Rheology and Screen-Printing Performance of Model Silver Pastes for Metallization of Si-Solar Cells


Abstract
1. Introduction
2. Materials
3. Experimental Methods
3.1. Rheological Measurements
3.2. Screen-Printing Tests and Morphology Observation of Printed Electrodes
4. Results and Discussion
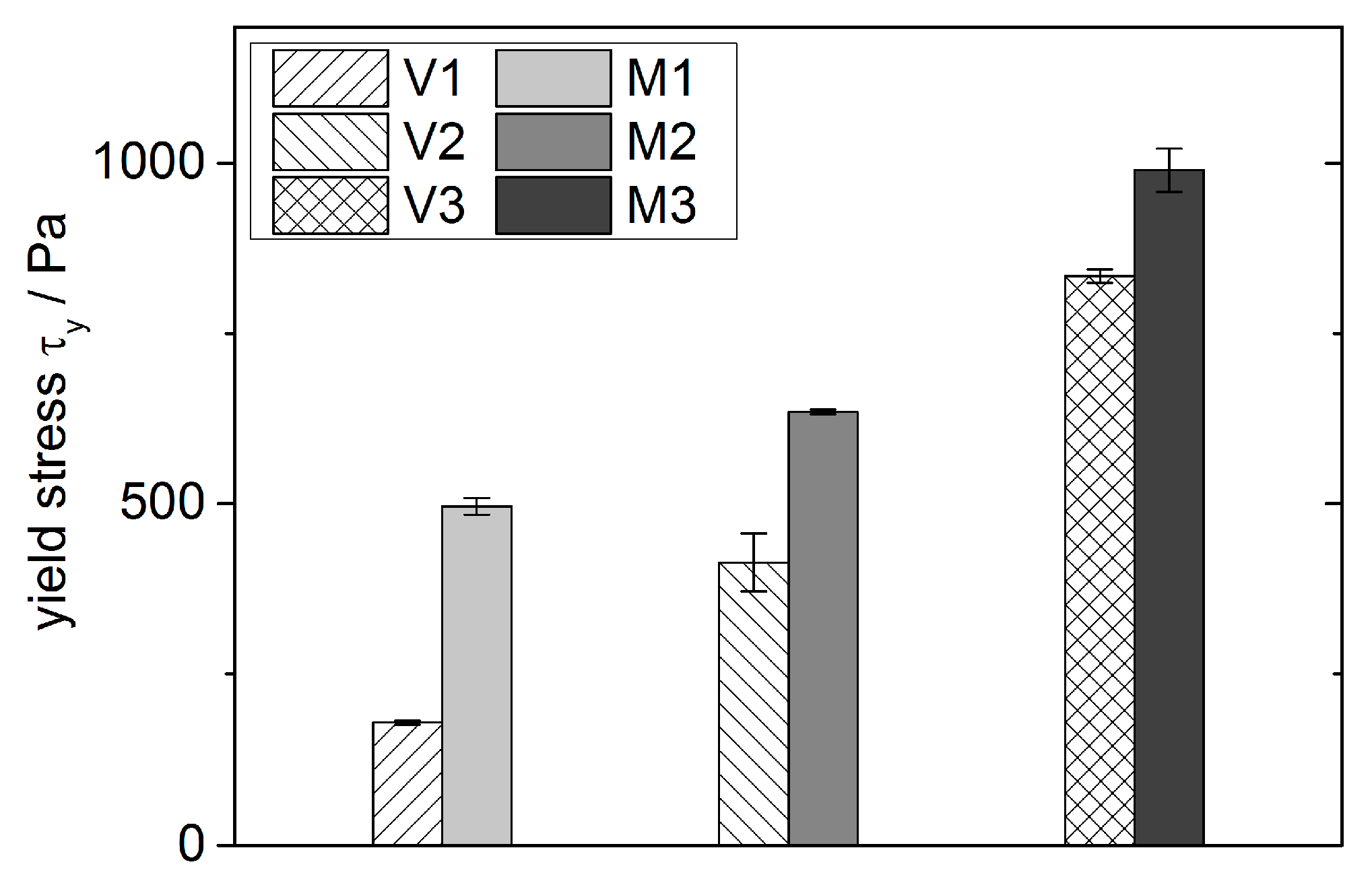
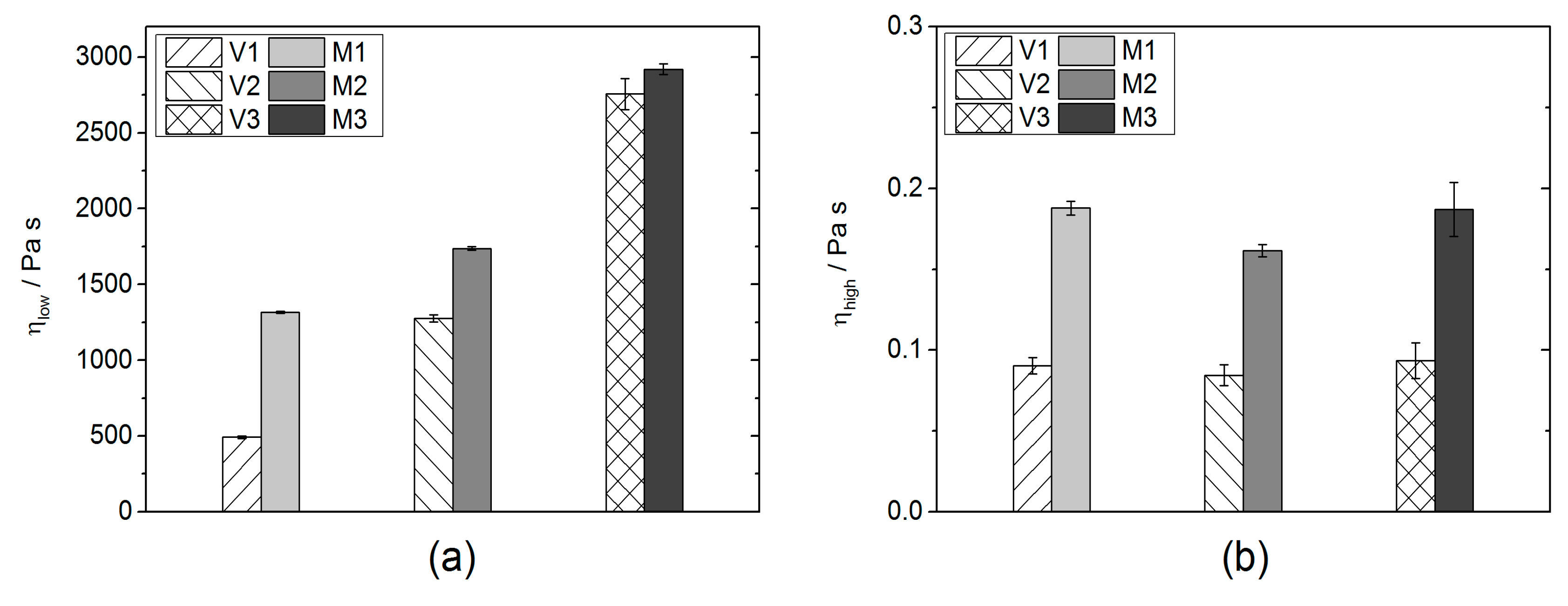
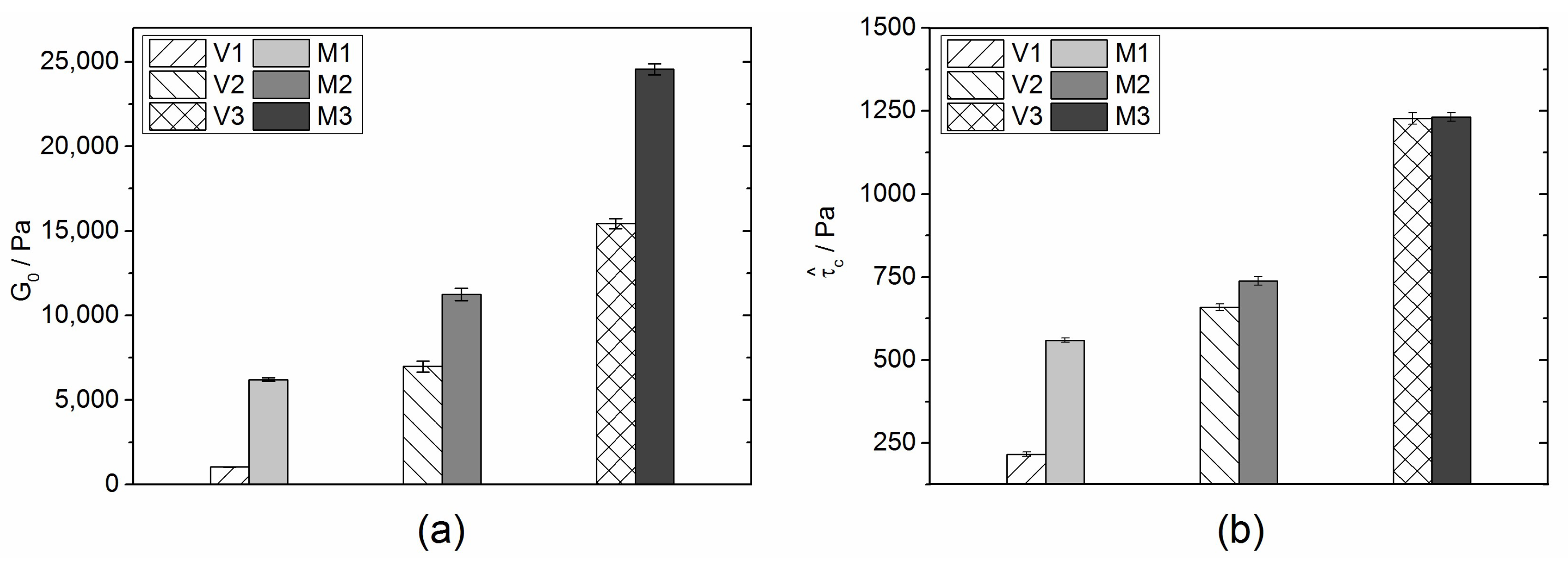
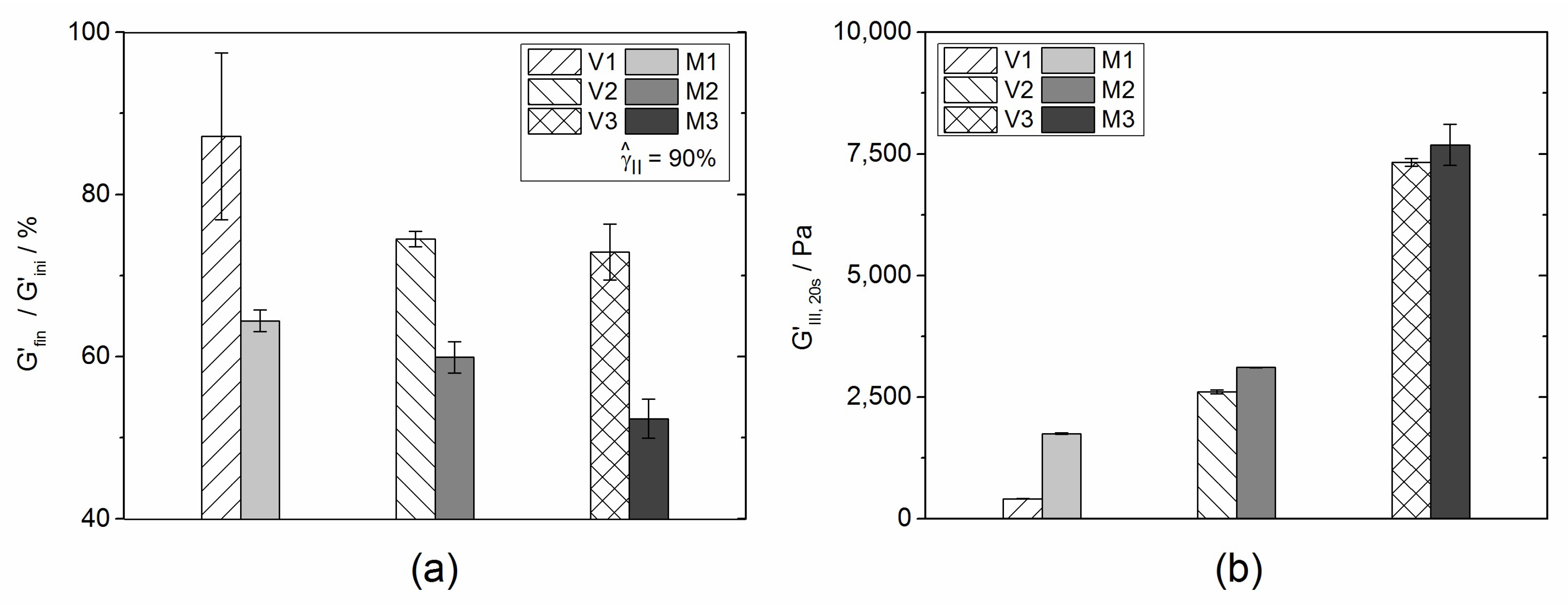
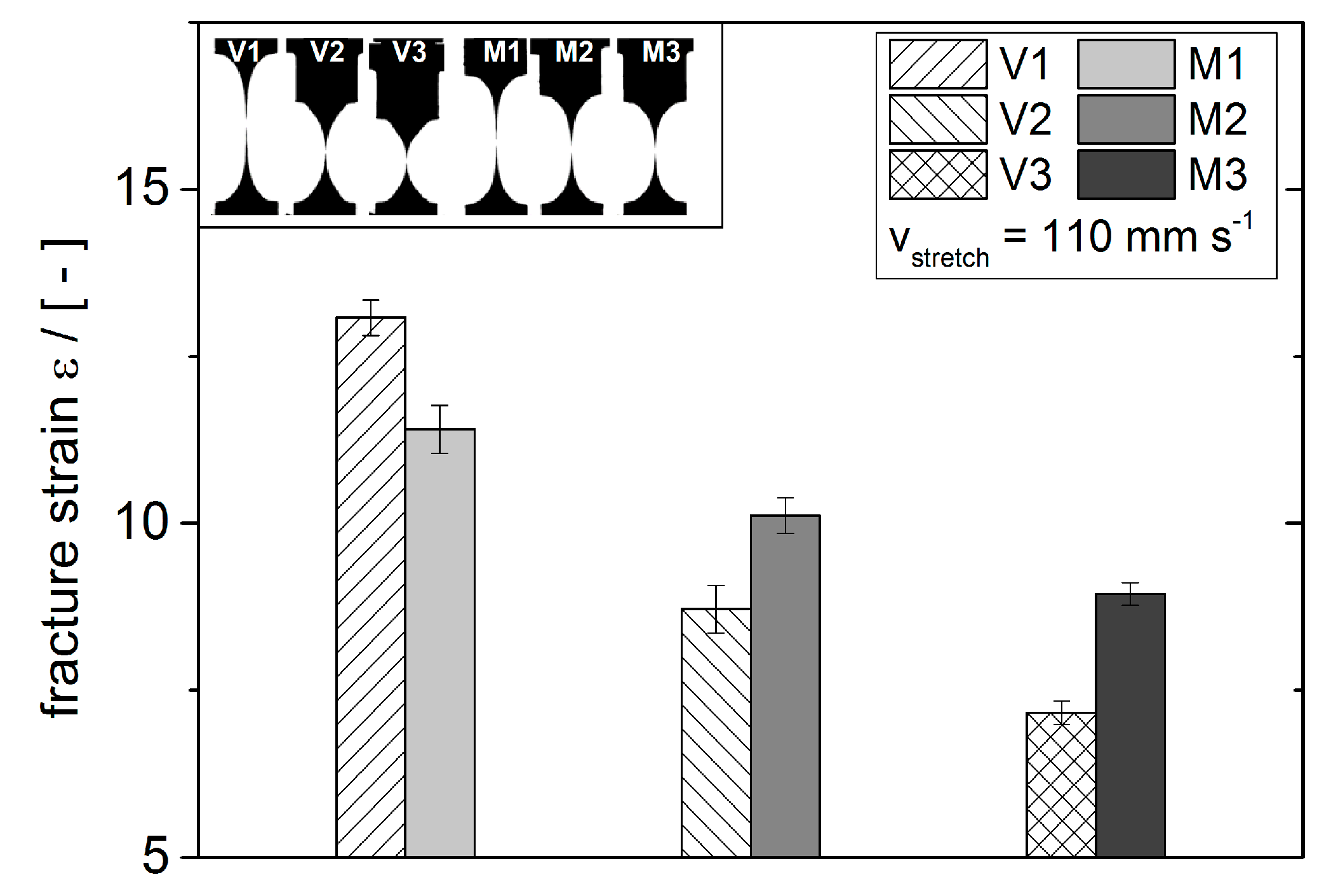
4.1. Rheological Properties of Model Vehicles and Model Silver Pastes
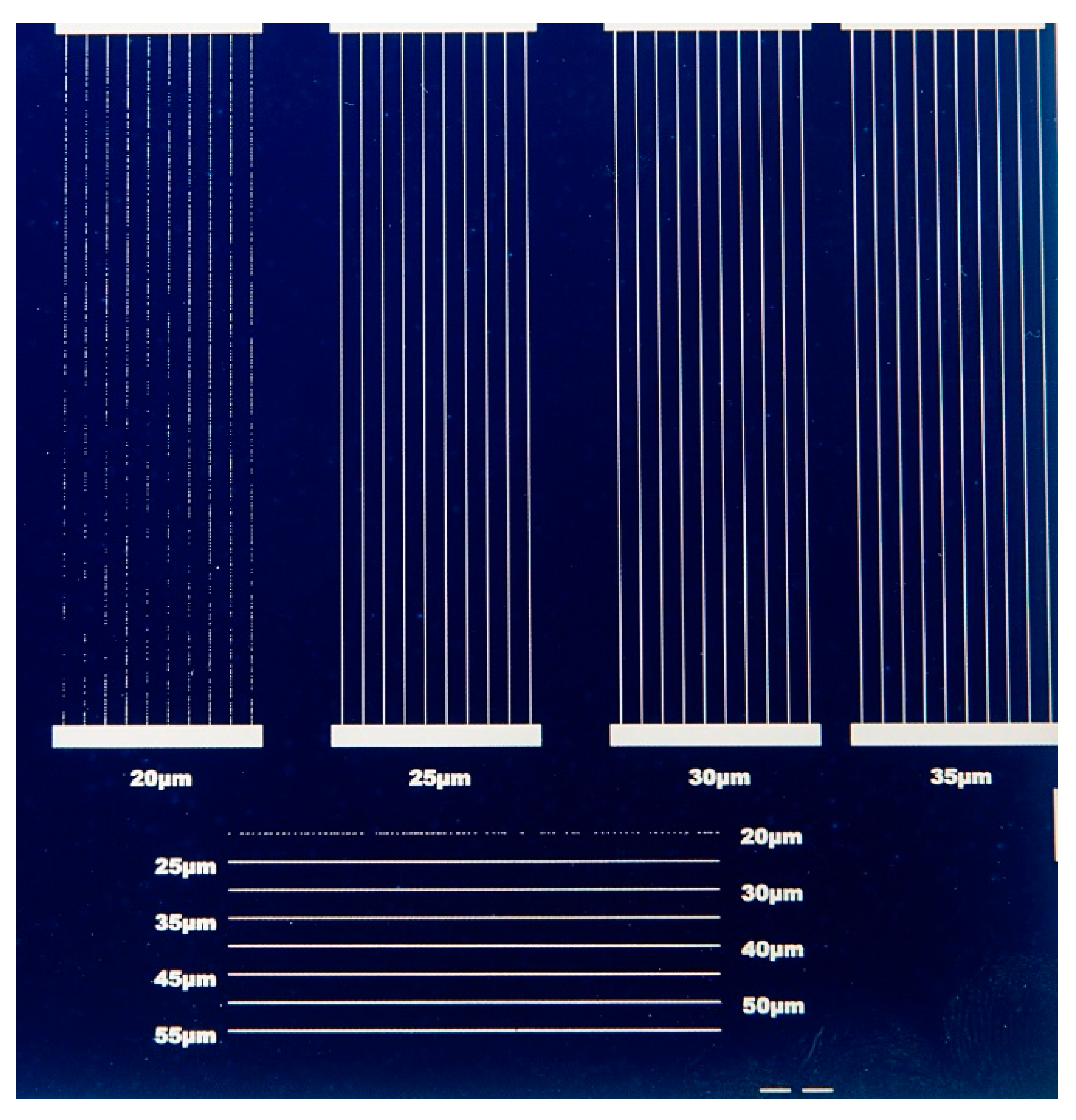
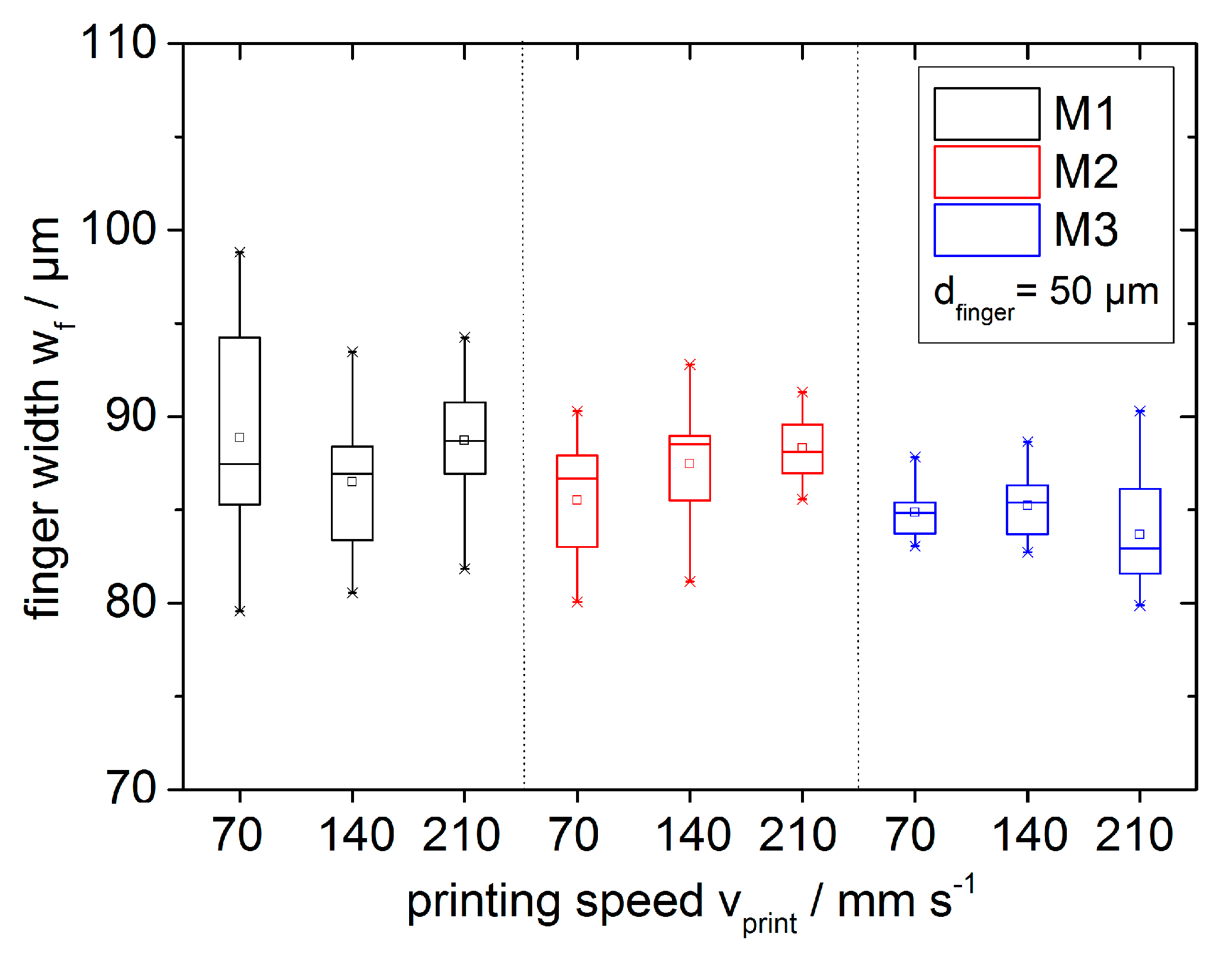
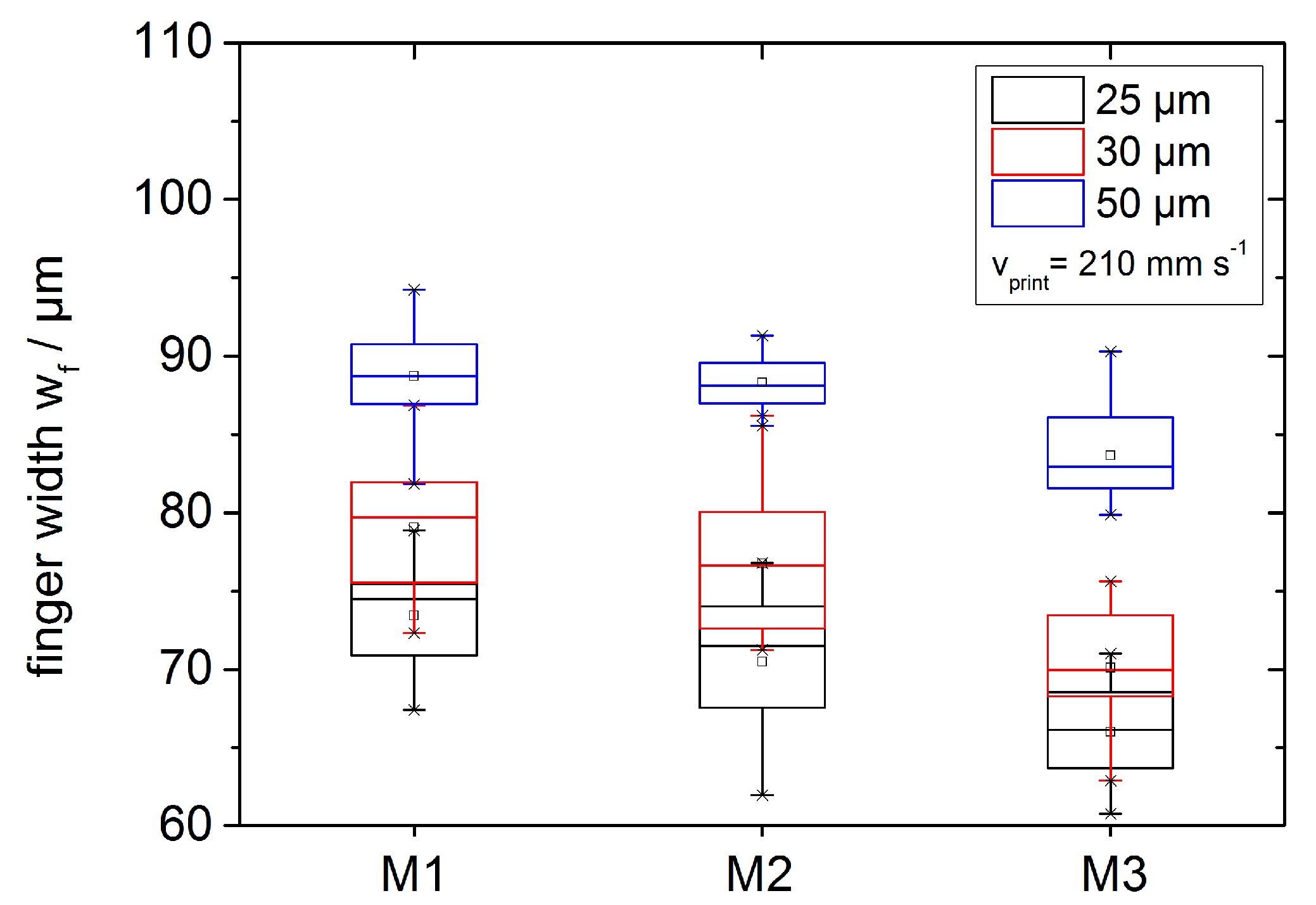
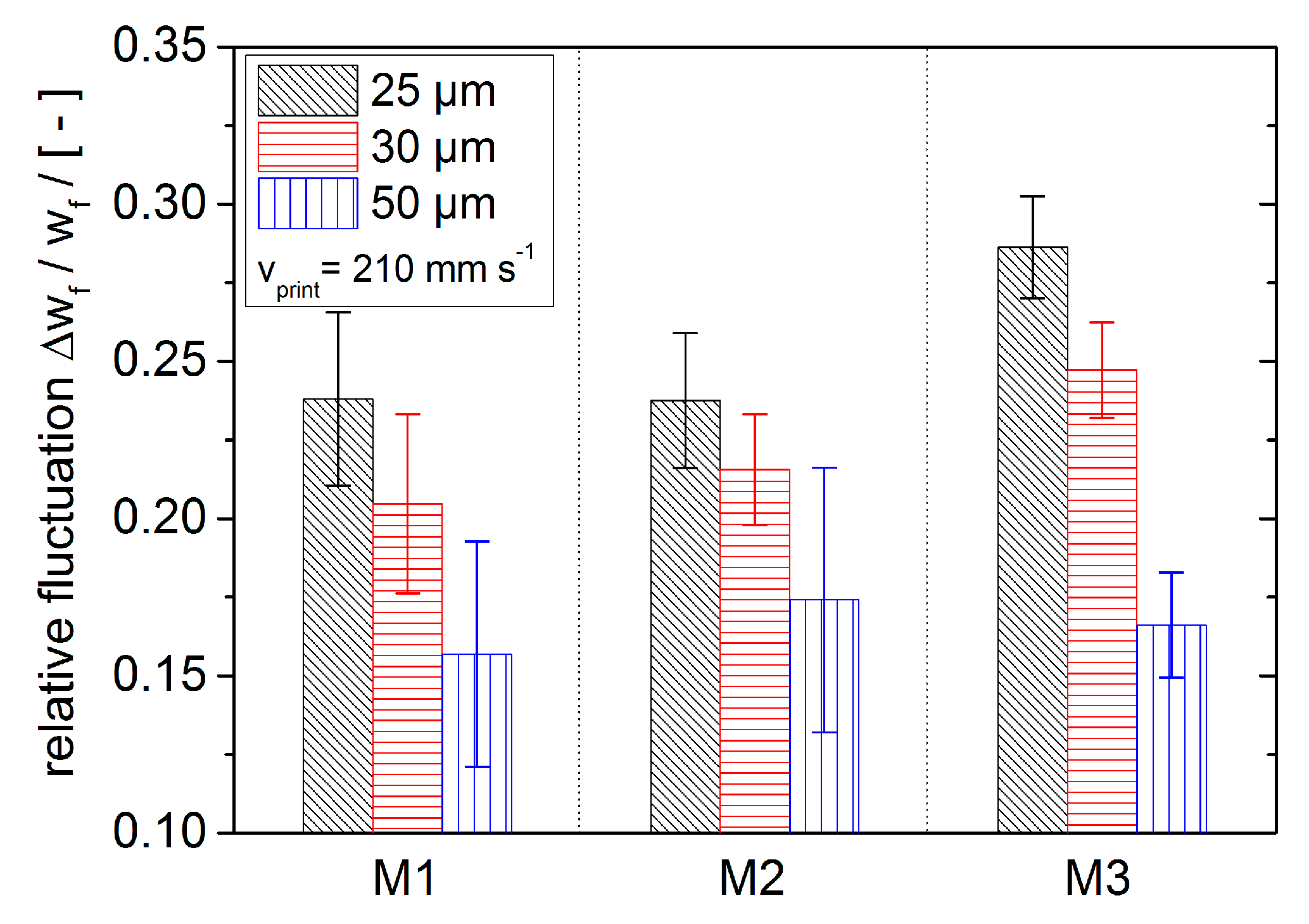
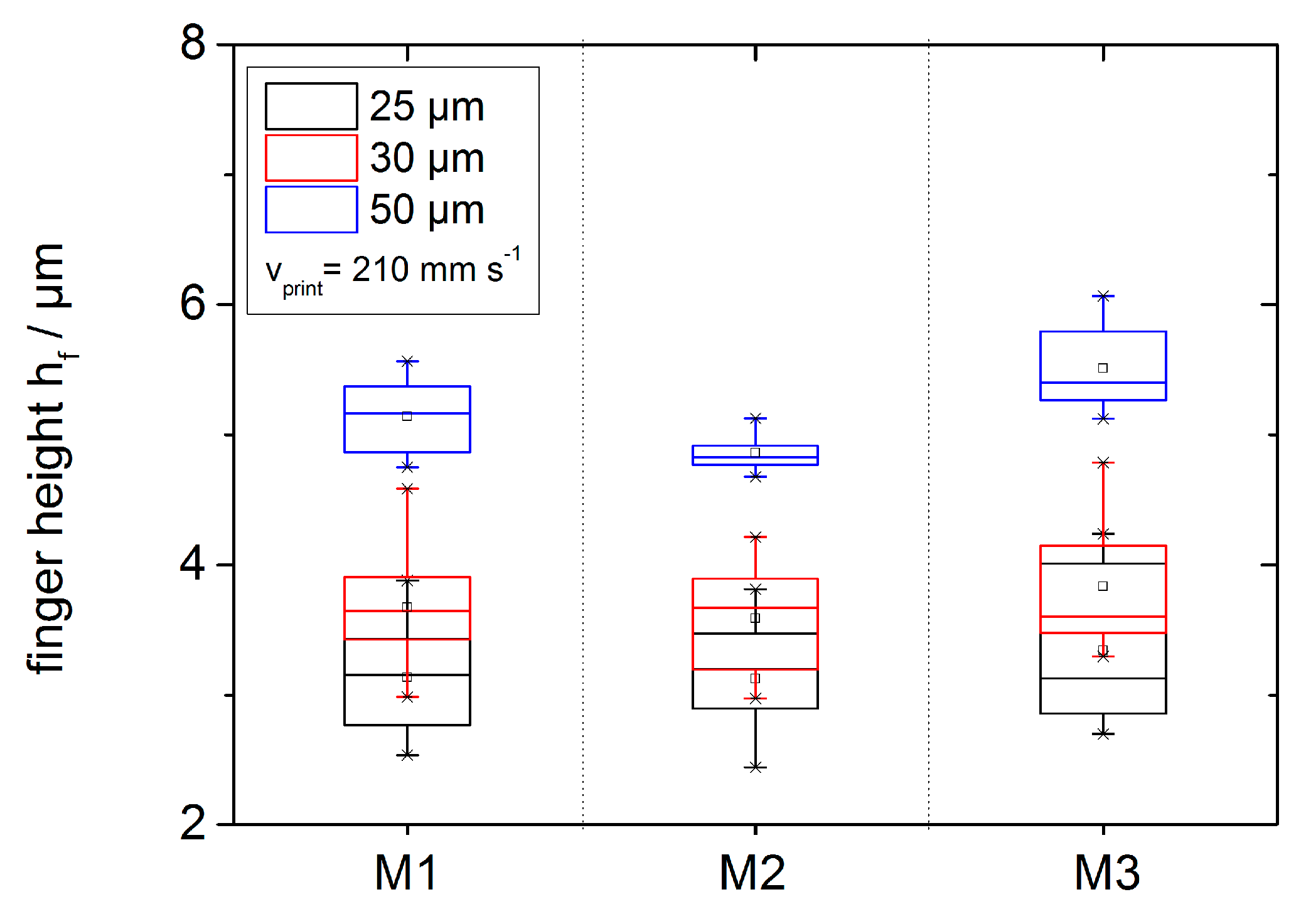
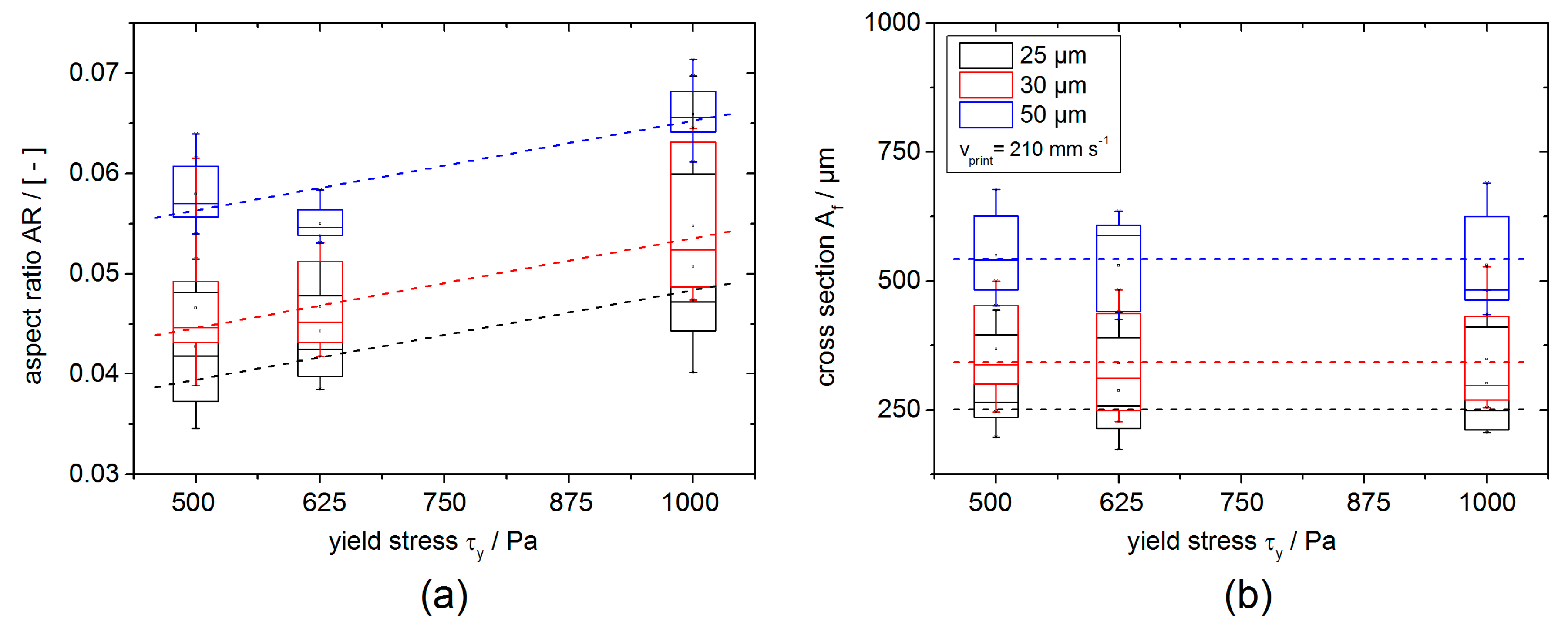
4.2. Printed Finger Morphology Characterization
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A


References
- Ralph, E.L. Recent advancements in low cost solar cell processing. In Proceedings of the 11th Photovoltaic Specialists Conference, Scottsdale, AZ, USA, 6–8 May 1975; pp. 315–316. [Google Scholar]
- Field, M.B.; Scudder, L.R. Application of thick-film technology to solar cell fabrication. In Proceedings of the 12th Photovoltaic Specialists Conference, Baton Rouge, LA, USA, 15–18 November 1976; pp. 303–308. [Google Scholar]
