Abstract
As an indispensable component of power transmission systems, the performance of porcelain insulators directly impacts the reliability and operational stability of electrical networks. To enhance the anti-fouling flashover capability of transmission lines, porcelain insulators are commonly coated with RTV (Room Temperature Vulcanizing) silicone rubber coatings. However, the unique environmental conditions prevalent in high-altitude regions, such as those in Qinghai, impose distinctive stresses on the performance and longevity of RTV coatings. This study provides an in-depth analysis of the operational and aging characteristics of RTV-coated porcelain insulators under such extreme conditions, with a focus on evaluating performance degradation mechanisms. By conducting comprehensive field investigations of climatic and environmental parameters in Qinghai, this research elucidates the effects of high-altitude environments on RTV coatings and proposes a systematic methodology for detecting and analyzing aging-related phenomena. This study discerns the aging patterns of insulator surface coatings in high-altitude regions and examines the pollution accumulation mechanisms of insulators under adverse climatic conditions. These findings offer critical insights for optimizing the selection, maintenance, and replacement strategies of insulators in high-altitude transmission networks, thereby enhancing the safety, reliability, and operational efficiency of power systems in such challenging environments.
1. Introduction
In high-altitude areas, the stable operation of the power system plays a crucial role in ensuring economic development and social stability [1]. As the core component of the power system, the performance of insulators of transmission lines is directly related to the safety and reliability of power transmission [2]. However, the special climatic conditions (e.g., thin air, strong ultraviolet radiation, large temperature difference, etc.) at high altitude have a profound impact on the performance and life of RTV (Room Temperature Vulcanizing silicone rubber) insulator strings [3]. Therefore, in-depth investigation of the operating characteristics of RTV insulator strings and their aging behavior at high altitude is of great significance to ensure the long-term stable operation of the power system [4].
Existing studies have primarily focused on the material properties and aging resistance of RTV coatings under various environmental stresses. Reference [5]. proposed a study on the weatherability of RTV silicone rubber (SiR) and epoxy-based materials, investigating the influence of different nano and micro filler compositions under the combined effects of high voltage DC, ultraviolet (UV) radiation, and thermal stresses. Reference [6] provided a comprehensive review of RTV silicone rubber high-voltage insulator coatings. Reference [7] analyzed the influence of structural design and other related factors on the aging and longevity of RTV insulator. Existing studies have shown that the operating characteristics of RTV insulator strings at high altitude cover a wide range of aspects such as electrical insulation performance, mechanical strength, chemical resistance, weather resistance, anti-fouling flash performance, and anti-icing and de-icing effects [8]. These characteristics together determine the stability and durability of insulator strings in harsh climatic conditions. The study points out that there is a significant difference in the operating life of insulators at different altitudes: 15 to 20 years at altitudes of 3500 m and below, and 10 to 15 years at altitudes above 3500 m [9]. In addition, the application of RTV coatings in UHV DC transmission lines showed that the anti-fouling flash performance and mechanical strength were improved, but the steep-front impact voltage breakdown performance was reduced [10]. These studies provide a basis for the performance evaluation and aging mechanism of RTV insulator strings at high altitude. However, the existing studies are not clear about the changing law of physical and chemical properties caused by the aging of RTV coatings, and the mechanism of the influence of coating thickness and corona discharge intensity on the aging rate especially still needs to be further explored [11]. Insufficient research has been conducted on the effects of long-term ultraviolet radiation, climate change, and corona discharge, which are unique to high-altitude areas, on RTV coatings, and which may lead to surface aging and cracking of insulators, reducing their insulating properties and thus increasing the risk of tripping and blackout accidents [12]. At the same time, the existing standards for insulator performance evaluation are mostly applicable to low-altitude environments, while the special conditions in high-altitude areas accelerate the aging of insulators, and the existing standards cannot accurately reflect the changes in their performance.
2. Environmental Specificities of High-Altitude Regions
In order to explore the influence of environmental characteristics on the physical, chemical, and electrical properties of RTV coatings, we are going to introduce the high-altitude environment. The unique environmental conditions of high-altitude regions have a significant impact on the operational characteristics of insulators. These factors collectively contribute to distinct performance variations in RTV coatings in Qinghai compared to low-altitude regions.
Qinghai region has a long and cold winter, the average temperature can reach −15 °C, the summer is relatively warm and cool, the isotherm generally has a closed loop structure, roughly consistent with the contour line, and the temperature vertical change is obvious. Prolonged low temperature affects the elasticity and flexibility of RTV coatings, making them brittle and prone to cracking. In addition, the Qinghai region has a plateau climate with a large daily temperature difference, with fluctuations of up to 25 °C or more, and the rapid change in temperature causes RTV coatings to undergo thermal expansion and contraction, resulting in microcracks and accelerating the aging process. Figure 1 below shows the distribution of average January temperatures in Qinghai Province.
