Evaluation of the Ultraviolet-Curing Kinetics of Ultraviolet-Polymerized Oligomers Cured Using Poly (Ethylene Glycol) Dimethacrylate

 ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of UV-Curable Oligomers
2.2. Evaluation of UV-Curing Behavior
2.3. Shrinkage Test
3. Results and Discussion
3.1. Evaluation of the Molecular-Weight Distribution of the Prepolymer
3.2. Evaluation of UV-Curing Behavior Using Photo-DSC
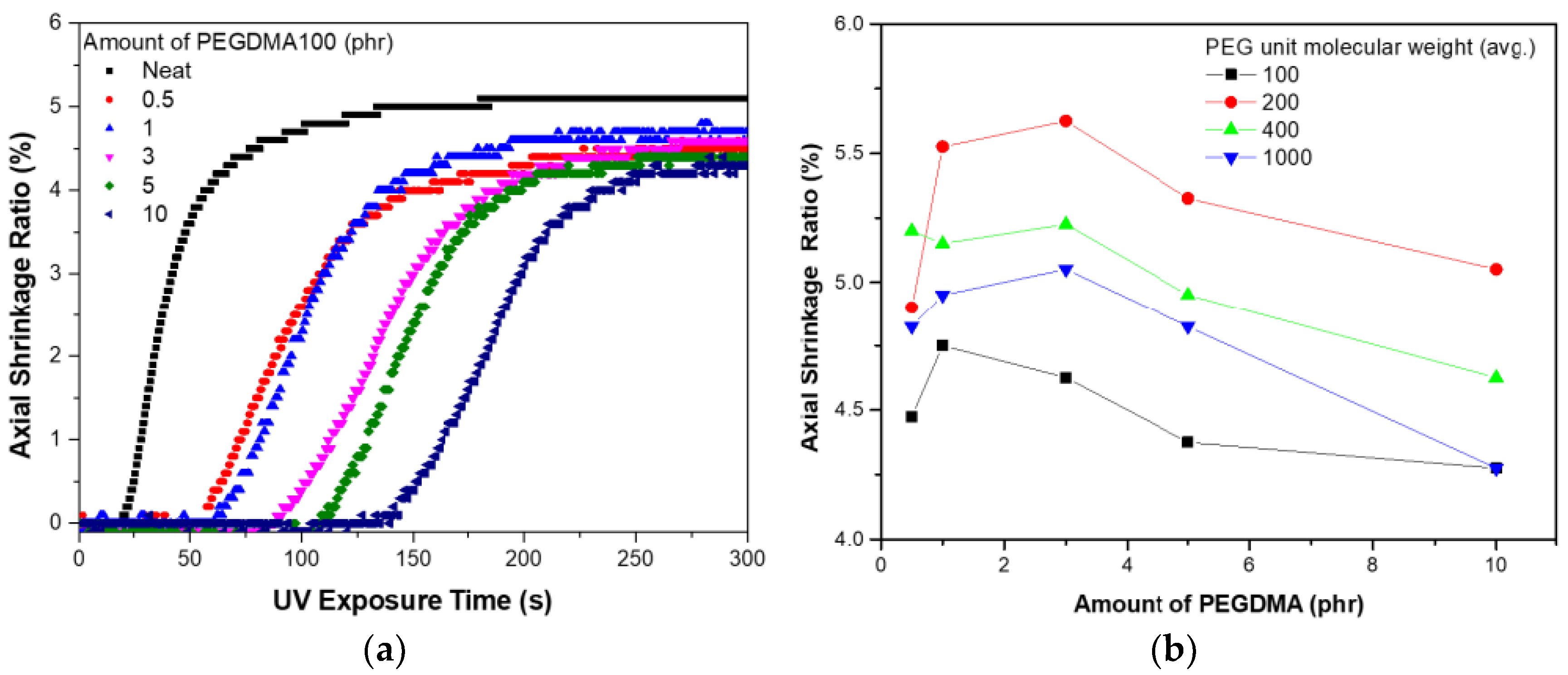
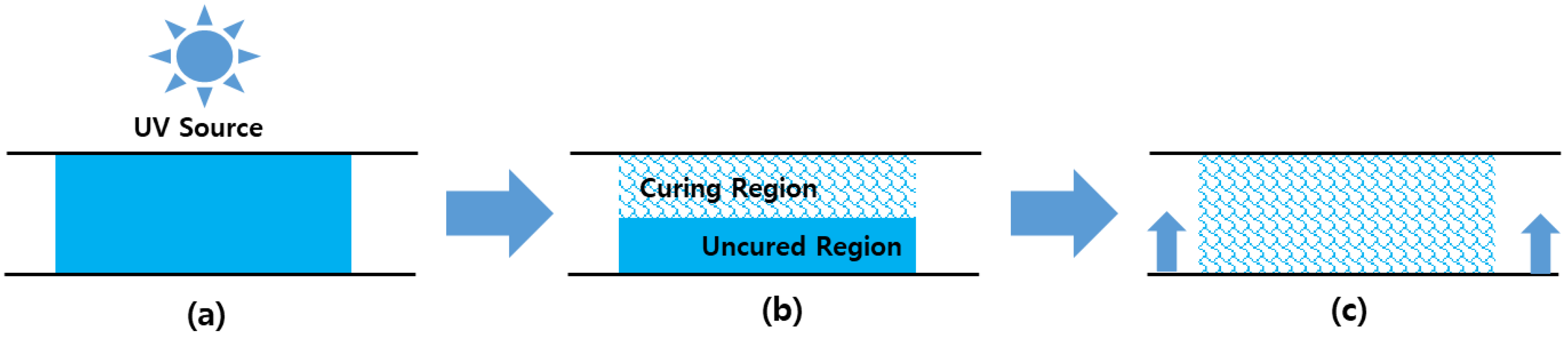
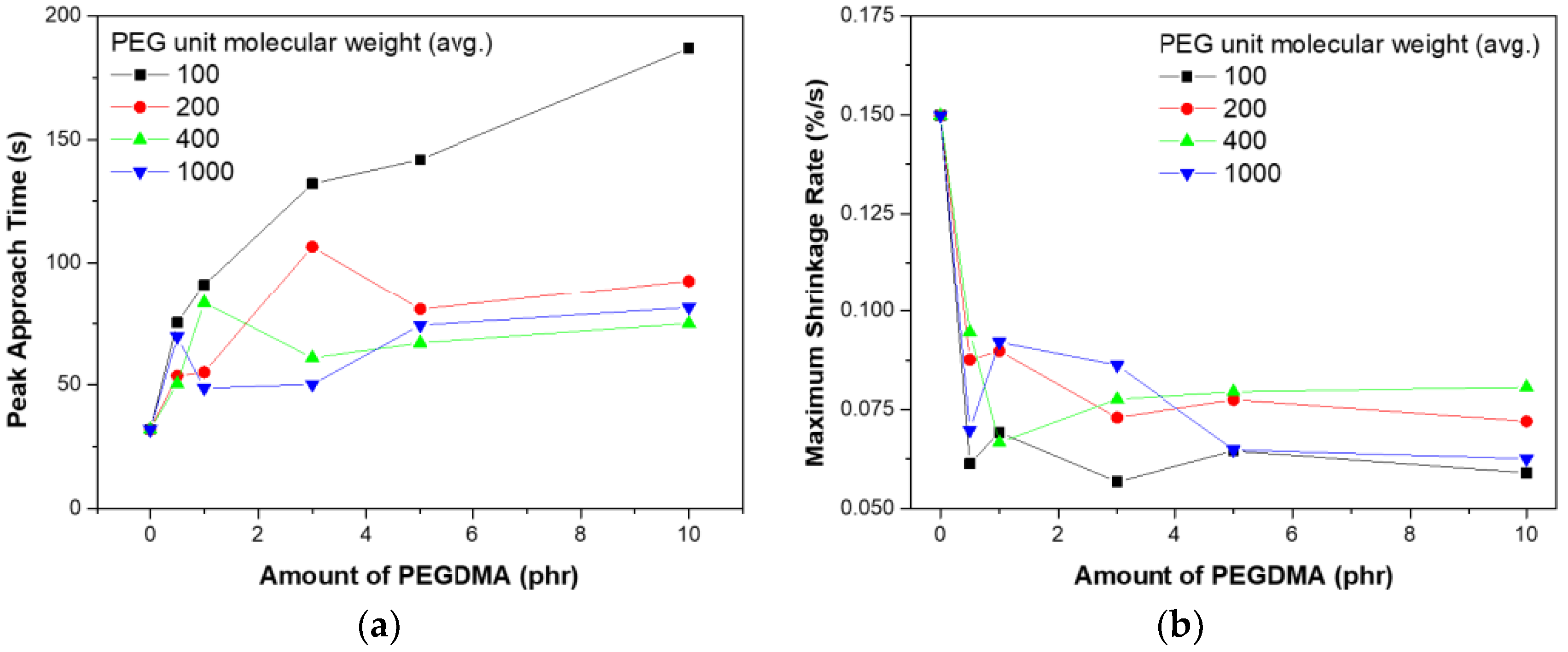
3.3. Shrinkage Rest
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Maag, K.; Lenhard, W.; Löffles, H. New UV curing systems for automotive applications. Prog. Org. Coat. 2000, 40, 93–97. [Google Scholar] [CrossRef]
- Yao, M.; Wang, R.-m.; Dong, M. Research progress of UV curing system. China Adhes. 2006, 15, 33. [Google Scholar]
- Kajtna, J.; Krajnc, M. Solventless uv crosslinkable acrylic pressure sensitive adhesives. Int. J. Adhes. Adhes. 2011, 31, 822–831. [Google Scholar] [CrossRef]
- Fukui, H.; Ishizawa, H.; Nakasuga, A. Development of photo-curable pressure sensitive adhesives with UV cationic curing of epoxy resins. J. Photopolym. Sci. Technol. 1999, 12, 169–172. [Google Scholar] [CrossRef][Green Version]
- Decker, C.; Viet, T.N.T.; Decker, D.; Weber-Koehl, E. UV-radiation curing of acrylate/epoxide systems. Polymer 2001, 42, 5531–5541. [Google Scholar] [CrossRef]
