
A Review of Fused Filament Fabrication of Metal Parts (Metal FFF): Current Developments and Future Challenges



Abstract

1. Introduction
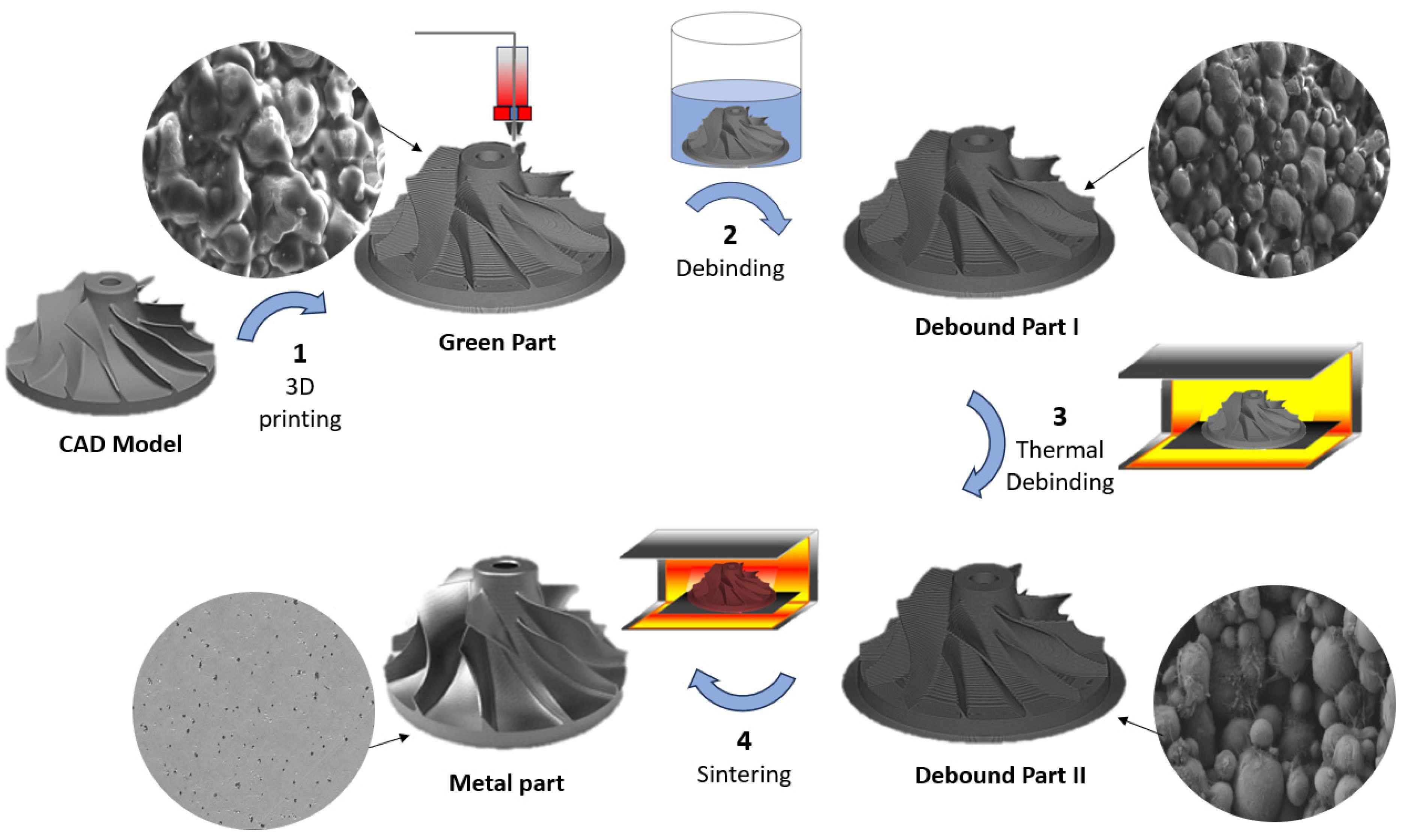
2. Making Metal Parts by FFF: Basic Principles of Metal FFF
3. Polymer–Metal Composite Feedstock for Metal FFF
- Rheological behaviour: The feedstock material should exhibit appropriate rheological properties that enable its flow through the printer nozzle during the printing process. These properties account for appropriate viscosity, and shear stress- and temperature-dependent flow behaviour.
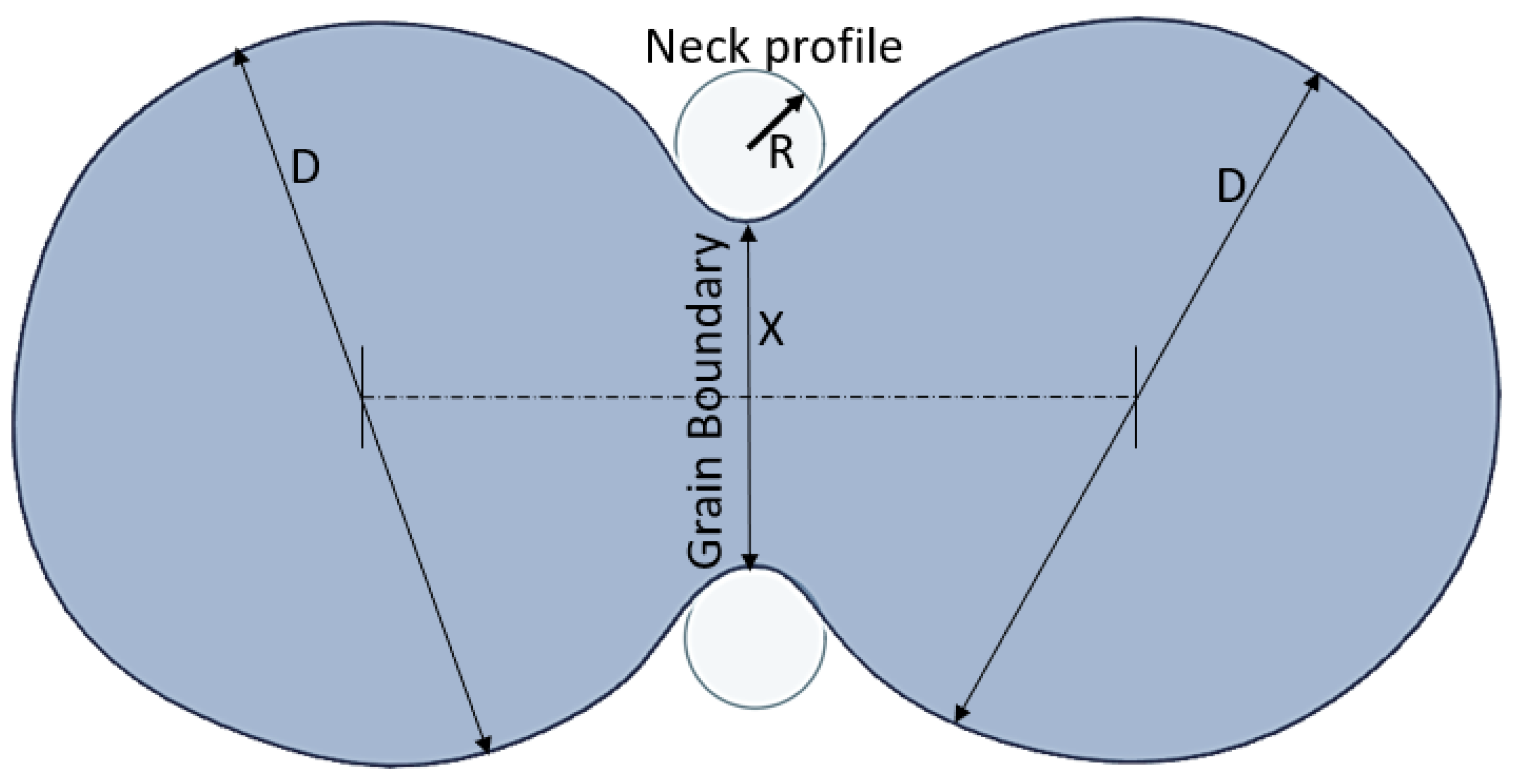
- Solidification and bonding characteristics: Following extrusion from the nozzle, the material must be able to quickly solidify and establish a strong bond with the preceding layer. This depends on the material’s cooling rate, adhesion characteristics (meaning the ability of the freshly deposited raster to bond and fuse with previous rasters and layers through necking and polymer-sintering processes), and phase transition behaviour.
- Bridging ability: The material must be able to “bridge” a gap of a given length corresponding to the inter-raster distance for parts printed with a sparse infill degree.
- Stability under reheating: During the printing process, previously deposited layers are reheated as new layers are added. The material, therefore, needs to retain its form and structural integrity upon reheating, without warping, shrinking, or otherwise deforming.
