
Process Intensification in Chemical Reaction Engineering




Abstract
:1. Introduction
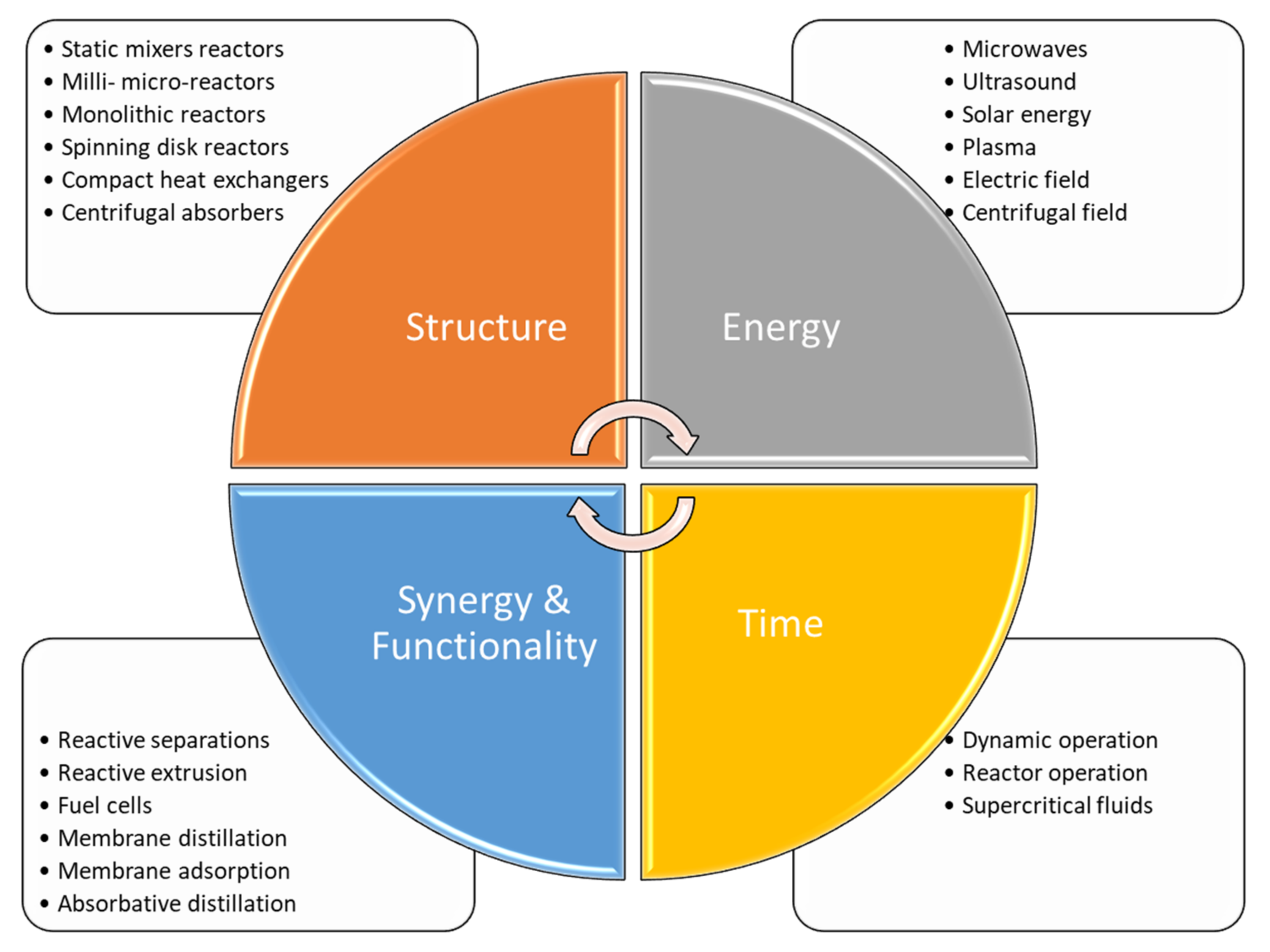
2. Overview of Strategies for PI
- Maximize the effectiveness of intramolecular and intermolecular events (example: dynamically changing conditions to attain kinetic regimes with higher conversion and selectivity).
- Provide all molecules the same process experience (example: plug flow reaction with uniform, gradientless heating).
- Optimize driving forces at all scales and maximize the specific surface areas to which they apply (example: increase transfer surface area through microchannel designs).
- Maximize synergistic effects from partial processes (example: multifunctional reactors).
3. Detailed Description of Selected Strategies
3.1. Equipment Design
- (a)
