Abstract
Aluminum trihydrate (ATH) is one of the most widely used fillers in solvent-borne coatings and polymer industries. To investigate its performance in powder coatings, four different pigment to binder ratios (P/B) were used in respect to different ATH concentrations in four most widely used resin systems (epoxy, epoxy-polyester, polyurethane and polyester). The angle of repose (AOR) and specific gravity of powder paints increase accordingly with ATH concentration. The mechanical properties, corrosion and UV resistance performances of coating films are enhanced or only slightly decreased with the addition of ATH. Pencil scratch hardness increase significantly with the increase of ATH content. Impact resistance decreases within 5% of the initial resistance at the maximum ATH loading. There is a slightly decrease in corrosion resistance performances of less than 2 mm of failure at scribe in all formulations. The incorporation of ATH has slight effect on the UV resistance performance of all the samples. Moreover, the matting effect of ATH is observed for all the resin systems, especially epoxy, with the specular gloss decreasing more than 70% at P/B of 0.75.
1. Introduction
Due to the economic viability and the ease of application and storage of them, powder coatings are considered as an advanced and modern coating system [1]. In contrast to solvent-borne coatings, powder coatings have zero-volatile organic content (VOC). It is estimated that in the current coating systems, the recyclability of coating powder which does not adhere to the substrates is up to 98% [2,3]. Thus, they could offer a highly promising approach to produce eco-friendly coatings. Meanwhile, when taking into account the low cost of waste disposal and rejection rate, less costly maintenance and fast curing, the overall operating cost of a powder application plant is much lower than that of traditional solvent-borne coatings [4,5].
Powder coatings have five principal components that include polymer resin, curing agent, pigment, additive and filler. In general, the polymer resin and curing agent play the most critical roles because the combination determines the mechanical performance and durability in the final application of powder coatings. Pigment, additive and filler are also very important components of powder coatings. Pigments have the aesthetic purpose of giving color to the paint. Additives are designed to modify the performance of the coating at low concentrations, usually up to 2% of the formulation by weight. Fillers are normally inorganic minerals that are chemically inert and produced artificially or naturally. The addition of fillers serves two purposes: the first is to reduce the content of the polymer resin which is the most expensive part of the formulation since they are derived from petroleum; the second is to modify certain mechanical properties of the coating [6,7,8,9,10].
The most common fillers used in powder coating formulations include blanc fixe (BaSO4), lithopone (ZnS·BaSO4), talc (Mg3Si4O10(OH)2), zinc white (ZnO), dolomite (CaMg(CO3)2) and carbon black (C) etc. Generally, including fillers in the paint, the hardness increases, causing a slight decrease in its flexibility, as well as toughness and ultimate elongation [11,12,13,14]. Besides their commonness, each filler also has its unique effect. For example, the advantages of lithopone include its excellent hiding power and brightness, and reduced cost [15]. Talc also has a high hiding power, a matting effect and give a satin finish [16]. Zinc white is a popular filler used as a UV stabilizer and has a relatively high refractive index which makes it an efficient white pigment [17]. Investigating the overall performance of fillers in coating systems provides valuable information on the selection of fillers.
Aluminum trihydrate (ATH) is a type of popular filler in liquid coating. It is the purified byproduct of the first stage of the production process of aluminum metal and can be produced in a variety of particle sizes that are controlled by grinding or precipitation processes. Due to its high thermal conductivity, it can be blended with RTV (room temperature vulcanized) silicone rubber coatings to improve the tracking and erosion resistance [18]. Furthermore, ATH works as the most widely used flame retarder. It begins to release water of hydration that absorbs heat required for the gasification and Al2O3 is generated correspondingly. This action, the cooling effect, is an important way to remove heat from the hot spots [19,20]. On the other hand, the formation of the thermally stable ceramic Al2O3 can prevent the escaping of some of the volatile species from entering the gas phase and consequently prevents the evolution of toxic or corrosive substances [21]. Besides its wide application in solvent-borne coatings and polymer industries, several ATH manufactures and suppliers, such as Huber materials Inc., have also paid attention to the superior performance of ATH on improving the properties of powder coatings. Yet, little systematic research is so far regarding its effects on the physical and mechanical properties, UV and corrosion resistance performances in powder coatings and especially ultrafine powder coatings. Ultrafine powder coatings (D50 < 25 μm) can produce a smoother and thinner film which leads to improved visual appearance and considerable cost savings [1]. Compared with regular powder coatings (D50 > 30 μm), the ultrafine powder coatings are more sensitive to the side-effects brought over by fillers due to their poorer powder flowabilities and thinner film build. Therefore, ultrafine powder coatings are used in this study to present and understand the performance of ATH in powder coatings.
In this study, ATH was incorporated in the four most widely used powder coating resin systems, epoxy (E), epoxy-polyester (H), polyurethane (PU) and polyester (PE). The effects of ATH concentration on flowability of ultrafine powder paints, physical and mechanical properties of finished films as well as their performance in corrosive environments and exterior conditions were carefully investigated.
