
Inkjet-Printed Flexible Piezoelectric Sensor for Large Deformation Applications

 ,
,  ,
,  ,
,  , ,
, ,  ,
,  and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Sensor Design
2.2. Sensor Manufacturing
2.3. Sensor Characterization
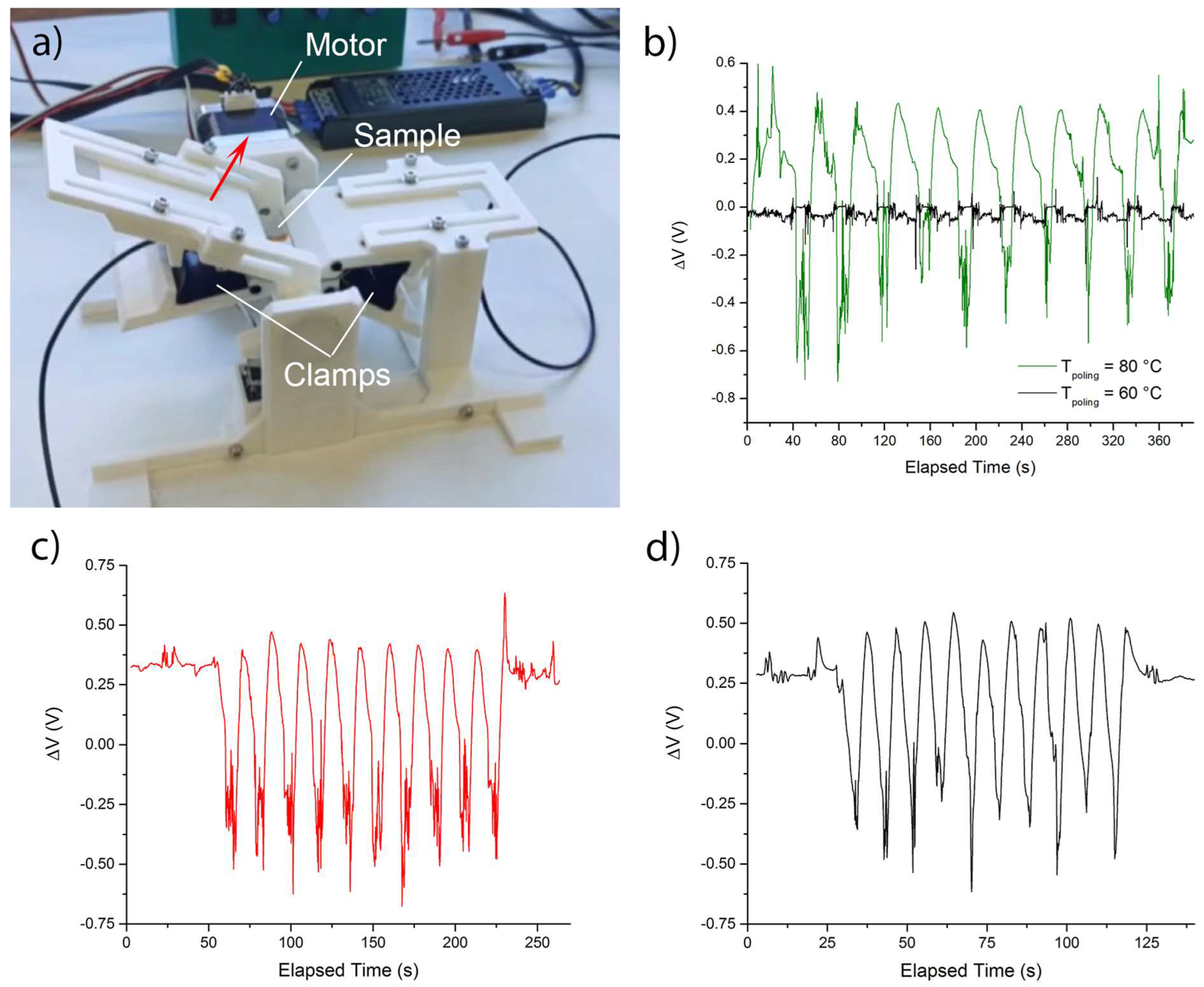
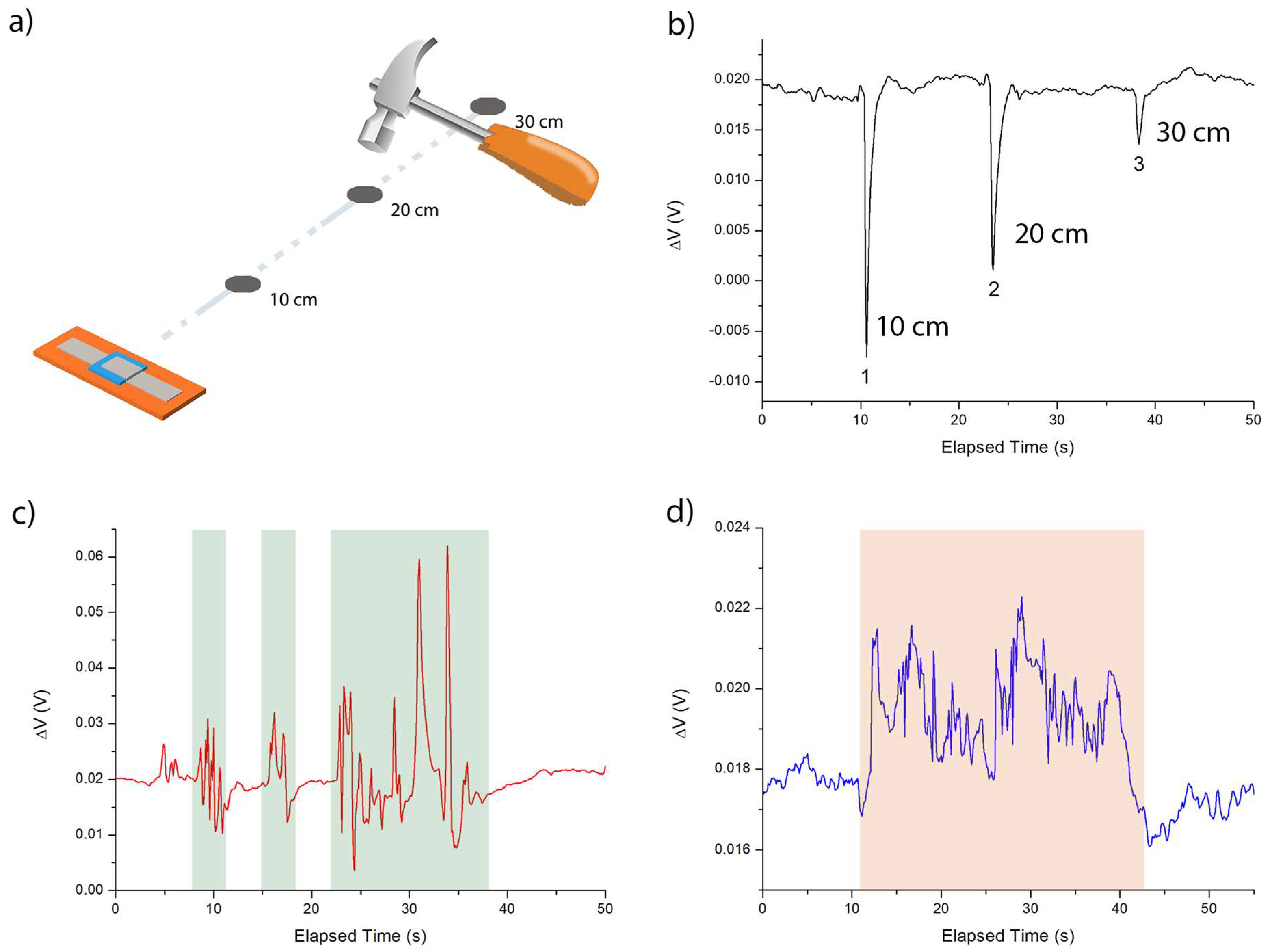
2.4. Sensor Electromechanical Testing
3. Results and Discussion
3.1. Sensor Printing and Characterization
3.2. Sensor Electromechanical Testing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Javaid, M.; Haleem, A.; Singh, R.P.; Rab, S.; Suman, R. Significance of Sensors for Industry 4.0: Roles, Capabilities, and Applications. Sens. Int. 2021, 2, 100110. [Google Scholar] [CrossRef]
- Dagdeviren, C.; Joe, P.; Tuzman, O.L.; Park, K.I.; Lee, K.J.; Shi, Y.; Huang, Y.; Rogers, J.A. Recent Progress in Flexible and Stretchable Piezoelectric Devices for Mechanical Energy Harvesting, Sensing and Actuation. Extrem. Mech. Lett. 2016, 9, 269–281. [Google Scholar] [CrossRef]
- Luo, J.; Zhang, L.; Wu, T.; Song, H.; Tang, C. Flexible Piezoelectric Pressure Sensor with High Sensitivity for Electronic Skin Using Near-Field Electrohydrodynamic Direct-Writing Method. Extrem. Mech. Lett. 2021, 48, 101279. [Google Scholar] [CrossRef]
- Sun, R.; Carreira, S.C.; Chen, Y.; Xiang, C.; Xu, L.; Zhang, B.; Chen, M.; Farrow, I.; Scarpa, F.; Rossiter, J. Stretchable Piezoelectric Sensing Systems for Self-powered and Wireless Health Monitoring. Adv. Mater. Technol. 2019, 4, 1900100. [Google Scholar] [CrossRef]
- Matsuhisa, N.; Kaltenbrunner, M.; Yokota, T.; Jinno, H.; Kuribara, K.; Sekitani, T.; Someya, T. Printable Elastic Conductors with a High Conductivity for Electronic Textile Applications. Nat. Commun. 2015, 6, 7461. [Google Scholar] [CrossRef]
- Zhao, Z.; Tang, J.; Yuan, J.; Li, Y.; Dai, Y.; Yao, J.; Zhang, Q.; Ding, S.; Li, T.; Zhang, R. Large-Scale Integrated Flexible Tactile Sensor Array for Sensitive Smart Robotic Touch. ACS Nano 2022, 16, 16784–16795. [Google Scholar] [CrossRef]
