Automation of Electrical Cable Harnesses Testing


 ,
,
Abstract
:1. Introduction
2. Cable Harness and Testing Requirements
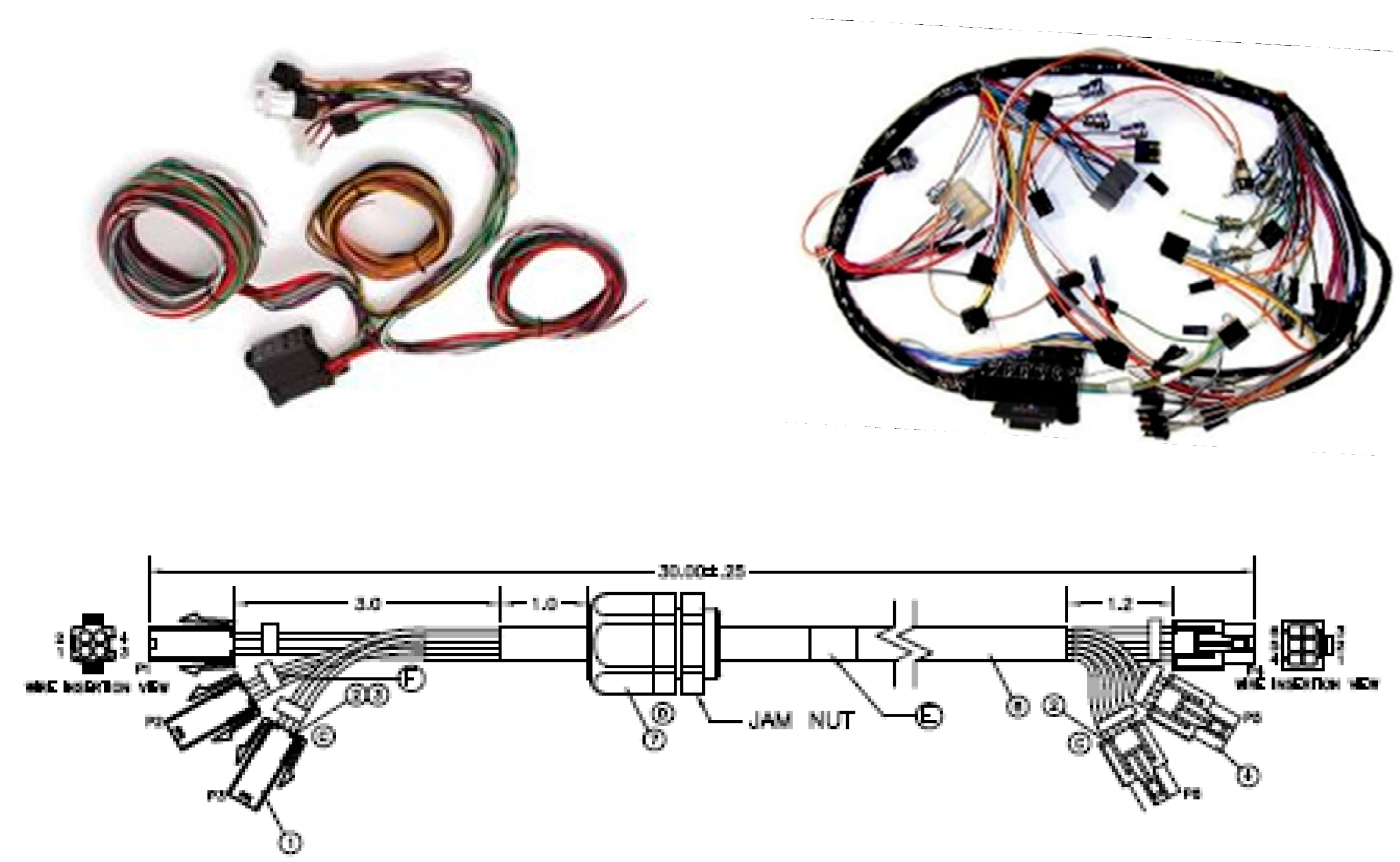
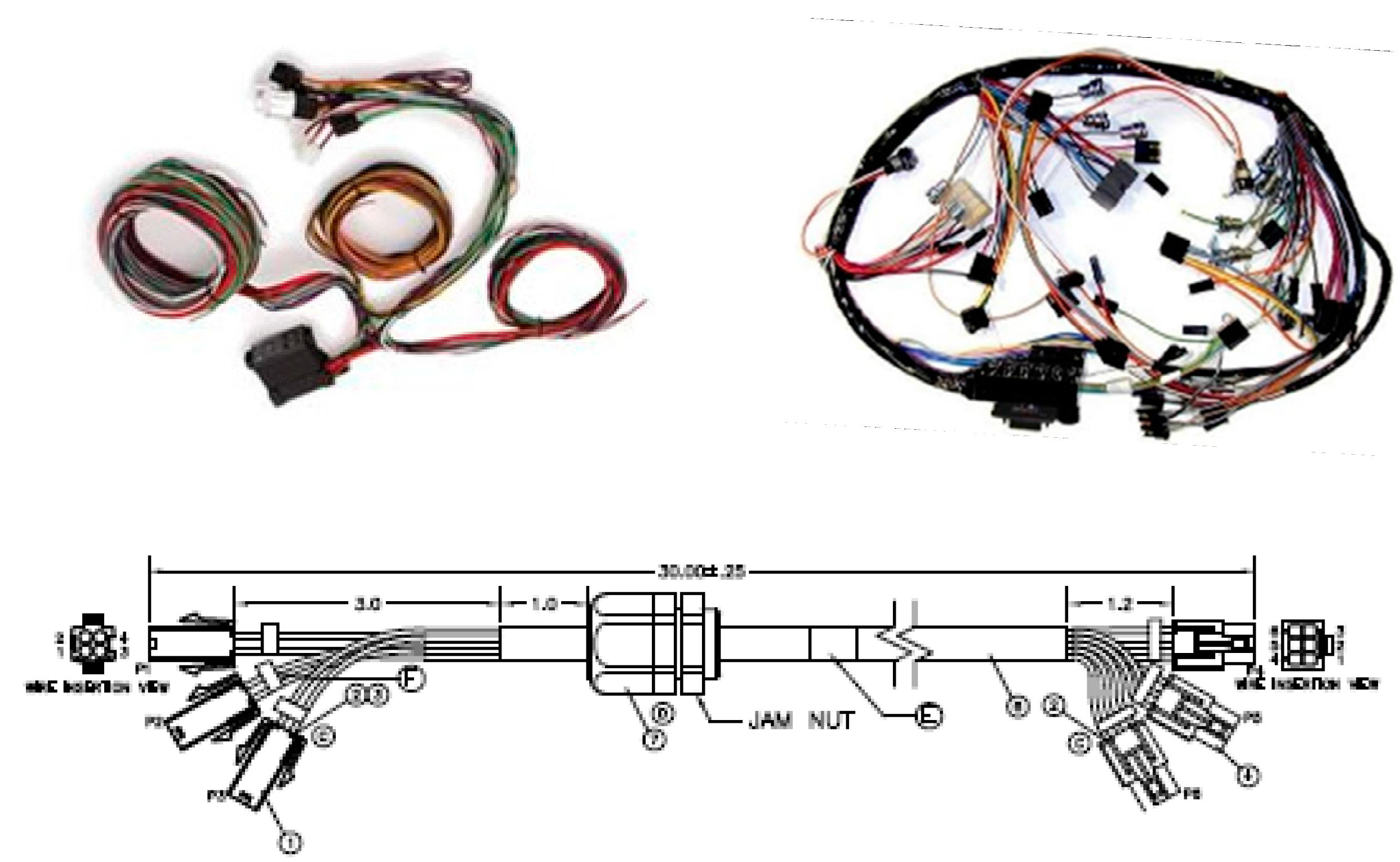
2.1. Cable Harness Products
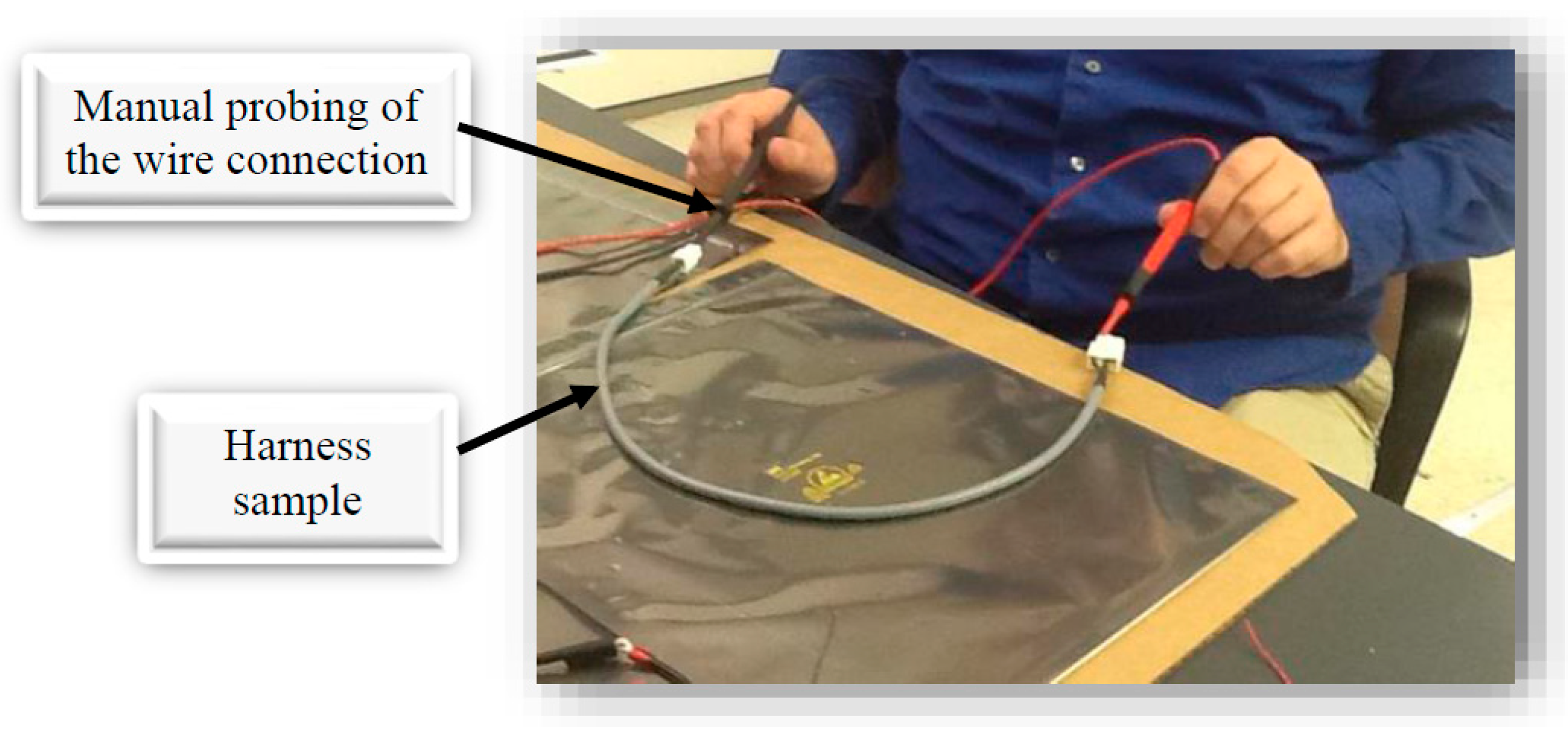
2.2. Requirements of Harness Testing
- ▪
- Detection of all types of defects: Some defects in harnesses, such as broken wires, mixed, cross-over or loose connections, will cause malfunctions in its application. The primary goal of cable testing is to identify these imperfect harness products.
- ▪
- Shortened cycle time: One main drawback of manual testing is the long testing time, which usually takes several minutes to test one cable harness. The automated testing system is expected to have a cycle time of testing less than 20 s, so that harnesses under test can be turned over within the demanded cycle time to catch up with the throughput of the current production line.
- ▪
- Setup time for tooling changeover of different products: The testing system is designed to test different harness types, and the products to be tested should be changed from time to time. Both of the settings for hardware and software are subjected to be adjusted for new products. The setup time for the tooling changeover must be less than 5 min.
- ▪
- Adaptability for product variants: The company has more than 20 conductors, which are produced on the same production line simultaneously. Therefore, the testing system should be flexible to test more than 20 harness types. In addition, the architectures of both software and hardware systems much be adaptable for the testing of new products in the future.
