
The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites


Abstract
:1. Introduction
2. Experimental Method
2.1. Experimental Design and Results
Single-Factor Experiments
2.2. Multifactor Experiments
3. Analysis and Discussion of Experimental Results
3.1. Analysis and Discussion of Single-Factor Experimental Results
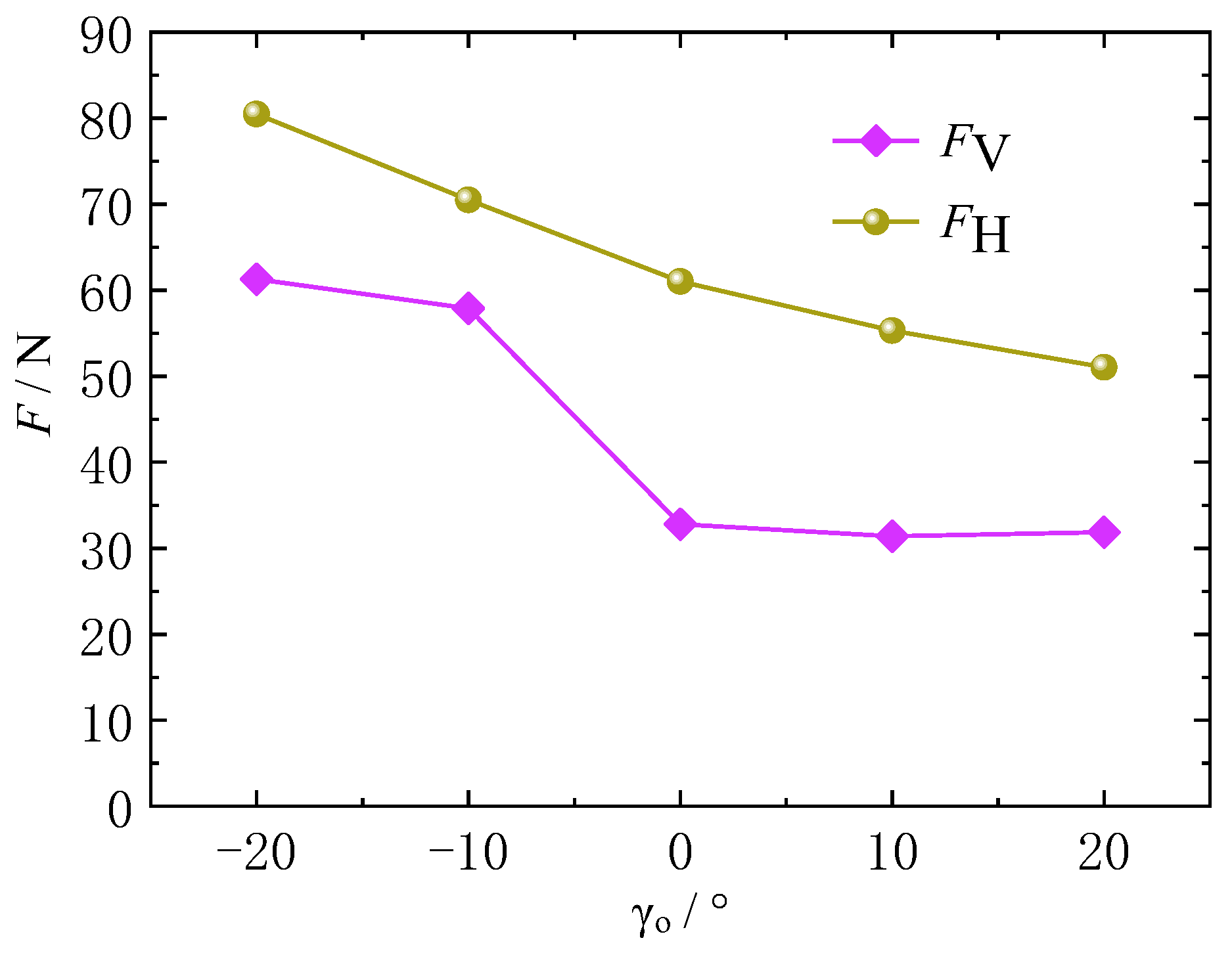
3.1.1. Influence of Tool Rake Angle on Cutting Force
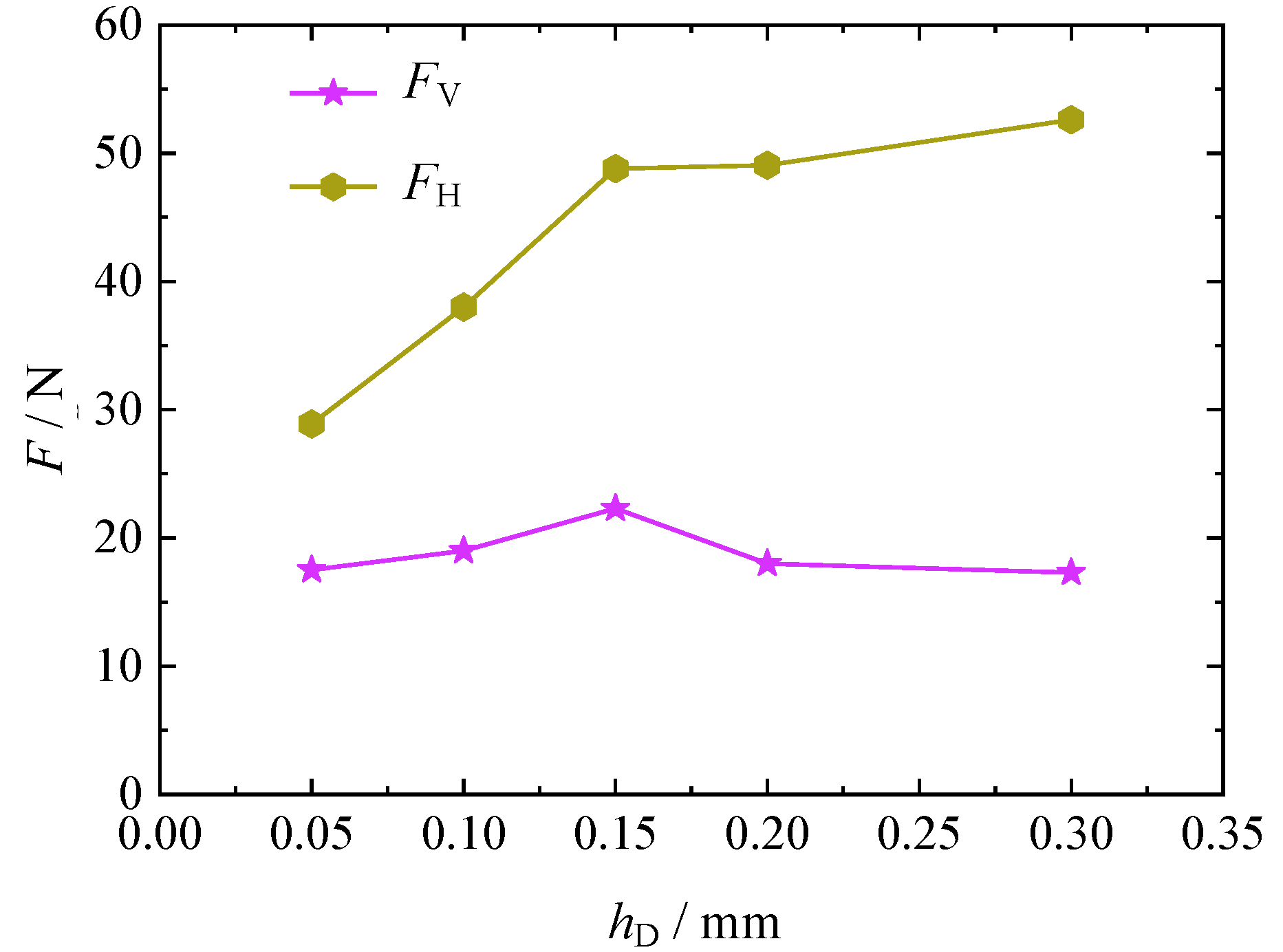
3.1.2. Impact of Cutting Thickness on Cutting Force
3.1.3. Influence of Cutting Speed on Cutting Force
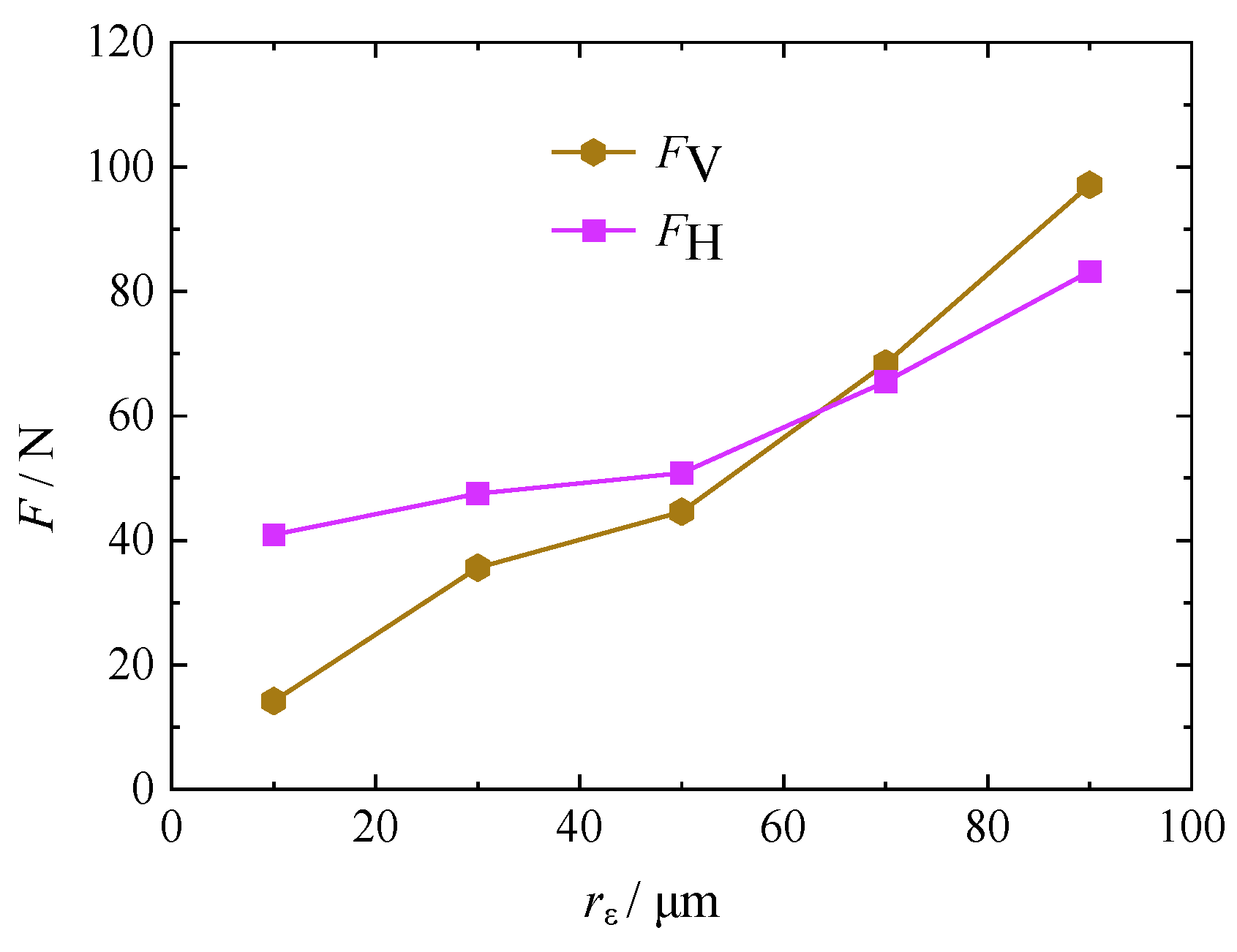
3.1.4. Effect of Rounded Edge Radius on Cutting Force
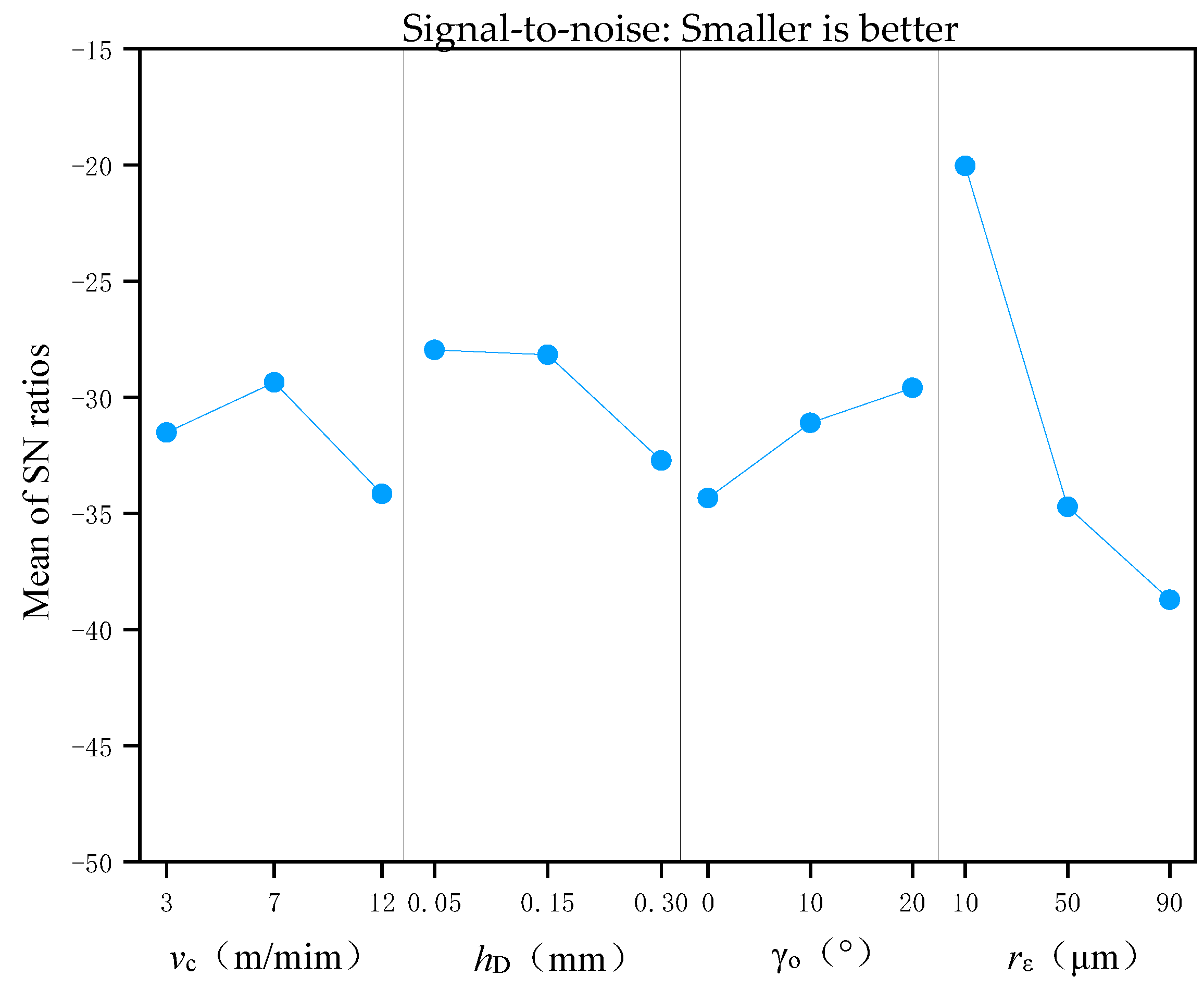
3.2. Brief Introduction of Signal-to-Noise Ratio
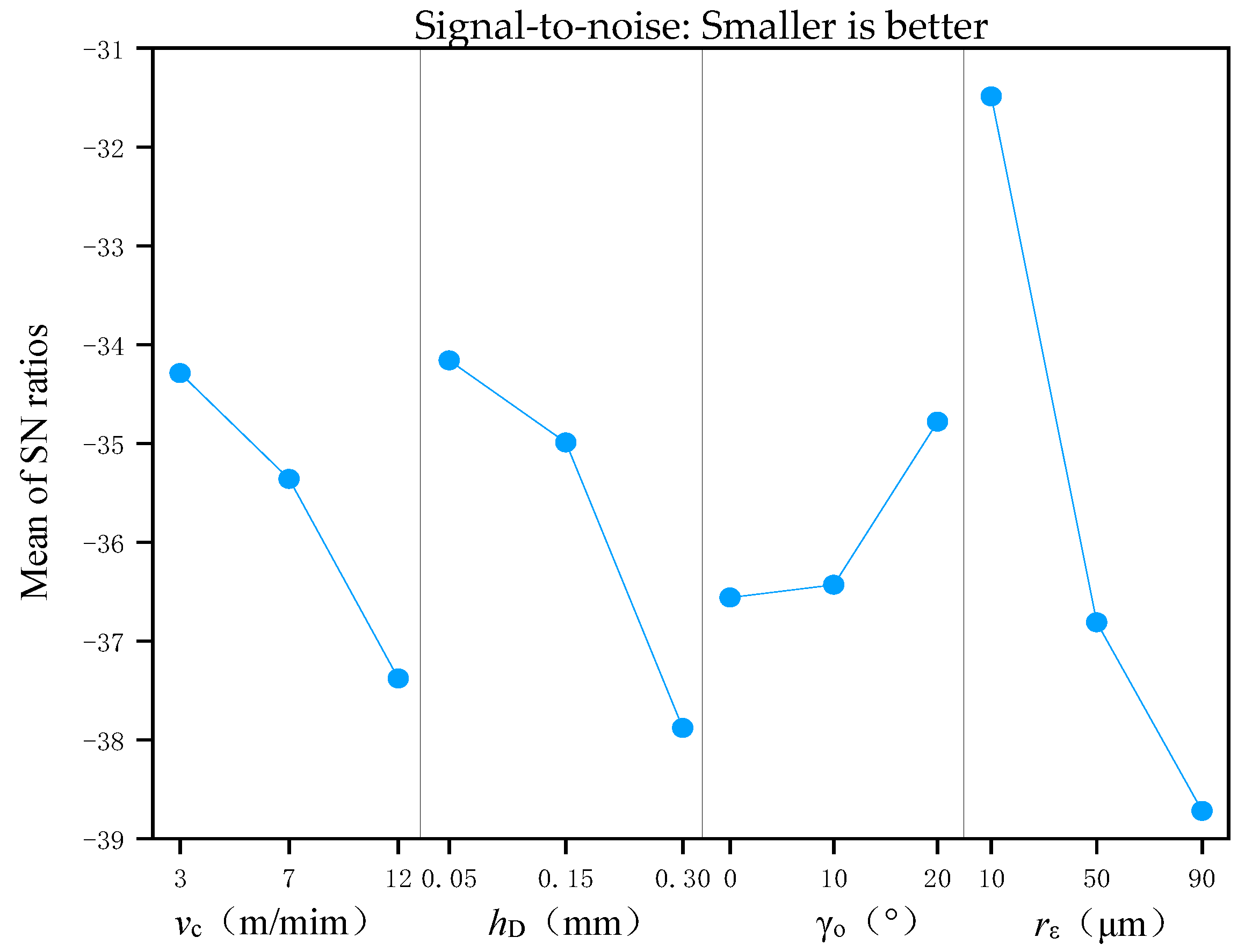
3.3. Signal-to-Noise Ratio under Different Machining Parameters
3.4. Analysis of Variance
4. Conclusions
- (1)
- The change in machining parameters can significantly affect the cutting force. When the tool rake angle increased from −20° to 20°, the cutting force reduced by 25%. When the cutting thickness increased from 0.05 to 0.30 mm, the cutting force increased by 63.9%. When the cutting speed increased from 3 to 12 m/min, the cutting force increased by 32.4%. When the rounded edge radius increased from 10 to 90 μm, the cutting force increased by 195.3%. Mostly, the cutting force along the cutting direction is significantly greater than the vertical cutting force. However, when the rounded edge radius exceeds 65 μm, the cutting force in the vertical direction will exceed the cutting force in the cutting direction.
- (2)