- Moonen, P.F.; Yakimets, I.; Huskens, J. Fabrication of Transistors on Flexible Substrates: From Mass-printing to High-resolution Alternative Lithography Strategies. Adv. Mater. 2012, 24, 5526–5541. [Google Scholar] [CrossRef]
- Lü, X.; Jiang, J.; Wang, H.; Gao, Q.; Zhao, S.; Li, N.; Yang, J.; Wang, S.; Bao, W.; Chen, R. Sensitivity-Compensated Micro-Pressure Flexible Sensor for Aerospace Vehicle. Sensors 2018, 19, 72. [Google Scholar] [CrossRef]
- Tung, S.; Witherspoon, S.R.; Roe, L.A.; Silano, A.; Maynard, D.P.; Ferraro, N. A MEMS-Based Flexible Sensor and Actuator System for Space Inflatable Structures. Smart Mater. Struct. 2001, 10, 1230. [Google Scholar] [CrossRef]
- Li, Z.; Liu, Y.; Hossain, O.; Paul, R.; Yao, S.; Wu, S.; Ristaino, J.B.; Zhu, Y.; Wei, Q. Real-Time Monitoring of Plant Stresses via Chemiresistive Profiling of Leaf Volatiles by a Wearable Sensor. Matter 2021, 4, 2553–2570. [Google Scholar] [CrossRef]
- Naqi, M.; Lee, S.; Kwon, H.; Lee, M.G.; Kim, M.; Kim, T.W.; Shin, H.K.; Kang, S.; Gandla, S.; Lee, H. A Fully Integrated Flexible Heterogeneous Temperature and Humidity Sensor-based Occupancy Detection Device for Smart Office Applications. Adv. Mater. Technol. 2019, 4, 1900619. [Google Scholar] [CrossRef]
- Xie, Z.; Avila, R.; Huang, Y.; Rogers, J.A. Flexible and Stretchable Antennas for Biointegrated Electronics. Adv. Mater. 2020, 32, 1902767. [Google Scholar] [CrossRef]
- Zhong, D.; Wu, C.; Jiang, Y.; Yuan, Y.; Kim, M.; Nishio, Y.; Shih, C.-C.; Wang, W.; Lai, J.-C.; Ji, X. High-Speed and Large-Scale Intrinsically Stretchable Integrated Circuits. Nature 2024, 627, 313–320. [Google Scholar] [CrossRef] [PubMed]
- Huang, T.-C.; Fukuda, K.; Lo, C.-M.; Yeh, Y.-H.; Sekitani, T.; Someya, T.; Cheng, K.-T. Pseudo-CMOS: A Design Style for Low-Cost and Robust Flexible Electronics. IEEE Trans. Electron Devices 2010, 58, 141–150. [Google Scholar] [CrossRef]
- Zhu, C.; Chortos, A.; Wang, Y.; Pfattner, R.; Lei, T.; Hinckley, A.C.; Pochorovski, I.; Yan, X.; To, J.W.-F.; Oh, J.Y. Stretchable Temperature-Sensing Circuits with Strain Suppression Based on Carbon Nanotube Transistors. Nat. Electron. 2018, 1, 183–190. [Google Scholar] [CrossRef]