- miniaturization, reactor structure, and catalysts;
- (b)
- integration of mixing elements and static mixers;
- (c)
- combination of unit operations with multifunctional reactors.
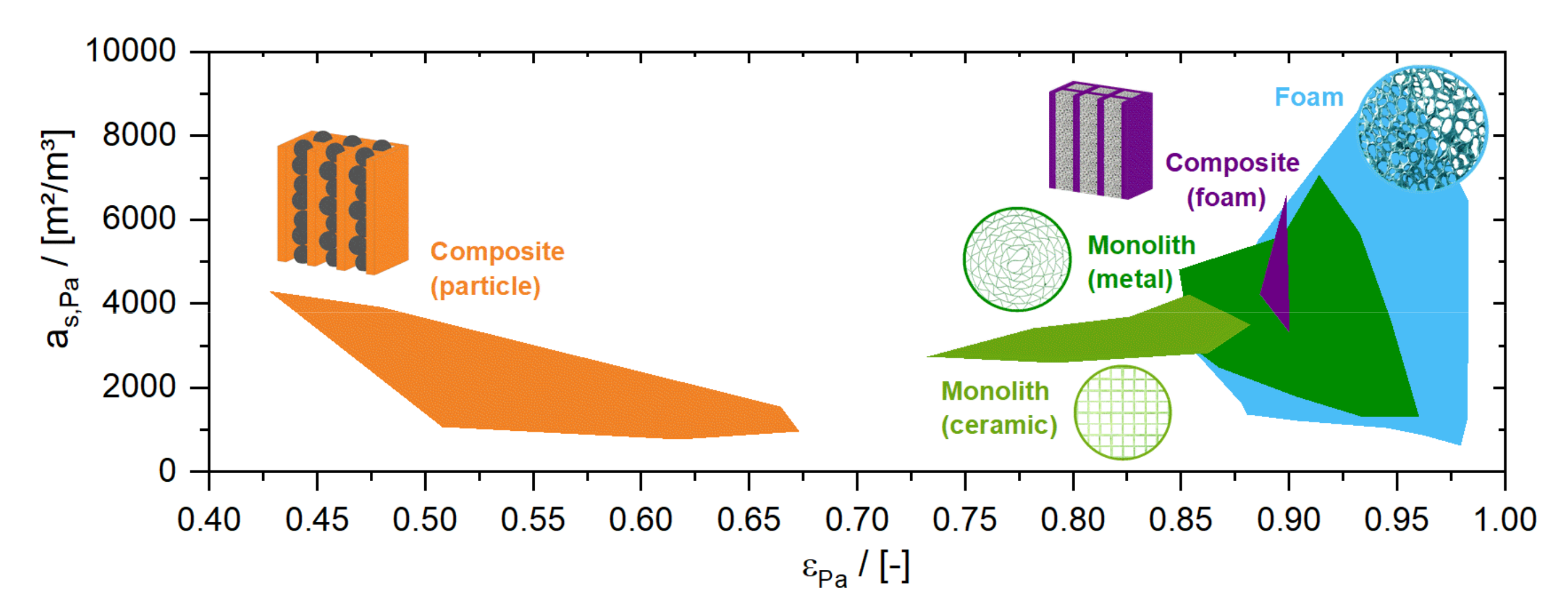
3.1.1. Structuring and Miniaturization of the Reaction Chamber
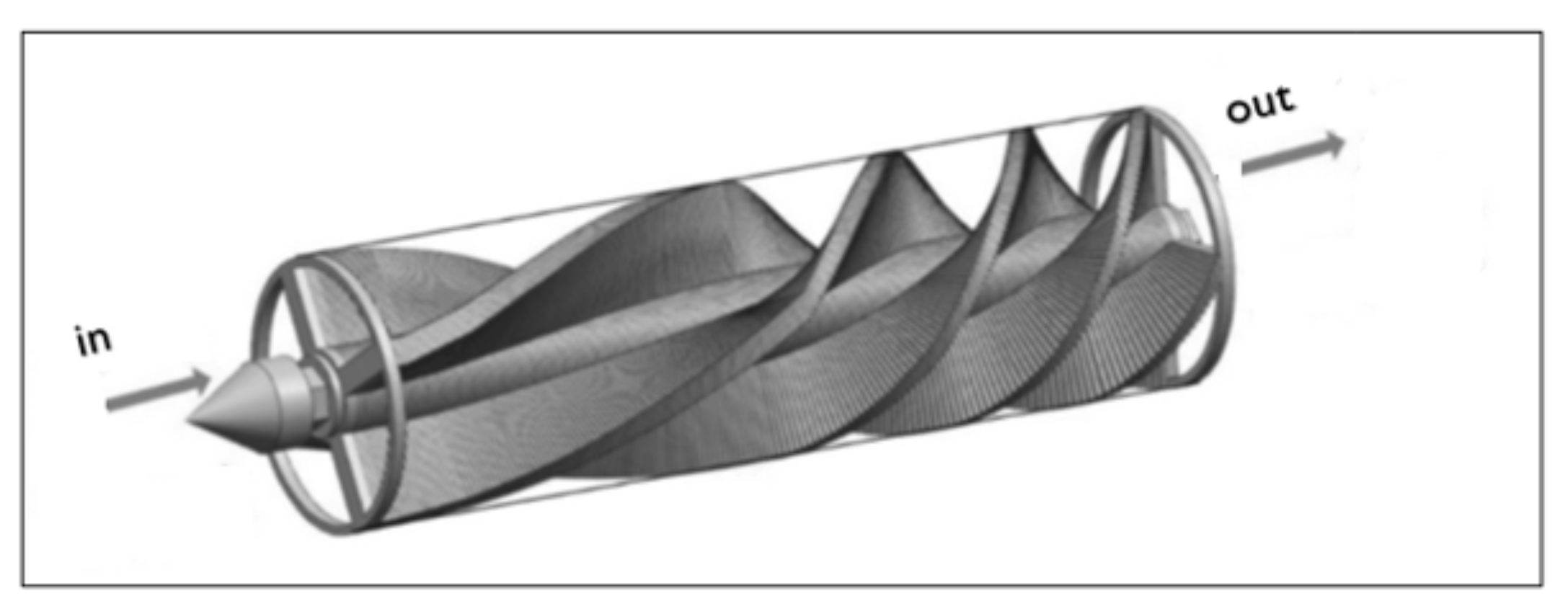
3.1.2. Integration of Mixing Elements and Static Mixers
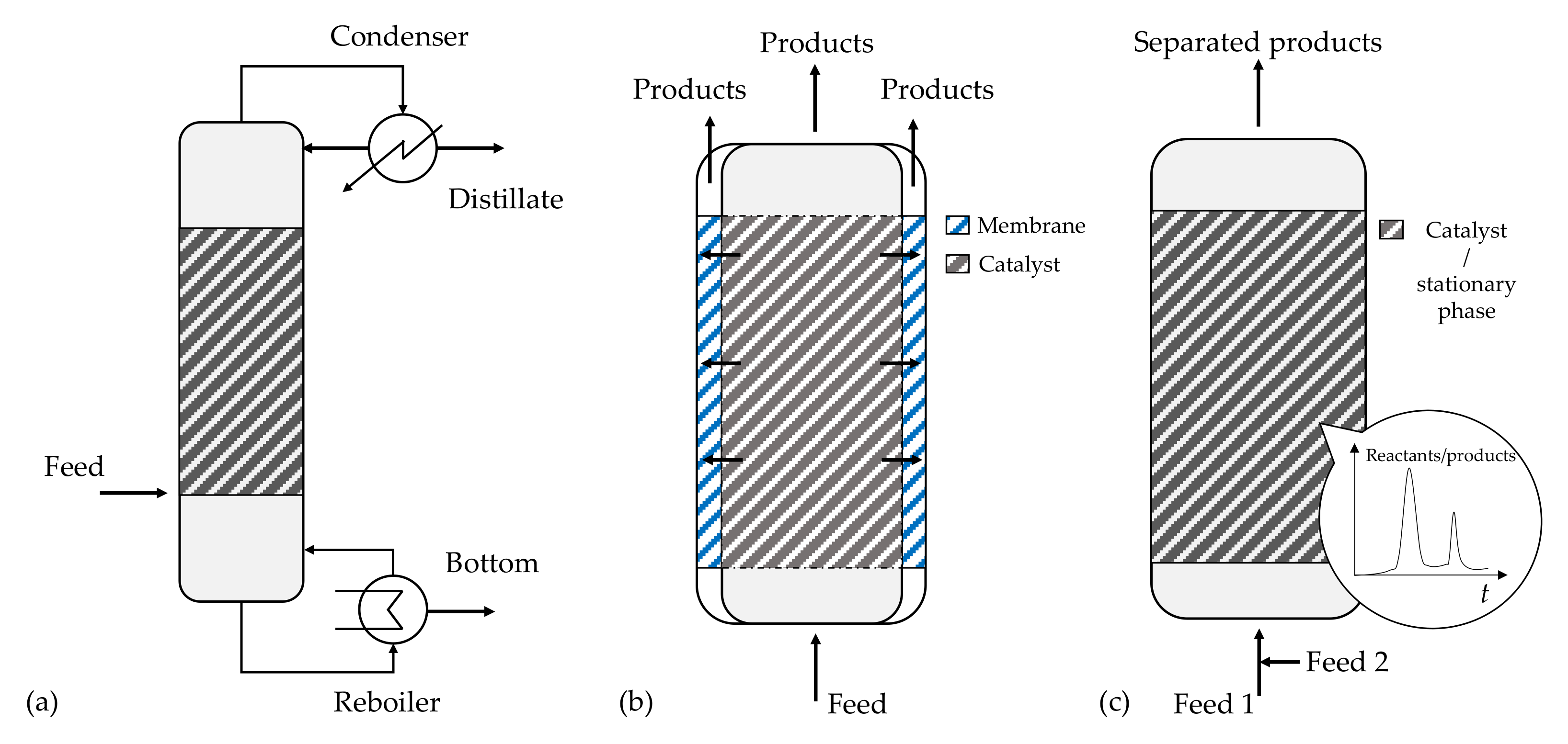
3.1.3. Multifunctional Reactors
- The catalyst, combining catalytic properties with an engineered catalyst structure;
- The reaction inter-phase, in which a chemical reaction is improved by interphase mass transfer;
- The intra-reactor level, combining a chemical reaction with an intra-reactor unit, e.g., heat transfer or separation;
- The inter-reactor level, combining two reactors using recirculation of solids.