- The parameter combination of the minimum cutting force is obtained through the analysis of the signal-to-noise ratio of the cutting force. Namely, the parameter combination of the minimum cutting force along the cutting direction is that the cutting speed is 3 m/min, the cutting thickness is 0.05 mm, the tool rake angle is 20°, and the rounded edge radius is 10 μm. The parameter combination of the minimum cutting force in the vertical direction is that the cutting speed is 7 m/min, the cutting thickness is 0.05 mm, the tool rake angle is 20°, and the rounded edge radius is 10 μm. Considering the effect of cutting speed on cutting force, the recommended combination of machining parameters during the actual cutting process is that the cutting speed is 3 m/min, the cutting thickness is 0.05 mm, the tool rake angle is 20°, and the rounded edge radius is 10 μm.
- (3)
- The ANOVA showed that the tool rake angle, cutting thickness, cutting speed, and rounded edge radius had extremely significant effects on the cutting force along the cutting direction and the cutting force in the vertical direction during the orthogonal cutting process of graphite/polymer composites.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pouya, J.; John, K.; Majid, B. Development of novel plate heat exchanger using natural graphite sheet. Int. J. Heat Mass Transf. 2019, 131, 1205–1210. [Google Scholar]
- Li, D.L. Mixed graphite cast iron for automotive exhaust component applications. China Foundry 2017, 14, 519–524. [Google Scholar] [CrossRef] [Green Version]
- Chen, Z.; Liu, Y.; Zhang, Y.; Shen, F.; Yang, G.; Wang, L.; Zhang, X.; He, Y.; Luo, L.; Deng, S. Ultrafine layered graphite as an anode material for lithium ion batteries. Mater. Lett. 2018, 229, 134–137. [Google Scholar] [CrossRef]
