2.1. Inkjet Printing
Before demonstrating the design and manufacturing of the proposed reflectarrays, we first explain the inkjet-printed process used in this study [
23]. The inkjet-printed process is performed through the FUJIFILM Dimatix 2850 nanoparticle inkjet printer (DMP-2850). Its components include an ink cartridge, a cleaning pad for nozzle clogging, a printing platform, and cameras for droplet observation and positioning.
The printer has two nozzle systems: a single-nozzle system and a multi-nozzle system. The single-nozzle system operates by moving the printing platform in the x–y direction to inkjet the required pattern, where the droplet spacing and position are also determined by the movement of the platform. The multi-nozzle system arranges all nozzles in a row, operating at an angled cartridge, where the printhead movement along the substrate determines the x–spacing and the angle determines the y–spacing of the droplets. The DMP-2850 has the advantage of being compatible with ink cartridges that can use multiple nozzles at once, and current models on the market have up to 16 nozzles, effectively reducing printing time and avoiding nozzle clogging issues.
The inkjet printing process begins with exporting the finalized antenna design file to the pattern editing software, such as ACE-3000 used in this study, where it undergoes file conversion. Before initiating the printing, the conductive ink is loaded into the ink cartridge in a single-fill operation, with a maximum ink volume of 1.5 ml. The cartridge and a cleaning pad are then installed into the printer. The DMP-2850 operation primarily involves two components: the Droplet Watcher and the Fiducial Camera. The Droplet Watcher is tasked with calibrating and cleaning nozzles 1 to 16, verifying nozzle conditions within the cartridge, and selecting the nozzle number for printing.
The waveform used for ink droplet ejection in the FUJIFILM Dimatix DMP-2850 inkjet printer is critical for controlling droplet formation and ensuring consistent ejection. The optimization of these waveform parameters was undertaken to achieve control over droplet size and ejection consistency, which is essential for high-quality printing. Initially, standard settings provided by the manufacturer were used to establish a baseline. The jetting voltage was then varied to control droplet velocity and size. Higher voltages increase droplet speed, but if set too high, they can cause satellite droplets, leading to print defects. The optimal jetting voltage was determined to be 30.5 V, which balanced droplet formation and minimized defects. The pulse frequency and shape were also adjusted to optimize droplet breakup and ensure uniformity. The pulse frequency was set to 5 kHz, which was found to provide a balance between droplet formation and ejection speed. Using the Droplet Watcher system, the droplet formation was observed in real-time, allowing for adjustments to the waveform shape and duration. This real-time observation ensured consistent droplet size and minimized any satellite droplets. Finally, the optimized settings for the waveform included a specific pulse shape tailored to the viscosity and surface tension of the ink. These settings ensured stable and consistent droplet formation, which was critical for achieving high-quality and high-resolution prints.
Prior to placing the substrate on the printing platform, it is essential to test the surface tension of the substrate to ensure compatibility between the conductor ink and the substrate. Once the substrate is positioned on the platform, a vacuum is activated to secure it in place. For substrates less than 0.5 mm thick, the platform can accommodate a maximum printing area of 210 × 315 mm2; substrates between 0.5 and 25 mm thick are limited to a maximum area of 210 × 260 mm2. The Fiducial Camera then performs a calibration of the substrate and printing points, covering an observation range of 1.62 × 1.22 mm2 and a resolution of 2.54 μm/pixel.
