3.1. Nano-Mechanical Properties
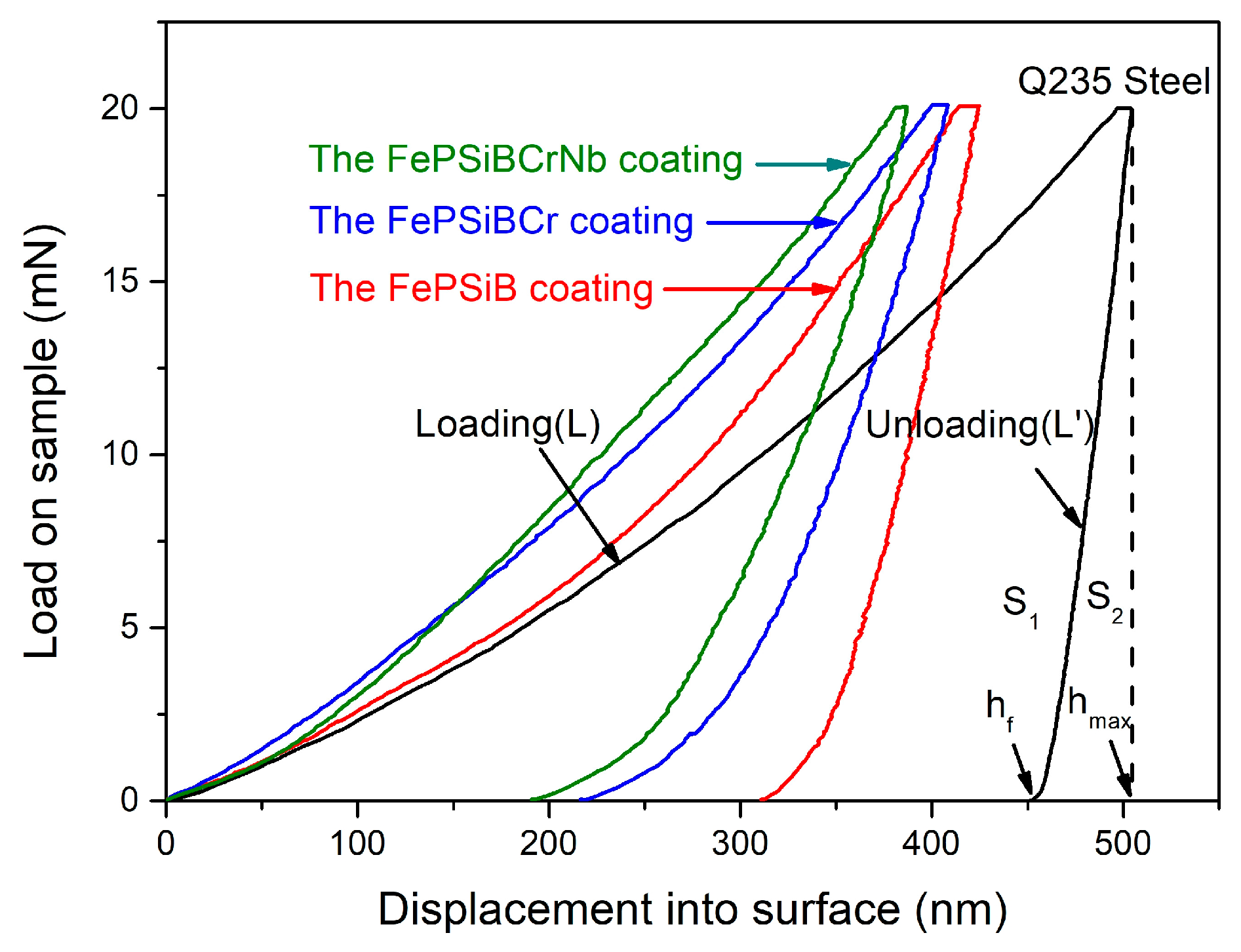
Figure 1 plots the loop curves of nanoindentation tests for the FePSiB-based coatings and Q235 steel substrate. Load-displacement curves show that the indentation of hard amorphous phase is shallower, while that of soft crystalline phase is deeper. These results are consistent with the microstructural reports in reference [
18]. The maximum indentation displacement (
hmax) of the Fe
76P
5Si
9B
10, Fe
66P
5Si
9B
10Cr
10 and Fe
65P
5Si
9B
10Cr
10Nb
1 coating are 311, 217 and 191 nm, respectively. With the addition of Cr and Nb, the maximum displacement of the FePSiB-based coating decreases gradually. The nano-hardness (
H) and reduced Elastic Modulus (
Er) of the tested samples are listed in
Table 1. The additions of Cr and Nb excursions promote an increase in the
H. The Fe
65P
5Si
9B
10Cr
10Nb
1 coating has a hardening response value of 7.7 GPa. This is ascribed to the higher amorphous content and the greater negative mixing enthalpy between Nb and P (Si, B) elements. It promotes the fracture strength of the FePSiB-based coatings, as supported by the investigations in reference [
18,
19]. Furthermore, with the addition of Cr and Nb elements, the
Er value of the FePSiB-based coatings is around 110 GPa, which is lower than that of the Fe
66P
5Si
9B
10 coating of 139 GPa. It is noted that the developed Fe
65P
5Si
9B
10Cr
10Nb
1 amorphous and nanocrystalline coating presents a higher hardness with a lower reduced Elastic Modulus. These data indicate that the coating has high wear and plastic deformation resistance [
20].
