1. Introduction
Wood coatings can play a decorative and protective role on carpentry and woodwork [
1]. Ultraviolet (UV) curing coatings can be rapidly solidified under the irradiation of UV, and the main components of the coating are light initiator, reactive oligomer, and active thinner [
2]. UV curing is environmentally friendly and more efficient when compared to the traditional wood coatings [
3]. UV curing coatings with high solid content are also used in industry—solidification by UV only few seconds. However, the active thinner, such as acrylic functional monomer, has the volatility, which will produce bad materials harm to the human health [
4]. Waterborne coating uses water as thinner and contains a small amount of organic solvent. It not only can reduce the cost of the coating, but also significantly reduce the emission of volatile organic compounds (VOC) [
5]. Waterborne coating is becoming more and more favorable for environment, such as non-toxic, no odor, not burning, high safety, and so on [
6]. But the evaporation of water needs a lot of heat energy, and the cure rate of the waterborne coating is slow [
7]. Waterborne UV-curing coatings on the wood materials (WUVCW) combine the advantages of UV curing and waterborne coating, which not only eliminates the pollution caused by VOC, but it also has the characteristics of rapid solidification and energy saving [
8].
At present, the water soluble photosensitive resin is the most important component in UV-curing coating material and it mainly includes unsaturated polyester, polyurethane acrylate (PUA), polyacrylate, and polyester acrylate [
9]. By comparison, the preparation of WUVCW by the PUA resin as the pre-polymerization system has been reported [
10]. Gloss is an important indicator of the optical properties of the coating [
11]. Very high gloss may even cause some damage to eyesight, and the low gloss attracts more and more people in the field of wood coating. To achieve the control of gloss is an important part of a successful coating [
12]. However, WUVCW usually showed a poor mechanical property and high gloss that strongly affects its application in wood surface [
13]. Therefore, it is necessary to modify the WUVCW in order to improve the mechanical properties and reduce the gloss [
14].
Wu et al.[
15] used the antimony doped tin oxide to UV curable waterborne poly(urethane-acrylate) for the modification of thermal insulation by sol-gel process. Liao et al. [
16] used carbon nitride to reinforce the mechanical and thermal properties of UV-curable waterborne polyurethane acrylate coatings. Rahman et al. [
17] studied nanoferrite on the anticorrosive property of waterborne epoxy-acrylate coatings. Lv et al. [
18] used silica on the thermochromics property of waterborne UV-curable polyurethane acrylate nanocomposites coatings. Talcum powder has an advantage of low price, stability of the physical and chemical properties, tasteless, and non-toxic [
19]. The particles have the typical scaly, which can improve the heat resistance and bending resistance of the material. Talcum appears inert in most chemical reagents, and does not break down when contacted with acid [
20]. Talcum has the low thermal conductivity and high thermal shock resistance, and still not decomposed when heated to 900 °C [
21]. The excellent properties of talcum powder make it the good filler and can be used as an additive for coatings. Calcium carbonate (CaCO
3) is the white powder that is non-toxic, tasteless, none irritating, cheap and rich in resources, and has been widely used in plastic and ink fields [
22].
The manuscript presented an interesting research on the optimization of the wood coatings by modifying the coating’s composition in order to maximize the output quality. Used coating components are somewhat more environmentally friendly than the ones that are commonly used. In this paper, talcum powder and CaCO3 were combined to modify the WUVCW, and compared with single use of CaCO3 or talcum. Heating with UV curing is used in combination during this technology. The orthogonal experiment was used to select and optimize the parameters of synergistic effect of talcum and CaCO3. The purpose of the synergistic modification is to enhance the mechanical properties and to reduce the gloss of the WUVCW.
3. Results and Discussion
WUVCW is usually the multilayer coating system, and the layering influenced the performance of coating. Furthermore, the type and quality of substrate influenced the quality of WUVCW [
27]. In this paper, the layering and the type and quality of substrate were being considered as constants, and the synergistic effect of talcum and CaCO
3 modification on properties of interior waterborne UV-curing coatings on the surface of wood materials was investigated. The three factors of CaCO
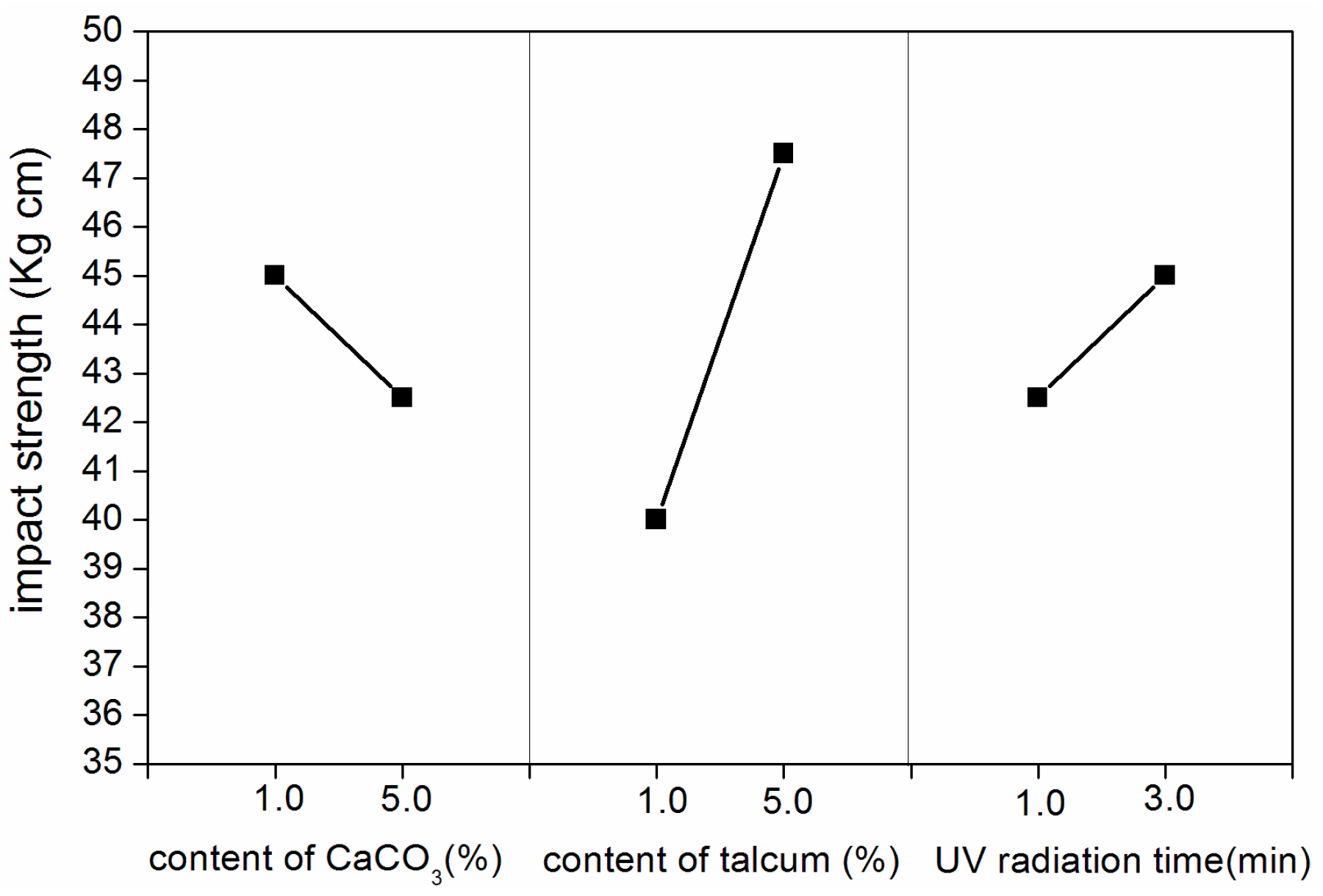
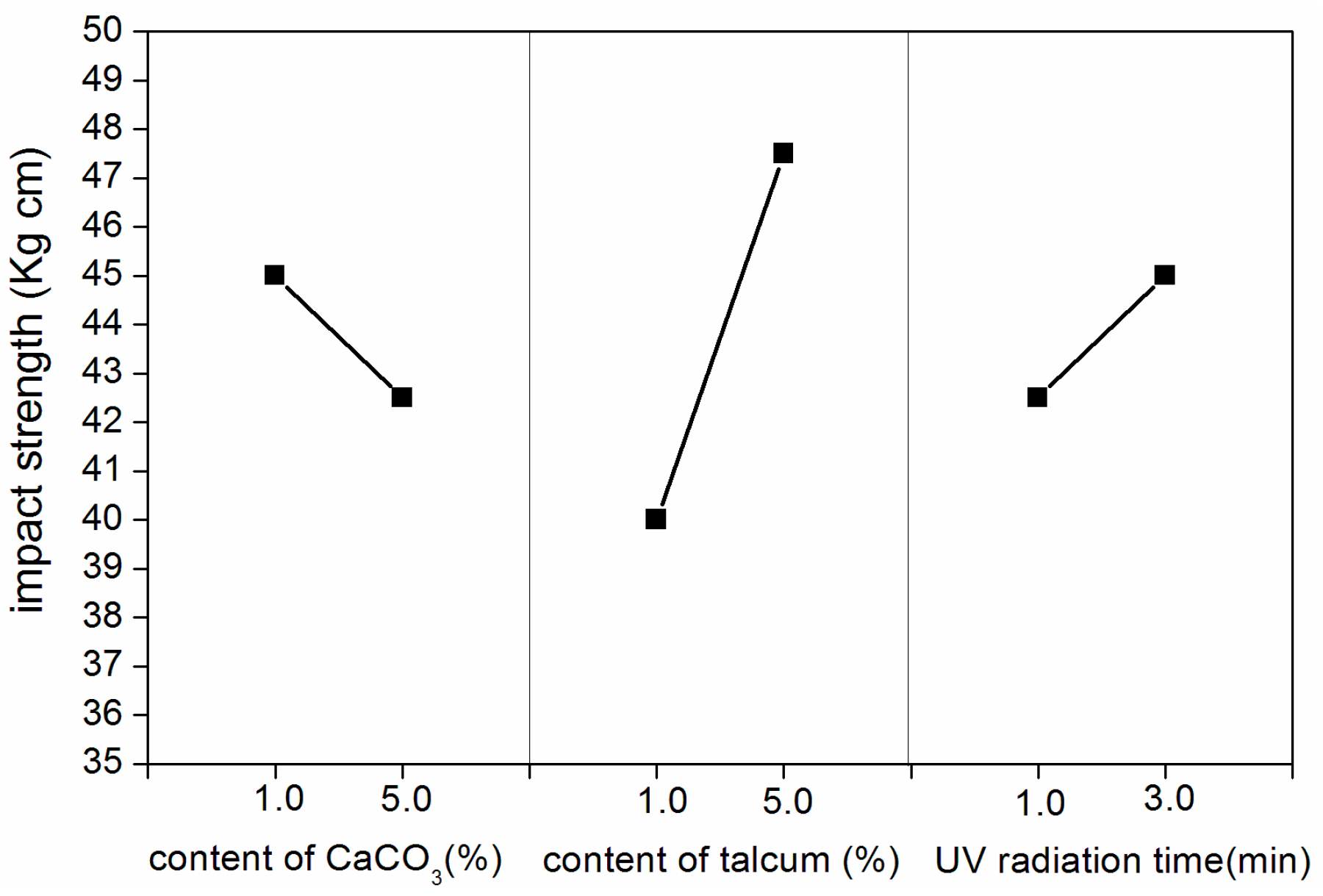
3, talcum content, and UV irradiation time have a certain effect on mechanical properties (such as adhesion, impact strength, and hardness) of WUVCW. By comparison, the influence on the impact strength is more obvious. Therefore, in the orthogonal experiment, the analysis was focused on the impact strength of the modified conditions, and then the process parameters were optimized to further explore the effect of modification on other mechanical properties.