After the printing is complete, the substrate with the printed conductor ink patterns is immediately transferred to a hot air circulating oven for curing. This study employs the SIGMA BS400 oven, which can be temperature-adjusted up to 200 °C. The oven is equipped with an electronic temperature controller, an over-temperature controller, an ammeter, and an electric heating switch. Prior to usage, the external power main and the exhaust system are activated. The over-temperature controller is then adjusted to the rated temperature to prevent overheating inside the oven. Subsequently, the power and startup switches are turned on, and the required baking temperature is set using the displacement and up/down keys on the electronic temperature controller. The SV display indicates the currently set temperature, while the PV display shows the internal oven temperature. More specifically, the post-heat treatment process was performed to ensure the reliability and performance of the inkjet-printed reflectarray. The printed substrates were initially baked at a temperature of 200 °C for 30 minutes. However, to address issues such as the coffee ring effect caused by rapid evaporation of the ink at the edges, a sequential temperature increase method was adopted. This method involved baking the substrates at progressively higher temperatures to improve the uniformity and conductivity of the printed patterns. The curing process was conducted in seven stages, with each stage involving a different temperature and duration to achieve optimal results. The stages started with baking at 30 °C and were terminated by baking at 200 °C. This gradual temperature increase ensured that the ink particles properly coalesced, significantly improving the surface uniformity and conductivity of the printed patterns. Finally, the baking process completed the inkjet printing process.
2.2. Material Properties
After describing the inkjet printing process, this study analyzes the material characteristics of the substrate and conductors before proceeding with the antenna design. Furthermore, these material characteristics complement the inkjet printing process, necessitating corresponding baking, coating, and substrate selection to complete the set material characteristics.
Initially, the study analyzes the properties of conductors. Conductive ink is an indispensable part of the inkjet printing process as the ink distributed from the nozzles forms droplet characteristics on the substrate such as viscosity, surface tension, thermal performance, and substrate compatibility. These factors are crucial for the designed printing process. Common conductive inks used in inkjet printing include polymer-based and metal nanoparticle inks, with nanoparticle inks recently being widely used to achieve high-frequency conductive structures on organic or composite substrates.
This research utilizes silver-based nanoparticle ink. More specifically, the ink employed is the DGP 40LT-15C, sourced from FUJIFILM Dimatix. This silver nanoparticle ink is chosen due to its high conductivity of 9.1 × 10⁶ S/m and low curing temperature of 120 °C. These properties make it ideal for low-temperature substrates such as paper, polyethylene terephthalate (PET), and polymers. Specifically, the use of dyne pens to measure surface tension, which directly correlates with the adhesion properties of the substrate, has been conducted. The test method involves drawing a line on the surface of the substrate with the ink from the dyne pen, which quickly reveals the surface tension and wettability of the substrate. Surface tension is related to the wetting angle, which is the angle at which the ink droplet contacts the substrate. This angle can indicate whether the surface is hydrophilic or hydrophobic. If the wetting angle is too large, the ink droplet will form a spherical shape on the substrate; if the wetting angle is too small, the ink droplet will spread out, affecting conductivity. By changing the dyne level of the test pens until the ink line remains unshrunk, we determine the adhesion strength of the substrate. If the ink line on the substrate does not form any droplets within two seconds, it indicates that the surface tension of the substrate is greater than or equal to the dyne level of the pen, which is a hydrophilic phenomenon, showing that the ink adheres well to the substrate. If the ink line slowly shrinks, it indicates that the surface tension of the substrate is less than the dyne level of the pen. If the ink line immediately shrinks and forms droplets, it indicates that the surface tension of the substrate is much lower than the dyne level of the pen, which is a hydrophobic phenomenon, showing that the ink does not adhere well to the substrate. Our results showed that the surface tension of the PEN substrate is approximately 30–32 dyn/cm. The surface tension of the conductive ink used in this study is about 37 dyn/cm, indicating that the surface tension of the substrate is not significantly lower than that of the conductive ink. This result demonstrates good compatibility between the substrate and the ink, confirming the adhesion strength of the selected materials. Since the ink deposited on the substrate is not a continuous conductor but rather closely spaced silver particles, this indicates its low conductivity. Thus, it is necessary to heat the conductor ink and melt the nanoparticles together to achieve high conductivity. Some studies have used methods like thermal curing, laser curing, and ultraviolet irradiation to cure the ink. However, variables such as ink viscosity, surface tension, number of printing layers, oven curing temperature, and time all affect its conductivity, meaning that the ink has different conductivities in its liquid and solid states. Therefore, this paper uses thermal curing to solidify the conductor ink and achieve the optimal settings for a higher conductivity structure.