2. Experimental
2.1. Preparation of the Samples
As described in the introduction, powder coatings have five principal components that include polymer resin, curing agent, pigment, additive and filler. The first two are the most basic parts of powder paint formulation, called “Binder”. The other vital parts, the pigment, additive and filler, are called “Pigment” in general. Each one of the components has its own role in directly affecting the properties and performance of the paint. In this study, the materials used are shown in Table 1. The pigment to binder ratio (P/B ratio or P/B) is a common parameter to present the components of a powder coating. It can be expressed in terms of weight fraction as Equation (1).

Table 1.
Materials.
Different samples were made by increasing the P/B. In general, the increased P/B will achieve a lower cost in resin systems while leading to a poorer crosslink inside coatings and between coatings and the substrates [22].
In this study, four different P/B ratios (0.028, 0.25, 0.5 and 0.75) were tested in each of the four resin systems. Correspondingly, the contents of ATH in formulations are 0 wt.%, 17.0 wt.%, 34.0 wt.% and 41.0 wt.% in respect to each P/B. To determine the effect of P/Bs, the type and content of pigments (1.4 wt.%), degassing agent (0.3 wt.%), as well as fluidization additives (0.7 wt.%) were kept constant. Physical properties of ATH powders used are shown in Table 2.
Table 2.
Physical properties of aluminum trihydrate (ATH) powders.
In the manufacturing process of the sample powder coatings, the appropriate components are premixed and extruded with a twin-screw extruder (SLJ-10, Donghui Powder Coating Processing Equipment Co., Ltd., Yantai, China). The hot extrudates are allowed to cool down, crushed to chips, and then admitted into an Air classifier mill (ACM, ACM-02, Donghui Powder Coating Processing Equipment Co., Ltd.) for fine grinding, classifying and further screening. The particle size of the finished paint powders was 18 ± 0.5 µm (D50), which was analyzed with a laser particle size analyzer (BT2000B, Bettersize instruments Ltd., Dandong, China).
Each one of the samples was applied on two types of panels: Aluminum panel (88.9 × 63.5 × 0.8 (L × W × T), mm3, Q-Lab Corporation Ltd., Westlake, OH, USA) and Steel panel (127.0 × 76.2 × 0.8 (L × W × T), mm3, Q-Lab Corporation Ltd.). All the panels were degreased with acetone, rinsed with distilled water and dried with nitrogen gas before spraying. The powder paints were sprayed with a corona gun (Sure coat, Nordson Corporation, Westlake, OH, USA). All the samples were subjected to a curing schedule of 10 min at 204 °C which guarantees that the coating is fully cured. After curing, at least two aluminum panels and two steel panels with a dry film thickness of 38.1 µm ± 5% were chosen to perform all the necessary tests. The thickness of the coating was measured with a thickness gage (PosiTector 6000, DeFelsko Corporation, Ogdensburg, NY, USA).
2.2. Measurements of the Samples
2.2.1. Characterization of Powder Paints
Measurement of angle of repose (AOR) is an efficient method to determine the flowability of a powder. The AOR is defined as the slope measured from the horizontal to the side of a cone that is formed when the powder is allowed to free fall onto a plate. It is the largest angle at which powders can pile up. According to the Cheremisinoff’s theory [23], the AOR is related to the powders’ cohesiveness and internal friction and is widely used to characterize flow properties of powders. As shown in Figure 1, the powders can be categorized into five groups, from very free-flowing to very cohesive [23]. In this sense, a powder sample with an AOR higher than 45° is normally considered cohesive while a sample with a lower AOR has better flowability. The AOR of powder paints was measured by a powder characteristics tester (PT-X, Hosokowa Micron Corporation, Hirakata, Japan).
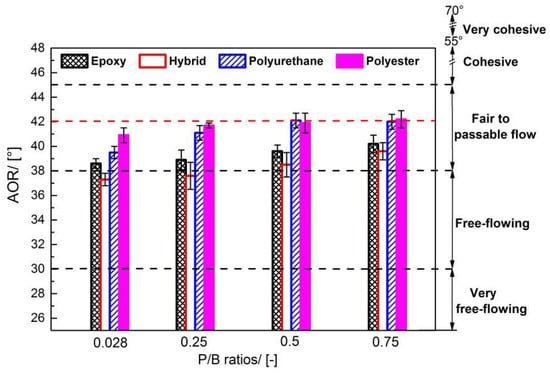
Figure 1.
Angle of repose values (AORs) of paint powders with different resins and pigment to binder ratios (P/Bs).
The specific gravity is an important parameter that is taken to calculate the cost effectiveness of a powder coatings product, normally in the form of “square meter” coverage per kilogram of powder coatings at a given film thickness. Also, a powder coating with a higher specific gravity normally exhibits poorer flowability due to the stronger inter-particle forces [3,24]. The specific gravity of powder paints was measured following ASTM D5965-02(2013) [25].
In the experiment, all powder samples are produced by an air classifier mill with nearly the same operating parameters with minor adjustment to ensure all the powder samples are in the same particle shape and their D50s are in the range of 18 ± 0.5 µm. Therefore, the difference of AORs caused by particle size and particle shape can be ignored.
2.2.2. Characterization of Finished Films
The performances of finished films depend upon many conditions, such as quality of resin systems and conditions exposed to. Many test methods for monitoring the performance of films are designed to simulate the conditions to which powder coatings are subjected. In order to evaluate the film properties such as hardness, impact resistance, flexibility, weathering resistance and corrosion resistance, suitable standards are used to specify the detailed procedures of evaluation.
