
Effect of Surface Pretreatment on Quality and Electrochemical Corrosion Properties of Manganese Phosphate on S355J2 HSLA Steel

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
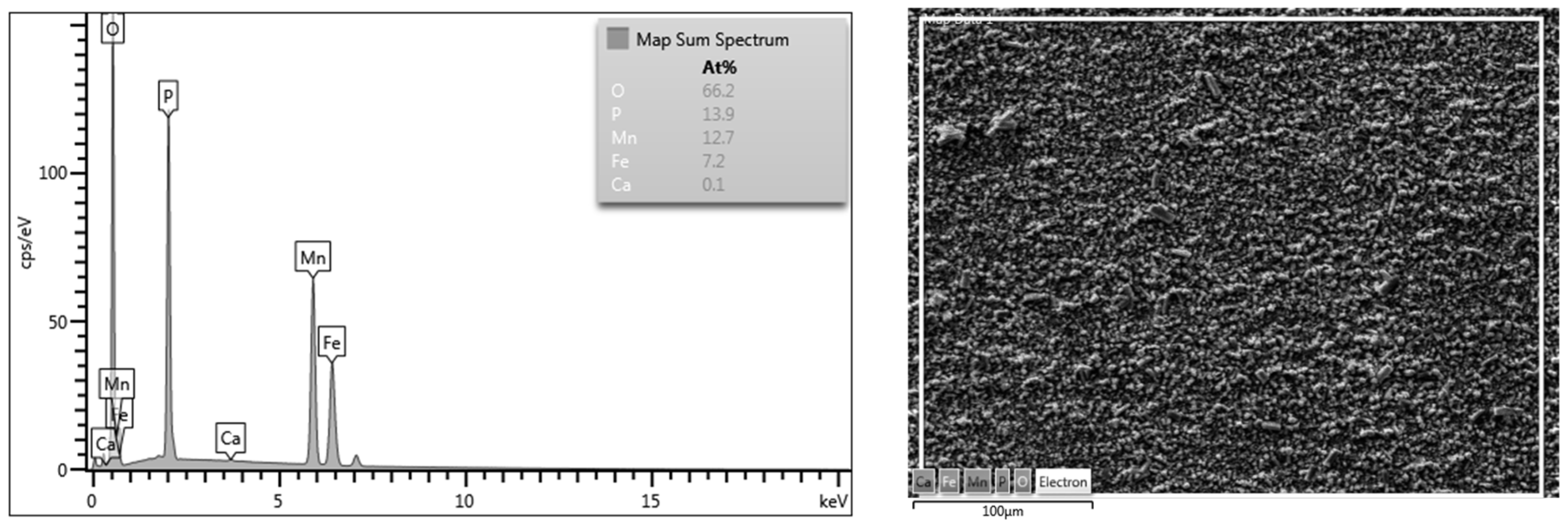
