1. Introduction
The application of the Just-in-Time (JIT) purchasing system has a tremendous effect on helping eliminate waste through various issues such as consistency in improving quality and minimising inventory costs by frequent deliveries in small quantities. Conversely, the application of JIT purchasing has a direct effect on buyers by reducing costs as their order is typically made ‘to order’ on an as-required basis in small quantity deliveries [
1]. The buyers are left to decide how much they requires and when they need it, so this purchasing process may lead to an increased cost to the vendors as they have now lost control [
2,
3].
To deal with this problem, Goyal [
4] proposed a vendor-buyer integrated model as opposed to a buyer’s independent decision in inventory replenishment. Based on previous studies, most integrated inventory lot-sizing models propose solutions to minimise costs in the supply chain [
5]. To encourage the formulation of integrated systems, cost saving within an integrated supply chain model are fully realised through revenue sharing between vendor and buyer by agreeing to a joint purchasing policy, often with a side payment [
6]. In practice, there must be understanding and trustworthy collaboration between the members of the chain to achieve an integrated supply chain.
Integrated models have also been linked to solve problems that arise from frequent deliveries in small quantities with a high-quality product [
7,
8]. Generally, the JIT buyer can reduce inventory costs due to frequent deliveries in small quantities, but this might result in an increased transportation costs for the buyer [
9,
10]. It is also possible to have shipments in Less-than-Truck Load (LTL) with low utilisation of the transportation payload [
11]. Consequently, companies need to determine how much and how often inventory replenishment takes place to optimise their transportation cost. In order to make a significant impact on cost reduction, inventory replenishment decisions need to consider transportation costs as an element within the supply chain cost calculations [
12]. Therefore, researchers and practitioners have been dealing with such issues to investigate the effect of transportation cost on the integrated vendor-buyer lot-sizing model.
In addition to the transportation problem, quality can become a crucial issue in a production system [
13,
14,
15]. The product from a vendor is not always 100% acceptable to the buyer [
9]. Defective products can be generated during production runs, and additional costs are incurred for rejecting, reworking, and repairing the product. Moreover, there are external costs including returning the product, refunding or exchanging, or resolving customer complaints while trying to retain customer loyalty [
16]. As a result, these failure costs can significantly affect a firm’s profit in the short and long term. Consequently, investment in quality control and capability is required so that the product is fit for purpose [
17,
18]. Therefore, quality and production need to be linked in the model to analyse their effects on inventory replenishment decisions.
Transportation and quality problems are the major focus within this paper which develops a vendor-buyer integrated model including transportation and quality cost improvements to determine an optimal inventory replenishment decision. The aim of the model is to reduce the total cost of the setup/order, with fixed and variable transportation, inventory replenishment, and quality improvement by deciding the optimal delivery quantity, the batch production quantity, the number of deliveries, and the process quality.
Section 2 of the paper briefly reviews the literature that relates to the extension of integrated inventory model with transportation and quality issues.
Section 2 also presents the contribution of this study.
Section 3 develops mathematical modelling on transportation cost and quality improvement and the associated solution procedures.
Section 4 presents numerical examples to illustrate and examine the feasibility of the proposed procedure for the model. A validation-based sensitivity analysis has been conducted to examine the effect of the model’s parameters on the model solution, which is discussed in
Section 5. In order to analyse the proposed model for achieving the best solution, experimentation is reported in
Section 6. The last section summarises the results and makes recommendations for future research.
4. Numerical Example
In this section, a numerical example is given to illustrate the proposed model for obtaining the optimal solution. This example consists of two pieces of data, namely parameter data (
Table 2) and freight rate schedule data taken from Swenseth and Godfrey [
12] (
Figure 4).
The solution procedure of the proposed model is applied using the data given. Earlier it was noted that this study considered two transportation problems (incapacitated and capacitated). Especially for the capacitated problem,
is revised to 5000 lb,
is changed to
$0.0608/”lb” (new
=
$608/9999 lb), while the parameter data remain unchanged. Thus, the solution to the incapacitated and capacitated problem can be seen in
Table 3.
As shown in
Table 3, the result of the proposed model offers some managerial insights into the implementation of JIT, especially in helping managers in the decision-making process for minimising the total cost to the supply chain. First, the incapacitated problem, where
, was solved. The proposed model provided the optimal solution for the delivery quantity
of 434 units, with the probability of good products
increasing from 0.75 to 0.91. In the case of transportation, the optimal
fell within the LTL shipment, where the actual shipping weight of 434 units (9548 lb) was less than the capacity of the truckload (46,000 lb). Consequently, the optimal number of shipments became more frequent, about
= 4 per production batch for completing the total demand of the buyer. The effect of this optimal
on the total cost can be seen in
Figure 5a.
