Systematic Sustainable Process Design and Analysis of Biodiesel Processes

 ,
, 
Abstract
:
1. Introduction
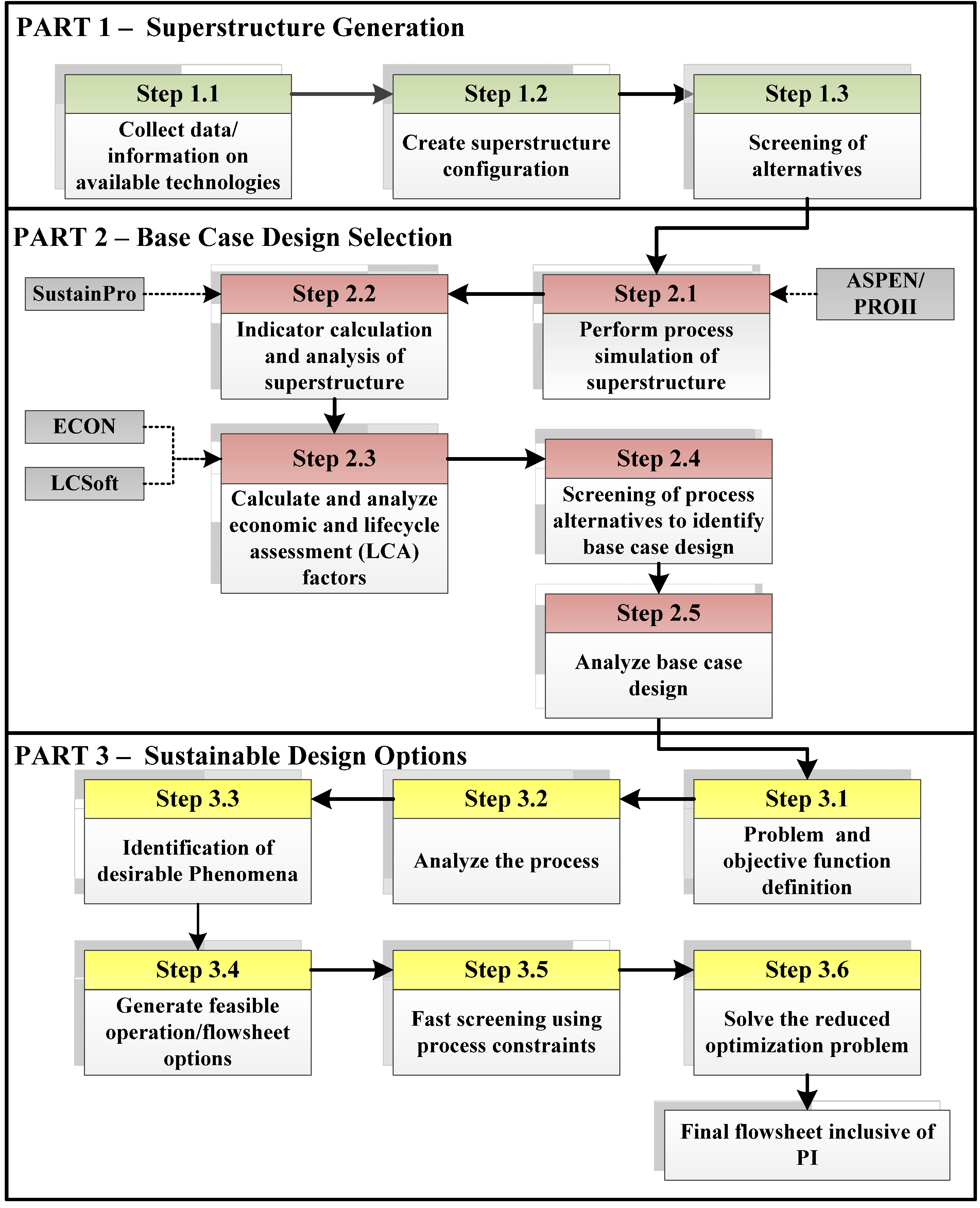
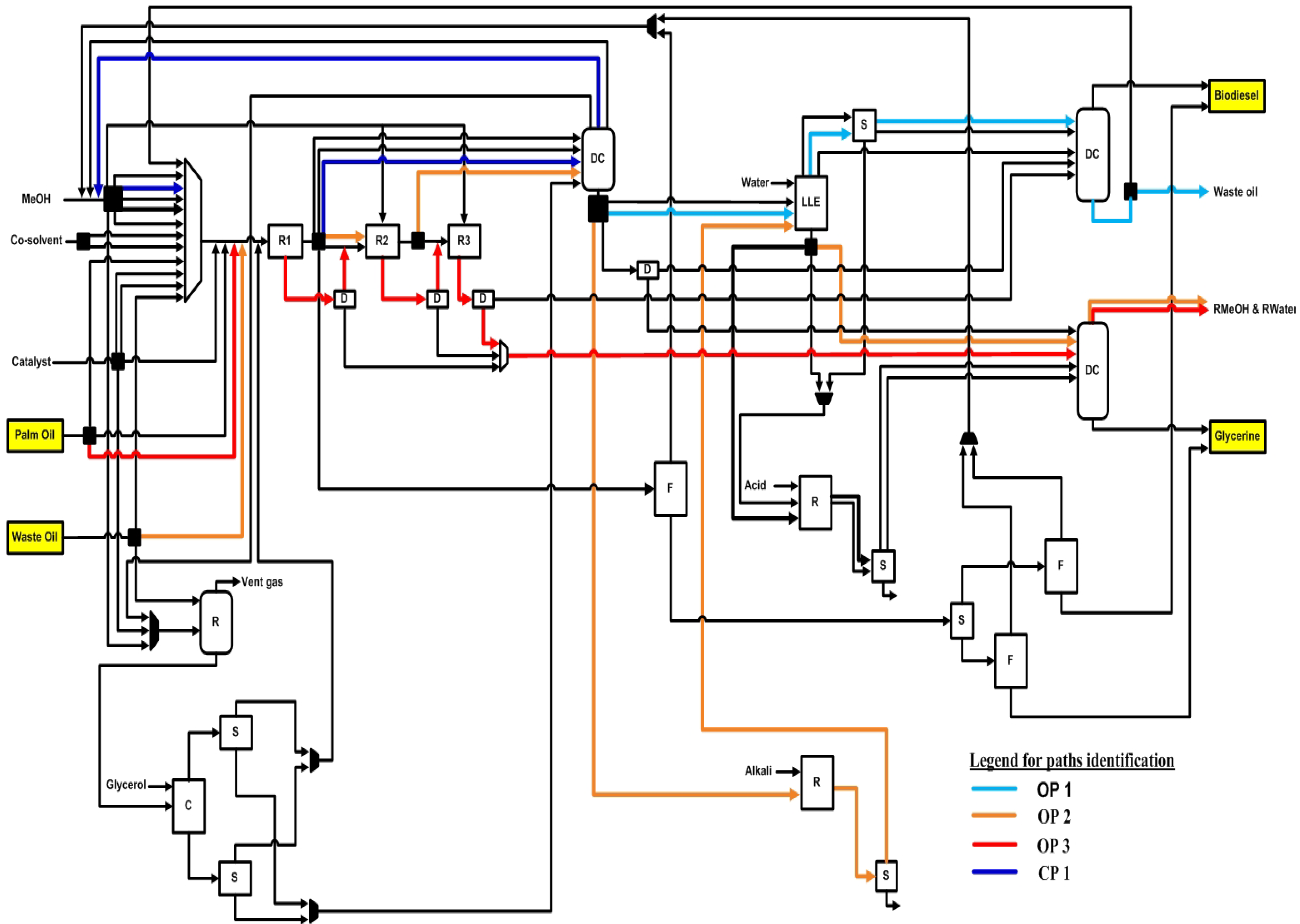
- Part-1 defines a superstructure. Here, information on processing routes for the product-feedstock is collected from available data and literature, which is then used to create a generic superstructure of processing routes. The superstructure describes a network of process configurations from which the optimal flowsheet can be found.
- Part-2 identifies a base case design. The superstructure from part-1 is evaluated in terms of a sustainability analysis that identifies and orders structural (process) bottlenecks within it in terms of those having the highest impact for improvement with respect to the measures of sustainability. Based on this analysis the number of process alternatives within the superstructure is screened and from the reduced set, a base case design is selected. This step is necessary only if a “reference” base case design is not available.
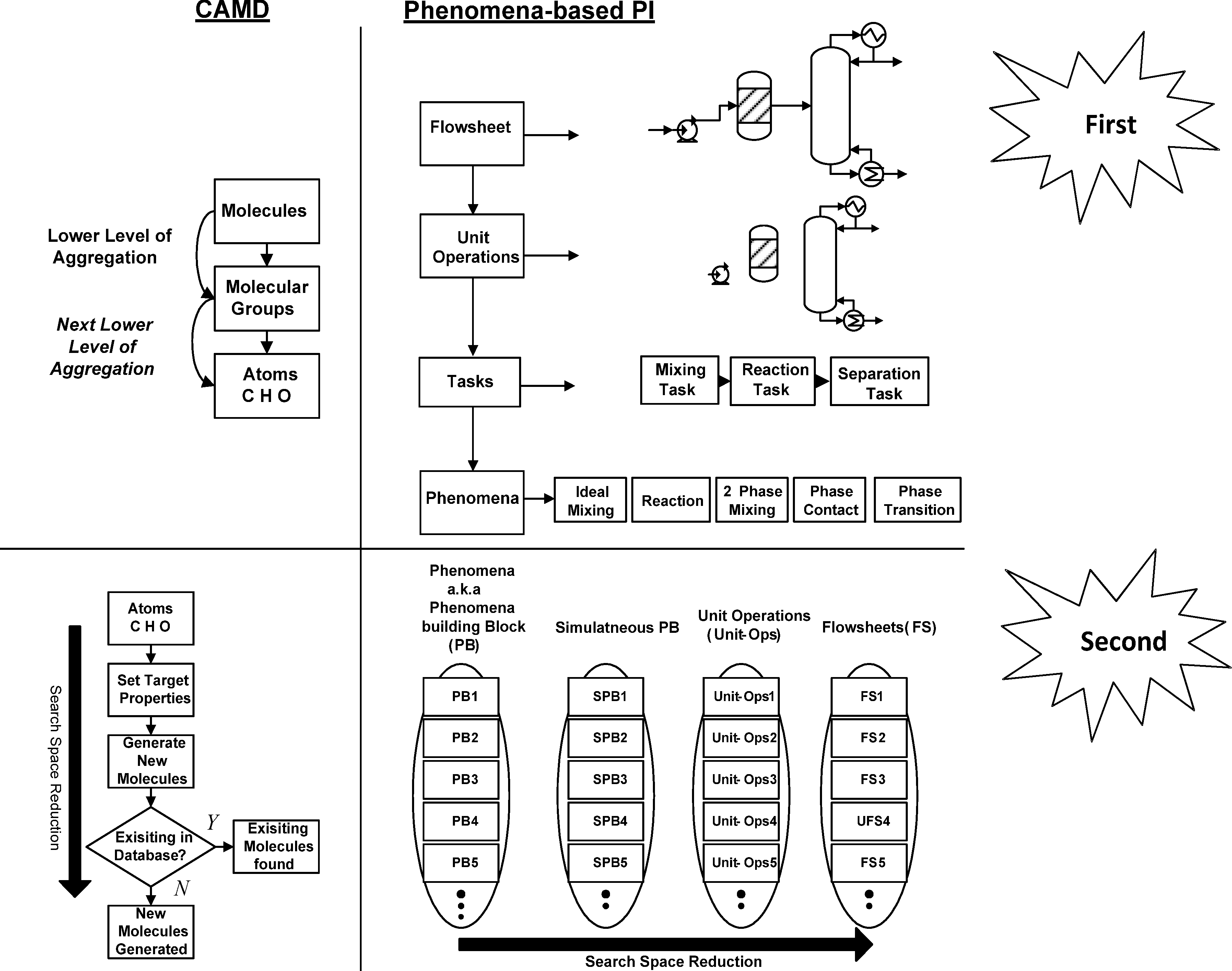
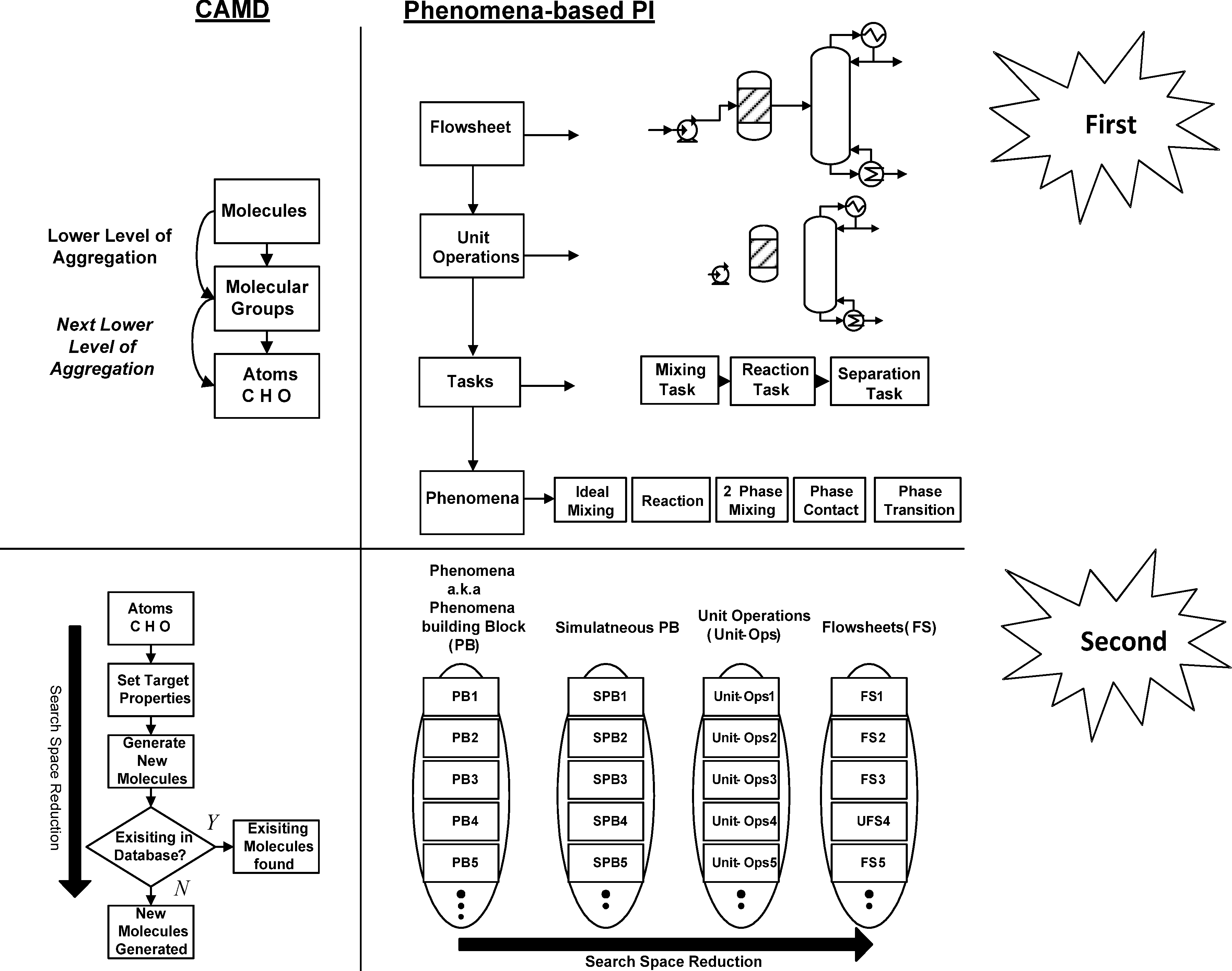
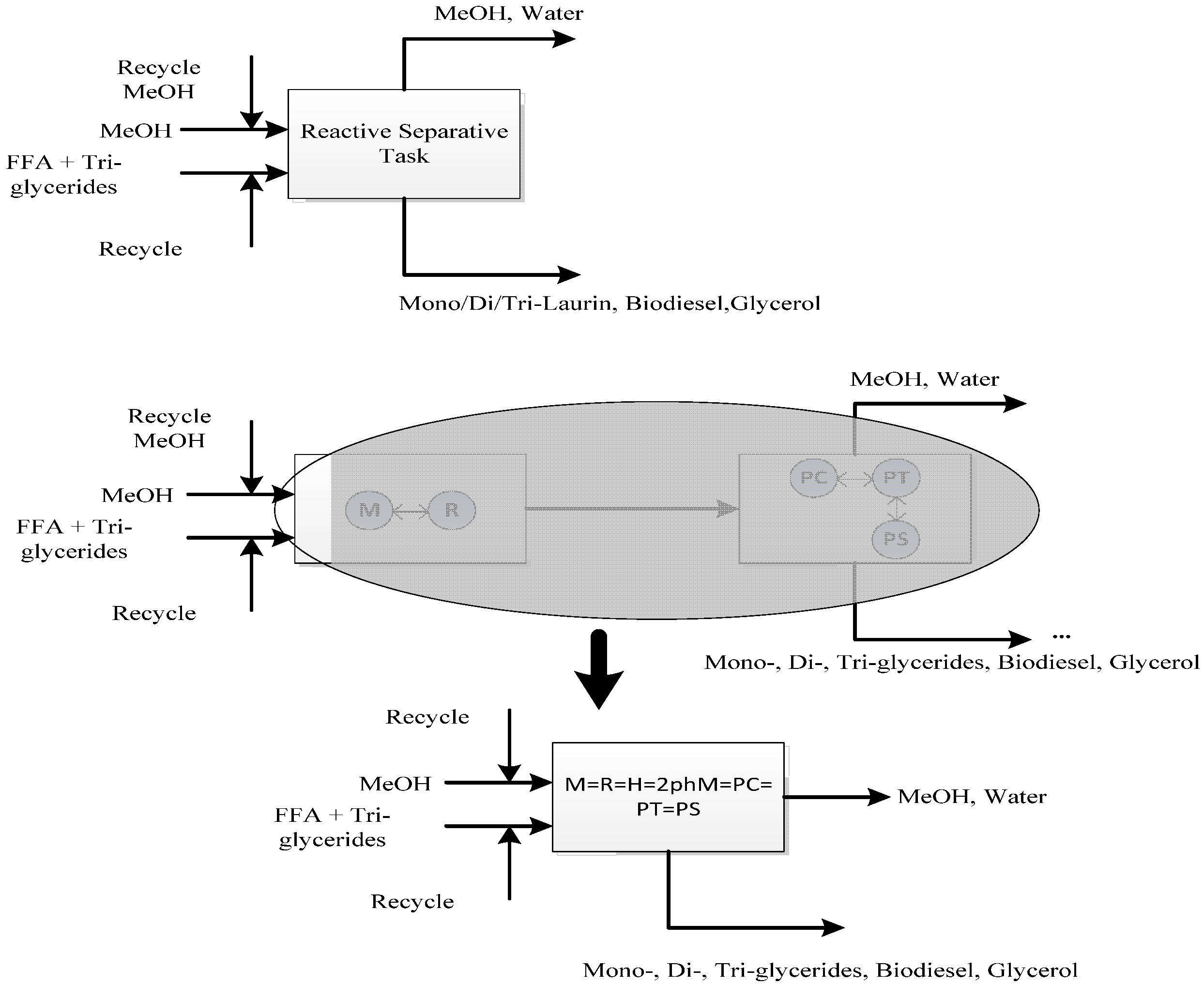
- Part-3 determines a more sustainable process design with/without process intensification. Here, the identified process bottlenecks of the base case design from part-2 are addressed through the generation of new more sustainable alternatives that target resolving the identified bottlenecks. In order to apply the phenomena based process intensification, the base case design is represented in terms of tasks (operations) that need to be performed and the phenomena associated with each task are then identified. Applying the phenomena based method [13], new process alternatives with/without PI-options are generated. These are then further reduced through economic and life cycle assessment (LCA) analysis to determine the most promising alternative that best matches the specified design targets, thereby improving the performance criteria.