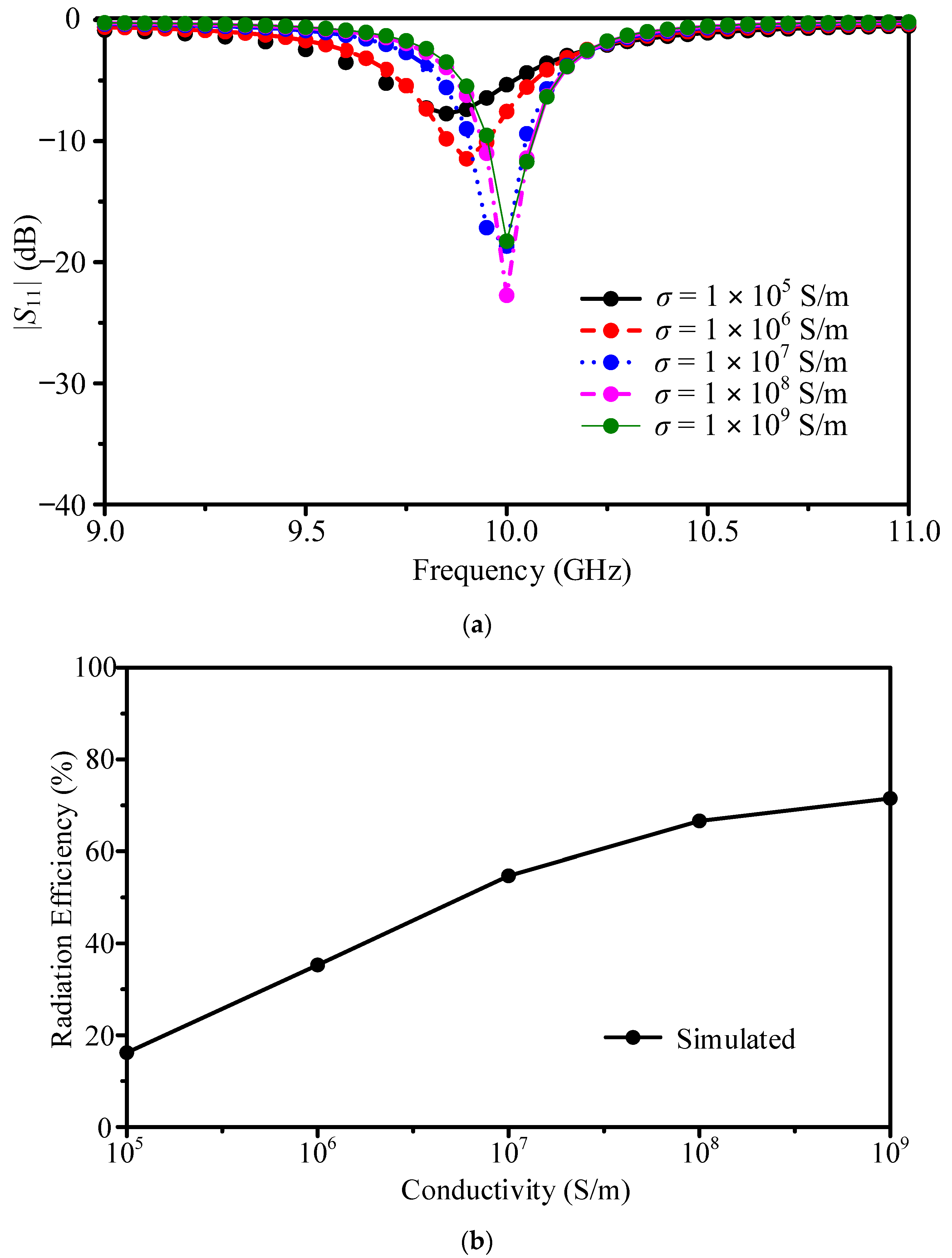
To characterize the conductivity of the printed conductor layers, this study first predicts the impact of conductivity on the impedance matching of a microstrip antenna. While the detailed structure of the microstrip antenna will be detailed in the next section, this section analyzes the effect of the conductivity on the antenna performance. The conductivity, denoted by
σ, is adjusted from 1 × 10
5 to 1 × 10
9 S/m, which affects the impedance matching as shown in
Figure 1a. When σ is lower, it can be observed that the resonance frequency shifts to a lower frequency, causing poor antenna matching.