3. Modularization
- ▪
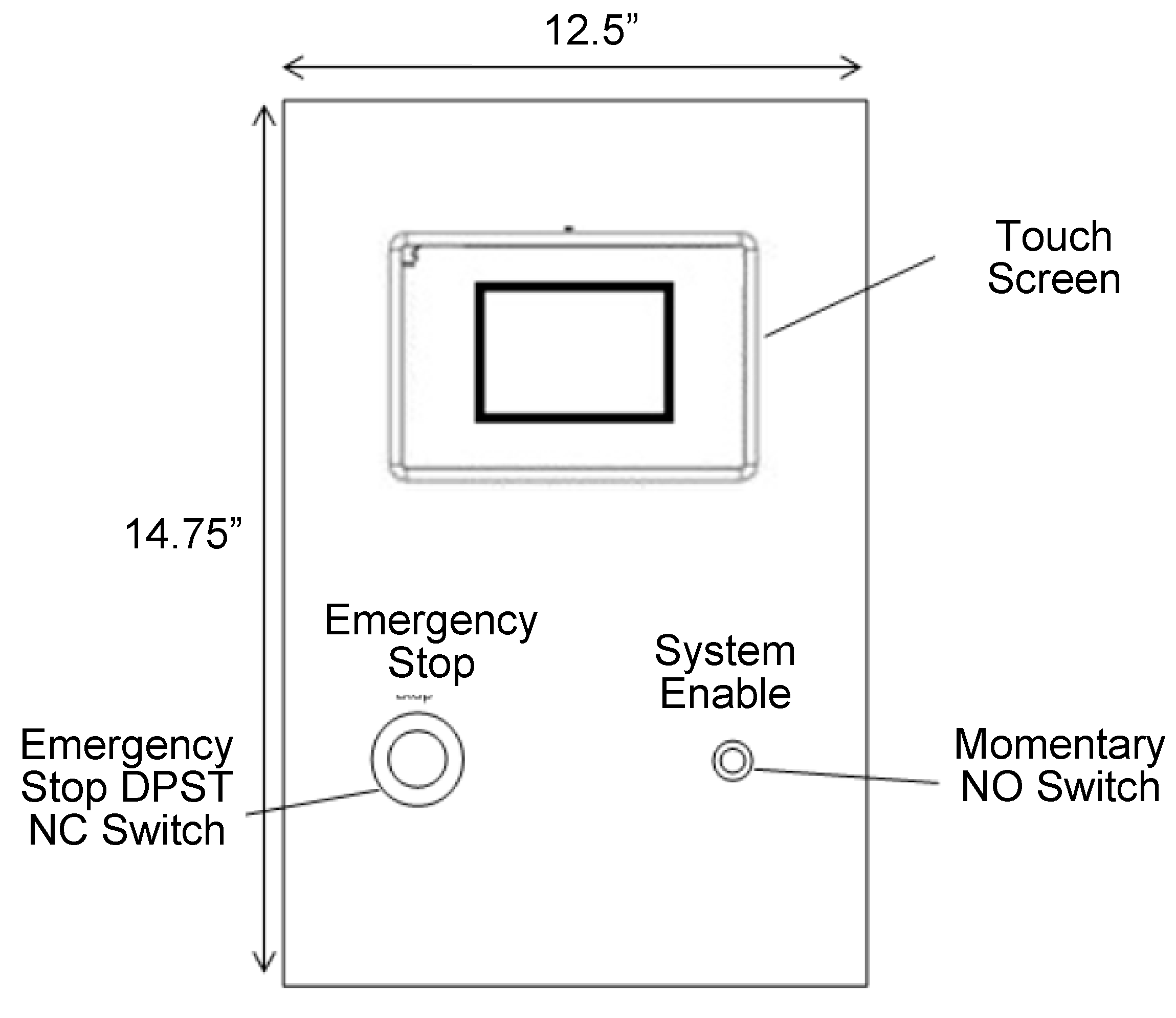
- Control module: The control module is designed to meet the control requirement of testing machine. Other criteria of selecting a control module are (1) the ease of operation, and (2) the compatibility with other system modules. In addition, the programming platform must be determined since the testing system needs a program for users to set up the hardware configuration, perform testing, and generate testing reports.
- ▪
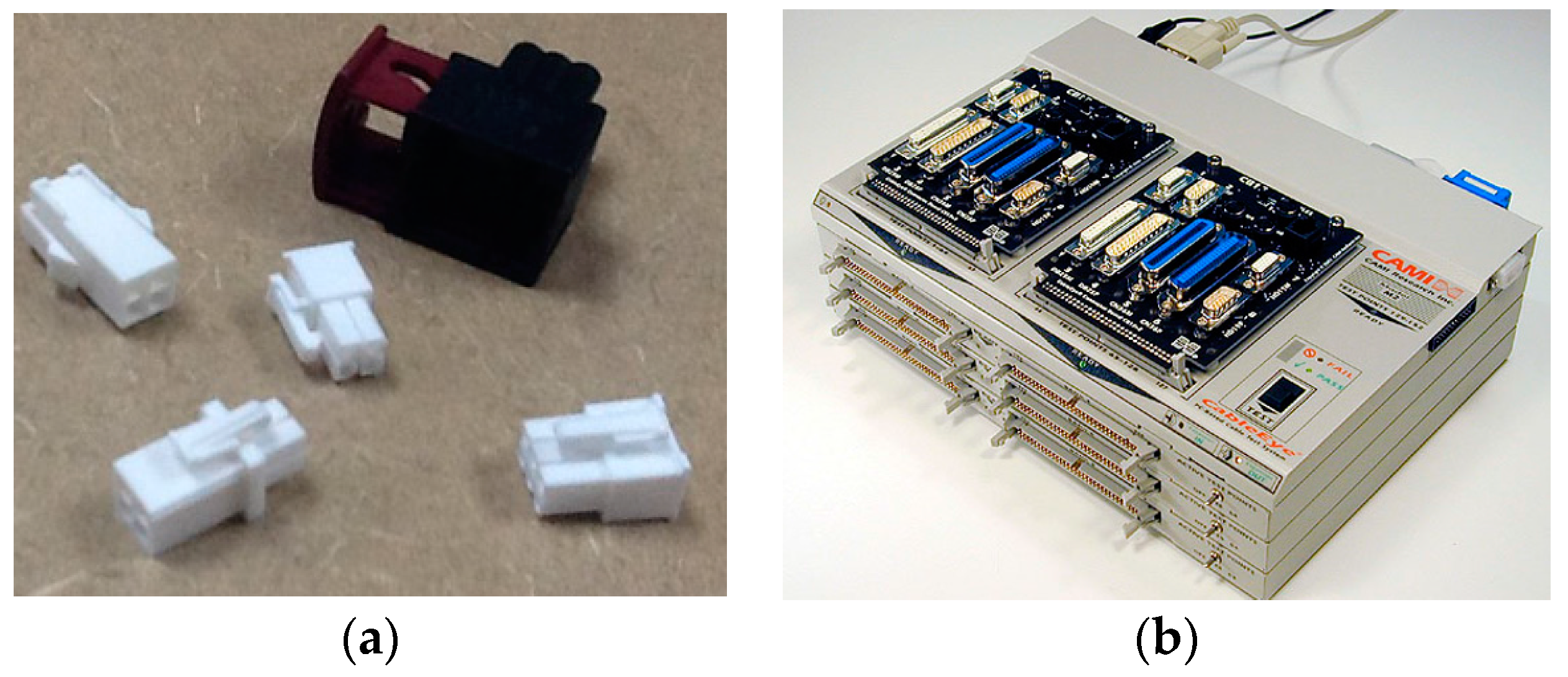
- Automated testing module: The testing system is applicable to a variety of cable harnesses. The interface of the testing module with the tested cable harness is configurable so that different connections can be mated to the testing system to perform the tests by the specified program automatically.
- ▪
- Power supply module: This module is responsible to provide power for all of the actuated mechanical components, as well as the electronic components with external power. Therefore, the selections of the power supplies depend on the designs of the control system and the testing module.
- ▪