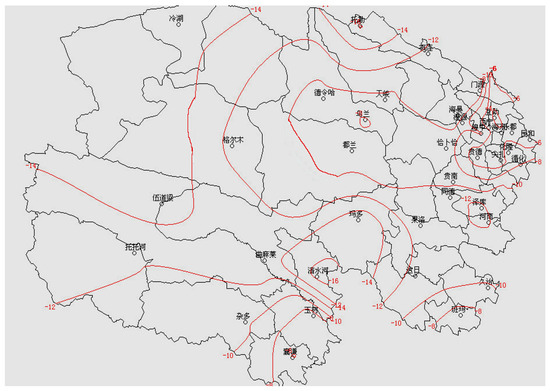
Figure 1.
Distribution of January average temperature in Qinghai Province.
In addition, the humidity distribution in Qinghai presents the characteristics of ‘two highs and one low’, which leads to a decrease in the water-repellent property of RTV coatings and makes them more susceptible to corrosion during the period of fouling accumulation [13]. The inversion phenomenon in winter and spring further enhances the retention of humidity in the air, resulting in a faster rate of dirt accumulation and increasing the risk of fouling the flash.
The average annual UV radiation intensity in the Qinghai–Tibet Plateau region is as high as 1860 k W h/m2, and the intense UV radiation leads to an increase in the surface temperature of the RTV coating, which gradually loses its hydrophobicity, exacerbating the problems of coating aging, cracking, and disappearance of hydrophobicity [14]. Therefore, special attention needs to be paid to the aging condition and maintenance measures of transmission line coatings in Qinghai to ensure the safe and stable operation of transmission lines.
This project studies the operation law of sprayed RTV anti-fouling flash coatings on insulators of transmission lines in typical areas of Qinghai, mainly investigates the on-site climatic environment parameters and the law of meteorology in Qinghai, collects PRTV coatings of insulators in different regions of Qinghai, and analyses the law of the aging of insulator surface coatings [8]. Through field monitoring and laboratory analyses, the mechanism of the high-altitude environment’s effects on the performance of RTV coatings was systematically revealed, and the influence of environmental characteristics, such as high-altitude humidity changes, strong ultraviolet radiation, and other environmental characteristics, on the performance of RTV coatings were analyzed, which not only provides an important theoretical basis for the design of subsequent research methods but also provides a scientific basis for the selection, maintenance, and replacement of insulators for transmission lines in high-altitude areas.
3. Operational Characteristics of RTV-Coated Porcelain Insulator Strings in High-Altitude Regions
3.1. Pollution Accumulation Characteristics
High-salt-contaminated environments provide a unique research scenario to study the accumulation of contamination and its effects on aging. The pollution accumulation characteristics of insulators are primarily influenced by factors such as electric field forces, natural environmental conditions, wind forces, and insulator geometry. Electric field forces drive pollutant particles toward high-electric-field-intensity regions, while wind and insulator shape affect airflow characteristics, thereby influencing pollutant deposition. Smooth-surfaced insulators tend to accumulate less pollution, whereas those with deep grooves and sharp edges are more prone to contamination. Pollution accumulation is a prerequisite for pollution flashover faults in transmission lines, which pose a severe threat to the safety and stability of power systems and result in significant economic losses. Therefore, understanding the natural pollution accumulation characteristics of insulators is of great importance.
3.2. Impact of Pollution Accumulation on Aging
As a critical component of transmission and substation systems, insulators are susceptible to pollution flashover under humid climatic conditions when their surfaces adsorb large amounts of pollutant particles and atmospheric contaminants, posing a serious threat to the safety and stable operation of transmission lines. Due to regional differences, the composition and concentration of pollutants on insulator surfaces vary, leading to significant differences in the conditions required for pollution flashover [13]. This study comprehensively analyzes the degree of pollution accumulation on RTV-coated insulators in transmission lines across representative areas of Qinghai to determine its impact on aging characteristics.
Taking Xining as a representative region, the main pollution sources in Chengbei District, Chengdong District, Huangzhong District, and Huangyuan County include thermal power plants, cement plants, and other industrial zones. The pollutants mainly consist of cement dust and various harmful gases, resulting in complex compositions and contamination levels classified as Grade C or higher. Among them, Huangzhong District and Huangyuan County, due to valley terrain and prevailing wind directions, experience poor pollutant dispersion, leading to Grade E contamination levels. Other regions, including residential, agricultural, and mountainous areas, are primarily affected by vehicle emissions and agricultural sprays, with pollution levels ranging from Grade A to C.
The pollution accumulation in salt lake regions is particularly severe, having an adverse effect on the aging characteristics of insulators. To facilitate a comparative analysis of pollution accumulation between salt lake and non-salt lake regions, specific transmission lines in both regions were selected for data analysis:
Transmission lines in the salt lake and non-salt lake regions were chosen as follows: in the salt lake region, the selected lines included the 750 kV Chaiyu I and II lines, 330 kV Geyan line, and 110 kV Chada I line; in the non-salt lake region, the selected lines included the 750 kV Shayu I and II lines, ±400 kV Chaila DC line, and 110 kV Nawu line. This study highlights the specific regions affected by the salt lakes, mapping transmission line markers relative to salt lake locations to facilitate a comparative analysis of pollution accumulation differences between insulators in non-salt lake and salt lake regions, thereby summarizing the characteristics of insulator pollution in salt lake areas and its effects on aging characteristics.