- Eshkeiti, A.; Reddy, A.S.G.; Emamian, S.; Narakathu, B.B.; Joyce, M.; Joyce, M.; Fleming, P.D.; Bazuin, B.J.; Atashbar, M.Z. Screen printing of multilayered hybrid printed circuit boards on different substrates. IEEE Trans. Compon. Packag. Manuf. Technol. 2015, 5, 415–421. [Google Scholar] [CrossRef]
- Ostfeld, A.E.; Deckman, I.; Gaikwad, A.M.; Lochner, C.M.; Arias, A.C. Screen printed passive components for flexible power electronics. Sci. Rep. 2015, 5, 15959. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Kim, J.; Lee, G.J.; Jeong, J.; Byeongdae, C. Screen-printed cu source/drain electrodes for a-InGaZnO thin-film transistors. Mol. Cryst. Liq. Cryst. 2013, 586, 161–167. [Google Scholar] [CrossRef]
- Tam, S.K.; Fung, K.Y.; Ng, K.M. Copper pastes using bimodal particles for flexible printed electronics. J. Mater. Sci. 2016, 51, 1914–1922. [Google Scholar] [CrossRef]
- Schwanke, D.; Pohlner, J.; Wonisch, A.; Kraft, T.; Geng, J. Enhancement of fine line print resolution due to coating of screen fabrics. J. Microelectron. Electron. Packag. 2009, 6, 13–19. [Google Scholar] [CrossRef]
- Faddoul, R.; Reverdy-Bruas, N.; Blayo, A. Formulation and screen printing of water based conductive flake silver pastes onto green ceramic tapes for electronic applications. Mater. Sci. Eng. B Solid State Mater. Adv. Technol. 2012, 177, 1053–1066. [Google Scholar] [CrossRef]