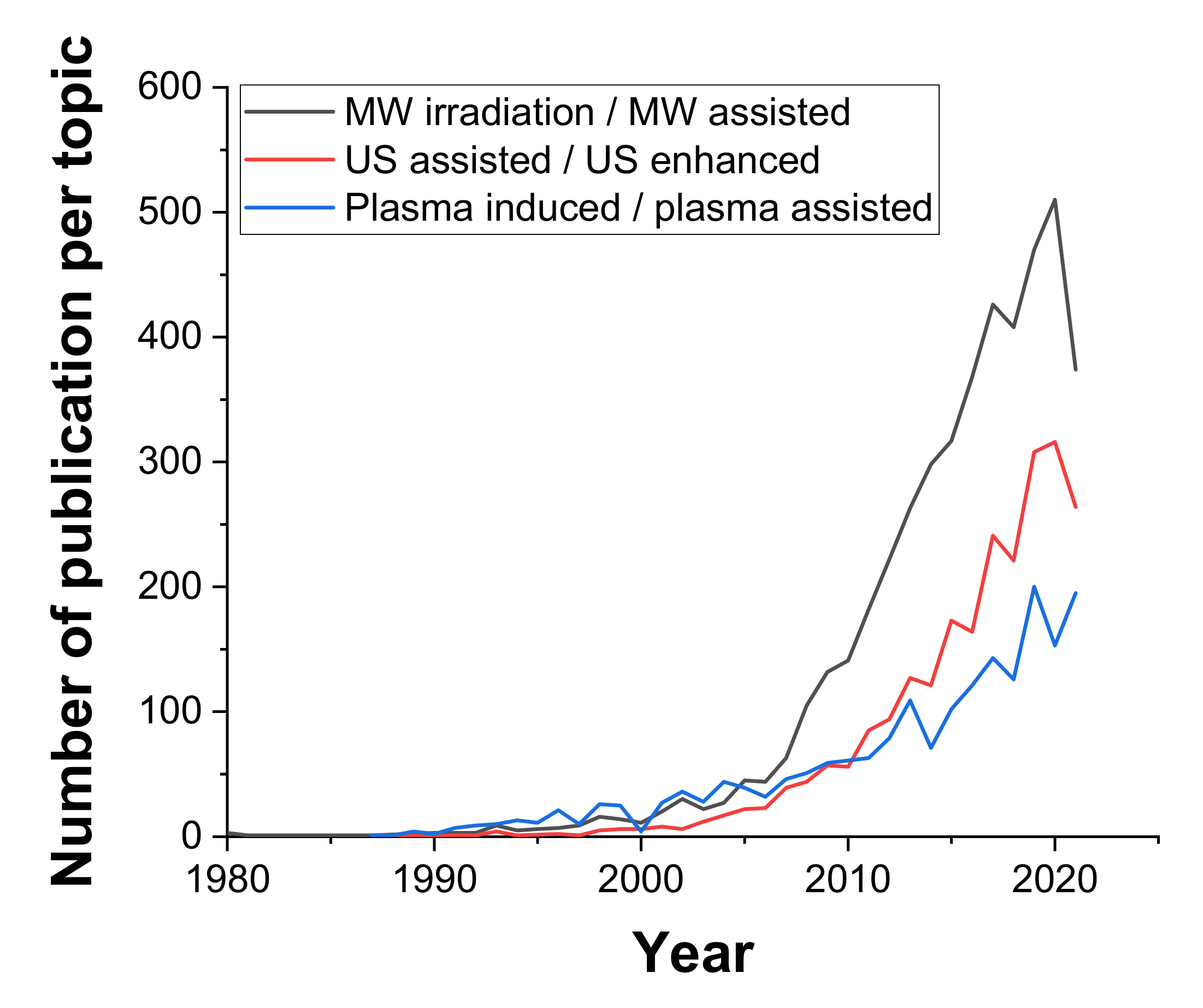
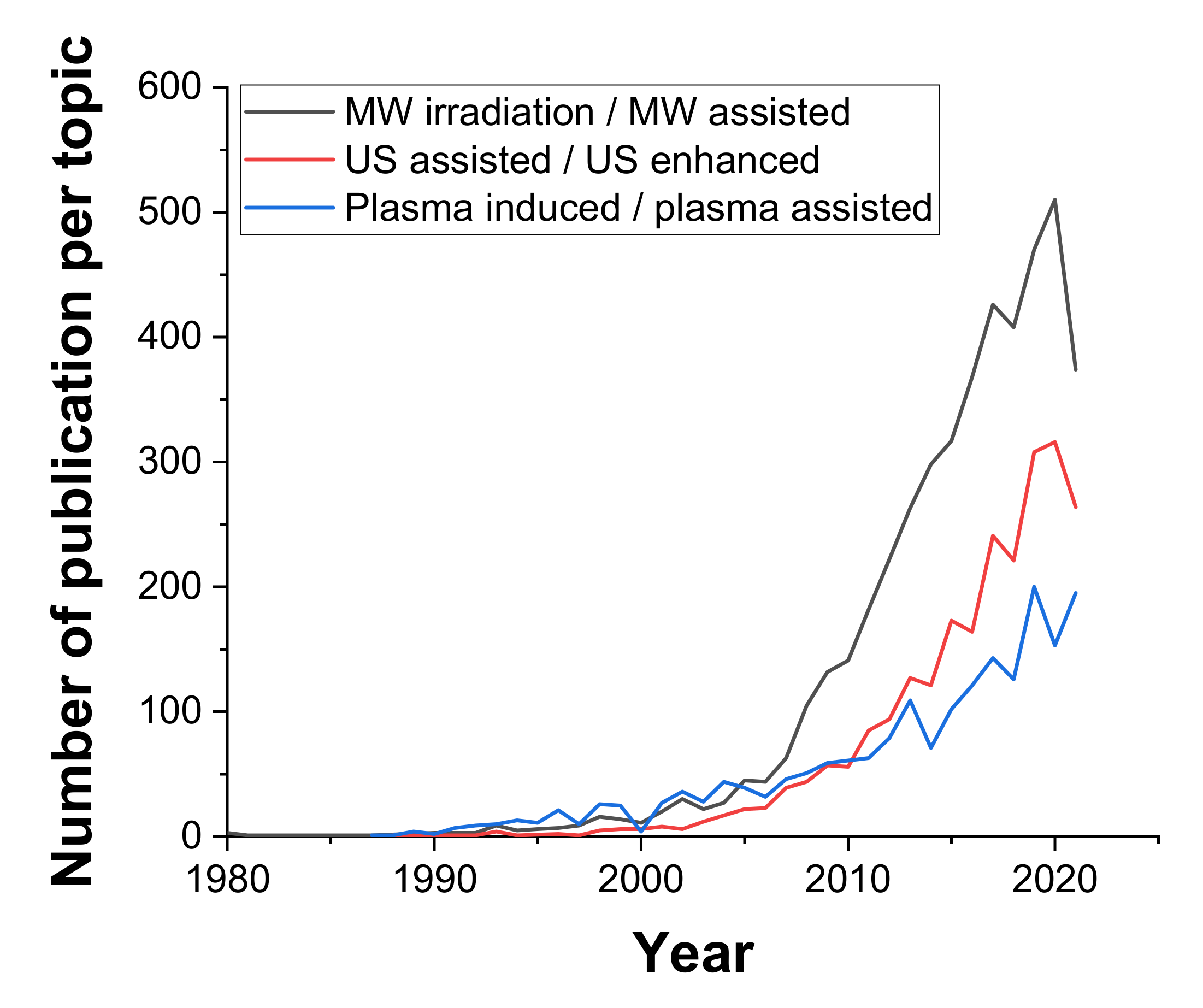
3.2. Alternative Energy Sources
3.2.1. Microwave
3.2.2. Ultrasound
3.2.3. Plasma
3.3. Dynamic Operation Modes
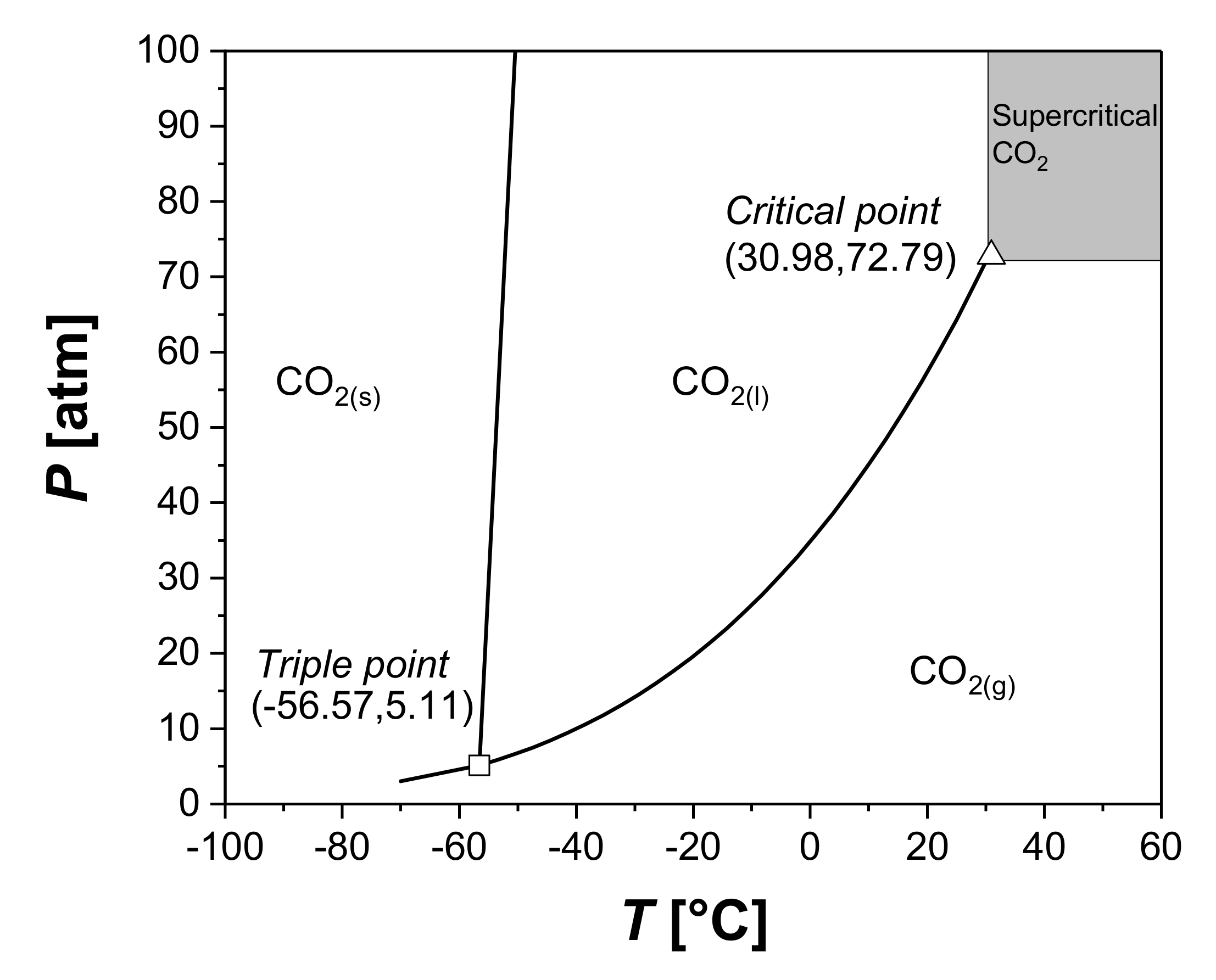
3.4. Alternative Fluids
4. Process Intensification: Potentials and Guidelines
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stankiewicz, A.; Moulijn, J.A. Process intensification. Ind. Eng. Chem. Res. 2002, 41, 1920–1924. [Google Scholar] [CrossRef]
- Klipstein, D.H.; Robinson, S. Vision 2020: Reaction Engineering Roadmap; Office of Energy Efficiency and Renewable Energy (EERE): Washington, DC, USA, 2001; pp. 1–91. [Google Scholar]
- Ly, A.T.A. Roadmap for Catalysis Research in Germany; Society for Chemical Engineering and Biotechnology: Frankfurt, Germany, 2010. [Google Scholar]
- Schubert, M.; Bauer, T.; Agar, D.W.; Bertau, M.; Busch, M.; Claus, P.; Demtröder, D. Roadmap der chemischen Reaktionstechnik. Dechema Ges. Chem. Tech. 2010, 1, 41. [Google Scholar]
- IChemE. A Roadmap for 21st Century Chemical Engineering; The Institution of Chemical Engineers: Rugby, UK, 2007. [Google Scholar]
- Keil, F.J. Modeling of Process Intensification-An Introduction and Overview. In Modeling of Process Intensification; Wiley-VCH: Weinheim, Germany, 2007; pp. 1–7. ISBN 9783527311439. [Google Scholar] [CrossRef] [Green Version]
- Tonkovich, A.L.; Daymo, E. Process Intensification. In Handbook of Thermal Science and, Engineering; Kulacki, F., Ed.; Springer: Berlin, Germany, 2018; ISBN 9783319266954. [Google Scholar] [CrossRef]
- Stankiewicz, A.I.; Gerven, T.V.; Stefanidis, G. The Fundamentals of Process Intensification; Wiley-VCH: Weinheim, Germany, 2019; ISBN 3527327835. [Google Scholar]
- Reay, D.; Ramshaw, C.; Harvey, A. Process Intensification: Engineering for Efficiency, Sustainability and Flexibility, 2nd ed.; Butterwoth-Heinemann: Oxford, UK, 2013; ISBN 9780080983042. [Google Scholar] [CrossRef]
- Dautzenberg, F.M.; Mukherjee, M. Process intensification using multifunctional reactors. Chem. Eng. Sci. 2001, 56, 251–267. [Google Scholar] [CrossRef]
- Van Gerven, T.; Stankiewicz, A. Structure, energy, synergy, time-the fundamentals of process intensification. Ind. Eng. Chem. Res. 2009, 48, 2465–2474. [Google Scholar] [CrossRef]
- Grützner, T.; Ziegenbalg, D.; Güttel, R. Process Intensification—An Unbroken Trend in Chemical Engineering. Chem. Ing. Tech. 2018, 90, 1823–1831. [Google Scholar] [CrossRef]
- Hüther, A.; Geißelmann, A.; Hahn, H. Prozessintensivierung-Eine strategische option für die chemische industrie. Chem. Ing. Tech. 2005, 77, 1829–1837. [Google Scholar] [CrossRef]
- Keil, F.J. Process intensification. Rev. Chem. Eng. 2018, 34, 135–200. [Google Scholar] [CrossRef] [Green Version]
- Fernandez Rivas, D.; Kuhn, S. Synergy of Microfluidics and Ultrasound: Process Intensification Challenges and Opportunities. Top. Curr. Chem. 2016, 374, 70. [Google Scholar] [CrossRef] [Green Version]
- Dudukovic, M.P. Reaction engineering: Status and future challenges. Chem. Eng. Sci. 2010, 65, 3–11. [Google Scholar] [CrossRef]
- Salmi, T.; Mikkola, J.-P.; Wärnå, J. Chemical Reaction Engineering and Reactor Technology; Chapman and Hall/CRC: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Stankiewicz, A.I.; Moulijn, J.A. Process intensification: Transforming chemical engineering. Chem. Eng. Prog. 2000, 96, 22–33. [Google Scholar]
- Illg, T.; Löb, P.; Hessel, V. Flow chemistry using milli- and microstructured reactors—From conventional to novel process windows. Bioorg. Med. Chem. 2010, 18, 3707–3719. [Google Scholar] [CrossRef]
- Hessel, V.; Hofmann, C.; Löwe, H.; Meudt, A.; Scherer, S.; Schönfeld, F.; Werner, B. Selectivity gains and energy savings for the industrial phenyl boronic acid process using micromixer/tubular reactors. Org. Process Res. Dev. 2004, 8, 511–523. [Google Scholar] [CrossRef]
- Gascon, J.; Van Ommen, J.R.; Moulijn, J.A.; Kapteijn, F. Structuring catalyst and reactor—An inviting avenue to process intensification. Catal. Sci. Technol. 2015, 5, 807–817. [Google Scholar] [CrossRef]
- Güttel, R.; Turek, T. Improvement of Fischer-Tropsch Synthesis through Structuring on Different Scales. Energy Technol. 2016, 4, 44–54. [Google Scholar] [CrossRef]
- Kockmann, N. 200 Jahre Entwicklung in Der Kontinuierlichen Destillation. Chem. Ing. Tech. 2013, 85, 1815–1823. [Google Scholar] [CrossRef]
- Stemmet, C.P. Gas-Liquid Solid Foam Reactors: Hydrodynamics and Mass Transfer. Ph.D. Thesis, Technische Universiteit Eindhoven, Eindhoven, The Netherlands, 2008. [Google Scholar] [CrossRef]
- Tomašić, V. Application of the monoliths in DeNOx catalysis. Catal. Today 2007, 119, 106–113. [Google Scholar] [CrossRef]
- Knon, H.; Brenscheidt, T.; Flörchinger, P. Keramische Ultradünnwandträger für zukünftige Emissionsanforderungen. MTZ 2001, 9, 662–666. [Google Scholar] [CrossRef]
- Brueck, R.; Mueller-Haas, K.; Breuer, J.; Webb, C. Advanced performance of metallic converter systems demonstrated on a production V8 engine. SAE Tech. Pap. 2002, 100, 54-3. [Google Scholar] [CrossRef] [Green Version]