To further investigate the pollution accumulation levels at various measurement points in the salt lake region, Equivalent Salt Deposit Density (ESDD) measurements were conducted on high-voltage, middle-voltage, and low-voltage sections of the same insulator string from the same transmission tower. The average ESDD value of these three samples was taken as the analysis data for that insulator string. The pollution accumulation data for each measurement point are shown in Figure 2.
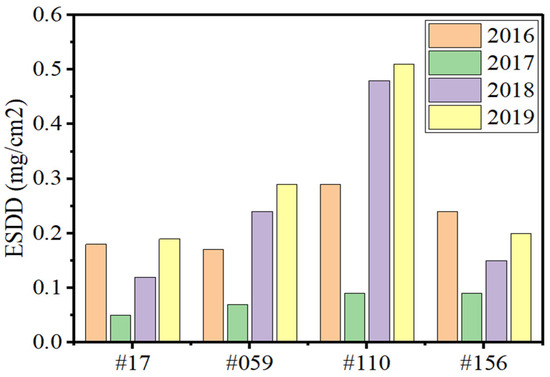
Figure 2.
Chaiyu I line insulator pollution test data.
- (1)
- The Equivalent Salt Deposit Density (ESDD) of insulators in salt lake regions exceeded 0.35 mg/cm2, with some values reaching up to 0.7 mg/cm2. The pollution level was generally classified as Grade E or even higher, significantly surpassing that of non-salt lake regions. The degree of pollution varied with tower position, showing a pattern of higher contamination in the middle sections and lower levels at both ends. Additionally, the closer the location to the salt lake, the higher the pollution severity.
- (2)
- The Chaerhan Salt Lake serves as the primary pollution source in the Haixi region of Qinghai, causing the severe contamination of transmission lines situated within or near it. This increases the probability of pollution flashover, posing a substantial threat to the stable operation of transmission lines.
To analyze pollution accumulation characteristics in non-salt lake regions, the Shayü I transmission line was selected as a representative case, with the results shown in Figure 3.
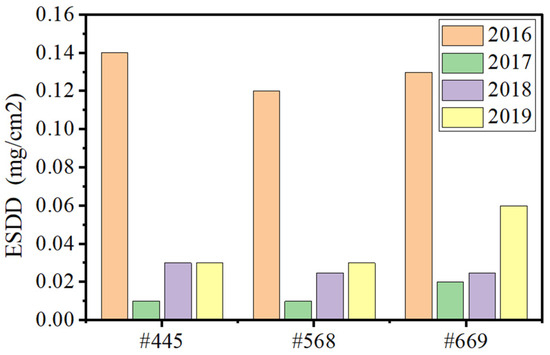
Figure 3.
Shayu I line insulator pollution test data.
- (1)
- The pollution level of the transmission lines in non-salt lake regions was relatively low, generally classified as Grade A, indicating a lightly polluted area.
- (2)
- Although the Shayü I line is located at a certain distance from the Chaerhan Salt Lake, some sections exhibited Grade B pollution levels due to the presence of salt lakes in the Dachaidan region.
Based on this analysis, it can be concluded that the unique geographical environment of salt lake regions leads to severe pollution accumulation, posing a significant threat to the safe operation of transmission lines.
In summary, in the high-altitude regions of Qinghai, strong winds cause pollution particles to collide and abrade the insulator surface; through a series of aging tests, it was found that this causes elastic–plastic deformation of the silicone rubber coating and a decline in hydrophobicity, ultimately affecting the aging characteristics of insulators. In Xining, excessive pollution accumulation reduces the pollution flashover voltage of RTV coatings, while chemical interactions between pollutants and the coating accelerate aging. In salt lake regions, high-salinity contaminants adhere to the insulator surface, and under high humidity conditions, moisture condenses into fine water droplets, altering the surface voltage distribution and further accelerating RTV coating degradation [15].
4. Aging Characteristics of RTV-Coated Porcelain Insulator Strings in High-Altitude Regions
4.1. Aging Characterization
Aging characterization is an important means of assessing the degradation of insulator performance, and through the quantitative analysis of key indicators, it is possible to systematically reveal the aging pattern of the material in high-altitude environments. The specific characterization and its description are shown in Table 1 below.

Table 1.
Characterization of aging performance.
Hardness change reflects the degree of cross-linking of the molecular structure of silicone rubber, appearance characteristics visually demonstrate the physical degradation of the coating, and the reduction in hydrophobicity indicates the change in the microscopic morphology of the surface of the coating, which all directly affect the anti-fouling flash performance of insulators. By comprehensively analyzing these indicators, the aging degree of RTV coatings in high-altitude environments can be scientifically assessed, providing a reliable basis for the safe operation of power systems.