2. Sustainable Design and Intensification Framework








2.1. Part 1–Superstructure Generation
2.1.1. Step 1.1: Collect Data/Information on Available Technologies
2.1.2. Step 1.2: Create Superstructure Configuration
2.1.3. Step 1.3: Screening of Alternatives
2.2. Part 2–Base Case Design Selection
2.2.1. Step 2.1: Perform Process Simulation of Superstructure
2.2.2. Step 2.2: Indicator Calculation and Analysis of Superstructure
- Material value added (MVA): This indicator gives the value added between the entrance and the exit of a given compound, that is, the value generated or lost between the start and the end point of an open-path. Negative values of this indicator show that the compound has lost its value in this open-path and therefore point to a potential for improvement.
- Energy and waste cost (EWC): This indicator is applied to both open- and closed-paths. It takes into account the energy costs (EC) and the costs related with the compound treatment (WC). The value of EWC represents the maximum theoretical amount of energy that can be saved in each path within the process. High values of this indicator show high consumption of energy and waste costs and therefore these paths should be considered in order to reduce the indicator value.
- Total value added (TVA): This indicator describes the economic influence of a compound in a given path and is the difference between MVA and EWC. Negative values of this indicator show high potential for improvements in terms of decrease in the variable costs.
- Accumulation factor (AF): This indicator determines the accumulative behavior of the compounds in the closed-paths. This corresponds to the amount that is recycled relative to the input to the process and not the inventory. High values of this indicator show high potentials for improvements.
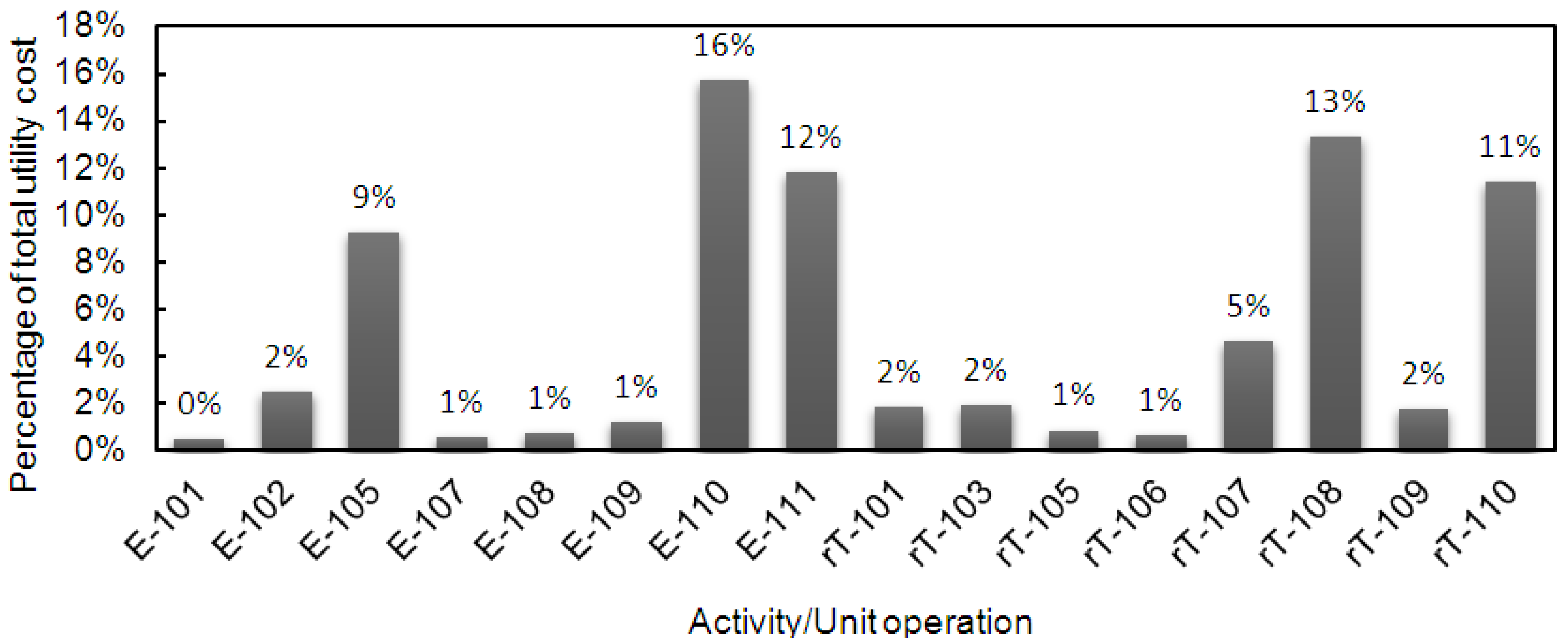
2.2.3. Step 2.3: Calculate and Analyze Economic and Lifecycle Assessment (LCA) Factors
2.2.4. Step 2.4: Screen Process Alternatives to Identify the Base Case Design
2.2.5. Step 2.5: Analyze Base Case Design
2.3. Part 3–Sustainable Design Options
2.3.1. Step 3.1: Problem and Objective Function Definition
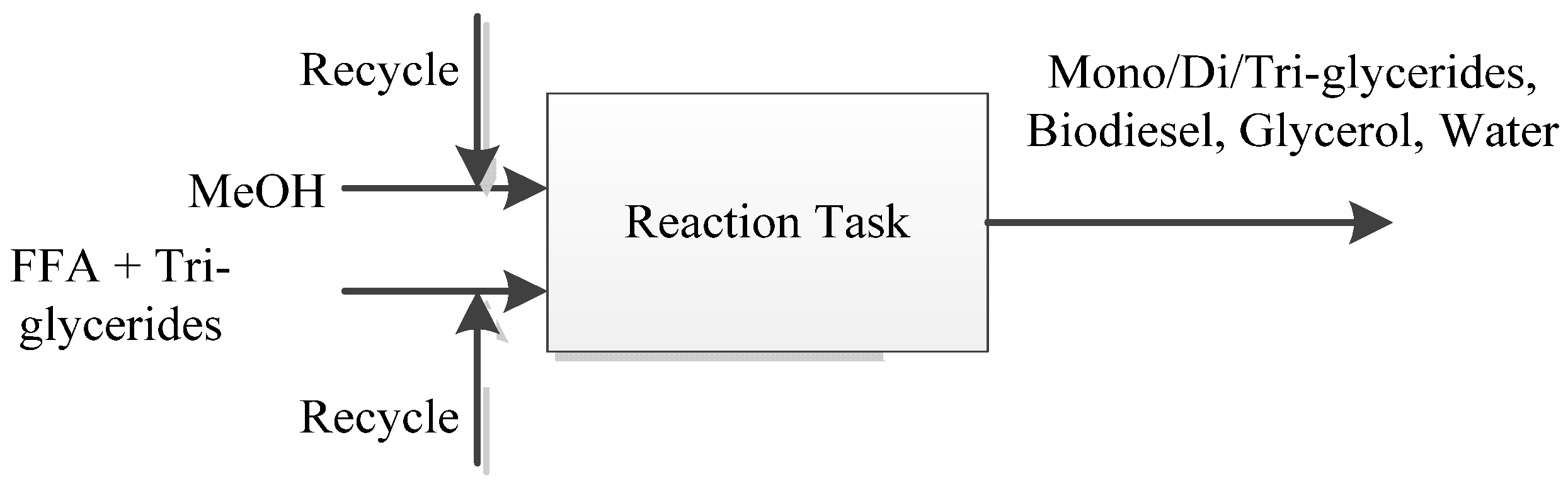
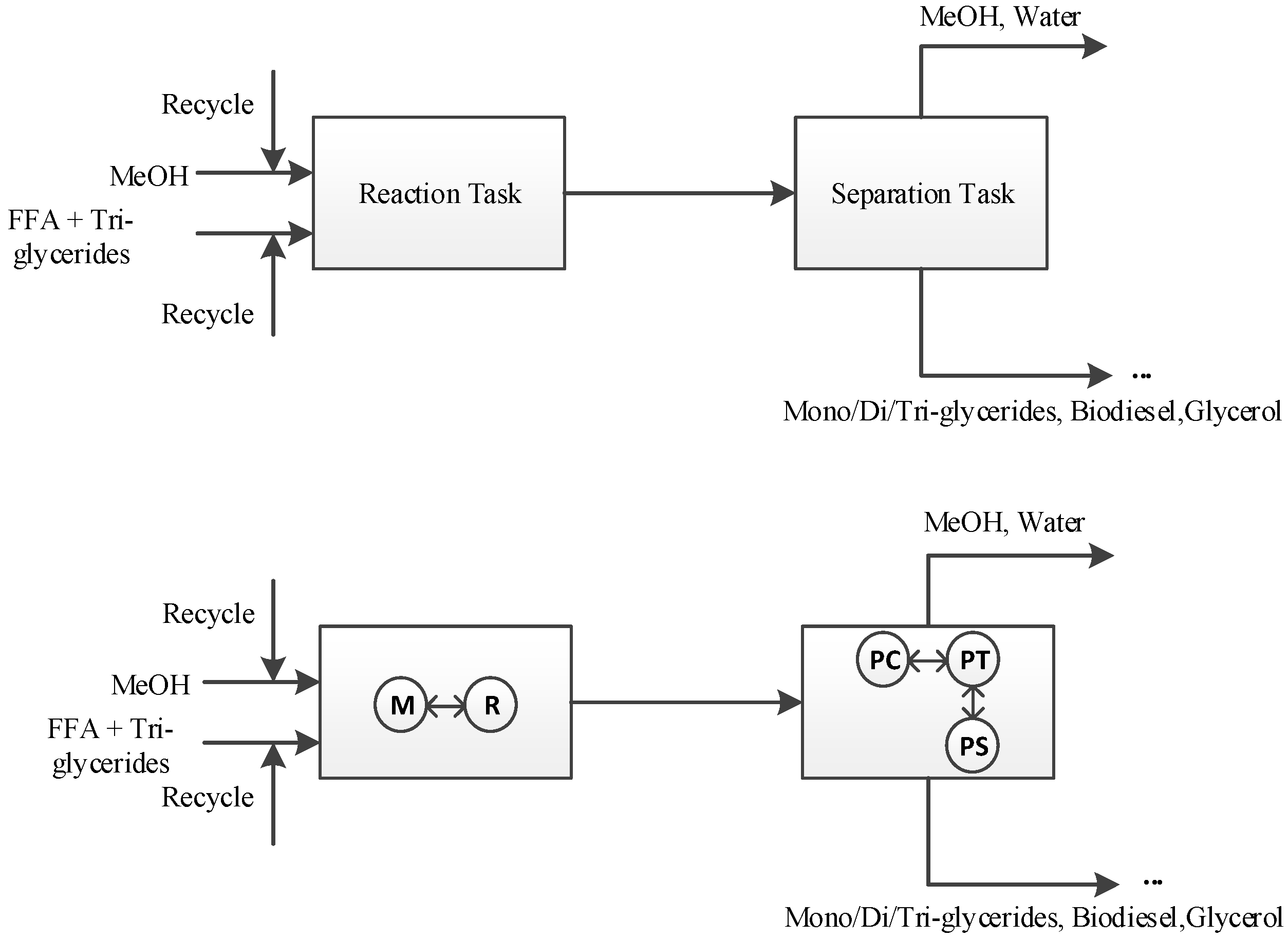
2.3.2. Step 3.2: Analyze the Process
2.3.3. Step 3.3: Identification of Desirable Phenomena
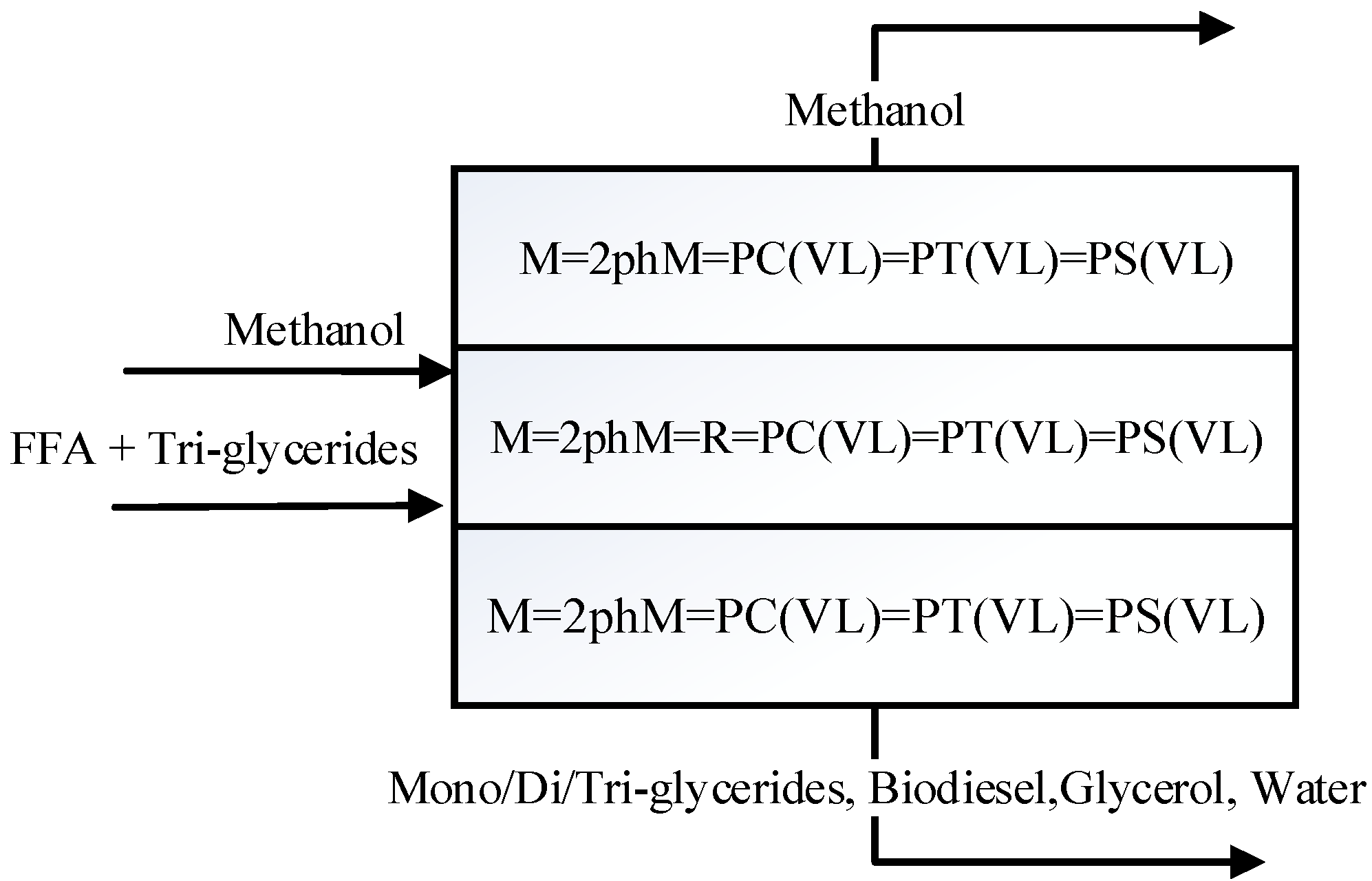
2.3.4. Step 3.4: Generate Feasible Operation/Flowsheet Options
2.3.5. Step 3.5: Fast Screening Using Process Constraints
2.3.6. Step 3.6: Solve the Reduced Optimization Problem
3. Case Study

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Software | Application | References |
|---|---|---|
| PRO/II | Process simulation | [23] |
| Aspen Hysys | Process simulation | [24] |
| SustainPro | Sustainability analysis | [10,11,12] |
| ECON | Economic analysis | [20,21] |
| LCSoft | Life cycle assessment | [22] |
| ICAS-ProPred | Chemical and physical properties | [25] |
3.1. Part-1: Superstructure Generation
3.1.1. Step 1.1: Collect Data/Information on Available Technologies
| Raw material | Alcohol | Catalyst | Ratio | Temperature (°C) | Pressure (atm) | Residence time (h) | Conversion (%) | References |
|---|---|---|---|---|---|---|---|---|
| Palm oil | Methanol | KOH 1 wt.% | 6:1 | 60 | 1 | – | 95 | [26] |
| Waste oil | Methanol | KOH 1 wt.% | 50:1 | 80 | 1 | – | 97 | [26] |
| Waste oil | Methanol | KOH 1 wt.% | 6:1 | 70 | 1 | – | 95 | [26] |
| Palm oil | Methanol | KOH | 3:1 | – | 1 | – | 99.8 | [27] |
| Palm oil | Methanol | KOH | – | – | 1 | – | 99.7 | [27] |
| Palm oil | Methanol | KOH 1 wt.% | 6:1 | 60 | 1 | 1 | 82.5 | [28] |
| Waste cooking oil | Methanol | H2SO4 4 wt.% | 20:1 | 95 | 1 | 10 | 90 | [29] |
| Waste cooking oil | Methanol | Carbon based catalyst 10 wt.% | 30:1 | 80 | 1 | 8 | Yield = 92 | [30] |
| Palm oil | Methanol | NaOH 0.2 wt.% | 6:1 | 60 | 1 | 1.33 | 94.3 | [31] |
| Palm oil | Methanol | κ-carrageenan 52.5 wt.% | 7:1 | 30 | 1 | 72 | 99 | [32] |
| Palm oil | Methanol | 20% w/w DTPA/Clay, 5% | 15:1 | 170 | 17 | 6 | 94 | [33] |