Table 2 shows the effect of the three factors on impact strength of WUVCW. The main effects plot has been added and showed in
Figure 1. The range is the difference between the maximum and the minimum mean value of the same column corresponding to the same factor. The variance of the orthogonal experiment showed the significant effect of the factors on the experimental results. The range and variance between the maximum average impact strength and the minimum average impact strength were displayed in
Table 3. The higher range and the greater variance imply the effect of the factor is more significant. Through comparing the range and variance values, the effect of talcum content on the impact strength of WUVCW was most obvious, and the effect of CaCO
3 content and UV irradiation time were the minimum. In order to save energy, the UV radiation time was fixed at 1 min in the following experiments. The interactions of talcum and CaCO
3 were showed in
Table 4. In addition, from
Table 2 it is obvious that sample 2 has the good impact strength, that is, the content of CaCO
3 is 1.0%, meaning that the independent test CaCO
3 content was fixed at 1.0%.
In order to study the key role of talcum, a series of independent experiments were conducted on the basis of orthogonal experiment. The details of the experiments were the following: the CaCO
3 content was fixed at 1.0%, UV irradiation time was 1.0 min, the content of talcum was 0, 1.0%, 2.0%, 3.0%, 4.0%, 5.0%, and 6.0% (samples 1 and 5–10 in
Table 1), and the effects of talcum on the mechanical and optical properties of WUVCW were investigated.
Table 5 shows the trend of the influence of talcum content on hardness of WUVCW. According to
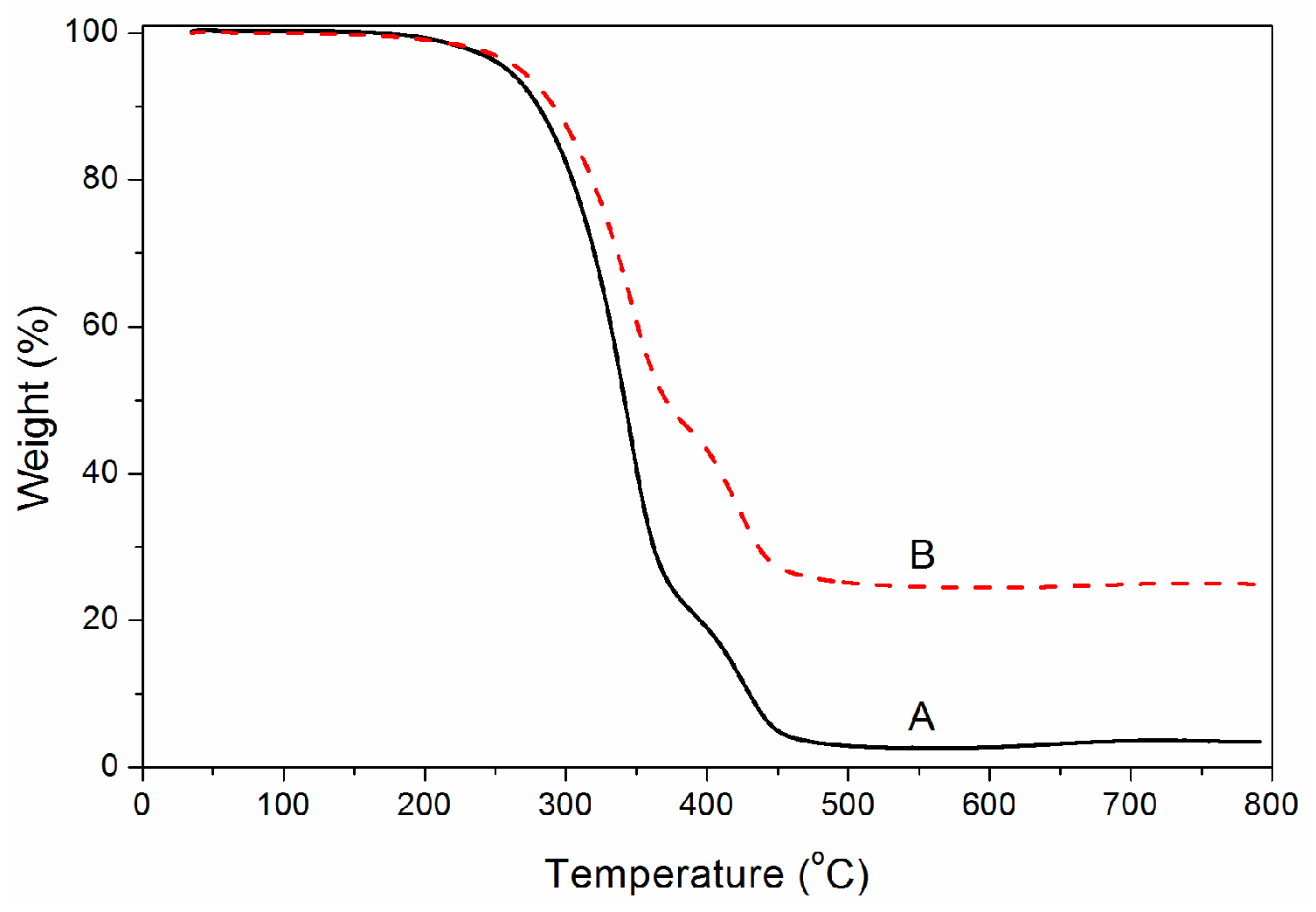
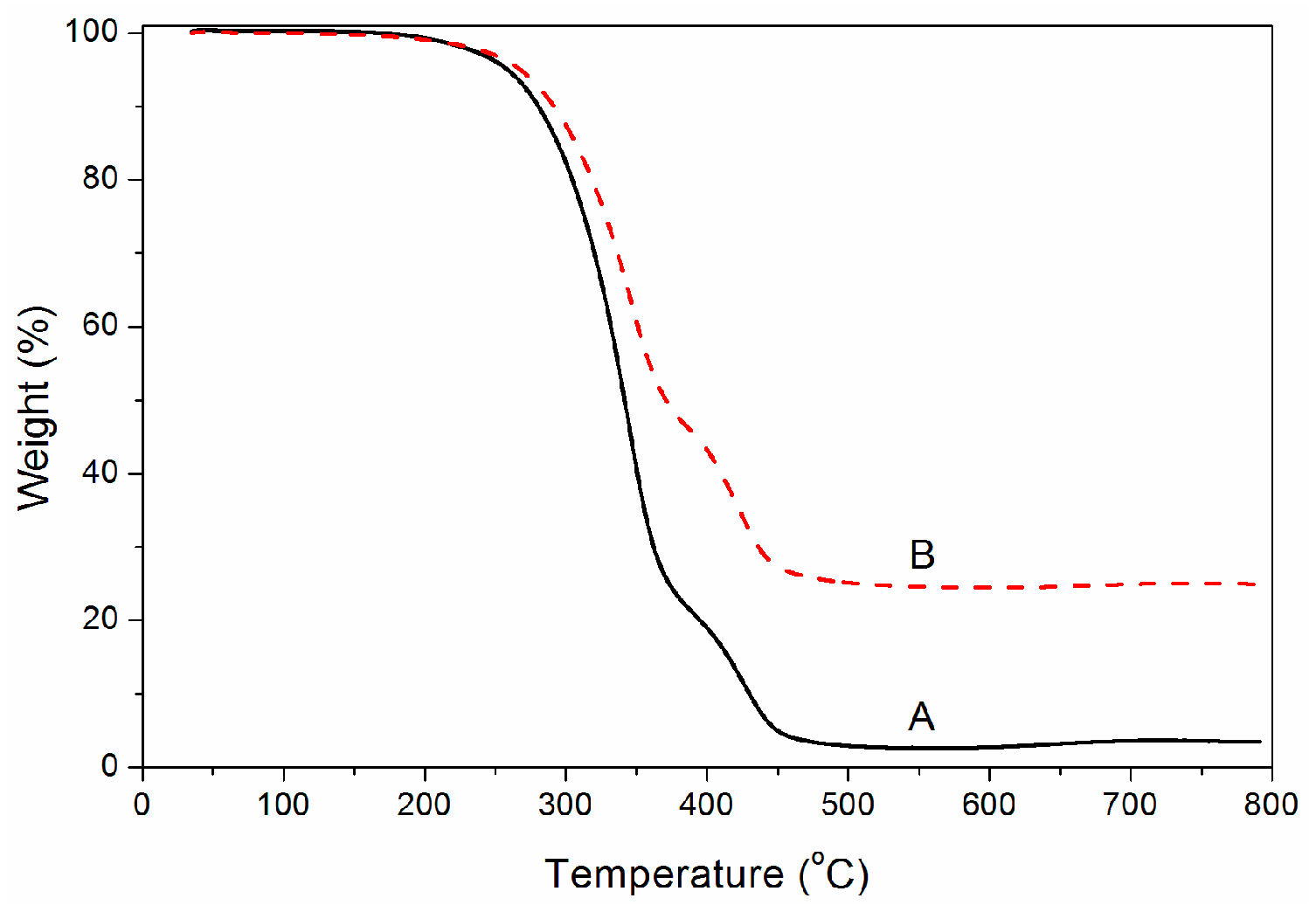
Table 5, the increase of talcum content from 0 to 2.0% resulted in the increase of the hardness of the coating from 2H to 3H. As shown in thermogravimetric curves (
Figure 2) and thermal properties (
Table 6), 5% and 10% thermal decomposition temperatures (
T5% and
T10%, respectively) of WUVCW with no talcum were 258.48 °C and 280.47 °C, whereas WUVCW with 2.0% talcum content showed highly increased values of 267.43 °C and 291.43 °C, which increased with increasing talcum content. The crosslink would improve stability of polymer, especially for the thermo-stability [
28]. It can be seen from the
Figure 2 and
Table 6 that the temperature of the decomposition increased and the heat resistance with the increased talcum content from 0 to 2.0%, which indicated the crosslink density increase. After adding talcum, the talcum would disperse in WUVCW and crosslink density increased, thus the hardness of the coatings would increase [
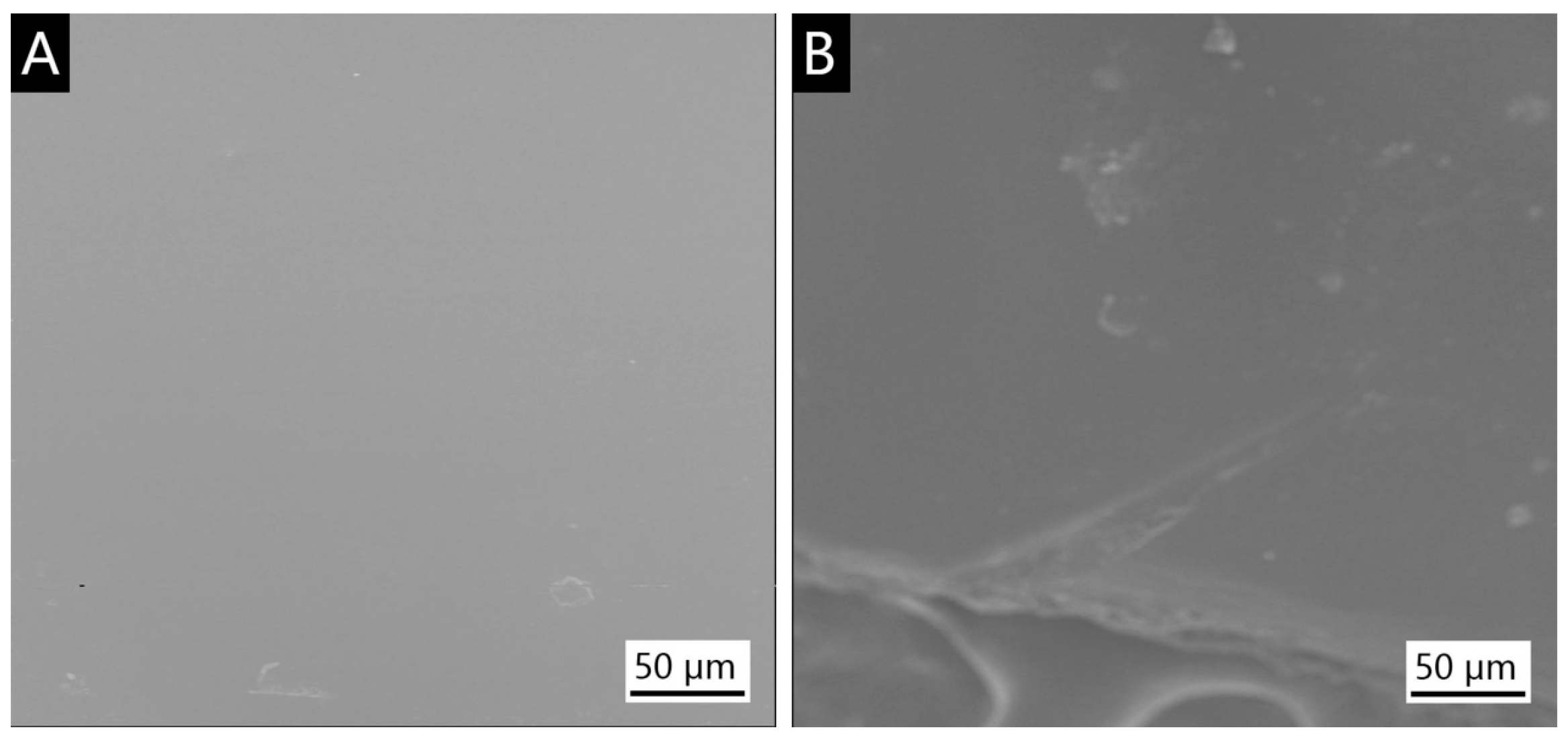
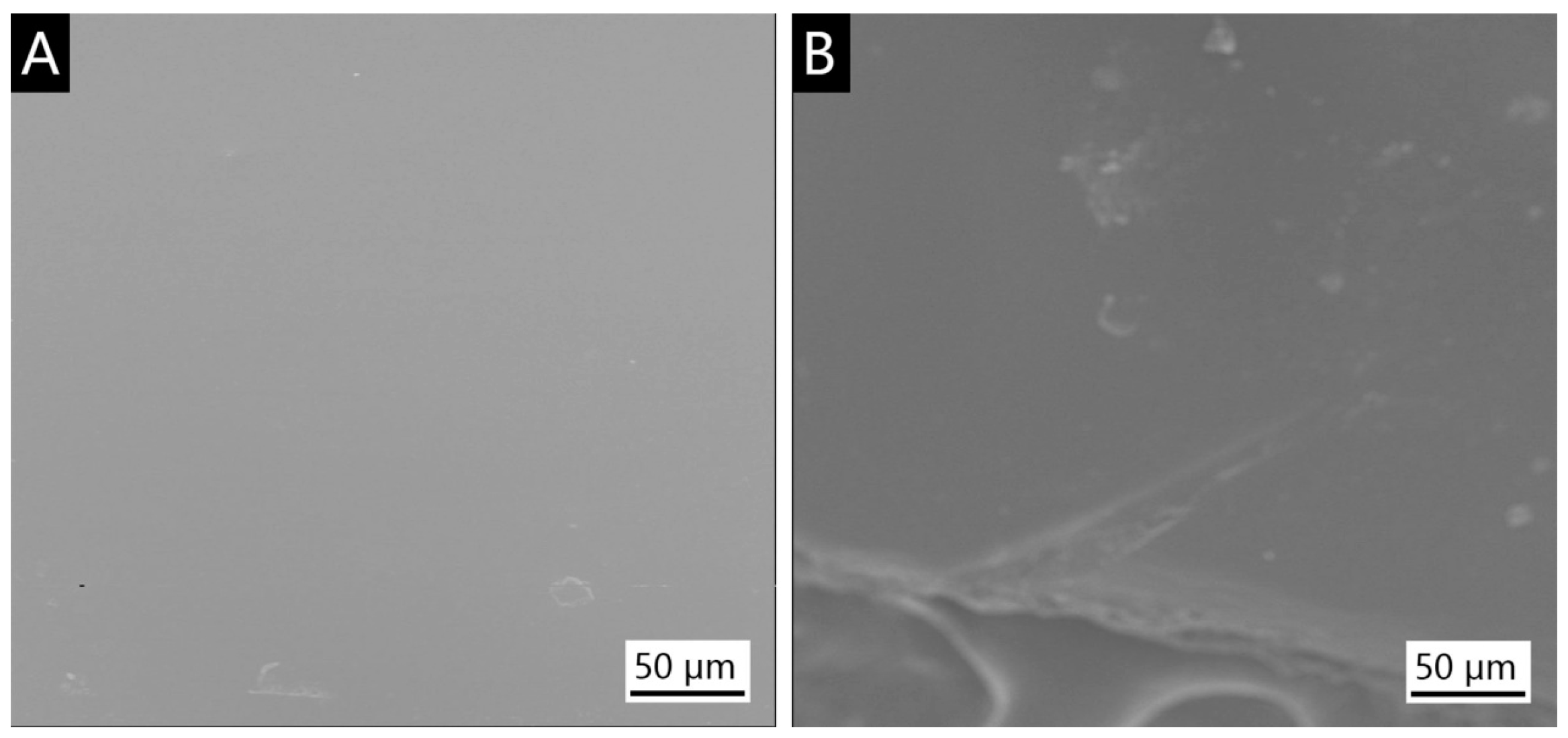
28]. Continued to increase the talcum content to 4.0%, the hardness of the coating still maintained at 3H. At the same time, the hardness of coatings with talcum content of 2.0%–4.0% was significantly higher than that without talcum. However, when the content of talcum was over 4.0%, the hardness decreased. The agglomeration of particles is easy to occur due to the large amount of talcum (