- Lee, T.; Lee, W.; Kim, S.; Kim, J.J.; Kim, B. Flexible Textile Strain Wireless Sensor Functionalized with Hybrid Carbon Nanomaterials Supported ZnO Nanowires with Controlled Aspect Ratio. Adv. Funct. Mater. 2016, 26, 6206–6214. [Google Scholar] [CrossRef]
- Kong, H.; Song, Z.; Li, W.; Chen, M.; Bao, Y.; Liu, Z.; Qu, D.; Ma, Y.; Wang, Z.; Han, D. A Self-Protective Piezoelectric-Piezoresistive Dual-Mode Device with Superior Dynamic-Static Mechanoresponse and Energy Harvesting Performance Enabled by Flextensional Transduction. Nano Energy 2022, 100, 107498. [Google Scholar] [CrossRef]
- Vetelino, J.; Reghu, A. Introduction to Sensors; CRC Press: Boca Raton, FL, USA, 2017; ISBN 1315218275. [Google Scholar]
- Yiu, C.; Wong, T.H.; Liu, Y.; Yao, K.; Zhao, L.; Li, D.; Hai, Z.; Zheng, H.; Wang, Z.; Yu, X. Skin-like Strain Sensors Enabled by Elastomer Composites for Human–Machine Interfaces. Coatings 2020, 10, 711. [Google Scholar] [CrossRef]
- Nishikawa, T.; Yamane, H.; Matsuhisa, N.; Miki, N. Stretchable Strain Sensor with Small but Sufficient Adhesion to Skin. Sensors 2023, 23, 1774. [Google Scholar] [CrossRef]
- Glinsek, S.; Song, L.; Kovacova, V.; Mahjoub, M.A.; Godard, N.; Girod, S.; Biagi, J.; Quintana, R.; Schleeh, T.; Guedra, M. Inkjet-printed Piezoelectric Thin Films for Transparent Haptics. Adv. Mater. Technol. 2022, 7, 2200147. [Google Scholar] [CrossRef]
- Bernasconi, R.; Hatami, D.; Hosseinabadi, H.N.; Zega, V.; Corigliano, A.; Suriano, R.; Levi, M.; Langfelder, G.; Magagnin, L. Hybrid Additive Manufacturing of a Piezopolymer-Based Inertial Sensor. Addit. Manuf. 2022, 59, 103091. [Google Scholar] [CrossRef]
- Luo, Y.; Abidian, M.R.; Ahn, J.-H.; Akinwande, D.; Andrews, A.M.; Antonietti, M.; Bao, Z.; Berggren, M.; Berkey, C.A.; Bettinger, C.J. Technology Roadmap for Flexible Sensors. ACS Nano 2023, 17, 5211–5295. [Google Scholar] [CrossRef] [PubMed]