- Requirement for enclosure: This will be integrated with the control system so that the hardware interface to a cable harness can be automatically adjusted for the specified harness subject to testing.
- ▪
- Requirement for actuation: This is for the moving mechanism, via which the interface can be self-reconfigured to provide the connections for the testing of different harnesses.
- ▪
- Requirement for interface: This is for the interface to make the physical connection to a cable harness to be tested; it is adjustable so that all wires of the harness can be connected appropriately based on the information of its configuration.
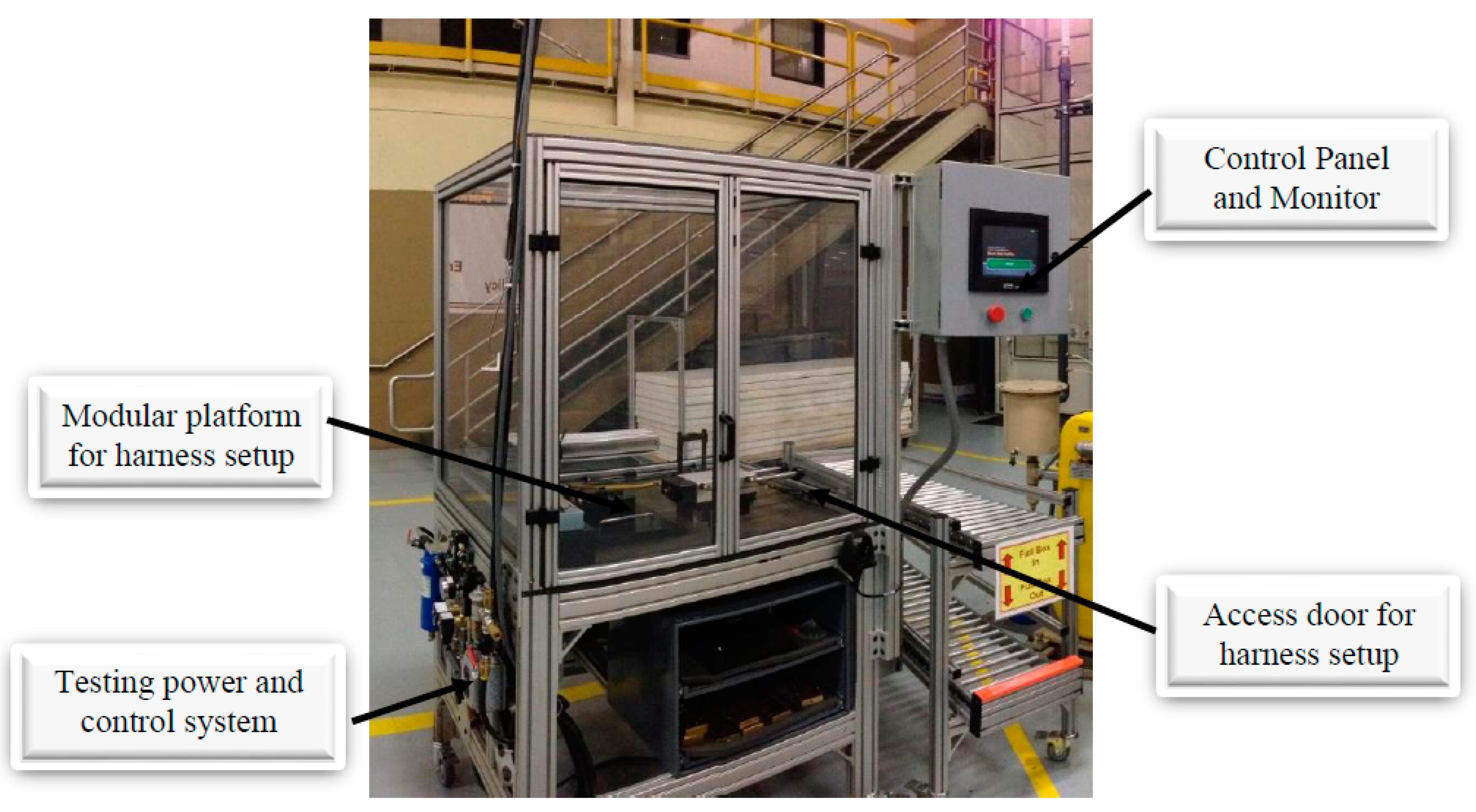
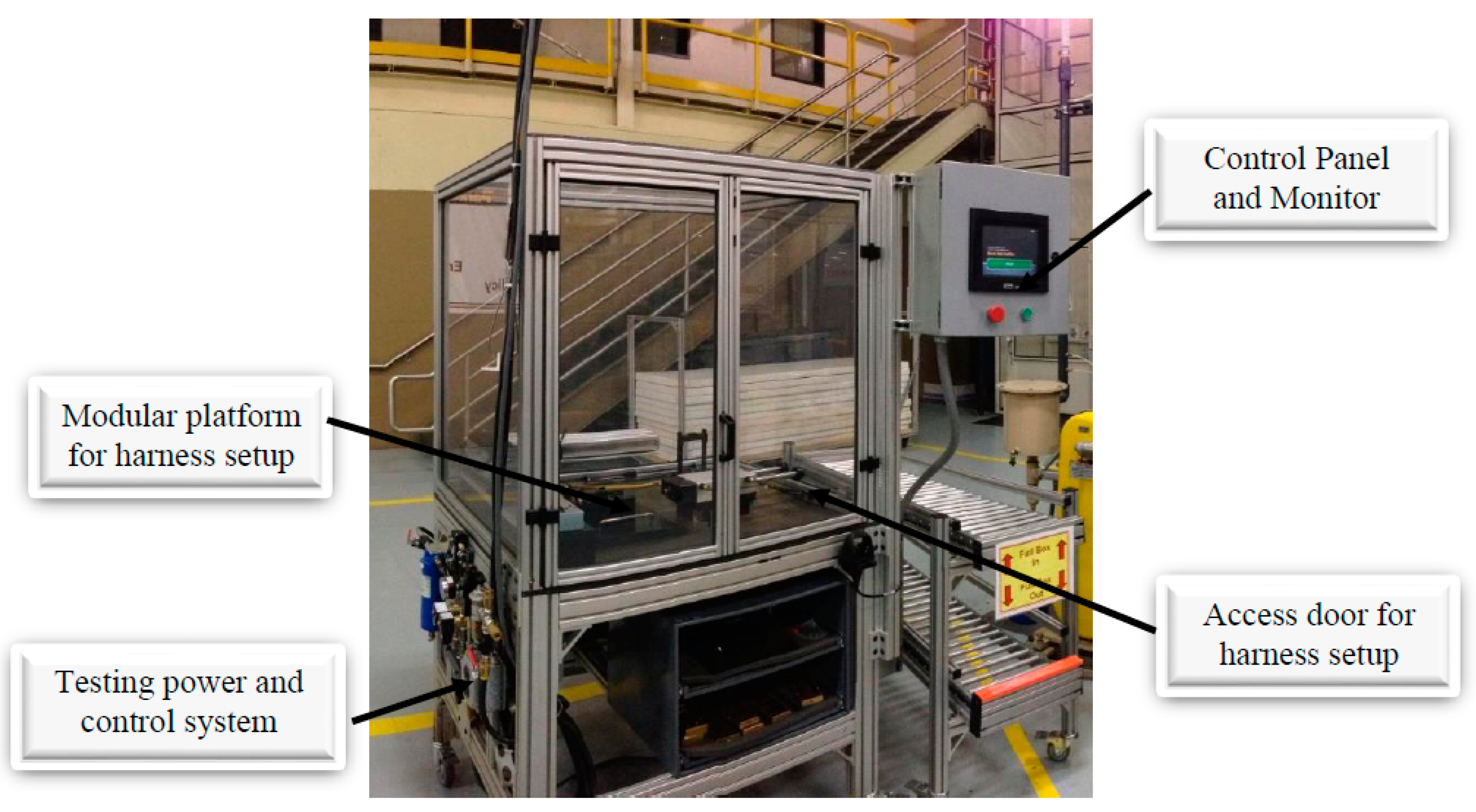
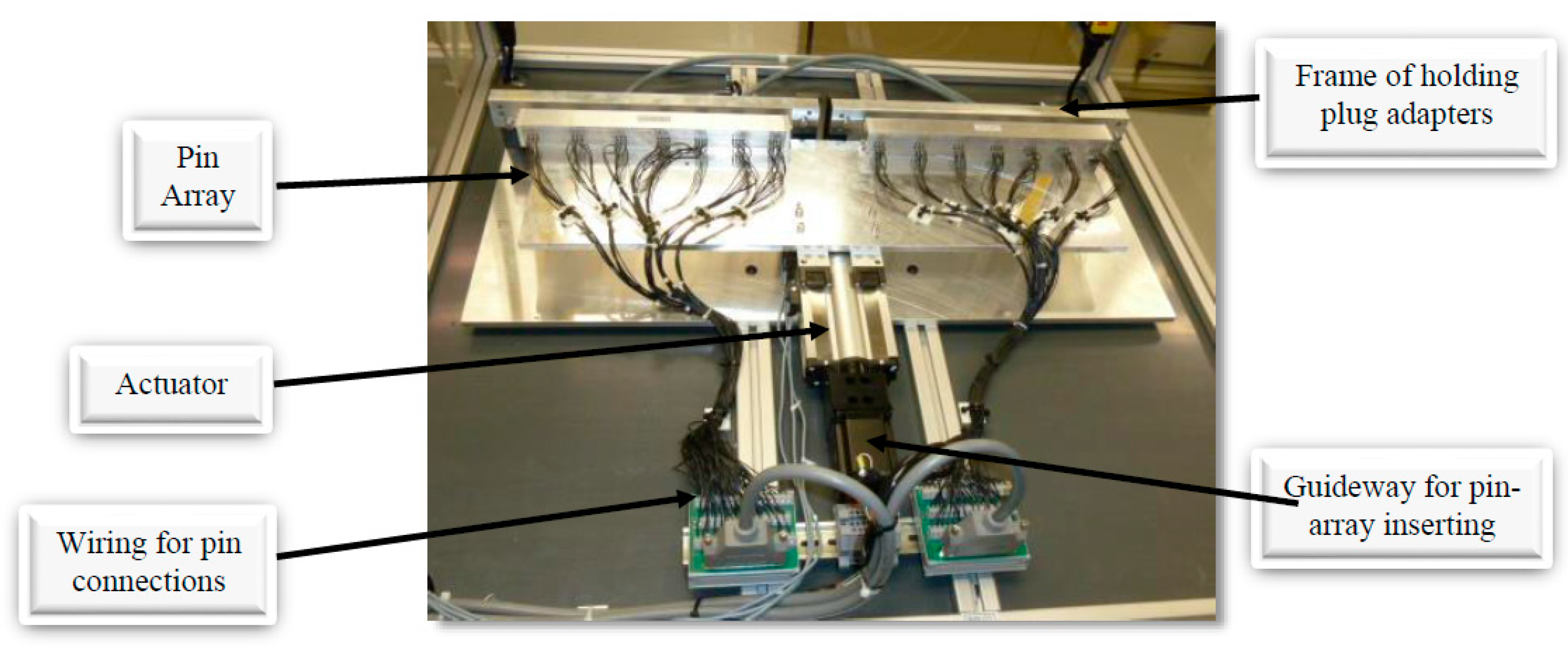
4. Implementation of the Proposed Testing System
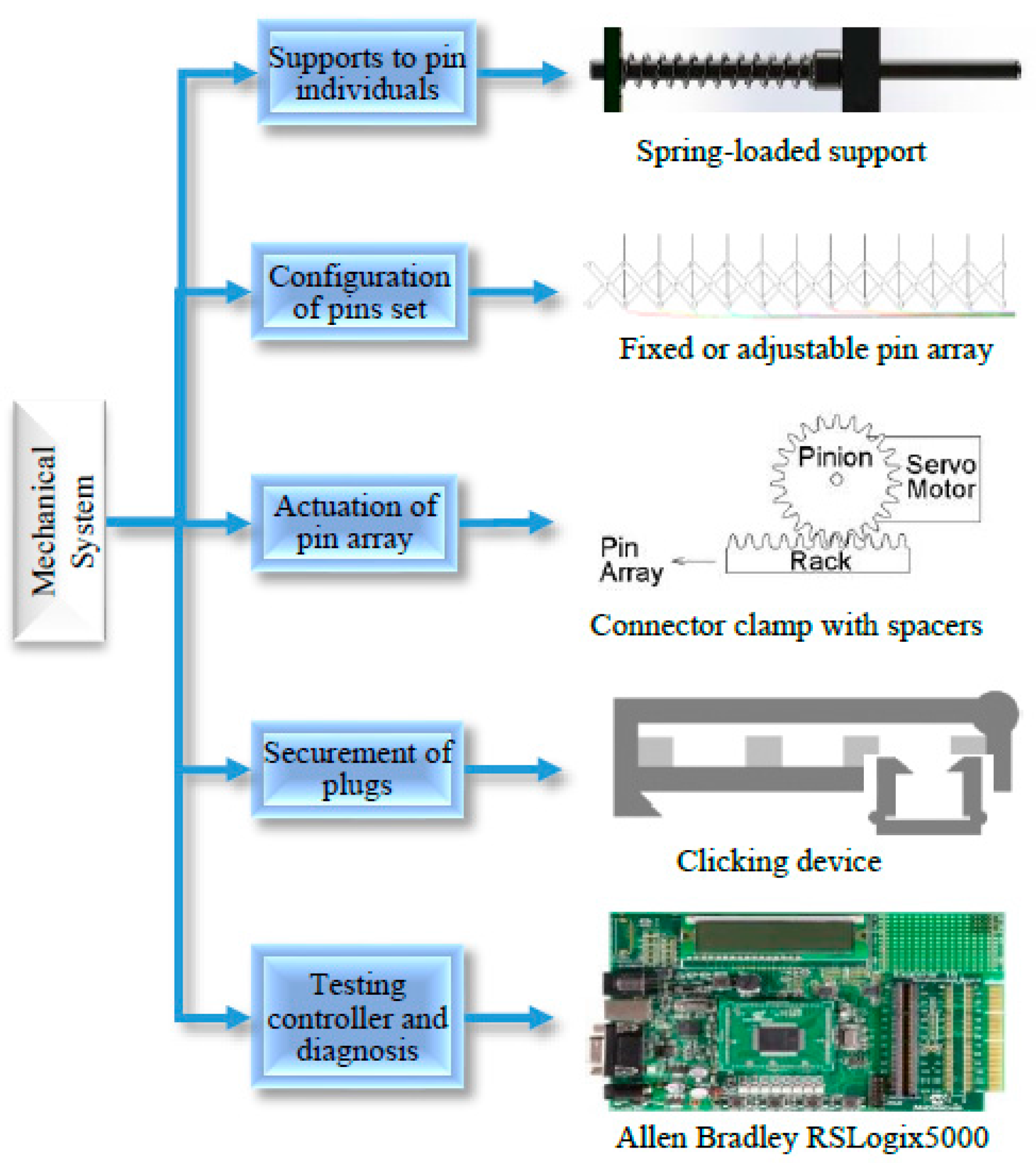
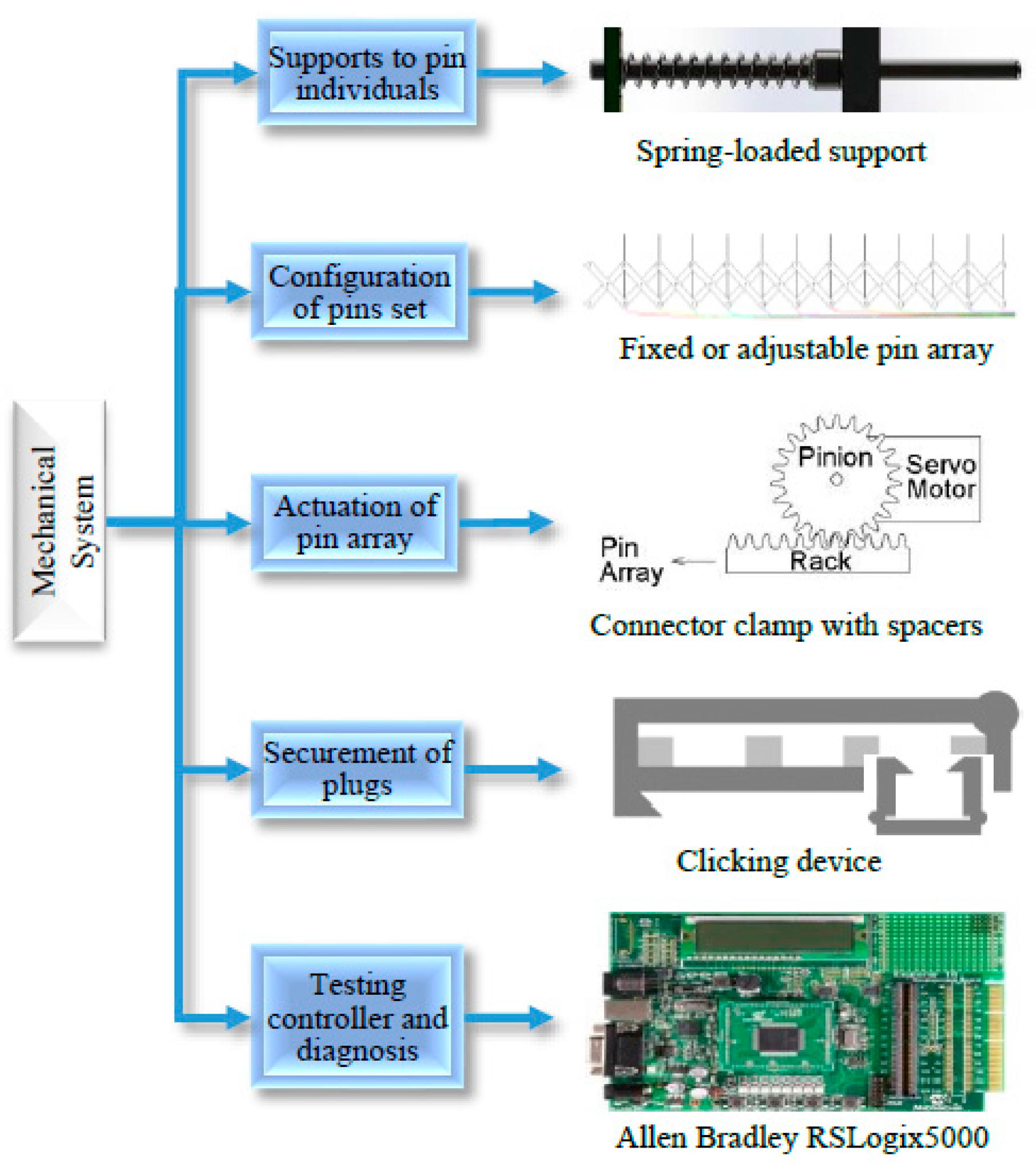
4.1. Mechanical System Structure
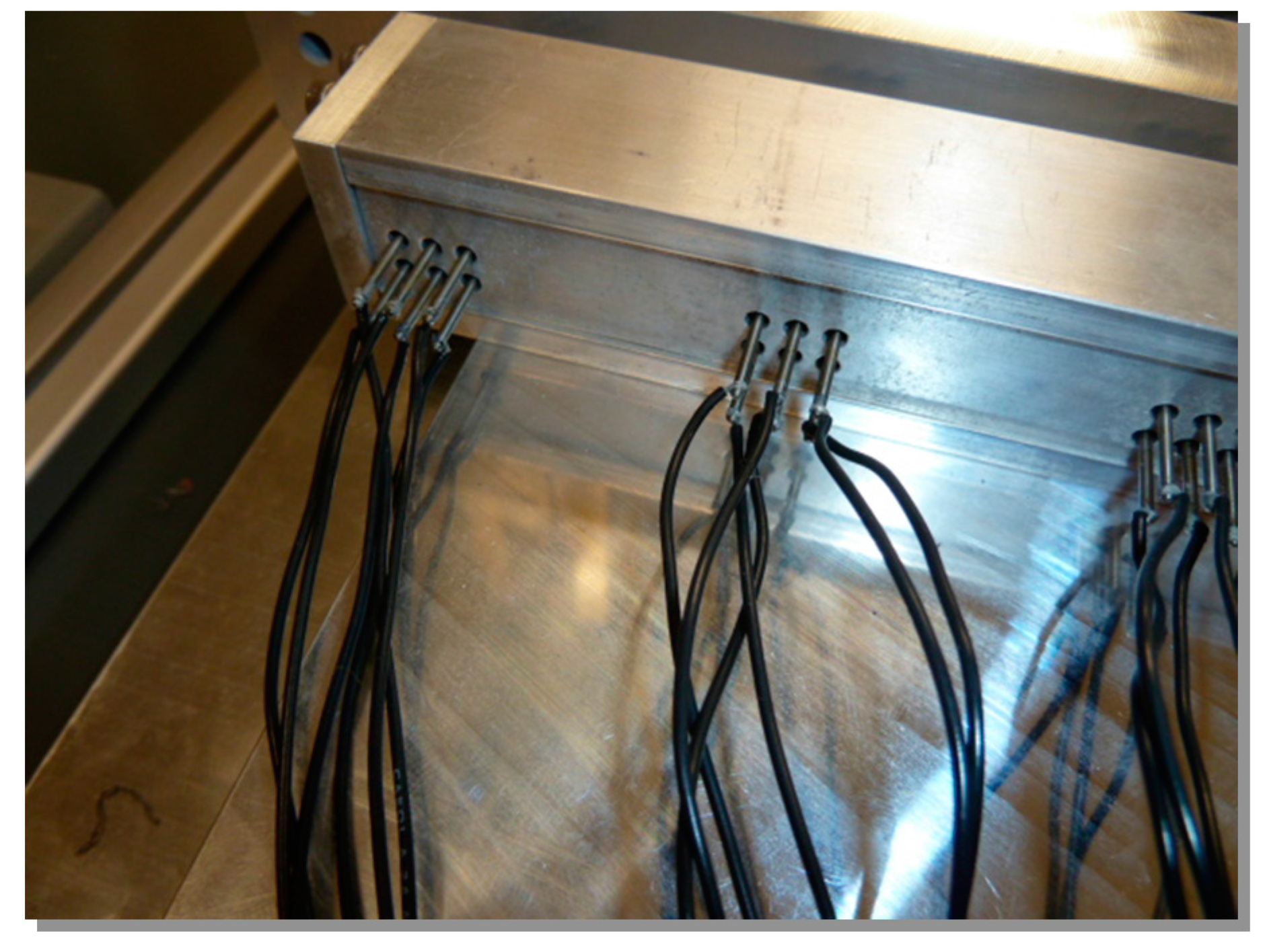
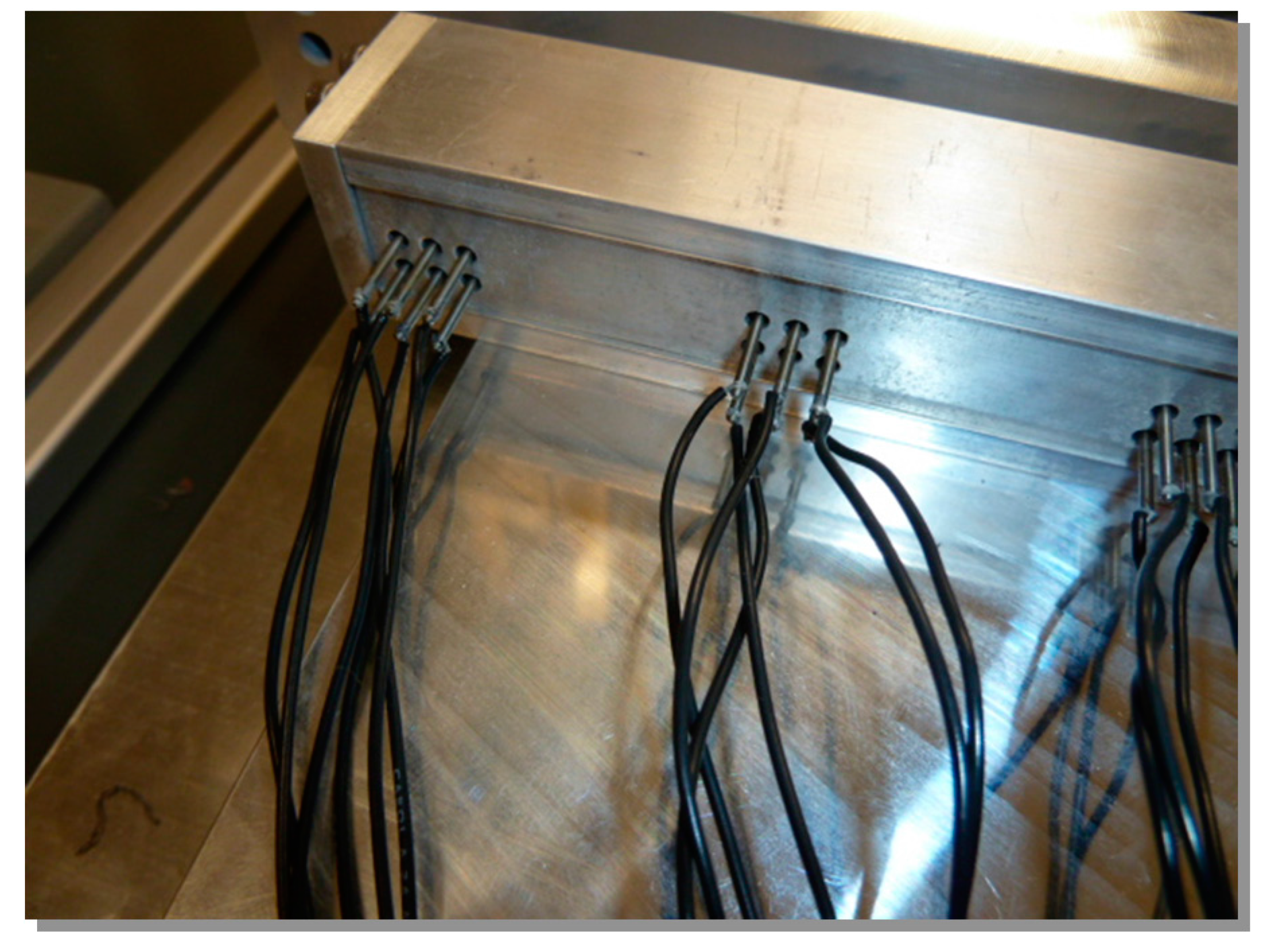
4.2. Pins Loaded by Springs
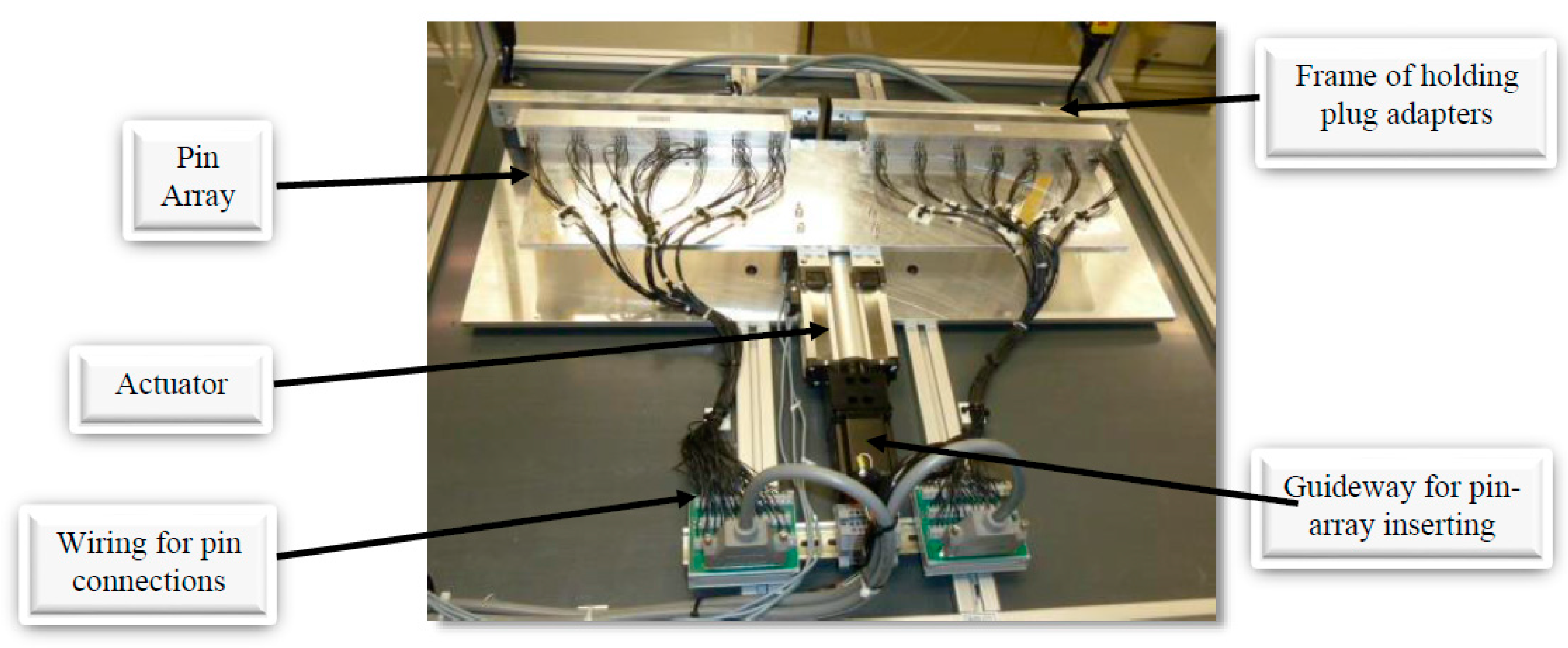
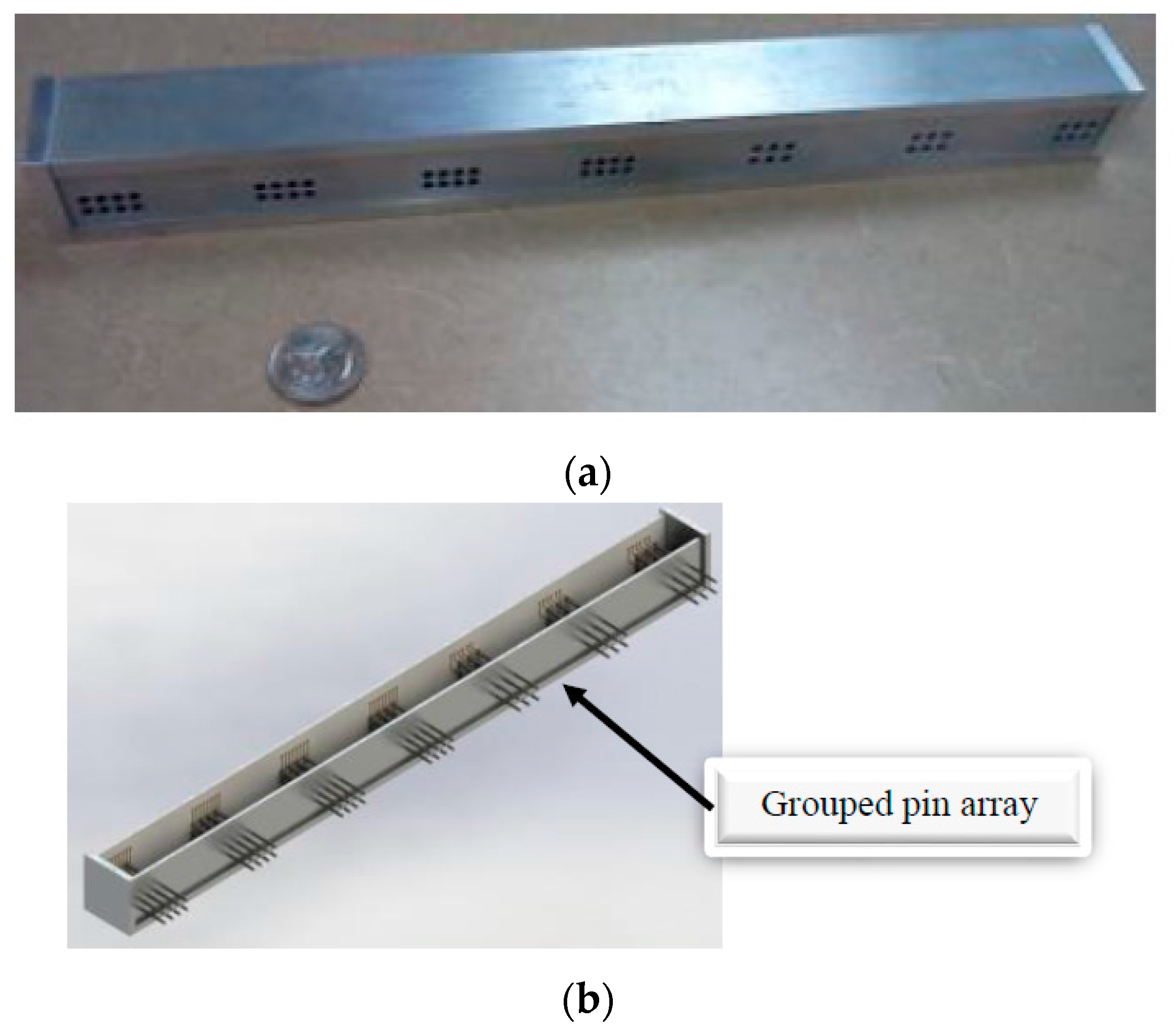
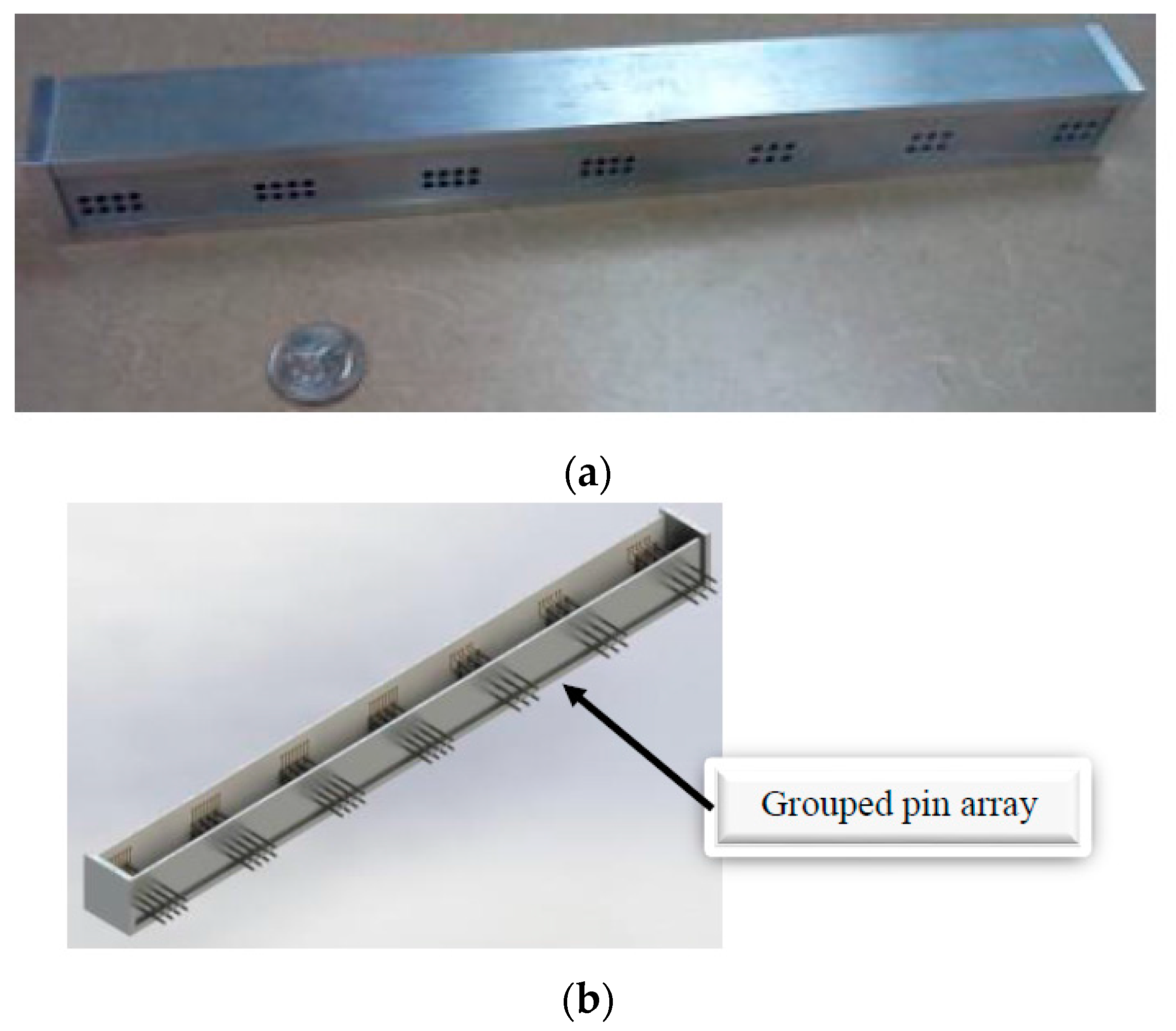
4.3. Configuration of the Pin Array
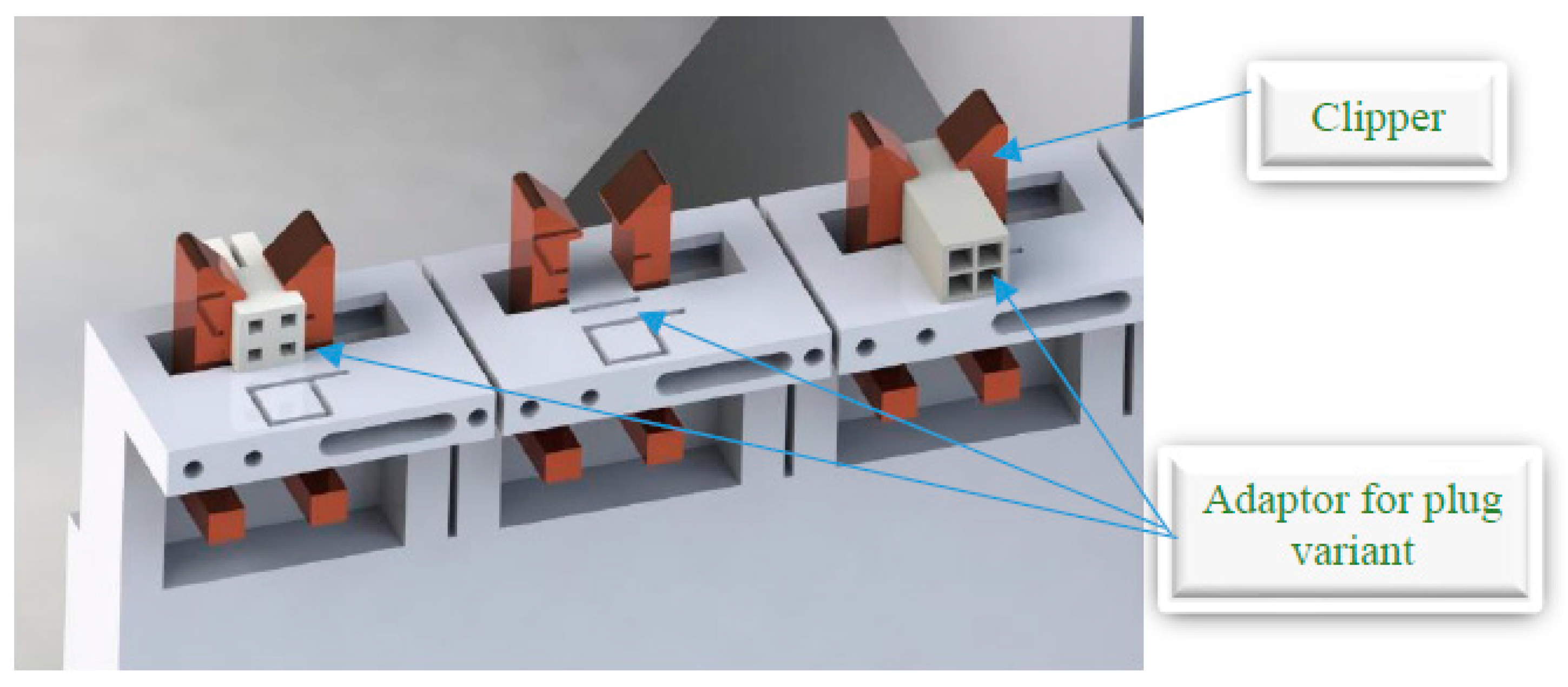
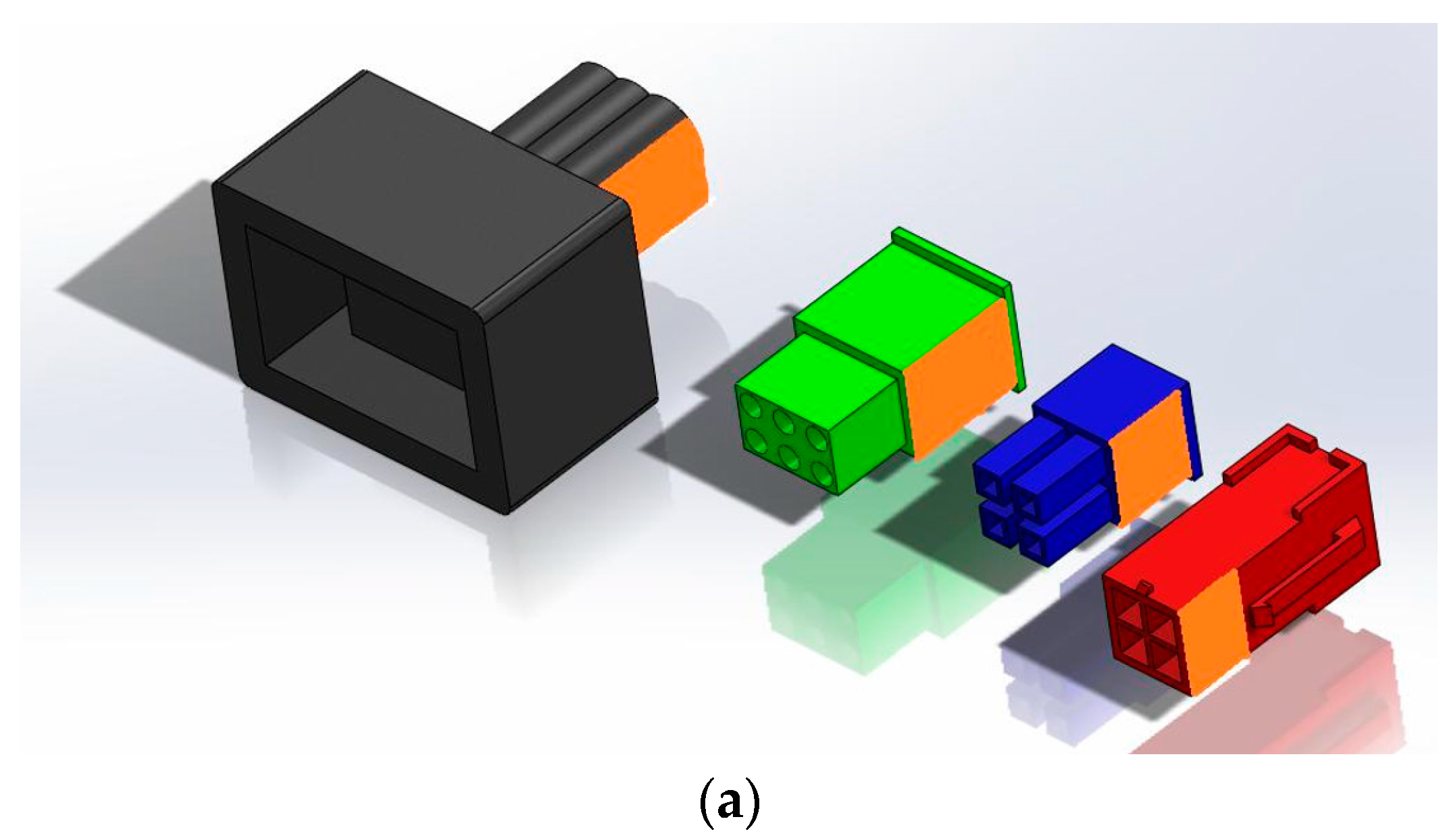
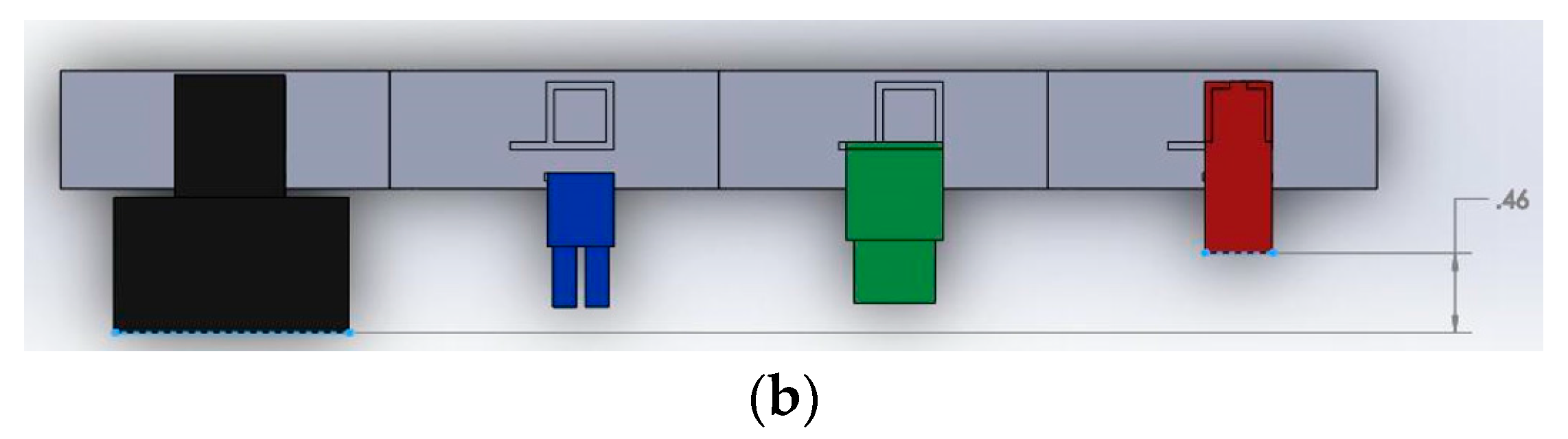