Besides
H and
Er, the
H/Er ratio and
H3/Er2 ratio values of the FePSiB-based coatings increase with the addition of Cr and Nb. Moreover,
Er values of the Fe
66P
5Si
9B
10Cr
10 and Fe
65P
5Si
9B
10Cr
10Nb
1 coating are 107 GPa and 108 GPa, respectively. There is no significant variation in
Er of both coatings. Therefore, η value can be employed to indicate how much elastic energy of the coatings can release after loading [
21,
22,
23]. The η value confirms that the Fe
65P
5Si
9B
10Cr
10Nb
1 coating, where the amorphous and nanocrystalline structures coexist in the coating, appears optimum wear performance once more.
3.2. Friction and Wear Behaviors
The wear rates (
WR) and the coefficients of friction (
COF) of the FePSiB-based coatings and Q235 steel substrate are illustrated in
Figure 2. According to
Figure 2a, it is evident that the
WR of the coatings depends on the normal loads and it increases with the increase of normal loads. The
WR of Q235 steel substrate is higher than the FePSiB-based coatings for all test conditions. The
WR of the FePSiB-based coatings decreases by the additions of Cr and Nb, When the load reaches 100 N, the wear resistance of the Fe
65P
5Si
9B
10Cr
10Nb
1 coating is about 1.7, 2.3 and 2.6 times that of the Fe
65P
5Si
9B
10Cr
10, Fe
65P
5Si
9B
10 coatings and Q235 steel substrate, respectively. The wear behaviors obey the traditional wear law governed by Archard’s equation [
24]:
where
k is the wear resistance factor,
P is the normal load,
H is the hardness, d
x is the differentiation of sliding wear distance, and d
V is the differentiation of wear volume loss [
24]. The Archard’s equation illuminates the fact that the harder the material, the lower the wear mass loss. The wear rate of the FePSiB-based coatings is inversely proportional to the hardness under the same wear conditions. From
Table 1, the Fe
65P
5Si
9B
10Cr
10Nb
1 coating has the highest hardness, so it presents the lowest
WR among the tested specimens.
Figure 2b plots the
COF of all test samples. The
COF of Q235 steel substrate is around 0.3–0.4, while that of the FePSiB-based coatings is about 0.4–0.6. The insert figure in
Figure 2b depicts the
COF curves of the tested samples at a sliding load of 100 N. The
COF of the Fe
65P
5Si
9B
10 coating is decreasing with the increase of the normal loads. However, slight increments in the
COF for the coatings with Cr and Nb additions are perceived. The
COF of the Fe
65P
5Si
9B
10 coating is higher that of the coatings by the addition of Cr and Nb elements under a lower sliding load of 20 N. On the contrary, the Fe
65P
5Si
9B
10 coating presents the relatively lowest
COF among the coatings as the normal load increases. This may be attributed to the nature of the soft and pliable debris. As discussed previously, the Fe
65P
5Si
9B
10 coating has a crystalline structure and a relatively low hardness [
18]. At a lower load (20 N), the wear debris produced by the coating is relatively small, and little debris will be entrapped on the wear surface. Therefore, the wear surface of the coating with a lower hardness is prone to have greater roughness, so the
COF is relatively high. As the load increases from 60 to 100 N, the FePSiB coatings are easy to form soft and ductile wear debris during sliding testing, which is easily involved on the worn surface to form tribo-film. These ductile tribo-films have a low shear stress, which leads to a lower
COF at a higher normal load. Similar finding has reported recently by Ayyagari [
25]. Therefore, the
COF of the Fe
65P
5Si
9B
10 coating is lower at the higher applied load.