- Pozzetto, S.; Capone, M.; Cherubini, N.; Cozzella, M.L.; Dodaro, A.; Guidi, G. Proposal of a prototype plant based on the exfoliation process for the treatment of irradiated graphite. Nucl. Eng. Technol. 2019, 52, 797–801. [Google Scholar] [CrossRef]
- Pavlyuk, A.O.; Bespala, E.V.; Kotlyarevskii, S.G.; Zagumennov, V.S.; Zakharova, E.V.; Volkova, A.G.; Rodygina, N.I. Electrochemical Decontamination of Irradiated Nuclear Graphite of Uranium-Graphite Nuclear Reactors. At. Energy 2020, 128, 24–29. [Google Scholar] [CrossRef]
- Yao, W.J.; Fan, L.; Liu, G.Y. Advance in Properties of Graphene and Graphene/Metal Layered Composite After Irradiation Damage. Rare Met. Mater. Eng. 2019, 48, 3130–3135. [Google Scholar]
- Temel, V.; Aykut, C. An investigation on wear behavior of Cu-graphite nanocomposites prepared by flake powder metallurgy. Ind. Lubr. Tribol. 2017, 69, 8–14. [Google Scholar]
- Suriyaprakash, M.; Nallusamy, M.; Kiran, K.; Rajkumar, S. Investigation of mechanical properties on Mg/TiC/graphite hybrid composites fabricated by powder metallurgy techniques. Mater. Today Proc. 2022, 62, 2256–2260. [Google Scholar] [CrossRef]
- Wang, C.; Zhou, L.; Hao, F.U.; Hu, Z. High speed milling of graphite electrode with endmill of small diameter. Chin. J. Mech. Eng. 2007, 20, 27–31. [Google Scholar] [CrossRef]
- Zhou, L.; Wang, C.Y.; Qin, Z. Investigation of Chip Formation Characteristics in Orthogonal Cutting of Graphite. Mater. Manuf. Process. 2009, 24, 1365–1372. [Google Scholar] [CrossRef]
- Schroeter, R.B.; Kratochvil, R.; de Oliveira Gomes, J. High-speed finishing milling of industrial graphite electrodes. J. Mater. Process. Technol. 2006, 179, 128–132. [Google Scholar] [CrossRef]
