

Research on an Intelligent Piezoelectric Needle Selector System with Closed-Loop Fault Detection Capability


Abstract
:1. Introduction
- (1)
- Designing key hardware circuits for the closed-loop fault detection system of piezoelectric needle selectors, including the piezoelectric ceramic driver circuit and the fault detection module circuit. These circuit designs enable the system to stably control needle selector blades and accurately capture their vibration signals, thus enhancing system performance and stability;
- (2)
- Developing a self-learning algorithm to collect actual vibration characteristic signals from needle selector blades. This algorithm addresses deviations between the actual vibration characteristic signals of different needle selector blades and theoretical values due to differences in materials and installation positions. It adaptively adjusts the deviation in the vibration characteristic signals of needle selector blades in real production scenarios, providing a more reliable reference baseline for system fault detection;
- (3)
- Creating a closed-loop fault detection algorithm for needle selector fault detection. By comparing real-time vibration characteristic signals from each needle selector blade with the self-learned system baseline values, this algorithm enables rapid and accurate localization of needle selector fault positions and types.
2. System Framework
2.1. Design Objectives
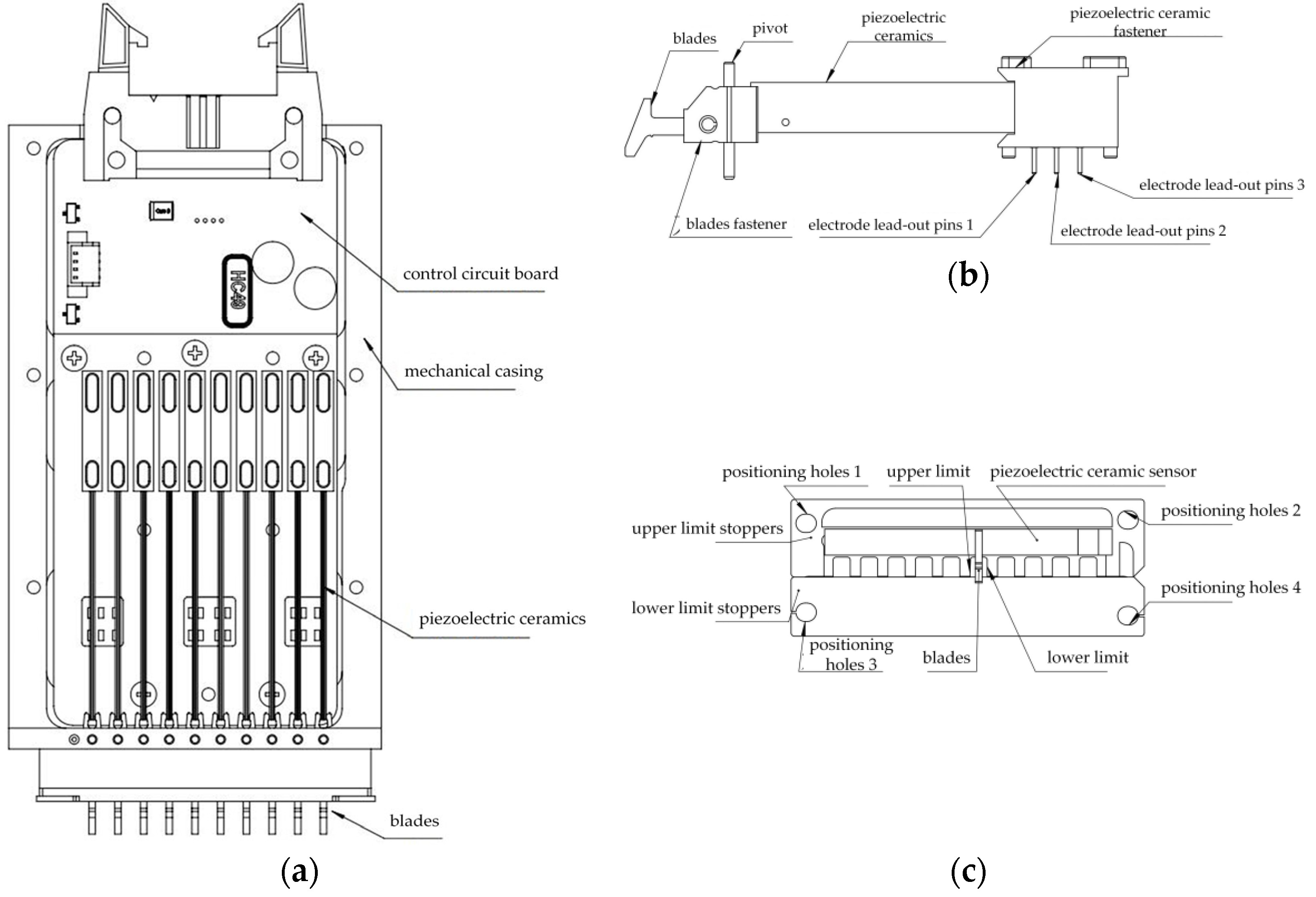
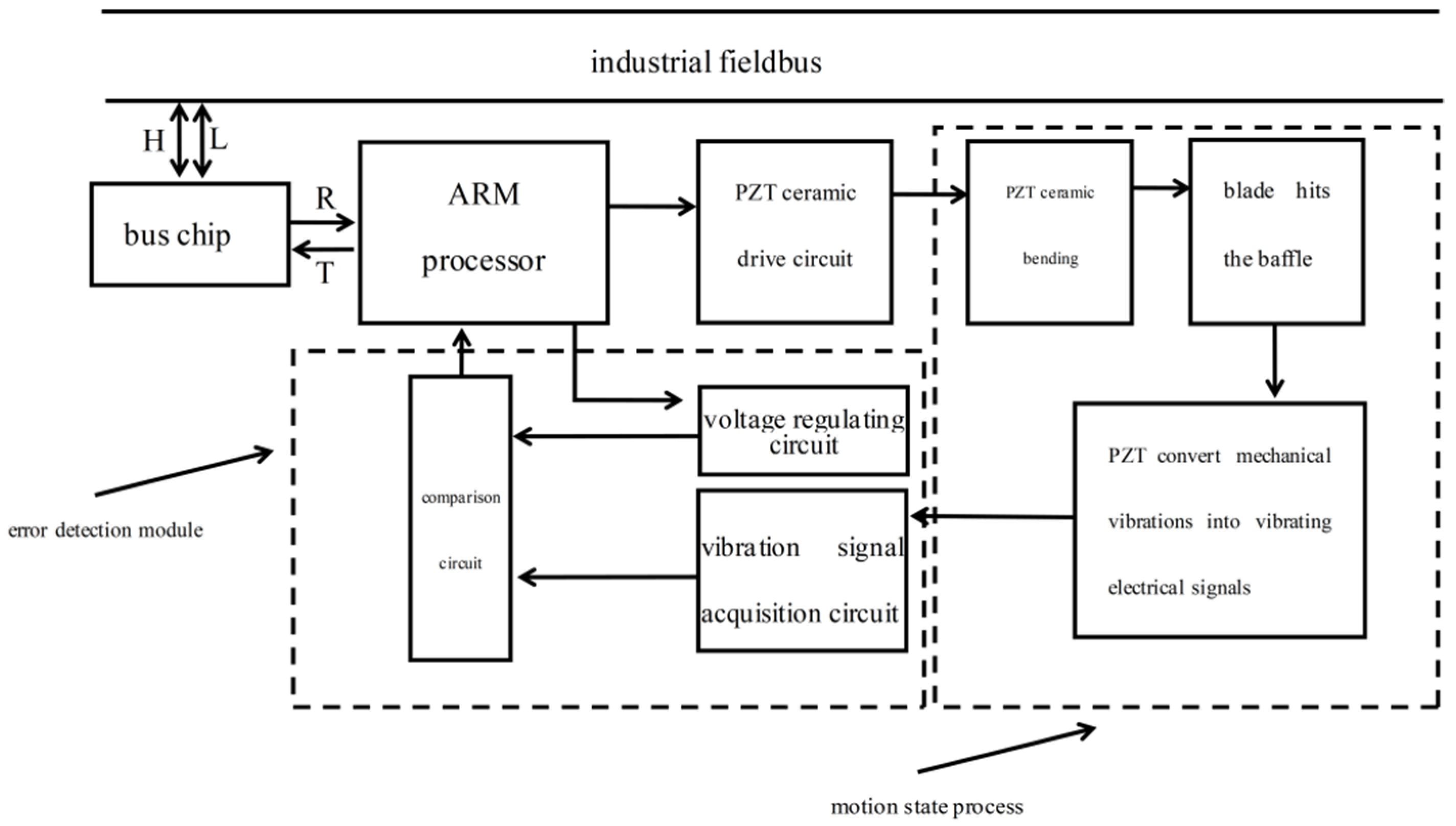
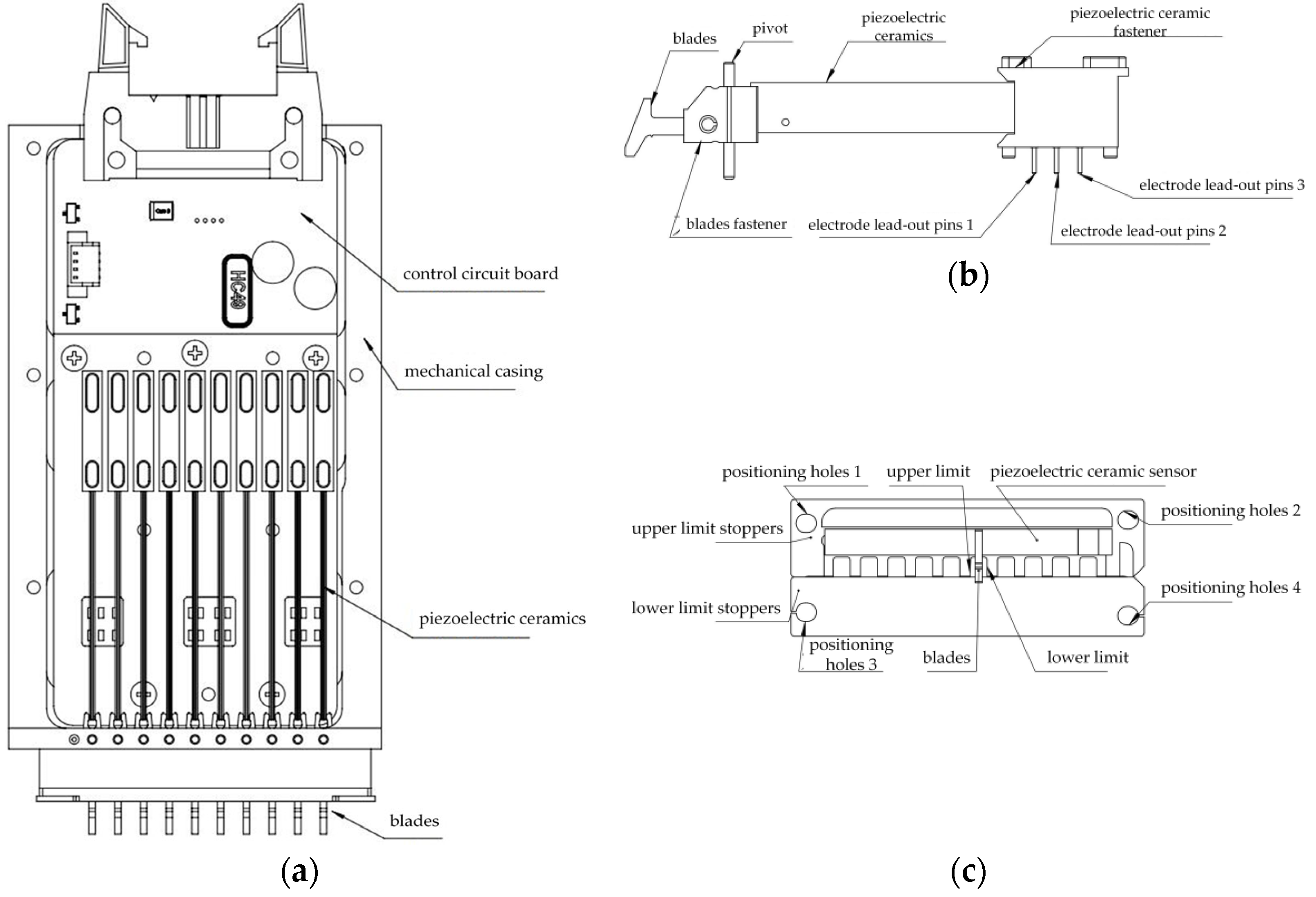
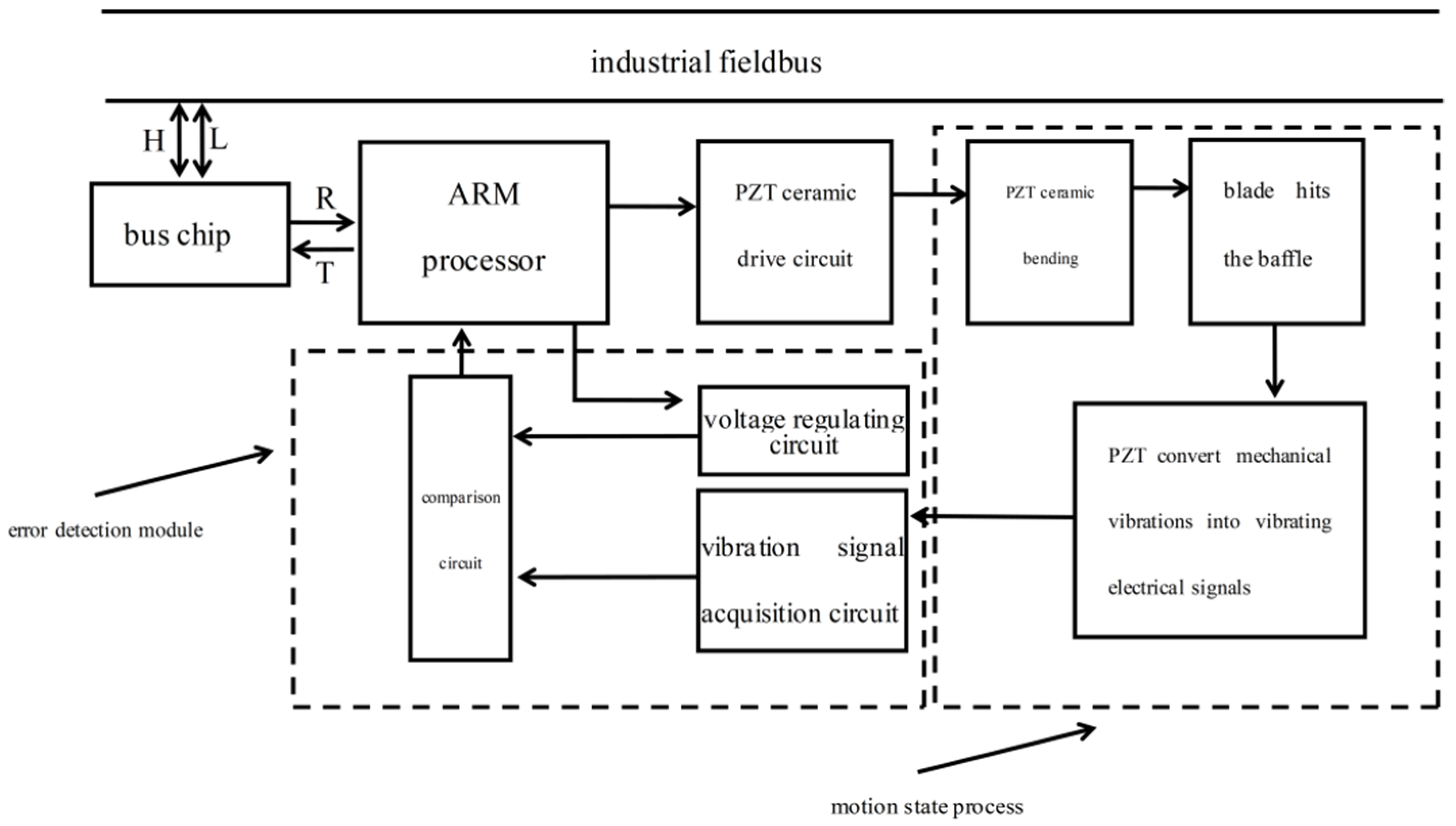
2.2. The Overall System Structure
3. Key Hardware Circuit Design