4.2. Aging Characteristic Detection and Analysis
4.2.1. Tested Samples
This section mainly selects insulators with different operating years coated with RTV in Qinghai Province and carries out hardness tests, water repellency inspection, and other test items on them, so as to record the deterioration characteristics of RTV coatings in Qinghai with different operating years and ultimately obtain the characteristics of the aging degree of different RTV coatings.
To asses coatings using the RTV anti-pollution flashover coating insulator test project, you can refer to the national standard stipulated in the power industry standards on the performance of silicone rubber materials. The specific provisions of the project are shown in Table 2.
Table 2.
Properties of silicone rubber materials in power industry standards.
4.2.2. Hardness Testing
Aging silicone rubber exhibits hardening and a loss of flexibility. Therefore, hardness is often used as an indicator to reflect the aging state of silicone rubber. The hardness of silicone rubber is generally characterized using the Shore hardness method. For silicone rubber materials, a Shore A durometer is typically used for measurement.
The hardness test in this study utilizes the TH200 Shore A hardness tester, with technical specifications of SR44. The equipment is shown below in Figure 4.

Figure 4.
Shore A hardness tester.
Field insulators operate in complex and unpredictable environments, with each insulator exposed to different natural factors. To refine the assessment of insulator aging and provide more precise aging evaluation recommendations, this experiment considers variations in aging across different positions on the same insulator skirt. This includes differences in aging between various orientations on the same skirt, proximity to or distance from the insulator center, as well as comparisons between the upper and lower surfaces and the internal structure of the skirt. Based on this, each insulator skirt is divided into four equal sections. The section directly below the insulator nameplate is designated as 1, with the remaining sections numbered sequentially in a clockwise direction as 1, 2, 3, and 4, as shown in Figure 5.
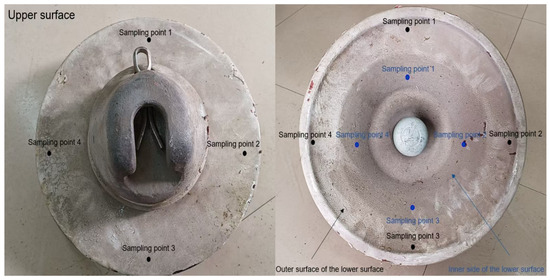
Figure 5.
The numbering follows the above scheme, and the labeled image is shown below.
The Shore A hardness test results for the upper surface of insulator #1 are shown in Table 3.
Table 3.
#1 Insulator positive upper surface hardness test results.
The results of the hardness test on the positive upper surface of insulator #1 show that the hardness value varies in different locations, but the overall upper surface hardness is high, with an average hardness value between 93.6 and 97.0.
The bottom surface of the insulator was then divided into the inner and outer lower surfaces. The hardness test results for insulator #1 on the inner and outer lower surfaces are shown in Table 4.
Table 4.
#1 Lower surface outer test results.
The hardness test results for the outer and inner lower surfaces show that the outer hardness values are slightly lower than the inner ones, with average hardness values ranging from 90.6 to 92.5, while the inner hardness values range from 93.7 to 94.4.
Combined with the graphical analysis, it can be seen that the overall hardness distribution of the insulator is relatively uniform. However, the hardness of the upper surface is relatively large because the upper surface has been subjected to long-term erosion by wind and sun, resulting in serious wear and aging of the surface coating.
The results of the hardness tests show that UV radiation does induce photochemical reactions in silicone rubber, and these reactions lead to the shedding of methyl groups, exposing the polarity of the silicone–oxygen backbone, which triggers further cross-linking and oxidation reactions, ultimately leading to an increase in the polarity of the surface of the material and a decrease in its hydrophobicity.
4.2.3. Boiling Test
The boiling test is mainly used to detect the damage of composite insulators due to water vapor erosion. Using a water-boiling test can accelerate the aging of the insulator’s hidden defects and find defects that are not easily noticed in the daily operation of the insulator.
According to the standard JB/T 5892-1991 on the composite insulator boiling test, part of the RTV insulator specimens was placed in water containing 0.1% NaCl solution in the boiling box to ensure that the composite insulator was submerged in a depth of no less than 10 cm, heated to the boiling point temperature of the water solution, and boiling was maintained for 42 h; the water temperature naturally cooled to 50 °C, the specimen was removed from the water and washed, and an appearance check was immediately carried out on the specimen, respectively, to see whether the RTV coating on the insulator’s appearance showed peeling, cracking, or a peeling off phenomenon.
After the completion of the boiling test, the umbrella skirt was inspected and compared with its appearance before boiling, and the following was observed:
- (1)
- The phenomenon of surface and edge shedding was significantly aggravated, and insulators whose surfaces were not shed or slightly shed before boiling also shed more obviously after boiling, accompanied by a peeling phenomenon at the shedding place.