Figure 3). The distribution is uneven or the particle size is too large, which are the stress concentration point, leading to the decrease of hardness. Therefore, the amount of talcum powder should be appropriate to effectively improve the hardness of WUVCW. When the content of talcum is 2.0%–4.0%, the maximum hardness is 3H.
The adhesion of the coating shows the extent to which the coating is attached to the substrate under specified load. The variation of coating adhesion with the content of talcum during the synergistic effect was shown in
Table 5. When the content of CaCO
3 was fixed at 1.0%, with the increase of the talcum content, the adhesion increased first and then decreased. As can be seen from
Table 5, with the talcum content increased from 0 to 1.0%, the adhesion varied greatly from grade 2 to grade 1. When the talcum content continued to increase to 2.0%, the adhesion of the coating maintained at a good level of grade 1. This is due to the cohesion of the coating and mechanical interlocking increase, leading to the increase of adhesion [
29]. However, with talcum content increased further from 2.0% to 6.0%, the adhesion declined to grade 2, which was due to the coarse talcum particles, and too much talcum particles will produce aggregation and particles cannot be dispersed evenly. In addition, the increase of talcum powder content makes the elasticity of WUVCW decrease, and reduces the probability of energy consumption under external force [
30]. As a result, the WUVCW is easy to break, and the adhesion decreased to grade 2.
Impact resistance is the test of the deformation of the coating at high speed load. The impact resistance of the coating is related to its tensile strength and adhesion. As shown in
Table 5, with the fixed content of CaCO
3, the increase of talcum content from 0 to 1.0% brought about the increase of impact resistance of WUVCW from 35 kg·cm to 40 kg·cm. As the content of talcum increases to 2.0%, the impact strength of WUVCW was still 40 kg·cm and coating fracture was not observed. However, with the talcum content continuing to increase, the impact resistance of WUVCW decreased. This trend is consistent with the changing trend of adhesion, which shows that the good adhesion of the coating to the dynamic impact test can ensure the better impact resistance of the coating [
31].
Influence of talcum content on gloss is shown in
Table 5. It showed that when the content of CaCO
3 was fixed at 1.0%, the gloss of WUVCW dramatically declined from 64.0% to 32.0% with the increasing of the content of talcum powder from 0 to 6.0%. The talcum powder was insoluble in WUVCW. The talcum was gathered in high content, which can even be seen in surface aggregation phenomenon of WUVCW. With the increasing of the content of talcum, the volume concentration in the surface of the coating is increased, as the talcum powder is insoluble in the WUVCW, and formed the slightly rough surface. When the incident light is irradiated to the rough surface, the light scattering is produced, and the gloss is reduced. According to GB/T3324-2008 [
32] wooden furniture general requirements, the value gloss of matte surface is less than 35% [
33]. As can be observed from
Table 5, WUVCW presented the matte gloss when CaCO
3 content was fixed at 1.0% and the content of talcum powder was more than 5.0%.
