Enhancing Dark Shade Pigment Dyeing of Cotton Fabric Using Plasma Treatment


Abstract
:1. Introduction
2. Experimental
2.1. Material
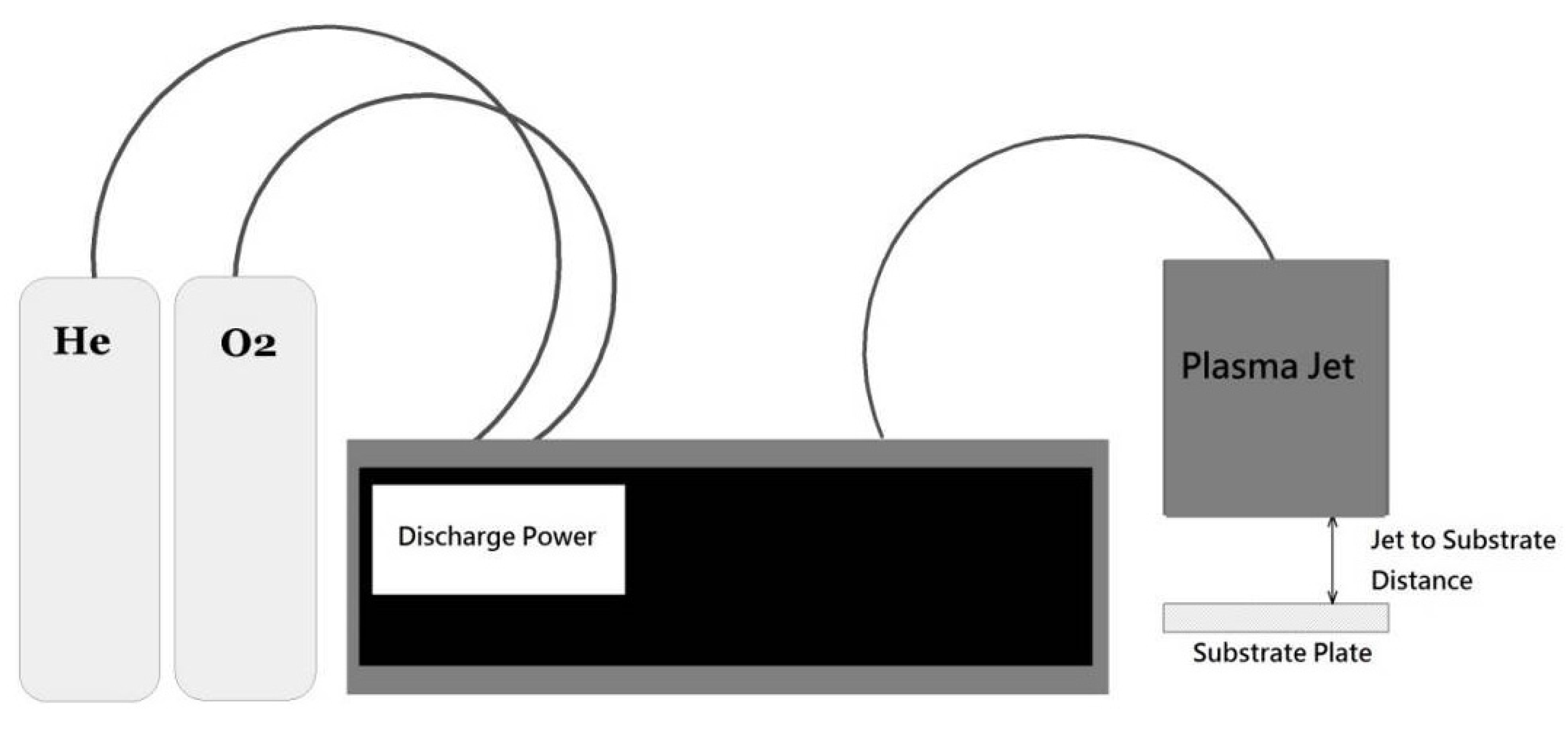
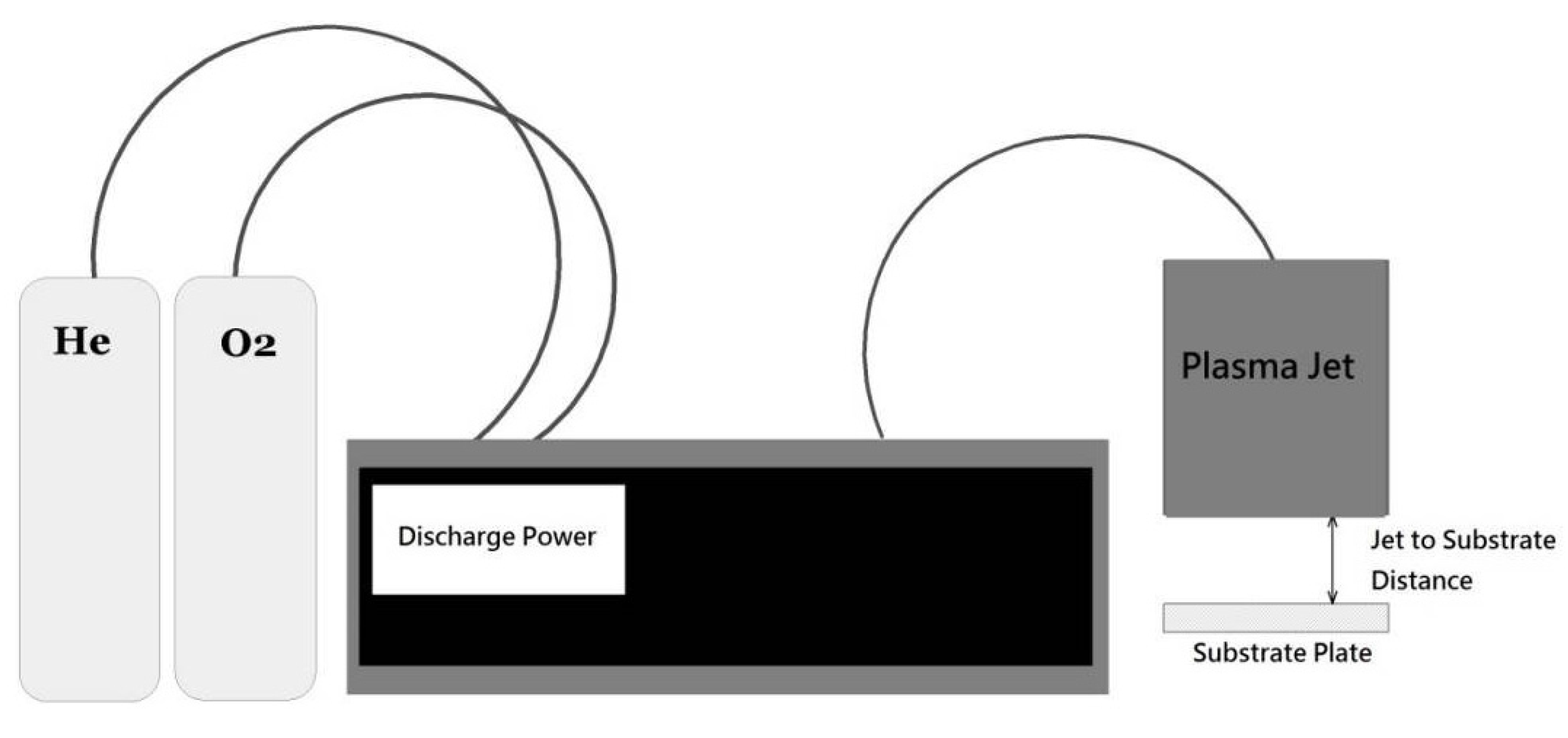
2.2. Atmospheric Pressure Plasma Treatment
2.3. Pigment Dyeing Solution
2.4. Particle Size Analysis
2.5. Pigment Dyeing
2.6. Scanning Electron Microscopy (SEM)
2.7. Color Yield Measurement
2.8. Levelness
2.9. Color Fastness Evaluation
3. Results and Discussion
3.1. Color Yield and Levelness
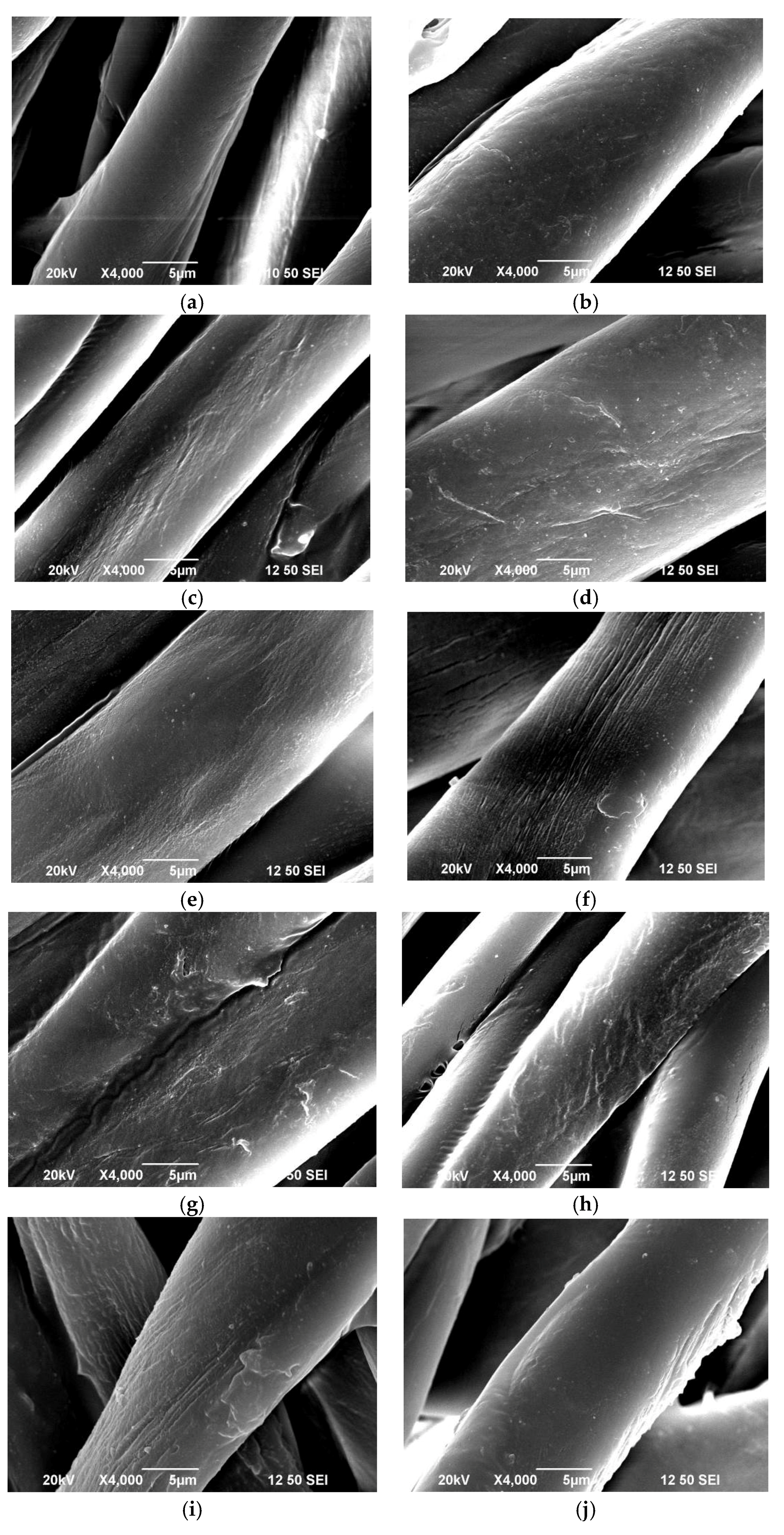
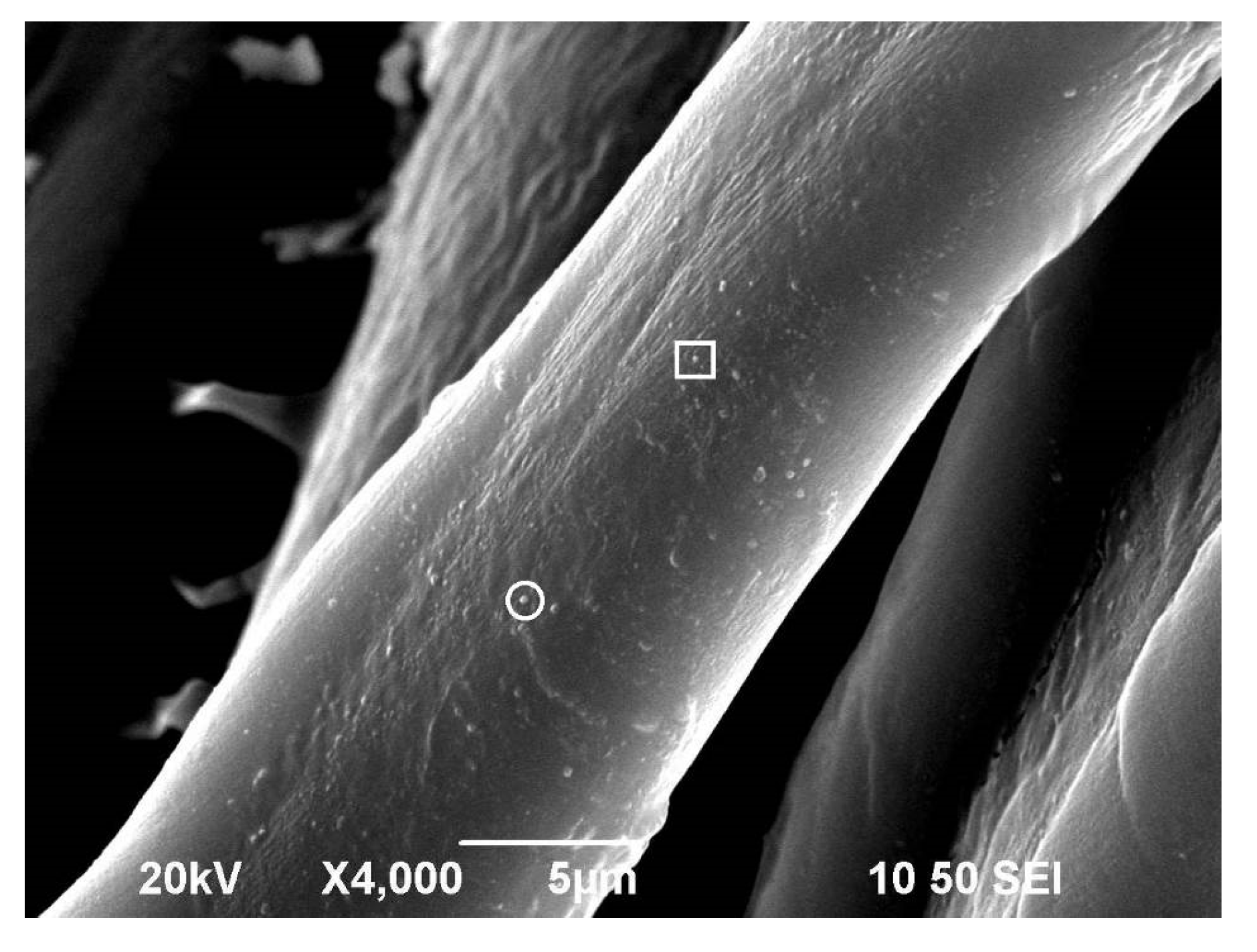
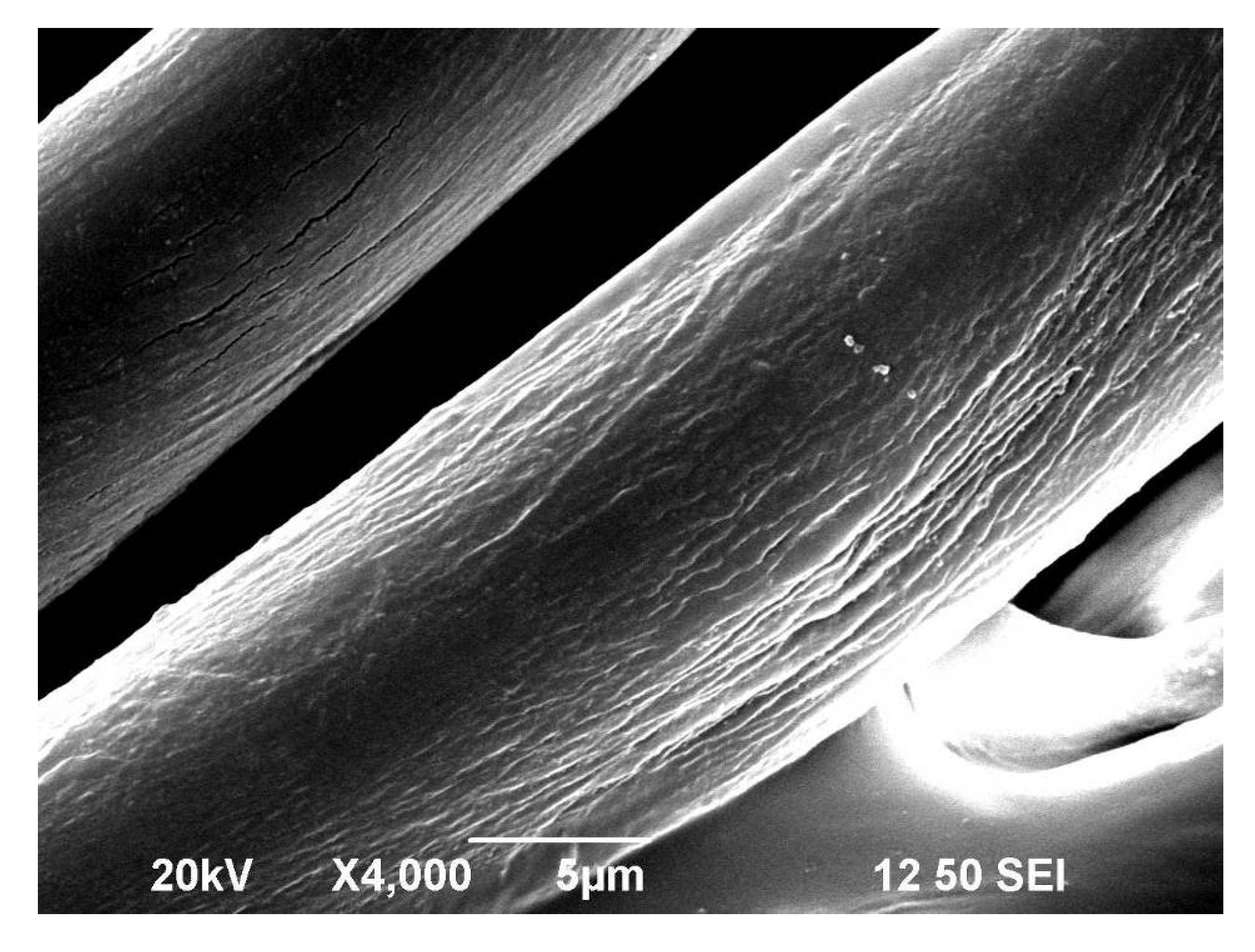
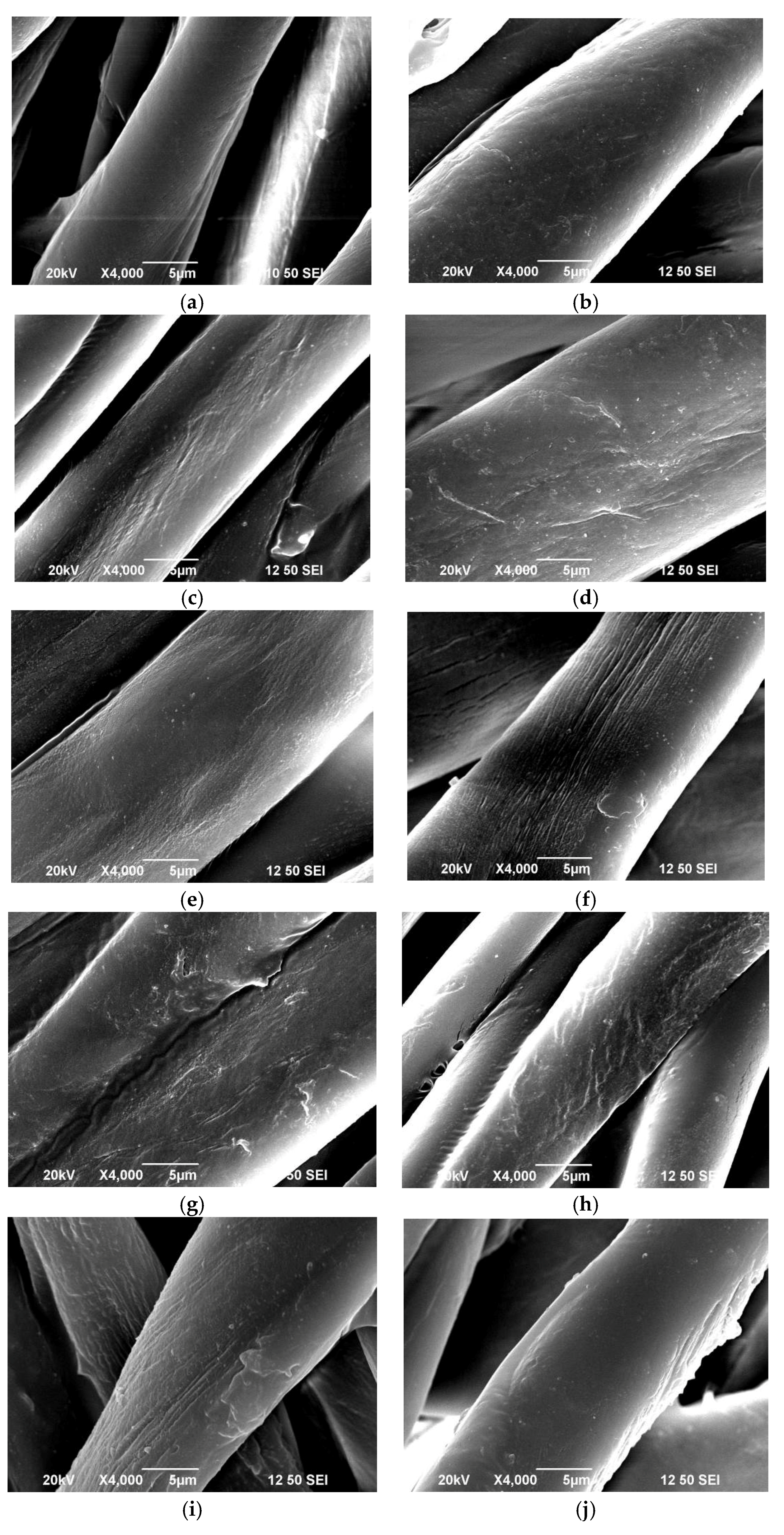
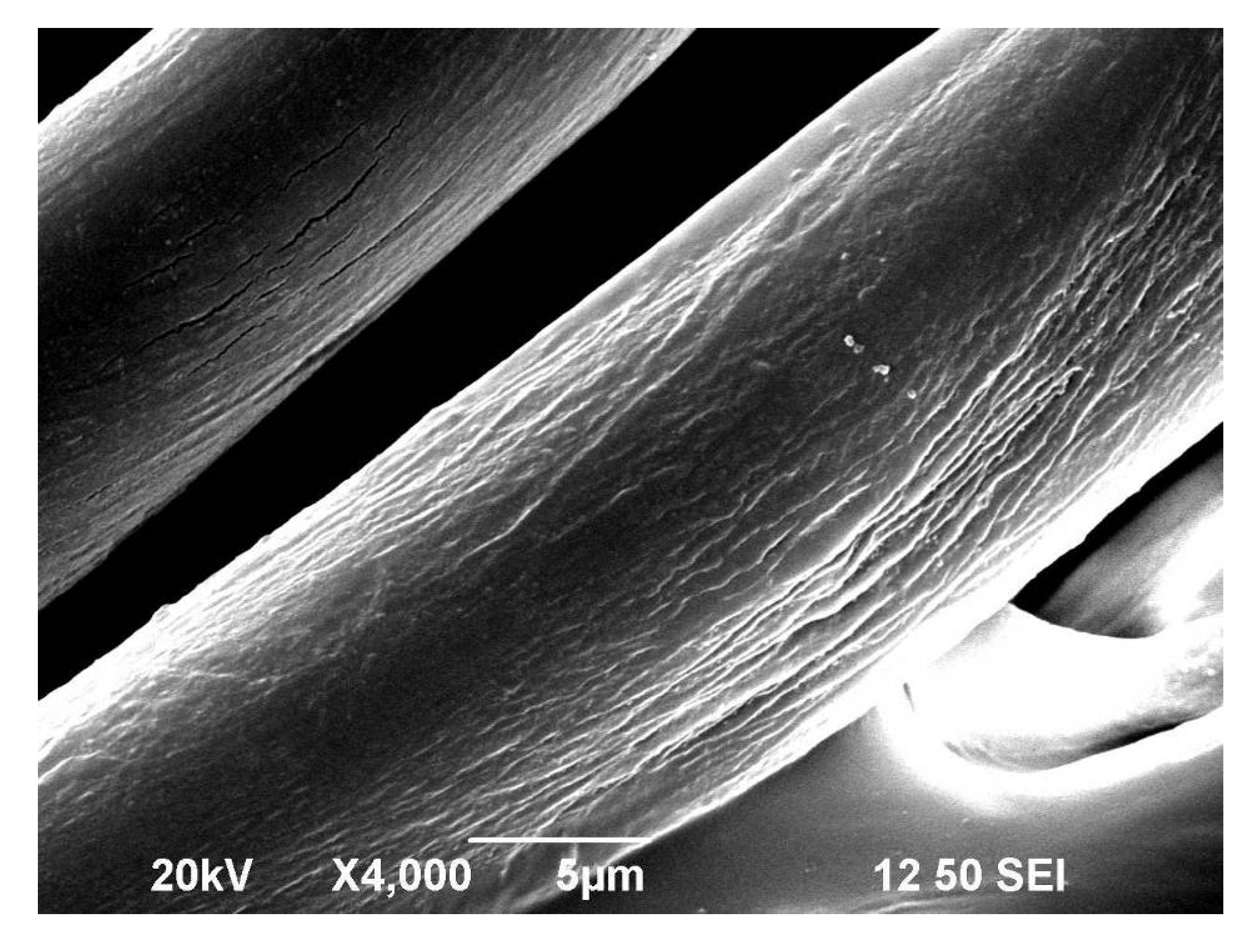
3.2. Surface Morphological Analysis
3.3. Crocking Fastness
3.4. Dry Cleaning Fastness