- (2)
- The insulators that appeared to be chalked before boiling were boiled, the upper surface coating was basically completely detached, the lower surface was also detached in many large areas, and the insulator material began to become brittle and hard.
- (3)
- The surface coating of some insulator specimens showed irregular bumps of different degrees, and there were differences in the aging degree of the insulator specimens.
Statistical analysis of the results revealed that the aged RTV insulators showed significant aging characteristics compared to brand new insulators in high-temperature and humid environments, which mainly included a decrease in the water repellency grade of the RTV coating surface by 2–3 grades, a decrease in the relative dielectric constant, and an increase in the surface hardness by 15%. It was also found that microcracks and surface roughening occurred in the aged RTV coatings, leading to a significant decrease in the water-repellent recovery and water-repellent migration properties, which affects the insulator’s ability to resist fouling flash in complex environments. Further analysis showed that the combined effect of high temperature and high humidity exacerbated the molecular chain breakage and structural deterioration of the RTV material, especially after continuous boiling, and the proportion of silica–oxygen bond breakage within the coating increased significantly, showing a decrease in chemical stability.
The results of the water-boiling experiments show that the aging phenomenon of RTV insulators in a high-temperature and humid environment is more serious, and further research and improvement of the material formula or coating process are needed to improve the durability and reliability of the insulators.
4.2.4. Hydrophobicity Test
Insulator hydrophobicity is one of the important indexes to detect insulator operation status. The so-called hydrophobicity refers to an insulator surface being difficult to moisten; if the adsorption of water in the form of discontinuous isolated small water droplets exists, the insulator does not form a continuous water film, thus limiting the surface leakage current, improving the flashover voltage. Water-repellent migration refers to the silicone rubber surface being stained; silicone rubber itself can migrate to the surface of the dirt layer of water-repellent material so that the surface of the dirt layer also has a water-repellent.
In this paper, the hydrophobicity of the insulator surface was studied using the HC method, which has more applications and relatively good differentiation, and the measurement of the static contact angle of silicone rubber material in two directions was conducted.
- (a)
- HC method
The test piece was hung vertically during the experiment, and a sprayer that can produce tiny mist particles was used at a distance of 25 cm from the surface of the test piece. Roughly twice-per-second pressure spraying on the surface of the composite insulator was conducted, with a duration of 20~30 s; 10 s after the completion of the spray, the water droplet contact angle condition was observed using the umbrella group surface water-repellent level of discrimination.
Referring to the standard “DL/T 1474-2015 Measurement Method of Hydrophobicity of Composite Insulators for AC and DC Systems with Nominal Voltage Higher than 1000 V”, the hydrophobicity of the insulator surface was divided into 7 levels, which are expressed as HC1-HC7; the larger the level’s number is, the worse the hydrophobicity is, among which the HC1 level represents the most hydrophobic surface and the HC7 level represents a completely hydrophilic surface. It is generally believed that HC1 and HC2 levels of materials have good hydrophobicity; HC3 level materials show surface aging; HC4 and HC5 material surfaces show more serious aging; HC6 and HC7 levels of material surfaces show complete aging. The specific grading criteria are shown in Table 5 and Figure 6 below.
Table 5.
Grading criteria of water droplet state and hydrophobicity on the surface of specimen.
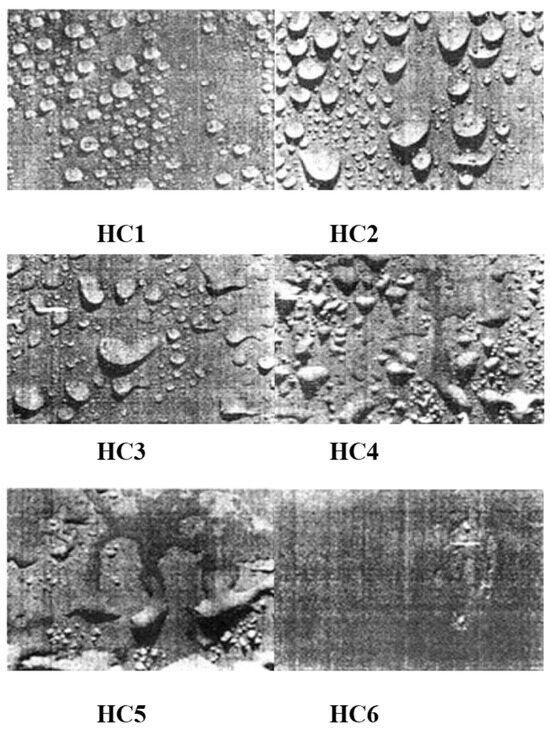
Figure 6.
Examples of surfaces in hydrophobicity classes HC1–HC6.