- Huo, D.; Lin, C.; Dalgarno, K. An experimental investigation on micro machining of fine-grained graphite. Int. J. Adv. Manuf. Technol. 2014, 72, 943–953. [Google Scholar] [CrossRef]
- Orquídea, S.L.; Armando, R.G.; Ignacio, H.C. Statistical analysis of surface roughness of machined graphite by means of CNC milling. Ing. E Investig. 2016, 36, 89–94. [Google Scholar]
- Zeilmann, R.P.; Zanella, C. Tool wear coated with PCD in high-speed milling of graphite. Int. J. Adv. Manuf. Technol. 2018, 97, 1497–1503. [Google Scholar] [CrossRef]
- Wang, L.; Wang, C.; Du, W.; Xie, G.; Song, K.; Wang, X.; Zhao, F. Parameter optimization of a four-legged robot to improve motion trajectory accuracy using signal-to-noise ratio theory. Robot. Comput. Manuf. 2018, 51, 85–96. [Google Scholar] [CrossRef]
- Arumbu, P.; Srinivasalu, S. Sustainable model for high signal to noise ratio to measure underwater acoustic signal using Acoustic Doppler Velocimeter. Comput. Electr. Eng. 2018, 68, 262–270. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Maruda, R.W.; Krolczyk, G.M.; Niesłony, P. Application of signal to noise ratio and grey relational analysis to minimize forces and vibrations during precise ball end milling. Precis. Eng. 2018, 51, 582–596. [Google Scholar] [CrossRef]
- Hüseyin, G.; Yunus, E.G. Optimization and evaluation of dry and minimum quantity lubricating methods on machinability of AISI 4140 using Taguchi design and ANOVA. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2020, 235, 1211–1227. [Google Scholar]
- Imrek, B.; Oral, A. Experimental investigation of flank wear in variable feed turning of cold work tool steel DIN 1.2379, optimization of variable feed levels. J. Fac. Eng. Archit. Gazi Univ. 2022, 38, 409–419. [Google Scholar]