Pencil scratch hardness test is the simplest coating hardness test. It uses special pencils with different degrees of hardness (from 9H to 9B) to scratch the coating and then determines its hardness. The test was carried out using a pencil scratch hardness tester (PH5800, BYK Additives and Instruments Ltd., Wesel, Germany), following ASTM D3363-05(2011) [26].
The Impact resistance of the coatings was evaluated using a variable height impact tester following D2794-93(2010) [27]. A steel weight with a hemispherical head (13mm in diameter) and an overall weight of 1.8kg was dropped from various heights (20–120 cm) onto the coated panels. If no cracks were evident, the same procedure was repeated increasing the height by 25 mm incremental until cracks appear, producing the failure of the coating. The maximum impact resistance value of the impact tester was 21.2 J.
Flexibility of the finished films was measured by conical mandrel bend test apparatus (BYK 5750, BYK Additives and Instruments Ltd.) following ASTM D522M-13 [28]. The coating panels were fixed vertically in the conical mandrel. The mandrel is then rolled up, which bends the coated panel into approximately 135°. The diameter of the cone varies from 38 mm to 3 mm. The coating is considered flexible if there is no crack on its surface.
Specular gloss is a measurement of the light reflectance of a test surface. It is determined by a gloss meter which directs a light at a specific angle to the test surface and measures the amount of reflection. The percentage of the light that is reflected at the same angle is measured by a photocell. The Specular gloss was measured using a gloss meter (IQ206085, Rhopoint Components Ltd., East Grinstead, UK) following ASTM D523-14(2018) [29].
The salt spray test is an important method in evaluating corrosion resistance performance of coating films under atmospheric conditions. The test was conducted using a salt spray chamber (MX-9204, Associated Environmental Systems Ltd., Hong Kong) following ASTM B117-2011 [30]. In the study, a scribe in X form was made with a cutting tool on the surface of the coated panel leaving the metal substrate exposed. Based on ASTM D1654-08(2016) [31], the representative mean rust creepage from scribe can be evaluated by a rating number varying from 10 to 1 grade, as shown in Table 3.
Table 3.
Rating number of failures at scribe.
The resistance of a powder coating to the UV radiation is one of the most significant parameters to determine how suitable a particular paint is for exterior conditions. The test chamber (XE-3, Q-Lab Corporation Ltd.) used in the study is equipped with xenon-arc lamps which have the maximum wavelength of 340 nm. A cycle consists of 102 min of UV irradiation (with radiation level of 0.35 W/m2) at 63 °C in dry conditions and 18 min in water spray conditions (sprayed water for 20 s and stopped for 40 s). The panels were cut in halves, one for the test and the other as control. The measured specular gloss at 60° was recorded to calculate the gloss retention of the paint following ASTM D523-14(2018) [29]. The gloss retention is defined as Equation (2):
The microstructure and morphology of finished films were analyzed with scanning electron microscopy (SEM, S4800, Hitachi High-Technologies Global, Tokyo, Japan). The chemical composition was studied via an energy-dispersive spectroscopy system (EDS, X-Max N, Oxford Instruments, Abingdon, UK).
All the above characterizations of the finished films were performed one day after cured.
3. Results
3.1. Powder Properties-Angle of Repose and Specific Gravity
Figure 1 shows the angle of repose values (AORs) of the paint powders blended with fluidization additives based on four resin systems with respect to P/B ratios. It can be seen that the type of base polymer resin has a significant influence on the AOR of a paint powder, with the hybrid having the lowest AORs at any P/B ratios followed by epoxy, polyurethane and polyester. On the other hand, for all the four resin systems, raising the ATH content consistently increases their AORs and thereby reduces their flowability. From the prior study and the authors’ industrial experience [3], the paint powders with AORs higher than 42° tend to agglomerate and exhibit poor flow behavior on the spray lines during powder coating application. According to this standard, the flowabilities of most of the powders are acceptable after the addition of fluidization additives, except for those of the polyurethane and polyester at P/Bs equal to or over 0.5. For almost all formulations, the paint powders are fair to passable flow and expected to exhibit a good flow behavior during the electrostatic spraying process.
Figure 2 presents the specific gravities of the paint powders of four resin systems at different P/Bs. All the samples have similar specific gravities ranging from 1.20 to 1.23 when ATH are excluded. Evidently, the addition of ATH into the paint powders increases their specific gravities and the formulations having the same P/B have close values. As mentioned before, a higher powder coating specific gravity would normally correspond to a poorer flowability, the results in Figure 2 are in agreement with this expectation.
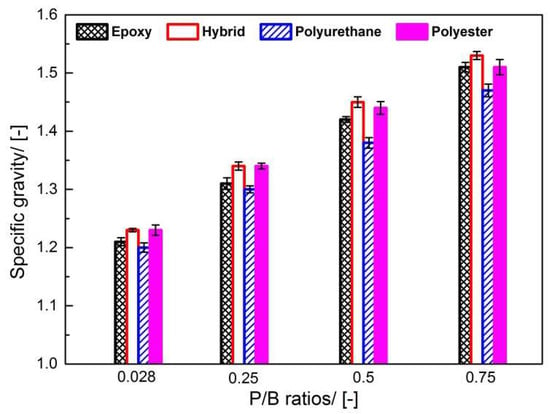
Figure 2.