- (b)
- Static contact angle
To measure the static contact angle, a small amount of deionized water was dropped onto the surface of the silicone rubber using a micro-sampler, with the angle between the tangent plane of the droplet and the solid plane at the triple line as the contact angle, as shown in the diagrams θ1 and θ2. Generally speaking, a static contact angle of more than 90° is considered to be hydrophobic, while one of less than 90° is considered to be hydrophilic [16].
An example of the measured contact angle is shown below in Figure 7.
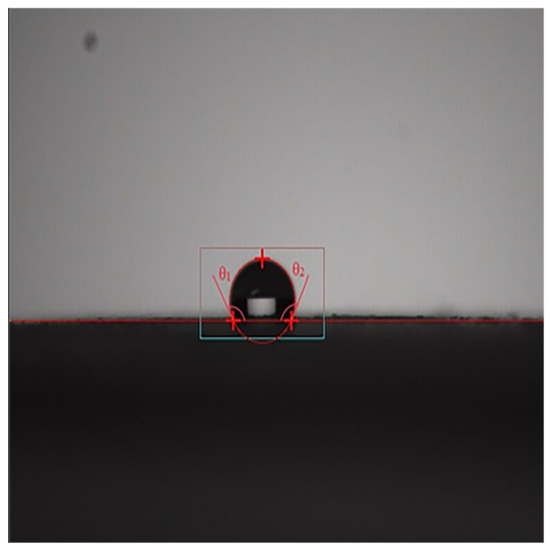
Figure 7.
Measurement by static contact angle method.
The hydrophobicity test results for the upper surfaces of Specimen #1 and Specimen #2 are shown in Table 6 below.
Table 6.
Hydrophobicity test results on the upper surfaces of test Specimen #1 and test Specimen #2.
The hydrophobicity test results for the upper surfaces of Specimen #1 and Specimen #2 indicate that Specimen #1 primarily falls within the HC2 and HC3 classifications, while Specimen #2 ranges from HC2 to HC4. This suggests that the upper surface of Specimen #1 generally exhibits better hydrophobic performance than that of Specimen #2.
The hydrophobicity measurement results corresponding to regions 1, 2, 3, and 4 on the lower surface directly beneath the upper surfaces of Specimen #1 and Specimen #2 are presented in Table 7.
Table 7.
Hydrophobic measurements of the upper surface directly below sample #1 and sample #2.
The hydrophobicity test results for the lower surface of Specimen #1 primarily fall within the HC3 classification, while those for Specimen #2 range from HC1 to HC3. This indicates that Specimen #2 exhibits a more favorable hydrophobic distribution in the lower upper surface region, whereas Specimen #1 shows relatively poorer performance.
The hydrophobicity test results for the corresponding lower surface regions 1, 2, 3, and 4 of Specimen #1 and Specimen #2 are presented in Table 8.
Table 8.
The results of the hydrophobicity test results of the lower surface of sample #1 and sample #2.
The hydrophobicity test results for the lower surfaces of Specimen #1 and Specimen #2 are generally superior to those of their upper surfaces, with a more uniform distribution. Specimen #1 primarily falls within the HC2 and HC3 classifications, while Specimen #2 ranges between HC1 and HC2, demonstrating better hydrophobic performance. The results of the hydrophobicity measurements are shown in Figure 8.

Figure 8.
Photographs of hydrophobicity measurements.
The insulator strings are tension-resistant strings, in which the area of #1 has been subjected to sun exposure and rain erosion for a long period of time, resulting in poorer water repellency. This is related to the way the insulators are hung: area #1 is located directly above the insulators when they are hung, which is more likely to be affected by environmental factors; area #3 is located directly below the insulators when they are hung, which is less exposed to the sun and therefore has relatively better water repellency; the lower surface is less exposed to the sun and rain and is able to maintain better water repellency, and the overall distribution of water repellency is more uniform, which is superior to that of the upper surface.
The hydrophobicity test results of Specimen #1 and Specimen #2 show that the hydrophobicity of the lower surface is generally better than that of the upper surface. Specimen #2 has a better distribution of hydrophobicity in the upper surface area directly underneath; while area #1 has a poorer hydrophobicity due to long-term exposure to the sun and rain erosion, and this area requires special attention and maintenance in practical applications.
4.2.5. Hydrophobicity Migration Test
The excellent pollution flashover resistance of insulators is closely related to the superior hydrophobicity migration characteristics of silicone rubber materials. Hydrophobicity migration enables contaminated insulators to maintain a high flashover voltage, effectively suppressing pollution flashover incidents. Therefore, the hydrophobicity migration of insulators serves as a crucial indicator for assessing the condition and aging of insulators, making it a subject of significant research interest.
To investigate the hydrophobic recovery and migration properties of RTV-coated insulators, eight clean specimens were immersed in a container filled with deionized water at room temperature (25 °C) for 96 h. After immersion, the specimens were removed, and any remaining moisture was absorbed using filter paper. The hydrophobic recovery characteristics of the insulators were measured after 24 and 48 h. A contamination solution was prepared by mixing an appropriate amount of diatomaceous earth, sodium chloride, and deionized water, achieving a salt density of 0.1 mg/cm2 and an ash density of 0.5 mg/cm2. The solid coating method was used to apply the contamination solution evenly onto the RTV-coated surface. The measurement results are presented in Table 9.