- Crivello, J.V.; Reichmanis, E. Photopolymer materials and processes for advanced technologies. Chem. Mater. 2013, 26, 533–548. [Google Scholar] [CrossRef]
- Decker, C. The use of UV irradiation in polymerization. Polym. Int. 1998, 45, 133–141. [Google Scholar] [CrossRef]
- Garoushi, S.; Vallittu, P.K.; Watts, D.C.; Lassila, L.V. Polymerization shrinkage of experimental short glass fiber-reinforced composite with semi-inter penetrating polymer network matrix. Dent. Mater. 2008, 24, 211–215. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.K.; Huang, B.Q.; Wei, X.F.; Shen, H.C. Study on Shrinkage of Cured Volume for UV-Curing Coatings. In Applied Mechanics and Materials; Trans Tech Publ: Zürich, Switzerland, 2015; pp. 588–592. [Google Scholar]
- Lee, S.-W.; Park, J.-W.; Park, C.-H.; Kwon, Y.-E.; Kim, H.-J.; Kim, E.-A.; Woo, H.-S.; Schwartz, S.; Rafailovich, M.; Sokolov, J. Optical properties and uv-curing behaviors of optically clear PSA-TiO2 nano-composites. Int. J. Adhes. Adhes. 2013, 44, 200–208. [Google Scholar] [CrossRef]
- Scott, T.F.; Cook, W.D.; Forsythe, J.S. Photo-DSC cure kinetics of vinyl ester resins. I. Influence of temperature. Polymer 2002, 43, 5839–5845. [Google Scholar] [CrossRef]
- Esen, D.S.; Karasu, F.; Arsu, N. The investigation of photoinitiated polymerization of multifunctional acrylates with TX-BT by photo-DSC and RT-FTIR. Prog. Org. Coat. 2011, 70, 102–107. [Google Scholar] [CrossRef]