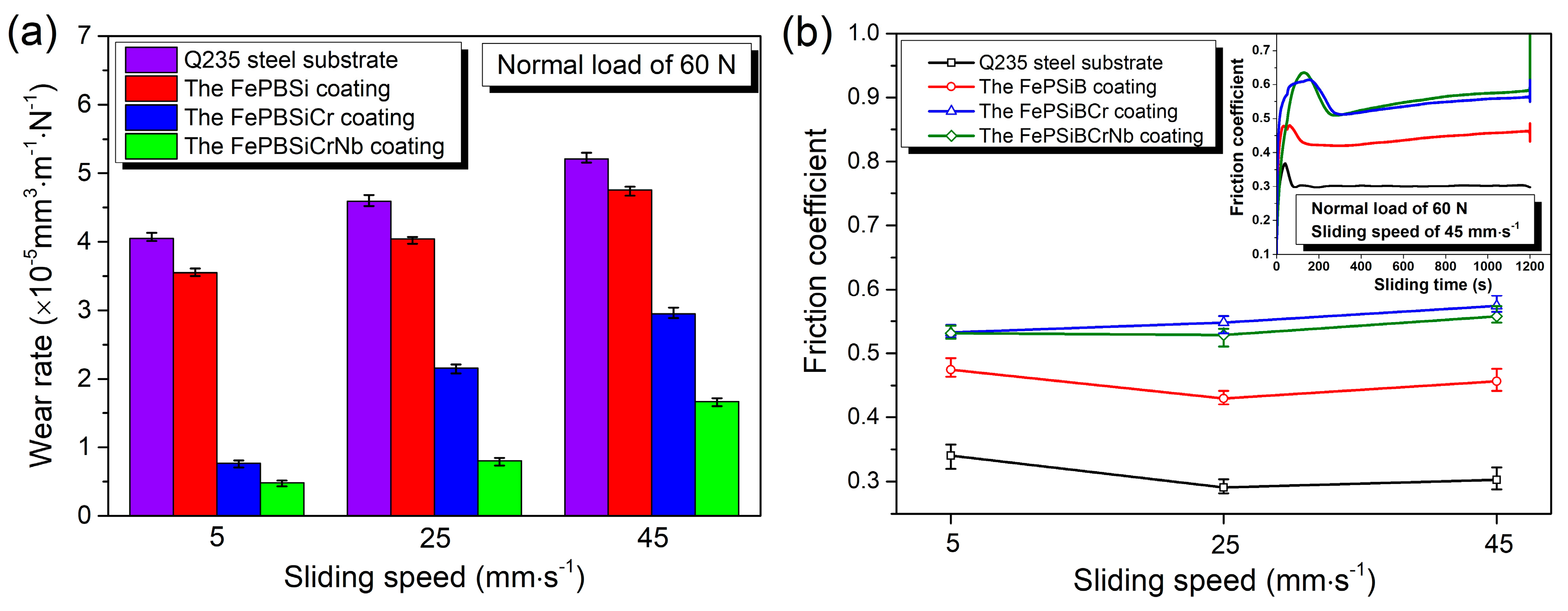
The
WR and
COF of the coatings and the substrate with the variation of sliding speeds are shown in
Figure 3. Similarly, as the sliding speed increases, the
WR of the tested samples increases. The Q235 steel substrate displays the highest
WR among all samples. With the addition of Cr and Nb, the
WR of the FePSiB-based coatings decreases, as depicted in
Figure 3a. The main reason is that the temperature of the worn surface of the FePSiB-based coating will increase continuously with the increase of the sliding speed, resulting in a decrease in the hardness of the coating. Merchant et al. [
26] investigated the fluctuation of hardness with the temperature originated from friction heat, and the relationship equation is listed as follows:
where
T is the temperature,
H is the hardness, and
A is the intrinsic hardness when
T equals zero and
B is the softening coefficient. Equation (3) shows that the hardness of the FePSiB-based coatings decreases exponentially with the increase of worn surface temperature. Therefore, according to Archard’s Equation (2), the
WR increases with the decrease of
H. Moreover, as the Cr and Nb add to the coating, the
WR of the coatings decreases under the same wear conditions. The Fe
65P
5Si
9B
10Cr
10Nb
1 coating exhibits the superior wear resistance. When sliding speed reaches 45 mm·s
−1, the
WR of the Fe
65P
5Si
9B
10Cr
10Nb
1 coating is about 1.7, 2.8 and 3.1 times that of the Fe
65P
5Si
9B
10Cr
10, Fe
65P
5Si
9B
10 coating and the Q235 steel substrate, respectively.
Figure 3b and the insert figure shows the
COF of the tested samples. The
COF values for all samples reveal slight fluctuations with different sliding speeds. Similarly, the Fe
65P
5Si
9B
10 coating presents the lowest value among the FePSiB-based coatings.