Figure 1b shows the radiation efficiency of the antenna at 10 GHz, illustrating that the conductivity significantly affects its efficiency. With a conductor conductivity of 1 × 10
5 S/m, the radiation efficiency is only 16%, indicating poor conductivity of the antenna, which also affects the radiation efficiency and gain. However, based on the above observations, it is known that by increasing the number of printed ink layers, curing temperature, and time, the conductivity can be increased. As a result, this study designs an antenna printed with three layers of conductor. This indicates that the conductivity of the printed three layers of conductor is approximately in the range of 1 × 10
5 to 1 × 10
7 S/m, and the optimum radiation efficiency is about 55%.
The sintering process for the DGP 40LT-15C silver nanoparticle ink used in our study involves a thermal curing method. Given that PEN has a glass transition temperature (Tg) of 120 °C, the sintering temperature for the silver nanoparticle ink was selected to align with this constraint. The sintering process was conducted at 110 °C for 1 h to ensure effective curing of the ink while preventing any deformation or damage to the PEN substrate. This temperature is slightly below the Tg of PEN, ensuring the structural integrity of the substrate while achieving optimal electrical conductivity of the printed film. Additionally, maintaining the sintering temperature just below Tg prevents issues like warping or changes in the physical properties of the PEN substrate, which could affect the overall performance and reliability of the antenna. This consideration ensures the final product maintains both structural integrity and high functionality. Additionally, to address the coffee ring effect and ensure uniform ink distribution, the curing process was performed in a hot air circulating oven with a controlled temperature ramp. The gradual increase in temperature helps to avoid rapid solvent evaporation, which can cause uneven ink distribution and affect the quality of the printed patterns. The resultant film thickness of the printed conductor on the PEN substrate, after three layers of printing, was measured to be 25 μm. This was determined using a scanning electron microscope (SEM). An example of the SEM image is shown in
Figure 2a, which indicates the 3-layer cross-sectional profile for the depositions. By measuring the thickness at the 10 sample points, the resultant film thickness of the printed conductor on the PEN substrate, after three layers of printing, can be determined. Similarly, another example is the 1-layer of printing, as shown in
Figure 2b. The final thickness was determined by the average, which was found to be 10 μm on different substrates.
Next, we examined the material characteristics of dielectric substrates utilized in the design of a reflectarray. Specifically, we analyzed flexible substrates such as PET, PEN, and polyimide (PI), focusing on how their thickness impacts the adjustable phase range of reflectarray unit cells. Generally, thicker substrates offer a larger adjustable phase range, though this comes with increased loss. A key feature of the proposed technique is the ability to conveniently increase the board thickness by folding flexible substrates. We varied the thicknesses of PET, PEN, and PI to simulate their adjustable phases, as presented in
Figure 3. The results demonstrate that PEN, in particular, provides superior phase adjustability with increasing thickness compared to PET and PI, making it the optimal choice for subsequent antenna designs. This is illustrated in
Figure 3, where the simulated results show a steep increase in the adjustable phase range for PEN, compared to the more moderate improvements seen with PET and PI. This capability to adjust phase effectively by altering substrate thickness is crucial for optimizing antenna performance while minimizing losses, solidifying PEN as the substrate of choice in the development of advanced antenna structures.