- Hessel, V. Novel process windows—Gates to maximizing process intensification via flow chemistry. Chem. Eng. Technol. 2009, 32, 1641. [Google Scholar] [CrossRef]
- Jensen, K.F. Flow chemistry—Microreaction technology comes of age. AIChE J. 2017, 63, 858–869. [Google Scholar] [CrossRef]
- Lali, F.; Pahner, F.A.; Lange, R. Modeling and Simulation of the Hydrogenation of α-Methylstyrene on Catalytically Active Metal Foams as Tubular Reactor Packing. Int. J. Chem. Eng. 2016, 2016, 7082381. [Google Scholar] [CrossRef] [Green Version]
- Kallinikos, L.E.; Papayannakos, N.G. Intensification of hydrodesulphurization process with a structured bed spiral mini-reactor. Chem. Eng. Process. Process Intensif. 2010, 49, 1025–1030. [Google Scholar] [CrossRef]
- Shao, N.; Gavriilidis, A.; Angeli, P. Mass transfer during Taylor flow in microchannels with and without chemical reaction. Chem. Eng. J. 2010, 160, 873–881. [Google Scholar] [CrossRef]
- Langsch, R.; Haase, S.; Lange, R. Hydrodynamik und Stofftransport in einem Perlschnurreaktor für Gas/Flüssig/Fest-Reaktionen. Chem. Ing. Tech. 2013, 85, 642–655. [Google Scholar] [CrossRef]
- Vernuccio, S.; Dempfle, D.; Goy, R.; Medlock, J.; Rudolf von Rohr, P. External mass transfer in a laser sintered structured reactor for continuous hydrogenation of alkynes. Chem. Eng. Process. Process Intensif. 2018, 126, 74–80. [Google Scholar] [CrossRef]
- Lämmermann, M.; Horak, G.; Schwieger, W.; Freund, H. Periodic open cellular structures (POCS) for intensification of multiphase reactors: Liquid holdup and two-phase pressure drop. Chem. Eng. Process.-Process Intensif. 2018, 126, 178–189. [Google Scholar] [CrossRef]
- Danaci, S.; Protasova, L.; Snijkers, F.; Bouwen, W.; Bengaouer, A.; Marty, P. Innovative 3D-manufacture of structured copper supports post-coated with catalytic material for CO2 methanation. Chem. Eng. Process.-Process Intensif. 2018, 127, 168–177. [Google Scholar] [CrossRef]
- Biswas, P.; Mamatha, S.; Varghese, K.; Johnson, R.; Vijay, R.; Kumar, R. 3D printing of high surface area ceramic honeycombs substrates and comparative evaluation for treatment of sewage in Phytorid application. J. Water Process Eng. 2020, 37, 101503. [Google Scholar] [CrossRef]
- Reichelt, E.; Heddrich, M.P.; Jahn, M.; Michaelis, A. Fiber based structured materials for catalytic applications. Appl. Catal. A Gen. 2014, 476, 78–90. [Google Scholar] [CrossRef]
- Peng, Z.; Gai, S.; Barma, M.; Rahman, M.M.; Moghtaderi, B.; Doroodchi, E. Experimental study of gas-liquid-solid flow characteristics in slurry Taylor flow-based multiphase microreactors. Chem. Eng. J. 2021, 405, 126646. [Google Scholar] [CrossRef]
- Liedtke, A.K.; Bornette, F.; Philippe, R.; De Bellefon, C. Gas-liquid-solid “slurry Taylor” flow: Experimental evaluation through the catalytic hydrogenation of 3-methyl-1-pentyn-3-ol. Chem. Eng. J. 2013, 227, 174–181. [Google Scholar] [CrossRef]
- Faridkhou, A.; Tourvieille, J.N.; Larachi, F. Reactions, hydrodynamics and mass transfer in micro-packed beds—Overview and new mass transfer data. Chem. Eng. Process. Process Intensif. 2016, 110, 80–96. [Google Scholar] [CrossRef]
- Yang, C.; Teixeira, A.R.; Shi, Y.; Born, S.C.; Lin, H.; Li Song, Y.; Martin, B.; Schenkel, B.; Peer Lachegurabi, M.; Jensen, K.F. Catalytic hydrogenation of: N-4-nitrophenyl nicotinamide in a micro-packed bed reactor. Green Chem. 2018, 20, 886–893. [Google Scholar] [CrossRef] [Green Version]
- Ghanem, A.; Lemenand, T.; Della Valle, D.; Peerhossaini, H. Static mixers: Mechanisms, applications, and characterization methods—A review. Chem. Eng. Res. Des. 2014, 92, 205–228. [Google Scholar] [CrossRef]
- Lobry, E.; Theron, F.; Gourdon, C.; Le Sauze, N.; Xuereb, C.; Lasuye, T. Turbulent liquid-liquid dispersion in SMV static mixer at high dispersed phase concentration. Chem. Eng. Sci. 2011, 66, 5762–5774. [Google Scholar] [CrossRef] [Green Version]
- Thakur, R.K.; Vial, C.; Nigam, K.D.P.; Nauman, E.B.; Djelveh, G. Static mixers in the process industries—A review. Chem. Eng. Res. Des. 2003, 81, 787–826. [Google Scholar] [CrossRef]
- Yuan, F.; Cui, Z.; Lin, J. Experimental and Numerical Study on Flow Resistance and Bubble Transport in a Helical Static Mixer. Energies 2020, 13, 1228. [Google Scholar] [CrossRef] [Green Version]
- Anxionnaz, Z.; Cabassud, M.; Gourdon, C.; Tochon, P. Heat exchanger/reactors (HEX reactors): Concepts, technologies: State-of-the-art. Chem. Eng. Process. Process Intensif. 2008, 47, 2029–2050. [Google Scholar] [CrossRef] [Green Version]
- Ghanem, A.; Habchi, C.; Lemenand, T.; Della Valle, D.; Peerhossaini, H. Energy efficiency in process industry—High-efficiency vortex (HEV) multifunctional heat exchanger. Renew. Energy 2013, 56, 96–104. [Google Scholar] [CrossRef] [Green Version]
- Agar, D.W. Multifunctional reactors: Old preconceptions and new dimensions. Chem. Eng. Sci. 1999, 54, 1299–1305. [Google Scholar] [CrossRef]