| Palm oil | – | Immobilized lipase (Candida rugosa) | 3.3% v/v | 55 | 1 | 6 | Yield = 82 | [34] |
3.1.2. Step 1.2: Create Superstructure Configuration
3.1.3. Step 1.3: Screening of Alternatives
- The different types of the same group of catalysts were not considered, for example, for all alkaline catalyst options, only one option was considered: the alkali-catalyzed transesterification.
- The triglycerides were only assumed to be Triolein.
- The design was based on the use of palm oil and waste palm oil as feedstock with low free fatty acid content (5% FFA).
- The total operation time is assumed to be 350 days per year.
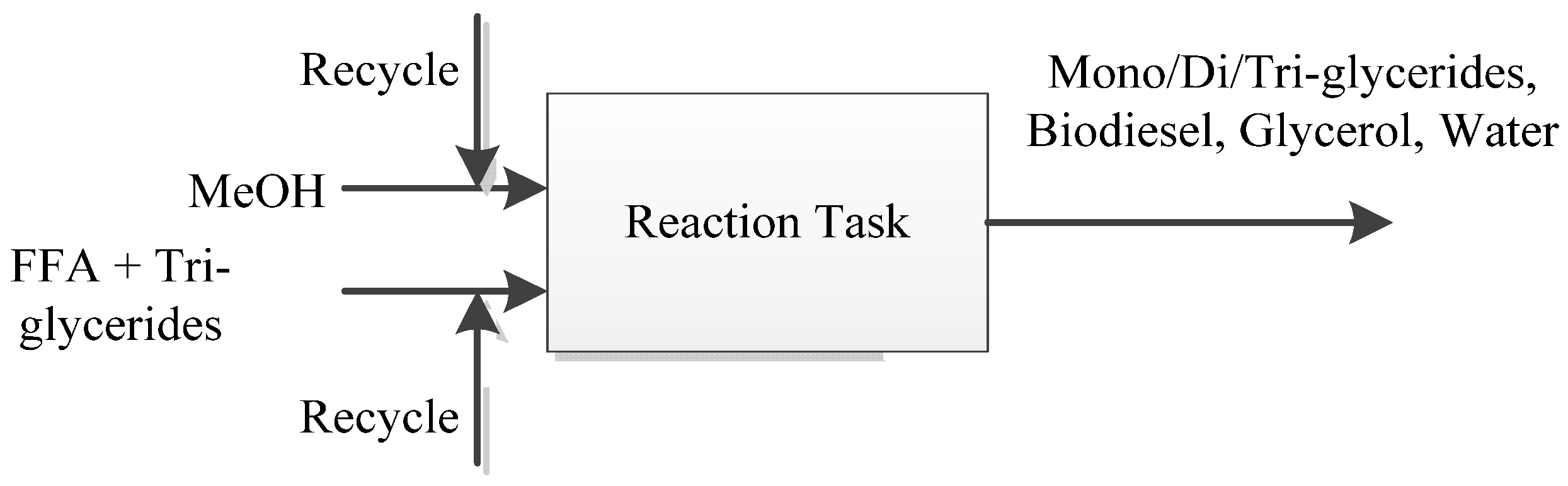
- The following reactions were considered to represent transesterification and esterification steps [35]:
- Reaction 1: EsterificationOleic acid + Methanol→Methyl oleate + Water
- Reaction 2: TransesterificationTriolein + Methanol→Methyl oleate + Glycerol
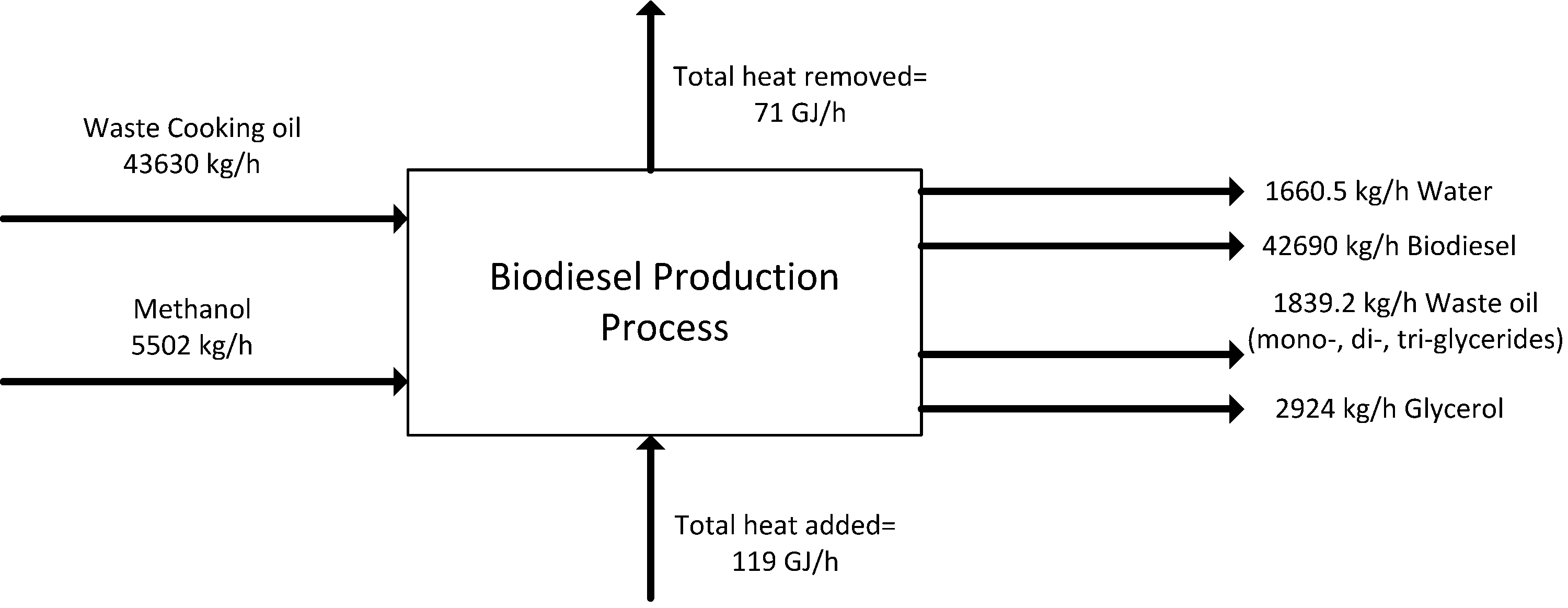
3.2. Part-2: Base Case Design
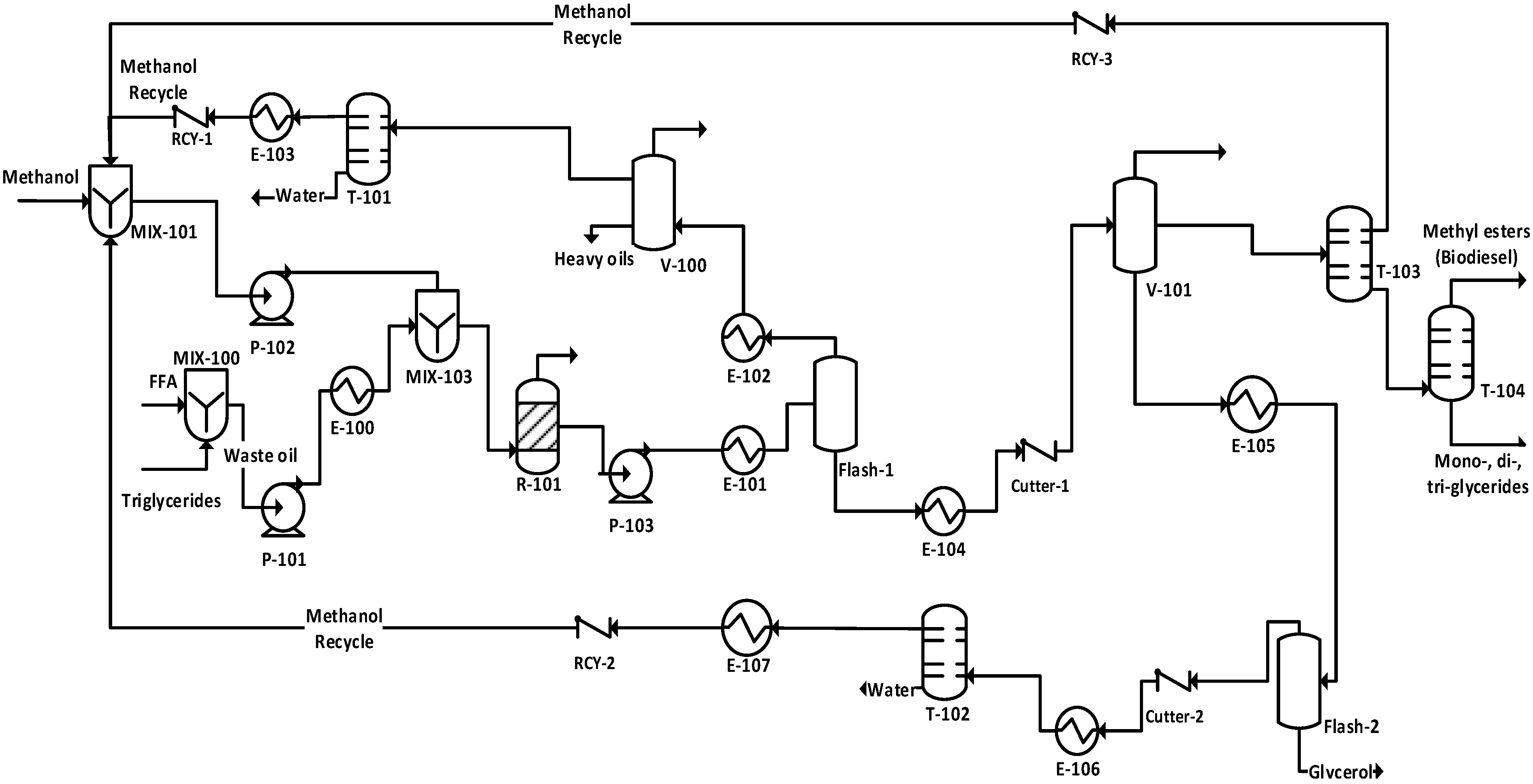
3.2.1. Step 2.1: Perform Process Simulation of Superstructure
3.2.2. Step 2.2: Indicator Calculation and Analysis of Superstructure
| Path | Compound | Flowrate (kg/h) | MVA (103$/y) | EWC (103$/y) | TVA (103$/y) |
|---|---|---|---|---|---|
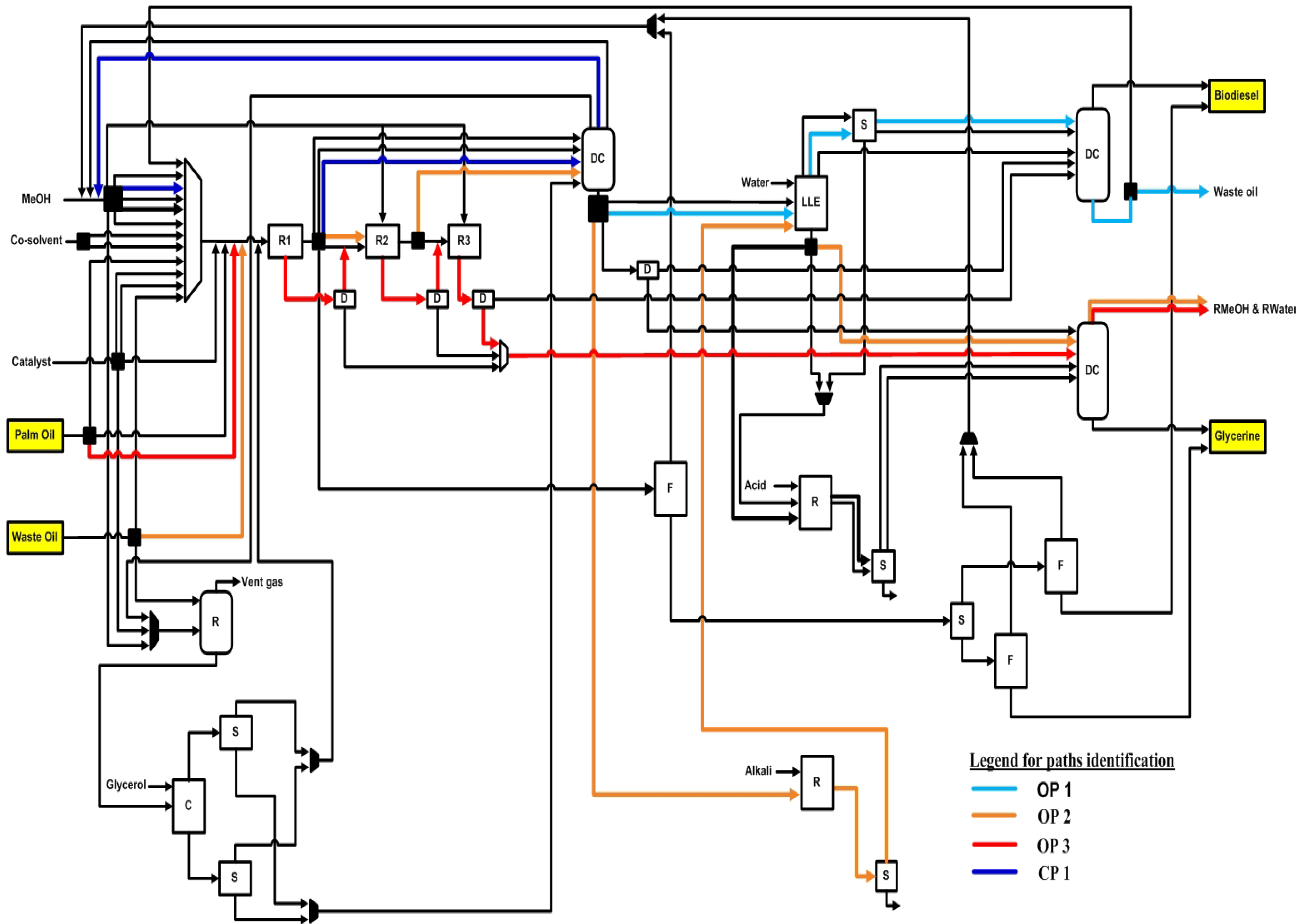
| OP 1 | H2O | 11.7 | −57.0 | 2.7 | −59.8 |
| OP 2 | Methanol | 8.2 | −55.3 | 3148.4 | 3093.1 |
| OP 3 | H2O | 6.9 | −34.1 | 26.8 | −60.9 |
| Path | Compound | Flowrate (kg/h) | EWC (103$/y) | AF (103$/y) | Score * |
|---|---|---|---|---|---|
| CP1 | Methanol | 3.2 | 2671.3 | 1.1 | High |
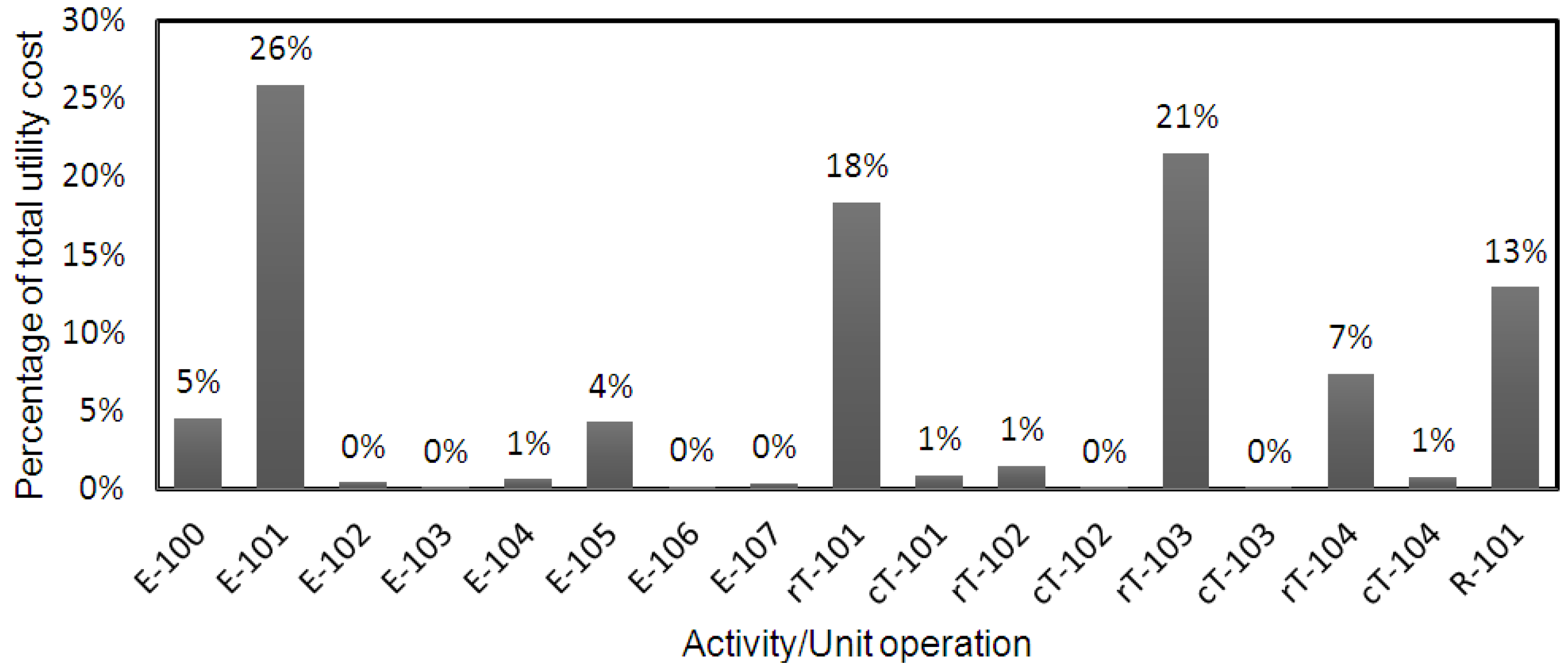
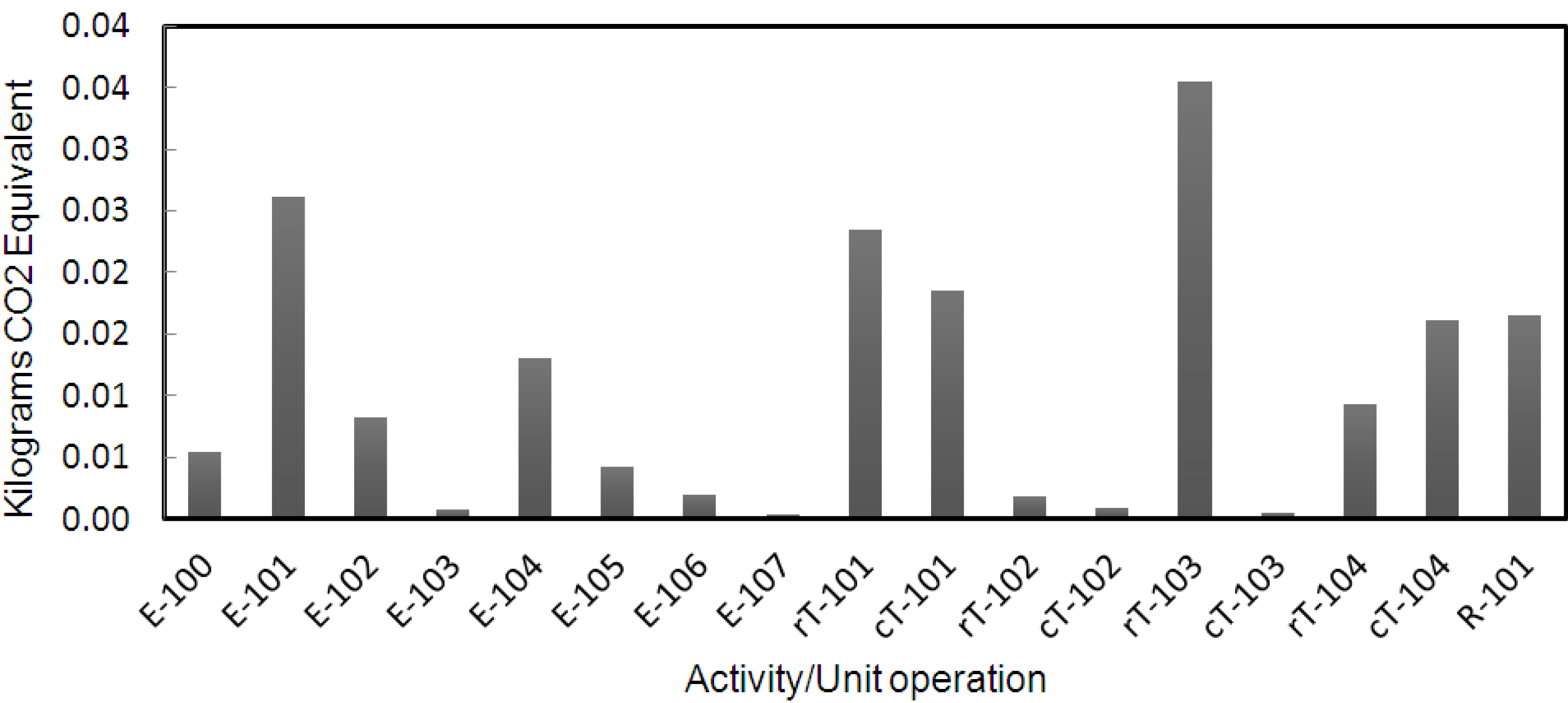
3.2.3. Step 2.3: Calculate and Analyze Economic and Lifecycle Assessment (LCA) Factors
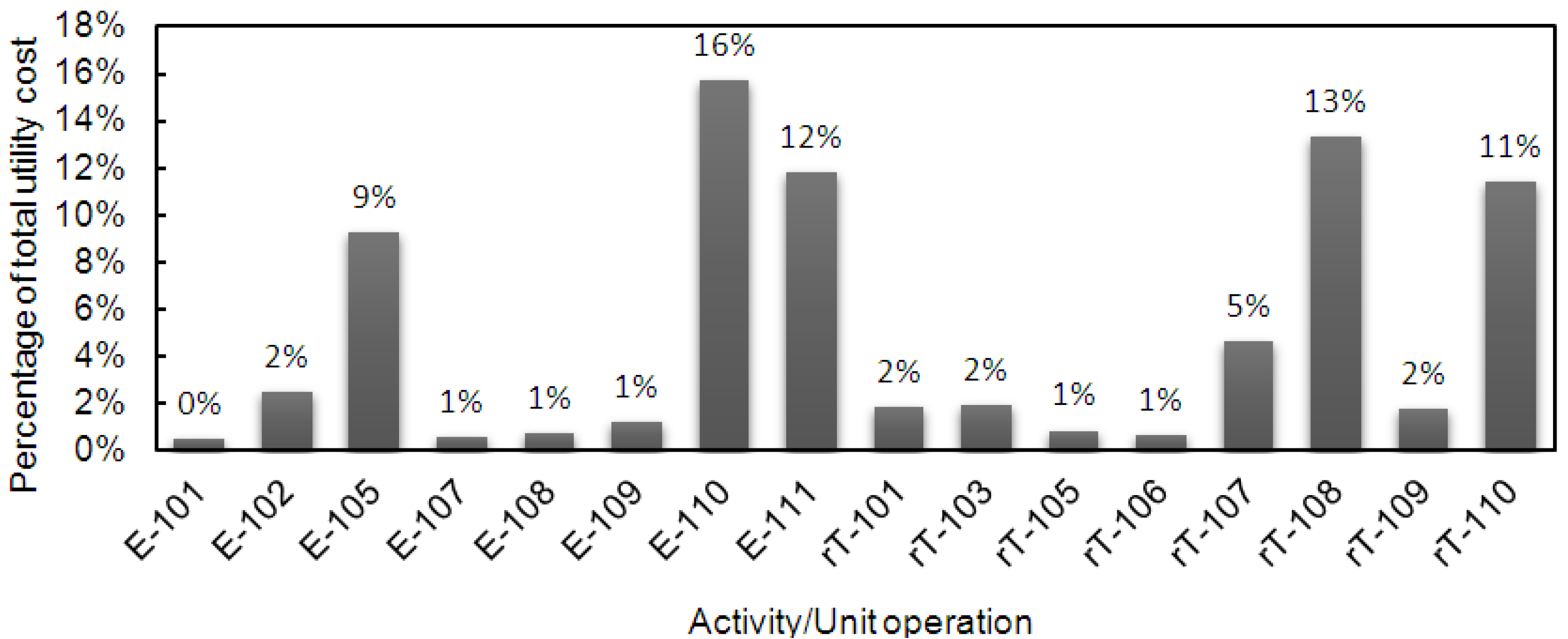
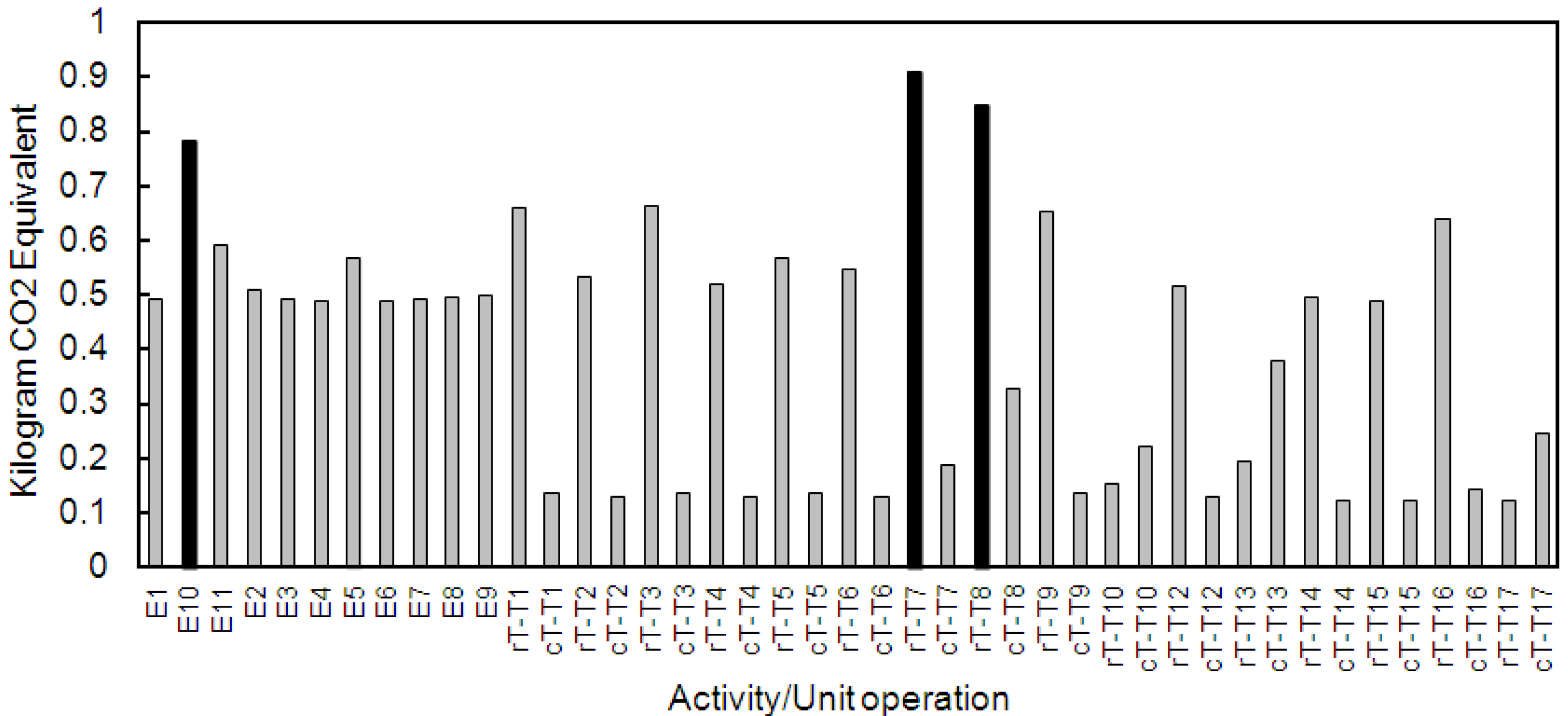
3.2.4. Step 2.4: Screening of Alternatives to Identify Base Case Design
| Sustainability metric | Processing route 1 | Processing route 2 |
|---|---|---|
| Total kg CO2 Equivalent | 1.0447 | 1.0755 |
| Total utility costs ($) | 2,350,000 | 2,680,000 |

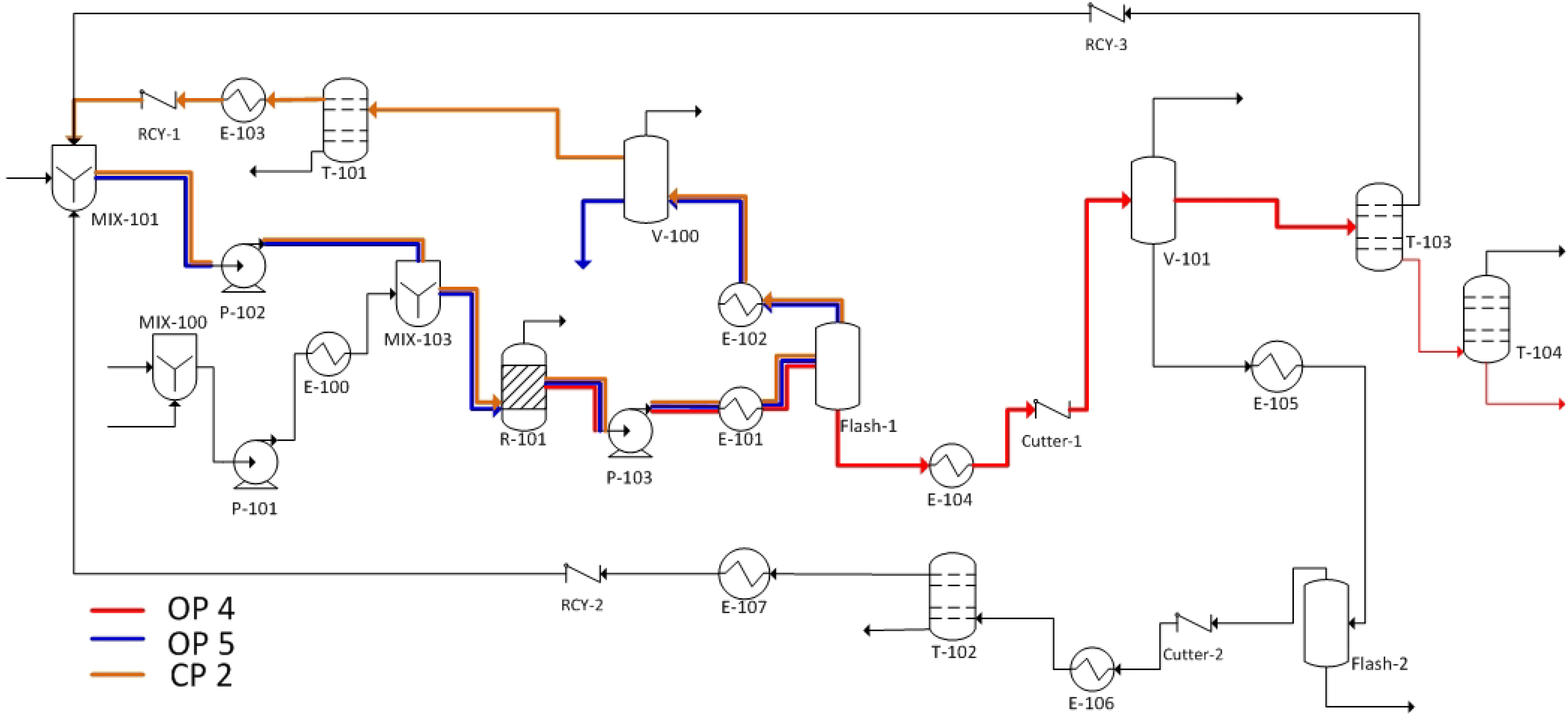
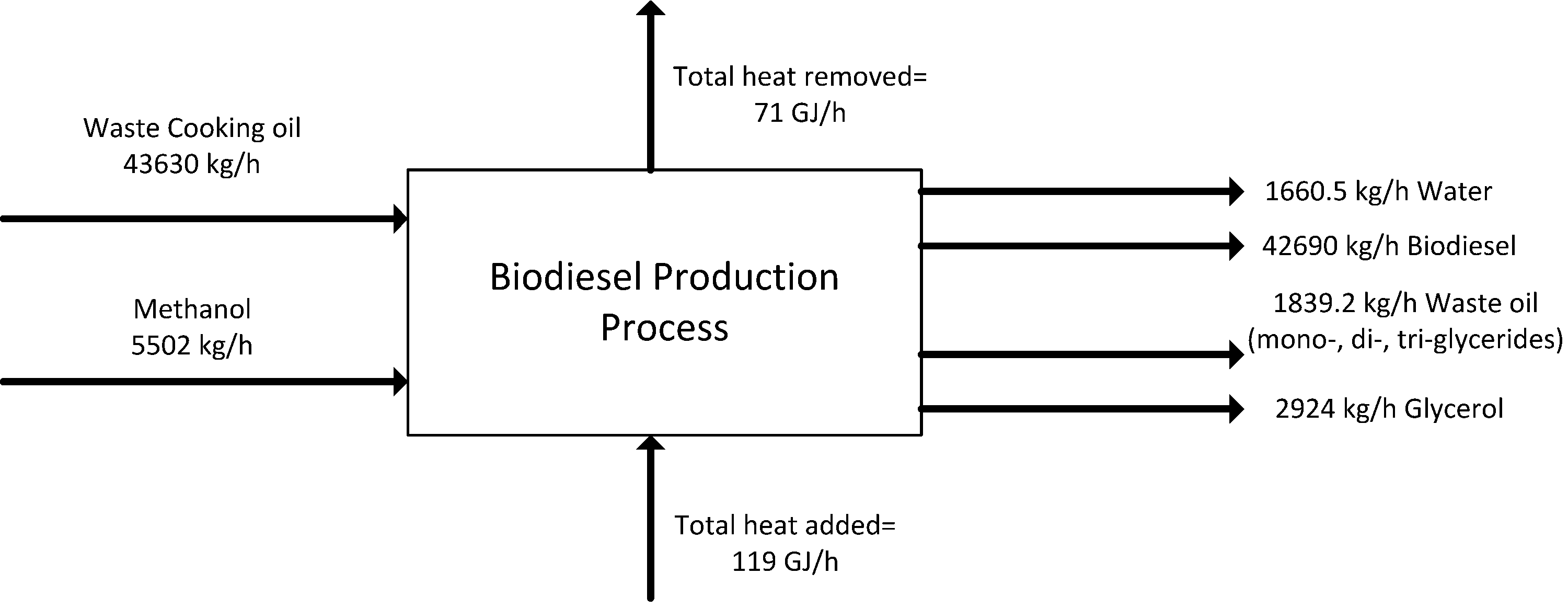
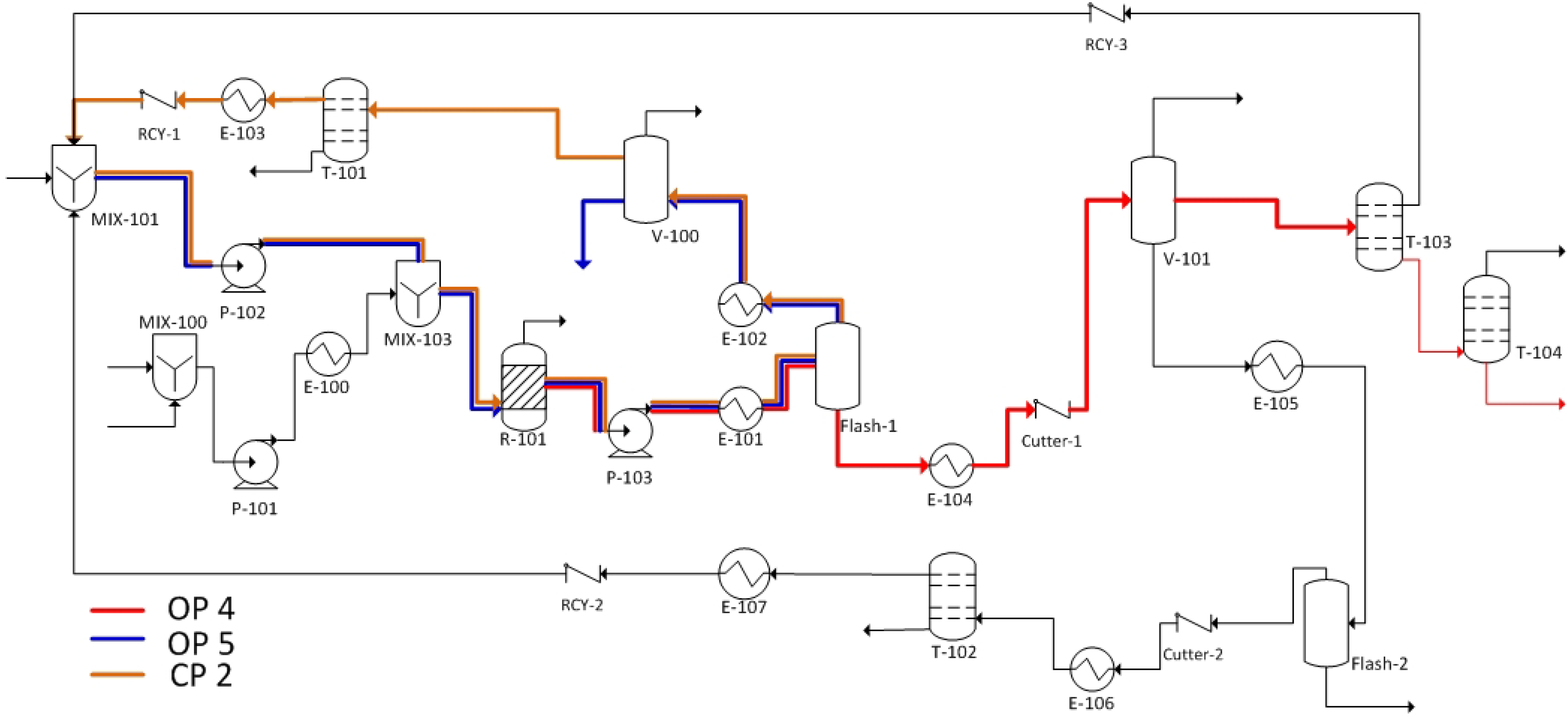
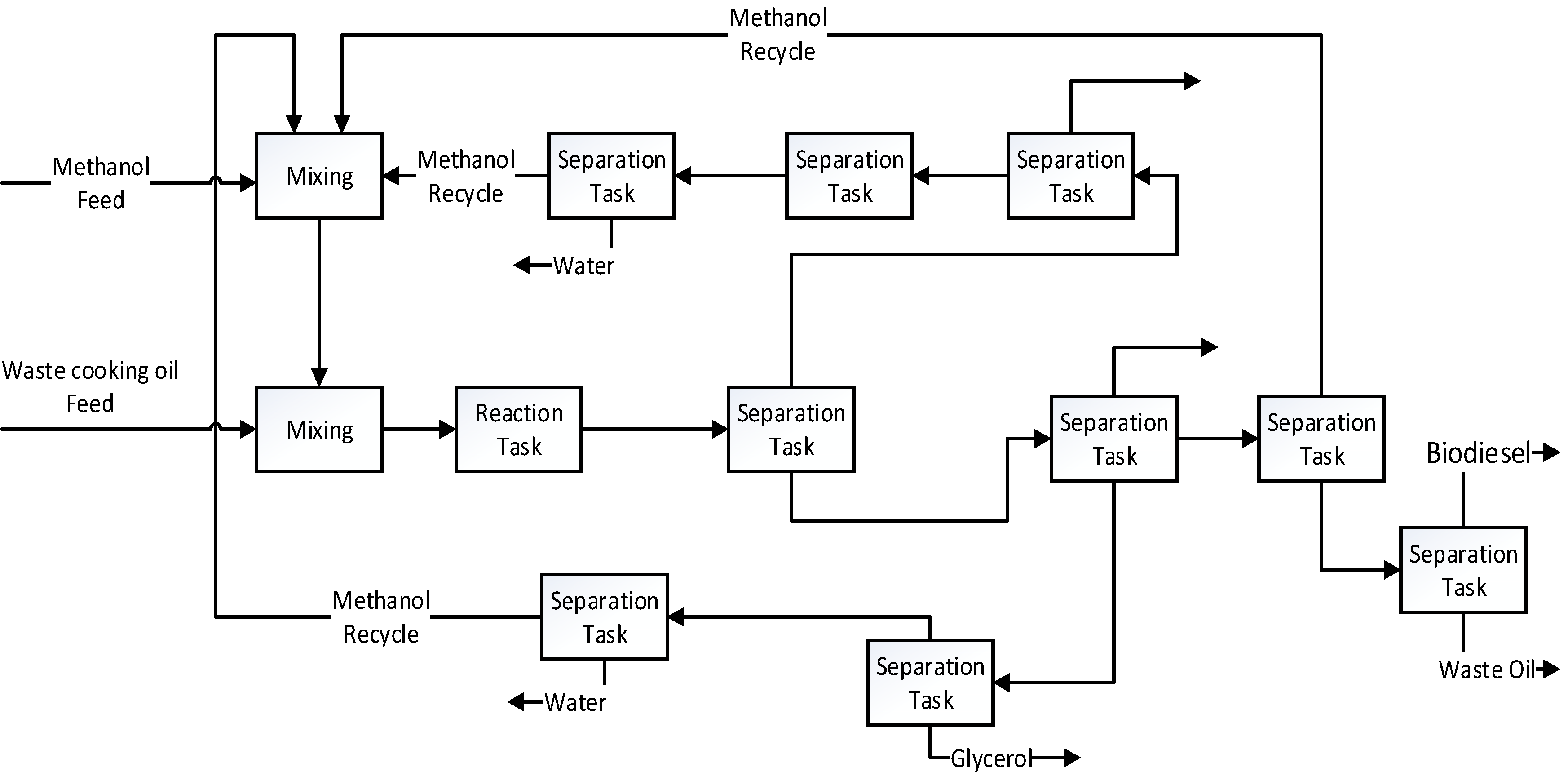
3.2.5. Step 2.5: Analysis of Base Case Design
| Triglycerides | Compound | Mole fraction in the feed |
| Trilaurin | 0.0010 | |
| Trimyristin | 0.0087 | |
| Tripalmitin | 0.3351 | |
| Tristearin | 0.0319 | |
| Triolein | 0.2892 | |
| Trilinolein | 0.0726 | |
| Trilinolenin | 0.0029 | |
| Free Fatty Acids | Lauric acid | 0.0003 |
| Myristic acid | 0.0030 | |
| Palmitic acid | 0.1132 | |
| Stearic acid | 0.0107 | |
| Oleic acid | 0.0972 | |
| Linoleic acid | 0.0244 | |
| Linolenic acid | 0.0097 |
| Path | Compound | Flowrate (kg/h) | MVA (103$/y) | TVA (103$/y) |
|---|---|---|---|---|
| OP4 | Methyl oleate | 174.1 | −2047.2 | −2052.3 |
| OP5 | Methanol | 3129.8 | −14174.3 | −14898.1 |
| Path | Compound | Flowrate (kg/h) | EWC (103$/y) | AF (103 $/y) | Score * |
|---|---|---|---|---|---|
| CP2 | Methanol | 1402.6 | 496.7 | 0.246 | High |
| MJ energy/kg product | kg product/kg raw material | kg waste/kg product | Total kg CO2 Equivalent | Total utility costs ($)/year |
|---|---|---|---|---|
| 2.5 | 0.94 | 0.034 | 0.183 | 7,790,000 |
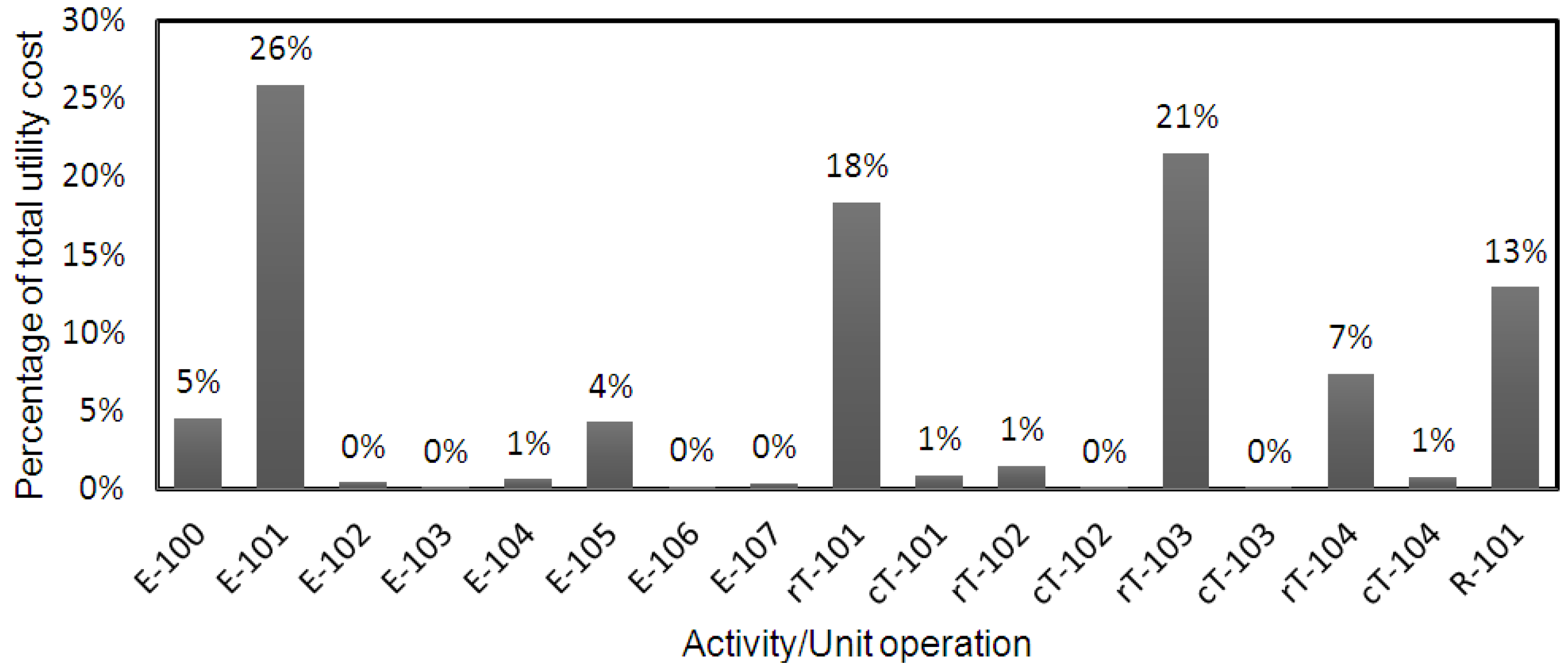
| Unit | Label | Sustainability | LCA | Economic |
|---|---|---|---|---|
| Reactor | R-101 | x | x | x |
| Column | T-101 | x | x | |
| Column | T-102 | x | x | |
| Column | T-103 | x | x | x |
| Column | T-104 | x | x | x |
| Heat exchanger | E-100 | x | ||
| Heat exchanger | E-101 | x | x | x |
3.3. Part-3: Sustainable Design Options
3.3.1. Step 3.1: Problem and Objective Function Definition
| Performance metric | L | S | O | PIs | Constraint description |
|---|---|---|---|---|---|
| Reactor | x | Reaction is present | |||
| x | Reaction is inside the first unit operation | ||||
| x | The reactor effluent is connected to a separation sequence according to the product purity defined in the base case design | ||||