For the capacitated problem
, when
was changed from 46,000 lb to 5000 lb, the proposed model revised the solution of the incapacitated problem in order to fit with
. In this case, the proposed model yielded an optimal delivery quantity of
=227 units, while the probability of good products was equal to that of the incapacitated solution, as
= 0.91. The actual shipping weight of 227 units (4994 lb) was less than
(5000 lb). Since the shipment weight of
was adjusted to
, then the value of m was revised. As shown in
Figure 5b, the initial value of
(5, 6, 7, and 8) yielded the value of relaxation
(8, 8, 8, and 8). Therefore, the minimum total cost fell within the optimal value of
= 8. This proved that the approximate approach, which was integrated into the solution procedure, successfully relaxed the solution that fit the truckload capacity.
For the quality issue, the proposed model yielded a significant improvement in the probability of good products from 0.75 to 0.91. The process of restoring the production process affects the cost required to inspect and rework the product. If the probability of good products = 0.75 and = 0.91 is taken into the Total Quality Cost where that consists of the cost of inspection and the rework cost, then there is a decrease in TQC of about 61.85%. This result shows that the benefit of investing in quality improvement is that it can improve the production process, thus resulting in less defective products. Therefore, cost reduction is related to quality.
Moreover, integrated model represents coordination mechanism for vendor and buyer in minimising total supply chain costs. To demonstrate the accuracy of the proposed model in presenting a coordination mechanism, this study compared the integrated model to a non-integrated model using only an incapacitated case. The non-integrated decision assumed that the buyer was a dominant party in the supply chain, where he ordered the product based on his own optimum size. To determine the optimum order size of the buyer, this study took the first derivative of Equation (6) with respect to q is as follows:
Equation (25) revealed that the
function was convex in
. Thus, the optimal
was obtained by setting
as follows:
To demonstrate the non-integrated decision, it was first assumed that the vendor was able to improve the probability of the good products being of the same value as the integrated decision, which was
= 0.91. After that, using the same data as in as in
Table 2 and
Figure 4, the optimal order lot size of the buyer was calculated using Equation (26), thereby giving the result as 240 units, while the total cost to the buyer, which was calculated using Equation (2) by considering the actual freight, was
$88,685.76. For the non-integrated case, the buyer’s solution became the input for the vendor, whereby the vendor manufactured the production batch size based on the order of buyer and delivered it directly after completing the production. In this case, the number of deliveries was considered as m = 1, where the production batch size (Q = qm) was 240 units. In practice, this condition is well-known as a lot-for-lot decision. As a result, the vendor’s total cost was obtained using Equation (1) by substituting q = 240,
= 0.91, and m = 1 into the equation, and the result was
$285,915.32. The detailed summary of the independent cost is presented in
Table 4.
Based on the results shown in
Table 4, the integrated decision model had substantial savings compared to the non-integrated decision model, where the integrated decision gained savings of around 87.67% of the total supply chain costs. Meanwhile, the non-integrated decision caused an increase in the ordering, setup, fixed and variable transportation costs. This showed that the buyer’s solution was unsuitable for the vendor, where the vendor would have suffered a loss of around 171.42% of his total cost if the lot-for-lot decision was applied. To get a better coordination, the vendor should improve his position by requesting the buyer to change his independent decision to an integrated decision [
5]. In practice, the vendor usually offers a discounted quantity to the buyer to change his decision in purchasing the products [
33,
34]. Based on this illustration, the changing of the quantity on the buyer’s side would have also improved his position by about 11.29%. Therefore, the results of this study proved that an integrated decision may result in revenue sharing between the vendor and the buyer. This is an illustration that is most practically applied in a real supply chain and is a useful planning tool for the coordination of supply chain activities.
5. Sensitivity Analysis
Sensitivity analysis is a classical method that is used to analyse the impact of parameters on a model output [
35,
36,
37,
38,
39,
40,
41]. Hence, this paper investigates how large variations of cost parameters impact the solution and total costs. There are some insights provided in this analysis which allow the manager to determine what decisions might be taken when one of the parameters change. For the analysis, the cost parameters of the model that were not limited by assumptions such as
,
, when
was chosen. The tested parameters varied discretely from 25% to 100% of their base values. Since the value of one parameter was changed, for instance S, the other parameters
,
remain unchanged. Moreover, the case study in this analysis was that of an incapacitated problem, where the total cost took into consideration the freight rate schedule
, and it was assumed that the truckload capacity was always larger than the actual shipping weight
. The results of the sensitivity analysis are presented in
Table 5.