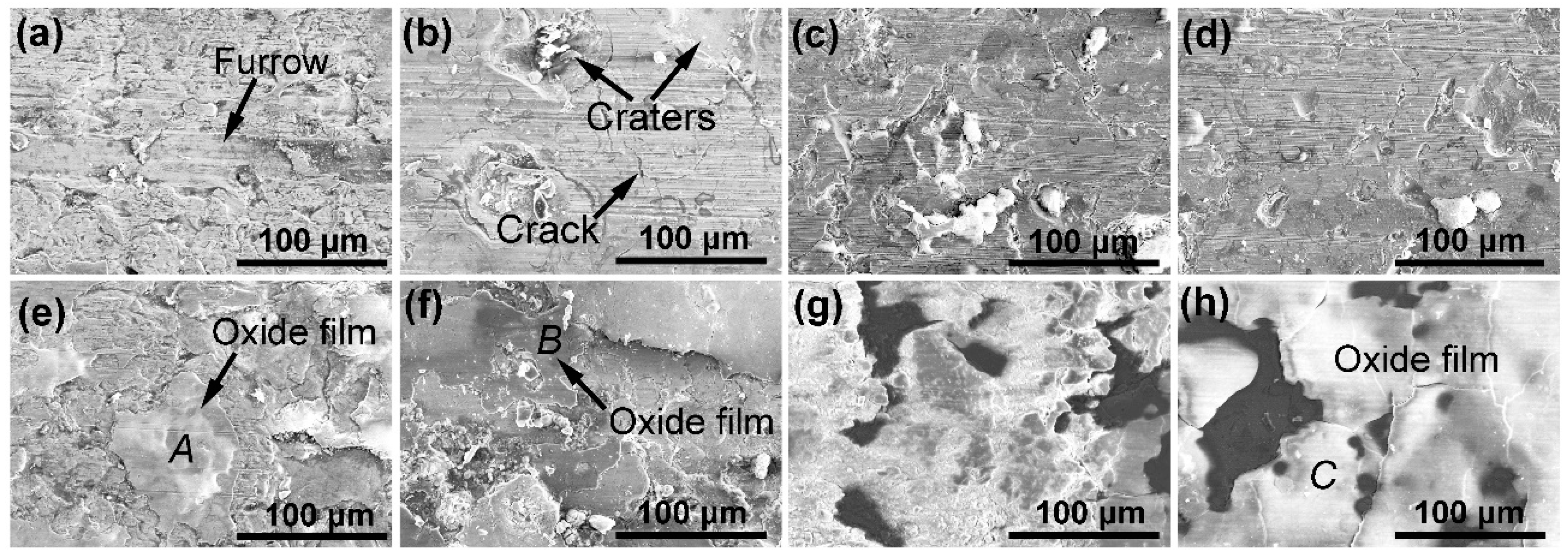
3.3. Worn Morphology and Wear Mechanisms Analysis
Figure 4 shows the SEM image of worn morphologies of the FePSiB-based coatings and Q235 steel substrate with various sliding loads. For a Q235 steel substrate, the worn surface is rough and numerous wide and deep furrows appear on the worn surface at a load of 20 N, as seen with the arrow in
Figure 4a. These grooves are likely formed when wear debris originated from the broken materials by continuous reciprocating sliding traps between the worn surface, counterface, and acts as fixed indenters. This is a three-body abrasive wear mechanism. For the Fe
65P
5Si
9B
10 coating in
Figure 4b, besides several parallel furrows, there are some micro-cracks and big craters on the worn scar. This is also termed brittle fracture and delamination mechanism. Similar worn morphologies are observed for the Fe
65P
5Si
9B
10Cr
10 coating and the Fe
65P
5Si
9B
10Cr
10Nb
1 coating, but the plough groove morphologies are becoming narrow and shallow and the peeling-off appearance is not severe, as depicted in
Figure 4c,d, respectively. With the addition of Cr and Nb, the worn surface of the coating is increasingly smooth, indicating less wear volume loss.
When the sliding load is 100 N, the worn surface of the substrate is quite rough. Some discontinuous large islands of material are found on worn surfaces, seen in the “
A” region in
Figure 4e. The chemical compositions of the “
A” region are O
66.56-C
5.55-W
3.53-Fe
24.37 (at.%). It means that the Q235 steel debris is entangled in the worn surface follow oxidation, which forms frictional oxide film. In addition, numerous furrows and craters are also observed on the worn surface of the substrate. For the Fe
65P
5Si
9B
10 coating, as shown in
Figure 4f, many server splats fracture and big continuous craters display on the worn scars, confirming severe wear behavior of the coating. This is because the force per unit area of the surface of the coating increases sharply under a higher sliding load. After a long period of reciprocating sliding wear, the bonding strength between the inter-splats decreases and some splats are crushed out of the coating, resulting in the wear rate of the Fe
65P
5Si
9B
10 coating increasing. In addition, small-scale tearing tribological films (tribo-film) are found, seen in the “
B” region in
Figure 4f. The chemical composition of the “
B” zone is O
62.61-Si
1.88-C
7.25-W
0.68-Fe
27.63 (at.%). It is also a frictional oxide layer.