3.1. The Piezoelectric Ceramic Drive Circuit
3.2. The Fault Detection Module Circuit
4. Closed-Loop Fault Detection Control Scheme
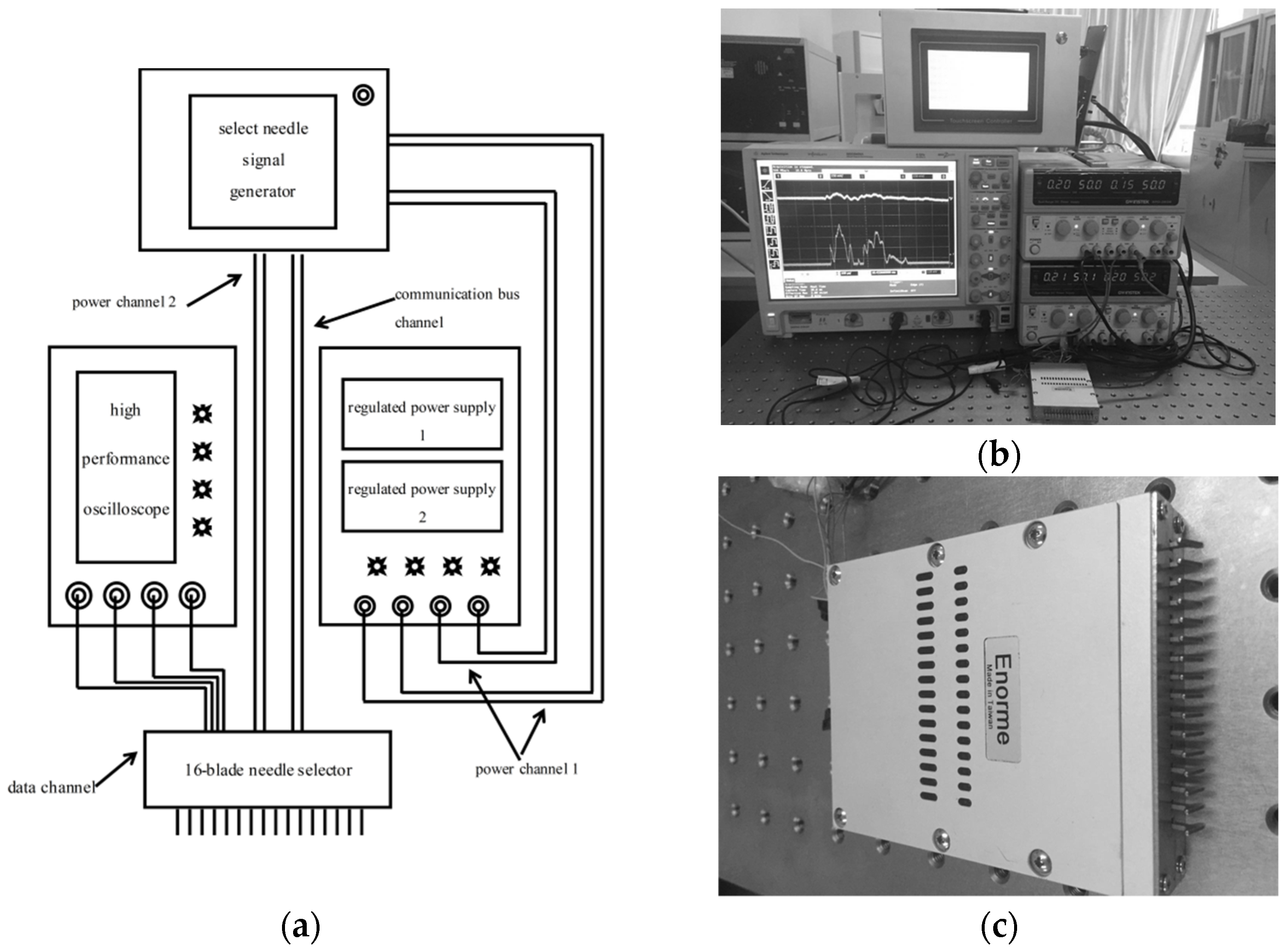
4.1. Overview of the Testing Platform
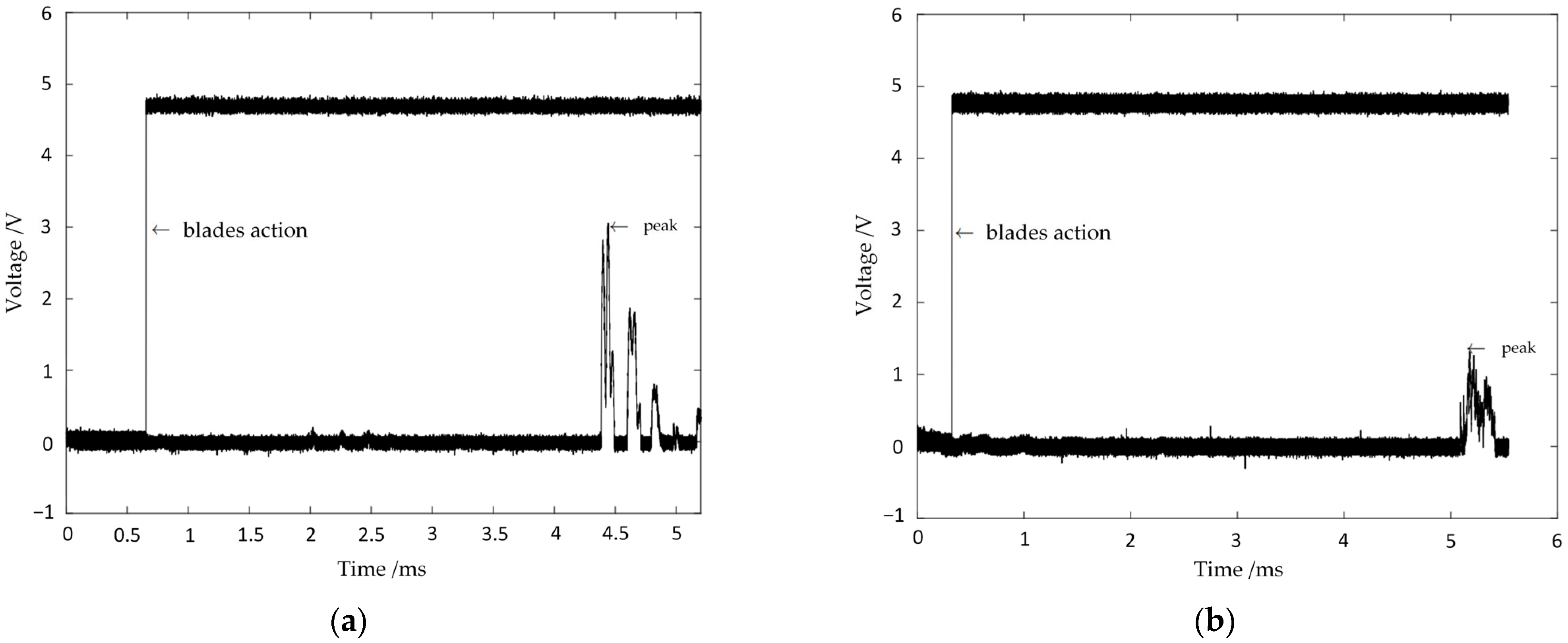
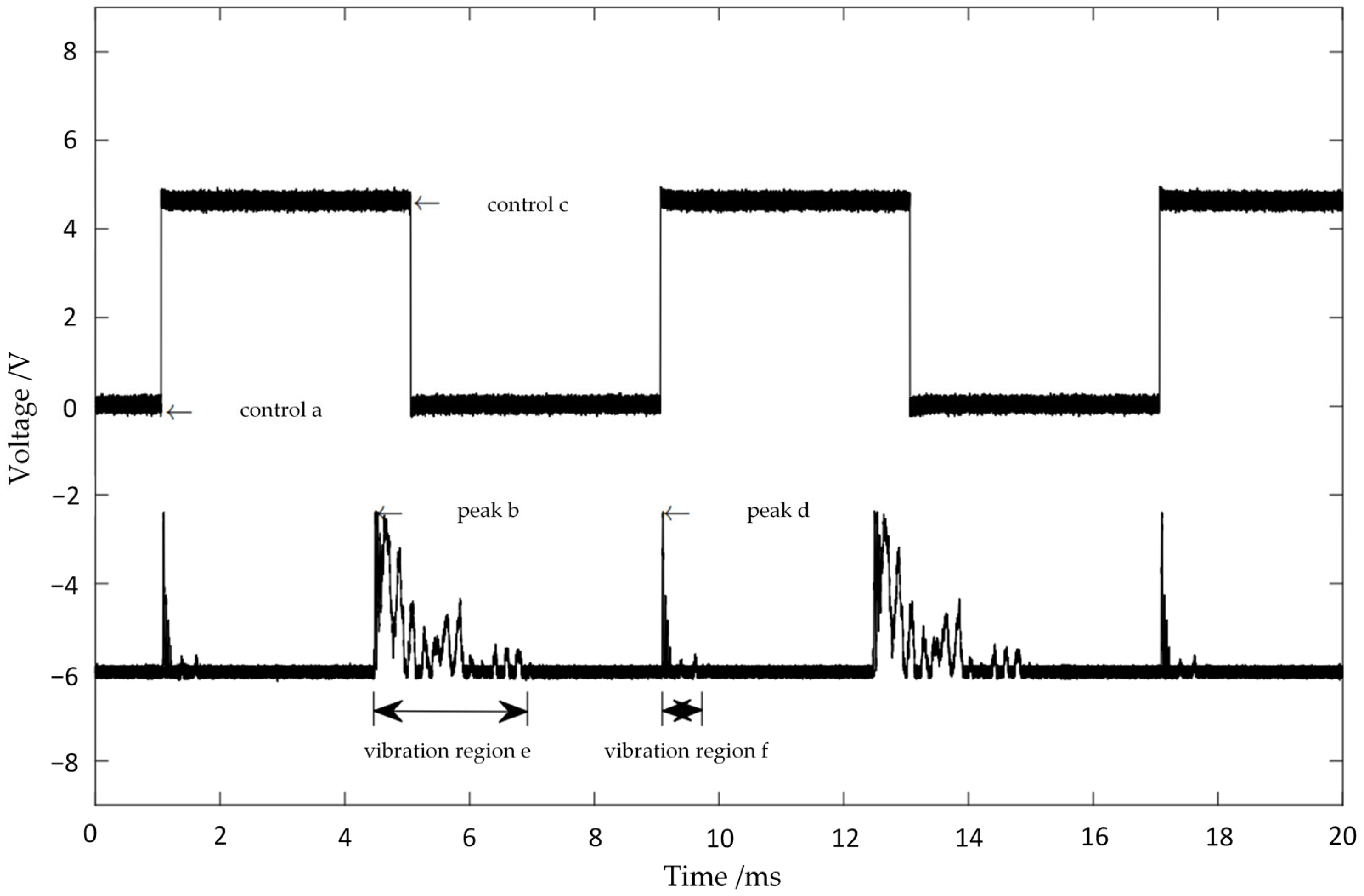
4.2. Testing and Analysis of Vibration Signals during Blade Movement
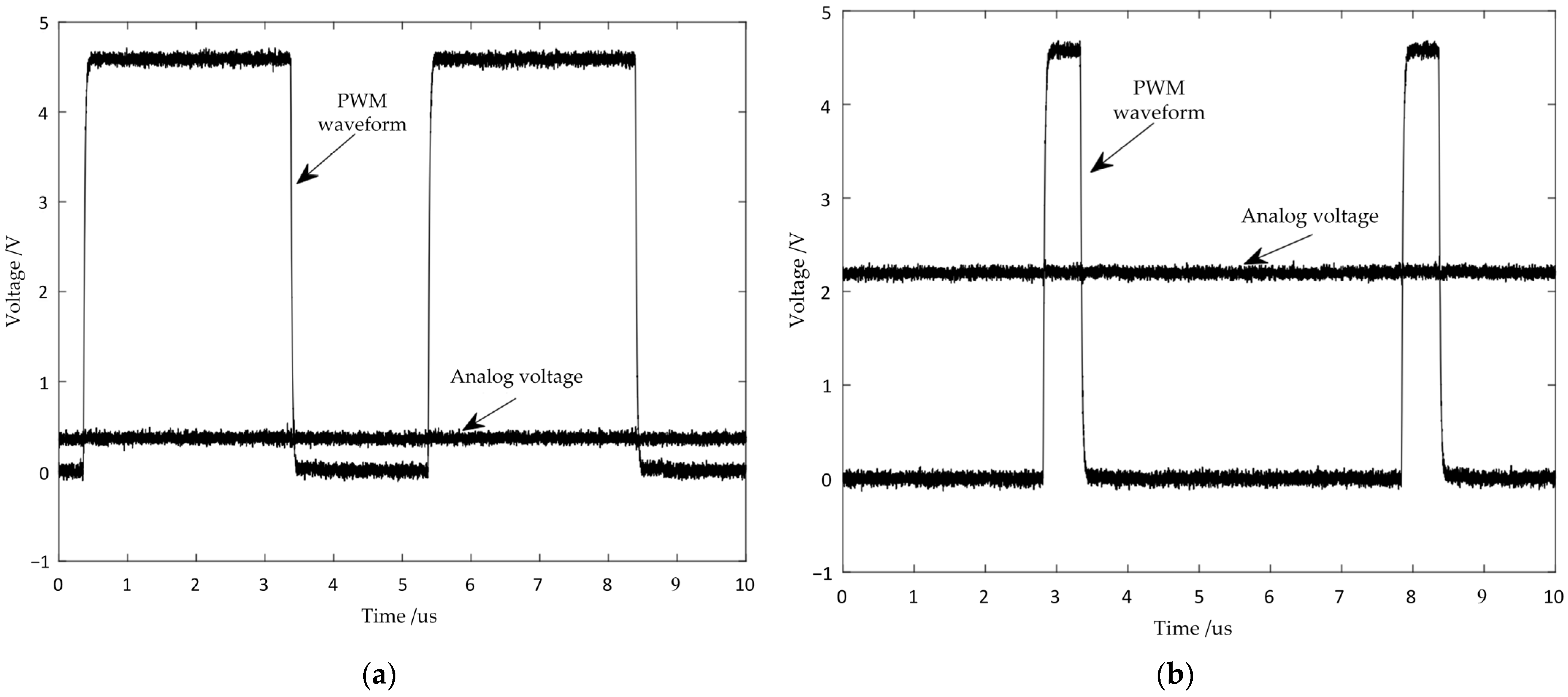
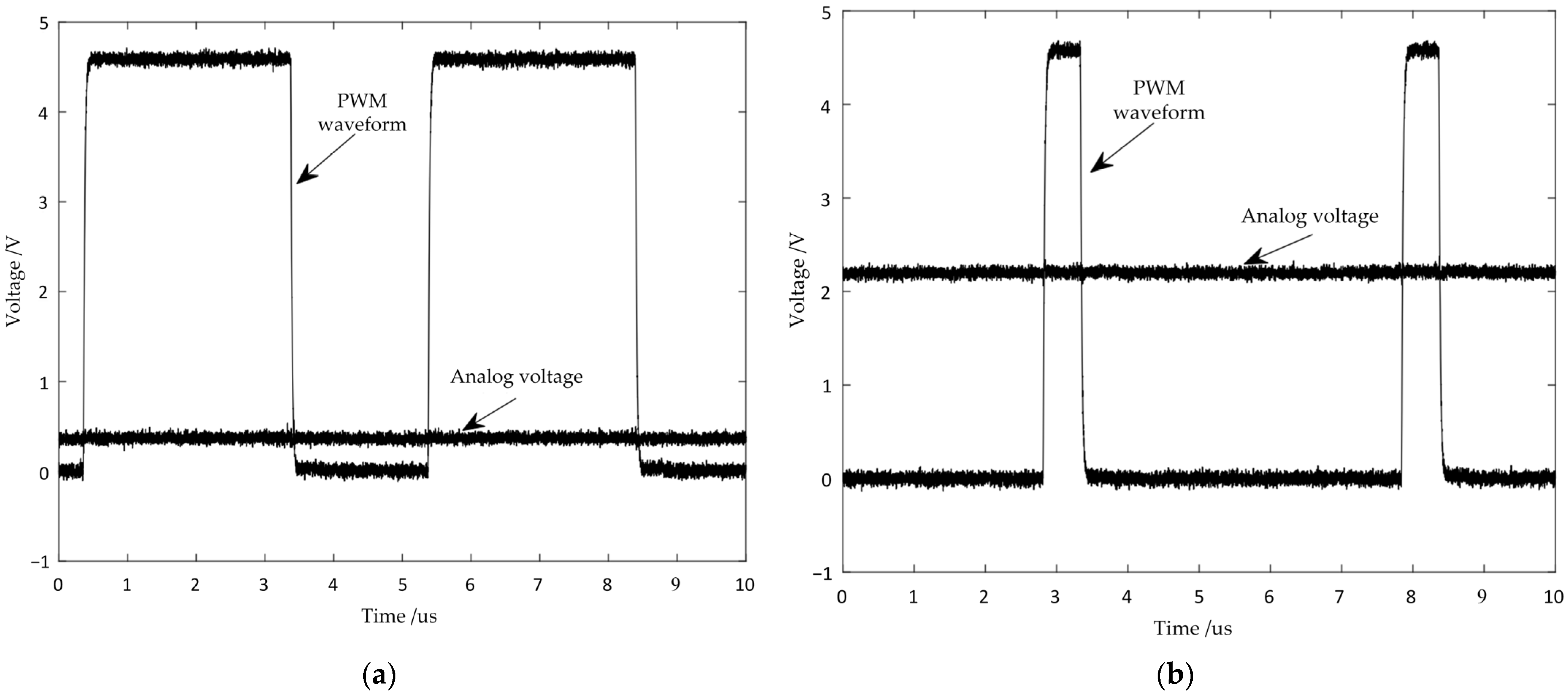
- (1)
- Calibration of analog voltage values corresponding to different duty cycles of PWM.