For a change in a parameter value, the total cost difference was analysed using
. In order to investigate how sensitive the model output was due to the change in a parameter value, the model sensitivity (Sm) approach from EPA [
42] was adopted. The model sensitivity was classified into three categories—slightly sensitive (0.1%−1%), moderately sensitive (1.1−10%), and highly sensitive (>10.00%). Also, it can be observed whether the total cost and the solution are positively or negatively related and unrelated to the increase in a parameter value. From
Table 5, the following observations can be discussed as follows:
- a.
Setup cost S
Based on the feasible range (25% to 100%), the value of Sm for the change in S is greater than 10%. It can be inferred that
is highly sensitive to the change in S. Thereby, this cost has a significant impact on cost performance. To clearly interpret the result in
Table 5,
Figure 6a(1–4) depicts the analysis of S against the model solution and
. It shows that the solution of
,
, and
are positively related to S, with the solution and
increasing as the S increases. Meanwhile, the value of has no impact on the changing of S, and so the value of
remains unchanged. Based on
Figure 6a, another insight can be revealed that if
increases, hence
decreases.
- b.
Ordering cost A
Based on
Table 5, it can be observed that
is slightly sensitive to the change in A, (0.1% ≤ Sm ≤ 1%) through a feasible range from 25% to 100%. It shows that A has a less significant impact on the cost performance. Moreover,
Figure 6b(1–4) is presented to show the relationship A against the model solution and
. The solutions
and
are positively related to the A with the value of
and
increasing as A increases. If we increase the feasible range of the parameter, then the solution of
is negatively related to A because the value of m decreases as A increases. Meanwhile, the solution of
has no significant impact on the changing of A.
- c.
Buyer’s holding cost
Based on
Table 5,
is moderately sensitive to the change in
(1.1% ≤ Sm ≤ 10%). The change of
is analysed to see its effect on the model solution and
as presented in
Figure 6c(1–4). The solution of
is negatively related to the change in
. In addition, if we increase the feasible range of the parameter, then the value of
and
are positively related to the change in
. It means that
decreases,
and
increase as the buyer’s
increases. Conversely, the value of
has no impact on the change in
.
- d.
Fixed transportation cost
The results in
Table 5 show that
is slightly sensitive to the change in
(0.1% ≤ Sm ≤ 1%). The results in
Table 5 are depicted in
Figure 6d(1–4). to show the effect of changing in
toward the model solution and
. It also shows that the solution of
and
are positively related to the changing of
. Moreover, if we increase the feasible range of the parameter, the value of
is negatively impacted by the change in
. In this case, since the value of
increases, then q and
increase but the value of
decreases. In addition, the value of
still has no impact on the change in
.
- e.
Discount factor α
From
Table 5 it can be inferred that
is slightly sensitive to the change in α, (0.1% ≤ Sm ≤ 1%). The result in
Table 5 is also presented in
Figure 6e(1–4), which shows that the
was negatively related to the change in α. However, if we increase the feasible range of the parameter, the value of
are decrease as α increase. Meanwhile, the solution of
is positively related to the change in α. In addition, since the value of α increases, the optimal solution
remains unchanged.
- f.
Freight rate
Through a feasible range (25% to 100%), it can be seen that the
is slightly sensitive to the change in
, (0.1% ≤ Sm ≤ 1%). Based on
Table 5 and
Figure 6f(1–4), the value of q and
are positively related to the change in
, whereas, the value of
is negatively related to the change in
if we increase the feasible range of the parameter. It can be inferred that the value of
decreases and
and
increase as the
increases. However, the optimal solution
remains unchanged.
- g.
Inspection cost
Table 5 shows that the
is highly sensitive to the change in
, (Sm > 10%). As presented in
Figure 6 (1–4), it can also be observed that the value of
is negatively linked to the change in
. Otherwise, the value of
(if
increases to a higher value),
, and
are positively related to the change in
. It means that the value of
decreases and the value of
,
, and
increase as the
increases.
- h.
Replacement and return cost
It can be observed, based on
Table 5, that the
is moderately sensitive to the change in inspection cost (1.1% ≤ Sm ≤ 10%). The result in
Table 5 is also presented in
Figure 6h(1–4), where the solutions for
,
, and
were positively related to the change in
. However, the value of m was negatively related to the change in
if the solution of q was going to increase. It means that the value of
decreases and the value of
,
, and
increase as the inspection cost increases.
- i.