For the Fe
65P
5Si
9B
10Cr
10 coating, some scuffing and locally loose tribo-film are found on the worn surface, as shown in
Figure 4g. However, the worn scar of the Fe
65P
5Si
9B
10Cr
10Nb
1 coating is well distributed by the smooth bright tribo-film and no scoring marks could be observed, as shown in
Figure 4h. In this situation, compared with the
Figure 4f–g, the compact and continuous tribo-film covers a larger area in sliding track and no big spalling craters are detected, indicating more stability of the tribo-films. The chemical compositions of the mark “
C” region are O
71.62-Si
1.64-C
4.42-W
2.11-Fe
16.66-Cr
3.03-Nb
0.52 (at.%). The oxidative tribo-film is produced by the following process. At first, when the elastic properties of the coating cannot tolerate its plastic deformation during sliding wear, debris will be formed. Some of this debris will be discharged from the worn surface, while others will remain by rolling with a WC ball. The retained wear debris undergoes repeated deformation and comminution. Simultaneously, the tribochemical reactions will rise during the formation of wear debris owing to friction heat. The higher the load, the bigger the flash temperature of the frictional surface, and the greater the tendency of oxidation debris. With the repeatedly smash and fragment of oxide debris, some fine debris will agglomerate adherent to the worn surface in some zone, especially in furrows or craters. Ultimately, the agglomerated fine oxide debris is compacted during reciprocating wear, thus forming a dense tribo-film. These oxidative tribo-films have two functions. Firstly, as abrasive particles between the sliding interface, it promotes three body wear, aggravates splats fracture and exacerbates volume loss (
Figure 4e). Secondly, it plays a role of the protective tribo-film to prevent the wear of the coating. Therefore, few scuffing and scratching marks are visible on the worn scar of the Fe
65P
5Si
9B
10Cr
10Nb
1 coating (
Figure 4h). However, shear stress and friction force cause mass loss of the coating [
27]. Generally speaking, the higher the load, the greater the shear stress. The oxidative tribo-film easily delaminates under the action of greater external stress, which promotes the increase of wear rate. Therefore, the main wear mechanisms of the FePSiB-based coatings are delamination and oxidative wear.
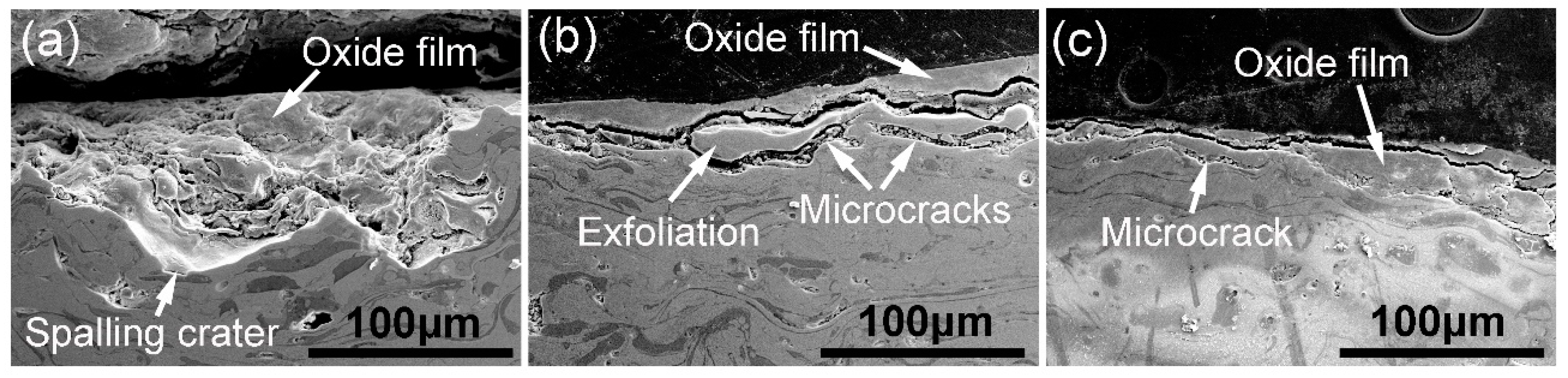
Figure 5 is the cross-sectional worn morphologies of the FePSiB-based coatings with a load of 100 N. There is a big spalling carter in the Fe
65P
5Si
9B
10 coating (
Figure 5a), suggesting the failure behavior of brittle spalling on this friction counterpart. In the early stage of sliding, the subsurface of the Fe
65P
5Si
9B
10 coating experiences elastoplastic deformation. Some microcracks will sprout at the edge of splats, oxides and unmelted particles. With the repeated squeezing of WC balls, the microcracks would propagate along the subsurface of the Fe
65P
5Si
9B
10 coating. The loose particles will peel off and crater forms. Moreover, there is a block-like, non-continuous substance existence in the crater, seen by “
A” in
Figure 5a.