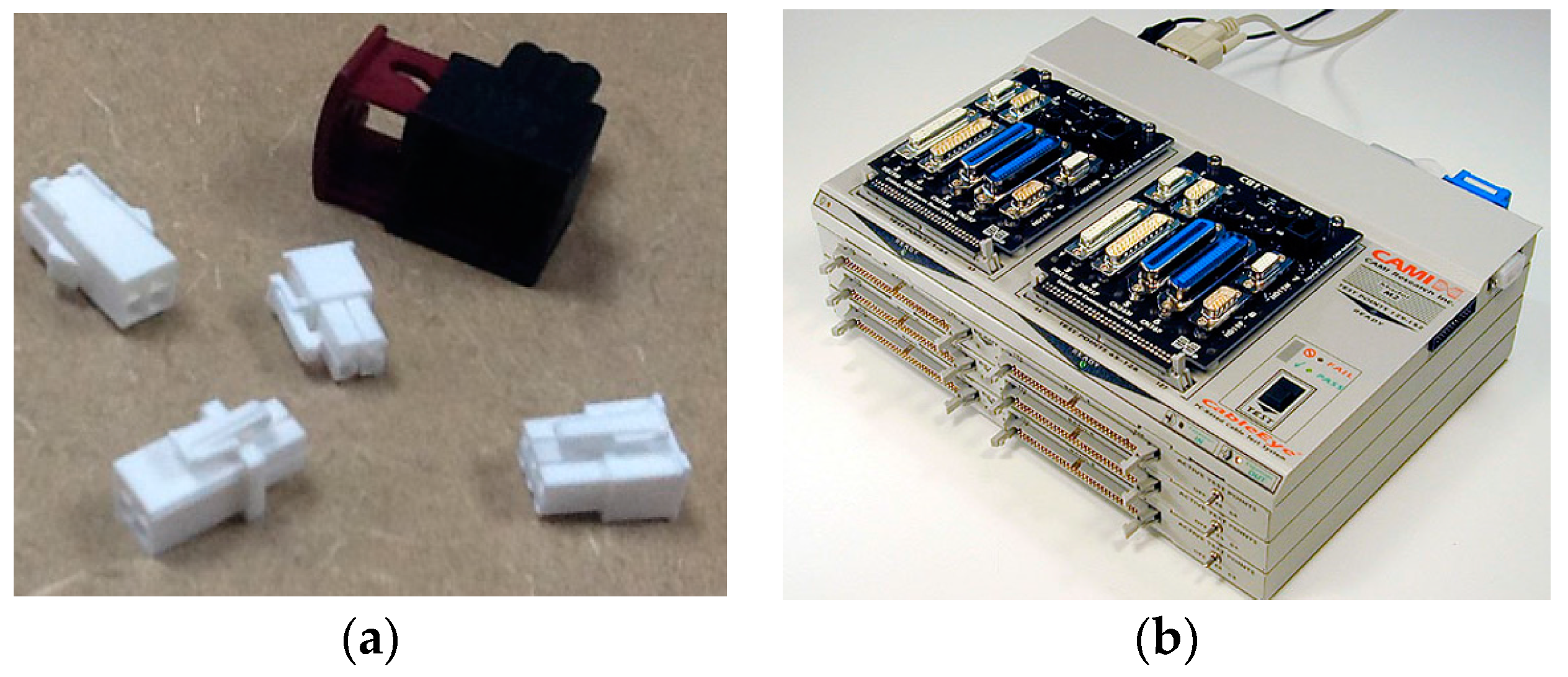
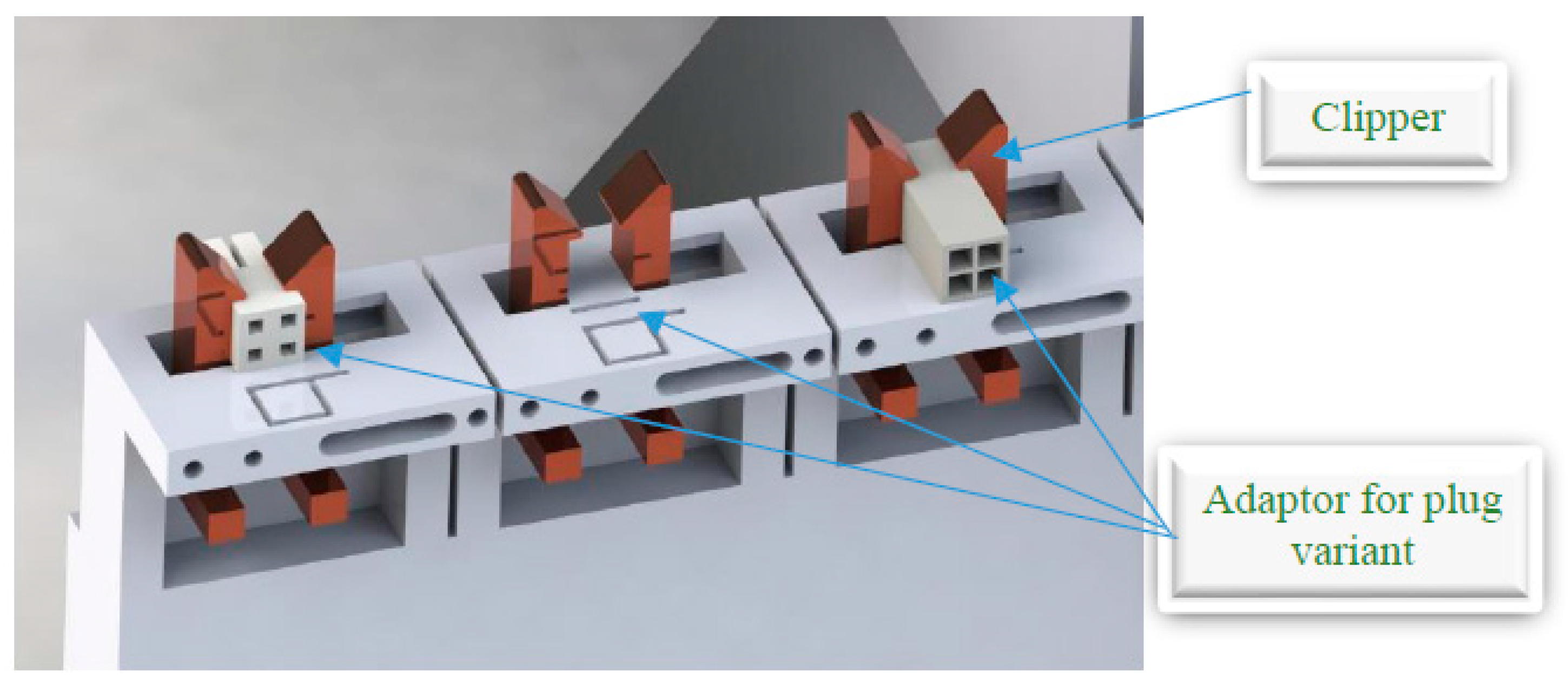
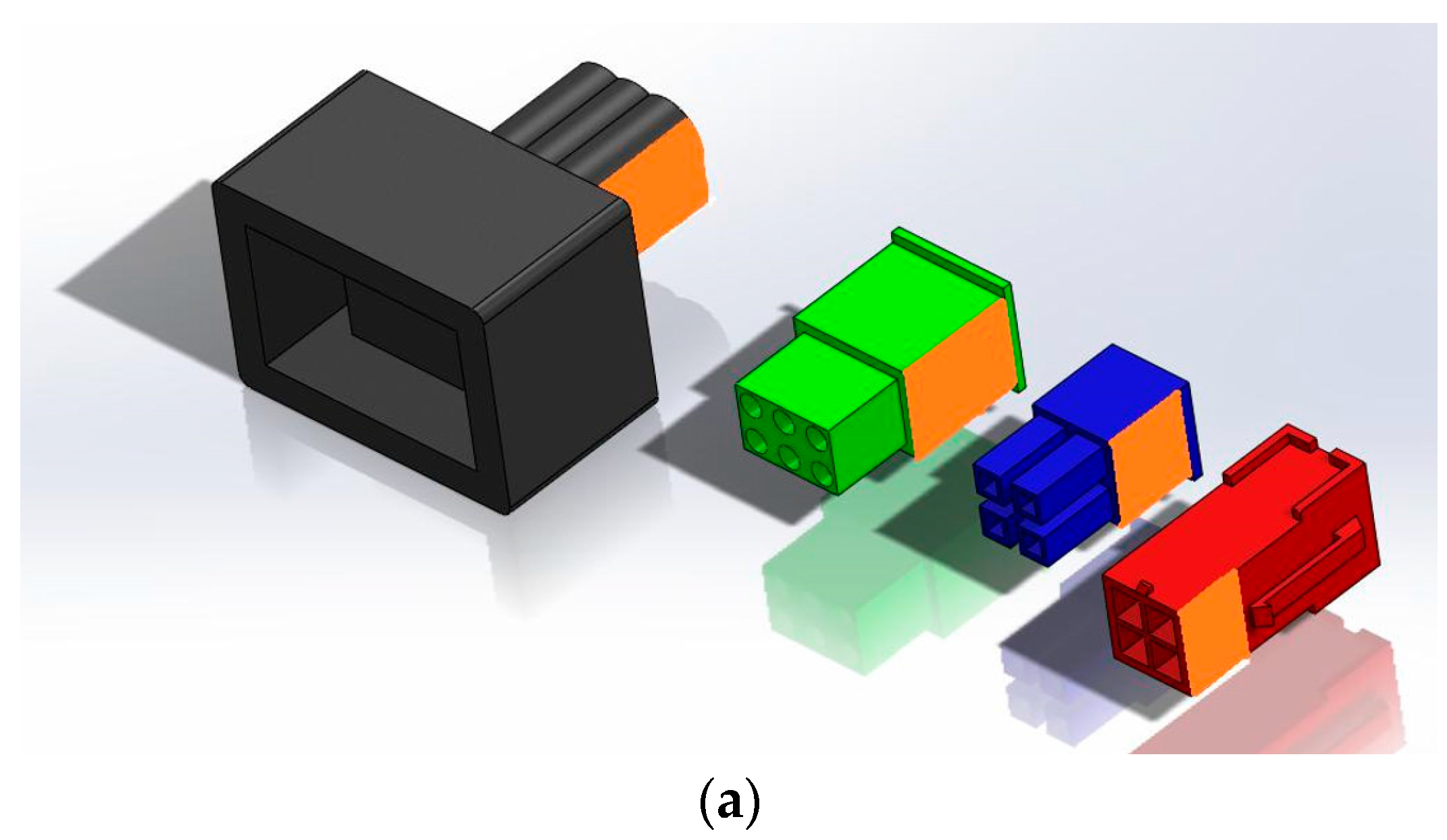
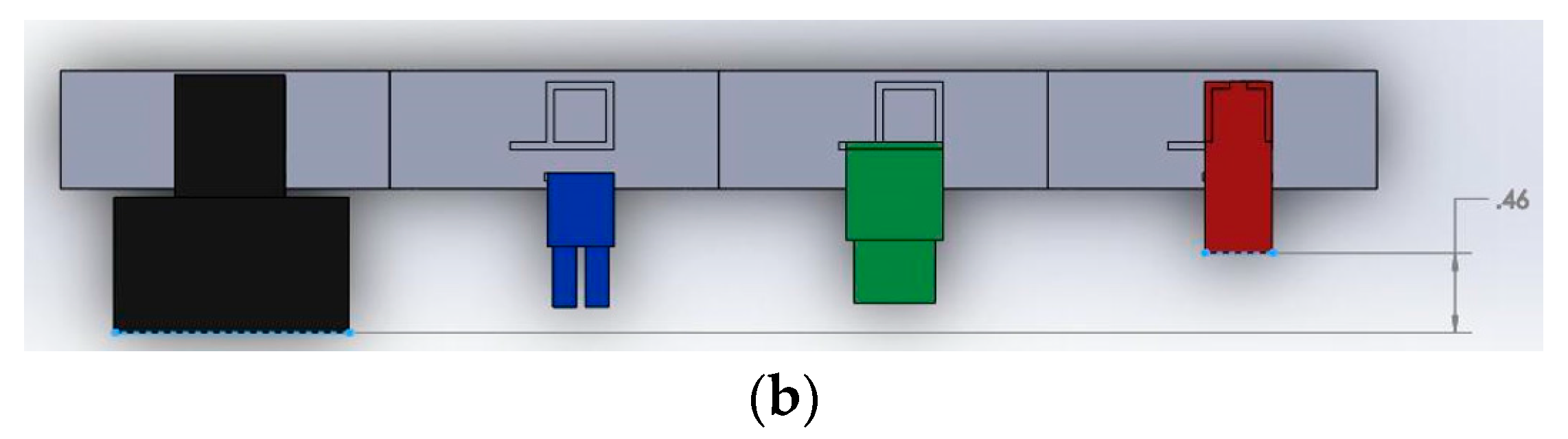
4.4. Connection of Plugs
4.5. Holders of Plugs
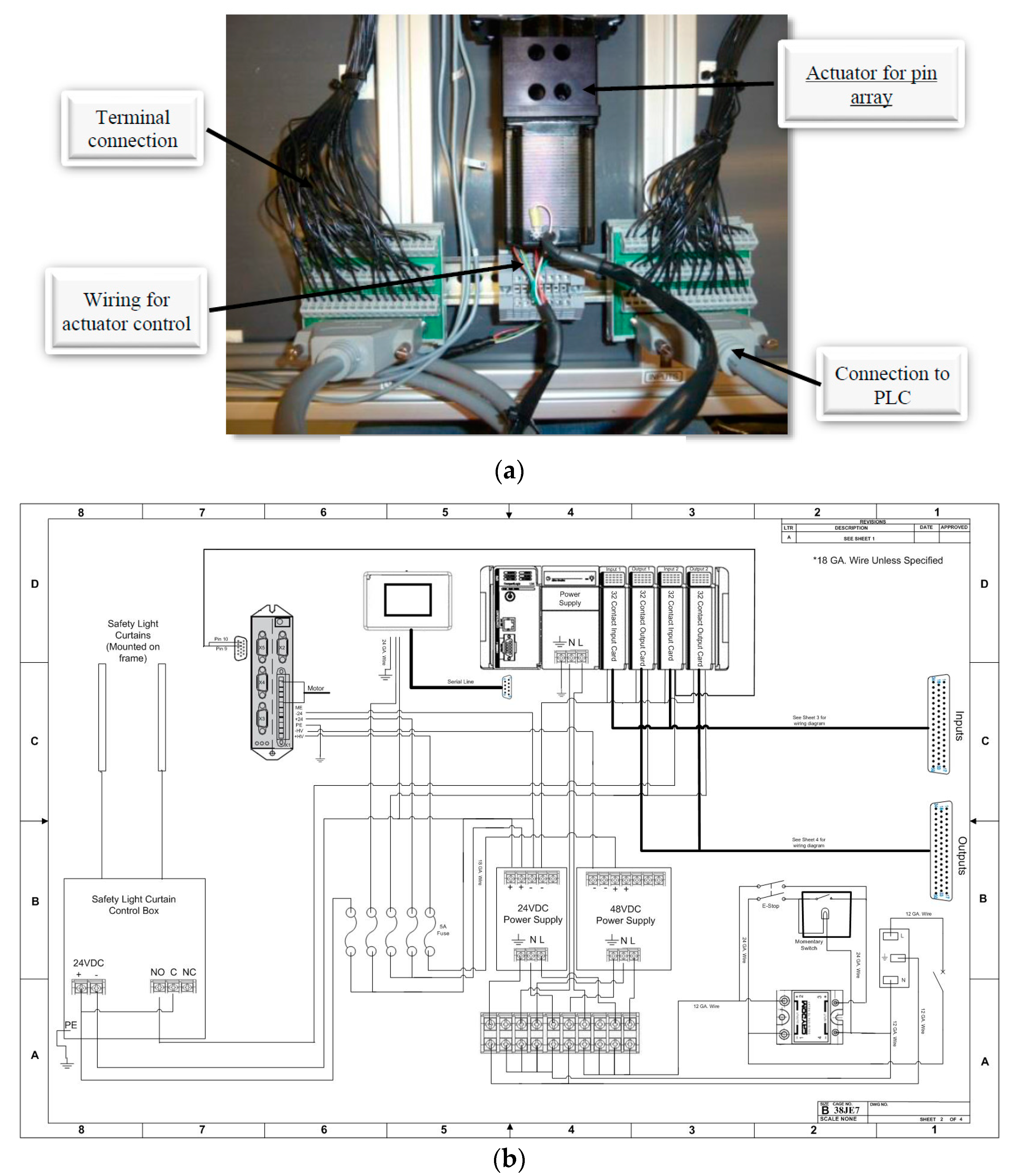
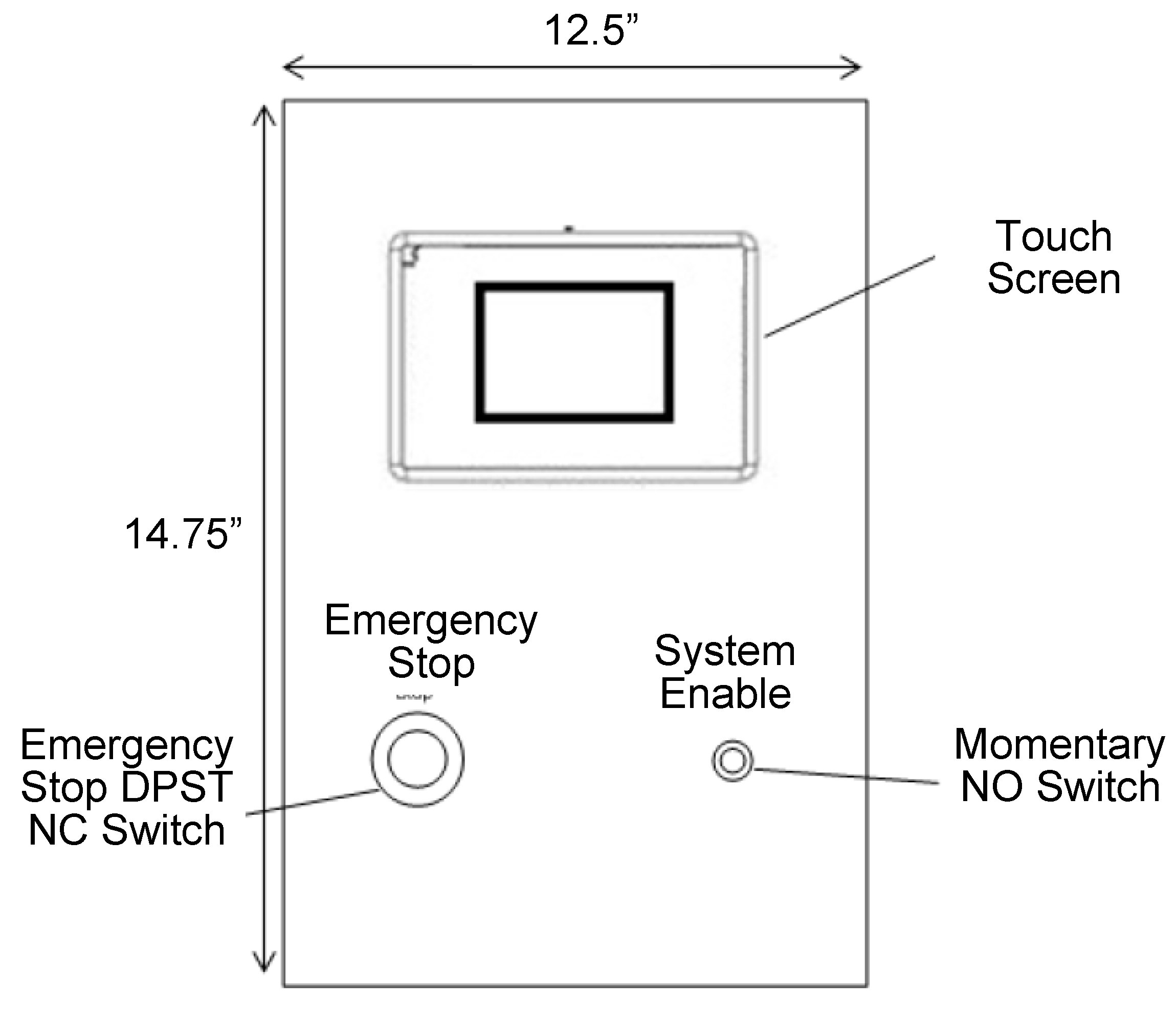
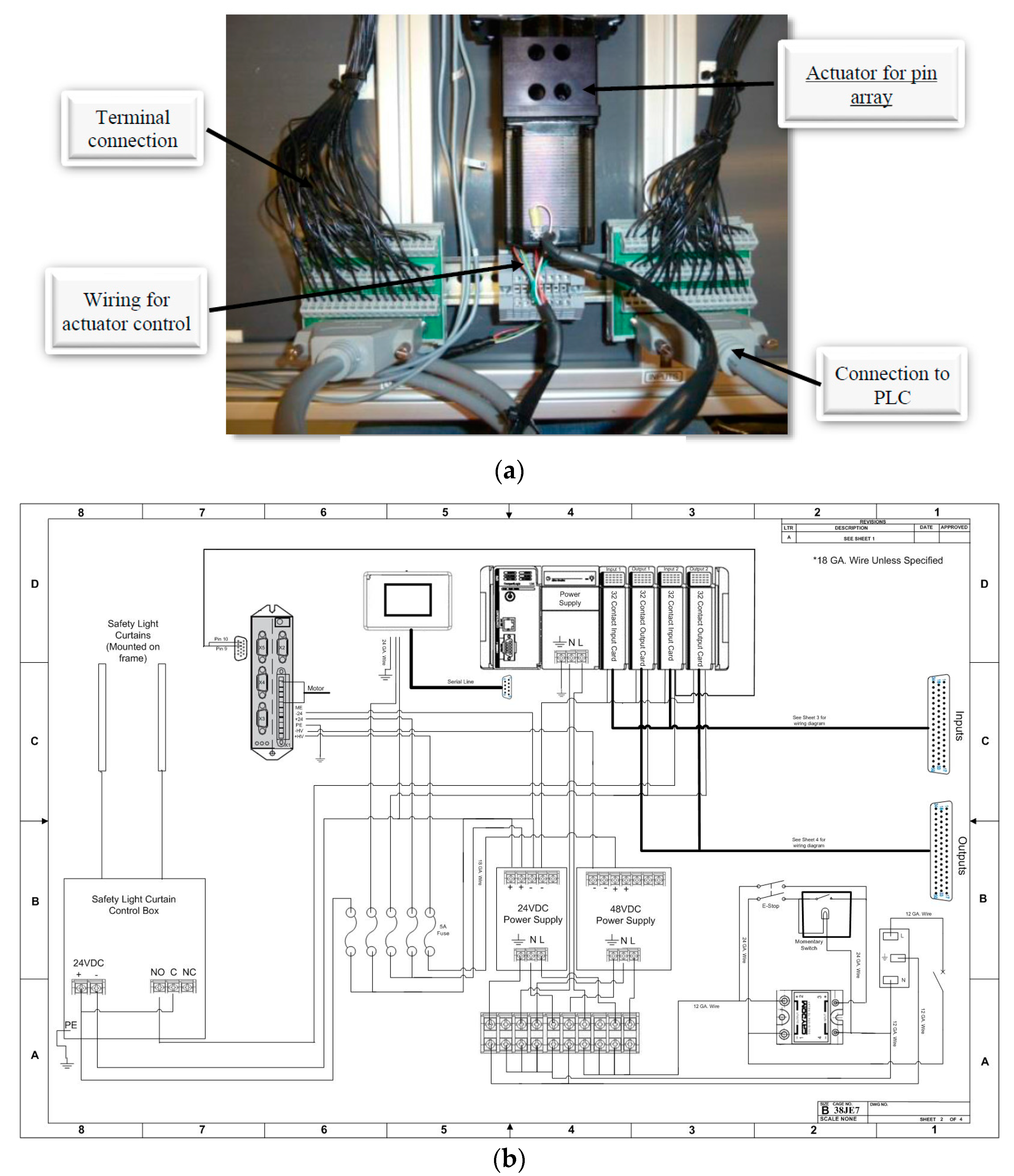
4.6. Control System
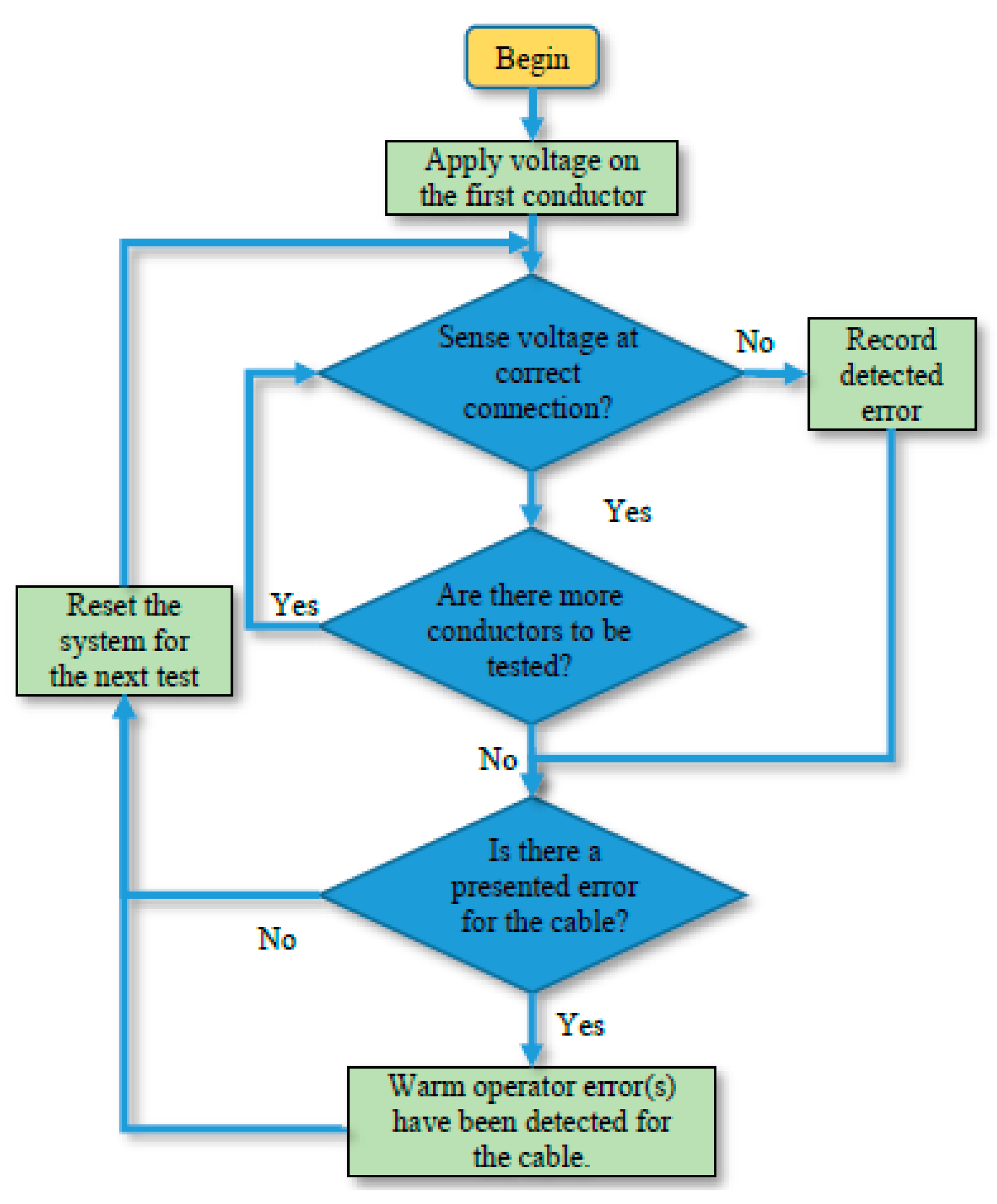
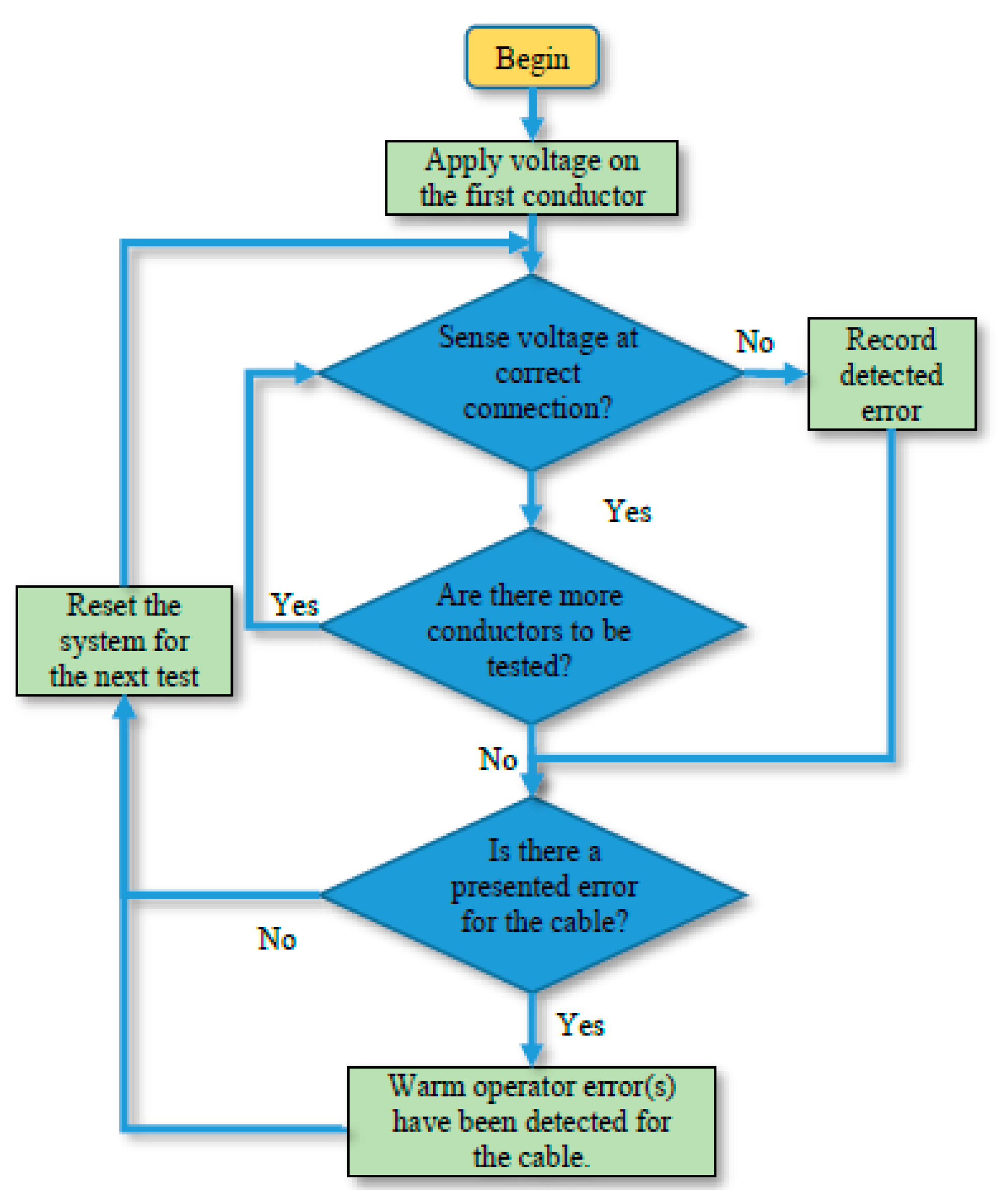
4.7. Control Program for Testing
5. System Prototyping and Experiments
- ▪
- Set up a harnesses to be tested: 11.8 s;
- ▪
- Run a test: 4.2 s from beginning to end;
- ▪
- Remove a harness from the platform: <4 s;
- ▪
- Reconfigure testing setup: <2 min;
- ▪
- The shortest testing time: <18 s;
- ▪
- Train a new operator: <2 min.
6. Summary and Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wang, C.; Bi, Z.M.; Xu, L.D. IoT and cloud computing in automation of assembly modeling systems. IEEE Trans. Ind. Inform. 2014, 10, 1426–1434. [Google Scholar] [CrossRef]
- Bi, Z.M.; Wang, G.; Xu, L.D.; Thompson, M.; Mir, R.; Nyikos, J.; Mane, A.; Witte, A.; Sidwell, C. IoT-based system for communication and coordination of football robot team. Internet Res. 2017, 27, 162–181. [Google Scholar] [CrossRef]