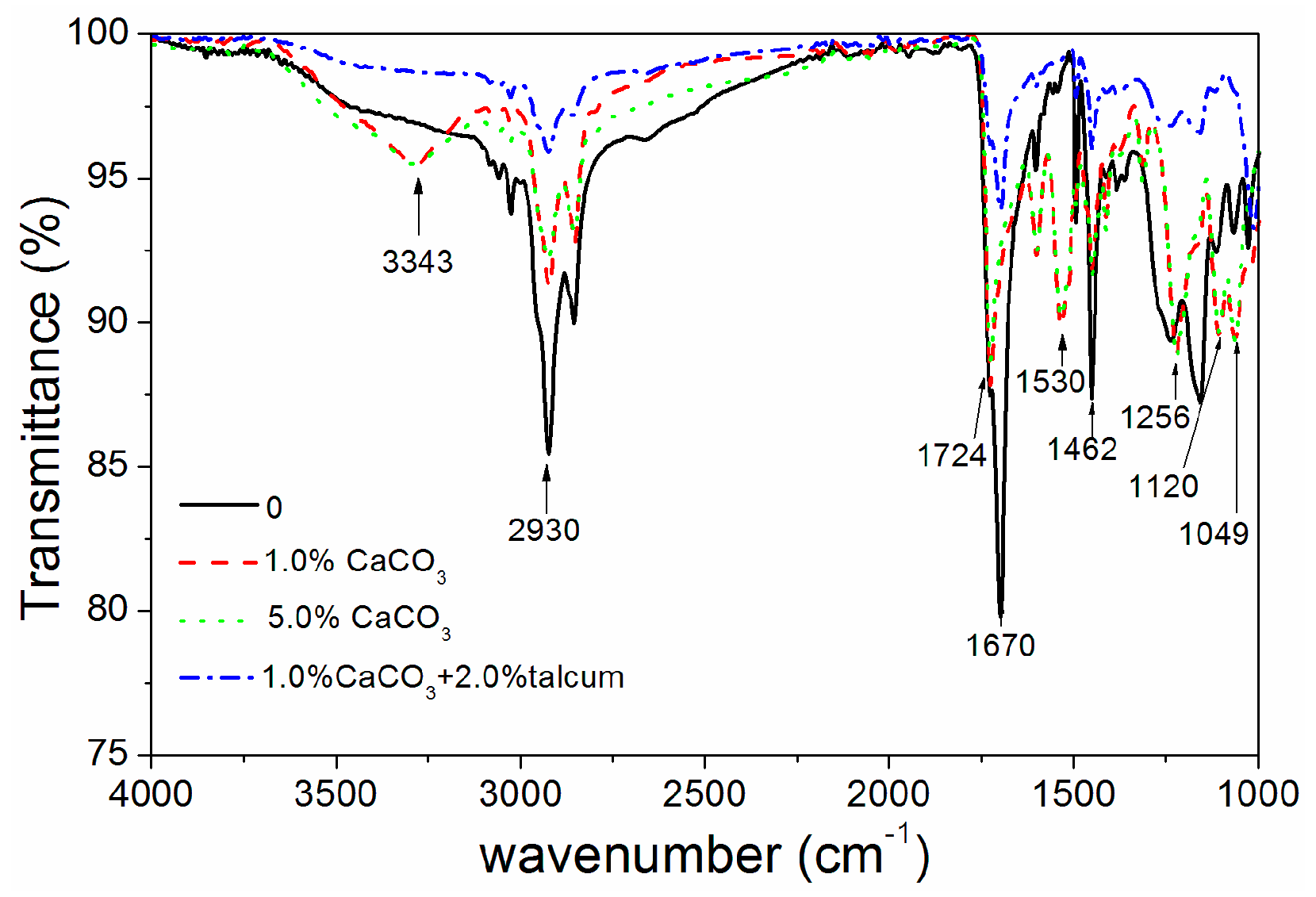
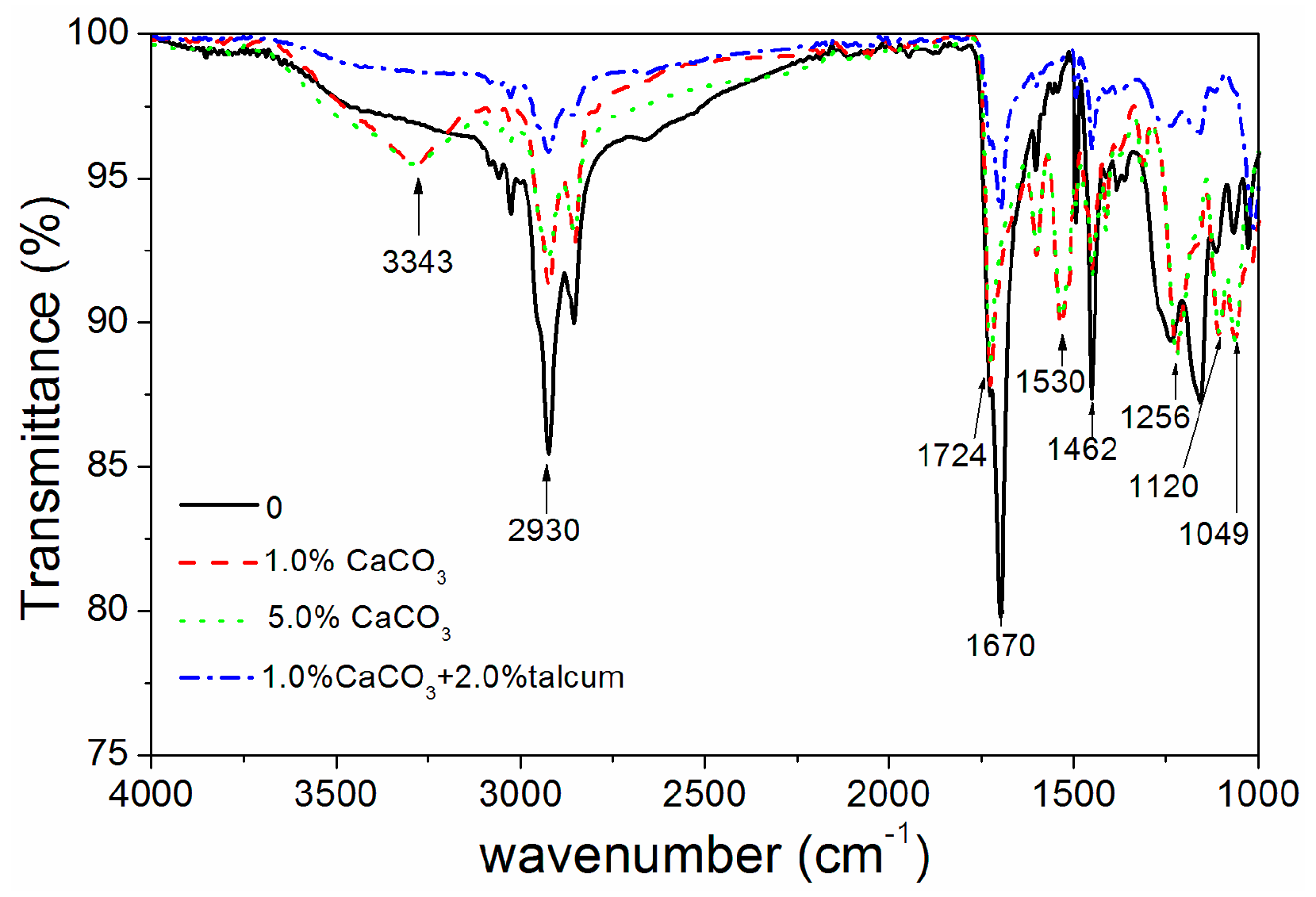
FT-IR spectra of WUVCW with different CaCO
3 and talcum content are illustrated in
Figure 4. The assignment of FT-IR band was summarized in
Table 7. The band at 3343 cm
−1 is the wavenumber of N–H stretching vibration. The band at 1724 cm
−1 can be assigned to be the carbonyl absorption [
34]. The characteristic band observed for the N–H bending vibration of amide II band appears at 1530 cm
−1, which indicates that the product contains urethane bond. 1670 cm
–1 is the C=C bond characteristic absorption band. Band at 2930 cm
−1 and 1462 cm
−1 is –CH absorption band. The N–C–O stretching vibration band appears at 1256 cm
−1. In addition, the band at 1049 cm
−1 and 1120 cm
−1 is also found in
Figure 4 corresponding to C–O stretching. After the modification of CaCO
3 and talcum, the infrared absorption of WUVCW decreased. After adding the talcum, the absorption band at 1530 cm
−1 of the FT-IR measurement decreased obviously, which may be the consequence of the reaction of –OH group in talcum (Mg
3[Si
4O
10](OH)
2) with –NCO [
35,
36], so that the crosslink density of WUVCW increased and the heat resistance increased (
Figure 2).