- Maeder, M.D.; Damjanovic, D.; Setter, N. Lead Free Piezoelectric Materials. J. Electroceram. 2004, 13, 385–392. [Google Scholar] [CrossRef]
- Narita, F.; Fox, M. A Review on Piezoelectric, Magnetostrictive, and Magnetoelectric Materials and Device Technologies for Energy Harvesting Applications. Adv. Eng. Mater. 2018, 20, 1700743. [Google Scholar] [CrossRef]
- Mensur Alkoy, E.; Dagdeviren, C.; Papila, M. Processing Conditions and Aging Effect on the Morphology of PZT Electrospun Nanofibers, and Dielectric Properties of the Resulting 3–3 PZT/Polymer Composite. J. Am. Ceram. Soc. 2009, 92, 2566–2570. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Deshmukh, N.; Nagarah, J.M.; Kramer, T.; Purohit, P.K.; Berry, M.J.; McAlpine, M.C. Piezoelectric Nanoribbons for Monitoring Cellular Deformations. Nat. Nanotechnol. 2012, 7, 587–593. [Google Scholar] [CrossRef]
- Dagdeviren, C.; Shi, Y.; Joe, P.; Ghaffari, R.; Balooch, G.; Usgaonkar, K.; Gur, O.; Tran, P.L.; Crosby, J.R.; Meyer, M. Conformal Piezoelectric Systems for Clinical and Experimental Characterization of Soft Tissue Biomechanics. Nat. Mater. 2015, 14, 728–736. [Google Scholar] [CrossRef]
- Hong, C.-C.; Huang, S.-Y.; Shieh, J.; Chen, S.-H. Enhanced Piezoelectricity of Nanoimprinted Sub-20 Nm Poly (Vinylidene Fluoride–Trifluoroethylene) Copolymer Nanograss. Macromolecules 2012, 45, 1580–1586. [Google Scholar] [CrossRef]
- Kawai, H. The Piezoelectricity of Poly (Vinylidene Fluoride). Jpn. J. Appl. Phys. 1969, 8, 975. [Google Scholar] [CrossRef]
- Durand, N.; Ameduri, B.; Takashima, K.; Ishida, K.; Horie, S.; Ueda, Y. Vinylidene Fluoride Telomers for Piezoelectric Devices. Polym. J. 2011, 43, 171–179. [Google Scholar] [CrossRef]
- Tait, J.G.; Witkowska, E.; Hirade, M.; Ke, T.-H.; Malinowski, P.E.; Steudel, S.; Adachi, C.; Heremans, P. Uniform Aerosol Jet Printed Polymer Lines with 30 Μm Width for 140 Ppi Resolution RGB Organic Light Emitting Diodes. Org. Electron. 2015, 22, 40–43. [Google Scholar] [CrossRef]