- Thankachan, T.; Prakash, K.S.; Malini, R.; Ramu, S.; Sundararaj, P.; Rajandran, S.; Ramasamy, D.; Jothi, S. Prediction of surface roughness and material removal rate in wire electrical discharge machining on aluminum based alloys/composites using Taguchi coupled Grey Relational Analysis and Artificial Neural Networks. Appl. Surf. Sci. 2019, 472, 22–35. [Google Scholar] [CrossRef] [Green Version]
- Naik, A.B.; Reddy, A.C. Optimization of Tensile Strength in TIG Welding Using Taguchi Method and Analysis of Variance (ANOVA). Therm. Sci. Eng. Prog. 2018, 8, 327–339. [Google Scholar] [CrossRef]
- Savković, B.; Kovač, P.; Stoić, A.; Dudić, B. Optimization of Machining Parameters Using the Taguchi and ANOVA Analysis in the Face Milling of Aluminum Alloys AL7075. Teh. Vjesn.—Tech. Gaz. 2020, 27, 1221–1228. [Google Scholar] [CrossRef]
- Deng, C.S.; Hsia, K.L. Analysis of the optimisation of parameters for the laser machining of timber. Int. J. Adv. Manuf. Technol. 2017, 89, 3721–3729. [Google Scholar] [CrossRef] [Green Version]
- Deng, C.-S.; Chin, J.-H. Hole roundness in deep-hole drilling as analysed by Taguchi methods. Int. J. Adv. Manuf. Technol. 2004, 25, 420–426. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance | Density (g/cm3) | Shore Hardness | Tensile Strength (MPa) | Compressive Strength (MPa) | Elastic Modulus (GPa) | Porosity (%) |
|---|---|---|---|---|---|---|
| Parameter | 1.9 | 75 | 17.3 | 107.2 | 15.9 | 0.5 |
| vc/m·min−1 | hD/mm | γo/° | rε/µm | |
|---|---|---|---|---|
| 1 | 3 | 0.05 | 0 | 10 |
| 2 | 7 | 0.15 | 10 | 50 |
| 3 | 12 | 0.3 | 20 | 90 |