| Capital Costs | x | Identify possible units and allow only a number of units (defined in step 1 or by screening) | |||
| Efficiency | x | Do not integrate phenomena which inhibit each other’s performance | |||
| x | Product-yield | ||||
| x | Higher separation efficiency | ||||
| x | Do not connect phenomena in a series of co-current stages with decreasing efficiency/equilibrium | ||||
| Energy | x | Do not connect phenomena to a series with alternating heat addition and heat removal | |||
| x | Remove options in which phenomena are heated/cooled leading to a decrease of the efficiency | ||||
| Operational Costs | x | Utility costs | |||
| x | Utility costs | ||||
| Simplification | x | Remove options with redundant stages | |||
| x | Identify possible units and allow only a number of units (defined in step 1 or by screening) | ||||
| Waste minimization | x | Ensure that phenomena are connected so that the best use of or recycle of raw materials is achieved | |||
| Raw materials | x | Raw materials are pure | |||
| x | Yield ≥97% | ||||
| Equipment | x | PI screening equipment: Novel equipment |
 represents the mass flowrate of the raw materials,
represents the mass flowrate of the raw materials,  represents the mass flowrate of products and
represents the mass flowrate of products and  represents the utility usage. Note that subscripts i, j, k represent raw material, energy and products, respectively. It should be mentioned that as a result of intensification the number and/or volume of unit operations may decrease which will consequently result in a reduction of capital costs.
represents the utility usage. Note that subscripts i, j, k represent raw material, energy and products, respectively. It should be mentioned that as a result of intensification the number and/or volume of unit operations may decrease which will consequently result in a reduction of capital costs. 
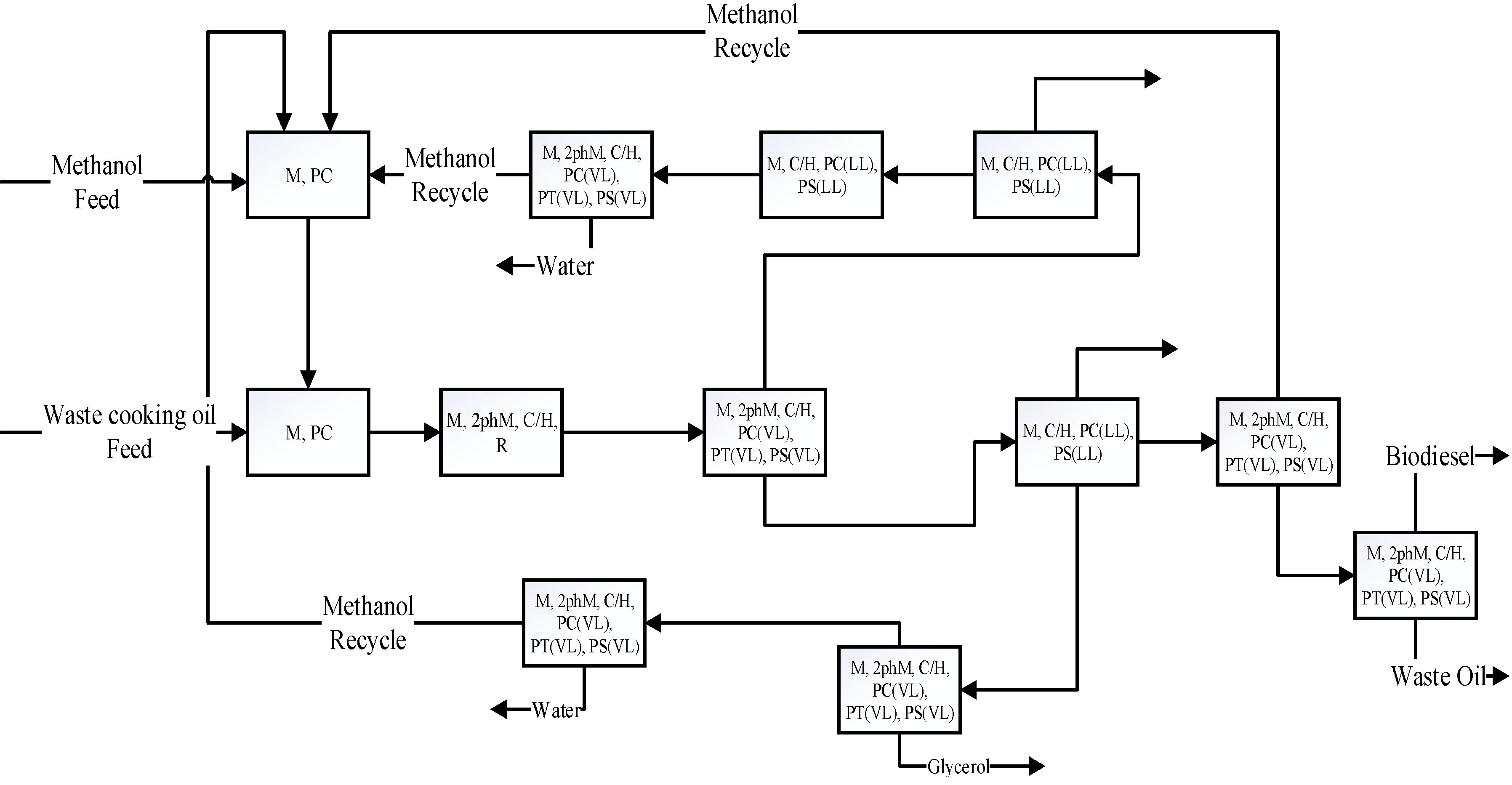
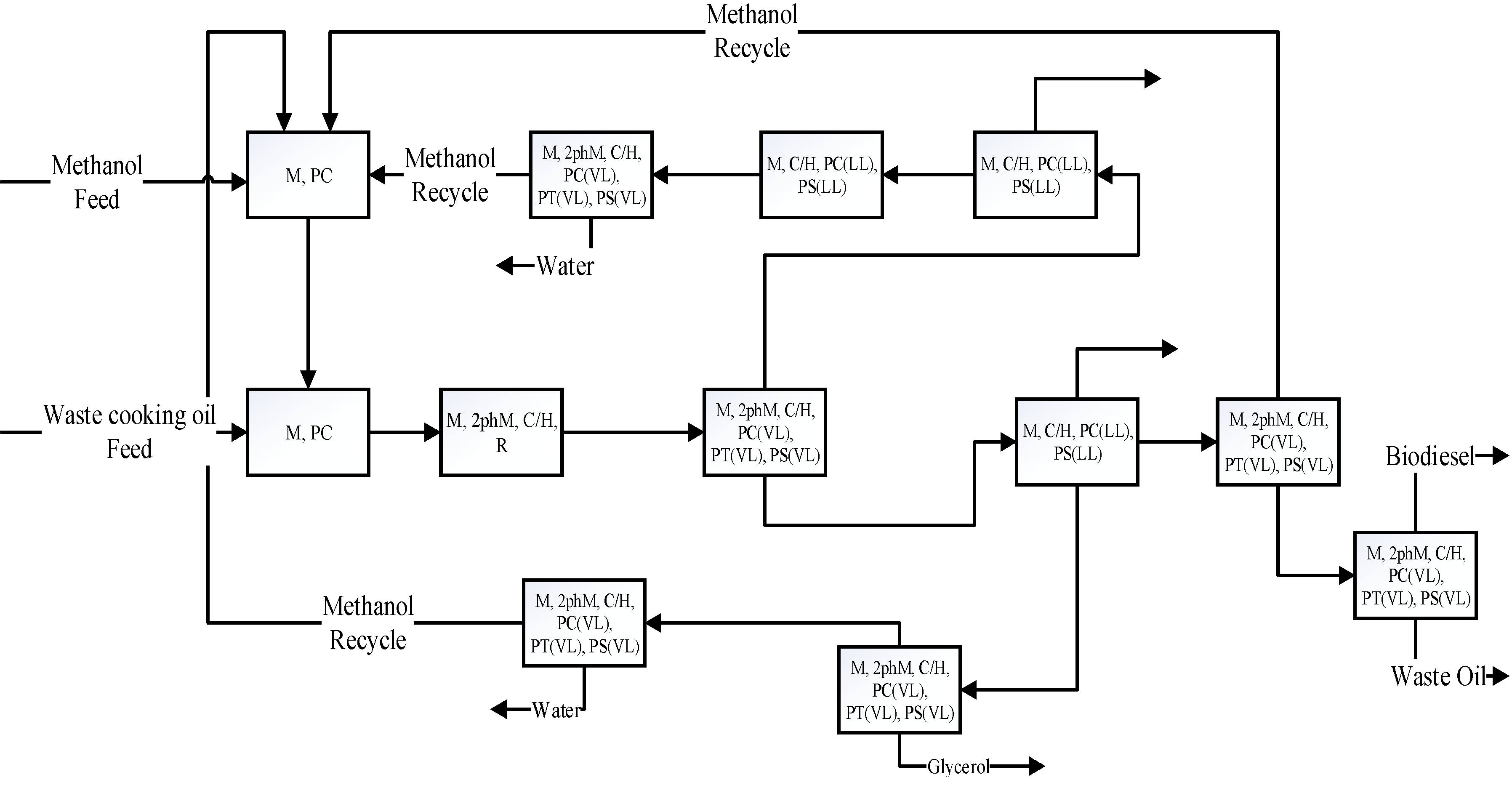
3.3.2. Step 3.2: Analyze the Process
| Compound | MW (g/mol) | Tc (K) | Pc (bar) | Tb (K) | Tm (K) | Solubility parameter (MPa^0.5) | Radius of gyration (Å) | VVdW | Vm |
|---|---|---|---|---|---|---|---|---|---|
| Methanol | 32.0 | 512.4 | 72.8 | 337.6 | 175.3 | 29.61 | 1.5520 | 0.0217 | 4.08 × 10−2 |
| Water | 18.0 | 747.1 | 218.4 | 373.0 | 273.0 | 47.79 | 0.6150 | 0.0123 | 1.79 × 10−2 |
| Glycerol | 92.0 | 724.8 | 65.8 | 561.8 | 291.2 | 34.99 | 3.5199 | 0.0513 | 7.13 × 10−2 |
| Lauric acid | 200.3 | 733.8 | 19.05 | 571.7 | 342.31 | 19.96 | 6.6009 | 0.13549 | 0.2262 |
| Methyl laurate | 214.3 | 711.8 | 19.9 | 539.2 | 278.1 | 19.74 | 18.6656 | 0.1448 | 0.2067 |
| Monolaurin | 274.4 | 857.4 | 17.3 | 625.6 | 351.3 | 18.81 | 7.0445 | – | 0.3076 |
| Dilaurin | 456.7 | 916.7 | 11.2 | 703.1 | 372.5 | 14.61 | 8.8250 | – | 0.5109 |
| Trilaurin | 639.0 | 998.7 | 9.5 | 767.2 | 386.8 | 13.97 | 9.6796 | – | 0.7151 |
| Ratio of properties of binary pairs | Property ratio | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MW | Critical temperature (Tc) | Critical pressure (Pc) | Boiling temperature (Tb) | Melting temperature (Tm) | Solubility parameter | Radius of gyration | VVdW | Vm | Binary azeotrope at P = 1 atm | |
| Methnol/Water | 1.78 | 1.44 | 3.03 | 1.67 | 1.56 | 1.61 | 2.52 | 1.76 | 2.28 | No |
| Methanol/Glycerol | 2.85 | 1.41 | 1.11 | 1.59 | 1.67 | 1.17 | 2.27 | 2.38 | 1.75 | No |
| Methanol/Methyl laurate | 6.66 | 1.39 | 3.64 | 1.85 | 1.59 | 1.50 | 12.50 | 6.67 | 5.00 | No |
| Methanol/Lauric aicd | 6.25 | 1.43 | 3.82 | 2.08 | 1.96 | 1.48 | 4.17 | 6.25 | 5.56 | No |
| Methanol/Monolaurin | 8.33 | 1.67 | 4.21 | 2.27 | 2.00 | 1.57 | 4.55 | 0.00 | 7.69 | No |
| Methanol/Dilaurin | 14.29 | 1.79 | 6.50 | 1.04 | 2.13 | 2.03 | 5.56 | 0.00 | 12.50 | No |
| Methanol/Trilaurin | 20.00 | 1.96 | 7.68 | 1.11 | 2.22 | 2.12 | 6.25 | 0.00 | 16.67 | No |
| Water/Glycerol | 5.00 | 1.03 | 3.32 | 1.25 | 1.06 | 1.37 | 5.88 | 4.17 | 4.00 | No |
| Water/Methyl laurate | 12.50 | 1.05 | 10.92 | 1.37 | 1.02 | 2.42 | 33.33 | 11.11 | 11.11 | No |