3.1. Selection of the Polymer Binder
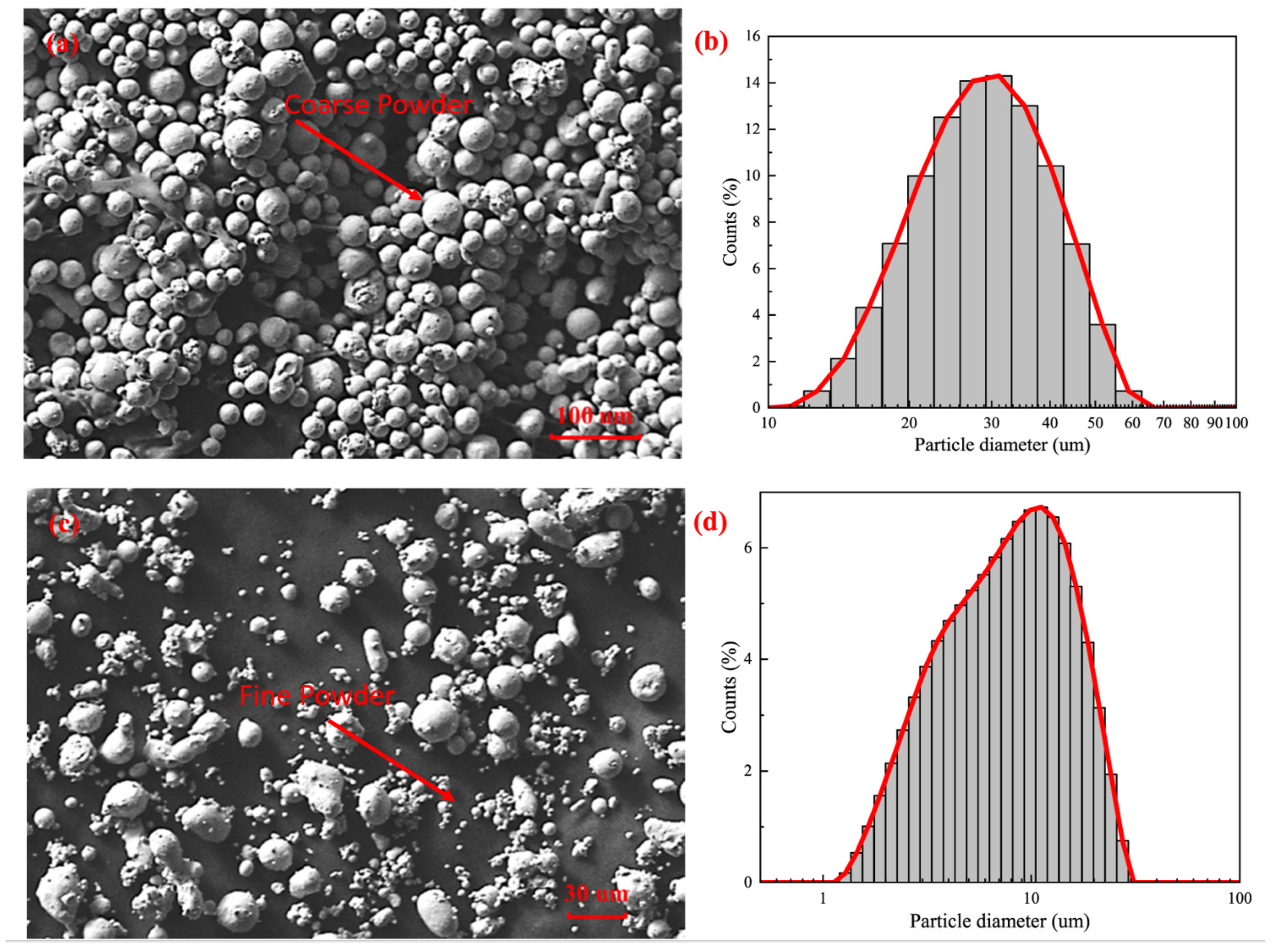
3.2. Metal Powder
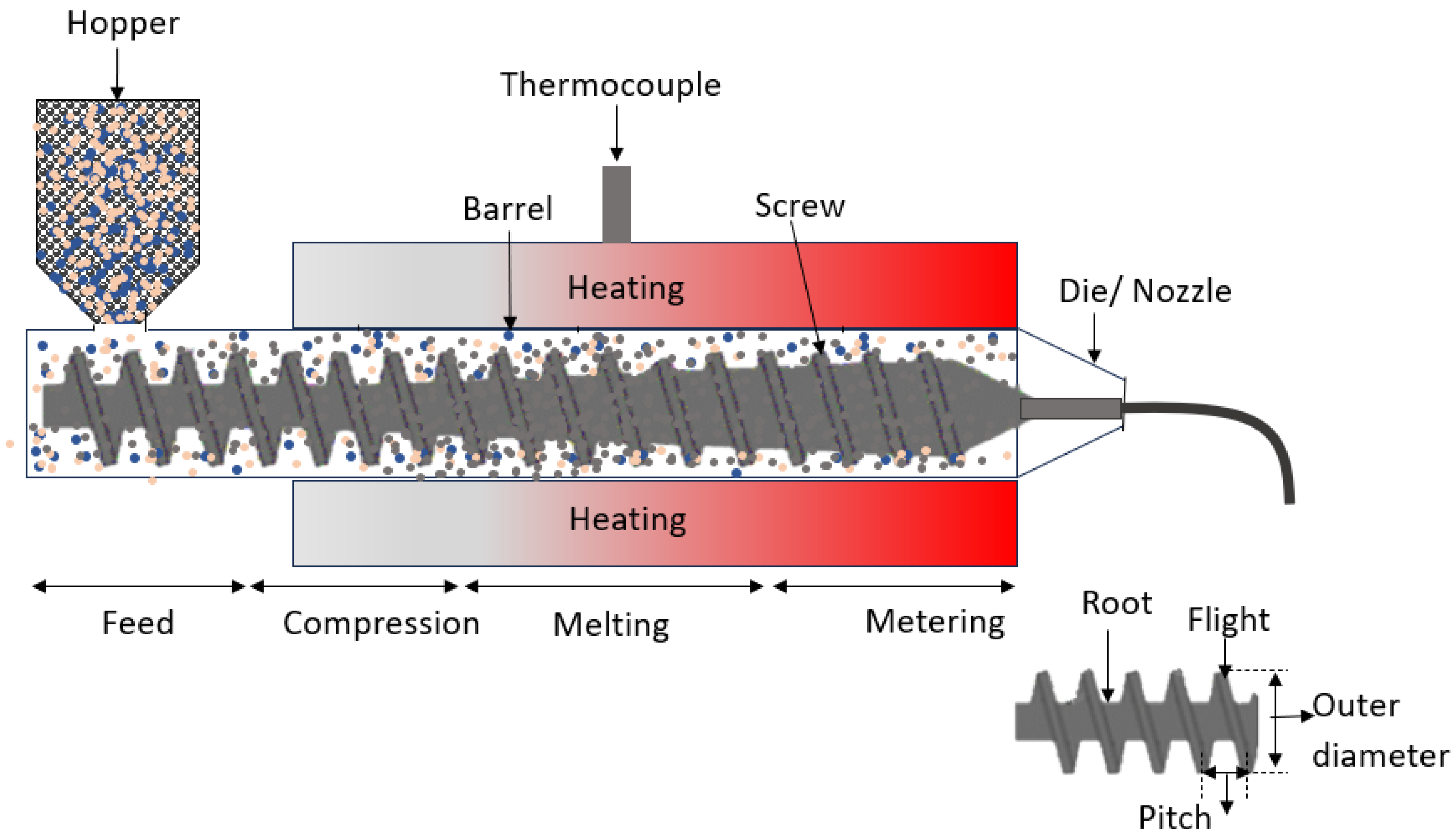
3.3. Filament Preparation
4. Shaping, Debinding, and Sintering
4.1. Shaping (Printing)
4.2. Debinding
4.3. Sintering
4.4. Post-Sintering Processing
5. Prevalent Metals and Alloys in Metal FFF
5.1. Iron and Steel
5.2. Ti and Alloys
5.3. Ni Superalloys
5.4. Other Metals and Alloys
6. Challenges and Critical Considerations in Metal FFF
6.1. Material-Related Challenges
6.2. Process-Related Challenges
6.3. Production Volume
6.4. Minimum Feature Size
6.5. Maximum Part Size
6.6. Surface Finish
6.7. Sustainability
6.8. Speeding and Scaling up the Process: Concluding Remarks
7. Metal FFF: Comparison with Other Common Metal AM Techniques
- ➢
- Affordability: metal FFF generally has lower equipment and operational costs compared to SLM and EBM, making it more affordable for small businesses and research institutions [15]. The capital expenditure can vary strongly for different printers and technical solutions, with prices ranging between USD 115,000 and USD 1.9 million [183]. Very roughly, it can be estimated that the cost of the whole metal FFF production line is about one-third to one-half of a normal SLM printer, and around one-fifth to one-fourth of an EBM system. Filaments for metal FFF are also relatively inexpensive. Although more expensive than polymer filaments, metal FFF feedstock appears relatively economical if compared to powders for PBF. However, it should be noted that, in spite of the general idea that AM enables an efficient management of materials, not all the feedstock used in metal FFF and in PBF actually goes into the finished part. In meta-FFF, the polymer binder must be removed, corresponding to around 35–45 vol.% of the filament. Similarly, in SLM and in EBM only the powder selectively melted by the laser/electron beam will contribute to building up the part. The loose powder remaining in the powder bed can be recycled, but only for a limited number of cycles. After that, the powder must be disposed of.
- ➢
- Support structures: EBM requires minimal support structures, because the pre-sintered powder acts as a support for the new layers. Conversely, both metal FFF and SLM require support structures to enable the build-up of complicated architectures. However, industrial metal FFF systems often come with ceramic-based support filaments that can be easily detached after sintering for faster and safer removal than in SLM [184].
- ➢
- ➢
- ➢
- Continuous development: although most commercial systems for metal FFF are “closed boxes”, open-source FFF printers can also be used for printing green parts, and this enables combined material–process development in metal FFF. This versatility offers the unique opportunity for both professionals and hobbyists to participate in material and process advancement and testing, contributing to a collaborative and inclusive research and development environment [27,98].