Fractional cost of capital
From
Table 5, it can be inferred that
is moderately sensitive to the change in i if the value of i is increased, (1.1% ≤ Sm ≤ 10%). The result in
Table 5 is also presented in
Figure 6i(1–4), which shows that the solution of
and
are positively related to the change in
. However, the value of
(if i increases to a higher value) and
is negatively related to the change in
. It means that the value of
and
decrease, and
and
increase as the
increases. Another important insight was highlighted due to an increase in the parameter
. It was analysed that, if
is increased to a higher value from 0.1 to 0.43 (an increase of 25%), then the probability of a quality product will decrease while the total cost will increase. From another perspective, the tested parameter
value from 0.1 to 0.43 still provides an improvement in the probability of acceptable products, where
>
and
= 0.75. Therefore, the total cost decreases while quality production increases. Likewise, if
≥0.44, the total quality investment decreases, it lowers the probability of quality products being produced and a decrease in the total cost. In this case, there was no improvement from the initial probability of good products (
<
, and thus, the firm faced a loss in quality. In the situation of lower quality products being produced, firms tend to increase their delivery quantity while keeping the number of shipments the same to fulfil the demand of the buyer. Therefore, when i increases, it is suggested that the manager increases (1) the technology coefficient, ∆; (2) the rework and inspection cost; and (3) the demand, in order to restore the production process which reduces the number of defective products.
6. Experimental Results
One case was used to analyse the proposed model to derive an optimal solution for the inventory replenishment by considering the transportation and quality improvement. However, a single case does not provide enough evidence to confirm the effectiveness of the proposed model in producing the best solution. Basically, the proposed model deals with the problem within a JIT inventory replenishment system that applies frequent deliveries in small quantities. Hence, the model was developed based on the transportation mode of the LTL shipment. Therefore, the solution by the model only utilises the truckload capacity in the LTL shipment. However, there is another transportation mode, which is the FTL shipment, which occurs in practice in supply chains [
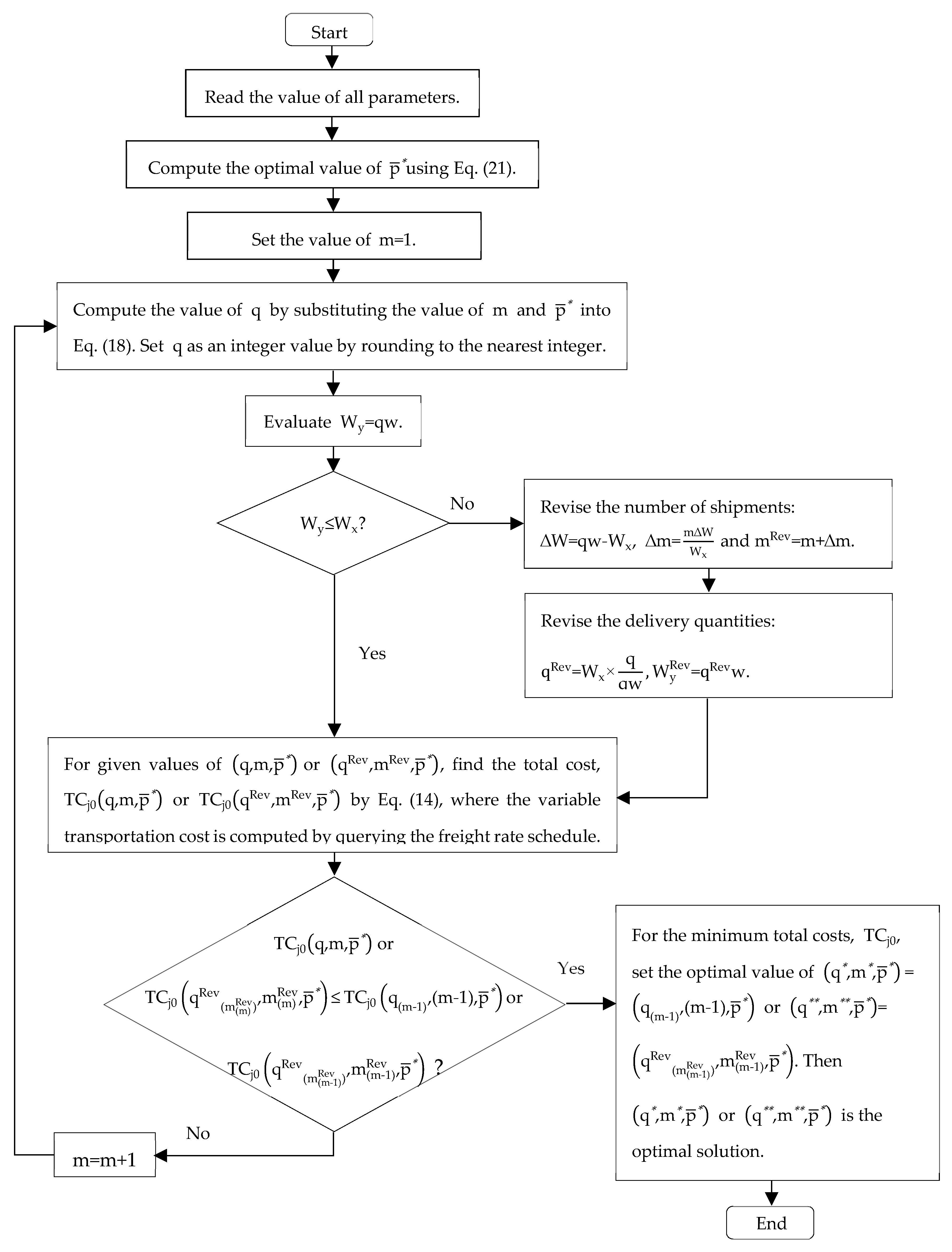
2]. In this case, the delivery quantity based on the FTL shipment is larger than the LTL shipment. Accordingly, an inventory model with an FTL shipment can also result in lower costs, depending on the case. Moreover, there may be other existing solutions that are not restricted to FTL and LTL shipments. To analyse this condition, an enumeration method was proposed to find the best solution for optimizing the performance of supply chains. Hence, the procedure for the enumeration method is presented in
Figure 7.
The benefit of enumeration method is used to search for the best solution by evaluating the operation with the least cost through a combination of all the possible solutions. In this case, the objective of the enumeration method is to find out the minimum total cost function with consideration of the actual freight rates. This method was used as a benchmark for comparing the performance with that of the proposed model in terms of the solution quality. Based on
Figure 7, the range of solutions for q and m was determined based on the knowledge of the modeller. It was hard to set the size of the solution analytically because this experiment randomly generated scenarios based on the selected parameter.