- Bi, Z.M.; Xu, L.D.; Wang, C. Internet of things for enterprise systems of modern manufacturing. IEEE Trans. Ind. Inform. 2014, 10, 1537–1546. [Google Scholar]
- Bi, Z.M.; Pomalaza-Raez, C.; Singh, Z.; Nicolette-Baker, A.; Pettit, B.; Heckley, C. Reconfiguring machines to achieve system adaptability and sustainability: A practical case study. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 1676–1688. [Google Scholar] [CrossRef]
- Cochran, D.; Kim, Y.; Foley, J.; Bi, Z.M. Use of the manufacturing system design decomposition for comparative analysis and effective design of production systems. Int. J. Prod. Res. 2017, 55, 870–890. [Google Scholar] [CrossRef]
- Bi, Z.M.; Zhang, W.J. Concurrent optimal design of modular robotic configuration. J. Robot. Syst. 2000, 18, 77–87. [Google Scholar] [CrossRef]
- Bi, Z.M.; Zhang, W.J. Modularity technology in manufacturing: Taxonomy and issues. Int. J. Adv. Manuf. Technol. 2001, 18, 381–390. [Google Scholar] [CrossRef]
- Bi, Z.M.; Lang, S.Y.T.; Verner, M.; Orban, P. Development of reconfigurable machines. Int. J. Adv. Manuf. Technol. 2008, 39, 1227–1251. [Google Scholar] [CrossRef]
- Bi, Z.M.; Lang, S.Y.T.; Shen, W.M. Reconfigurable manufacturing systems: The state of the art. Int. J. Prod. Res. 2008, 46, 967–992. [Google Scholar] [CrossRef]