- ➢
- Low productivity: FFF is often considered a relatively slow AM technology, especially if compared to PBF. In metal FFF, the low productivity is worsened, because green parts necessitate debinding and sintering processes for binder removal and part densification, which may prolong lead times and increase production costs [29]. The entire workflow of metal FFF may easily take 24 to 36 h. For example, the green part can be printed during the day, debound overnight, and sintered the day after. As a term of comparison, SLM usually takes a few hours to complete a part (although the print time can strongly vary according to the part size, the layer thickness, and the number of parts nested in the same job). However, in metal FFF, multiple parts can be debound and sintered simultaneously to save time. Meanwhile, as previously mentioned, most metal FFF industrial systems come with specialty support materials that can be easily broken off and removed from the finished part. Vice versa, metal parts produced by SLM (and, though rarely, by EBM) need mechanical operations for support removal.
- ➢
- Limited mechanical properties: as previously mentioned, any comparison should be considered with caution due to the absence of standardised methods for measuring the mechanical properties of AM parts. Also, except for tensile properties, information regarding the mechanical performance of metal FFF is still lacunose. Having said that, in the very first instance, metal FFF components may demonstrate inferior mechanical properties compared to those fabricated using alternative metal AM techniques (such as SLM and EBM) due to residual porosity and potential binder traces [63,142]. A high sintering temperature and a long sintering time may also promote grain growth, with negative consequences on the yield strength and the ultimate tensile strength. As an example, the tensile strength of 316L SS parts produced by metal FFF has been measured to be around 521 MPa for a residual porosity of 7%. Meanwhile, the tensile strength of 316L SS parts produced by SLM can largely exceed 600 MPa when the residual porosity approaches zero [34].
- ➢
- Dimensional accuracy and shrinkage: metal FFF components undergo shrinkage upon sintering. This requires scaling up the CAD model dimensions to attain the desired final part dimensions [187]. Sometimes, the right size can only be achieved by trial and error, which increases lead times and production costs [40]. While EBM and, even more so, SLM are capable of printing small details, the accuracy of metal FFF is limited, with the standard diameter of the nozzle being 1.75 mm. Due to the later spreading of the molten extrudate, the width of an individual raster is typically slightly larger, which clearly poses a physical limit to the smallest printable feature [23].
- ➢
8. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Cham, Switzerland, 2021. [Google Scholar]
- Kamara, S.; Faggiani, K.S. Fundamentals of Additive Manufacturing for the Practitioner; Wiley: Hoboken, NJ, USA, 2021. [Google Scholar]
- Godec, D.; Gonzalez-Gutierrez, J.; Nordin, A.; Pei, E.; Ureña Alcázar, J. A Guide to Additive Manufacturing; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Madhavadas, V.; Srivastava, D.; Chadha, U.; Raj, S.A.; Sultan, M.T.H.; Shahar, F.S.; Shah, A.U.M. A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J. Manuf. Sci. Technol. 2022, 39, 18–36. [Google Scholar] [CrossRef]
- Fongsamootr, T.; Thawon, I.; Tippayawong, N.; Tippayawong, K.Y.; Suttakul, P. Effect of print parameters on additive manufacturing of metallic parts: Performance and sustainability aspects. Sci. Rep. 2022, 12, 19292. [Google Scholar] [CrossRef]
- Khan, M.A.; Jappes, J.T.W. Innovations in Additive Manufacturing; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research status of laser additive manufacturing for metal: A review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Lehmann, T.; Rose, D.; Ranjbar, E.; Ghasri-Khouzani, M.; Tavakoli, M.; Henein, H.; Wolfe, T.; Jawad Qureshi, A. Large-scale metal additive manufacturing: A holistic review of the state of the art and challenges. Int. Mater. Rev. 2022, 67, 410–459. [Google Scholar] [CrossRef]
- Jang, T.-S.; Kim, D.; Han, G.; Yoon, C.-B.; Jung, H.-D. Powder based additive manufacturing for biomedical application of titanium and its alloys: A review. Biomed. Eng. Lett. 2020, 10, 505–516. [Google Scholar] [CrossRef]
- Lores, A.; Azurmendi, N.; Agote, I.; Zuza, E. A review on recent developments in binder jetting metal additive manufacturing: Materials and process characteristics. Powder Met. 2019, 62, 267–296. [Google Scholar] [CrossRef]
- Trinchi, A.; Sola, A. Embedding function within additively manufactured parts: Materials challenges and opportunities. Adv. Eng. Mater. 2023, 25, 2300395. [Google Scholar] [CrossRef]
- Strong, D.; Kay, M.; Conner, B.; Wakefield, T.; Manogharan, G. Hybrid manufacturing—Integrating traditional manufacturers with additive manufacturing (AM) supply chain. Addit. Manuf. 2018, 21, 159–173. [Google Scholar] [CrossRef]
- Tosto, C.; Tirillò, J.; Sarasini, F.; Cicala, G. Hybrid metal/polymer filaments for fused filament fabrication (FFF) to print metal parts. Appl. Sci. 2021, 11, 1444. [Google Scholar] [CrossRef]
- Sæterbø, M.; Solvang, W.D. Evaluating the cost competitiveness of metal additive manufacturing–A case study with metal material extrusion. CIRP J. Manuf. Sci. Technol. 2023, 45, 113–124. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Manonukul, A. A review on material extrusion additive manufacturing of metal and how it compares with metal injection moulding. Metals 2022, 12, 429. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO: Geneva, Switzerland, 2021.
- Rane, K.; Strano, M. A comprehensive review of extrusion-based additive manufacturing processes for rapid production of metallic and ceramic parts. Adv. Manuf. 2019, 7, 155–173. [Google Scholar] [CrossRef]
- Shaikh, M.Q. Design for Metal Fused Filament Fabrication (DfMF3) of Ti-6Al-4V Alloy. Ph.D. Thesis, University of Louisville, Louisville, KY, USA, 2021. [Google Scholar]
- Sola, A. Materials requirements in fused filament fabrication: A framework for the design of next-generation 3D printable thermoplastics and composites. Macromol. Mater. Eng. 2022, 307, 2200197. [Google Scholar] [CrossRef]
- Zhou, M.; Zhou, X.; Si, L.; Chen, P.; Li, M.; Zhang, Y.; Zhou, H. Modeling of bonding strength for Fused Filament Fabrication considering bonding interface evolution and molecular diffusion. J. Manuf. Process. 2021, 68, 1485–1494. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Ukar, O.; Ostolaza, M.; Mugica, A. Study of the environmental implications of using metal powder in additive manufacturing and its handling. Metals 2020, 10, 261. [Google Scholar] [CrossRef]
- Parenti, P.; Puccio, D.; Semeraro, Q.; Colosimo, B.M. A techno-economic approach for decision-making in metal additive manufacturing: Metal extrusion versus single and multiple laser powder bed fusion. Prog. Addit. Manuf. 2023, 9, 185–210. [Google Scholar] [CrossRef]
- Thompson, Y.; Gonzalez-Gutierrez, J.; Kukla, C.; Felfer, P. Fused filament fabrication, debinding and sintering as a low cost additive manufacturing method of 316L stainless steel. Addit. Manuf. 2019, 30, 100861. [Google Scholar] [CrossRef]
- Kedziora, S.; Decker, T.; Museyibov, E.; Morbach, J.; Hohmann, S.; Huwer, A.; Wahl, M. Strength properties of 316L and 17-4PH stainless steel produced with additive manufacturing. Materials 2022, 15, 6278. [Google Scholar] [CrossRef] [PubMed]
- Ramazani, H.; Kami, A. Metal FDM, a new extrusion-based additive manufacturing technology for manufacturing of metallic parts: A review. Prog. Addit. Manuf. 2022, 7, 609–626. [Google Scholar] [CrossRef]
- Thompson, Y.; Zissel, K.; Förner, A.; Gonzalez-Gutierrez, J.; Kukla, C.; Neumeier, S.; Felfer, P. Metal fused filament fabrication of the nickel-base superalloy IN 718. J. Mater. Sci. 2022, 57, 9541–9555. [Google Scholar] [CrossRef]
- Warner, J.; Celli, D.; Scott-Emuakpor, O.; George, T.; Tomlin, T. Fused Deposition Modeling Fabrication Evaluation of a Ti-6Al-4V Centrifugal Compressor. J. Eng. Gas Turbines Power 2022, 145, 031008. [Google Scholar] [CrossRef]
- Shaikh, M.Q.; Nath, S.D.; Akilan, A.A.; Khanjar, S.; Balla, V.K.; Grant, G.T.; Atre, S.V. Investigation of patient-specific maxillofacial implant prototype development by metal fused filament fabrication (MF3) of Ti-6Al-4V. Dent. J. 2021, 9, 109. [Google Scholar] [CrossRef]
- Ravoori, D.; Prajapati, H.; Talluru, V.; Adnan, A.; Jain, A. Nozzle-integrated pre-deposition and post-deposition heating of previously deposited layers in polymer extrusion based additive manufacturing. Addit. Manuf. 2019, 28, 719–726. [Google Scholar] [CrossRef]
- Sadaf, M.; Bragaglia, M.; Nanni, F. A simple route for additive manufacturing of 316L stainless steel via Fused Filament Fabrication. J. Manuf. Process. 2021, 67, 141–150. [Google Scholar] [CrossRef]
- Mechter, M.A.; Mace, Y.; Kerbrat, O. A new design for additive manufacturing method: Applied on the bound metal deposition process. J. Eng. Des. 2022, 33, 787–810. [Google Scholar] [CrossRef]