| Water/Lauric acid | 11.11 | 1.02 | 11.46 | 1.16 | 1.25 | 2.39 | 11.11 | 11.11 | 12.50 | No |
| Water/Monolaurin | 14.29 | 1.14 | 12.63 | 1.10 | 1.28 | 2.54 | 11.11 | 0.00 | 16.67 | No |
| Water/Dilaurin | 25.00 | 1.21 | 19.48 | 1.52 | 1.37 | 3.27 | 14.29 | 0.00 | 33.33 | No |
| Water/Trilaurin | 33.33 | 1.33 | 23.03 | 1.30 | 1.41 | 3.42 | 16.67 | 0.00 | 33.33 | No |
| Glycerol/Methyl laurate | 2.33 | 1.02 | 3.29 | 1.43 | 1.05 | 1.77 | 5.26 | 2.86 | 2.94 | No |
| Glycerol/Lauric acid | 2.17 | 1.01 | 3.45 | 1.12 | 1.18 | 1.75 | 1.89 | 2.63 | 3.13 | No |
| Glycerol/Monolaurin | 2.94 | 1.18 | 3.81 | 1.22 | 1.20 | 1.86 | 2.00 | 0.00 | 4.35 | No |
| Glycerol/Dilaurin | 5.00 | 1.27 | 5.87 | 1.09 | 1.28 | 2.40 | 2.50 | 0.00 | 7.14 | No |
| Glycerol/Trilaurin | 7.14 | 1.37 | 6.94 | 1.67 | 1.33 | 2.51 | 2.78 | 0.00 | 10.00 | No |
| Methyl laurate/Lauric acid | 1.07 | 1.03 | 1.05 | 1.59 | 1.23 | 1.01 | 2.83 | 1.07 | 1.10 | No |
| Methyl laurate/Monolaurin | 1.28 | 1.20 | 1.16 | 1.85 | 1.27 | 1.05 | 2.65 | 0.00 | 1.49 | No |
| Methyl laurate/Dilaurin | 2.13 | 1.28 | 1.78 | 2.08 | 1.33 | 1.35 | 2.12 | 0.00 | 2.50 | No |
| Methyl laurate/Trilaurin | 2.94 | 1.41 | 2.11 | 2.27 | 1.39 | 1.41 | 1.93 | 0.00 | 3.45 | No |
| Lauric acid/Monolaurin | 1.37 | 1.16 | 1.10 | 1.04 | 1.03 | 1.06 | 1.06 | 0.00 | 1.35 | No |
| Lauric acid/Dilaurin | 2.27 | 1.25 | 1.70 | 1.11 | 1.09 | 1.37 | 1.33 | 0.00 | 2.27 | No |
| Lauric acid/Trilaurin | 3.23 | 1.37 | 2.01 | 1.25 | 1.14 | 1.43 | 1.47 | 0.00 | 3.13 | No |
| Monolaurin/Dilaurin | 1.67 | 1.06 | 1.54 | 1.37 | 1.06 | 1.29 | 1.25 | 0.00 | 1.67 | No |
| Monolaurin/Trilaurin | 2.33 | 1.16 | 1.82 | 1.16 | 1.10 | 1.35 | 1.37 | 0.00 | 2.33 | No |
| Dilaurin/Trilaurin | 1.41 | 1.09 | 1.18 | 1.10 | 1.04 | 1.05 | 1.10 | 0.00 | 1.41 | No |
| Bottleneck | Primary task | Desirable task | |||||
|---|---|---|---|---|---|---|---|
| Reaction | Separation | Reaction | Separation | Mixing | Cooling | Heating | |
| Activation problem | x | x | x | x | |||
| Contact problems of raw materials/limited mass transfer | x | x | x | ||||
| Formation of undesirable side products | x | x | x | x | |||
| High energy consumption/demand | x | x | x | x | |||
| Highly endothermic reaction | x | x | x | ||||
| Limiting equilibrium | x | x | x | x | |||
| Difficult separation due to low driving force | x | x | x | ||||
3.3.3. Step 3.3: Identification of Desirable Phenomena
| Task | Feed condition | Separation type | Phenomena | Pure compound property | Solvent required? |
|---|---|---|---|---|---|
| Absorption separation | V | Gas-separation | PT(VL) | Solubility parameter | Yes |
| Supercritical extraction | L/V | VL | PT(VL) | Solubility parameter, critical pressure | Yes |
| V-L separation based on boiling points | V/VL/L | VL | PT(VL) | Vapor pressure *, heat of vaporization *, boiling point, solubility parameter | No |
| Vapor permeation separation | L | Vapor-separation | PT(P:VV) | Molar volume, solubility parameter, dipole moment | No |
| Pervaporation separation | V | Vapor-separation | PT(P:VL) ** | Molar volume, solubility parameter, dipole moment * | No |
| Stripping separation | V/VL/L | VL | PT(VL) | Solubility parameter | Yes |
| Separation by Boiling points | V/VL/L | VL | PT(VL) | Vapor pressure *, heat of vaporization *, boiling point | No |
3.3.4. Step 3.4: Generate Feasible Operation/Flowsheet Options


| SPB | Interconnection Phenomena | In | Out |
|---|---|---|---|
| 1 | M | 1..n(L) | 1(L) |
| 2 | M=R | 1..n(L) | 1(L) |
| 3 | M=H | 1..n(L) | 1(L) |
| 4 | M=C | 1..n(L) | 1(L) |
| 5 | M=R=H | 1..n(L) | 1(L) |
| 6 | M=R=C | 1..n(L) | 1(L) |
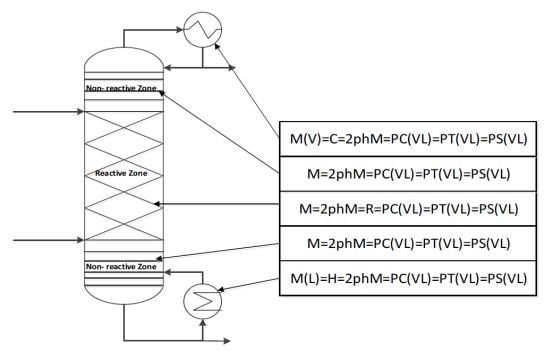
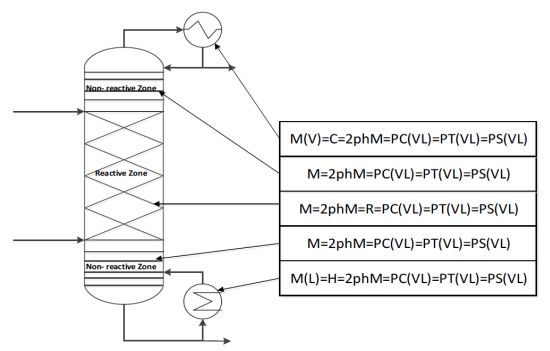
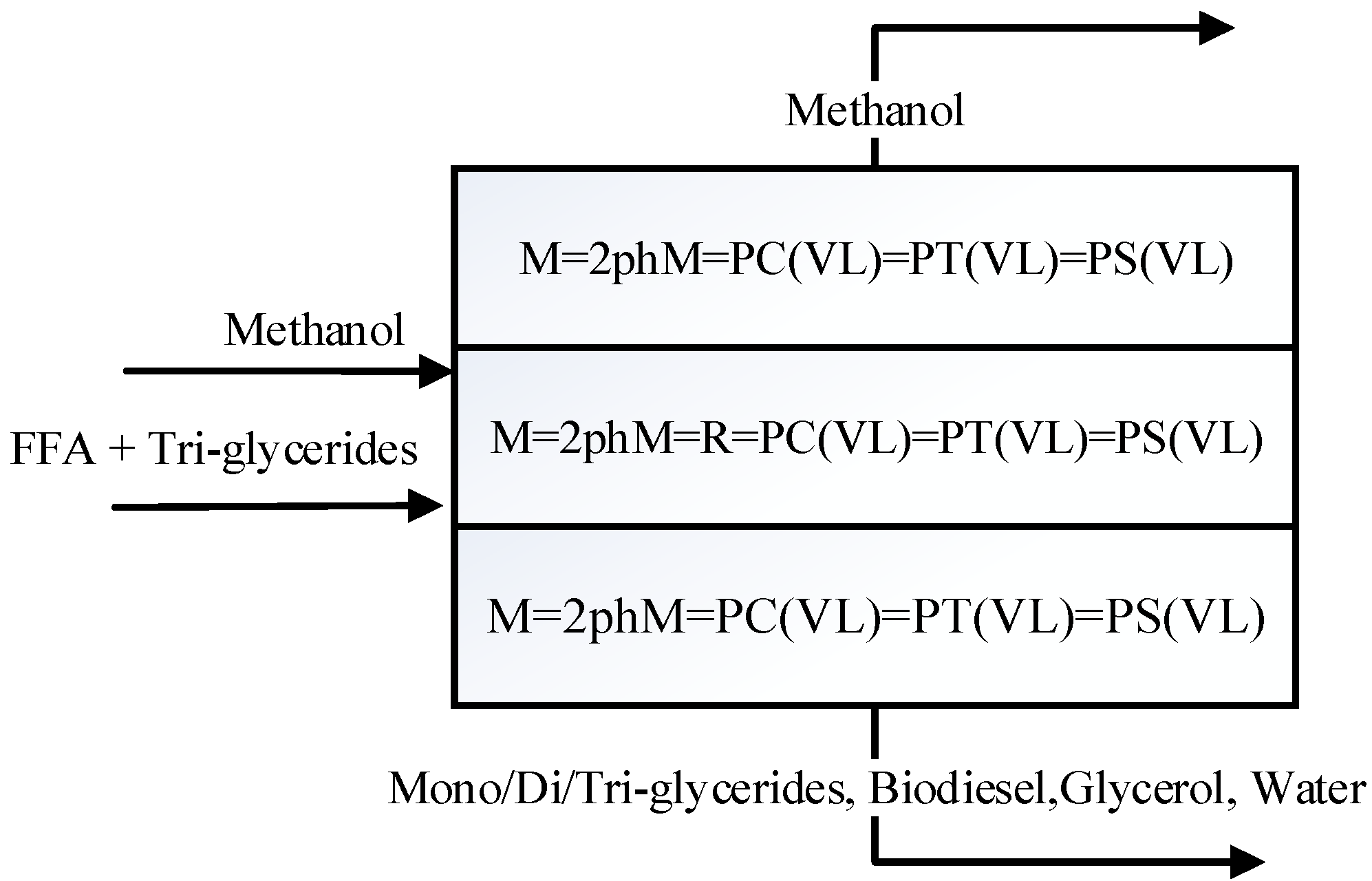
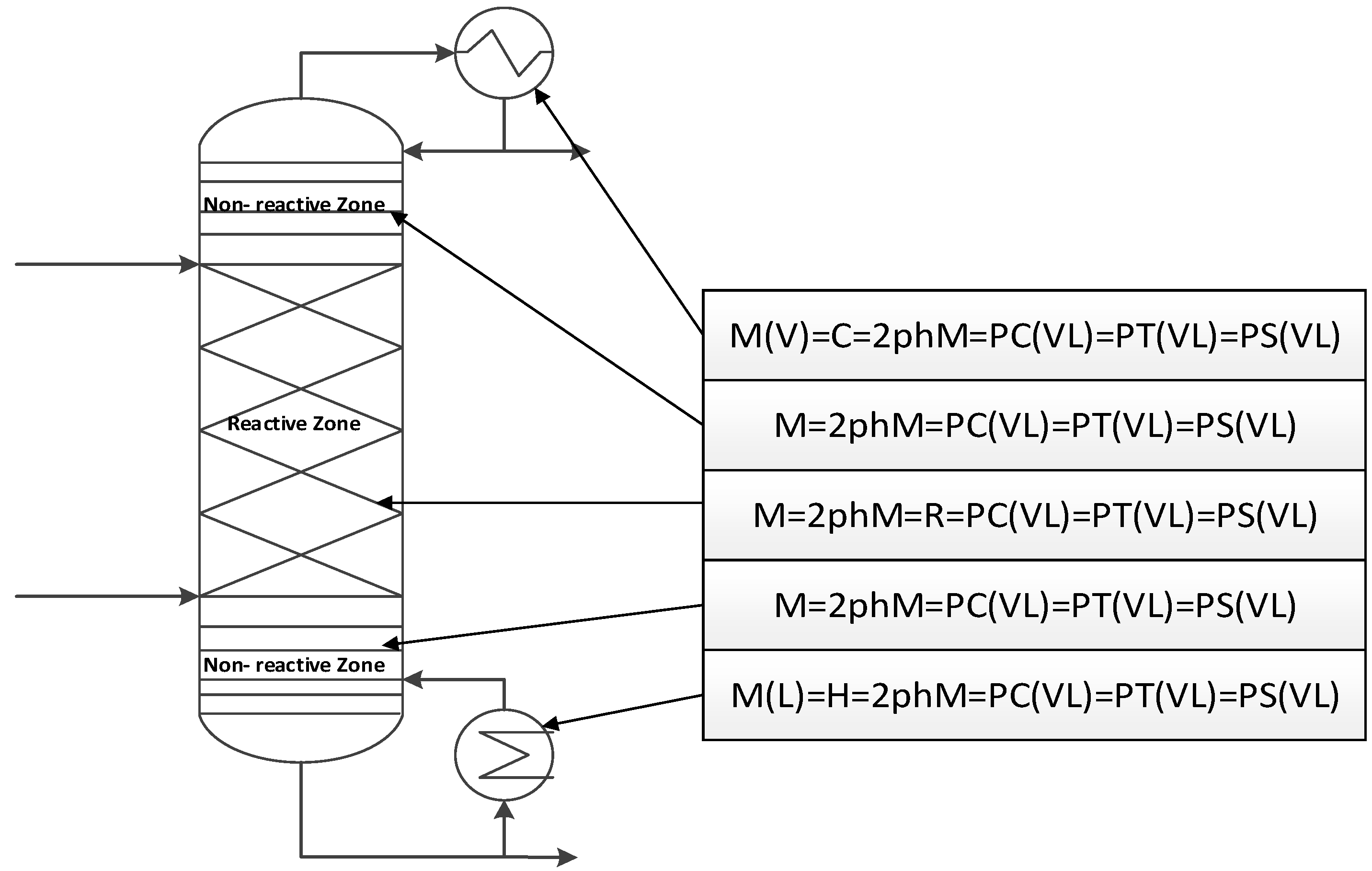
| 7 | M=2phM=PC(VL)=PT(VL) | 1..n(L,VL) | 1(V/L) |
| 8 | M=R=2phM=PC(VL)=PT(VL) | 1..n(L,VL) | 1(V/L) |
| 9 | M=R=2phM=PC(VL)=PT(P:VL) | 1..n(L,VL) | 1(V/L) |
| 10 | M=R=2phM=PC(VL)=PT(P:VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 11 | M=R=2phM=PC(VL)=PT(VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 12 | M=R=2phM=PC(VV)=PT(P:VV)=PS(VV) | 1..n(V,VV) | 2(V;V) |