- Mandal, A.; Morali, A.; Skorobogatiy, M.; Bodkhe, S. 3D Printing of Polyvinylidene Fluoride-Based Piezoelectric Sensors for Noninvasive Continuous Blood Pressure Monitoring. Adv. Eng. Mater. 2024, 26, 2301292. [Google Scholar] [CrossRef]
- Nassar, H.; Khandelwal, G.; Chirila, R.; Karagiorgis, X.; Ginesi, R.E.; Dahiya, A.S.; Dahiya, R. Fully 3D Printed Piezoelectric Pressure Sensor for Dynamic Tactile Sensing. Addit. Manuf. 2023, 71, 103601. [Google Scholar] [CrossRef]
- Schaumann, S.; Latsch, B.; Schäfer, N.; Dali, O.B.; Seiler, J.; Raynaud, J.; Grimmer, M.; Flor, H.; Beckerle, P.; Kupnik, M. Force Myography for Motion Intention Detection Based on 3D-Printed Piezoelectric Sensors. IEEE Sensors Lett. 2024, 8. [Google Scholar] [CrossRef]
- Jiang, C.; Choi, H.W.; Cheng, X.; Ma, H.; Hasko, D.; Nathan, A. Printed Subthreshold Organic Transistors Operating at High Gain and Ultralow Power. Science 2019, 363, 719–723. [Google Scholar] [CrossRef] [PubMed]
- Afanasenkau, D.; Kalinina, D.; Lyakhovetskii, V.; Tondera, C.; Gorsky, O.; Moosavi, S.; Pavlova, N.; Merkulyeva, N.; Kalueff, A.V.; Minev, I.R. Rapid Prototyping of Soft Bioelectronic Implants for Use as Neuromuscular Interfaces. Nat. Biomed. Eng. 2020, 4, 1010–1022. [Google Scholar] [CrossRef]
- Kipphan, H. Handbook of Print Media: Technologies and Production Methods; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2001; ISBN 3540673261. [Google Scholar]
- Haque, R.I.; Vié, R.; Germainy, M.; Valbin, L.; Benaben, P.; Boddaert, X. Inkjet Printing of High Molecular Weight PVDF-TrFE for Flexible Electronics. Flex. Print. Electron. 2015, 1, 15001. [Google Scholar] [CrossRef]
- Bhavanasi, V.; Kumar, V.; Parida, K.; Wang, J.; Lee, P.S. Enhanced Piezoelectric Energy Harvesting Performance of Flexible PVDF-TrFE Bilayer Films with Graphene Oxide. ACS Appl. Mater. Interfaces 2016, 8, 521–529. [Google Scholar] [CrossRef]
- Trung, T.Q.; Lee, N. Flexible and Stretchable Physical Sensor Integrated Platforms for Wearable Human-activity Monitoringand Personal Healthcare. Adv. Mater. 2016, 28, 4338–4372. [Google Scholar] [CrossRef]