- Rimmer, M. Metal 3D printing: Patent law, trade secrets, and additive manufacturing. Front. Res. Metrics Anal. 2022, 7, 958761. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.-M.; Bouvard, D.; Chaix, J.-M. Copper extrusion 3D printing using metal injection moulding feedstock: Analysis of process parameters for green density and surface roughness optimization. Addit. Manuf. 2020, 38, 101778. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Gutiérrez, A.R.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J. Effects of fused filament fabrication parameters on the manufacturing of 316L stainless-steel components: Geometric and mechanical properties. Rapid Prototyp. J. 2022, 28, 2004–2026. [Google Scholar] [CrossRef]
- Quarto, M.; Giardini, C. Additive manufacturing of metal filament: When it can replace metal injection moulding. Prog. Addit. Manuf. 2022, 8, 561–570. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Pellegrini, A.; Guerra, M.G.; Lavecchia, F. 3D Printing of parts using metal extrusion: An overview of shaping debinding and sintering technology. Adv. Technol. Mater. 2022, 47, 25–32. [Google Scholar] [CrossRef]
- Ang, X.; Tey, J.Y.; Yeo, W.H.; Shak, K.P.Y. A review on metallic and ceramic material extrusion method: Materials, rheology, and printing parameters. J. Manuf. Process. 2023, 90, 28–42. [Google Scholar] [CrossRef]
- Nurhudan, A.I.; Supriadi, S.; Whulanza, Y.; Saragih, A.S. Additive manufacturing of metallic based on extrusion process: A review. J. Manuf. Process. 2021, 66, 228–237. [Google Scholar] [CrossRef]
- Simunec, D.P.; Sola, A. Emerging research in conductive materials for fused filament fabrication: A critical review. Adv. Eng. Mater. 2022, 24, 2101476. [Google Scholar] [CrossRef]
- Horvath, J. Mastering 3D Printing; Apress: Berkeley, CA, USA, 2014. [Google Scholar]
- Miclette, O.; Côté, R.; Demers, V.; Brailovski, V. Material extrusion additive manufacturing of low-viscosity metallic feedstocks: Performances of the plunger-based approach. Addit. Manuf. 2022, 60, 103252. [Google Scholar] [CrossRef]
- Altıparmak, S.C.; Yardley, V.A.; Shi, Z.; Lin, J. Extrusion-based additive manufacturing technologies: State of the art and future perspectives. J. Manuf. Process. 2022, 83, 607–636. [Google Scholar] [CrossRef]
- Waalkes, L.; Längerich, J.; Holbe, F.; Emmelmann, C. Feasibility study on piston-based feedstock fabrication with Ti-6Al-4V metal injection molding feedstock. Addit. Manuf. 2020, 35, 101207. [Google Scholar] [CrossRef]
- Ji, H.; Zhang, X.; Huang, X.; Zheng, L.; Ye, X.; Li, Y. Effect of extrusion on viscoelastic slurry 3D print quality: Numerical analysis and experiment validation. SN Appl. Sci. 2019, 1, 1036. [Google Scholar] [CrossRef]
- Jiang, C.-P.; Romario, Y.S.; Toyserkani, E. Development of a novel tape-casting multi-slurry 3d printing technology to fabricate the ceramic/metal part. Materials 2023, 16, 585. [Google Scholar] [CrossRef]
- Dayam, S.; Tandon, P.; Priyadarshi, S. Development of paste extrusion-based metal additive manufacturing process. Rapid Prototyp. J. 2022, 28, 1920–1932. [Google Scholar] [CrossRef]
- Bose, A.; Reidy, J.P.; Tuncer, N.; Jorgensen, L. Processing of tungsten heavy alloy by extrusion-based additive manufacturing. Int. J. Refract. Met. Hard Mater. 2023, 110, 106021. [Google Scholar] [CrossRef]
- Desktop Metal Desktop Metal Materials-Engineered to Perform. Desktop Metal. Available online: https://www.desktopmetal.com/Materials/ (accessed on 23 January 2024).
- Poszvek, G.; Stattler, G.; Markl, E.; Seemann, R.; Lackner, M. Fused filament fabrication of metallic components for semi-professional and home use. In Digital Conversion on the Way to Industry 4.0; Durakbasa, N.M., Gençyılmaz, M.G., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 140–149. [Google Scholar]
- Mousapour, M.; Salmi, M.; Klemettinen, L.; Partanen, J. Feasibility study of producing multi-metal parts by fused filament fabrication (FFF) technique. J. Manuf. Process. 2021, 67, 438–446. [Google Scholar] [CrossRef]
- Mireles, J.; Kim, H.-C.; Hwan Lee, I.; Espalin, D.; Medina, F.; MacDonald, E.; Wicker, R. Development of a fused deposition modeling system for low melting temperature metal alloys. J. Electron. Packag. 2013, 135, 011008. [Google Scholar] [CrossRef]
- Warrier, N.; Kate, K.H. Fused filament fabrication 3D printing with low-melt alloys. Prog. Addit. Manuf. 2018, 3, 51–63. [Google Scholar] [CrossRef]
- Warrier, N. Fused Filament Fabrication 3D Printing Using Low-Melting Alloys. Master’s Thesis, University of Louisville, Louisville, KY, USA, 2017. [Google Scholar]
- Kukla, C.; Duretek, I.; Gonzalez-Gutierrez, J.; Holzer, C. Rheology of PIM feedstocks. Met. Powder Rep. 2017, 72, 39–44. [Google Scholar] [CrossRef]
- Abolhasani, H.; Muhamad, N. A new starch-based binder for metal injection molding. J. Mech. Work. Technol. 2010, 210, 961–968. [Google Scholar] [CrossRef]
- Naranjo, J.A.; Berges, C.; Campana, R.; Herranz, G. Rheological and mechanical assessment for formulating hybrid feedstock to be used in MIM & FFF. Results Eng. 2023, 19, 101258. [Google Scholar] [CrossRef]
- Enneti, R.K.; Onbattuvelli, V.P.; Atre, S.V. 4-Powder binder formulation and compound manufacture in metal injection molding (MIM). In Handbook of Metal Injection Molding; Heaney, D.F., Ed.; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2012; pp. 64–92. [Google Scholar]
- Kan, X.; Yang, D.; Zhao, Z.; Sun, J. 316L FFF binder development and debinding optimization. Mater. Res. Express 2021, 8, 116515. [Google Scholar] [CrossRef]
- Singh, P. Materials-Processing Relationships for Metal Fused Filament Fabrication of Ti-6Al-4V Alloy. Ph.D. Thesis, University of Louisville, Louisville, KY, USA, 2020. [Google Scholar]
- Duty, C.; Ajinjeru, C.; Kishore, V.; Compton, B.; Hmeidat, N.; Chen, X.; Liu, P.; Hassen, A.A.; Lindahl, J.; Kunc, V. What makes a material printable? A viscoelastic model for extrusion-based 3D printing of polymers. J. Manuf. Process. 2018, 35, 526–537. [Google Scholar] [CrossRef]
- Das, A.; Gilmer, E.L.; Biria, S.; Bortner, M.J. Importance of polymer rheology on material extrusion additive manufacturing: Correlating process physics to print properties. ACS Appl. Polym. Mater. 2021, 3, 1218–1249. [Google Scholar] [CrossRef]
- Gloeckle, C.; Konkol, T.; Jacobs, O.; Limberg, W.; Ebel, T.; Handge, U.A. Processing of highly filled polymer–metal feedstocks for fused filament fabrication and the production of metallic implants. Materials 2020, 13, 4413. [Google Scholar] [CrossRef]
- Bek, M.; Gonzalez-Gutierrez, J.; Kukla, C.; Pušnik Črešnar, K.; Maroh, B.; Slemenik Perše, L. Rheological behaviour of highly filled materials for injection moulding and additive manufacturing: Effect of particle material and loading. Appl. Sci. 2020, 10, 7993. [Google Scholar] [CrossRef]
- Singh, P.; Shaikh, Q.; Balla, V.K.; Atre, S.V.; Kate, K.H. Estimating powder-polymer material properties used in design for metal fused filament fabrication (DfMF3). JOM 2020, 72, 485–495. [Google Scholar] [CrossRef]
- Eickhoff, R.; Antusch, S.; Baumgärtner, S.; Nötzel, D.; Hanemann, T. Feedstock development for material extrusion-based printing of ti6al4v parts. Materials 2022, 15, 6442. [Google Scholar] [CrossRef]
- Hasib, A.G.; Niauzorau, S.; Xu, W.; Niverty, S.; Kublik, N.; Williams, J.; Chawla, N.; Song, K.; Azeredo, B. Rheology scaling of spherical metal powders dispersed in thermoplastics and its correlation to the extrudability of filaments for 3D printing. Addit. Manuf. 2021, 41, 101967. [Google Scholar] [CrossRef]
- Hasib, A. Understanding the Role of Rheology in Binder-Based Metal Additive Manufacturing of Solid and Nanoporous Metals. Ph.D. Thesis, Arizona State University, Tempe, AZ, USA, 2022. [Google Scholar]
- Kukla, C.; Gonzalez-Gutierrez, J.; Duretek, I.; Schuschnigg, S.; Holzer, C. Effect of particle size on the properties of highly-filled polymers for fused filament fabrication. In Proceedings of the 32nd International Conference of the Polymer Processing Society-Conference Papers, Lyon, France, 25–29 July 2016. [Google Scholar]
- Rodríguez-Alvarez, S.; del Río-Fernández, L.D.R.; del Río-Santos, D.; de la Torre-Gamarra, C.; Levenfeld, B.; Varez, A. 3D printing of metal parts using a highly-filled thermoplastic filament. Rapid Prototyp. J. 2024. ahead-of-print. [Google Scholar] [CrossRef]
- Sadaf, M.; Cano, S.; Bragaglia, M.; Schuschnigg, S.; Kukla, C.; Holzer, C.; Vály, L.; Kitzmantel, M.; Nanni, F.; Gonzalez-Gutierrez, J. Comparative analysis of binder systems in copper feedstocks for metal extrusion additive manufacturing and metal injection moulding. J. Mater. Res. Technol. 2024, 29, 4433–4444. [Google Scholar] [CrossRef]
- Wagner, M.A.; Engel, J.; Hadian, A.; Clemens, F.; Rodriguez-Arbaizar, M.; Carreño-Morelli, E.; Wheeler, J.M.; Spolenak, R. Filament extrusion-based additive manufacturing of 316L stainless steel: Effects of sintering conditions on the microstructure and mechanical properties. Addit. Manuf. 2022, 59, 103147. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef] [PubMed]