| Test Number (i) | Column Number (g) | Measured Value/N | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | Cutting Direction/N | Vertical Direction/N | |||||
| 1# | 2# | 3# | 1# | 2# | 3# | |||||
| 1 | 1 | 1 | 1 | 1 | 31.6 | 28.7 | 29.1 | 22.0 | 19.3 | 18.8 |
| 2 | 1 | 2 | 2 | 2 | 54.2 | 55.4 | 55.6 | 33.6 | 33.4 | 32.7 |
| 3 | 1 | 3 | 3 | 3 | 84.3 | 87.4 | 83.0 | 81.4 | 81.5 | 79.1 |
| 4 | 2 | 1 | 2 | 3 | 71.8 | 67.7 | 72.3 | 88.8 | 85.9 | 88.6 |
| 5 | 2 | 2 | 3 | 1 | 37.1 | 25.5 | 28.3 | 5.3 | 4.1 | 4.3 |
| 6 | 2 | 3 | 1 | 2 | 96.7 | 96.4 | 93.1 | 62.9 | 63.5 | 64.4 |
| 7 | 3 | 1 | 3 | 2 | 63.4 | 63.9 | 62.8 | 75.3 | 75.9 | 75.1 |
| 8 | 3 | 2 | 1 | 3 | 106.1 | 106.8 | 109.5 | 112.9 | 110.8 | 111 |
| 9 | 3 | 3 | 2 | 1 | 60.4 | 59.7 | 58.3 | 14.9 | 16.1 | 16.5 |
| Machining Parameters | Parameter Value | Cutting Direction | Vertical Direction | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1# | 2# | 3# | Average | 1# | 2# | 3# | Average | ||
| vc (m/min) | 3 | −34.40 | −34.29 | −34.19 | −34.29 | −31.86 | −31.46 | −31.24 | −31.52 |
| 7 | −36.07 | −34.81 | −35.19 | −35.36 | −29.81 | −28.99 | −29.27 | −29.36 | |
| 12 | −37.39 | −37.40 | −37.35 | −37.38 | −34.02 | −34.21 | −34.26 | −34.16 | |
| hD (mm) | 0.05 | −34.38 | −33.96 | −34.14 | −34.16 | −34.45 | −34.00 | −20.83 | −27.96 |
| 0.15 | −35.53 | −34.52 | −34.91 | −34.99 | −28.69 | −27.86 | −27.96 | −28.17 | |
| 0.30 | −37.95 | −38.01 | −37.69 | −37.88 | −32.56 | −32.81 | −32.83 | −32.73 | |
| γo (°) | 0 | −36.74 | −36.47 | −36.48 | −36.56 | −34.62 | −34.22 | −34.19 | −34.34 |
| 10 | −35.81 | −35.67 | −37.80 | −36.43 | −30.99 | −31.10 | −31.20 | −31.10 | |
| 20 | −35.52 | −34.36 | −34.46 | −34.78 | −30.08 | −29.35 | −29.38 | −29.60 | |