Specific gravities of formulations with different resins and P/Bs.
3.2. Film Properties-Mechanical, Physical, UV and Corrosion Resistance Performances
3.2.1. Effect of ATH on the Pencil Scratch Hardness, Flexibility and Impact Resistance of the Films
For typical protective coating films, high surface hardness, strong impact resistance and reliable flexibility to the base substrates are crucial requisites. Figure 3 shows the pencil scratch hardness test results of formulations based on the four resin systems with varied P/B ratio. As expected, the pencil scratch hardness is greatly influenced by initial hardness of the resin system and the inclusion of ATH. The epoxy-based formulations have the highest hardness of 2H without ATH (E-0.028), while other ATH-free formulations have the hardness of HB in contrast. Moreover, the addition of ATH has a positive effect on the pencil scratch hardness of finished films for all investigated resin systems. Increasing ATH loading (P/B) results in distinct improvement of pencil scratch hardness, which increase to 4H, 4H, 2H and H for E-0.75, PU-0.75, H-0.75 and PE-0.75, respectively. Besides, the growth of hardness is various between the panels based on different resin systems. For example, pencil scratch hardness of panels based on E, H and PE increase at P/Bs over 0.5, while those based on PU increase more or less in sync with the increase of P/B. Above all, the effect of ATH is most significant on PU with the hardness increasing from HB to 4H.
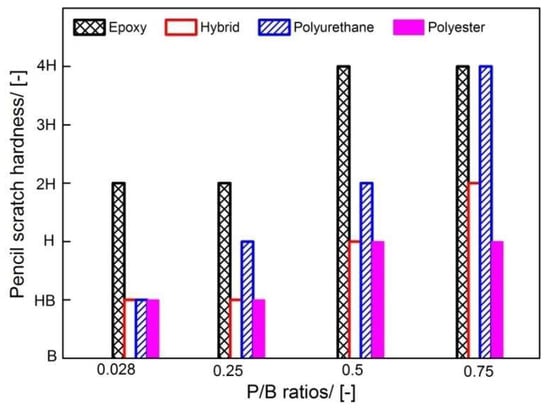
Figure 3.
Pencil scratch hardness of formulations with different resins and P/Bs.
Flexibility of the powder coatings was evaluated in the conical mandrel bend test. At room temperature, samples demonstrated good flexibility up to P/B of 0.75, and when bent over a 3mm mandrel diameter (the lowest diameter of the cone used in the study), did not show any signs of cracking. Further addition of ATH in the powder coating may affect the flexibility of the paint film in a significant way, because the increasing amount of ATH creates discontinuities in the polymer matrix which reduces the overall flexibility of the coating. But the effect may be reduced by applying thinner coatings that can be achieved with ultrafine powder coatings which provide this clear advantage over thick regular size powder paints [1].
Figure 4 illustrates the comparison of the impact resistance for various coatings based on different resin systems and P/Bs. The impact resistance of the coatings was evaluated by an impact tester with different impact energies. As it was expected, the addition of inorganic fillers into the formulations caused a reduction in the impact resistance of the finished films. The discontinuities in the matrix make it less flexible and consequently lose adhesion to the substrate when it receives an impact. But the effect of ATH is not significant. Except for PU paints, the reduction of impact resistance only occurs at the highest P/B of 0.75, with the impact resistance reduces from 21.2 J to 20.1 J. While for PU paints, the effect of ATH starts at the P/B of 0.5.
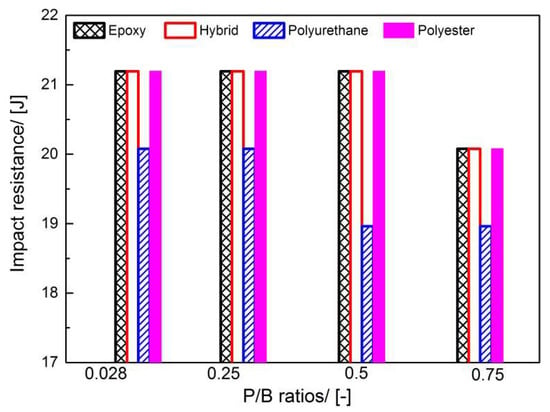
Figure 4.
Impact resistance of formulations with different resins and P/Bs.
3.2.2. Effect of ATH on the Specular Gloss of the Films
Specular gloss is a function of light reflection, the more light is reflected and partially directed, the more glossy the surface appears to be. Figure 5 presents the results of specular gloss at 60° from the finished films at different P/Bs. When no ATH is added to the formulations, the specular gloss varies from 94–97, and quickly decreases with the addition of ATH. The increases of P/B reduce the specular gloss. At the addition of the maximum load of ATH (P/B of 0.75), specular gloss of hybrid coating decreases by 47.8% in contrast to ATH-free coatings, while it falls down more significantly for epoxy coatings, by 71.1%.