- Lotfizarei, Z.; Mostafapour, A.; Barari, A.; Jalili, A.; Patterson, A.E. Overview of debinding methods for parts manufactured using powder material extrusion. Addit. Manuf. 2023, 61, 103335. [Google Scholar] [CrossRef]
- Cano, S.; Gonzalez-Gutierrez, J.; Sapkota, J.; Spoerk, M.; Arbeiter, F.; Schuschnigg, S.; Holzer, C.; Kukla, C. Additive manufacturing of zirconia parts by fused filament fabrication and solvent debinding: Selection of binder formulation. Addit. Manuf. 2019, 26, 117–128. [Google Scholar] [CrossRef]
- Subuki, I.; Ismail, M.H.; Amir, A.; Omar, M.A. Effect of stearic acid on rheological properties of 316l feedstock for metal injection moulding. J. Teknol. 2012, 59, 173–177. [Google Scholar] [CrossRef]
- Ghasemi-Mobarakeh, L.; Cano, S.; Momeni, V.; Liu, D.; Duretek, I.; Riess, G.; Kukla, C.; Holzer, C. Effect of increased powder–binder adhesion by backbone grafting on the properties of feedstocks for ceramic injection molding. Polymers 2022, 14, 3653. [Google Scholar] [CrossRef]
- Kukla, C.; Cano, S.; Kaylani, D.; Schuschnigg, S.; Holzer, C.; Gonzalez-Gutierrez, J. Debinding behaviour of feedstock for material extrusion additive manufacturing of zirconia. Powder Met. 2019, 62, 196–204. [Google Scholar] [CrossRef]
- Costa, J.; Sequeiros, E.; Vieira, M.T.; Vieira, M. Additive manufacturing: Material extrusion of metallic parts. U. Porto J. Eng. 2021, 7, 53–69. [Google Scholar] [CrossRef]
- Santos, C.; Gatões, D.; Cerejo, F.; Vieira, M.T. Influence of metallic powder characteristics on extruded feedstock performance for indirect additive manufacturing. Materials 2021, 14, 7136. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Li, L.; Khalil, K. Effect of powder loading on metal injection molding stainless steels. J. Mater. Process. Technol. 2006, 183, 432–439. [Google Scholar] [CrossRef]
- Kotsilkova, R.; Tabakova, S. Exploring Effects of Graphene and carbon nanotubes on rheology and flow instability for designing printable polymer nanocomposites. Nanomaterials 2023, 13, 835. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Fahy, W.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Wu, G.; Langrana, N.A.; Sadanji, R.; Danforth, S. Solid freeform fabrication of metal components using fused deposition of metals. Mater. Des. 2002, 23, 97–105. [Google Scholar] [CrossRef]
- Cerejo, F.; Gatões, D.; Vieira, M.T. Optimization of metallic powder filaments for additive manufacturing extrusion (MEX). Int. J. Adv. Manuf. Technol. 2021, 115, 2449–2464. [Google Scholar] [CrossRef]
- Hassan, W.; Farid, M.A.; Tosi, A.; Rane, K.; Strano, M. The effect of printing parameters on sintered properties of extrusion-based additively manufactured stainless steel 316L parts. Int. J. Adv. Manuf. Technol. 2021, 114, 3057–3067. [Google Scholar] [CrossRef]
- Wang, J. Some Critical Issues for Injection Molding; IntechOpen: Rijeka, Croatia, 2012. [Google Scholar]
- Patil, H.; Tiwari, R.V.; Repka, M.A. Hot-melt extrusion: From theory to application in pharmaceutical formulation. AAPS PharmSciTech 2016, 17, 20–42. [Google Scholar] [CrossRef]
- Sola, A.; Trinchi, A. Chapter 4—Production of composite filaments for fused deposition modeling. In Fused Deposition Modeling of Composite Materials; Sola, A., Trinchi, A., Eds.; Woodhead Publishing: Cambridge, MA, USA; Kidlington, UK, 2023; pp. 89–108. [Google Scholar]
- Dey, A.; Eagle, I.N.R.; Yodo, N. A review on filament materials for fused filament fabrication. J. Manuf. Mater. Process. 2021, 5, 69. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Kurose, T.; Abe, Y.; Santos, M.V.A.; Kanaya, Y.; Ishigami, A.; Tanaka, S.; Ito, H. Influence of the layer directions on the properties of 316l stainless steel parts fabricated through fused deposition of metals. Materials 2020, 13, 2493. [Google Scholar] [CrossRef] [PubMed]
- Allum, J. Proof of Full-Strength Bonding in Material Extrusion Additive Manufacturing. Ph.D. Thesis, Loughborough University, Loughborough, UK, 2021. [Google Scholar]
- Atatreh, S.; Alyammahi, M.S.; Vasilyan, H.; Alkindi, T.; Susantyoko, R.A. Evaluation of the infill design on the tensile properties of metal parts produced by fused filament fabrication. Results Eng. 2023, 17, 100954. [Google Scholar] [CrossRef]
- Dave, H.K.; Davim, J.P. Fused Deposition Modeling Based 3D Printing, 1st ed.; Springer: Cham, Switzerland, 2021. [Google Scholar]
- Syrlybayev, D.; Zharylkassyn, B.; Seisekulova, A.; Akhmetov, M.; Perveen, A.; Talamona, D. Optimisation of strength properties of fdm printed parts—A critical review. Polymers 2021, 13, 1587. [Google Scholar] [CrossRef] [PubMed]
- Sadaf, M.; Cano, S.; Gonzalez-Gutierrez, J.; Bragaglia, M.; Schuschnigg, S.; Kukla, C. Influence of binder composition and material extrusion (mex) parameters on the 3d printing of highly filled copper feedstocks. Polymers 2022, 14, 4962. [Google Scholar] [CrossRef] [PubMed]
- Nzebuka, G.C.; Ufodike, C.O.; Rahman, A.M.; Minus, M.B.; Egole, C.P. Thermal-fluid modeling and simulation of Ti-6Al-4V alloy filaments during shaping in the hot-end of material extrusion additive manufacturing. J. Manuf. Process. 2024, 131, 866–878. [Google Scholar] [CrossRef]
- Ghorbani, J.; Koirala, P.; Shen, Y.-L.; Tehrani, M. Eliminating voids and reducing mechanical anisotropy in fused filament fabrication parts by adjusting the filament extrusion rate. J. Manuf. Process. 2022, 80, 651–658. [Google Scholar] [CrossRef]
- Tafti, A.A.; Demers, V.; Majdi, S.M.; Vachon, G.; Brailovski, V. Effect of thermal debinding conditions on the sintered density of low-pressure powder injection molded iron parts. Metals 2021, 11, 264. [Google Scholar] [CrossRef]
- Bankapalli, N.K.; Gupta, V.; Saxena, P.; Bajpai, A.; Lahoda, C.; Polte, J. Filament fabrication and subsequent additive manufacturing, debinding, and sintering for extrusion-based metal additive manufacturing and their applications: A review. Compos. Part B Eng. 2023, 264, 110915. [Google Scholar] [CrossRef]
- Rijwani, T.; Ramkumar, P. Thermal debinding for binder burnout in metal and ceramic processing. Heat Transf. Eng. 2024, 1–12. [Google Scholar] [CrossRef]
- Kang, S.-J.L. Sintering. Densification, Grain Growth, and Microstructure. Butterworth-Heinemann; Elsevier Ltd.: Oxford, UK, 2005. [Google Scholar]
- bin Suleiman Ahmad, M.J.; bin Abdullah, A.N.; Bin Ibrahim, R.; Mohamad, M.; Abu Kasim, N.B.; Bin Dato’Abdul Kadir, M.R.; Muhamad, S.; Itoh, Y.; Hanada, K.; Shimizu, T. Effect of sintering conditions on mechanical properties and microstructure of titanium alloy produced by metal injection moulding (MIM). Adv. Mater. Res. 2013, 686, 164–169. [Google Scholar] [CrossRef]
- Banerjee, S.; Joens, C.J. 7-Debinding and sintering of metal injection molding (MIM) components. In Handbook of Metal Injection Molding; Heaney, D.F., Ed.; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2012; pp. 133–180. [Google Scholar]
- German, R.M. 1-Thermodynamics of sintering. In Sintering of Advanced Materials; Fang, Z.Z., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 3–32. [Google Scholar]
- Ramkumar, P.; Rijwani, T. Additive manufacturing of metals and ceramics using hybrid fused filament fabrication. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 455. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, S.; Riede, M.; Garratt, E.; Roch, A. A comprehensive study on fused filament fabrication of Ti-6Al-4V structures. Addit. Manuf. 2020, 34, 101256. [Google Scholar] [CrossRef]
- You, S.; Jiang, D.; Wang, F.; Ning, F. Anisotropic sintering shrinkage behavior of stainless steel fabricated by extrusion-based metal additive manufacturing. J. Manuf. Process. 2023, 101, 1508–1520. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Arbeiter, F.; Schlauf, T.; Kukla, C.; Holzer, C. Tensile properties of sintered 17-4PH stainless steel fabricated by material extrusion additive manufacturing. Mater. Lett. 2019, 248, 165–168. [Google Scholar] [CrossRef]
- German, R.M. Titanium sintering science: A review of atomic events during densification. Int. J. Refract. Met. Hard Mater. 2020, 89, 105214. [Google Scholar] [CrossRef]
- Tuncer, N.; Bose, A. Solid-State Metal Additive Manufacturing: A Review. JOM 2020, 72, 3090–3111. [Google Scholar] [CrossRef]
- Dehghan-Manshadi, A.; Bermingham, M.; Dargusch, M.S.; StJohn, D.H.; Qian, M. Metal injection moulding of titanium and titanium alloys: Challenges and recent development. Powder Technol. 2017, 319, 289–301. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Gorantla, S.; Popp, U.; Okolo, B.; Schulze, V. Process porosity and mechanical performance of fused filament fabricated 316L stainless steel. Rapid Prototyp. J. 2019, 25, 1319–1327. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Manam, N.S.; Kamariah, M.M.S.I.N.; Sharif, S.; Zulkifly, A.H.; Ahmad, I.; Miura, H. A review of powdered additive manufacturing techniques for Ti-6al-4v biomedical applications. Powder Technol. 2018, 331, 74–97. [Google Scholar] [CrossRef]
- Downard, S.; Clark, E.; O’Brien, C.; Mohammadlou, B.S.; Kontsos, A.; Celli, D.; Smith, L.; Al Amiri, E.; Weems, A.; Wisner, B. Influence of a suboptimal environment and sintering temperature on the mechanical properties of fused filament fabricated copper. Int. J. Adv. Manuf. Technol. 2024, 135, 3129–3146. [Google Scholar] [CrossRef]