- Kumar, P.; Pfeffer, M.; Willsch, B.; Eibl, O.; Koduvelikulathu, L.J.; Mihailetchi, V.D.; Kopecek, R. N-type single-crystalline Si solar cells: Front side metallization for solar cells reaching 20% efficiency. Sol. Energy Mater. Sol. Cells 2016, 157, 200–208. [Google Scholar] [CrossRef]
- Wehmeier, N.; Nowack, A.; Lim, B.; Brendemühl, T.; Kajari-schröder, S.; Schmidt, J.; Brendel, R.; Dullweber, T. 21.0%-efficient screen-printed n-PERT back-junction silicon solar cell with plasma-deposited boron diffusion source. Sol. Energy Mater. Sol. Cells 2016, 158, 50–54. [Google Scholar] [CrossRef]
- Cheek, G.C.; Mertens, R.P.; van Overstraeten, R.; Frisson, L. Thick-film metallization for solar cell applications. IEEE Trans. Electron Devices 1984, 31, 602–609. [Google Scholar]
- International Technology Roadmap for Photovoltaic (ITRPV). Results 2017 Including Maturity Report 2018. Available online: www.itrpv.net/.cm4all/uproc.php/0/ITRPV Ninth Edition 2018 including maturity report 20180904.pdf?cdp=a&_=165a39bbf90 (accessed on 14 November 2018).
- Fellmeth, T.; Clement, F.; Biro, D. Analytical modeling of industrial-related silicon solar cells. IEEE J. Photovolt. 2014, 4, 504–513. [Google Scholar] [CrossRef]
- Durairaj, R.; Mallik, S.; Seman, A.; Ekere, N.N. Investigation of wall-slip effect on lead-free solder paste and isotropic conductive adhesives. Sadhana 2009, 34, 799–810. [Google Scholar] [CrossRef]