- Shehata, N.; Nair, R.; Boualayan, R.; Kandas, I.; Masrani, A.; Elnabawy, E.; Omran, N.; Gamal, M.; Hassanin, A.H. Stretchable Nanofibers of Polyvinylidenefluoride (PVDF)/Thermoplastic Polyurethane (TPU) Nanocomposite to Support Piezoelectric Response via Mechanical Elasticity. Sci. Rep. 2022, 12, 8335. [Google Scholar]
- Xie, M.; Zhu, M.; Yang, Z.; Okada, S.; Kawamura, S. Flexible Self-Powered Multifunctional Sensor for Stiffness-Tunable Soft Robotic Gripper by Multimaterial 3D Printing. Nano Energy 2021, 79, 105438. [Google Scholar] [CrossRef]
- Inagaki, N.; Tasaka, S.; Hibi, K. Surface Modification of Kapton Film by Plasma Treatments. J. Polym. Sci. Part A Polym. Chem. 1992, 30, 1425–1431. [Google Scholar] [CrossRef]
- Fang, Y.; Tentzeris, M.M. Surface Modification of Polyimide Films for Inkjet-Printing of Flexible Electronic Devices. In Flexible Electronics; IntechOpen: London, UK, 2018; ISBN 1789234573. [Google Scholar]
- Zhang, D.Y.; Liu, J.; Shi, Y.S.; Wang, Y.; Liu, H.F.; Hu, Q.L.; Su, L.; Zhu, J. Antifouling Polyimide Membrane with Surface-Bound Silver Particles. J. Memb. Sci. 2016, 516, 83–93. [Google Scholar] [CrossRef]
- Haque, R.I.; Ogam, E.; Loussert, C.; Benaben, P.; Boddaert, X. Fabrication of Capacitive Acoustic Resonators Combining 3D Printing and 2D Inkjet Printing Techniques. Sensors 2015, 15, 26018–26038. [Google Scholar] [CrossRef]
- Perelaer, J.; Smith, P.J.; Mager, D.; Soltman, D.; Volkman, S.K.; Subramanian, V.; Korvink, J.G.; Schubert, U.S. Printed Electronics: The Challenges Involved in Printing Devices, Interconnects, and Contacts Based on Inorganic Materials. J. Mater. Chem. 2010, 20, 8446–8453. [Google Scholar] [CrossRef]
- Zhang, J.; Zhu, P.; Ouyang, H.; Wang, E.; Xue, J.; Li, Z.; Shi, B.; Fan, Y. High Signal to Noise Ratio Piezoelectric Thin Film Sensor Based on Elastomer Amplification for Ambulatory Blood Pressure Monitoring. ACS Sens. 2024, 9, 1301–1309. [Google Scholar] [CrossRef] [PubMed]
- Jia, N.; He, Q.; Sun, J.; Xia, G.; Song, R. Crystallization Behavior and Electroactive Properties of PVDF, P(VDF-TrFE) and Their Blend Films. Polym. Test. 2017, 57, 302–306. [Google Scholar] [CrossRef]