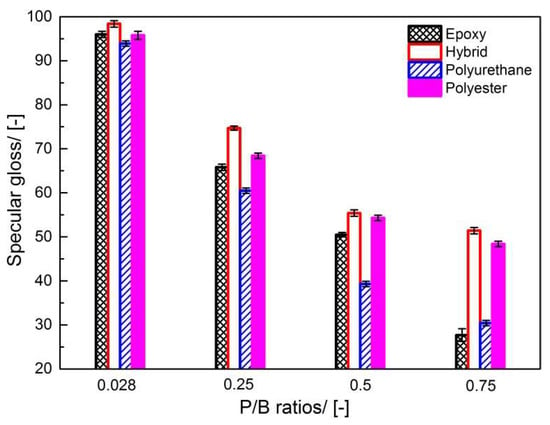
Figure 5.
Specular gloss of formulations with different resins and P/Bs.
The decrease in specular gloss indicates an increase in matting effects. Generally, powder coatings are matted to a certain extent by the addition of matting agents. Matting agents are components that are not compatible with the resin, or have high oil absorption, and thus cause a micro texture on the surface which scatters the incident light in different directions making it less glossy. Usually, matting agents are polyolefinic waxes and inorganic extenders such as aerosol, silica and talc that can reduce the gloss level by about 60% of the original when used in concentrations between 2% and 4%. But the excess use of wax will produce haze or yellowing as well as an oily coating [11,12]. The use of ATH as fillers can directly enhance the matting effect without incorporating any other matting agents. The matting effect is achieved by decreasing specular gloss by about 50–70% of the initial gloss at the maximum ATH loading, which is comparable or even higher than that of common matting agents. The specular gloss reduction caused by addition of ATH is far more significant than the normal fillers such as BaSO4, etc. In this sense, ATH is more suitable for semi to low-gloss coatings.
The excellent matting effect of ATH may be due to the floatation and high oil absorption of ATH particles in polymeric matrix which leads to the micro-roughness in the film surface. The formation of a micro-rough film surface structure is necessary for the diffuse light-scattering for creating the visual effect of reduced gloss [32,33]. It is important to mention that, ATH has a hydrophilic surface which results in poor interfacial compatibility and particle agglomeration in a polymeric matrix [34], and this would tend to make the ATH particles rise, during the melt-flow process (the first stage in the curing process), to the top-surface zone of the film and thus make some of them partially embedded in the films, as shown in Figure 6b. Besides, ATH powder has a relatively high oil absorption of 28 g oil/100 g in contrast to other popular fillers, such as blanc fixe (BaSO4) and lithopone (ZnS·BaSO4), which have much lower oil absorption of 11–17 g oil/100 g and 11–14 g oil/100 g. Generally, the higher the oil absorption value of the filler, the higher the filler’s surface area and the more binder it will require to bind it. The combination of high surface free energy and oil absorption leads to the increasing of the concentration of ATH particles in the top-surface zone of the film and therefore the formation of a micro-rough film surface.
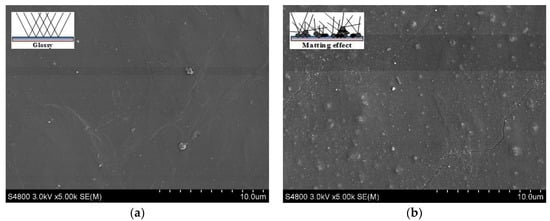
Figure 6.
SEM micrographs of coating films with the addition of ATH. (a) Formulation H-0.028; (b) Formulation H-0.75.
The surface structure is identified by SEM images and EDS analysis. Sample H-0.028 shows a good dispersion and without many agglomerates in the surface (Figure 6a), whereas marked agglomerates could be found in the coatings H-0.75 incorporated with the maximum ATH loading, as shown in Figure 6b. The micro-rough surfaces produced by agglomerates result in a poorer corrosion resistance performance, which will be discussed in Section 3.2.4. Otherwise, elemental mapping of the coating films shows that there are high contents of carbon (C) and oxygen (O) in the surface of the coating, which originated from hybrid resin polymers and ATH powders (Figure 7c,d). ATH particles in Figure 7a are identified by the mapping of element aluminum (Al). It is seen that most of the aluminum appears in the surface of the coating film, as shown in Figure 7b.
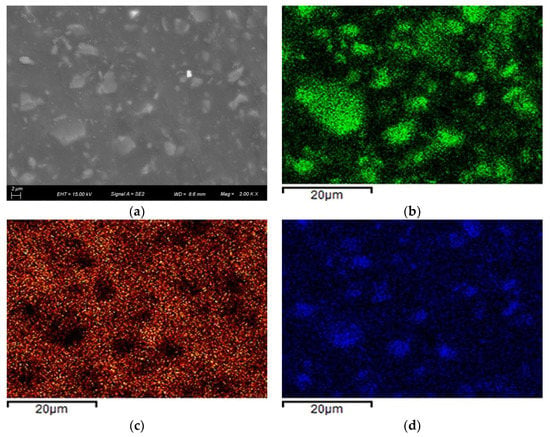
Figure 7.
SEM micrographs and elemental mapping of coating films with the addition of ATH. (a) SEM image of formulation H-0.75; (b) Aluminum map; (c) Carbon map; (d) Oxygen map.
3.2.3. Effect of ATH on the UV Resistance of the Films
UV light degrades coatings by transferring its energy into the films. Its energy can cause damages by creating heat or by actually breaking chemical bonds in a crosslink. Both the heat and the breakage of bonds can create a loss of physical properties in the coating films, such as color change, gloss change and chalking.