- Durairaj, R.; Man, L.W.; Ekere, N.N.; Mallik, S. The effect of wall-slip formation on the rheological behaviour of lead-free solder pastes. Mater. Des. 2010, 31, 1056–1062. [Google Scholar] [CrossRef]
- Hoornstra, J.; Weeber, A.W.; de Moor, H.H.C.; Sinke, W.C. The Importance of Paste Rheology in Improving Fine Line, Thick Film Screen Printing of Front Side Metallization; Netherlands Energy Research Foundation ECN: Petten, The Netherlands, 1997. [Google Scholar]
- Hsu, C.P.; Guo, R.H.; Hua, C.C.; Shih, C.-L.; Chen, W.-T.; Chang, T.-I. Effect of polymer binders in screen printing technique of silver pastes. J. Polym. Res. 2013, 20, 277. [Google Scholar] [CrossRef]
- Larry, J.R.; Rosenberg, R.M.; Uhler, R. Thick-film technology: An introduction to the materials. IEEE Trans. Compon. Hybrids Manuf. Technol. 1980, 3, 211–225. [Google Scholar] [CrossRef]
- Reichl, H. Hybridintegration: Technologie und Entwurf von Dickschichtschaltungen; Hüthig Verlag: Heidelberg, Germany, 1986. (In German) [Google Scholar]
- Riemer, D.E. The theoretical fundamentals of the screen printing process. Microelectron. Int. 1989, 6, 8–17. [Google Scholar] [CrossRef]
- Thibert, S.; Jourdan, J.; Bechevet, B.; Chaussy, D.; Reverdy-Bruas, N.; Beneventi, D. Influence of silver paste rheology and screen parameters on the front side metallization of silicon solar cell. Mater. Sci. Semicond. Process. 2014, 27, 790–799. [Google Scholar] [CrossRef]