- Carminati, M.; D’urso, G.; Giardini, C. The enhancement of mechanical properties via post-heat treatments of AISI 630 parts printed with material extrusion. Prog. Addit. Manuf. 2023, 8, 1341–1355. [Google Scholar] [CrossRef]
- Xiong, Y.; Yao, S.; Zhao, Z.-L.; Xie, Y.M. A new approach to eliminating enclosed voids in topology optimization for additive manufacturing. Addit. Manuf. 2020, 32, 101006. [Google Scholar] [CrossRef]
- Kumar, P.V.; Velmurugan, C. Metal fused filament fabricated stainless steel 316L: Heat treatment effects on mechanical, tribological, phase stability, and microstructural behavior. J. Mater. Eng. Perform. 2024, 1–10. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Li, X.; Yan, Z. On hot isostatic pressing sintering of fused filament fabricated 316L stainless steel—Evaluation of microstructure, porosity, and tensile properties. Mater. Lett. 2021, 296, 129854. [Google Scholar] [CrossRef]
- Pellegrini, A.; Lavecchia, F.; Guerra, M.G.; Galantucci, L.M. Influence of aging treatments on 17–4 PH stainless steel parts realized using material extrusion additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2023, 126, 163–178. [Google Scholar] [CrossRef]
- Bhargava, S.K.; Ramakrishna, S.; Brandt, M.; Selvakannan, P. Additive Manufacturing for Chemical Science and Engineering; Springer: Singapore, 2023. [Google Scholar]
- Uffelmann, S.; Pestotnik, S. Investigation of the manufacturability of a copper coil for use in space components by means of the fused filament fabrication process. CEAS Space J. 2023, 15, 701–713. [Google Scholar] [CrossRef]
- Winter, M.; Weibel, J.A. The capillary length scale determines the influence of bubble-fin interactions and prediction of pool boiling from heat sinks. Int. J. Heat Mass Transf. 2023, 202, 123727. [Google Scholar] [CrossRef]
- Parenti, P.; Zaio, F.; Ambrosetti, M.; Foletti, S.; Beretta, A.; Groppi, G.; Tronconi, E.; Colosimo, B.M. Pure copper extrusion additive manufacturing of lattice structures for enabling enhanced thermal efficiency in hydrogen production. Manuf. Lett. 2024, 41, 1080–1091. [Google Scholar] [CrossRef]
- Wei, X.; Jin, M.-L.; Yang, H.; Wang, X.X.; Long, Y.Z.; Chen, Z. Advances in 3D printing of magnetic materials: Fabrication, properties, and their applications. J. Adv. Ceram. 2022, 11, 665–701. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Ketkaew, J.; Shao, L.; Chen, W.; Bordeenithikasem, P.; et al. 3D printing metals like thermoplastics: Fused filament fabrication of metallic glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Shuck, Q.Y.; Nelson, S.; Xu, R.R.; Ribic, B.D.; Gold, M.R. Fused Filament Fabrication of High Entropy Alloys; Patent and Trademark Office: Washington, DC, USA, 2023. [Google Scholar]
- Haghdadi, N.; Laleh, M.; Moyle, M.; Primig, S. Additive manufacturing of steels: A review of achievements and challenges. J. Mater. Sci. 2021, 56, 64–107. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Godec, D.; Guráň, R.; Spoerk, M.; Kukla, C.; Holzer, C. 3D printing conditions determination for feedstock used in fused filament fabrication (FFF) of 17-4PH stainless steel parts. Metalurgija 2017, 57, 117–120. [Google Scholar]
- Suwanpreecha, C.; Seensattayawong, P.; Vadhanakovint, V.; Manonukul, A. Influence of specimen layout on 17-4PH (AISI 630) alloys fabricated by low-cost additive manufacturing. Met. Mater. Trans. A 2021, 52, 1999–2009. [Google Scholar] [CrossRef]
- Godec, D.; Cano, S.; Holzer, C.; Gonzalez-Gutierrez, J. Optimization of the 3D printing parameters for tensile properties of specimens produced by fused filament fabrication of 17-4PH stainless steel. Materials 2020, 13, 774. [Google Scholar] [CrossRef]
- Abe, Y.; Kurose, T.; Santos, M.V.A.; Kanaya, Y.; Ishigami, A.; Tanaka, S.; Ito, H. Effect of layer directions on internal structures and tensile properties of 17-4PH stainless steel parts fabricated by fused deposition of metals. Materials 2021, 14, 243. [Google Scholar] [CrossRef]
- García-Cabezón, C.; Naranjo, J.A.; García-Hernández, C.; Berges, C.; Herranz, G.; Martín-Pedrosa, F. Using fused filament fabrication to improve the tribocorrosion behaviour of 17-4 PH SS in comparison to other metal forming techniques. Friction 2024, 12, 2325–2343. [Google Scholar] [CrossRef]
- Zouaoui, M.; Saifouni, O.; Gardan, J.; Makke, A.; Recho, N.; Kauffmann, J. Improvement of fracture toughness based on auxetic patterns fabricated by metallic extrusion in 3D printing. Procedia Struct. Integr. 2022, 42, 680–686. [Google Scholar] [CrossRef]
- Singh, P.; Balla, V.K.; Atre, S.V.; German, R.M.; Kate, K.H. Factors affecting properties of Ti-6Al-4V alloy additive manufactured by metal fused filament fabrication. Powder Technol. 2021, 386, 9–19. [Google Scholar] [CrossRef]
- Thompson, Y.; Polzer, M.; Gonzalez-Gutierrez, J.; Kasian, O.; Heckl, J.P.; Dalbauer, V.; Kukla, C.; Felfer, P.J. Fused filament fabrication-based additive manufacturing of commercially pure titanium. Adv. Eng. Mater. 2021, 23, 2100380. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y.; Lu, Y.; Li, X.; Zhou, J.; Zadpoor, A.A.; Wang, L. Additive manufacturing of vascular stents. Acta Biomater. 2023, 167, 16–37. [Google Scholar] [CrossRef]
- Carrozza, A.; Lorenzi, S.; Carugo, F.; Fest-Santini, S.; Santini, M.; Marchese, G.; Barbieri, G.; Cognini, F.; Cabrini, M.; Pastore, T. A comparative analysis between material extrusion and other additive manufacturing techniques: Defects, microstructure and corrosion behavior in nickel alloy 625. Mater. Des. 2023, 225, 111545. [Google Scholar] [CrossRef]
- Wagner, M.A.; Ocana-Pujol, J.L.; Hadian, A.; Clemens, F.; Spolenak, R. Filament extrusion-based additive manufacturing of NiTi shape memory alloys. Mater. Des. 2022, 225, 111418. [Google Scholar] [CrossRef]
- Abel, J.; Mannschatz, A.; Teuber, R.; Müller, B.; Al Noaimy, O.; Riecker, S.; Thielsch, J.; Matthey, B.; Weißgärber, T. Fused filament fabrication of NiTi components and hybridization with laser powder bed fusion for filigree structures. Materials 2021, 14, 4399. [Google Scholar] [CrossRef]
- Carreira, P.; Cerejo, F.; Alves, N.; Vieira, M.T. In search of the optimal conditions to process shape memory alloys (NiTi) using fused filament fabrication (FFF). Materials 2020, 13, 4718. [Google Scholar] [CrossRef] [PubMed]
- AMS5917—Metal injection molded nickel based alloy 718 parts hot isostatically pressed, solutioned and aged. Issuing Committee: AMS F Corrosion and Heat Resistant Alloys Committee, SAE International, 2022. [CrossRef]
- Schüßler, P.; Franke, J.; Czink, S.; Antusch, S.; Mayer, D.; Laube, S.; Hanemann, T.; Schulze, V.; Dietrich, S. Characterization of the metal fused filament fabrication process for manufacturing of pure copper inductors. Materials 2023, 16, 6678. [Google Scholar] [CrossRef] [PubMed]
- Cañadilla, A.; Romero, A.; Rodríguez, G.P.; Caminero, M.Á.; Dura, Ó.J. Mechanical, electrical, and thermal characterization of pure copper parts manufactured via material extrusion additive manufacturing. Materials 2022, 15, 4644. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Ecker, J.V.; Kitzmantel, M.; Arbeiter, F.; Kukla, C.; Holzer, C. Bending properties of lightweight copper specimens with different infill patterns produced by material extrusion additive manufacturing, solvent debinding and sintering. Appl. Sci. 2021, 11, 7262. [Google Scholar] [CrossRef]
- Restrepo, S.; Jaramillo, J.; Colorado, H. Fused filament fabrication (FFF) additive manufacturing of bronze-based materials. In TMS 2024 153rd Annual Meeting & Exhibition Supplemental Proceedings; Springer Nature: Cham, Switzerland, 2024; pp. 105–112. [Google Scholar]
- Wei, X.; Behm, I.; Winkler, T.; Bähr, R. Optimization of extrusion-based additive manufacturing of bronze metal parts using a CuSn10/Polylactic acid composite. J. Mater. Res. Technol. 2024, 30, 3602–3610. [Google Scholar] [CrossRef]
- Momeni, V.; Shahroodi, Z.; Gonzalez-Gutierrez, J.; Hentschel, L.; Duretek, I.; Schuschnigg, S.; Kukla, C.; Holzer, C. Effects of different polypropylene (PP)-backbones in aluminium feedstock for fused filament fabrication (FFF). Polymers 2023, 15, 3007. [Google Scholar] [CrossRef]
- Lozhkomoev, A.S.; Krinitcyn, M.G.; Kazantsev, S.O.; Vornakova, E.A.; Svarovskaya, N.V.; Glazkova, E.A. Development of approaches for forming complex profile parts from Al–Cu alloys using the metal fused filament fabrication technology. Prog. Addit. Manuf. 2024, 9, 1913–1920. [Google Scholar] [CrossRef]
- Wolff, M.; Mesterknecht, T.; Bals, A.; Ebel, T.; Willumeit-Römer, R. FFF of Mg-alloys for biomedical application. In Magnesium Technology; Joshi, V.V., Jordon, J.B., Orlov, D., Neelameggham, N.R., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 43–49. [Google Scholar]
- BASF Forward AM Debinding and Sintering Order Management Portal. BASF 3D Printing Materials and Services. Available online: https://forward-am.com/partners/debinding-and-sintering-order-managementportal/ (accessed on 24 January 2024).