More specifically, the PEN utilized is sourced from Goodfellow Corporation. The surface free energy of PEN is measured to be approximately 42.8 dyn/cm, which ensures good wettability and adhesion with the conductive ink used in the inkjet printing process. Additionally, the surface roughness of the PEN substrate was characterized using atomic force microscopy (AFM), revealing an average roughness of 2.3 nm. In particular, the initial layer of ink is deposited on the PEN substrate, and its interaction is primarily governed by the surface energy of the substrate and the surface tension of the ink. The ink had a lower surface tension than the critical surface tension of the PEN substrate to achieve proper wetting and adhesion. The contact angle measurement indicated a favorable wetting behavior, crucial for forming a uniform initial layer. For subsequent layers, the interaction changes as the ink is deposited on a layer of previously deposited ink. The critical factors here include ink penetration and merging, layer homogeneity, and sintering effects. The process starts by ensuring that new ink droplets merge seamlessly with the underlying layer to avoid delamination. The controlled print speed and droplet spacing facilitate uniform droplet merging. Afterwards, the uniformity of the underlying layer was maintained by optimizing the droplet spacing (30 μm), providing consistent overlap and coverage. Sintered layers can have different surface roughness, impacting wetting behavior. The sintering process aims to achieve a smooth and uniform surface, enhancing the adhesion of subsequent layers.
2.3. Parametric Effects
To clarify the parameters of inkjet printing, the ink’s rheological properties and kinematic settings were further analyzed. The kinematic settings of the FUJIFILM Dimatix DMP-2850 printer were carefully optimized to achieve high-quality prints. The printer’s multi-nozzle system allowed for precise control over droplet spacing, set at 30 μm, which balanced the need for high resolution and uniform deposition. This careful control helped mitigate issues such as the coffee ring effect, where ink accumulates at the edges of printed patterns, leading to non-uniform conductivity. By maintaining these precise settings, we ensured the production of a consistent and high-performance conductive layer necessary for the functionality of the reflectarray.