- Xu, C.; Fieß, M.; Willenbacher, N. Impact of wall slip on screen printing of front-side silver pastes for silicon solar cells. IEEE J. Photovolt. 2017, 7, 129–135. [Google Scholar] [CrossRef]
- Zhou, Y.; Tong, H.; Liu, Y.; Yuan, S.; Yuan, X.; Liu, C.; Zhang, Y.; Chen, G.; Yang, Y. Rheological effect on screen-printed morphology of thick film silver paste metallization. J. Mater. Sci. Mater. Electron. 2017, 28, 5548–5553. [Google Scholar] [CrossRef]
- Yüce, C.; Willenbacher, N. Challenges in rheological characterization of highly concentrated suspensions—A case study for screen-printing silver pastes. J. Vis. Exp. 2017, 122, 55377. [Google Scholar] [CrossRef]
- Ballif, C.; Huljić, D.M.; Willeke, G.; Hessler-Wyser, A. Silver thick-film contacts on highly doped n-type silicon emitters: Structural and electronic properties of the interface. Appl. Phys. Lett. 2003, 82, 1877–1880. [Google Scholar] [CrossRef]
- Qin, J.; Zhang, W.; Liu, Z.; Bai, S. Effects of polymer binder on rheological properties of silver pastes for screen printing front electrode films of solar cells. Int. J. Mod. Phys. B 2015, 29, 1540027. [Google Scholar] [CrossRef]
- Qin, J.; Bai, S.; Zhang, W.; Liu, Z.; Wang, H. Effects of organic medium on rheological properties of silver pastes for crystalline silicon solar cells. Circuit World 2016, 42, 77–83. [Google Scholar] [CrossRef]