- Boschetto, A.; Bottini, L.; Miani, F.; Veniali, F. Roughness investigation of steel 316L parts fabricated by metal fused filament fabrication. J. Manuf. Process. 2022, 81, 261–280. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S. Current status and future directions of fused filament fabrication. J. Manuf. Process. 2020, 55, 288–306. [Google Scholar] [CrossRef]
- Léonard, F.; Tammas-Williams, S. Metal FFF sintering shrinkage rate measurements by X-ray computed tomography. Nondestruct. Test. Eval. 2022, 37, 631–644. [Google Scholar] [CrossRef]
- Abel, J.; Tiwari, S.; Kardos, M. Reducing the distortion in particle filled material extrusion (MEX)-based additive manufacturing (AM) by means of modifying the printing strategy. Ceramics 2022, 5, 1225–1241. [Google Scholar] [CrossRef]
- An Overview of the Metal Injection Moulding Process. Powder Injection Moulding International. Available online: https://www.pim-international.com/metal-injection-molding/an-overview-of-the-metal-injection-moulding-process/ (accessed on 8 September 2024).
- Ye, H.; Liu, X.Y.; Hong, H. Fabrication of metal matrix composites by metal injection molding—A review. J. Mech. Work. Technol. 2008, 200, 12–24. [Google Scholar] [CrossRef]
- Arnesano, A.; Padmanabhan, S.K.; Notarangelo, A.; Montagna, F.; Licciulli, A. Fused deposition modeling shaping of glass infiltrated alumina for dental restoration. Ceram. Int. 2020, 46, 2206–2212. [Google Scholar] [CrossRef]
- Jiang, D.; Ning, F. Anisotropic deformation of 316L stainless steel overhang structures built by material extrusion based additive manufacturing. Addit. Manuf. 2021, 50, 102545. [Google Scholar] [CrossRef]
- Galati, M.; Minetola, P. Analysis of density, roughness, and accuracy of the atomic diffusion additive manufacturing (ADAM) process for metal parts. Materials 2019, 12, 4122. [Google Scholar] [CrossRef]
- Tiwari, K.; Kumar, S. Analysis of the factors affecting the dimensional accuracy of 3D printed products. Mater. Today Proc. 2018, 5, 18674–18680. [Google Scholar] [CrossRef]
- Wang, C.; Mai, W.; Shi, Q.; Liu, Z.; Pan, Q.; Peng, J. Effect of printing parameters on mechanical properties and dimensional accuracy of 316L stainless steel fabricated by fused filament fabrication. J. Mater. Eng. Perform. 2023, 33, 11781–11793. [Google Scholar] [CrossRef]
- Alyammahi, M.S.; Atatreh, S.; Susantyoko, R.A.; Alkindi, T. Evaluation of dimensional accuracy of additively manufactured metal parts in fused filament fabrication process. In Proceedings of the ASME 2021 International Mechanical Engineering Congress and Exposition-IMECEASME, The American Society of Mechanical Engineers, Online, 1–5 November 2021. [Google Scholar]
- Kechagias, J.; Chaidas, D.; Vidakis, N.; Salonitis, K.; Vaxevanidis, N. Key parameters controlling surface quality and dimensional accuracy: A critical review of FFF process. Mater. Manuf. Process. 2022, 37, 963–984. [Google Scholar] [CrossRef]
- Markforged Three Benefits of 3D Printing Metal Parts. Available online: https://markforged.com/Resources/Learn/Design-for-Additive-Manufacturing-Metals/Metal-Additive-Manufacturing-Introduction/Benefits-of-3d-Printing-Metal-Parts/ (accessed on 24 January 2024).
- Sæterbø, M.; Arnarson, H.; Yu, H.; Solvang, W.D. Expanding the horizons of metal additive manufacturing: A comprehensive multi-objective optimization model incorporating sustainability for SMEs. J. Manuf. Syst. 2024, 77, 62–77. [Google Scholar] [CrossRef]
- Go, J.; Schiffres, S.N.; Stevens, A.G.; Hart, A.J. Rate limits of additive manufacturing by fused filament fabrication and guidelines for high-throughput system design. Addit. Manuf. 2017, 16, 1–11. [Google Scholar] [CrossRef]
- Gharehpapagh, B.; Dolen, M.; Yaman, U. Investigation of variable bead widths in FFF process. Procedia Manuf. 2019, 38, 52–59. [Google Scholar] [CrossRef]
- What Is FDM (Fused Deposition Modeling) 3D Printing?|Protolabs Network. Available online: https://www.hubs.com/knowledge-base/what-is-fdm-3d-printing/ (accessed on 9 September 2024).
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D printed continuous fibre reinforced composite corrugated structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Duty, C.E.; Kunc, V.; Compton, B.; Post, B.; Erdman, D.; Smith, R.; Lind, R.; Lloyd, P.; Love, L. Structure and mechanical behavior of Big Area Additive Manufacturing (BAAM) materials. Rapid Prototyp. J. 2017, 23, 181–189. [Google Scholar] [CrossRef]
- Sola, A.; Trinchi, A. Chapter 10—Fused deposition modeling of fully inorganic parts: Shaping, debinding, and sintering (SDS). In Fused Deposition Modeling of Composite Materials; Sola, A., Trinchi, A., Eds.; Woodhead Publishing: Cambridge, UK, 2023; pp. 249–289. [Google Scholar]
- Castro-Casado, D. Chemical treatments to enhance surface quality of FFF manufactured parts: A systematic review. Prog. Addit. Manuf. 2021, 6, 307–319. [Google Scholar] [CrossRef]
- Kim, M.K.; Lee, I.H.; Kim, H.-C. Effect of fabrication parameters on surface roughness of FDM parts. Int. J. Precis. Eng. Manuf. 2018, 19, 137–142. [Google Scholar] [CrossRef]
- Kain, M.; Parenti, P.; Annoni, M.; Calaon, M.; Pedersen, D.B.; Tosello, G. Performance evaluation of polymer-filled metal fused filament fabrication tooling for profile extrusion. Int. J. Adv. Manuf. Technol. 2024, 132, 3363–3378. [Google Scholar] [CrossRef]
- Sha, W.; Guo, Y.; Yuan, Q.; Tang, S.; Zhang, X.; Lu, S.; Guo, X.; Cao, Y.-C.; Cheng, S. Artificial intelligence to power the future of materials science and engineering. Adv. Intell. Syst. 2020, 2, 1900143. [Google Scholar] [CrossRef]
- Oehlmann, P.; Osswald, P.; Blanco, J.C.; Friedrich, M.; Rietzel, D.; Witt, G. Modeling fused filament fabrication using artificial neural networks. Prod. Eng. 2021, 15, 467–478. [Google Scholar] [CrossRef]
- Zhang, Z.; Femi-Oyetoro, J.; Fidan, I.; Ismail, M.; Allen, M. Prediction of dimensional changes of low-cost metal material extrusion fabricated parts using machine learning techniques. Metals 2021, 11, 690. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in metal additive manufacturing: A review of common processes, industrial applications, and current challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Learn Metal 3D Printing: How Metal FFF Works. Available online: https://markforged.com/it/resources/blog/how-the-metal-fff-3d-printing-process-works (accessed on 8 September 2024).