Figure 8 presents the gloss retention (normalized value) at 60° of UV accelerated test against 1000 h of exposure attained for the four resin systems and at different P/Bs. The UV resistance of different resin systems (ATH-free) is in the order of polyester, polyurethane, hybrid and epoxy. For the ATH-free formulations based on epoxy (E) and hybrid (H), the gloss retentions deteriorate very fast and decreased to 90% within 130 h. While PE based powder coatings exhibit the best UV resistance performance, the first 10% decrease of the gloss retention takes place after 690 h of exposure in the UV resistance test. The gloss retention against UV exposure of formulations based on polyester is 5 times over that of epoxy.
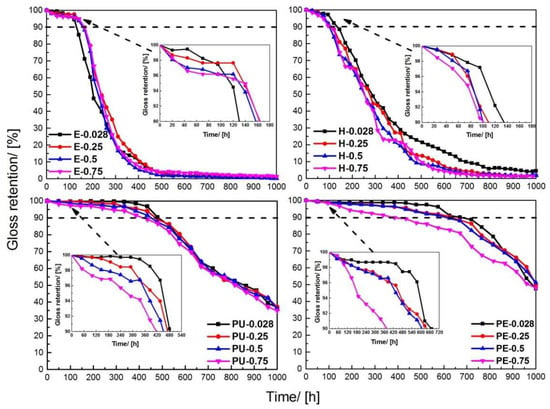
Figure 8.
Specular gloss of panels against 1000 h of UV exposure (at 60°).
Moreover, it was observed that the addition of ATH slightly changes the gloss retention of powder coatings. The gloss retentions of epoxy samples incorporated with ATH are improved a little in contrast to those of ATH-free samples due to their poor weather resistance performance. For other resin systems, the specular gloss of samples incorporated with ATH decreases within 5% of the corresponding ATH-free samples after 1000 h of UV exposure. Formulations based on PE and PU with a 0.25 P/B (PE-0.25) lost only 10% of the initial gloss after 630 h and 480 h of UV irritation. Moreover, the PE-0.25 sample retains more than 50% of specular gloss even after exposure of 1000 h in the UV accelerated test chamber. Compared with other formulations, polyester powder coatings achieved the best performance in the UV resistance test. It had the highest gloss retention even at the maximum ATH loading. For example, PE-0.75, the sample panel kept 90% of the initial gloss for 380 h and 50% of gloss for 960 h long. The PE based powder coatings exhibit an outstanding performance when used in exterior conditions.
As to gloss reduction (Glosst=0-Glosst=1000), due to the fact that the addition of ATH significantly decreased the initial specular gloss (Section 3.2.2), the gloss reduction of ATH-free formulations by UV exposure is much more significant than formulations incorporated with ATH.
3.2.4. Effect of ATH on Corrosion Resistance of the Film
Figure 9 shows the results of corrosion resistance tests from the formulations based on the four resin systems with different P/B ratios. The type of polymer resins has an important effect in the corrosion resistance of the paint powders. When no filler is added to the formulations, the rating numbers are grade 8, 9, 7 and 8 for ATH-free formulations based on epoxy, hybrid, polyurethane and polyester, approximately. Moreover, it is also observed that the addition of ATH slightly decreases the corrosion resistance performances of powder coatings. The rating numbers (or mean rust creepage) of formulations based on polyurethane and polyester decrease only 1 grade (within 2 mm) at higher P/Bs (≥0.5), while other formulations based on hybrid and epoxy remain stable in the whole range of P/B. Furthermore, it is important to mention that, although the rating numbers of formulations based on hybrid are grade 9, the length and width of creepages along the scribe show a little deterioration with the increasing of the P/B, as shown in Figure 10.
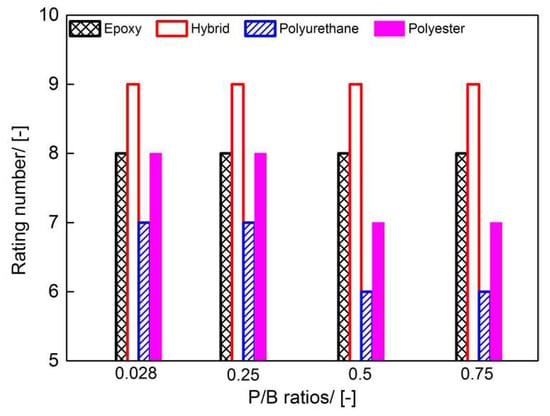
Figure 9.
Rating number of failure at scribe of formulations with different resins and P/Bs after 1000 h of salt spray test.
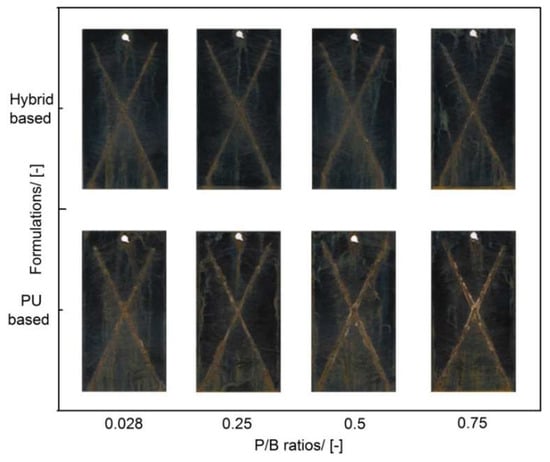
Figure 10.