- Jiang, J.-S.; Liang, J.-E.; Yi, H.-L.; Chen, S.-H.; Hua, C.-C. Rheological fingerprints of time-evolving polymer-particle interaction and sol-gel transition in silver pastes. J. Polym. Res. 2015, 22, 144. [Google Scholar] [CrossRef]
- Lin, H.-W.; Chang, C.-P.; Hwu, W.-H.; Ger, M.-D. The rheological behaviors of screen-printing pastes. J. Mater. Process. Technol. 2008, 197, 284–291. [Google Scholar] [CrossRef]
- Xu, C.; Willenbacher, N. How rheological properties affect fine-line screen printing of pastes: A combined rheological and high-speed video imaging study. J. Coat. Technol. Res. 2018, 15, 1401–1412. [Google Scholar] [CrossRef]
- Holmberg, K.; Jönsson, B.; Kronberg, B.; Lindmann, B. Surfactants and Polymers in Aqueous Solutions, 2nd ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Anthony, H.; Nguyen, Q.D. Rotating vane rheometry—A review. J. Nonnewton. Fluid Mech. 2001, 98, 1–14. [Google Scholar]
- Barnes, H.A.; Carnali, J.O. The vane-in-cup as a novel rheometer geometry for shear thinning and thixotropic materials. J. Rheol. 1990, 34, 841–866. [Google Scholar] [CrossRef]
- Macosko, C.W. Rheology: Principles, Measurements, and Applications; Wiley-VCH: Weinheim, Germany, 1994. [Google Scholar]