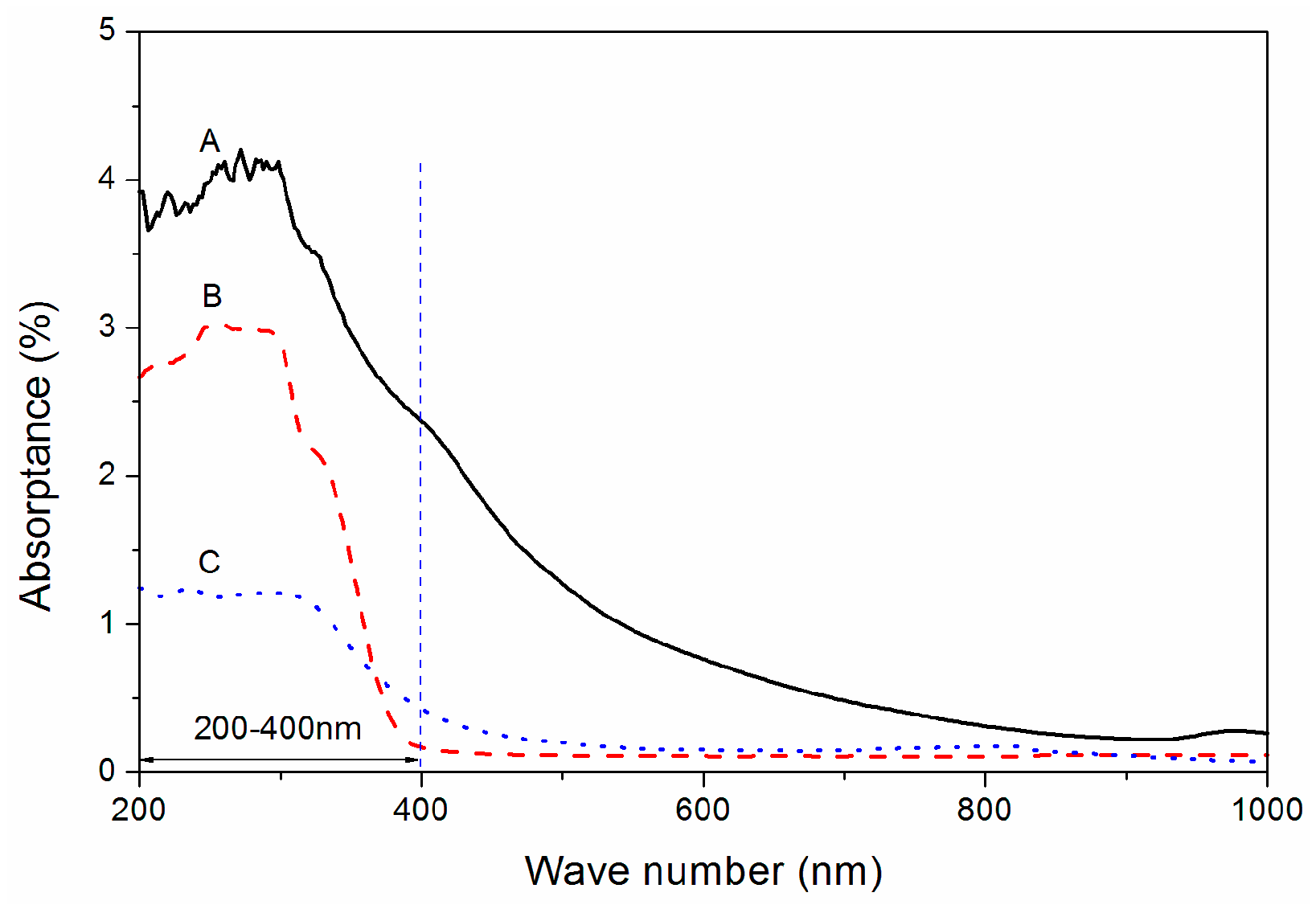
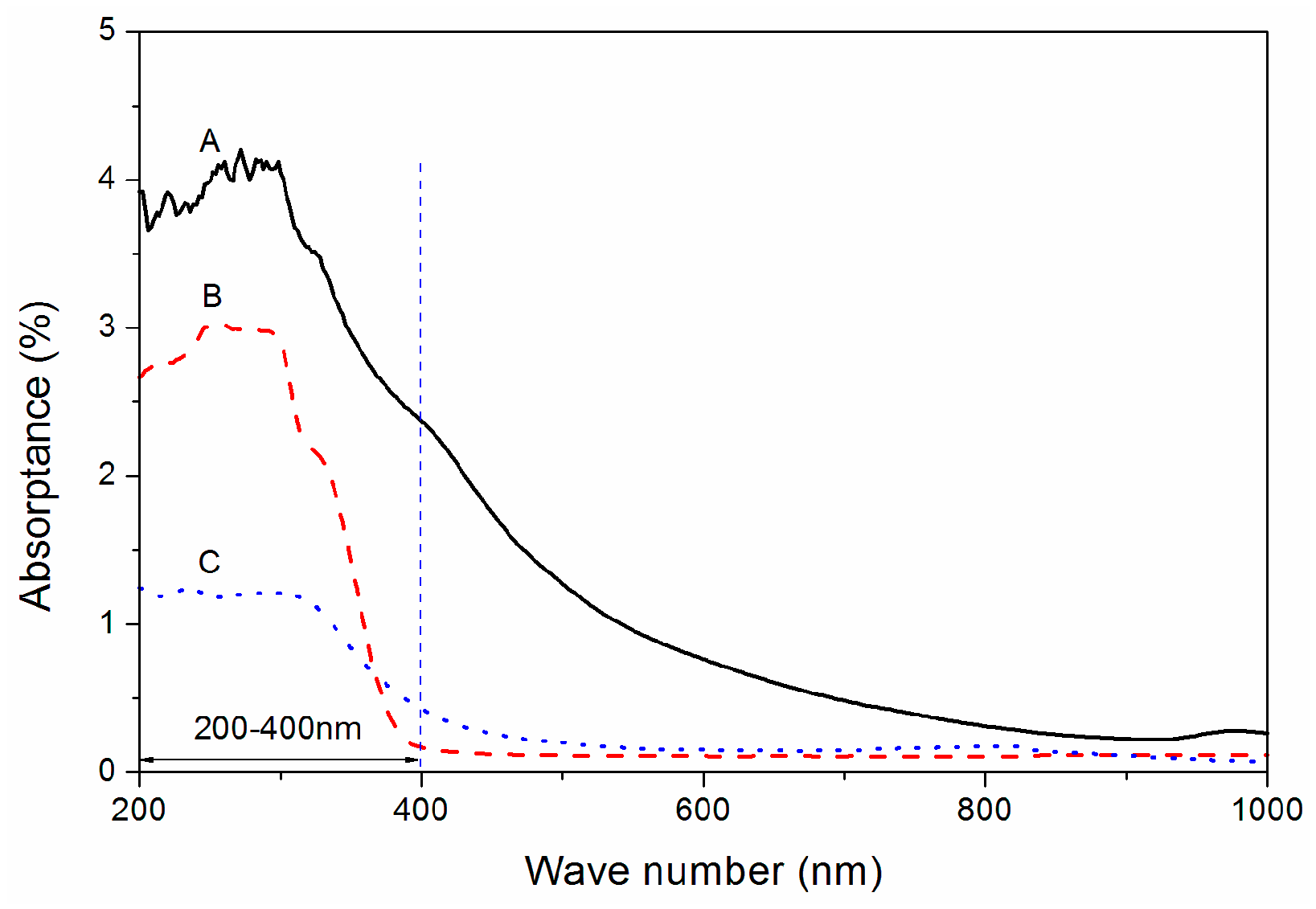
Figure 5 is the UV-Vis spectrum of WUVCW modified by CaCO
3 and talcum during the curing process. It was found that the UV light of 200–400 nm was mainly absorbed by the coating and the intensity gradually decreased during the curing process, which indicated that the WUVCW modified by CaCO
3 and talcum was cured by absorbing UV light [
5].
The improvement effect of CaCO
3 and talcum powder on WUVCW was summarized in
Table 8. The mechanical properties of the WUVCW were improved significantly after the CaCO
3 and talcum modification, and the gloss was reduced. WUVCW with CaCO
3 and talcum modification had better performance than commercial waterborne UV-curing coatings (the last line in
Table 8). The surface of talcum has hydrophilic chain, and the hydrophilic chain reacted with –NCO of WUVCW, which increased the crosslink density of WUVCW [
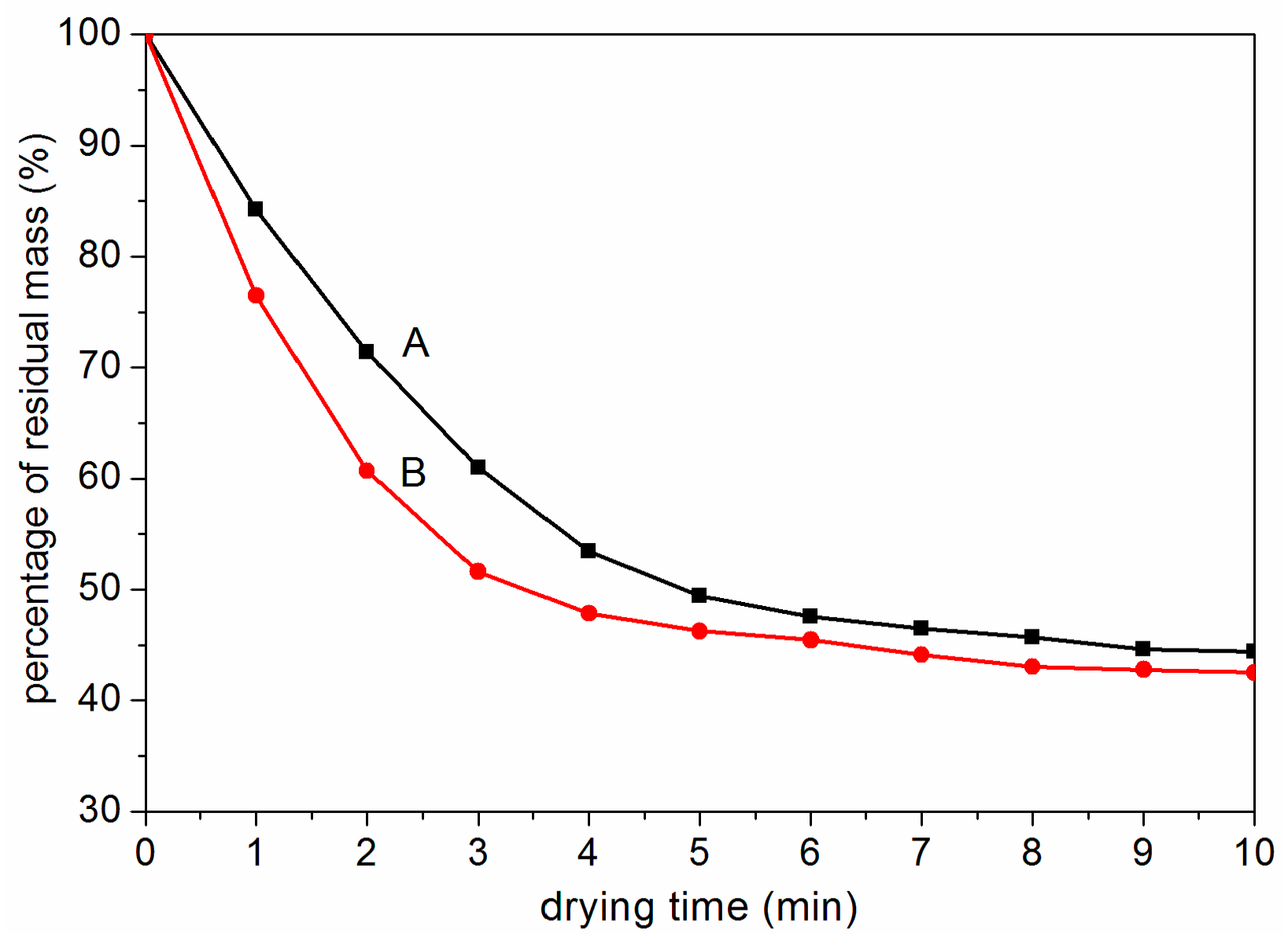
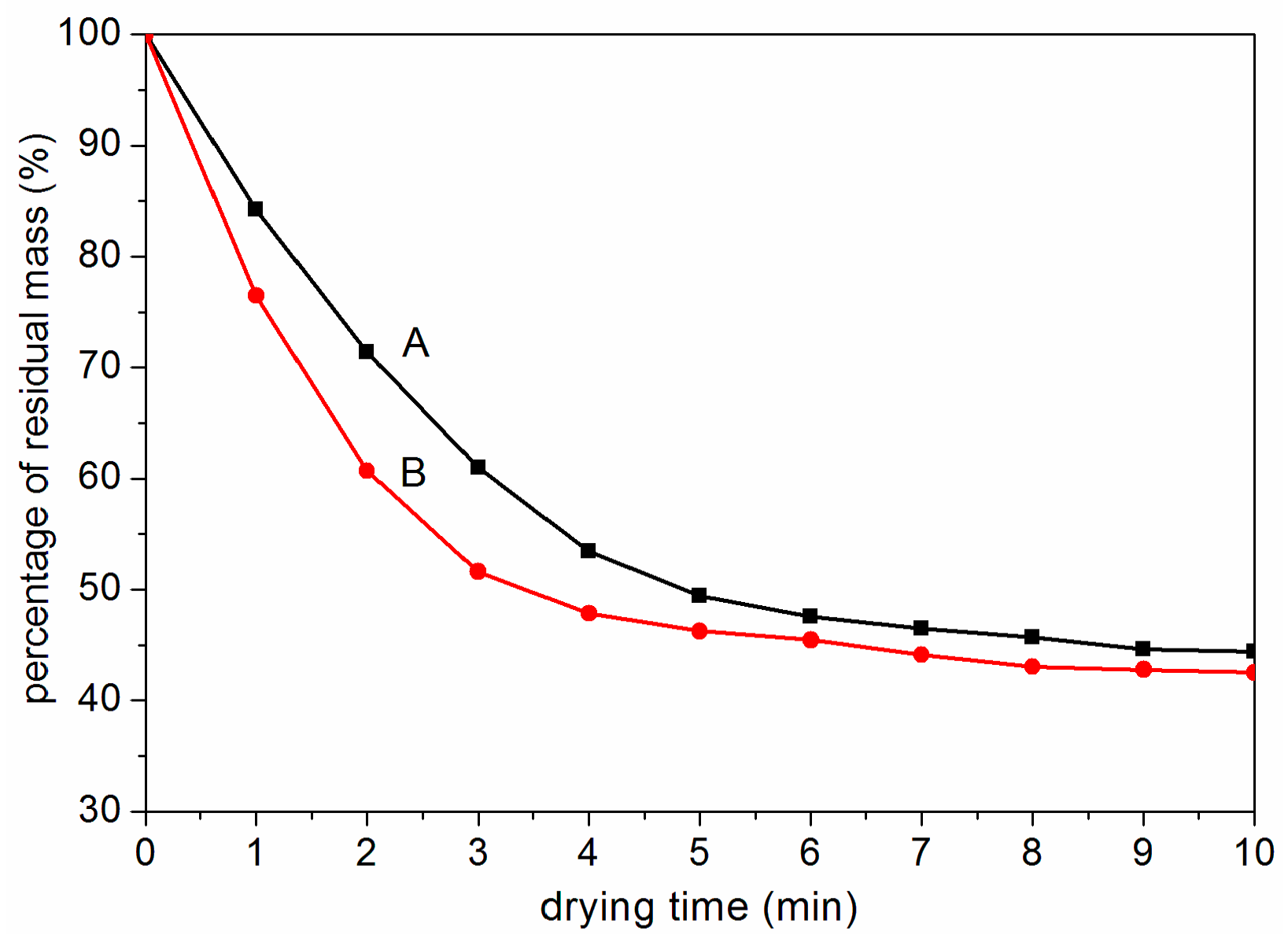
36]. The weight change (percentage of residual mass in the quality of the original sample) in the process of coating drying was shown in