- Bi, Z.M.; Liu, Y.; Baumgartner, B.; Culver, E.; Sorokin, N.; Peters, A.; Cox, B.; Hunnicutt, J.; Yurek, J.; O’Shaughnessey, S. Reusing industrial robots to achieve sustainability in small and medium-sized enterprises (SMEs). Int. J. Ind. Robot. 2015, 42, 264–273. [Google Scholar] [CrossRef]
- Tsarouchi, P.; Makris, S.; Michalos, G.; Stefos, M.; Fourtakas, K.; Kaltsoukalas, K.; Kontovrakis, D.; Chryssolouris, G. Robotized assembly process using dual arm robot. In Proceedings of the 5th CIPR Conference on Assembly Technologies and Systems (CATS 2014), Dresden, Germany, 13–14 November 2014; Volume 23, pp. 47–52. [Google Scholar]
- Jiang, X.; Koo, K.-M.; Kikuchi, K.; Konno, A.; Uchiyama, M. Robotized assembly of a wire harness in a car production line. Adv. Robot. 2011, 25, 473–489. [Google Scholar] [CrossRef]
- Michalos, G.; Makris, S.; Tsarouchi, P.; Guasch, T.; Kontovrakis, D.; Chryssolouris, G. Design considerations for safe human—Robot collaborative workplaces, (CIRPe2015). Procedia CIRP 2015, 37, 248–253. [Google Scholar] [CrossRef]