- (2)
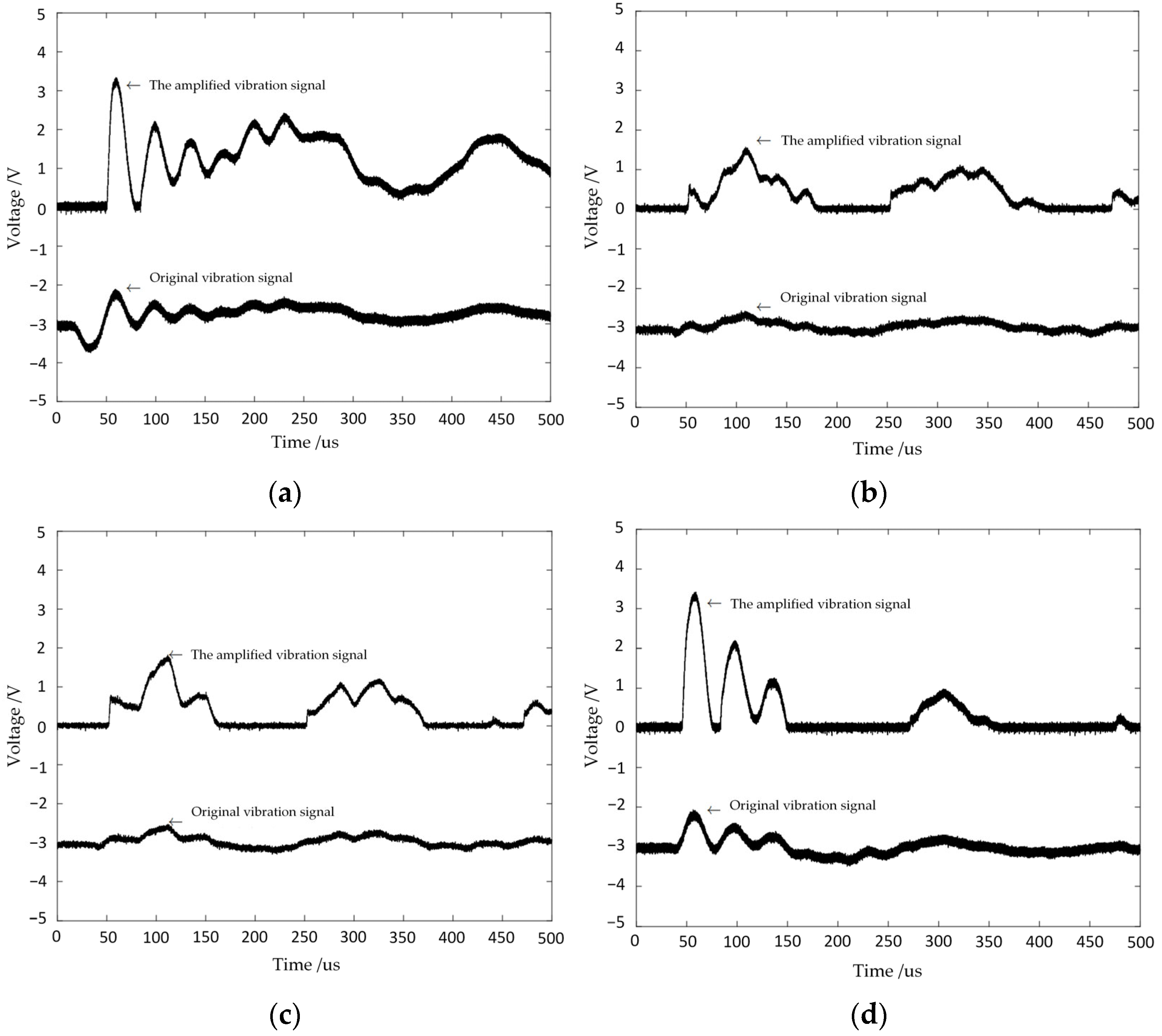
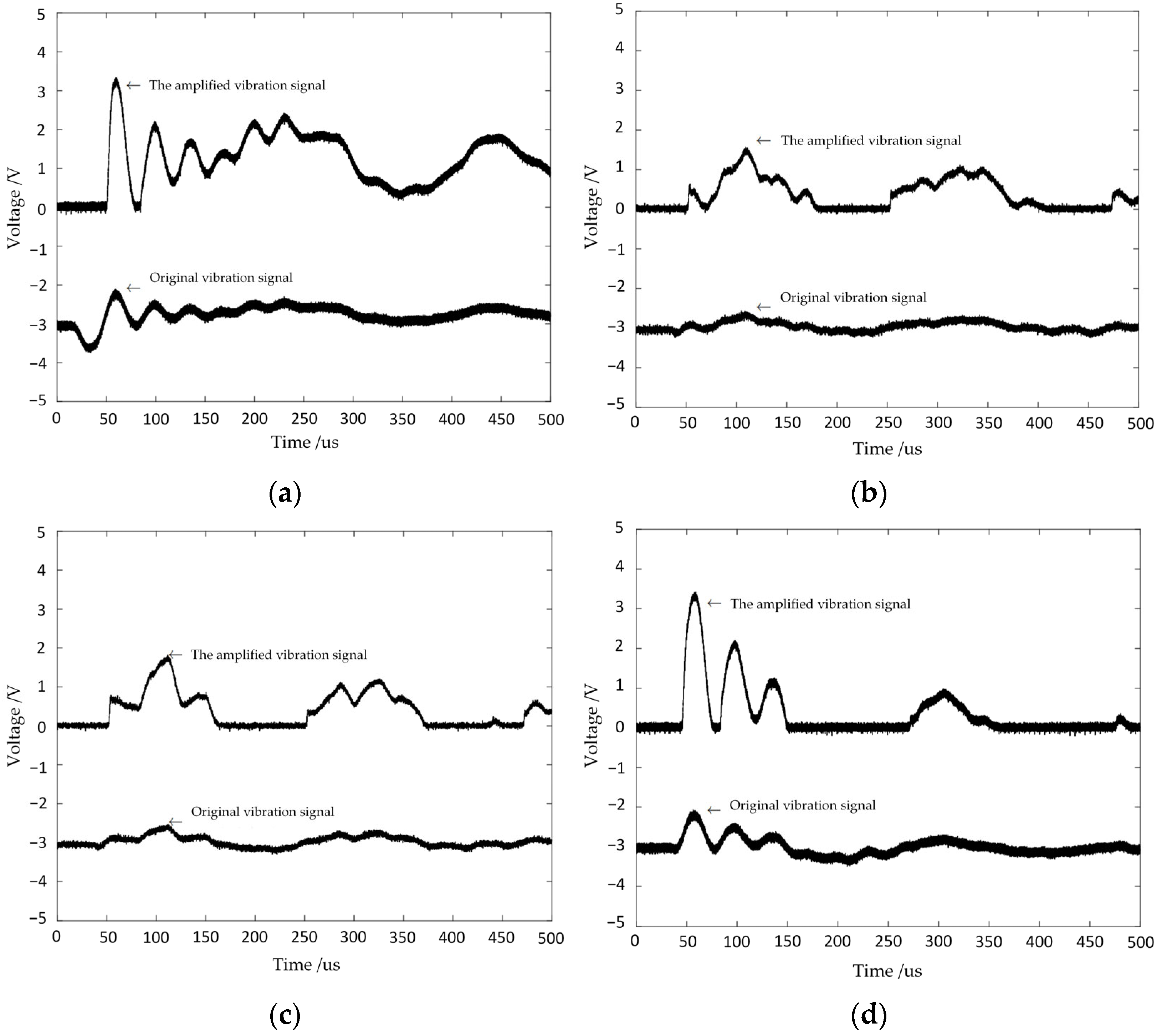
- The highest voltage point ‘v(i)(j)’ on the waveform at ‘FK’ and the corresponding time ‘t(i)(j)’ to reach that point.
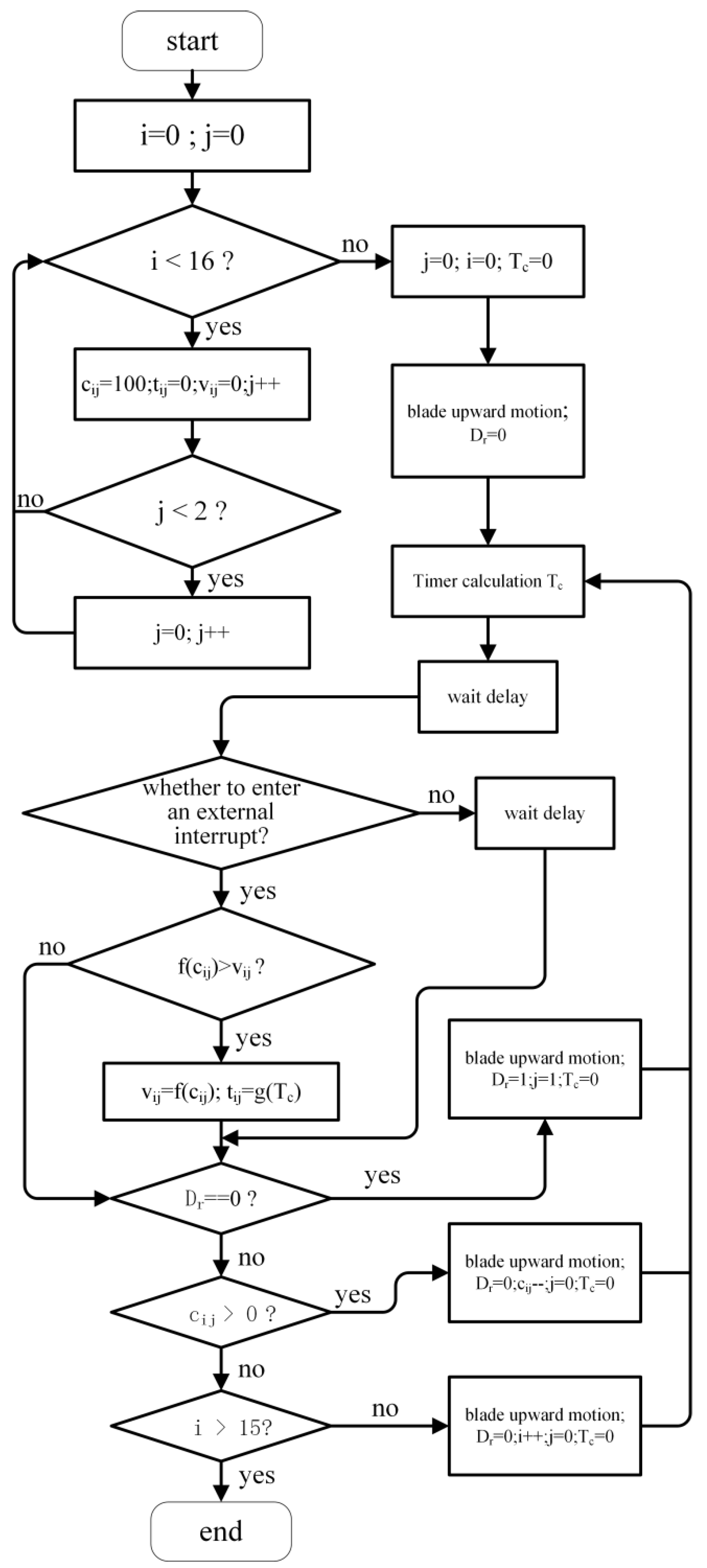
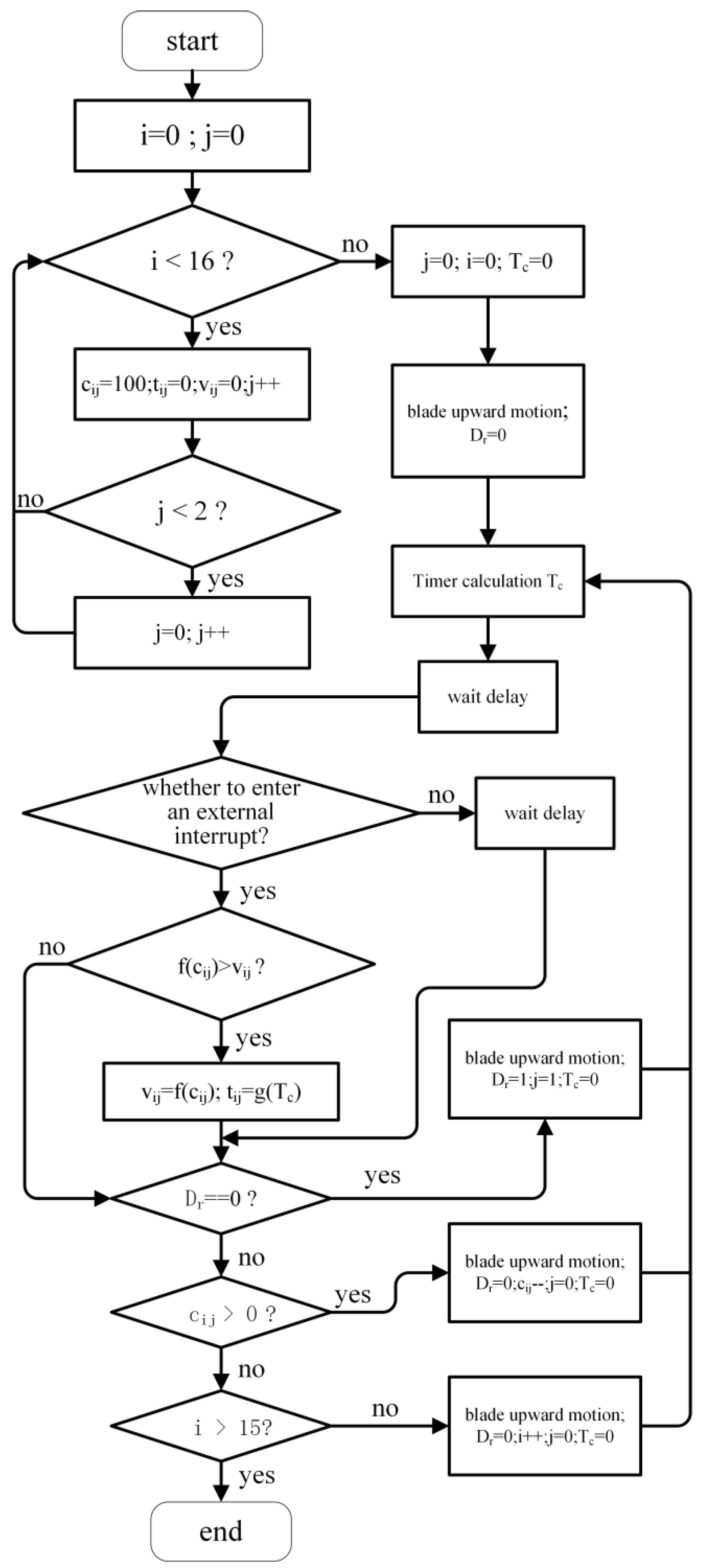
4.3. Self-Learning Program Algorithm
- (1)
- Initialize the system’s recording values for the vibration characteristic parameters of each blade in the selector. The parameters to be initialized include the blade number ‘i’, the position representing the blade’s direction ‘j’, the direction flag for blade movement ‘Dr’, the initialized comparison value for vibration electrical signals ‘cij’, and the counting value ‘Tc’.
- (2)
- The system controls the movement of the selector’s blade, sequentially acquiring the maximum vibration electrical signal values ‘vij’ for both upward and downward movements of the blades, along with the corresponding time required to reach the maximum values ‘tij’.
- (3)