Figure 6. The weight of WUVCW with talcum powder decreased faster in the early stage of the drying process when compared to WUVCW with no talcum. Therefore, the ability of resistance to external damage of WUVCW was enhanced; in addition, talcum powder can improve the drying speed, so that the mechanical properties of WUVCW were improved. Kaboorani et al. [
37] found that the hardness of UV-cured cellulose nanocrystal nanocomposite coating for wood was increased as cellulose nanocrystal loading increased in the coatings, and the hardness was improved from H to 2H by an increase in cellulose nanocrystal loading from 1% to 3%. WUVCW with CaCO
3 and talcum modification had been proven to show remarkable property enhancement as compared to other works using additives to UV-curing coatings [
15,
16,
37].
WUVCW with CaCO
3 and talcum modification showed excellent resistance against 15% NaCl solution during 24 h exposure, with no appearance change (
Table 9), which is a crucial factor for the application of coatings. After the test of resistance against the liquid, the coating can maintain high hardness, adhesion, high impact resistance, and the least gloss loss of the coating.
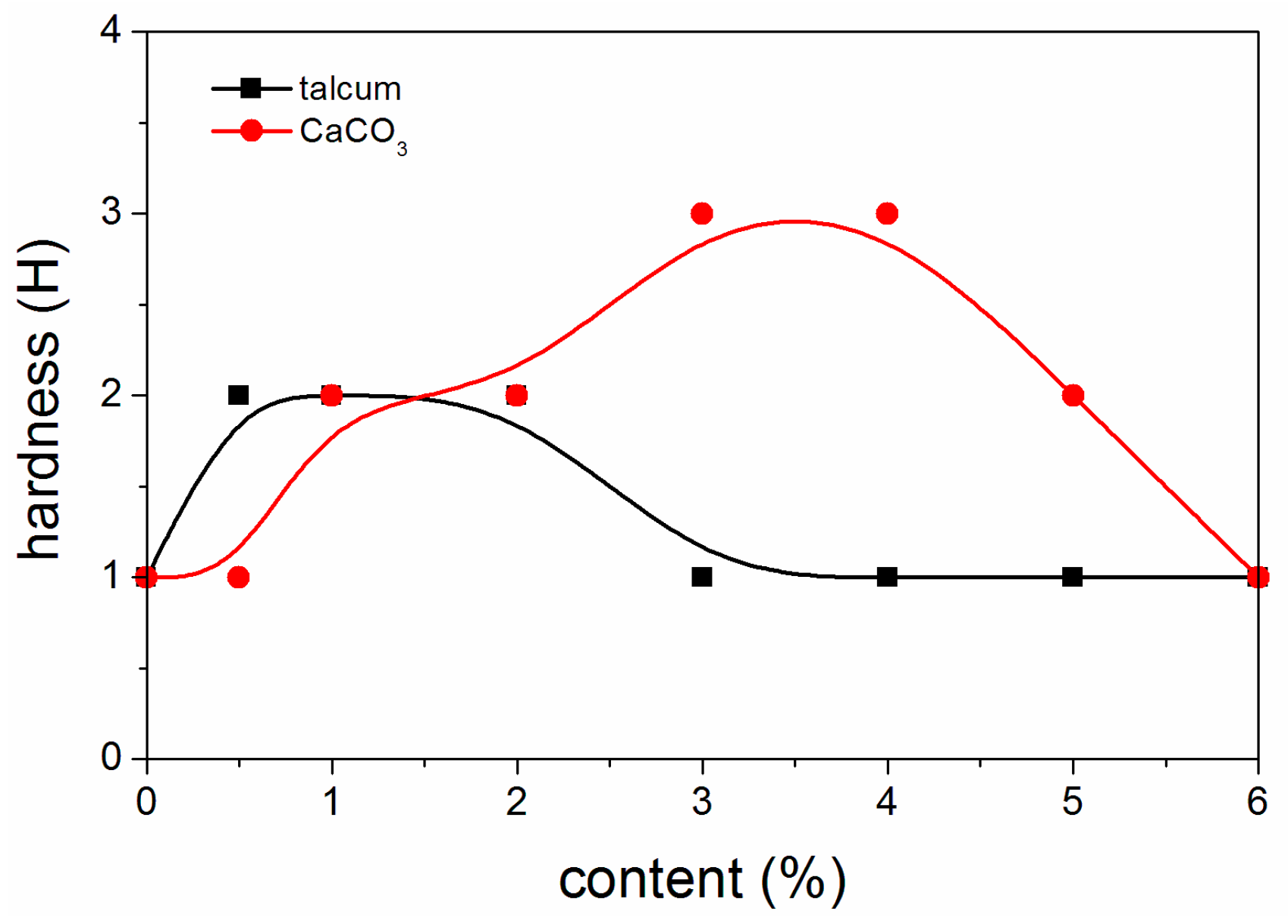
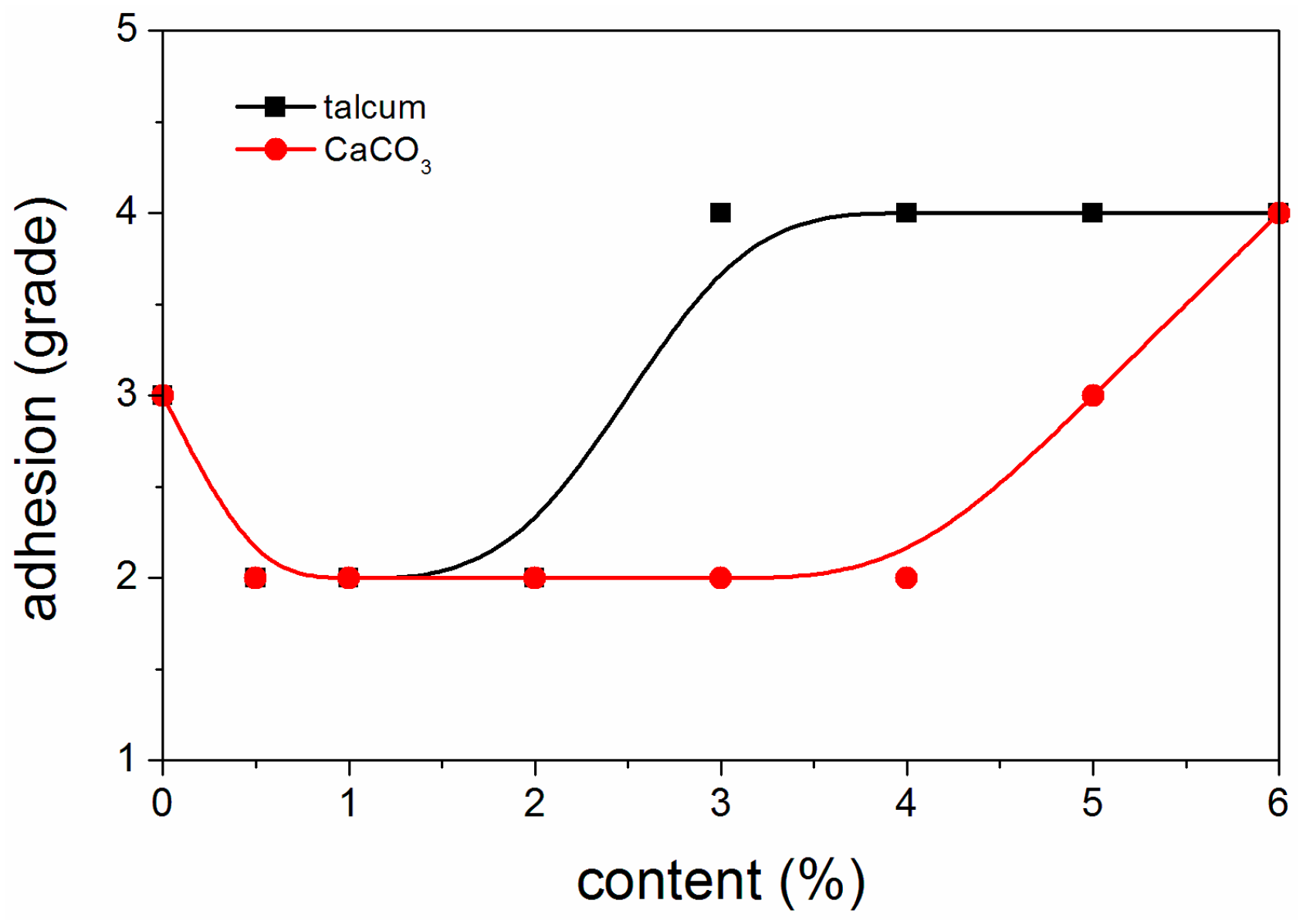
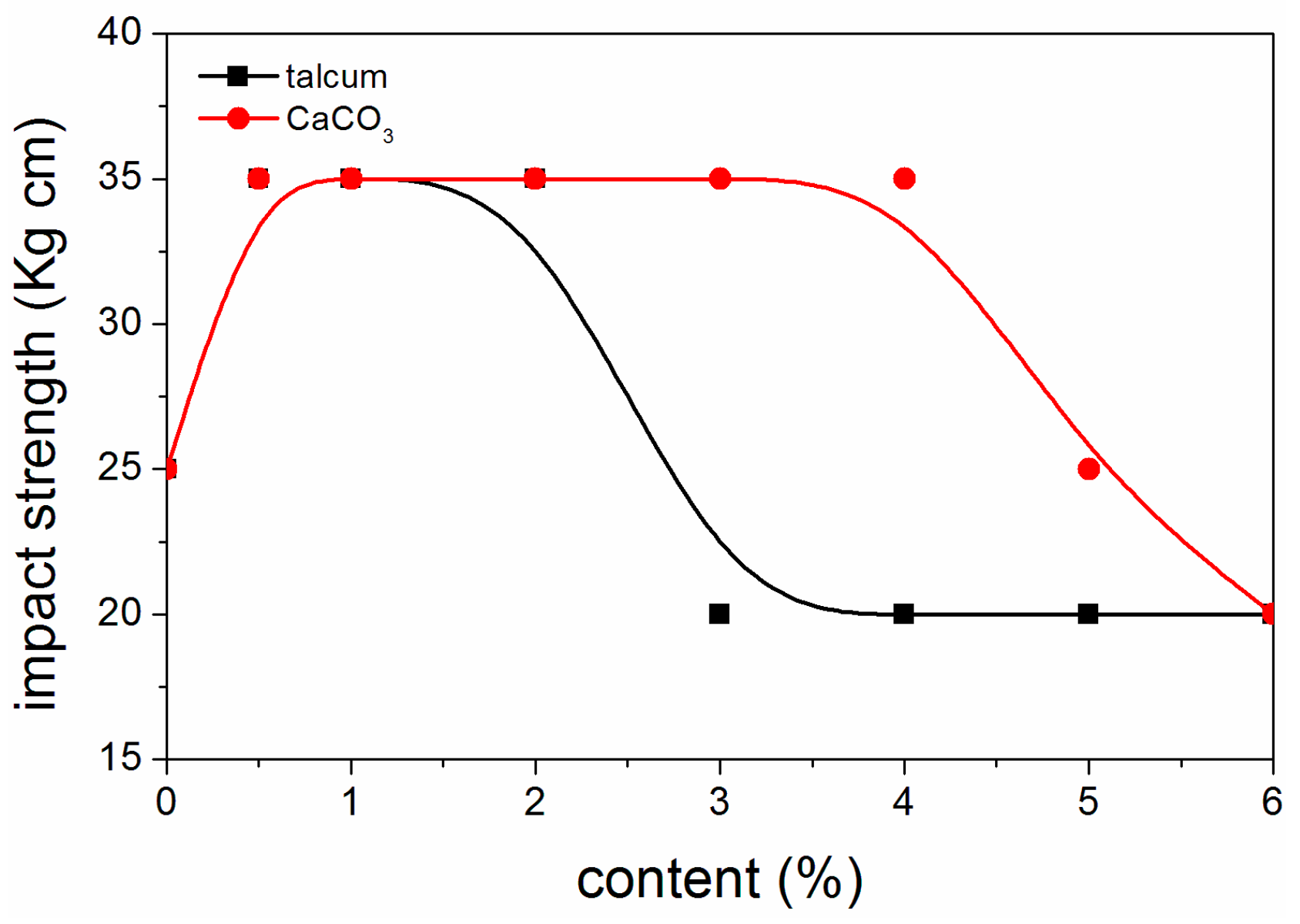
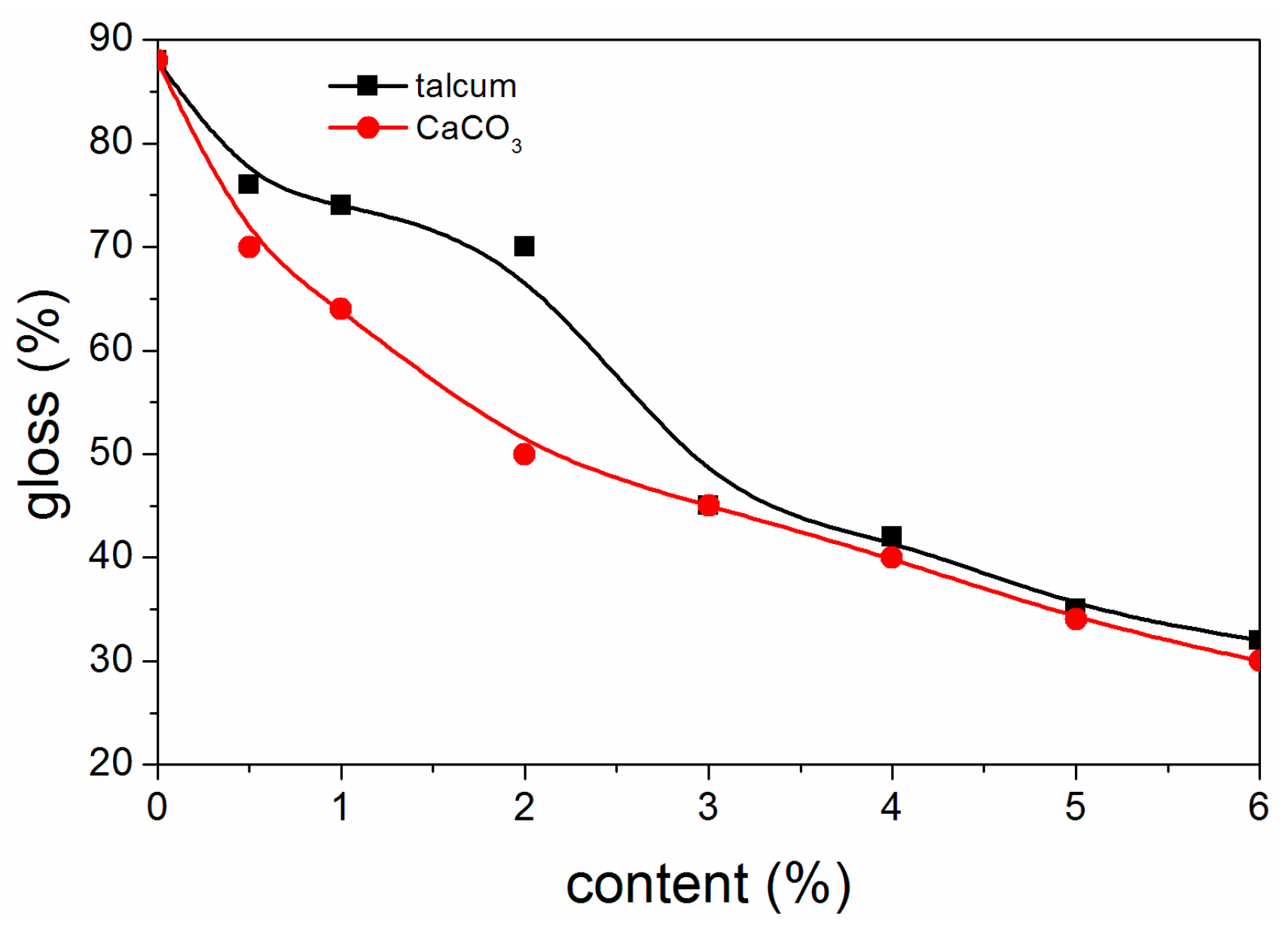
When the talcum powder was only added in WUVCW (samples 11–18 in
Table 1), the hardness, adhesion, impact strength, and gloss change of WUVCW with the content of talcum powder were shown from
Figure 7,
Figure 8,
Figure 9 and
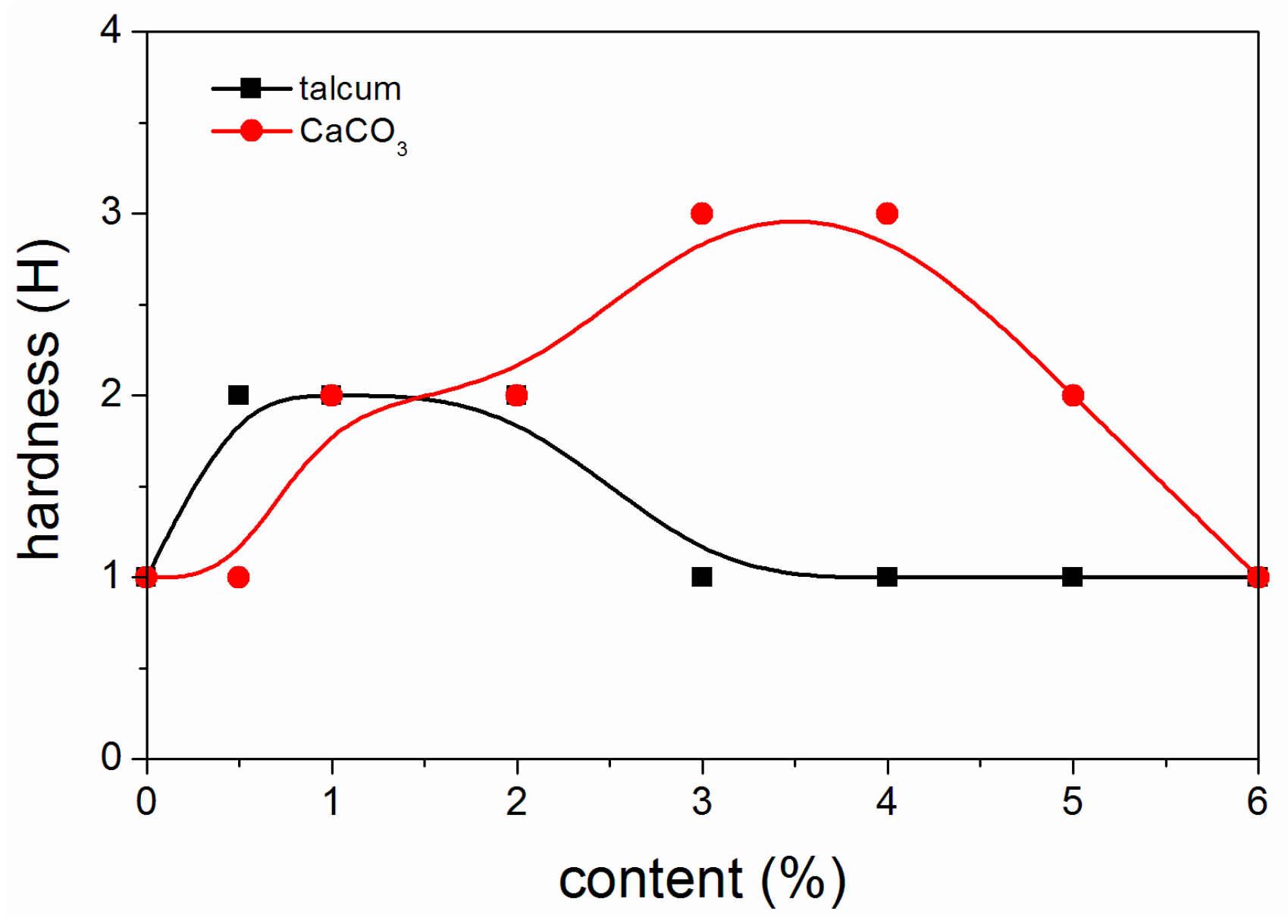
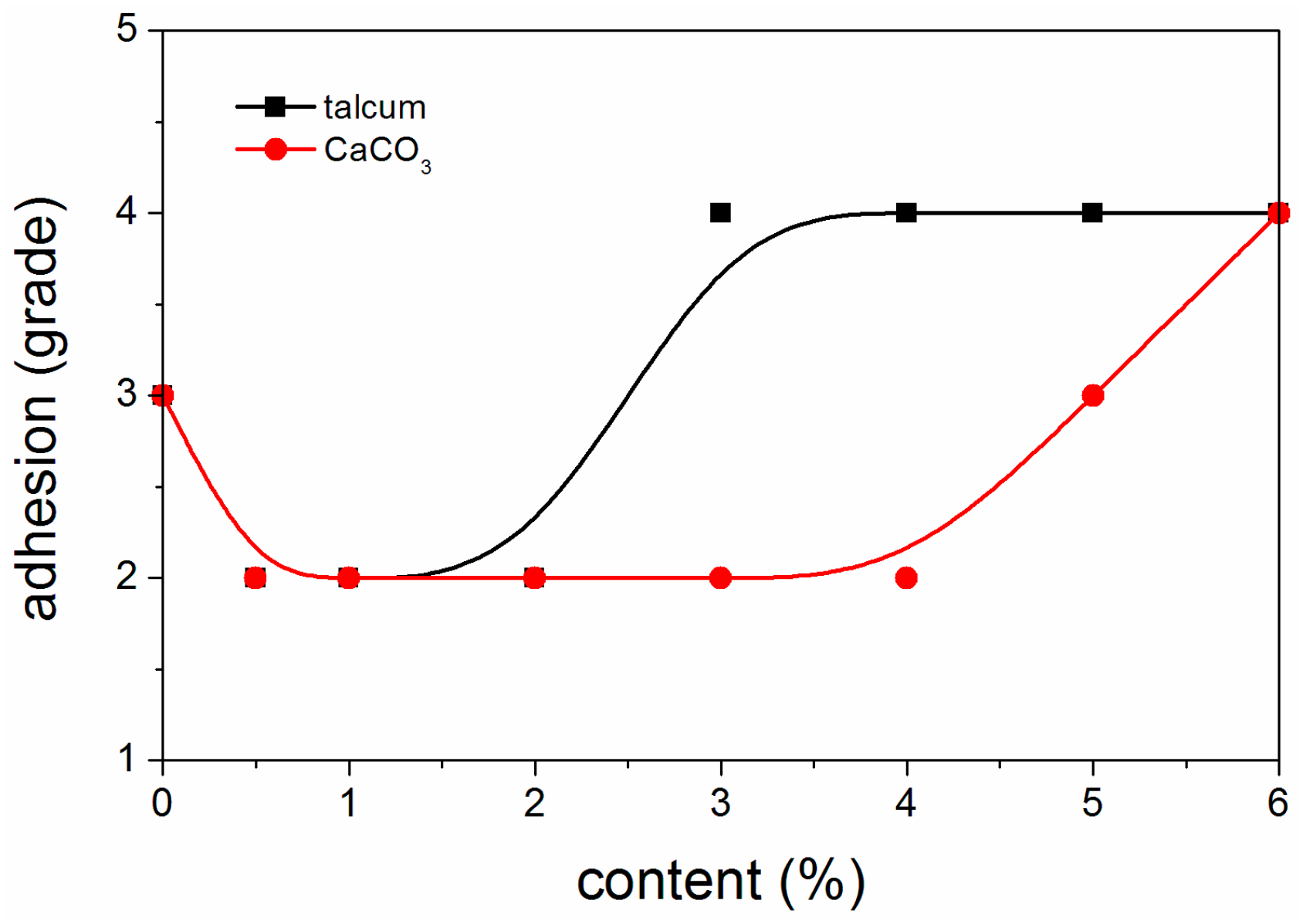
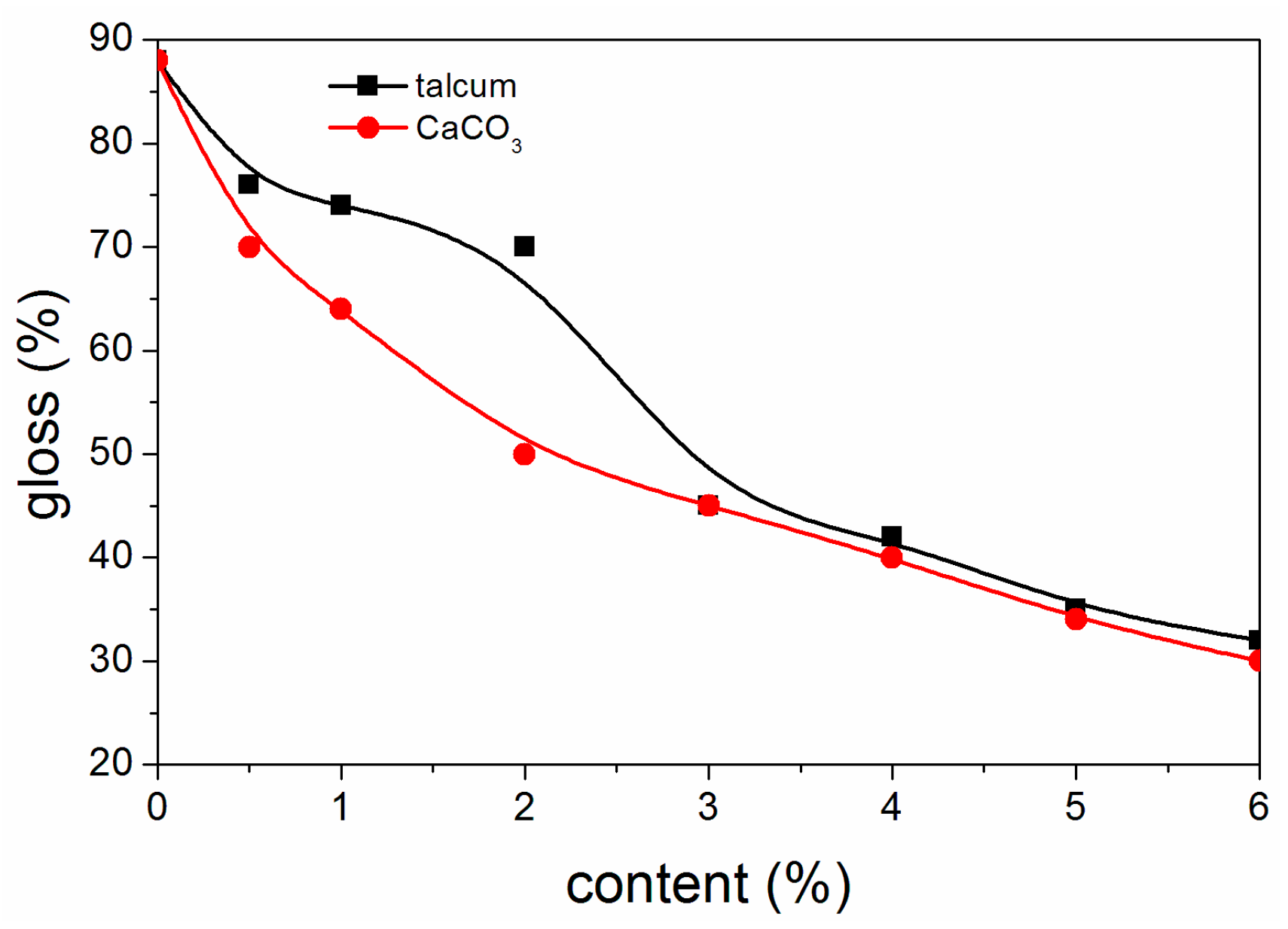
Figure 10. We can notice that the increase of the content of talcum from 0 to 0.5% arouse to increase the hardness of WUVCW from H to 2H, and the adhesion and impact strength were greatly improved to level 2 and 35 kg·cm, respectively. Continued to increase the content of talcum to 2.0%, the hardness of the coating remained 2H, adhesion of coating kept the level 2, and the impact strength was maintained at 35 kg·cm. However, the hardness, adhesion, and impact strength decreased when the content of talcum was over 2.0%. The gloss of the WUVCW decreases with the increase of the content of talcum. A small increase in the content of talcum powder leads to a large decrease in the gloss of the WUVCW. Moreover, with the increase of content of the talcum powder from 0 to 6.0%, the gloss of the WUVCW continued to slow down from 88% to 32%. That is, when the content of talcum powder was 2.0%, the WUVCW exhibited a lower gloss and better mechanical property.
Effects of single filler CaCO
3 (samples 5, 19–24 in
Table 1) on mechanical properties of WUVCW showed that when the CaCO
3 content was 3.0%–4.0%, WUVCW had good hardness, adhesion, and impact strength, which were 3H, grade 2, and 35 kg·cm, respectively. However, when the CaCO
3 content was higher than 4.0%, the hardness, adhesion, and impact resistance decreased. The gloss results showed that gloss of WUVCW decreases with the CaCO
3 content. When CaCO
3 content was 3.0%–4.0%, the obtained WUVCW showed better mechanical properties and matte gloss.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}