| 13 | M=C=2phM=PC(VL)=PT(VL) | 1..n(L,VL) | 1(V/L) |
| 14 | M=H=2phM=PC(VL)=PT(VL) | 1..n(L,VL) | 1(V/L) |
| 15 | M=H=R=2phM=PC(VL)=PT(P:VL) | 1..n(L,VL) | 1(V/L) |
| 16 | M=C=R=2phM=PC(VL)=PT(P:VL) | 1..n(L,VL) | 1(V/L) |
| 17 | M=C=R=2phM=PC(VL)=PT(P:VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 18 | M=H=R=2phM=PC(VL)=PT(P:VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 18 | M=H=R=2phM=PC(VL)=PT(VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 20 | M=C=R=2phM=PC(VL)=PT(VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 21 | M=H=R=2phM=PC(VV)=PT(P:VV)=PS(VV) | 1..n(L,VV) | 2(V;V) |
| 22 | M=C=R=2phM=PC(VV)=PT(P:VV)=PS(VV) | 1..n(V,VV) | 2(V;V) |
| 23 | M=2phM=PC(VL)=PT(P:VL)=PS(VL) | 1..n(L,VL) | 2(V;L) |
| 24 | M=2phM=PC(VL)=PT(P:VV)=PS(VV) | 1..n(L,VL) | 2(V;L) |
| 73 | D | 1(L;VL,V) | 1..n(L/V/VL) |
3.3.5. Step 3.5: Fast Screening Using Process Constraints
3.3.6. Step 3.6: Solve the Reduced Optimization Problem
| Sustainability Metrics | Base case design | Intensified alternative | %Improvement | |
|---|---|---|---|---|
| Performance metrics | Total utility cost ($/year) | 7,790,000 | 4,660,000 | 40.2 |
| Total energy consumption (GJ/h) | 119.163 | 73.104 | 38.6 | |
| product/raw material (kg/kg) | 0.94 | 0.94 | 0 | |
| Energy/ products (GJ/kg) | 0.0025 | 0.0017 | 32 | |
| Net water added to the system (m3) | 0 | 0 | 0 | |
| Water for cooling/product (m3/kg) | 0.017 | 0.017 | 0 | |
| Waste/raw material (kg/kg) | 0.032 | 0.026 | 18.8 | |
| Waste/products (kg/kg) | 0.034 | 0.028 | 17.6 | |
| Hazardous raw material/product (kg/kg) | 0 | 0 | 0 | |
| Number of unit operations | 9 | 7 | 22 | |
| LCA | Total carbon footprint (kg CO2 eq.) | 0.183 | 0.143 | 21.8 |
| HTPI—Human Toxicity Potential by Ingestion (1/LD50) | 0.51811 | 0.51111 | 0 | |
| HTPE—Human Toxicity Potential by Exposure (mgemiaaion/m3) | 0.03558 | 0.03564 | 0 | |
| GWP—Global Warming Potential (CO2 eq.) | 0.55214 | 0.55241 | 0 | |
| ODP—Ozone Depletion Potential (CFC-11 eq.) | 5.18 × 10−9 | 5.18× 10−9 | 0 | |
| PCOP—Photochemical Oxidation Potential (C2H2 eq.) | 0.04968 | 0.04976 | 0 | |
| AP—Acidification Potential (H+ eq.) | 0.00010 | 0.00010 | 0 | |
| ATP—Aquatic Toxicity Potential (1/LC50) | 0.00366 | 0.00366 | 0 | |
| TTP—Terrestrial Toxicity Potential (1/LD50) | 0.51811 | 0.51111 | 0 | |
| HTC (Benzene eq.)—human toxicity (carcinogenic impacts) | 2062.7 | 1794.5 | 13 | |
| HTNC (Toluene eq.)—human toxicity (non-carcinogenic impacts) | 1.3301 | 1.1795 | 11.3 | |
| ET (2, 4-D eq.)—Fresh water ecotoxicity | 0.00525 | 0.00490 | 6.7 |
4. Conclusions
Nomenclature
| 2phM | 2-phase mixing |
| AF | Accumulation factor |
| C | The cost function to be maximized or minimized |
| D | Dividing |
| E | Energy |
| EWC | Energy waste cost |
| FAME | Fatty acid methyl ester |
| FFA | Fee fatty acid |
| H/C | Heating/Cooling |
| L | Logical |
| L | Liquid |
| LCA | Life cycle assessment |
| M | Mixing |
| MIX- | Mixer |
| MVA | Material value added |
| MW | Molecular weight |
| O | Operational |
| PBS | Phenomena based synthesis |
| PC | Phase contact |
| PI | Process intensification |
| PT | Phase transition |
| R | Reaction |
| RM | Raw materials |
| S | Structural |
| SPBs | Simultaneous phenomena building blocks |
| TVA | Total value added |
| V | Vapor |
| B1, B2 | Matrices of constant coefficients |
| bl, bu | Upper bounds of the linear and non-linear equations |
| cT- | Column-condenser |
| E- | Heat exchanger |
| ei | Utility usage |
| eq. | Equivalent |
| f | A vector of non-linear equations |
| Fobj | Objective function |
| hl, hu | Lower bounds of the linear and non-linear equations |
| Mid | Ideal mixing |
| Mrec | Rectangular flow mixing |
| Mtub | Tubular flow mixing |
| NSPmax | Total number of possible SPBs |
| PhBB | Total number of phenomena building blocks |
| PhE | Total number of energy transfer phenomena |
| PhM | Total number of mixing phenomena |
| PIs | PI screening |
| R- | Reactor |
| rT- | Column-reboiler |
| Tb | Boiling temperature |