- Arrigoni, A.; Brambilla, L.; Bertarelli, C.; Serra, G.; Tommasini, M.; Castiglioni, C.P. (VDF-TrFE) Nanofibers: Structure of the Ferroelectric and Paraelectric Phases through IR and Raman Spectroscopies. RSC Adv. 2020, 10, 37779–37796. [Google Scholar] [CrossRef]
- McGinn, C.K.; Kam, K.A.; Laurila, M.-M.; Lozano Montero, K.; Mäntysalo, M.; Lupo, D.; Kymissis, I. Formulation, Printing, and Poling Method for Piezoelectric Films Based on PVDF–TrFE. J. Appl. Phys. 2020, 128, 225304. [Google Scholar] [CrossRef]
- Martins, P.; Lopes, A.C.; Lanceros-Mendez, S. Electroactive Phases of Poly (Vinylidene Fluoride): Determination, Processing and Applications. Prog. Polym. Sci. 2014, 39, 683–706. [Google Scholar] [CrossRef]
- Haertling, G.H. Ferroelectric Ceramics: History and Technology. J. Am. Ceram. Soc. 1999, 82, 797–818. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mecca, G.; Bernasconi, R.; Zega, V.; Suriano, R.; Menegazzo, M.; Bussetti, G.; Corigliano, A.; Magagnin, L. Inkjet-Printed Flexible Piezoelectric Sensor for Large Deformation Applications. Technologies 2025, 13, 206. https://doi.org/10.3390/technologies13050206
Mecca G, Bernasconi R, Zega V, Suriano R, Menegazzo M, Bussetti G, Corigliano A, Magagnin L. Inkjet-Printed Flexible Piezoelectric Sensor for Large Deformation Applications. Technologies. 2025; 13(5):206. https://doi.org/10.3390/technologies13050206
Chicago/Turabian StyleMecca, Giulia, Roberto Bernasconi, Valentina Zega, Raffaella Suriano, Marco Menegazzo, Gianlorenzo Bussetti, Alberto Corigliano, and Luca Magagnin. 2025. "Inkjet-Printed Flexible Piezoelectric Sensor for Large Deformation Applications" Technologies 13, no. 5: 206. https://doi.org/10.3390/technologies13050206
APA StyleMecca, G., Bernasconi, R., Zega, V., Suriano, R., Menegazzo, M., Bussetti, G., Corigliano, A., & Magagnin, L. (2025). Inkjet-Printed Flexible Piezoelectric Sensor for Large Deformation Applications. Technologies, 13(5), 206. https://doi.org/10.3390/technologies13050206