- Cho, J.-D.; Hong, J.-W. Photo-curing kinetics for the UV-initiated cationic polymerization of a cycloaliphatic diepoxide system photosensitized by thioxanthone. Eur. Polym. J. 2005, 41, 367–374. [Google Scholar] [CrossRef]
- Scherzer, T.; Tauber, A.; Mehnert, R. UV curing of pressure sensitive adhesives studied by real-time ftir-atr spectroscopy. Vib. Spectrosc. 2002, 29, 125–131. [Google Scholar] [CrossRef]
- Scherzer, T. Depth profiling of the conversion during the photopolymerization of acrylates using real-time ftir-atr spectroscopy. Vib. Spectrosc. 2002, 29, 139–145. [Google Scholar] [CrossRef]
- Alvarez-Gayosso, C.; Barceló-Santana, F.; Guerrero-Ibarra, J.; Sáez-Espı́nola, G.; Canseco-Martı́nez, M.A. Calculation of contraction rates due to shrinkage in light-cured composites. Dent. Mater. 2004, 20, 228–235. [Google Scholar] [CrossRef]
- Park, J.-W.; Shim, G.-S.; Back, J.-H.; Kim, H.-J.; Shin, S.; Hwang, T.-S. Characteristic shrinkage evaluation of photocurable materials. Polym. Test. 2016, 56, 344–353. [Google Scholar] [CrossRef]
- Lee, J.-G.; Shim, G.-S.; Park, J.-W.; Kim, H.-J.; Han, K.-Y. Kinetic and mechanical properties of dual curable adhesives for display bonding process. Int. J. Adhes. Adhes. 2016, 70, 249–259. [Google Scholar] [CrossRef]
- Lee, J.-G.; Shim, G.-S.; Park, J.-W.; Kim, H.-J.; Moon, S.-E.; Kim, Y.-K.; No, D.-H.; Kim, J.-H.; Han, K.-Y. Curing behavior and viscoelasticity of dual-curable adhesives based on high-reactivity azo initiator. J. Electron. Mater. 2016, 45, 3786–3794. [Google Scholar] [CrossRef]