- Pradhan, A. Current trends in automotive wire harness design. In Proceedings of the International Conference on Mechanical, Production and Automobile Engineering (ICMPAE’2011), Pattaya, Thailand, 28–29 December 2011; pp. 277–279. [Google Scholar]
- Elite Electronic Engineering, Inc. 10 Steps to Successful Automotive EMC Testing. Available online: http://www.elitetest.com/sites/default/files/downloads/automotive_emc_ebook_final.pdf (accessed on 19 December 2017).
- CAMI Reseach Inc. Cable and Harness Manufacturing—Productivity through Flexibility. Available online: https://www.camiresearch.com/Campaigns/Web-Articles/pdfs/Cable-Harness-Manufacturing-*.pdf (accessed on 19 December 2017).
- Zhu, Z. Automatic 3D Routing for Phyiscal Design of Electical Wireing. Ph.D. Thesis, Delft University of Technology, Haveka, The Netherland, 2016. [Google Scholar]
- Zhang, W.J.; van Luttervelt, C.A. Towards a resilient manufacturing system. CIRP Ann. 2011, 60, 469–472. [Google Scholar] [CrossRef]
- Zhang, W.J.; Lin, Y. On the principles of design of resilient systems—Application to enterprise information systems. Int. J. Enterp. Inf. Syst. 2010, 4, 99–110. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, W.J.; Gupta, M.M. Resilient robots: Concept, review and future directions. Robotics 2017, 6, 22. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operators’ Times of Testing (min:s) | ||||||