| Tc | Critical temperature |
| Tm | Melting temperature |
| vl, vu | Upper bounds and lower bounds of operational constraints |
| Vm | Molar volume |
| VVdW | Van der Waals volume |
| wl | Vectors which account for operational constraints |
| yj | The vector represents 0/1 binary variables |
References
- Escobar, J.C.; Lora, E.S.; Venturini, O.J.; Yáñez, E.E.; Castillo, E.F.; Almazan, O. Biofuels: Environment, technology and food security. Renew. Sustain. Energ. Rev. 2009, 13, 1275–1287. [Google Scholar] [CrossRef]
- Singh, A.; Pant, D.; Korres, N.E.; Nizami, A.S.; Prasad, S.; Murphy, J.D. Key issues in life cycle assessment of ethanol production from lignocellulosic biomass: Challenges and perspectives. Bioresour. Technol. 2010, 101, 5003–5012. [Google Scholar] [CrossRef]
- Kiss, A.A.; Bildea, C.S. A review of biodiesel production by integrated reactive separation technologies. J. Chem. Technol. Biotechnol. 2012, 87, 861–879. [Google Scholar] [CrossRef]
- International Energy Statistics. Available online: http://1.usa.gov/13Or0Bn (accessed 6 March 2013).
- Biomass Research & Development Initiative. Available online: http://www.esd.ornl.gov/eess/ (accessed 1 June 2013).
- Lam, M.; Lee, K.; Mohamed, A. Homogenoues, heterogenous and enzymatic catalys for transesterification of high free fatty acid oil (waste cooking oil) to biodiesel: A review. Biotechnol. Adv. 2010, 28, 500–518. [Google Scholar] [CrossRef]
- Talebian-Kiakalaieh, A.; Amin, N.A.S.; Mazaheri, H. A review on novel processes of biodiesel production from waste cooking oil. Appl. Energ. 2013, 104, 683–710. [Google Scholar] [CrossRef]
- Leung, D.; Wu, X.; Leung, M. A review on biodiesel production using catalyzed transesterification. Appl. Energ. 2010, 87, 1083–1095. [Google Scholar] [CrossRef]
- Simasatitkul, L.; Arpornwichanop, A.; Gani, R. Design methodology for bio-based processing: Biodiesel and fatty alcohol production. Comput. Chem. Eng. 2013. [Google Scholar] [CrossRef]
- Carvalho, A.; Gani, R.; Matos, H. Design of sustainable chemical processes: Systematic retrofit analysis generation and evaluation of alternatives. Process Saf. Environ. Prot. 2008, 86, 328–346. [Google Scholar] [CrossRef]
- Carvalho, A.; Matos, H.A.; Gani, R. Design of batch operations: Systematic methodology for generation and analysis of sustainable alternatives. Comput. Chem. Eng. 2009, 33, 2075–2090. [Google Scholar] [CrossRef]
- Carvalho, A.; Matos, H.A.; Gani, R. SustainPro—A tool for systematic process analysis, generation and evaluation of sustainable design alternatives. Comput. Chem. Eng. 2013, 50, 8–27. [Google Scholar] [CrossRef]
- Lutze, P.; Babi, D.K.; Woodley, J.M.; Gani, R. A phenomena based methodology for process synthesis incorporating process intensification. Ind. Eng. Chem. Res. 2013, 52, 7127–7144. [Google Scholar] [CrossRef]
- Yuan, Z.; Chen, B.; Gani, R. Applications of process synthesis: Moving from conventional chemical processes towards biorefinery processes. Comput. Chem. Eng. 2013, 49, 217–229. [Google Scholar] [CrossRef]
- West, A.H.; Posarac, D.; Ellis, N. Assessment of four biodiesel production processes using HYSYS. Plant. Bioresour. Technol. 2008, 99, 6587–6601. [Google Scholar] [CrossRef]
- Martín, M.; Grossmann, I.E. Simultaneous optimization and heat integration for biodiesel production from cooking oil and algae. Ind. Eng. Chem. Res. 2012, 23, 7998–8014. [Google Scholar]
- Karunanithi, A.T.; Achenie, L.E.K.; Gani, R. A new decomposition-based computer-aided molecular/mixture design methodology for the design of optimal solvents and solvent mixtures. Ind. Eng. Chem. Res. 2005, 44, 4785–4797. [Google Scholar] [CrossRef]
- Jaksland, C.A.; Gani, R.; Lien, K.M. Separation process design and synthesis based on thermodynamic insights. Chem.Eng.Sci. 1995, 50, 511–530. [Google Scholar] [CrossRef]
- Gani, R.; Bek-Pedersen, E. Simple new algorithm for distillation column design. AIChE J. 2000, 46, 1271–1274. [Google Scholar] [CrossRef]
- Saengwirun, P. ECON: A Software for Cost Calculation and Economic Analysis. M.S. Thesis, Chulalongkorn University, Bangkok, Thailand, 2011. [Google Scholar]