- Asakura, S.; Oosawa, F. Interaction between particles suspended in solutions of macromolecules. J. Polym. Sci. 1958, 126, 183–192. [Google Scholar] [CrossRef]
- Mewis, J.; Wagner, N.J. Colloidal Suspension Rheology; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Meeker, S.P.; Bonnecaze, R.T.; Cloitre, M. Slip and flow in pastes of soft particles: Direct observation and rheology. J. Rheol. 2004, 48, 1295–1320. [Google Scholar] [CrossRef]
- Martinie, L.; Buggisch, H.; Willenbacher, N. Apparent elongational yield stress of soft matter. J. Rheol. 2013, 57, 627–646. [Google Scholar] [CrossRef]
- Shih, W.Y.; Aksay, I.A.; Kikuchi, R. Reversible-growth model: Cluster-cluster aggregation with finite binding energies. Phys. Rev. A 1987, 36, 5015–5020. [Google Scholar] [CrossRef]
- Drabczyk, K.; Panek, P. Influence of screen printing parameters on the front metallic electrodes geometry of solar cells. Circuit World 2014, 40, 23–26. [Google Scholar] [CrossRef]
- Erath, D.; Filipovic, A.; Retzlaff, M.; Goetz, A.K.; Clement, F.; Biro, D.; Preu, R. Advanced screen printing technique for high definition front side metallization of crystalline silicon solar cells. Sol. Energy Mater. Sol. Cells 2010, 94, 57–61. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Silver Particles (wt %) | Thixotropic Agent (wt %) | Ethyl Cellulose Binder (wt %) | Organic Solvent (wt %) |
|---|---|---|---|---|