|---|---|---|---|---|---|---|
| #1 | #2 | #3 | #4 | #5 | #6 | |
| Total time to test 10 harnesses | 3:27 | 4:40 | 4:51 | 4:52 | 5:17 | 5:20 |
| Average time | 20.7 | 28 | 29.1 | 29.2 | 31.7 | 32 |
| Shortest time | 18 | 23 | 23 | 24 | 28 | 25 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bi, Z.; Pomalaza-Ráez, C.; Hershberger, D.; Dawson, J.; Lehman, A.; Yurek, J.; Ball, J. Automation of Electrical Cable Harnesses Testing. Robotics 2018, 7, 1. https://doi.org/10.3390/robotics7010001
Bi Z, Pomalaza-Ráez C, Hershberger D, Dawson J, Lehman A, Yurek J, Ball J. Automation of Electrical Cable Harnesses Testing. Robotics. 2018; 7(1):1. https://doi.org/10.3390/robotics7010001
Chicago/Turabian StyleBi, Zhuming, Carlos Pomalaza-Ráez, Dustin Hershberger, Jeremy Dawson, Andrew Lehman, John Yurek, and Jared Ball. 2018. "Automation of Electrical Cable Harnesses Testing" Robotics 7, no. 1: 1. https://doi.org/10.3390/robotics7010001
APA StyleBi, Z., Pomalaza-Ráez, C., Hershberger, D., Dawson, J., Lehman, A., Yurek, J., & Ball, J. (2018). Automation of Electrical Cable Harnesses Testing. Robotics, 7(1), 1. https://doi.org/10.3390/robotics7010001