0.5 | 230.38 | 1.5708 | 0.5 | 2200 | 1627 | 0.37 |
| a7 | 0.5 | 240.86 | 1.5708 | 0.5 | 2300 | 1627 | 0.35 |
| a8 | 0.5 | 251.33 | 1.5708 | 0.5 | 2400 | 1627 | 0.34 |
| Number | Feed Rate v, (mm/s) | Depth of Cut b, (mm) | Machine Speed, (RPM) | |||
|---|---|---|---|---|---|---|
| I | II | III | ||||
| b1 | 0.5 | 0.5 | 1200 | 0.68 | 0.49 | 0.24 |
| b2 | 0.5 | 0.5 | 1400 | 0.58 | 0.42 | 0.21 |
| b3 | 0.5 | 0.5 | 1600 | 0.51 | 0.37 | 0.18 |
| b4 | 0.5 | 0.5 | 1800 | 0.45 | 0.33 | 0.16 |
| b5 | 0.5 | 0.5 | 2000 | 0.41 | 0.30 | 0.14 |
| b6 | 0.5 | 0.5 | 2200 | 0.37 | 0.27 | 0.13 |
| b7 | 0.5 | 0.5 | 2300 | 0.35 | 0.36 | 0.12 |
| b8 | 0.5 | 0.5 | 2400 | 0.34 | 0.25 | 0.11 |
| Number | Feed Rate v, (mm/s) | Machine Speed, (RPM) | Depth of Cut b, (mm) | ||
|---|---|---|---|---|---|
| c1 | 0.5 | 0.78 | 1200 | 0.5 | 820 |
| c2 | 0.5 | 1..57 | 1200 | 0.5 | 1627 |
| c3 | 0.5 | 3.14 | 1200 | 0.5 | 3205 |
| c4 | 0.5 | 0.78 | 1600 | 0.5 | 820 |
| c5 | 0.5 | 1.57 | 1600 | 0.5 | 1627 |
| c6 | 0.5 | 3.14 | 1600 | 0.5 | 3205 |
| c7 | 0.5 | 0.78 | 2000 | 0.5 | 820 |
| c8 | 0.5 | 1.57 | 2000 | 0.5 | 1627 |
| c9 | 0.5 | 3.14 | 2000 | 0.5 | 3205 |
| d1 | 0.5 | 1.57 | 1300 | 0.5 | 1627 |
| d2 | 0.5 | 1.57 | 1500 | 0.5 | 1627 |
| d3 | 0.5 | 1.57 | 1700 | 0.5 | 1627 |
| d4 | 0.5 | 1.57 | 1900 | 0.53 | 1627 |
| Error between Cutting Force Coefficients | ||||||
|---|---|---|---|---|---|---|
| I | II | III | I | II | III | |
| 1 | 5 | 9 | 15 | 30 | 25 | 23 |
| 2 | 12 | 4 | 17 | 31 | 11 | 25 |
| 3 | 10 | 1 | 22 | 36 | 15 | 24 |
| 4 | 9 | 3 | 20 | 27 | 15 | 25 |
| 5 | 9 | 1 | 24 | 38 | 23 | 23 |
| 6 | 6 | 5 | 28 | 34 | 20 | 19 |
| 7 | 2 | 1 | 22 | 31 | 17 | 25 |
| 8 | 2 | 10 | 35 | 47 | 35 | 10 |
| Average error (%) | 7 | 5 | 23 | 35 | 21 | 22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, K.; Zhang, C.; Du, S. Cutting Force Prediction for Trochoid Milling of 300M Ultra-High Strength Steel. Processes 2022, 10, 2617. https://doi.org/10.3390/pr10122617
Zhou K, Zhang C, Du S. Cutting Force Prediction for Trochoid Milling of 300M Ultra-High Strength Steel. Processes. 2022; 10(12):2617. https://doi.org/10.3390/pr10122617
Chicago/Turabian StyleZhou, Ke, Changming Zhang, and Siyuan Du. 2022. "Cutting Force Prediction for Trochoid Milling of 300M Ultra-High Strength Steel" Processes 10, no. 12: 2617. https://doi.org/10.3390/pr10122617
APA StyleZhou, K., Zhang, C., & Du, S. (2022). Cutting Force Prediction for Trochoid Milling of 300M Ultra-High Strength Steel. Processes, 10(12), 2617. https://doi.org/10.3390/pr10122617