- Krishna, R. Reactive Separations: More Ways to Skin a Cat. Chemie Ing. Tech. 2001, 73, 766. [Google Scholar] [CrossRef]
- Russo, V.; Tesser, R.; Rossano, C.; Vitiello, R.; Turco, R.; Salmi, T.; Di Serio, M. Chromatographic reactor modelling. Chem. Eng. J. 2019, 377, 119692. [Google Scholar] [CrossRef]
- Rossano, C.; Pizzo, C.L.; Tesser, R.; Di Serio, M.; Russo, V. Reactive chromatography applied to ethyl levulinate synthesis: A proof of concept. Processes 2021, 9, 1684. [Google Scholar] [CrossRef]
- Moreira, M.N.; Corrêa, I.; Ribeiro, A.M.; Rodrigues, A.E.; Faria, R.P.V. Solketal Production in a Fixed Bed Adsorptive Reactor through the Ketalization of Glycerol. Ind. Eng. Chem. Res. 2020, 59, 2805–2816. [Google Scholar] [CrossRef]
- Pereira, C.S.M.; Gomes, P.S.; Gandi, G.K.; Silva, V.M.T.M.; Rodrigues, A.E. Multifunctional Reactor for the Synthesis of Dimethylacetal. Ind. Eng. Chem. Res. 2007, 47, 3515–3524. [Google Scholar] [CrossRef]
- Rodrigues, A.E.; Pereira, C.S.M.; Santos, J.C. Chromatographic Reactors. Chem. Eng. Technol. 2012, 35, 1171–1183. [Google Scholar] [CrossRef]
- Wang, J.; Chen, W.; Li, Y.; Xu, J.; Yu, W.; Ray, A.K. Multi-Objective Optimizations of Non-Isothermal Simulated Moving Bed Reactor: Parametric Analyses. Process 2021, 9, 360. [Google Scholar] [CrossRef]
- Spitters, J.; Gonçalves, J.C.; Faria, R.P.V.; Rodrigues, A.E. Optimization of the Production of 1,1-Diethoxybutane by Simulated Moving Bed Reactor. Process 2021, 9, 189. [Google Scholar] [CrossRef]
- Stankiewicz, A. Energy matters: Alternative sources and forms of energy for intensification of chemical and biochemical processes. Chem. Eng. Res. Des. 2006, 84, 511–521. [Google Scholar] [CrossRef]
- Martín, Á.; Navarrete, A. Microwave-assisted process intensification techniques. Curr. Opin. Green Sustain. Chem. 2018, 11, 70–75. [Google Scholar] [CrossRef]
- Flórez, N.; Conde, E.; Domínguez, H. Microwave assisted water extraction of plant compounds. J. Chem. Technol. Biotechnol. 2015, 90, 590–607. [Google Scholar] [CrossRef]
- Mustapa, A.N.; Martin, Á.; Mato, R.B.; Cocero, M.J. Extraction of phytocompounds from the medicinal plant Clinacanthus nutans Lindau by microwave-assisted extraction and supercritical carbon dioxide extraction. Ind. Crops Prod. 2015, 74, 83–94. [Google Scholar] [CrossRef]
- Yao, X.H.; Zhang, D.Y.; Luo, M.; Jin, S.; Zu, Y.G.; Efferth, T.; Fu, Y.J. Negative pressure cavitation-microwave assisted preparation of extract of Pyrola incarnata Fisch. rich in hyperin, 2′-O-galloylhyperin and chimaphilin and evaluation of its antioxidant activity. Food Chem. 2015, 169, 270–276. [Google Scholar] [CrossRef]
- Priecel, P.; Lopez-Sanchez, J.A. Advantages and Limitations of Microwave Reactors: From Chemical Synthesis to the Catalytic Valorization of Biobased Chemicals. ACS Sustain. Chem. Eng. 2018, 7, 3–21. [Google Scholar] [CrossRef] [Green Version]
- Horikoshi, S.; Osawa, A.; Abe, M.; Serpone, N. On the generation of hot-spots by microwave electric and magnetic fields and their impact on a microwave-assisted heterogeneous reaction in the presence of metallic Pd nanoparticles on an activated carbon support. J. Phys. Chem. C 2011, 115, 23030–23035. [Google Scholar] [CrossRef]
- Gangurde, L.S.; Sturm, G.S.J.; Devadiga, T.J.; Stankiewicz, A.I.; Stefanidis, G.D. Complexity and Challenges in Noncontact High Temperature Measurements in Microwave-Assisted Catalytic Reactors. Ind. Eng. Chem. Res. 2017, 56, 13379–13391. [Google Scholar] [CrossRef]
- Mishra, R.R.; Sharma, A.K. Microwave-material interaction phenomena: Heating mechanisms, challenges and opportunities in material processing. Compos. Part A Appl. Sci. Manuf. 2016, 81, 78–97. [Google Scholar] [CrossRef]
- Kappe, C.O.; Pieber, B.; Dallinger, D. Microwave Effects in Organic Synthesis: Myth or Reality? Angew. Chem. Int. Ed. 2013, 52, 1088–1094. [Google Scholar] [CrossRef]
- Richards, W.T.; Loomis, A.L. The chemical effects of high frequency sound waves I. A preliminary survey. J. Am. Chem. Soc. 1927, 49, 3086–3100. [Google Scholar] [CrossRef]
- Plesset, M.S. The Dynamics of Cavitation Bubbles. J. Appl. Mech. 1949, 16, 277–282. [Google Scholar] [CrossRef]
- Hayati, F.; Isari, A.A.; Anvaripour, B.; Fattahi, M.; Kakavandi, B. Ultrasound-assisted photocatalytic degradation of sulfadiazine using MgO@CNT heterojunction composite: Effective factors, pathway and biodegradability studies. Chem. Eng. J. 2020, 381, 122636. [Google Scholar] [CrossRef]
- Sancheti, S.V.; Gogate, P.R. A review of engineering aspects of intensification of chemical synthesis using ultrasound. Ultrason. Sonochem. 2017, 36, 527–543. [Google Scholar] [CrossRef]
- Chatel, G.; Monnier, C.; Kardos, N.; Voiron, C.; Andrioletti, B.; Draye, M. Green, selective and swift oxidation of cyclic alcohols to corresponding ketones. Appl. Catal. A Gen. 2014, 478, 157–164. [Google Scholar] [CrossRef]
- Gholap, A.R.; Venkatesan, K.; Daniel, T.; Lahoti, R.J.; Srinivasan, K.V. Ultrasound promoted acetylation of alcohols in room temperature ionic liquid under ambient conditions. Green Chem. 2003, 5, 693–696. [Google Scholar] [CrossRef]