- Do, H.-S.; Park, Y.-J.; Kim, H.-J. Preparation and adhesion performance of UV-crosslinkable acrylic pressure sensitive adhesives. J. Adhes. Sci. Technol. 2006, 20, 1529–1545. [Google Scholar] [CrossRef]
- Chiang, T.H.; Hsieh, T.-E. A study of monomer’s effect on adhesion strength of uv-curable resins. Int. J. Adhes. Adhes. 2006, 26, 520–531. [Google Scholar] [CrossRef]
- Park, J.-W. Evaluation of Curing Shrinkage of the Photo-Curable Material and Its Application for Photo-Curable Adhesives; Seoul National University: Seoul, Korea, 2016. [Google Scholar]
- Lee, I.-B.; Cho, B.-H.; Son, H.-H.; Um, C.-M.; Lim, B.-S. The effect of consistency, specimen geometry and adhesion on the axial polymerization shrinkage measurement of light cured composites. Dent. Mater. 2006, 22, 1071–1079. [Google Scholar] [CrossRef] [PubMed]
- Park, J.-W. Evaluation of UV Curing Behavior of UV Curable Resin through a Variety of Devices. In Proceedings of the 5th China International Bonding & 5th Asian Conference on Adhesion, Beijing, China, 15–17 September 2013. [Google Scholar]
- Moeck, A.; Ag, R. Shrinkage of UV Oligomers and Monomers. In Proceedings of the RadTech UV/EB 2014, Rosemont, IL, USA, 12–14 May 2014; pp. 5–9. [Google Scholar]
- Narang, A.S.; Boddu, S.H. Excipient applications in formulation design and drug delivery. In Excipient Applications in Formulation Design and Drug Delivery; Springer: Berlin, Germany, 2015; pp. 1–10. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