Aspect of the steel panels coated with powder coatings based on different resins and P/Bs after 1000 h salt spray test.
Apparently, the coating film is a good barrier to water and other contaminants when it is continuous. But actually, the film surface before corrosion resistance test has visible voids with the addition of ATH, as shown in Figure 6b. As mentioned before, the film shrinkage with the presence of a high number of ATH agglomerates enables the formation of a micro-rough film surface structure. In corrosion resistance test, when the NaCl solution keeps penetrating the coating film (polymeric matrix) through the voids and reaches the metal surface (metals surface), metal corrosion occurs, which finally leads to the propagation of fissures and the loss of adhesion and delamination of the coating film. This can be attributed to the very low level of binder in the coating at these high P/B ratios (0.5 or 0.75) as well.
4. Conclusions
In this study, ATH, a widely used fire retardant filler in solvent-borne coatings, was incorporated in ultrafine powder coatings based on four widely used resin systems with different P/Bs. Essential performance characterizations on these powders and the coating films made from them were conducted. The effects of ATH on flowabilities of powder paints and physical, mechanical properties, UV and corrosion resistance performances of coating films were carefully investigated.
The increase of AOR of powder paints with addition of ATH indicates slightly flowability reduction, while with the help of fluidization additives, the AOR remains in an acceptable range (<42°) except for those of powders based on PU and PE at their high P/B ratios (0.5 or 0.75), and the powders could be expected to have a good flow behavior during the electrostatic spraying process. It is worth mentioning that a remarkable enhancement is shown in matting effect because of the micro-rough surface formed by the floatation and agglomeration of ATH filler particles. No obvious deterioration appears in mechanical properties of coating films. It shows a significant improvement in pencil scratch hardness. The flexibility properties of films remain stable in the whole range of P/B. While the impact resistance decreases slightly due to the discontinuities in the matrix. A slight decrease can be observed in UV and corrosion resistance. Gloss retention of most formulations drops slightly with the increasing of P/B, while samples exhibit excellent UV resistance performances especially polyester based formulations, even at the maximum ATH loading. The corrosion resistance deteriorates only for PU and PE base formulations at P/Bs over 0.5.
The evaluation results provide valuable information for the application of ATH fillers to powder coatings. This study suggests ATH is a good alternative for powder coating industries to achieve lower gloss finishes, considering its great economic advantage and strong matting effect of powder coatings containing ATH fillers.
Author Contributions
Conceptualization, J.Z. and H.Z. (Hui Zhang); Methodology, D.C.F.; Software, M.S.Y.; Validation, H.Z. (Hui Zhang), H.Z. (Haiping Zhang) and W.L.; Formal Analysis, W.L.; Investigation, W.L. and D.C.F.; Resources, H.Z. (Hui Zhang) and Y.S.; Data Curation, W.L.; Writing—Original Draft Preparation, W.L. and X.Z.; Writing—Review and Editing, H.Z. (Hui Zhang) and H.Z. (Haiping Zhang); Visualization, W.L.; Supervision, H.Z. (Hui Zhang); Project administration, J.Z.; Funding acquisition, H.Z (Hui Zhang).
Funding
This research was funded by the Natural Sciences and Engineering Research Council of Canada (NSERC), Discovery Grant RGPIN-2018-06256.
Conflicts of Interest
The authors declare no conflict of interest.
Notations
| D50 | Median particle diameter (50 vol.% of the powder smaller than the diameter) [μm] |
| Initial gloss [-] | |
| Gloss value at a general time “x” [-] |
References
- Zhu, J.X.; Zhang, H. Ultrafine powder coatings: An innovation. Powder Coat. 2005, 16, 39–47. [Google Scholar]
- Misev, T.A.; Van der Linde, R. Powder coatings technology: New developments at the turn of the century. Prog. Org. Coat. 1998, 34, 160–168. [Google Scholar] [CrossRef]
- Huang, Q.; Zhang, H.; Zhu, J. Flow properties of fine powders in powder coating. Particuology 2010, 8, 19–27. [Google Scholar] [CrossRef]
- Wei, H.; Liang, H.; Zou, J.; Shi, W. UV-curable powder coatings based on dendritic poly(ether-amide). Prog. Org. Coat. 2003, 90, 287–291. [Google Scholar] [CrossRef]
- Stojanović, I.; Šimunović, V.; Alar, V.; Kapor, F. Experimental evaluation of polyester and epoxy–polyester powder coatings in aggressive media. Coatings 2018, 8, 98. [Google Scholar] [CrossRef]
- Zhu, D.; Luo, F.; Xiong, L.; Zhou, W. Preparation and properties of glass coats containing SiCN nano powder as filler. Mater. Sci. Eng. A 2006, 431, 311–314. [Google Scholar] [CrossRef]