- Zeng, H.; Li, H.; Shao, H. One-pot three-component Mannich-type reactions using Sulfamic acid catalyst under ultrasound irradiation. Ultrason. Sonochem. 2009, 16, 758–762. [Google Scholar] [CrossRef]
- Bandyopadhyay, D.; Mukherjee, S.; Turrubiartes, L.C.; Banik, B.K. Ultrasound-assisted aza-Michael reaction in water: A green procedure. Ultrason. Sonochem. 2012, 19, 969–973. [Google Scholar] [CrossRef]
- Domini, C.E.; Silbestri, G.F.; Fernández Band, B.; Chopa, A.B. Ultrasound-assisted synthesis of unsymmetrical biaryls by Stille cross-coupling reactions. Ultrason. Sonochem. 2012, 19, 410–414. [Google Scholar] [CrossRef]
- De Souza, A.L.F.; da Silva, L.C.; Oliveira, B.L.; Antunes, O.A.C. Microwave- and ultrasound-assisted Suzuki-Miyaura cross-coupling reactions catalyzed by Pd/PVP. Tetrahedron Lett. 2008, 49, 3895–3898. [Google Scholar] [CrossRef]
- Lévêque, J.M.; Fujita, M.; Bosson, A.; Sohmiya, H.; Pétrier, C.; Komatsu, N.; Kimura, T. Secondary sonochemical effect on Mo-catalyzed bromination of aromatic compounds. Ultrason. Sonochem. 2011, 18, 753–756. [Google Scholar] [CrossRef]
- Li, D.J.; Song, J.F.; Xu, A.Q.; Liu, C.Q. Optimization of the ultrasound-assisted synthesis of lutein disuccinate using uniform design. Ultrason. Sonochem. 2014, 21, 98–103. [Google Scholar] [CrossRef]
- Dange, P.N.; Kulkarni, A.V.; Rathod, V.K. Ultrasound assisted synthesis of methyl butyrate using heterogeneous catalyst. Ultrason. Sonochem. 2015, 26, 257–264. [Google Scholar] [CrossRef]
- Waghmare, G.V.; Vetal, M.D.; Rathod, V.K. Ultrasound assisted enzyme catalyzed synthesis of glycerol carbonate from glycerol and dimethyl carbonate. Ultrason. Sonochem. 2015, 22, 311–316. [Google Scholar] [CrossRef]
- Rabiei, K.; Naeimi, H. Ultrasonic assisted synthesis of gem-dichloroaziridine derivatives using Mg/CCl4 under neutral conditions. Ultrason. Sonochem. 2015, 24, 150–154. [Google Scholar] [CrossRef]
- Abiev, R.S.; Sladkovskiy, D.A.; Semikin, K.V.; Murzin, D.Y.; Rebrov, E.V. Non-Thermal Plasma for Process and Energy Intensification in Dry Reforming of Methane. Catal 2020, 10, 1358. [Google Scholar] [CrossRef]
- Vandenbroucke, A.M.; Morent, R.; De Geyter, N.; Leys, C. Non-thermal plasmas for non-catalytic and catalytic VOC abatement. J. Hazard. Mater. 2011, 195, 30–54. [Google Scholar] [CrossRef]
- Penetrante, B.M.; Schultheis, S.E. Non-Thermal Plasma Techniques for Pollution Control; Springer Science & Business Media, Springer: Berlin, Germany, 1993. [Google Scholar] [CrossRef]
- Du, C.; Li, H.; Zhang, L.; Wang, J.; Huang, D.; Xiao, M.; Cai, J.; Chen, Y.; Yan, H.; Xiong, Y.; et al. Hydrogen production by steam-oxidative reforming of bio-ethanol assisted by Laval nozzle arc discharge. Int. J. Hydrogen Energy 2012, 37, 8318–8329. [Google Scholar] [CrossRef]
- Liao, X.; Liu, D.; Xiang, Q.; Ahn, J.; Chen, S.; Ye, X.; Ding, T. Inactivation mechanisms of non-thermal plasma on microbes: A review. Food Control 2017, 75, 83–91. [Google Scholar] [CrossRef]
- Peng, P.; Chen, P.; Schiappacasse, C.; Zhou, N.; Anderson, E.; Chen, D.; Liu, J.; Cheng, Y.; Hatzenbeller, R.; Addy, M.; et al. A review on the non-thermal plasma-assisted ammonia synthesis technologies. J. Clean. Prod. 2018, 177, 597–609. [Google Scholar] [CrossRef]
- Kim, H.H.; Teramoto, Y.; Ogata, A.; Takagi, H.; Nanba, T. Atmospheric-pressure nonthermal plasma synthesis of ammonia over ruthenium catalysts. Plasma Process. Polym. 2017, 14, 1600157. [Google Scholar] [CrossRef]
- Petitpas, G.; Rollier, J.D.; Darmon, A.; Gonzalez-Aguilar, J.; Metkemeijer, R.; Fulcheri, L. A comparative study of non-thermal plasma assisted reforming technologies. Int. J. Hydrogen Energy 2007, 32, 2848–2867. [Google Scholar] [CrossRef]
- Chung, W.C.; Chang, M.B. Review of catalysis and plasma performance on dry reforming of CH4 and possible synergistic effects. Renew. Sustain. Energy Rev. 2016, 62, 13–31. [Google Scholar] [CrossRef]
- Lange, R. Modeling and Simulation of Unsteady-State-Operated Trickle-Flow Reactors. In Modeling of Process Intensification; Wiley-VCH: Weinheim, Germany, 2007; ISBN 9783527311439. [Google Scholar] [CrossRef]
- Hudgins, R.R.; Silveston, P.L.; Renken, A.; Matros, Y.S. Introduction. In Periodic Operation of Reactors; Silveston, P.L., Hudgins, R.R., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 1–22. ISBN 9780123918543. [Google Scholar] [CrossRef]
- Matros, Y.S.H.; Bunimovich, G.A. Reverse-flow operation in fixed bed catalytic reactors. Catal. Rev.-Sci. Eng. 1996, 38, 1–68. [Google Scholar] [CrossRef]
- Bunimovich, G.; Sapoundjiev, H. Periodic flow reversal. In Periodic Operation of Reactors; Silveston, P.L., Hudgins, R.R., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 495–542. ISBN 9780123918543. [Google Scholar] [CrossRef]
- Lange, R.; Hanika, J.; Stradiotto, D.; Hudgins, R.R.; Silveston, P.L. Investigations of periodically operated trickle-bed reactors. Chem. Eng. Sci. 1994, 49, 5615–5621. [Google Scholar] [CrossRef]