| rε (μm) | 10 | −32.33 | −30.94 | −31.21 | −31.49 | −21.60 | −20.69 | −20.83 | −20.04 |
| 50 | −36.81 | −36.89 | −36.74 | −36.81 | −34.80 | −34.71 | −34.66 | −34.72 | |
| 90 | −38.72 | −38.67 | −38.78 | −38.72 | −39.41 | −39.26 | −39.27 | −39.31 | |
| Test Number (i) | Column Number (g) | |||||
|---|---|---|---|---|---|---|
| A | B | C | D | |||
| 1 | 1 | 1 | 1 | 1 | 89.4 | |
| 2 | 1 | 2 | 2 | 2 | 165.2 | |
| 3 | 1 | 3 | 3 | 3 | 254.7 | |
| 4 | 2 | 1 | 2 | 3 | 211.8 | |
| 5 | 2 | 2 | 3 | 1 | 90.9 | |
| 6 | 2 | 3 | 1 | 2 | 286.2 | |
| 7 | 3 | 1 | 3 | 2 | 190.1 | |
| 8 | 3 | 2 | 1 | 3 | 322.4 | |
| 9 | 3 | 3 | 2 | 1 | 178.4 | |
| 509.3 | 491.3 | 698 | 358.7 | 1789.1 () 118,551.1 (CT) | ||
| 588.9 | 578.5 | 555.4 | 641.5 | |||
| 690.9 | 719.3 | 535.7 | 788.9 | |||
| 259,386.5 | 241,375.7 | 487,204 | 128,665.7 | |||
| 346,803.2 | 334,662.3 | 308,469.2 | 411,522.3 | |||
| 477,342.8 | 517,392.5 | 286,974.5 | 622,363.2 | |||
| SSg | 1841.4 | 2941.2 | 1743.1 | 10,621.3 | ||
| Variation Source | Square of Deviance | Degree of Freedom | Sum of Mean Squares | F | Significance | F0.05 | F0.01 |
|---|---|---|---|---|---|---|---|
| A (vc/m·min−1) | 1841.4 | 2 | 920.7 | 137.4 | ** | 3.55 | 6.01 |
| B (ac/mm) | 2941.2 | 2 | 1470.6 | 219.5 | ** | ||
| C (γo/°) | 1743.1 | 2 | 871.6 | 130.1 | ** | ||
| D (rε/μm) | 10,621.3 | 2 | 5310.7 | 792.6 | ** | ||
| Error | 119.7 | 18 | 6.7 | / | / | ||
| Summation | 17,266.7 | 26 | / | / | / |
| Test Number (i) | Column Number (g) | |||||
|---|---|---|---|---|---|---|
| A | B | C | D | |||
| 1 | 1 | 1 | 1 | 1 | 60.1 | |
| 2 | 1 | 2 | 2 | 2 | 99.7 | |
| 3 | 1 | 3 | 3 | 3 | 242 | |
| 4 | 2 | 1 | 2 | 3 | 263.3 | |
| 5 | 2 | 2 | 3 | 1 | 13.7 | |
| 6 | 2 | 3 | 1 | 2 | 190.8 | |