Table 2 lists its compositions. It is clear that the substance is oxidative tribo-film. For the Fe
65P
5Si
9B
10Cr
10 coating in
Figure 5b, numerous transverse cracks and exfoliation appear in the worn track. This is mainly due to the shear stress produced in the sliding process. In addition, there is a thinner, continuous film in the “
B” region in
Figure 5b. The compositions in
Table 2 confirm that it is an oxide film. However, with the addition of Nb element, the worn track is much smoother. Only some traversal micro-cracks and successive thick oxidative tribo-film marked “
C” in
Figure 5c (the compositions are listed in
Table 2) present in the subsurface. The composition marked “
C” zone in
Figure 5c is similar to that of the “
C” region in
Figure 4h, which further confirms the formation of friction oxide film. Moreover, with the additions of Cr and Nb, the cross-section analysis shows the oxide tribo-films on the worn surface tends to be thicker and denser, which results in a lower wear rate of the coatings under the same sliding testing conditions.
Figure 6 is the worn tracks of the FePSiB-based coatings and Q235 steel substrate with various sliding speeds at a load of 60 N. When the sliding speed is 5 mm·s
−1, some parallel furrows and severe scratches occur on the worn surface of the Q235 steel substrate, as shown in
Figure 6a. As sliding speed reaches 45 mm·s
−1, the plough furrow appears on the worn surface along with the friction oxide film, as shown in
Figure 6e.
Figure 6b,f are the worn scars of the Fe
65P
5Si
9B
10 coating. It can be seen that the parallel furrows present in the Fe
65P
5Si
9B
10 coating. In some places, the discontinuous white island-like tribo-films are found. Delamination appears on worn surfaces for all testing speed. With the increasing of sliding speed, the delamination becomes more severe. At a lower sliding speed, except slight furrow scratching, there is some exfoliation existence of the Fe
65P
5Si
9B
10Cr
10 coating, as can be seen from
Figure 6c. While some discontinuous black tribo-films with local spalling craters are observed at a higher sliding speed of 45 mm·s
−1 (
Figure 6g). For the Fe
65P
5Si
9B
10Cr
10Nb
1 coating in