To gain further insights, the effectiveness of the proposed model was studied by experimenting with a wide range of intervals on the selected parameters. The value of each input parameter was generated randomly to create new scenarios. To undertake this experiment, 1000 problems were randomly generated using the parameter ranges presented in
Table 6. In order to facilitate the computation process, the procedure for the proposed model and the enumeration method was coded using Matlab
® in a DELL inspiron 15 with Intel
® Core™ i3-3227U (1.90 GHz) and 8.00 GB RAM under a 64-bit operating system computer. In the coding process, the procedure for the proposed model and the enumeration method were combined into one. For each problem will be analysed its solution and model performance by using the proposed model and enumeration method. Hence, the best solution and performance of the model for both the proposed model and enumeration method were recorded. However, if the enumeration method was unable to achieve the best solution for one scenario, then, such a scenario was eliminated, and a new scenario was randomly generated. This might mean that the solution for the model was out of the given range.
The results of the experiments on a wide range of parameters are presented in
Table 7.
Table 7 shows that the proposed model was technically close to the best solution that could be identified. The gap was divided into various ranges, representing the closeness to the best solution. Tests with the proposed model generated very good results, where 38.6% of all the problems fell within the 0.00–0.1% range, and 50.8% of all the problems were within the 0.1–1.00% range. Moreover, only 10.6% of all the problems were in the range of 1–10%, and none of the problems were above the range of 10%. It can be stated that the proposed model obtained the best results for the 1000 problems mainly due to the fact that most of the problem structures occurred in the gap ranging from 0.00–0.10% to 0.1–1%.
The majority problems show that the proposed model provides near-optimum or optimum inventory decision for minimising system costs. The result shows that cost performance of the proposed model is close to that of best cost performance of enumeration method. Therefore, the solutions of the proposed model can be practically used to solve the problem of transportation and quality. However, since there is gap between the proposed model and enumeration method, this study analysed the gap that occurs due to the solution of proposed model which only works for transportation problem under LTL shipment. It is because the determination of q (see Equation (18)) is added with consideration of transportation function that emulates LTL shipment. Therefore, the optimality level of the proposed model in some cases might result in local optimum solution.
Unlike the proposed model, the enumeration method searches the solutions without being restricted to the mode of LTL shipment. The optimality level of enumeration method in all cases results in global solution. It is due to the enumeration method searching for the optimum condition by combining all possible solutions and then choosing a solution that provides minimum system cost. In this supply chain practice, the solution procedure of enumeration method can be used by the supply chain manager to plan their operations considering transportation and quality problem. Hence, global minimum solution can be obtained in terms of cost performance. The experimentation result shows that the solution of proposed model and enumeration method are recommended for managers to improve the supply chain practices under certain case of transportation and quality.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}