- Lange, R.; Schubert, M.; Dietrich, W.; Grünewald, M. Unsteady-state operation of trickle-bed reactors. Chem. Eng. Sci. 2004, 59, 5355–5361. [Google Scholar] [CrossRef]
- Silveston, P.L.; Hanika, J. Periodic operation of three—Phase catalytic reactors. Can. J. Chem. Eng. 2004, 82, 1105–1142. [Google Scholar] [CrossRef]
- Atta, A.; Roy, S.; Larachi, F.; Nigam, K.D.P. Cyclic operation of trickle bed reactors: A review. Chem. Eng. Sci. 2014, 115, 205–214. [Google Scholar] [CrossRef]
- Silveston, P.L.; Hudgins, R.R. Pressure modulation. In Periodic Operation of Reactors; Silveston, P.L., Hudgins, R.R., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 415–434. ISBN 9780123918543. [Google Scholar] [CrossRef]
- Brandner, J.D.J.; Silveston, P.L.; Hudgins, R.R. Temperature modulation. In Periodic Operation of Reactors; Silveston, P.L., Hudgins, R.R., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 435–462. ISBN 9780123918543. [Google Scholar] [CrossRef]
- Matthischke, S.; Roensch, S.; Güttel, R. Start-up Time and Load Range for the Methanation of Carbon Dioxide in a Fixed-Bed Recycle Reactor. Ind. Eng. Chem. Res. 2018, 57, 6391–6400. [Google Scholar] [CrossRef]
- Jachuck, R.J.; Ramshaw, C.; Boodhoo, K.; Dalgleish, J.C. Process intensification: The opportunity presented by spinning disc reactor technology. Inst. Chem. Eng. Symp. Ser. 1997, 141, 417–424. [Google Scholar]
- Pask, S.D.; Nuyken, O.; Cai, Z. The spinning disk reactor: An example of a process intensification technology for polymers and particles. Polym. Chem. 2012, 3, 2698–2707. [Google Scholar] [CrossRef]
- Härting, H.U.; Bieberle, A.; Lange, R.; Larachi, F.; Schubert, M. Hydrodynamics of co-current two-phase flow in an inclined rotating tubular fixed bed reactor—Wetting intermittency via periodic catalyst immersion. Chem. Eng. Sci. 2015, 128, 147–158. [Google Scholar] [CrossRef]
- Dashliborun, A.M.; Larachi, F.; Hamidipour, M. Cyclic operation strategies in inclined and moving packed beds—Potential marine applications for floating systems. AIChE J. 2016, 62, 4157–4172. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Luo, Y.; Chu, G.W.; Liu, W.; Shao, L.; Chen, J.F. Liquid holdup and wetting efficiency in a rotating trickle-bed reactor. AIChE J. 2019, 65, e16618. [Google Scholar] [CrossRef]
- Härting, H.U.; Lange, R.; Larachi, F.; Schubert, M. A novel inclined rotating tubular fixed bed reactor concept for enhancement of reaction rates and adjustment of flow regimes. Chem. Eng. J. 2015, 281, 931–944. [Google Scholar] [CrossRef]
- Assima, G.P.; Motamed-Dashliborun, A.; Larachi, F. Emulation of gas-liquid flow in packed beds for offshore floating applications using a swell simulation hexapod. AIChE J. 2015, 61, 2354–2367. [Google Scholar] [CrossRef]
- Motamed Dashliborun, A.; Larachi, F. Hydrodynamics of gas-liquid cocurrent downflow in floating packed beds. Chem. Eng. Sci. 2015, 137, 665–676. [Google Scholar] [CrossRef]
- Iliuta, I.; Larachi, F. Hydrodynamics and reaction performances of multiphase reactors for marine applications—A review. Int. J. Chem. React. Eng. 2019, 17, 20180178. [Google Scholar] [CrossRef]
- Motamed Dashliborun, A.; Larachi, F.; Schubert, M. Offshore Floating Packed-Bed Reactors: Key Challenges and Potential Solutions. Chem. Eng. Technol. 2017, 40, 1975–1984. [Google Scholar] [CrossRef] [Green Version]
- Iliuta, I.; Larachi, F. Fischer-Tropsch synthesis in vertical, inclined and oscillating trickle-bed reactors for offshore floating applications. Chem. Eng. Sci. 2018, 177, 509–522. [Google Scholar] [CrossRef]
- Marín, P.; Díez, F.V.; Ordóñez, S. Reverse flow reactors as sustainable devices for performing exothermic reactions: Applications and engineering aspects. Chem. Eng. Process.-Process Intensif. 2019, 135, 175–189. [Google Scholar] [CrossRef]
- Forsyth, S.A.; Pringle, J.M.; MacFarlane, D.R. Ionic liquids—An overview. Aust. J. Chem. 2004, 57, 113–119. [Google Scholar] [CrossRef]
- Welton, T. Ionic liquids in catalysis. Coord. Chem. Rev. 2004, 248, 2459–2477. [Google Scholar] [CrossRef]
- Gordon, C.M. New developments in catalysis using ionic liquids. Appl. Catal. A Gen. 2001, 222, 101–117. [Google Scholar] [CrossRef]
- Cansell, F.; Aymonier, C.; Loppinet-Serani, A. Review on materials science and supercritical fluids. Curr. Opin. Solid State Mater. Sci. 2003, 7, 331–340. [Google Scholar] [CrossRef]
- Ramsey, E.D.; Guo, W.; Liu, J.Y.; Wu, X.H. Supercritical Fluids. Compr. Biotechnol. Second Ed. 2011, 2, 1007–1026. [Google Scholar] [CrossRef]
- Knez, Z.; Markočič, E.; Leitgeb, M.; Primožič, M.; Knez Hrnčič, M.; Škerget, M. Industrial applications of supercritical fluids: A review. Energy 2014, 77, 235–243. [Google Scholar] [CrossRef]
- Manjare, S.D.; Dhingra, K. Supercritical fluids in separation and purification: A review. Mater. Sci. Energy Technol. 2019, 2, 463–484. [Google Scholar] [CrossRef]
- Brunner, G. Applications of supercritical fluids. Annu. Rev. Chem. Biomol. Eng. 2010, 1, 321–342. [Google Scholar] [CrossRef]