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Aspland, J.R. Reactive dyes and their application. Text. Chem. Color. 1992, 5, 31–36. [Google Scholar]
- Kan, C.W.; Man, W.S.; Ng, S.P. A study of pigment application on atmospheric pressure plasma treated cotton fabric. Fibers Polym. 2014, 15, 2313–2318. [Google Scholar] [CrossRef]
- Man, W.S.; Kan, C.W.; Ng, S.P. The use of atmospheric pressure plasma treatment on enhancing the pigment application to cotton fabric. Vacuum 2014, 99, 7–11. [Google Scholar] [CrossRef]
- Bhat, N.V.; Benjamin, Y.N. Surface resistivity behavior of plasma treated and plasma grafted cotton and polyester fabrics. Text. Res. J. 1999, 69, 38–42. [Google Scholar] [CrossRef]
- Wang, C.X.; Qiu, Y.P. Two sided modification of wool fabrics by atmospheric pressure plasma jet: Influence of processing parameters on plasma penetration. Surf. Coat. Technol. 2007, 201, 6273–6277. [Google Scholar] [CrossRef]
- Morent, R.; De Geyter, N.; Verschuren, J.; De Clerck, K.; Kiekens, P.; Leys, C. Non-thermal plasma treatment of textiles. Surf. Coat. Technol. 2008, 202, 3427–3449. [Google Scholar] [CrossRef]
- Černákorá, Ľ.; Kováčik, D.; Zahoránová, A.; Černák, M.; Mazúr, M. Surface modification of polypropylene non-woven fabrics by atmospheric-pressure plasma activation followed by acrylic acid grafting. Plasma Chem. Plasma Process. 2005, 25, 427–437. [Google Scholar]
- Cai, Z.S.; Qiu, Y.P. The mechanism of air/oxygen/helium atmospheric plasma action on PVA. J. Appl. Polym. Sci. 2006, 99, 2233–2237. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W.M.; Tsoi, W.Y. Using atmospheric pressure plasma for enhancing the deposition of printing paste on cotton fabric for digital ink-jet printing. Cellulose 2011, 18, 827–839. [Google Scholar] [CrossRef]
- Sun, Y.; Liang, Q.; Chi, H.; Zhang, Y.; Shi, Y.; Fang, D.; Li, F. The application of gas plasma technologies in surface modification of aramid fiber. Fibers Polym. 2014, 15, 1–7. [Google Scholar] [CrossRef]
- Haji, A.; Qavamnia, S.S. Response surface methodology optimized dyeing of wool with cumin seeds extract improved with plasma treatment. Fibers Polym. 2015, 16, 46–53. [Google Scholar] [CrossRef]
- Teli, M.D.; Samanta, K.K.; Pandit, P.; Basak, S.; Chattopadhyay, S.K. Low-temperature dyeing of silk fabric using atmospheric pressure helium/nitrogen plasma. Fibers Polym. 2015, 16, 2375–2383. [Google Scholar] [CrossRef]
- Chong, C.L.; Li, S.Q.; Yeung, K.W. An objective method for the assessment of levelness of dyed materials. J. Soc. Dyers Color. 1992, 108, 528–530. [Google Scholar] [CrossRef]
- American Association of Textile Chemists and Colorists. Technical Manual of the American Association of Textile Chemists and Colorists; AATCC: Research Triangle Park, NC, USA, 2017; pp. 21–23. [Google Scholar]
- American Association of Textile Chemists and Colorists. Technical Manual of the American Association of Textile Chemists and Colorists; AATCC: Research Triangle Park, NC, USA, 2017; pp. 236–238. [Google Scholar]
- Kwong, C.H.; Ng, S.P.; Kan, C.W.; Molina, R. Inducing hydrophobic surface on polyurethane synthetic leather by atmospheric pressure plasma. Fibers Polym. 2014, 15, 1596–1600. [Google Scholar] [CrossRef]