Table 9.
Hydrophobic recovery and migration test results.
From the table, it can be observed that most insulators initially exhibited high hydrophobicity. However, after immersion in deionized water and exposure to the contamination solution, both the hydrophobic recovery (at 24 h and 48 h) and hydrophobic migration results generally declined. Different insulators exhibit a partial recovery of hydrophobicity over time, but the extent of hydrophobic recovery (at 24 h and 48 h) and hydrophobic migration varies. Notably, RTV-coated insulators that have been in operation for over 10 years fail to meet the required hydrophobic migration standards.
In summary, the hydrophobic performance of RTV-coated insulators deteriorates under aging and environmental factors. Therefore, further research and improvements in RTV insulator materials and coating technologies are necessary to enhance their hydrophobic performance and long-term stability in harsh environments.
5. Discussion
Based on the hardness test results, intense ultraviolet radiation in high-altitude regions induces photochemical reactions on the surface of silicone rubber. The experiment demonstrates that UV radiation breaks some unsaturated olefinic bonds and low-bond-energy chemical bonds. Under continuous UV exposure, molecular cross-linking reactions occur between short-chain and long-chain silicone rubber molecules, converting some linear silicone rubber molecules into a three-dimensional cross-linked structure with a higher molecular weight and a denser network. This chemical structural transformation manifests macroscopically as a significant increase in material hardness, thereby influencing the aging characteristics of the insulator.
From the boiling water test results, the high humidity and temperature fluctuations in high-altitude regions enhance the inversion temperature phenomenon, leading to prolonged moisture retention. Water vapor penetrates the coating, altering the internal structure of the material, reducing adhesion between the coating and the substrate, and degrading mechanical properties. This causes the insulator material to become brittle and hard, accelerating water vapor infiltration and surface coating aging.
Hydrophobicity and hydrophobic migration tests further reveal that in the early stages of aging, UV radiation causes the cleavage of Si-C bonds in long-chain silicone rubber molecules, significantly increasing the polarity of Si-O-Si molecular chains. Meanwhile, during the aging process, low-molecular-weight hydrophobic substances (such as D3 − Dn, i.e., methyl siloxane oligomers) evaporate from the surface under UV exposure, while siloxane molecules migrate from the interior to the surface [16]. This microstructural change is macroscopically reflected as a reduction in the surface hydrophobicity of the silicone rubber, which can serve as an indicator of insulator aging in high-altitude environments.
6. Conclusions
- (1)
- The climatic conditions in high-altitude regions have a significant impact on the performance and aging of RTV-coated porcelain insulators. Temperature, humidity, and solar radiation accelerate the aging of RTV coatings, leading to increased hardness, surface degradation, reduced hydrophobicity, chemical structural changes, and dielectric property deterioration. These aging characteristics contribute to the formation of microcracks, ultimately affecting the hydrophobicity and pollution flashover resistance of the insulators.
- (2)
- Insulators near salt lakes in high-altitude regions face more complex contamination environments. High-salinity pollutants can easily induce pollution flashover under humid climatic conditions, posing a severe threat to the stable operation of transmission lines. Wind and humidity directly influence the aging characteristics of insulator surfaces. Therefore, it is essential to develop region-specific prevention and maintenance strategies based on local pollution severity and climatic conditions to ensure the stability of power systems and the safety of electricity supply.
- (3)
- The aging characterization has been verified through a series of scientific testing methods, revealing the degree of aging of RTV insulators under high-temperature and humid environments. The experimental data show that the high-altitude aged insulators showed a 2–3 grade decrease in water repellency, a 15% increase in surface hardness, and a decrease in dielectric constant compared to brand new insulators. In addition, microcracking and roughening of the coating surface occurred, resulting in a significant decrease in water repellency recovery and dirt flash resistance. It was also found that the continuous water-boiling treatment accelerated the fracture of the silicon–oxygen bond, leading to a significant decrease in the chemical stability of the coating. The results of the study show that the existing RTV insulator materials and coating technologies have insufficient performance in high-altitude harsh environments and need to be optimized for long-term durability and reliability through material formulation optimization and process improvement.