Figure 6d,h, the worn scar is smooth and no spalling craters appear. As sliding speed increases to 45 mm·s
−1, the oxide films become continuously and cover widely. The chemical compositions of the Fe
65P
5Si
9B
10Cr
10Nb
1 coating at speed of 5 and 45 m·s
−1 are O
16.14Si
5.22Cr
10.12Nb
0.47C
9.79Fe
58.26 and O
45.27Si
3.08Cr
5.92Nb
0.4C
10.28Fe
35.05 (at.%), respectively. It can be seen that oxygen content is proportional to sliding speed. This is because the temperature at the interface depends on friction work, which is proportional to sliding speed and load. Therefore, the higher the sliding speed, the faster the formation of oxide film.
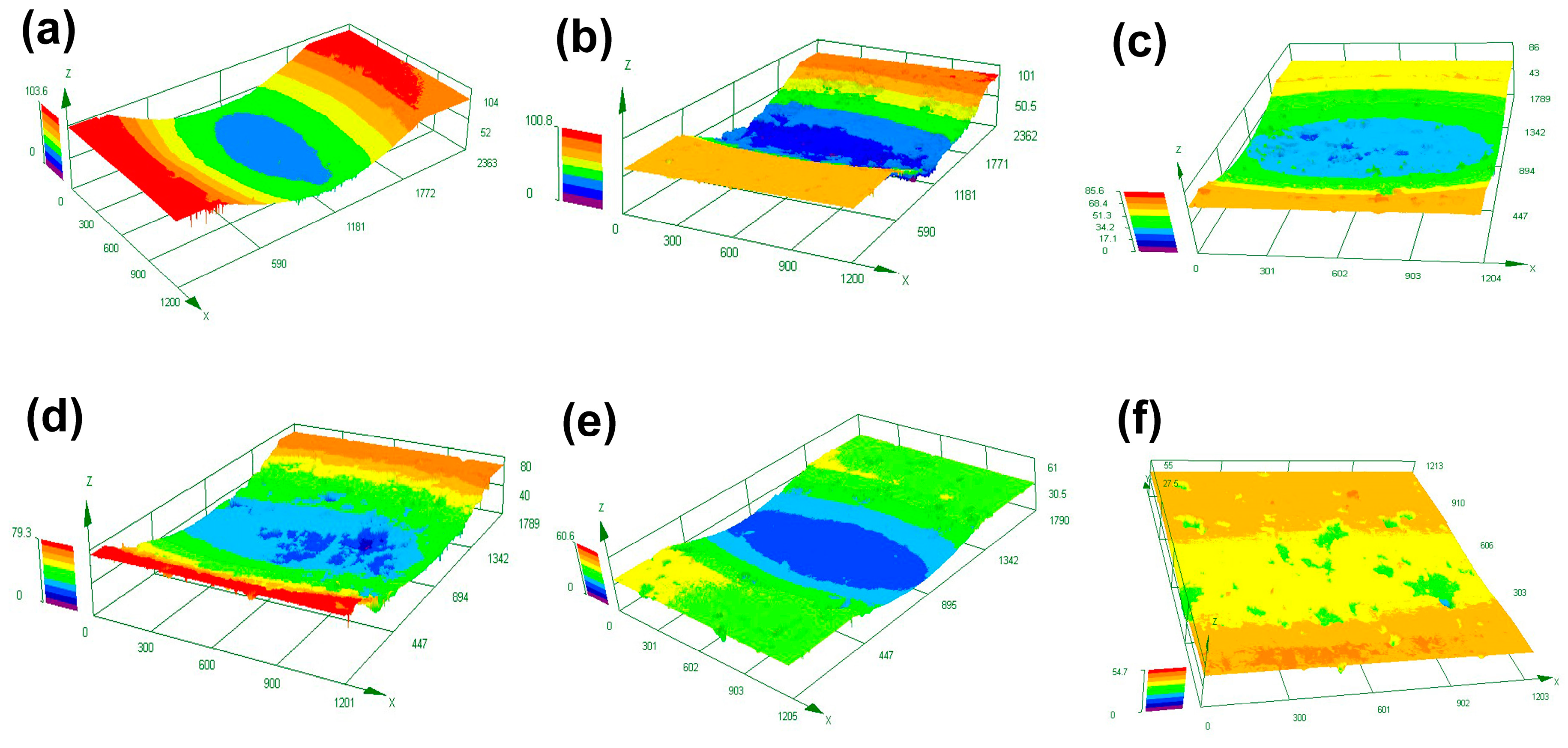
3D images of wear tracks developed after testing the coatings with various sliding speeds and normal loads are depicted in
Figure 7. It is evident from the figure that the worn track of the Fe
65P
5Si
9B
10 coating is wide and deep. Compared
Figure 7a with
Figure 7d, wear marks of the coating with the addition of Cr and Nb is becoming much narrower and shallower than that of the Fe
65P
5Si
9B
10 coating. It further confirms that volume loss of the coatings containing Cr and Nb is less.
3.4. The Relationships between Microstructure, Mechanical Properties and Wear Resistance
From the above observation of wear experiment results, it can be deduced that the Fe
65P
5Si
9B
10Cr
10Nb
1 coating displays superior wear resistance compared with the Fe
65P
5Si
9B
10 coating and Fe
65P
5Si
9B
10Cr
10 coating. The microstructure and mechanical properties of the FePSiB-based coatings are responsible for their wear resistance. Firstly, through previous investigations [
14], the Fe
65P
5Si
9B
10 coating has α-Fe phase nanoscale structure. The additions of Cr and Nb promote the decreasing size of crystalline and the formation of a full amorphous phase. It is beneficial to improving the wear resistance of the coating with nanoparticles distributing uniform in amorphous matrix [
28]. According to the Hall–Petch formula, the smaller the grain size, the higher the hardness and strength of the coating. The high-density grain boundaries and phase interfaces between nanocrystalline have a positive impact on preventing the propagation of cracks and improving the fatigue life of coatings. Simultaneously, with the increasing of amorphous fraction in the Fe