- Mukhopadhyay, S.M.; Joshi, P.; Datta, S. Plasma assisted surface coating of porous solids. Appl. Surf. Sci. 2002, 201, 219–226. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Z.; Song, F.; Xu, Y. The effect of different plasma treatments on the pigment dyeing of cotton fabrics. Adv. Mater. Res. 2012, 441, 96–101. [Google Scholar] [CrossRef]
- Hao, L.Y.; Wang, R.; Liu, J.Q.; Liu, R.Z. Ultrasound-assisted adsorption of anionic nanoscale pigment on cationised cotton fabrics. Carbohydr. Polym. 2012, 90, 1420–1427. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Discharge Power (W) | Oxygen Flow Rate (L/min) | Jet Moving Speed (mm/s) | Jet to Substrate Distance (mm) |
|---|---|---|---|---|
| 1 | 130 | 0.3 | 5 | 3 |
| 2 | 150 | 0.3 | 5 | 3 |
| 3 | 170 | 0.3 | 5 | 3 |
| 4 | 170 | 0.2 | 5 | 3 |
| 5 | 170 | 0.4 | 5 | 3 |
| 6 | 170 | 0.6 | 5 | 3 |
| 7 | 150 | 0.4 | 1 | 3 |
| 8 | 150 | 0.4 | 5 | 3 |
| 9 | 150 | 0.4 | 9 | 3 |
| RUI | Visual Appearance of Levelness |
|---|---|
| <0.2 | Excellent levelness |
| 0.2–0.49 | Good levelness |
| 0.5–1.0 | Poor levelness |
| >1.0 | Bad levelness |
| Sample | Plasma Untreated | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| K/SSum * | 100% | 113.3% | 114.2% | 115.4% | 112.6% | 113.4% | 111.5% | 111.1% | 111.3% | 110.9% |
| Levelness | 0.42 | 0.25 | 0.21 | 0.21 | 0.24 | 0.25 | 0.26 | 0.26 | 0.28 | 0.29 |
| Crocking Fastness | Plasma Untreated | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| Dry | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Wet | 3 | 3–4 | 4 | 4 | 3–4 | 4 | 4 | 4 | 4 | 3–4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kan, C.-W.; Man, W.-S. Enhancing Dark Shade Pigment Dyeing of Cotton Fabric Using Plasma Treatment. Coatings 2017, 7, 104. https://doi.org/10.3390/coatings7070104
Kan C-W, Man W-S. Enhancing Dark Shade Pigment Dyeing of Cotton Fabric Using Plasma Treatment. Coatings. 2017; 7(7):104. https://doi.org/10.3390/coatings7070104
Chicago/Turabian StyleKan, Chi-Wai, and Wai-Shan Man. 2017. "Enhancing Dark Shade Pigment Dyeing of Cotton Fabric Using Plasma Treatment" Coatings 7, no. 7: 104. https://doi.org/10.3390/coatings7070104
APA StyleKan, C.-W., & Man, W.-S. (2017). Enhancing Dark Shade Pigment Dyeing of Cotton Fabric Using Plasma Treatment. Coatings, 7(7), 104. https://doi.org/10.3390/coatings7070104