- After the learning process is complete, store the values of ‘vij’ and ‘tij’ in the ARM processor’s internal memory; this ensures that the data is retained even in the event of a power outage or system restart, allowing the self-learning algorithm to be executed only once before weaving and enabling long-term usage. The entire process is automated and requires no manual intervention.
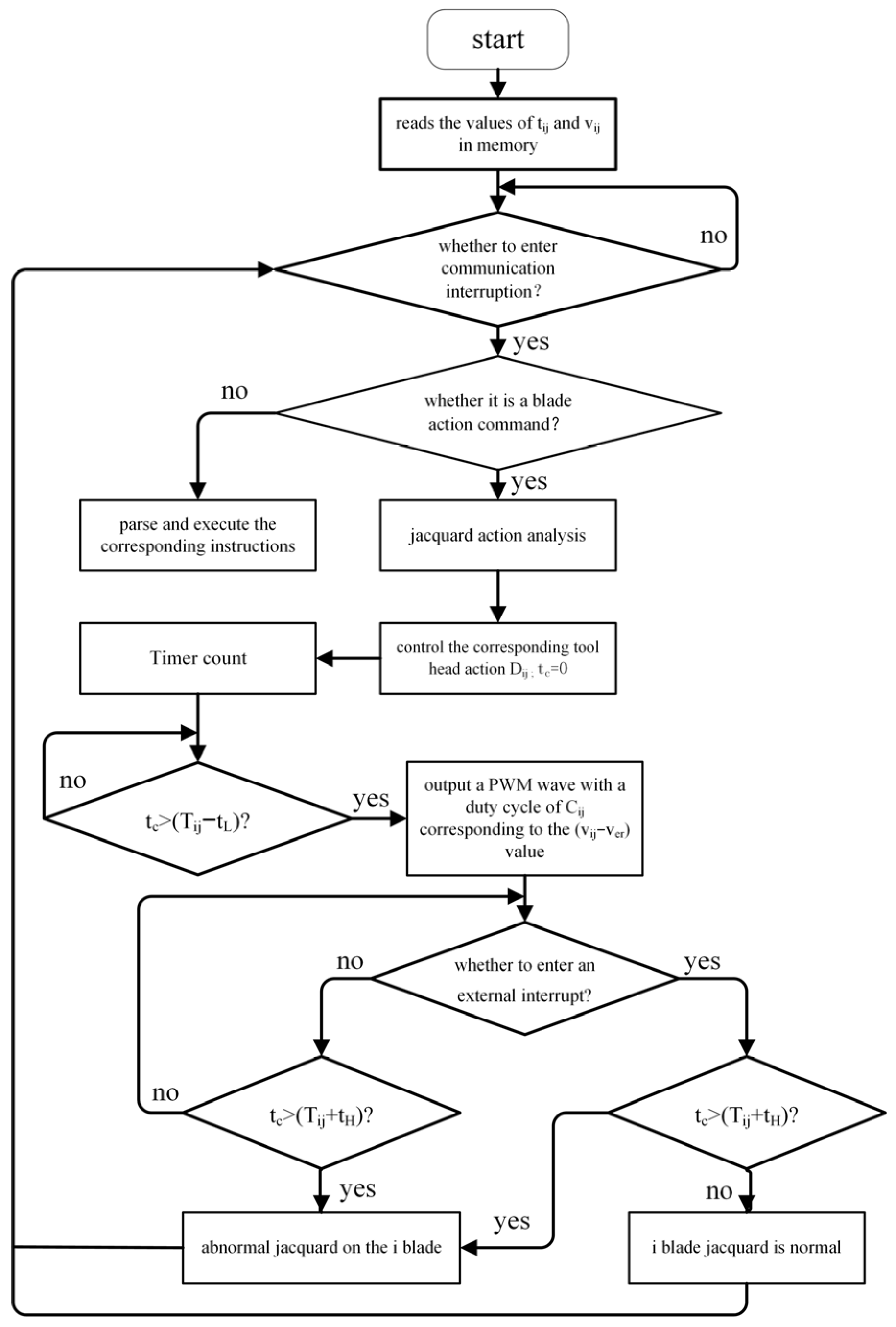
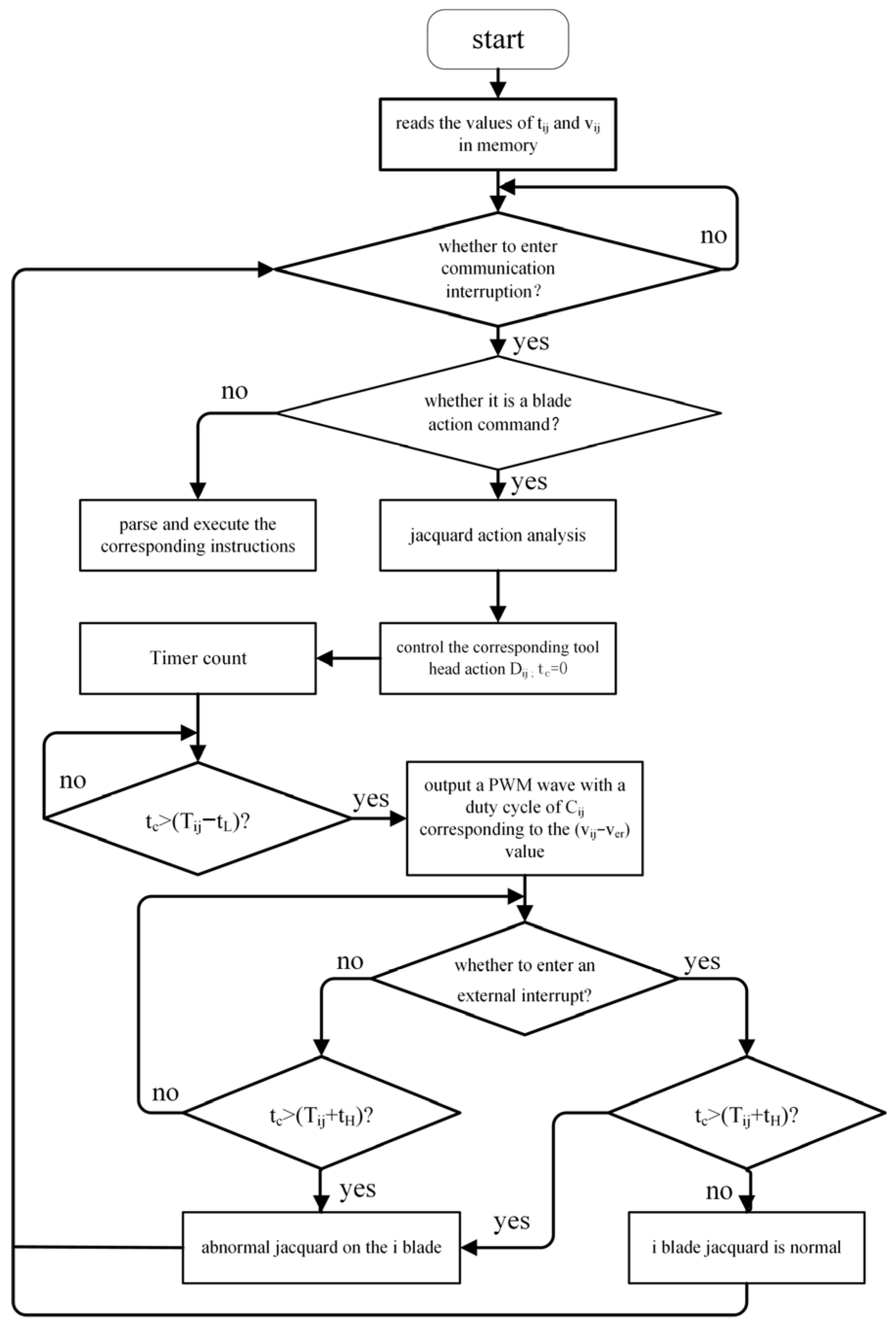
4.4. Fault Detection Program Algorithm
- (1)
- Read the values of tij and vij for each blade of the selector from the system’s storage and wait for communication commands sent by the needle selection signal generation device;
- (2)
- Respond to and parse the communication commands, controlling the respective blade’s movement. Start the system timer to count tc and wait for the blade to vibrate to its maximum signal value;
- (3)
- Determine whether an external interruption has occurred and compare the system timer count value tc for the respective blade with the baseline tij value obtained from self-learning. This step is crucial for assessing the normality of the blade’s movement and preventing fabric wastage due to needle selector head malfunctions.