- Luo, S.; Zheng, Y.; Li, J.; Ke, W. Effect of curing degree and fillers on slurry erosion behavior of fusion-bonded epoxy powder coatings. Wear 2003, 254, 292–297. [Google Scholar] [CrossRef]
- Tang, Q.; Zhang, Y.M.; Zhang, P.G.; Shi, J.J.; Tian, W.B.; Sun, Z.M. Preparation and properties of thermal insulation coatings with a sodium stearate-modified shell powder as a filler. Int. J. Miner. Metall. Mater. 2017, 24, 1192–1199. [Google Scholar] [CrossRef]
- Leong, C.K.; Chung, D.D.L. Improving the electrical and mechanical behavior of electrically conductive paint by partial replacement of silver by carbon black. J. Electron. Mater. 2006, 35, 118–122. [Google Scholar] [CrossRef]
- Shang, Q.; Hao, S.; Wang, W.; Fu, D.; Ma, T. Preparation and characterization of antistatic coatings with modified BaTiO3 powders as conductive fillers. J. Adhes. Sci. Technol. 2013, 27, 2642–2652. [Google Scholar] [CrossRef]
- Howell, D.M. Powder Coatings. In the Technology, Formulation and Application of Powder Coatings; John Wiley and Sons Ltd.: Hoboken, NJ, USA, 2000. [Google Scholar]
- Liberto, N. User’s Guide to Powder Coating, 4th ed.; Society of Manufacturing Engineers: Dearborn, MI, USA, 2003. [Google Scholar]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Veleva, L. Mineral filler influence on the photo-oxidation of high density polyethylene: I. Accelerated UV chamber exposure test. Polym. Degrad. Stab. 1999, 63, 253–260. [Google Scholar] [CrossRef]
- Wei, W.; Guo, J. The investigation of blended conductive coating of graphite/carbon-black. J. Xi’an Jiaotong Univ. 1994, 28, 98–103. (In Chinese) [Google Scholar]
- Wypych, G. Handbook of Fillers, 4th ed.; ChemTec Publishing: Toronto, ON, Canada, 2016. [Google Scholar]
- Qiu, F.; Wang, M.; Hao, Y.; Guo, S. The effect of talc orientation and transcrystallization on mechanical properties and thermal stability of the polypropylene/talc composites. Compos. Part A 2014, 58, 7–15. [Google Scholar] [CrossRef]
- Shafiq, M.; Yasin, T.; Aftab Rafiq, M. Structural, thermal and antibacterial properties of chitosan/ZnO composites. Polym. Compos. 2014, 35, 79–85. [Google Scholar] [CrossRef]
- Seyedmehdi, S.A.; Zhang, H.; Zhu, J. Superhydrophobic RTV silicone rubber insulator coatings. Appl. Surf. Sci. 2014, 258, 2972–2976. [Google Scholar] [CrossRef]
- Xanthos, M. Functional fillers for plastics; Wiley-VCH: Weinheim, Germany, 2005. [Google Scholar]
- Cárdenas, M.A.; García-López, D.; Gobernado-Mitre, I.; Merino, J.C.; Pastor, J.M.; Martínez, J.D.D.; Barbeta, J.; Calveras, D. Mechanical and fire retardant properties of EVA/clay/ATH nanocomposites—Effect of particle size and surface treatment of ATH filler. Polym. Degrad. Stab. 2008, 93, 2032–2037. [Google Scholar] [CrossRef]
- Khattab, M.A.; Feteha, F.A.H.; Sadik, W.A.; Abdel-Bary, E.M. Effect of aluminum trihydrate as flame retardant on properties of a thermoplastic rubber nanocomposite. Fire Mater. 2017, 41, 688–699. [Google Scholar] [CrossRef]
- Müller, B.; Poth, U. Paint formulation. In Coatings Formulation, 3rd ed.; Vincentz Network: Hanover, Germany, 2017; Part I; pp. 60–65. [Google Scholar]
- Cheremisinoff, N.P.; Cheremisinoff, P.N. Hydrodynamics of Gas-Solids Fluidization; Gulf Publishing Co.: Houston, UK, 1984. [Google Scholar]
- Visser, J. Van der Waals and other cohesive forces affecting powder fluidization. Powder Technol. 1989, 58, 1–10. [Google Scholar] [CrossRef]
- ASTM D5965-02(2013) Standard Test Methods for Specific Gravity of Coating Powders; ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D3363-05(2011) Standard Test Method for Film Hardness by Pencil Test; ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM D2794-93(2010) Standard Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact); ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D522/D522M-13 Standard Test Methods for Mandrel Bend Test of Attached Organic Coatings; ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D523-14(2018) Standard Test Method for Specular Gloss; ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM B117-11 Standard Practice for Operating Salt Spray (Fog) Apparatus; ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM D1654-08(2016) Standard Test Method for Evaluation of Painted or Coated Specimens Subjected to Corrosive Environments; ASTM International: West Conshohocken, PA, USA, 2016.
- Hess, M. The relationship between gloss and surface roughness of paint films. J. Oil Colour Chem. Assoc. 1956, 39, 185–192. [Google Scholar]
- Flectcher, T.E. A simple model to describe relationships between gloss behavior, matting agent concentration and the rheology of matted paints and coatings. Prog. Org. Coat. 2001, 44, 25–36. [Google Scholar] [CrossRef]
- Liu, G.H.; Zhou, B.H.; Li, Y.F.; Qi, T.G.; Li, X.B. Surface properties of superfine alumina trihydrate after surface modification with stearic acid. Int. J. Miner. Metall. Mater. 2015, 22, 537–542. [Google Scholar] [CrossRef]










© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).