Moreover, the printing speed was set at 10 mm/s, providing adequate control over the deposition process. This speed was selected to prevent defects such as splattering or insufficient coverage while maintaining high throughput. The layer thickness achieved per pass was approximately 1.2 µm, optimized to ensure electrical performance while maintaining the flexibility of the substrate. Multiple layers were printed to achieve the desired thickness. The curing temperature and time are crucial for achieving the desired electrical properties of the printed ink. For PI substrates, the printed patterns were cured at 150 °C for 30 minutes; nevertheless, for substrates with lower Tg, such as PEN and PET, the curing temperatures were set below their respective Tg values to ensure mechanical integrity. Specifically, curing was conducted below 120 °C for PEN and below 75 °C for PET substrates. In practical terms, the antenna is suitable for use in a variety of applications, including wearable electronics, flexible sensors, and other devices operating within the temperature range of –40 °C to 115 °C. For applications requiring operation above 120 °C, alternative substrate materials with higher Tg values may be considered to ensure durability and performance.
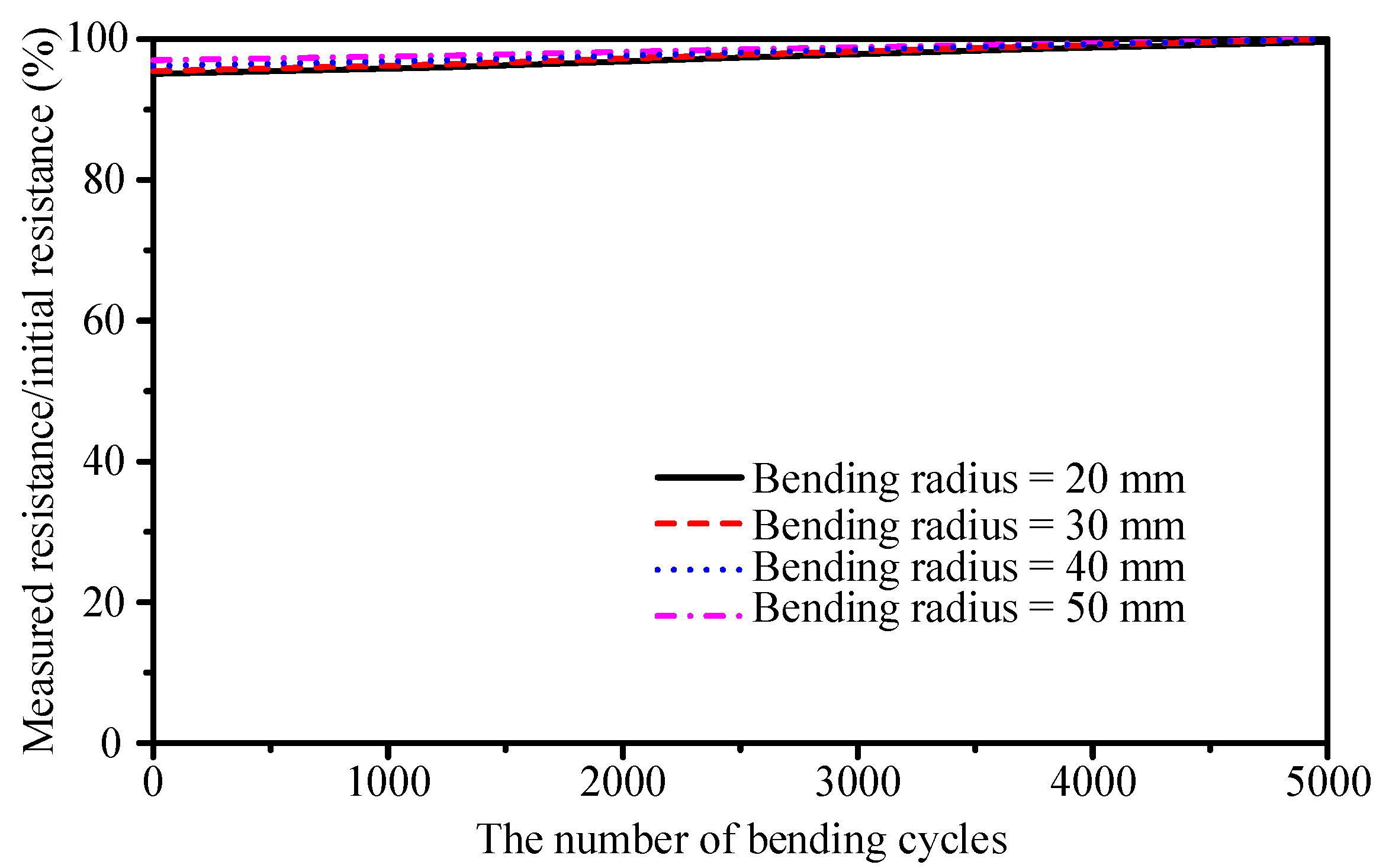
In addition, to ensure the reliability and durability of the printed antenna, we conducted bending tests to assess the relative resistance change under mechanical stress. In our experiments, the relative resistance change of the inkjet-printed silver nanoparticle traces on the PEN substrate was measured after multiple bending cycles. The specimens, sized 60 mm × 60 mm, were subjected to repeated bending with radii of 20 mm, 30 mm, 40 mm, and 50 mm using polystyrene fixtures. The initial resistance was recorded using a multimeter, followed by resistance measurements after every 1000 bending cycles. The measured results are shown in
Figure 4. Our results showed that after 5000 bending cycles, the relative resistance change was less than 5%, indicating excellent mechanical durability and reliability of the printed antenna.
In addition to using dyne pens to assess the surface tension of the PEN substrate, we conducted a Scotch tape test to evaluate the adhesion strength of the inkjet-printed electrodes [
24]. The test involved applying Scotch tape to the printed electrodes and subjecting the samples to multiple peeling cycles (5, 10, 30, and 50 cycles). Visual inspection after each set of cycles revealed no delamination or damage. Furthermore, the relative resistance change was measured to be less than 2% after 50 peeling cycles, indicating strong adhesion and minimal impact on electrical performance.
These detailed considerations of ink rheological properties, kinematic settings, and bending durability underscore the robustness of our inkjet printing methodology and highlight the innovative aspects of our approach in integrating both feed and aperture elements onto a single flexible substrate.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}