| V1 | 0 | 11.73 | 5.61 | 82.65 |
| V2 | 0 | 11.80 | 5.05 | 83.14 |
| V3 | 0 | 13.49 | 5.50 | 81.00 |
| M1 | 80 | 2.35 | 1.12 | 16.53 |
| M2 | 80 | 2.36 | 1.01 | 16.63 |
| M3 | 80 | 2.70 | 1.10 | 16.20 |
| Printing Speed | Paste Laydown (mg) | ||
|---|---|---|---|
| M1 | M2 | M3 | |
| 70 mm s−1 | 52.00 ± 0.85 | 53.60 ± 0.98 | 56.10 ± 1.06 |
| 140 mm s−1 | 52.30 ± 0.53 | 53.80 ± 0.14 | 56.00 ± 0.12 |
| 210 mm s−1 | 52.90 ± 0.14 | 53.20 ± 0.64 | 53.50 ± 0.64 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yüce, C.; König, M.; Willenbacher, N. Rheology and Screen-Printing Performance of Model Silver Pastes for Metallization of Si-Solar Cells. Coatings 2018, 8, 406. https://doi.org/10.3390/coatings8110406
Yüce C, König M, Willenbacher N. Rheology and Screen-Printing Performance of Model Silver Pastes for Metallization of Si-Solar Cells. Coatings. 2018; 8(11):406. https://doi.org/10.3390/coatings8110406
Chicago/Turabian StyleYüce, Ceren, Markus König, and Norbert Willenbacher. 2018. "Rheology and Screen-Printing Performance of Model Silver Pastes for Metallization of Si-Solar Cells" Coatings 8, no. 11: 406. https://doi.org/10.3390/coatings8110406
APA StyleYüce, C., König, M., & Willenbacher, N. (2018). Rheology and Screen-Printing Performance of Model Silver Pastes for Metallization of Si-Solar Cells. Coatings, 8(11), 406. https://doi.org/10.3390/coatings8110406