- Peters, M.S.; Timmerhaus, K.; West, R. Plant Design and Economics for Chemical Engineers; McGraw-Hill: Singapore, 2004. [Google Scholar]
- Kalakul, S. Development of Software for Life Cycle Assessment. M.S. Thesis, Chulalongkorn University, Bangkok, Thailand, April 2013. [Google Scholar]
- PRO/II User’s Guide; Simulation Sciences, Inc: Brea, CA, USA, 2011.
- Aspen HYSYS User’s Guide; Aspen Technology, Inc.: Burlington, MA, USA, 2009.
- Marrero, J.; Gani, R. Group-contribution based estimation of pure component properties. Fluid Phase Equilbria 2001, 183, 183–208. [Google Scholar] [CrossRef]
- Zhang, Y.; Dubé, M.A.; McLean, D.D.; Kates, M. Biodiesel production from waste cooking oil: 1. Process design and technological assessment. Bioresour. Technol. 2003, 89, 1–16. [Google Scholar] [CrossRef]
- Sotoft, L.F.; Rong, B.; Christensen, K.V.; Norddahl, B. Process simulation and economical evaluation of enzymatic biodiesel production plant. Bioresour. Technol. 2010, 101, 5266–5274. [Google Scholar] [CrossRef]
- Darnoko, D.; Cheryan, M. Kinetic of palm oil transesterification in a batch reactor. J. Am. Oil Chem. Soc. 2000, 77, 1263–1267. [Google Scholar] [CrossRef]
- Wang, Y.; Ou, S.; Liu, P.; Xue, F.; Tang, S. Comparison of two different processes to synthesize biodiesel by waste cooking oil. J. Mol. Catal. A 2006, 252, 107–112. [Google Scholar] [CrossRef]
- Lou, W.; Zong, M.; Duan, Z. Efficient production of biodiesel from high free fatty acid-containing waste oils using various carbohydrate-derived solid acid catalysts. Bioresour. Technol. 2008, 99, 8752–8758. [Google Scholar] [CrossRef]
- Nárvaez, P.; Rincón, S.; Sánchez, F. Kinetic of palm oil methanolysis. J. Am. Oil Chem. Soc. 2007, 87, 971–977. [Google Scholar] [CrossRef]
- Jegannathan, K.; Seng, C.; Ravindra, P. Economic assessment of biodiesel production: Comparison of alkali and biocatalyst processes. Renew. Sustain. Energ. Rev. 2011, 15, 745–751. [Google Scholar] [CrossRef]
- Bokade, V.; Yadav, G. Transesterification of edible and nonedible vegetable oils with alcohols over heteropolyacids supported on acid-treated clay. Ind. Eng. Chem. Res. 2009, 48, 9408–9415. [Google Scholar] [CrossRef]
- Chew, Y.; Chua, L.; Cheng, K.; Sarmidi, M.; Aziz, R.; Lee, C. Kinetic study on the hydrolysis of palm olein using immobilized lipase. Biochem. Eng. J. 2008, 39, 516–520. [Google Scholar] [CrossRef]
- Edgar, L.; Yijun, L.; Dora, L.; Kaewta, S.; David, B.; Goodwin, J.G. Synthesis of biodiesel via acid catalysis. Ind. Eng. Chem. Res. 2005, 44, 5353–5363. [Google Scholar] [CrossRef]
- Ma, F.; Hanna, M.A. Biodiesel production. Bioresour. Technol. 1999, 70, 1–15. [Google Scholar] [CrossRef]
- Karmakar, A.; Karmakar, S.; Mukherjee, S. Properties of various plant and animals feedstocks for biodiesel production. Bioresour. Tecnol. 2010, 101, 7201–7210. [Google Scholar] [CrossRef]
- Steimel, J.; Harrmann, M.; Schembecker, G.; Engell, S. A framework for modeling and optimization of process superstructures under uncertainty. Chem.Eng.Sci. 2013. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Mansouri, S.S.; Ismail, M.I.; Babi, D.K.; Simasatitkul, L.; Huusom, J.K.; Gani, R. Systematic Sustainable Process Design and Analysis of Biodiesel Processes. Processes 2013, 1, 167-202. https://doi.org/10.3390/pr1020167
Mansouri SS, Ismail MI, Babi DK, Simasatitkul L, Huusom JK, Gani R. Systematic Sustainable Process Design and Analysis of Biodiesel Processes. Processes. 2013; 1(2):167-202. https://doi.org/10.3390/pr1020167
Chicago/Turabian StyleMansouri, Seyed Soheil, Muhammad Imran Ismail, Deenesh K. Babi, Lida Simasatitkul, Jakob K. Huusom, and Rafiqul Gani. 2013. "Systematic Sustainable Process Design and Analysis of Biodiesel Processes" Processes 1, no. 2: 167-202. https://doi.org/10.3390/pr1020167
APA StyleMansouri, S. S., Ismail, M. I., Babi, D. K., Simasatitkul, L., Huusom, J. K., & Gani, R. (2013). Systematic Sustainable Process Design and Analysis of Biodiesel Processes. Processes, 1(2), 167-202. https://doi.org/10.3390/pr1020167