Author Contributions
Conceptualization, Y.Z. and Y.T.; Methodology, J.Z.; Validation, H.H.; Formal analysis, X.M.; Investigation, J.Z. and H.H.; Resources, J.Z. and H.H.; Data curation, Y.D.; Writing—original draft, Y.T.; Writing—review & editing, X.M. and Y.D.; Visualization, Y.T. and X.M.; Supervision, Y.D.; Project administration, Y.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by [The Science and Technology Project of State Grid Qinghai Electric Power Company] grant number 522821240007.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors Yunlong Zhao, Jilei Zhao and Haichuan He were employed by the State Grid Qinghai Electric Power Company UHV Company. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Zhang, Z.; Shi, H.; Sun, Y.; Yue, S.; Zhu, X.; Jiang, X. Flashover characteristics and altitude correction of railway insulators at high altitude and polluted areas. Electr. Power Syst. Res. 2023, 224, 109724. [Google Scholar] [CrossRef]
- Yuan, Z.; Yang, Z.; Jin, L.; Zhou, G.; Zhang, Y.; Wang, H.; Wang, C.; Tu, Y. Technique for Order Preference by Similarity to an Ideal Solution-based comprehensive health assessment of composite insulators for overhead transmission lines. High Volt. 2022, 8, 149–157. [Google Scholar] [CrossRef]
- Yang, H.; Wen, R.; Zhao, H.; Guo, M.; Zhang, L.; Chen, Y. Study on ageing characteristics and evaluation methods of RTV silicone rubber in high humidity area. PLoS ONE 2021, 16, e0251092. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Li, B.; Zeng, X.; Li, Z.; Wen, Y.; Hu, Q.; Yang, Q.; Zhou, M.; Yang, B. Study on the influence of accelerated aging on the properties of an RTV anti-pollution flashover coating. Polymers 2023, 15, 751. [Google Scholar] [CrossRef] [PubMed]
- Ullah, I.; Amin, M.; Hussain, H.; Nazir, M.T. Impact of accelerated ultraviolet weathering on polymeric composite insulators under high voltage DC stress. CSEE J. Power Energy Syst. 2020, 8, 922–932. [Google Scholar]
- Cherney, E.A.; Gorur, R.S. RTV silicone rubber coatings for outdoor insulators. IEEE Trans. Dielectr. Electr. Insul. 2020, 6, 605–611. [Google Scholar] [CrossRef]
- Chen, Y.; Xue, W.; Liu, Y. Influence of silicone rubber content of shed and sheath on composite insulator lifespan. High Volt. Eng. 2022, 48, 736–752. [Google Scholar]
- Zhao, J.; Qin, J.; Zhao, J.; Yan, B. Research on Aging Characteristics of Operating Composite Insulator in Inner Mongolia Power Grid. In Proceedings of the 2021 IEEE 4th International Electrical and Energy Conference (CIEEC), Wuhan, China, 28–30 May 2021; pp. 1–6. [Google Scholar] [CrossRef]
- Khaing, M.T.; Yoshimura, K.; Miyake, T.; Sakoda, T.; Kanenari, U.; Nishihiro, Y. Characteristics of Aged Silicone Rubber Insulators Used in Outdoor for 20 Years. IEEJ Trans. Electr. Electron. Eng. 2024, 19, 454–460. [Google Scholar] [CrossRef]
- Deng, T.; Wang, Q.; Liu, S.; Liu, S.; Zuo, Z.; Liang, X. Breakdown mechanism of RTV silicone rubber coated insulators under steep-front impulse voltage. Electr. Power Syst. Res. 2023, 224, 109772. [Google Scholar] [CrossRef]
- Xu, Z.; Fan, J.; Zhao, Q.; Hao, J.; Zhang, F.; Dong, Y.; Dong, Z. Insulator irradiation damage from extensive air showers in high-altitude areas. AIP Adv. 2020, 10, 115106. [Google Scholar] [CrossRef]
- Li, Z.; Li, Q.; Lei, M.; Gan, Q.; Sun, Y.; Zhang, S. Analysis of the Effect of Multiple Environmental Factors at High Altitude on the Aging Performance of Silicone Rubber Materials. In Proceedings of the 2024 IEEE 2nd International Conference on Power Science and Technology (ICPST), Dali, China, 9–11 May 2024; pp. 442–447. [Google Scholar]
- Zhang, Q.; Li, X.; Yan, Z.; Li, X.; Shi, Z.; Kang, Y. Investigation on Aging Characteristics of Anti-pollution Flashover Coating under AC Voltage. In Proceedings of the 2022 3rd International Conference on Advanced Electrical and Energy Systems (AEES), Lanzhou, China, 23–25 September 2022; pp. 255–259. [Google Scholar] [CrossRef]
- Homma, H.; Mirley, C.L.; Ronzello, J.; Boggs, S.A. Field and laboratory aging of RTV silicone insulator coatings. IEEE Trans. Power Deliv. 2000, 15, 1298–1303. [Google Scholar] [CrossRef]
- Jahromi, A.N.; Cherney, E.A.; Jayaram, S.H. Aging Characteristics of RTV Silicone Rubber Insulator Coatings. IEEE Trans. Dielectr. Electr. Insul. 2008, 15, 444–452. [Google Scholar] [CrossRef]
- Sun, W.; Song, J.; Yang, W.; Zheng, Y.; Li, C.; Kuang, D. Distribution of carbonate rocks and variation analysis of karst water resources in China. Carbonates Evaporites 2020, 35, 121. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).