5. Functional Testing and Result Analysis
5.1. Self-Learning Program Algorithm Testing and Result Analysis
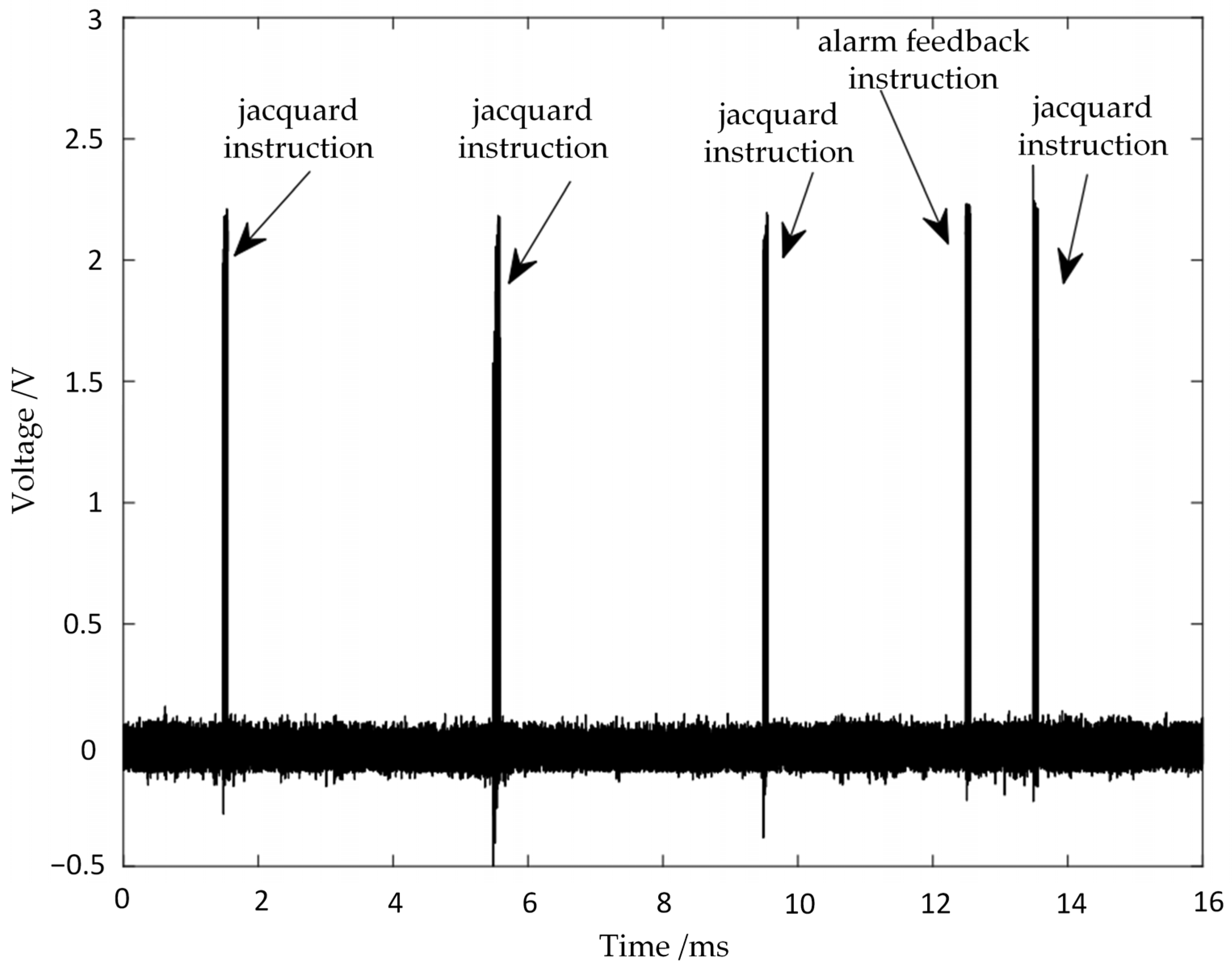
5.2. Algorithm Testing and Result Analysis of Fault Detection Algorithm
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zheng, P.; Jiang, G.; Cong, H. Design method of circular weft-knitted jacquard fabric based on jacquard module. Autex Res. J. 2022, 22, 217–224. [Google Scholar] [CrossRef]
- Cong, H.L.; Lei, H.; Zhang, Y.C.; Zhang, A.J.; Ma, P.B. Weft-knitted lace fabric simulation based on the spring-mass model. Int. J. Cloth. Sci. Technol. 2017, 29, 60–68. [Google Scholar] [CrossRef]
- Zheng, P.X.; Jiang, G.M. Modeling and realization for visual simulation of circular knitting transfer-jacquard fabric. Text. Res. J. 2021, 91, 2225–2239. [Google Scholar] [CrossRef]
- Peiner, C.; Locken, H.; Reinsch, L.; Reinsch, L.; Gries, T. 3D Knitted Preforms Using Large Circular Weft Knitting Machines. Appl. Compos. Mater. 2021, 29, 273–288. [Google Scholar] [CrossRef]
- Krauledaite, J.; Ancutiene, K.; Krauledas, S.; Urbelis, V.; Saceviciene, V. Research of 3D weft-knitted fabrics designed to protect against mechanical risks and suitable for contact with skin. J. Ind. Text. 2022, 51, 7674S–7693S. [Google Scholar] [CrossRef]
- Jie, X.; Zhi, T.; Ting, Z.; Zheng, T.; Wu, J.G.; Xiao, D.Q.; Zhu, J.G. Research progress of high piezoelectric activity of potassium sodium niobate based lead-free ceramics. Acta Phys. Sin. 2020, 69, 127707-1. [Google Scholar]
- Liu, F.J.; Yuan, Y.H. Design of an innovative piezoelectric jacquard selection mechanism. Appl. Mech. Mater. 2014, 459, 402–406. [Google Scholar] [CrossRef]
- Guan, S. Fabric defect delaminating detection based on visual saliency in HSV color space. J. Text. Inst. 2018, 109, 1560–1573. [Google Scholar] [CrossRef]
- Zhang, Z.; Bai, S.; Xu, G. Research on the knitting needle detection system of a hosiery machine based on machine vision. Text. Res. J. 2020, 90, 1730–1740. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Bai, S.H.; Xu, G.S.; Liu, X.J.; Jia, J.T.; Feng, Z.; Wang, F.L. Knitting needle fault detection system for hosiery machine based on laser detection and machine vision. Text. Res. J. 2021, 91, 143–151. [Google Scholar] [CrossRef]
- Peng, L.H.; Qi, Y.B.; Zhong, Y.S.; Sun, Y.; Ru, X. Needle selector failure detection based on piezoelectric sensor and driver co-location characteristics. Text. Res. J. 2023, 93, 1371–1388. [Google Scholar] [CrossRef]
- Li, J.; Zhu, F.M.; Zhou, J.; Yu, Q.F. Design of needle selector frequency detection system based on stroboscopic principle. J. Text. Res. 2017, 38, 138–142. [Google Scholar]
- Xiang, H.N.; Yuan, Y.H.; Xiang, Z. Measurement of the swing driving torque of the electro-magnetic selector. J. Text. Res. 2018, 39, 189–194. [Google Scholar]
- Yuan, Y.H.; Zeng, H.M.; Mao, M.Q. Needle selector detection system based on image processing. J. Text. Res. 2022, 43, 176–182. [Google Scholar]
- Wang, L.J.; Peng, L.H.; Shi, W.M. Research on Dynamic Characteristics of Reciprocating Pendulum Stroke of Knitting Needle Selector. Light Ind. Mach. 2019, 37, 16–22+27. [Google Scholar]
- Zuo, X.Y.; Zhang, C.J.; Xiong, T.; Yin, W.S.; Li, M.; Zhang, C.; Wu, X.G.; Zhu, L. Maglev weft knitting needle driving modeling and PID controller design. J. Text. Inst. 2022, 113, 1715–1722. [Google Scholar] [CrossRef]
- Jonathan, C.O.; Israel, Z.R.; Luis, M.V.; Arturo, Y.J.C.; Roque, A.O.R. FPGA-Flux Proprietary System for Online Detection of Outer Race Faults in Bearings. Electronics 2023, 12, 1924. [Google Scholar]
- Ma, J.; Zha, X.F.; Tao, H.B.; Ni, J.F. Testing system of needle selectors for jacquard knitting machines. Appl. Mech. Mater. 2013, 397, 1174–1177. [Google Scholar] [CrossRef]
- Gu, H.; Pan, Q.Y.; Hua, Q.; Lu, Y. Design of Needle Selector Control System for Computerized Flat Knitting Machine Based on ARM and FPGA. Knitt. Ind. 2021, 2, 8–12. [Google Scholar]
- He, Y.X.; Yang, Q.; Luo, M.D.; Liu, R.Y. Effect of the physical parameters of longitudinally polarized PZT tubes on PZT sensors. J. Phys. D-Appl. Phys. 2020, 53, 275501. [Google Scholar] [CrossRef]
- Chen, W.; Qin, H.C.; Yin, Z.P. A Survey on Experimental Characterization of Hysteresis in Piezoceramic Actuators. Adv. Mater. Res. 2013, 694, 1558–1564. [Google Scholar] [CrossRef]
- Zhang, Z.M.; Xu, Q.; Mei, S.Q.; Yu, L.Q. Research on the Needle Selecting Machine of Computerized Jacquard Circle Knitting Machine Based on Piezoelectric Ceramics. In Proceedings of the 2009 IITA International Conference on Services Science, Management and Engineering, Zhangjiajie, China, 11–12 July 2009; pp. 104–106. [Google Scholar]