65P
5Si
9B
10Cr
10Nb
1 coating, the residual compressive stress and local shear band actions of amorphous structure also contribute to the enhancement of wear resistance [
29]. Secondly, compared with the Fe
65P
5Si
9B
10 and Fe
65P
5Si
9B
10Cr
10 coatings, the Fe
65P
5Si
9B
10Cr
10Nb
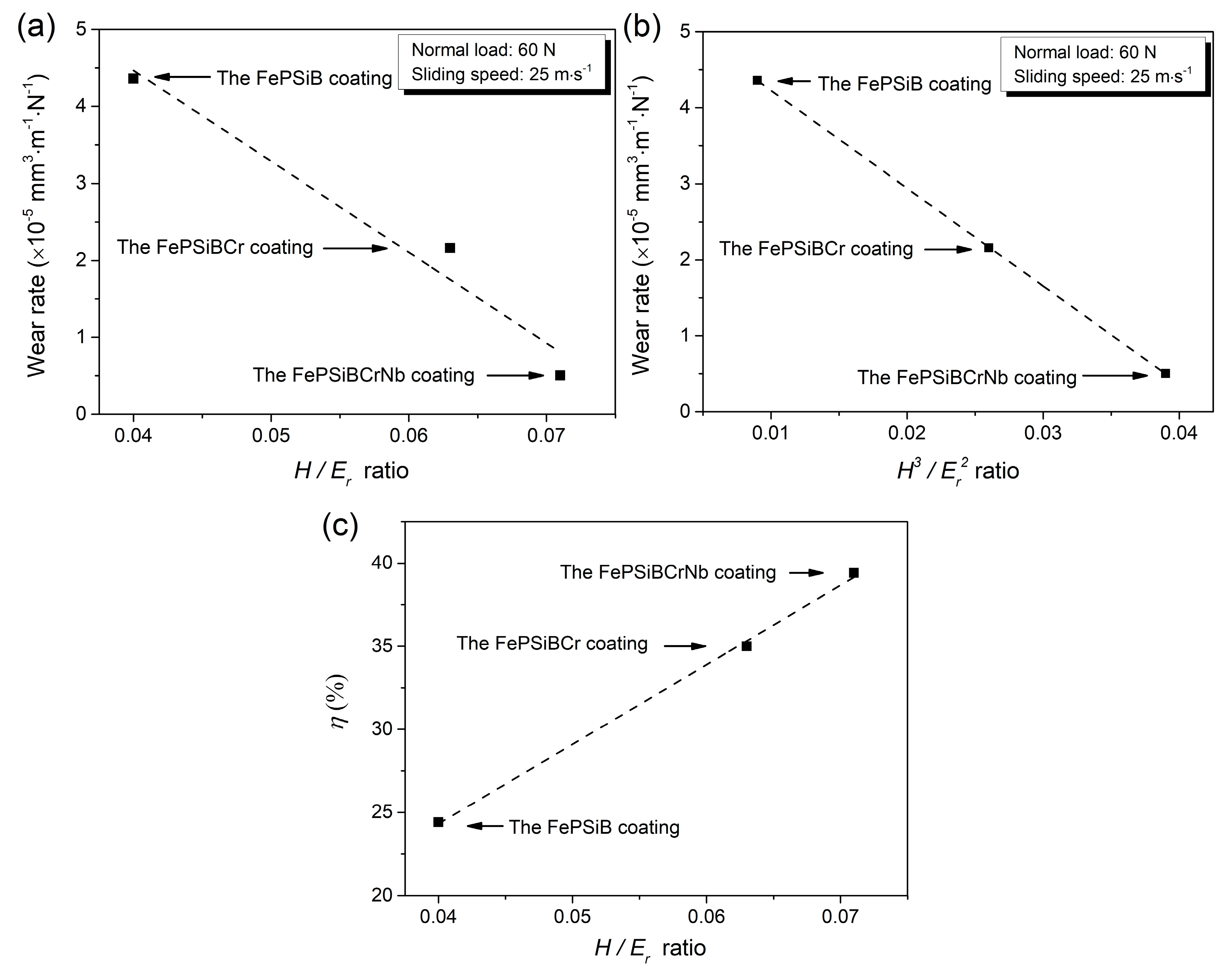
1 coating has better mechanical properties.
Figure 8a,b depict the relationships between the
H/Er ratio, the
H3/Er2 ratio and wear rates for the coatings with a sliding load of 60 N and speed of 25 mm·s
−1. It is clear that the wear rate is decreasing as a function of the
H/Er and
H3/Er2 ratio. The reason is due to the higher
H/Er ratio and the
H3/Er2 ratio providing the greater load-bearing capacity of the coating. Thus, when the WC ball slides on the FePSiB-based coatings, the load-bearing capacity of the coating is large enough to tolerate external loading without exceeding its elastic limit, which increases wear resistance. The relationship between
H/Er and elastic recovery η value is shown in
Figure 8c. The
H/Er ratio is proportional to η value because they are the elastic property index of materials. The high η value and the
H/Er ratio endue the Fe
65P
5Si
9B
10Cr
10Nb
1 coating with greater deformation resistance, higher strain tolerance and less damage.
Thirdly, the larger area and compact oxide tribo-films are formed on the Fe
65P
5Si
9B
10Cr
10Nb
1 coating through the subsequently sliding wear process to protect the underlying coating from further wear. Consequently, it avoids the direct WC ball-to-coating contact and results in a relatively low wear rate. This result is consistent with the morphologies revealed in
Figure 4,
Figure 5 and
Figure 6. It is suggested that the formation of dense oxide films on the worn surface is propitious to reducing volume loss and protecting the sliding surface of components under dry friction conditions. Therefore, the wear resistance of the coating containing Cr and Nb increases gradually.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}