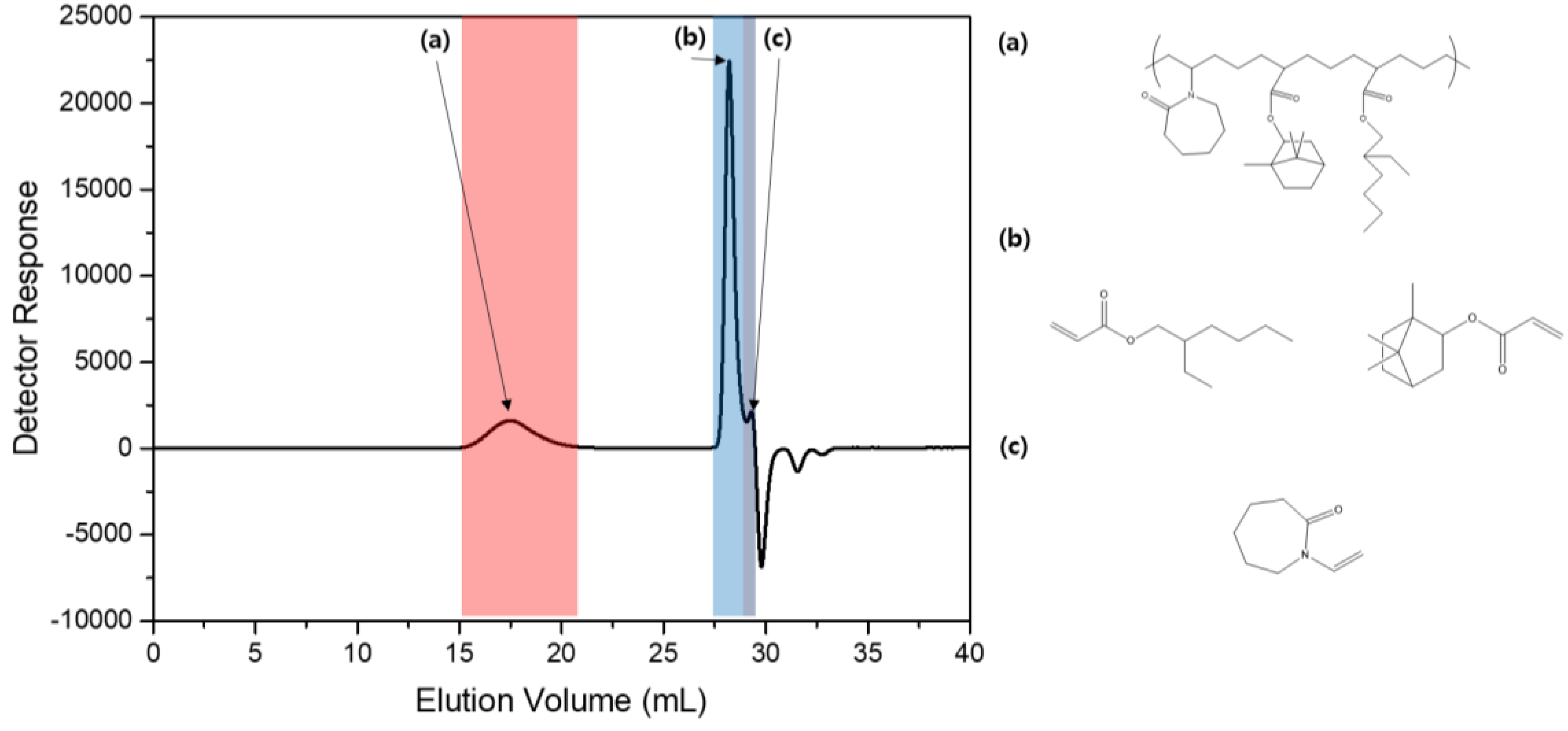
| Section | Mn | Mw | PDI |
|---|---|---|---|
| A | 637,990 | 1,504,900 | 2.358 |
| B | 156 | 161 | 1.032 |
| C | 67 | 68 | 1.005 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-W.; Lee, J.-G.; Shim, G.-S.; Kim, H.-J.; Kim, Y.-K.; Moon, S.-E.; No, D.-H. Evaluation of the Ultraviolet-Curing Kinetics of Ultraviolet-Polymerized Oligomers Cured Using Poly (Ethylene Glycol) Dimethacrylate. Coatings 2018, 8, 99. https://doi.org/10.3390/coatings8030099
Park J-W, Lee J-G, Shim G-S, Kim H-J, Kim Y-K, Moon S-E, No D-H. Evaluation of the Ultraviolet-Curing Kinetics of Ultraviolet-Polymerized Oligomers Cured Using Poly (Ethylene Glycol) Dimethacrylate. Coatings. 2018; 8(3):99. https://doi.org/10.3390/coatings8030099
Chicago/Turabian StylePark, Ji-Won, Jong-Gyu Lee, Gyu-Seong Shim, Hyun-Joong Kim, Young-Kwan Kim, Sang-Eun Moon, and Dong-Hun No. 2018. "Evaluation of the Ultraviolet-Curing Kinetics of Ultraviolet-Polymerized Oligomers Cured Using Poly (Ethylene Glycol) Dimethacrylate" Coatings 8, no. 3: 99. https://doi.org/10.3390/coatings8030099
APA StylePark, J.-W., Lee, J.-G., Shim, G.-S., Kim, H.-J., Kim, Y.-K., Moon, S.-E., & No, D.-H. (2018). Evaluation of the Ultraviolet-Curing Kinetics of Ultraviolet-Polymerized Oligomers Cured Using Poly (Ethylene Glycol) Dimethacrylate. Coatings, 8(3), 99. https://doi.org/10.3390/coatings8030099