| 7 | 3 | 1 | 3 | 2 | 226.3 | |
| 8 | 3 | 2 | 1 | 3 | 334.7 | |
| 9 | 3 | 3 | 2 | 1 | 47.5 | |
| 401.8 | 549.7 | 585.6 | 121.3 | 1478.1 () 80,917.8 (CT) | ||
| 467.8 | 448.1 | 410.5 | 516.8 | |||
| 608.5 | 480.3 | 482 | 840 | |||
| 161,443.2 | 302,170.12 | 342,927.4 | 14,713.7 | |||
| 218,836.8 | 200,793.6 | 168,510.3 | 267,082.2 | |||
| 370,272.3 | 230,688.1 | 232,324 | 705,600 | |||
| SSg | 2476.9 | 599.1 | 1772.4 | 28,792.9 | ||
| Variation Source | Square of Deviance | Degree of Freedom | Sum of Mean Squares | F | Significance | F0.05 | F0.01 |
|---|---|---|---|---|---|---|---|
| A (vc/m·min−1) | 2476.9 | 2 | 1238.5 | 1032.1 | ** | 3.55 | 6.01 |
| B (ac/mm) | 599.1 | 2 | 299.6 | 249.7 | ** | ||
| C (γo/°) | 1772.4 | 2 | 886.2 | 738.5 | ** | ||
| D (rε/μm) | 28,792.9 | 2 | 14,396.5 | 11,997.1 | ** | ||
| Error | 21.7 | 18 | 1.2 | / | / | ||
| Summation | 33,663 | 26 | / | / | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Yang, D.; Wang, R.; Wei, F.; Liu, M. The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites. Processes 2022, 10, 2096. https://doi.org/10.3390/pr10102096
Wang W, Yang D, Wang R, Wei F, Liu M. The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites. Processes. 2022; 10(10):2096. https://doi.org/10.3390/pr10102096
Chicago/Turabian StyleWang, Wei, Dayong Yang, Rui Wang, Furui Wei, and Min Liu. 2022. "The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites" Processes 10, no. 10: 2096. https://doi.org/10.3390/pr10102096
APA StyleWang, W., Yang, D., Wang, R., Wei, F., & Liu, M. (2022). The Optimization of Machining Parameters on Cutting Force during Orthogonal Cutting of Graphite/Polymer Composites. Processes, 10(10), 2096. https://doi.org/10.3390/pr10102096