- Wu, Z.H.; Peng, L.H.; Hu, X.D. Drive Control Mode Based on Magnetic Holding Needle Selector. Group Technol. Prod. Mod. 2018, 35, 27–32. [Google Scholar]
- Cheng, Y.H. Research and Design of Embedded CNC System Based on CAN Bus Technology. Appl. Mech. Mater. 2014, 494, 1373–1376. [Google Scholar] [CrossRef]
- Smit, W.A.; Preez, J.A.; Vandenbosch, G.A.E. Mobile processor energy usage in the scientific environment. Comput. Sci. Eng. 2021, 23, 65–72. [Google Scholar] [CrossRef]
- Levine, S.N. Inverse piezoelectric effect in polymers. J. Appl. Polym. Sci. 2010, 9, 3351–3357. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, W.; Feng, P.; Liu, J. A linear piezoelectric actuator using the first-order bending modes. Ceram. Int. 2013, 39, S681–S684. [Google Scholar] [CrossRef]
- Sun, Y.; Shi, J.; Wang, Z.; Wang, H.; Zhang, S. Thylakoid membrane-inspired capsules with fortified cofactor shuttling for enzyme-photocoupled catalysis. J. Am. Chem. Soc. 2022, 144, 4168–4177. [Google Scholar] [CrossRef]
- Yang, S.P.; Lin, J.L.; Tang, S.F. Dynamical analysis of a novel zero-voltage-switching-PWM DC-DC half-bridge converter. J. Chin. Inst. Eng. 2009, 32, 543–554. [Google Scholar] [CrossRef]
- Bo, L.; Bo, W.Y.; Fan, J.Y. Weak signal acquisition and processing system for piezoelectric ceramic transducer actuator. In Proceedings of the 2014 9th International Forum on Strategic Technology (IFOST), Cox’s Bazar, Bangladesh, 21–23 October 2014; pp. 209–215. [Google Scholar]
- Huang, G.; Fan, Y. Design and realization of vibration signal acquisition & analysis system based on STM32. In Proceedings of the 2016 Chinese Control and Decision Conference (CCDC), Yinchuan, China, 28–30 May 2016; pp. 2924–2928. [Google Scholar]
- Chen, B.; Zeng, Y.; Gao, M.Y. Design of the Needle selection system for the computerized flat knitting machines. Int. Conf. Syst. Sci. 2011, 2, 237–240. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| c | FP | c | FP | c | FP | c | FP | c | FP |
|---|---|---|---|---|---|---|---|---|---|
| 16 | 0.11 | 33 | 0.28 | 50 | 0.57 | 67 | 1.09 | 84 | 1.89 |
| 17 | 0.12 | 34 | 0.30 | 51 | 0.59 | 68 | 1.12 | 85 | 1.93 |
| 18 | 0.13 | 35 | 0.31 | 52 | 0.61 | 69 | 1.17 | 86 | 1.99 |
| 19 | 0.14 | 36 | 0.32 | 53 | 0.64 | 70 | 1.19 | 87 | 2.12 |
| 20 | 0.15 | 37 | 0.34 | 54 | 0.66 | 71 | 1.23 | 88 | 2.19 |
| 21 | 0.16 | 38 | 0.36 | 55 | 0.68 | 72 | 1.27 | 89 | 2.31 |
| 22 | 0.17 | 39 | 0.37 | 56 | 0.70 | 73 | 1.31 | 90 | 2.41 |
| 23 | 0.18 | 40 | 0.39 | 57 | 0.73 | 74 | 1.36 | 91 | 2.47 |
| 24 | 0.19 | 41 | 0.40 | 58 | 0.76 | 75 | 1.38 | 92 | 2.56 |
| 25 | 0.20 | 42 | 0.42 | 59 | 0.78 | 76 | 1.49 | 93 | 2.71 |
| 26 | 0.21 | 43 | 0.44 | 60 | 0.80 | 77 | 1.51 | 94 | 2.82 |
| 27 | 0.22 | 44 | 0.46 | 61 | 0.82 | 78 | 1.54 | 95 | 3.01 |
| 28 | 0.23 | 45 | 0.48 | 62 | 0.87 | 79 | 1.61 | 96 | 3.13 |
| 29 | 0.24 | 46 | 0.50 | 63 | 0.88 | 80 | 1.63 | 97 | 3.33 |
| 30 | 0.25 | 47 | 0.51 | 64 | 0.91 | 81 | 1.69 | 98 | 3.61 |
| 31 | 0.26 | 48 | 0.53 | 65 | 0.94 | 82 | 1.78 | 99 | 3.86 |
| 32 | 0.27 | 49 | 0.55 | 66 | 0.96 | 83 | 1.83 | 100 | 3.87 |
| Blade Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 14 | 15 | 16 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Blade upward motion | vij | 95 | 91 | 91 | 93 | 85 | 80 | 71 | 80 | 79 | 83 | 83 | 90 | 90 | 94 | 96 |
| tij | 3.8 | 3.4 | 3.5 | 3.4 | 4.9 | 4.2 | 4.9 | 3.7 | 4.5 | 3.9 | 3.2 | 3.8 | 3.9 | 3.8 | 4.2 | |
| Blade downward motion | vij | 97 | 89 | 94 | 94 | 88 | 86 | 82 | 86 | 86 | 86 | 87 | 88 | 92 | 90 | 97 |
| tij | 4.3 | 5.1 | 4.7 | 4.7 | 4.1 | 4.7 | 4.2 | 5.1 | 5.1 | 4.8 | 4.9 | 4.8 | 4.5 | 3.9 | 4.8 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, N.; Xu, K.; Hu, X.; Yuan, Y.; Tu, J. Research on an Intelligent Piezoelectric Needle Selector System with Closed-Loop Fault Detection Capability. Electronics 2023, 12, 4331. https://doi.org/10.3390/electronics12204331
Dai N, Xu K, Hu X, Yuan Y, Tu J. Research on an Intelligent Piezoelectric Needle Selector System with Closed-Loop Fault Detection Capability. Electronics. 2023; 12(20):4331. https://doi.org/10.3390/electronics12204331
Chicago/Turabian StyleDai, Ning, Kaixin Xu, Xudong Hu, Yanhong Yuan, and Jiajia Tu. 2023. "Research on an Intelligent Piezoelectric Needle Selector System with Closed-Loop Fault Detection Capability" Electronics 12, no. 20: 4331. https://doi.org/10.3390/electronics12204331
APA StyleDai, N., Xu, K., Hu, X., Yuan, Y., & Tu, J. (2023). Research on an Intelligent Piezoelectric Needle Selector System with Closed-Loop Fault Detection Capability. Electronics, 12(20), 4331. https://doi.org/10.3390/electronics12204331