- Shi, Y.; Yan, C.; Zhou, Y.; Wu, J.; Wang, Y.; Yu, S.; Ying, C. Materials for Additive Manufacturing; Academic Press, Elsevier Ltd.: Amsterdam, The Netherlands; Huazhong University of Science and Technology Press: Wuhan China, 2021. [Google Scholar]
- Costa, J.M.; Sequeiros, E.W.; Vieira, M.F. Fused filament fabrication for metallic materials: A brief review. Materials 2023, 16, 7505. [Google Scholar] [CrossRef] [PubMed]
- Montes-Ramirez, J.E.; Lopez, A.; Hassan, M.S.; Munoz, J.; Arroyo, S.; Marquez, C.; Zaman, S.; Nunez, A.; Mahmud, M.S.; Gandara, A.; et al. Shrinkage and deformation compensation in metal fused filament fabrication (mf3) sintered copper components using 3d scanning and inverse deformation. J. Manuf. Process. 2024, 121, 9–19. [Google Scholar] [CrossRef]
- Kluczyński, J.; Jasik, K.; Łuszczek, J.; Sarzyński, B.; Grzelak, K.; Dražan, T.; Joska, Z.; Szachogłuchowicz, I.; Płatek, P.; Małek, M. A Comparative investigation of properties of metallic parts additively manufactured through MEX and PBF-LB/M technologies. Materials 2023, 16, 5200. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Abbreviation | Function |
|---|---|---|
| Polyoxymethylene or polyacetal | POM | Main binder |
| Polyethylene glycol | PEG | Main binder |
| Thermoplastic elastomer | TPE | Main binder |
| Paraffin wax | PW | Main binder |
| Styrene ethylene/butylene-ethylene copolymer | SEBS | Main binder |
| Polylactic acid | PLA | Backbone |
| Polyolefin | PO | Backbone |
| Dibutyl phthalate | DBP | Backbone |
| Polyethylenes (high/low density) | HDPE/LDPE | Backbone |
| Polyethylene wax | PEW | Backbone/Additive |
| Polypropylene | PP | Backbone |
| Polymethyl methacrylate | PMMA | Backbone |
| Ethylene vinyl acetate | EVA | Backbone |
| Ethylene acrylic acid | EAA | Additive |
| Stearic acid | SA | Additive |
| Oleic acid | OA | Additive |
| Metal | Particle Size (D50) [µm] | Metal Loading [vol.%] | Binder System | 3D Printer/Printing Temperature [°C] | Summary | Ref. |
|---|---|---|---|---|---|---|
| 17-4PH SS | 12.3 | 55 | PO-TPE | Duplicator i3 v2 FFF 3D printer/210–260 °C | Optimised printing parameters (temperature of 260 °C, 200% flow rate, and 100% printing speed) | [133] |
| 17-4PH SS | 3.97 | 63 | PD | Markforged Metal X 3D printer/220 °C | Anisotropic flexural properties observed in 17-4PH alloy samples, influenced by layer direction and printing strategy, in both as-printed and as-sintered states | [134] |
| 17-4PH SS | 12.3 | 55 | PO-TPE | Prusa i3 MK2 FFF 3D printer (Prusa Research, Czech Republic)/220 °C | Optimised printing parameters (extrusion temperature, flow rate multiplier, printing speed multiplier and number of line count) | [135] |
| 17-4PH SS | 0 | 60 | POM, PP, PW | Modified desktop FFF 3D printer (L-DEVO M2030TP, Fusion Technology Co., Bridgeport, WV, USA)/170 °C | Effect of layer direction on mechanical properties, shrinkage, and internal structure, leading to anisotropic linear shrinkage | [136] |
| 17-4PH SS | 14 | 60 | PD (TPE) | 3D Prusa Steel Black Edition Mark II printer/250–270 °C | Superior tribocorrosion resistance of metal FFF parts over MIM and powder metallurgy counterparts due to higher proportion of delta ferrite and retained austenite | [137] |
| 316L SS | 17.7 | 55 | TPE, PO | Prusa i3 MK2 FFF 3D printer/270–290 °C | Fabricated components with a density greater than 95% | [27] |
| 316L SS | 33 | 65 | LDPE | FFF 3D printer, Zmorph 2S (Zmorph S.A, Wrocław, Poland)/220 °C | Development of a single-component binder which is cost-effective and eco-friendly, enabling the potential use of recycled polymer as a binder | [34] |
| 316L SS | 10 | 60 | POM, PW | Modified desktop FFF 3D printer (L-DEVO M2030TP, Fusion Technology Co.)/170 °C | Analysis of the influence of layer direction and layer thickness on the mechanical and shrinkage properties of the metal FFF components | [95] |
| Metal | Particle Size (D50) [µm] | Metal Loading [vol.%] | Binder System | 3D Printer/Printing Temperature [°C] | Summary | Ref. |
|---|---|---|---|---|---|---|
| CP Ti | 23.4 | 55 | TPE, PO | Prusa i3 MK2 FFF 3D printer/280 °C | Sintered parts achieved >95% relative density, exhibited a surface lamellar structure and displayed high hardness and strength but limited elongation due to residual pores | [140] |
| Ti-6Al-4V | 32 | 40–65 | ND | Creality Ender-5 Pro- FFF 3D printer/225 °C | Ti-6Al-4V centrifugal compressor made for assessing print quality, cost, and challenges | [31] |
| Ti-6Al-4V | 2.657 | 55–59 | PO | Renkforce 1000 FFF printer/190–210 °C | Density of sintered Ti-6Al-4V increased by increasing the sintering temperature up to 1340 °C | [111] |
| Ti-6Al-4V | 13 and 30 | 59 | PD | Pulse FFF 3D printer, (Matterhackers, USA)/240 °C | Effect of powder attributes on printability | [139] |
| Metal | Particle Size (D50) [µm] | Metal Loading [vol.%] | Binder System | 3D Printer and Printing Temperature [°C] | Summary | Ref. |
|---|---|---|---|---|---|---|
| Inconel 718 | 8.5 | 55 | TPE, PO | Prusa i3 MK3S+ FFF 3D printer/280 °C | After heat treatment, mechanical properties closely match those of conventionally manufactured IN 718, despite remaining porosity | [30] |
| Ni alloy 625 | ND | ND | PD | Markforged Metal X 3D printer/220 °C | Higher porosity and reduced hardness compared to other metal AM methods | [142] |
| NiTi-1 (Ni content: 50.5 at.%) NiTi-2 (Ni content 50.1 at.%) | NiTi-1: 14.7 µm NiTi-2: 22.16 µm | 50 | TPE, LDPE, SA | FFF 3D printer (Hephestos 2BQ, Spain)/210 °C | Super elasticity and shape memory properties achieved by two different 3D-printed NiTi alloys | [143] |
| NiTi | <15 | 55–63 | PA | Prusa i3 MK3S+ FFF 3D printer/145–155 °C | Large and bulky parts achieved with low cost starting from feedstock with high solid loading (63 vol.%) | [144] |
| NiTi | 22.1 | 60 | TPE, PO, PW | FFF 3D printer (Hephestos 2BQ, Spain)/210 °C | Determined a critical powder volume content (CPVC) corresponding to 60 vol.% for high-quality parts | [145] |
| Challenges | Criticalities and Targets | Solutions | Examples/Experiments for Future Research |
|---|---|---|---|
| Material-related challenges | Formulation of powder-specific binders ---> should be simplified as much as possible |
|
|
| Need for dedicated equipment ---> should be minimised |
|
| |
| Lack of information regarding mechanical and functional properties ---> should be minimised |
|
| |
| Process-related challenges | Interplay of numerous parameters ---> should be simplified as much as possible |
|
|
| Sintering-induced shrinkage/warping ---> should be reduced to zero |
|
| |
| Residual porosity ---> should be reduced to zero for most applications |
|
| |
| Defects caused by supports’ removal ---> should be reduced to zero |
|
| |
| Poor dimensional accuracy---> should be improved (at least) to equal PBF (SLM) |
|
| |
| Production volumes | Low productivity ---> should be improved (at least) to equal PBF (SLM) |
|
|
| Minimum feature size | Poor detail accuracy ---> should be improved (at least) to equal PBF (SLM) |
|
|
| Maximum part’s size | Small part’s size ---> should be improved (at least) to equal PBF (SLM) |
|
|
| Surface finish | High surface roughness ---> should be improved (at least) to equal PBF (SLM) |
|
|
| Sustainability | Potential environmental impact ---> should be reduced to zero |
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jacob, J.; Pejak Simunec, D.; Kandjani, A.E.Z.; Trinchi, A.; Sola, A. A Review of Fused Filament Fabrication of Metal Parts (Metal FFF): Current Developments and Future Challenges. Technologies 2024, 12, 267. https://doi.org/10.3390/technologies12120267
Jacob J, Pejak Simunec D, Kandjani AEZ, Trinchi A, Sola A. A Review of Fused Filament Fabrication of Metal Parts (Metal FFF): Current Developments and Future Challenges. Technologies. 2024; 12(12):267. https://doi.org/10.3390/technologies12120267
Chicago/Turabian StyleJacob, Johnson, Dejana Pejak Simunec, Ahmad E. Z. Kandjani, Adrian Trinchi, and Antonella Sola. 2024. "A Review of Fused Filament Fabrication of Metal Parts (Metal FFF): Current Developments and Future Challenges" Technologies 12, no. 12: 267. https://doi.org/10.3390/technologies12120267
APA StyleJacob, J., Pejak Simunec, D., Kandjani, A. E. Z., Trinchi, A., & Sola, A. (2024). A Review of Fused Filament Fabrication of Metal Parts (Metal FFF): Current Developments and Future Challenges. Technologies, 12(12), 267. https://doi.org/10.3390/technologies12120267