- Russo, V.; Protasova, L.; Turco, R.; De Croon, M.H.J.M.; Hessel, V.; Santacesaria, E. Hydrogen peroxide decomposition on manganese oxide supported catalyst: From batch reactor to continuous microreactor. Ind. Eng. Chem. Res. 2013, 52, 7668–7676. [Google Scholar] [CrossRef]
- Russo, V.; Kilpiö, T.; Hernandez Carucci, J.; Di Serio, M.; Salmi, T.O. Modeling of microreactors for ethylene epoxidation and total oxidation. Chem. Eng. Sci. 2015, 134, 563–571. [Google Scholar] [CrossRef]
- Khan, Y.; Kilpiö, T.; Marin, M.; Russo, V.; Lehtonen, J.; Karinen, R.; Salmi, T. Modelling of a microreactor for the partial oxidation of 1-butanol on a titania supported gold catalyst. Chem. Eng. Sci. 2020, 221, 115695. [Google Scholar] [CrossRef]
- Santacesaria, E.; Russo, V.; Tesser, R.; Di Serio, M. A kinetic biphasic approach to biodiesel process intensification. Chem. Eng. Trans. 2019, 74, 1339–1344. [Google Scholar] [CrossRef]
- Santacesaria, E.; Turco, R.; Tortorelli, M.; Russo, V.; Di Serio, M.; Tesser, R. Biodiesel process intensification by using static mixers tubular reactors. Ind. Eng. Chem. Res. 2012, 51, 8777–8787. [Google Scholar] [CrossRef]
- Santacesaria, E.; Tesser, R.; Serio, M.D.; Russo, V.; Turco, R. A new simple microchannel device to test process intensification. Ind. Eng. Chem. Res. 2011, 50, 2569–2575. [Google Scholar] [CrossRef]
- Vu, T.D.; Seidel-Morgenstern, A. Quantifying temperature and flow rate effects on the performance of a fixed-bed chromatographic reactor. J. Chromatogr. A 2011, 1218, 8097–8109. [Google Scholar] [CrossRef]
- Yuan, Y.P.; Yin, L.S.; Cao, S.W.; Gu, L.N.; Xu, G.S.; Du, P.; Chai, H.; Liao, Y.S.; Xue, C. Microwave-assisted heating synthesis: A general and rapid strategy for large-scale production of highly crystalline g-C3N4 with enhanced photocatalytic H2 production. Green Chem. 2014, 16, 4663–4668. [Google Scholar] [CrossRef]
- Mason, J.B.; Sun, Y. Microwave-Assisted Production of 5-Hydroxymethylfurfural from Glucose. ChemistrySelect 2021, 6, 10582–10586. [Google Scholar] [CrossRef]
- Shinde, K.; Kaliaguine, S. A Comparative Study of Ultrasound Biodiesel Production Using Different Homogeneous Catalysts. ChemEngineering 2019, 3, 18. [Google Scholar] [CrossRef] [Green Version]
- Alvear, M.; Fortunato, M.E.; Russo, V.; Salmi, T.; Di Serio, M. Modelling of transient kinetics in trickle bed reactors: Ethylene oxide production via hydrogen peroxide. Chem. Eng. Sci. 2022, 248, 117156. [Google Scholar] [CrossRef]
- Alvear, M.; Fortunato, M.E.; Russo, V.; Eränen, K.; Di Serio, M.; Lehtonen, J.; Rautiainen, S.; Murzin, D.; Salmi, T. Continuous Liquid-Phase Epoxidation of Ethylene with Hydrogen Peroxide on a Titanium-Silicate Catalyst. Ind. Eng. Chem. Res. 2021, 60, 9429–9436. [Google Scholar] [CrossRef]
- Russo, V.; Tesser, R.; Rossano, C.; Cogliano, T.; Vitiello, R.; Leveneur, S.; Di Serio, M. Kinetic study of Amberlite IR120 catalyzed acid esterification of levulinic acid with ethanol: From batch to continuous operation. Chem. Eng. J. 2020, 401, 126126. [Google Scholar] [CrossRef]
- Salmi, T.; Russo, V.; Freites Aguilera, A. Modelling of the interaction of kinetics and external transport phenomena in structured catalysts: The effect of reaction kinetics, mass transfer and channel size distribution in solid foams. Chem. Eng. Sci. 2021, 244, 116815. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PI Strategy | Pros | Cons | Application | |
|---|---|---|---|---|
| Equipment | Miniaturisation and structurisation |
|
| |
| Integrated mixing elements |
|
|
| |
| Multifunctional reactors |
|
| ||
| Energy | Microwave |
|
| |
| Ultrasound |
|
|
| |
| Plasma |
|
| ||
| Operation | Dynamic/transient operation |
|
|
|
| Alternate fluids |
|
| ||
| PI Strategy | Limitations by | |||||||
|---|---|---|---|---|---|---|---|---|
| Reaction Kinetics | Internal Mass Transfer | External Mass Transfer | Product Selectivity | Process Complexity | Thermal Control | Mixing | ||
| Equipment | Miniaturisation and structurisation | X | X | X | X | X | X | |
| Integrated mixing elements | X | X | X | X | X | |||
| Multifuctional reactors | X | X | ||||||
| Energy | Microwave | X | X | |||||
| Ultrasound | X | X | ||||||
| Plasma | X | X | X | |||||
| Operation | Dynamic/transient operation | X | X | X | ||||
| Alternate fluids | X | X | X | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haase, S.; Tolvanen, P.; Russo, V. Process Intensification in Chemical Reaction Engineering. Processes 2022, 10, 99. https://doi.org/10.3390/pr10010099
Haase S, Tolvanen P, Russo V. Process Intensification in Chemical Reaction Engineering. Processes. 2022; 10(1):99. https://doi.org/10.3390/pr10010099
Chicago/Turabian StyleHaase, Stefan, Pasi Tolvanen, and Vincenzo Russo. 2022. "Process Intensification in Chemical Reaction Engineering" Processes 10, no. 1: 99. https://doi.org/10.3390/pr10010099
APA StyleHaase, S., Tolvanen, P., & Russo, V. (2022). Process Intensification in Chemical Reaction Engineering. Processes, 10(1), 99. https://doi.org/10.3390/pr10010099