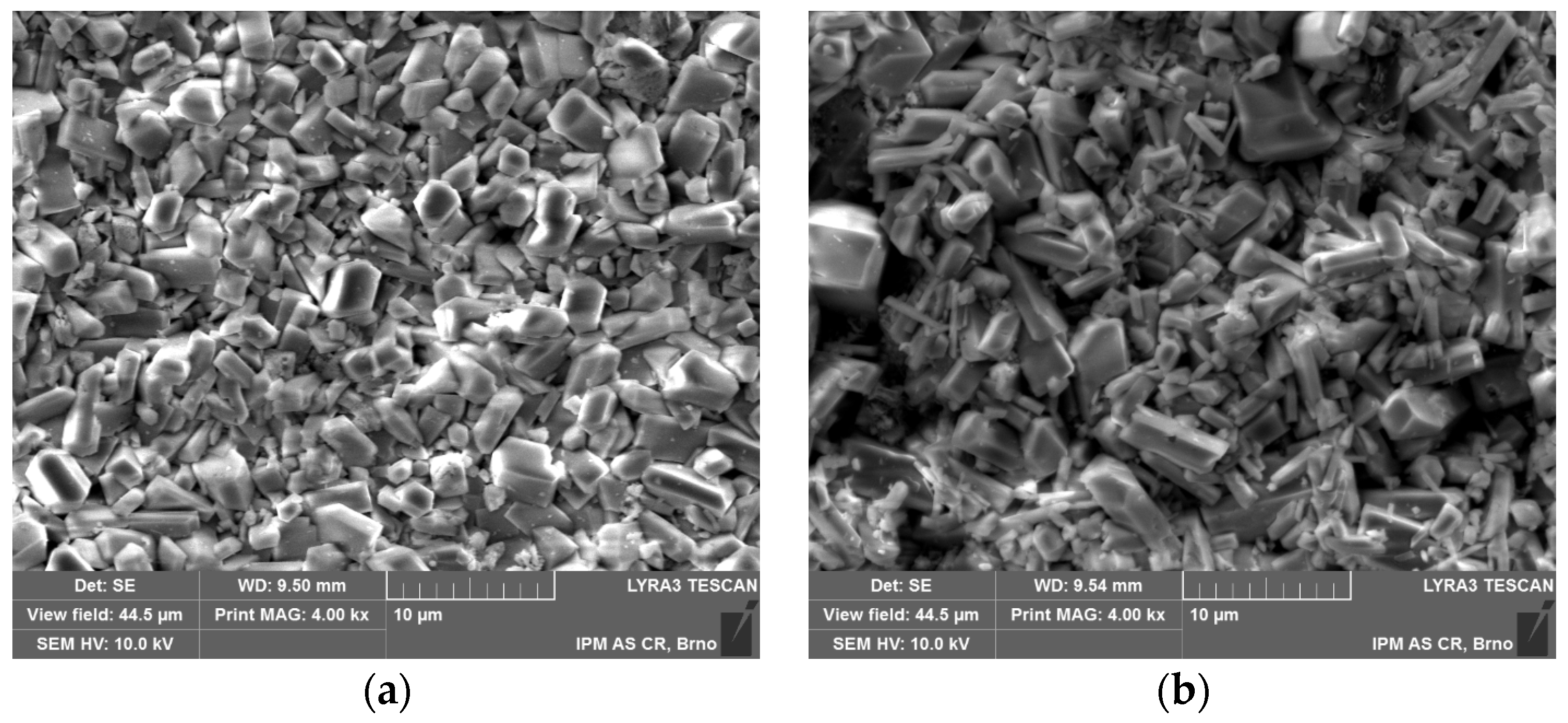
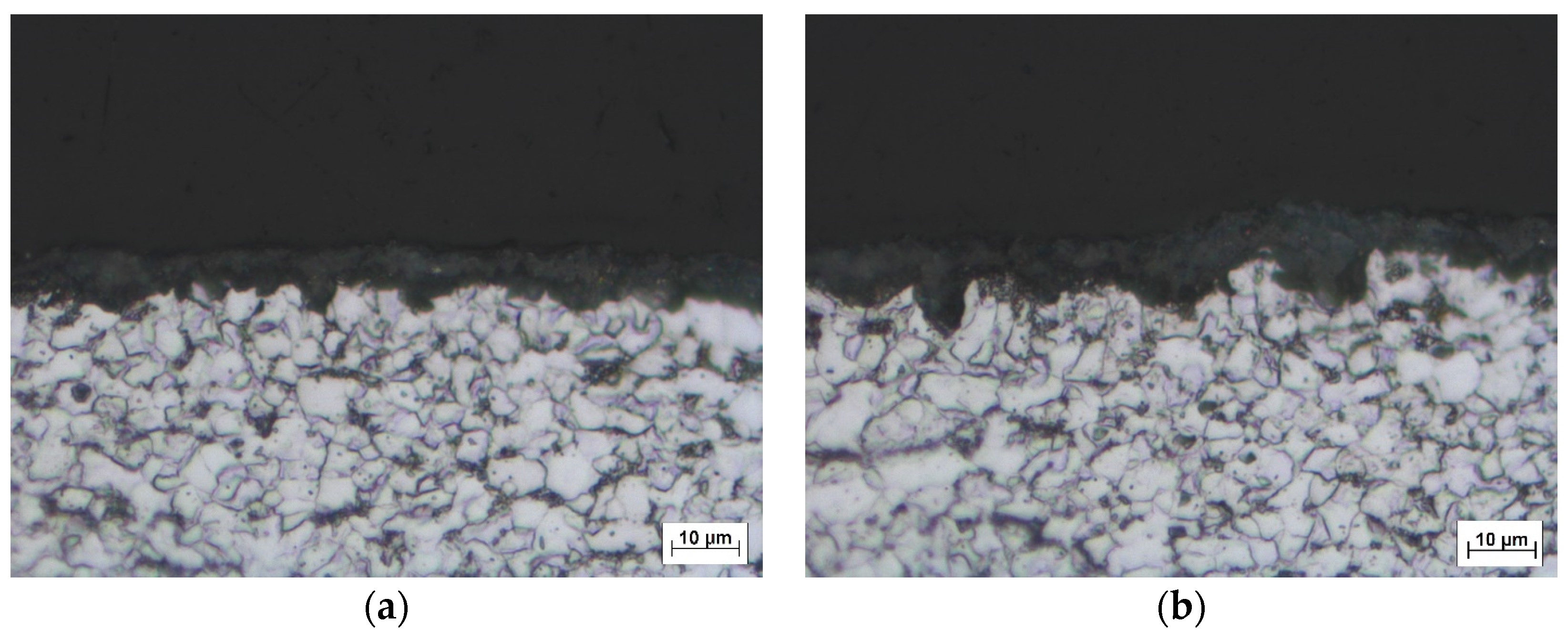
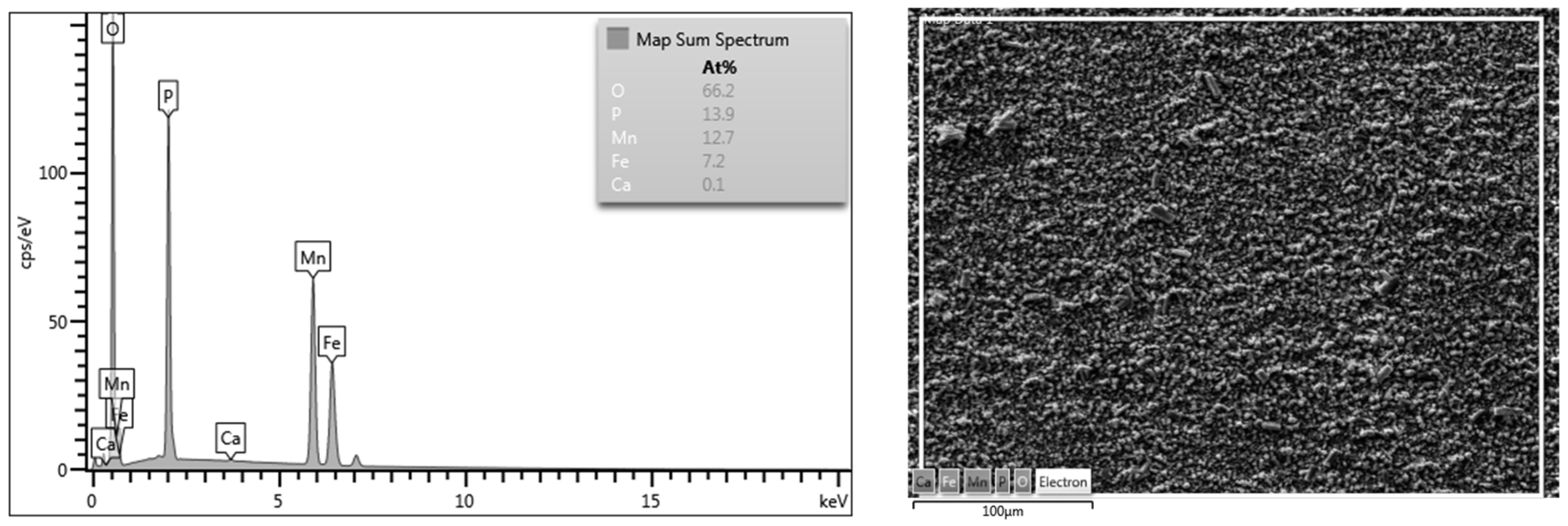
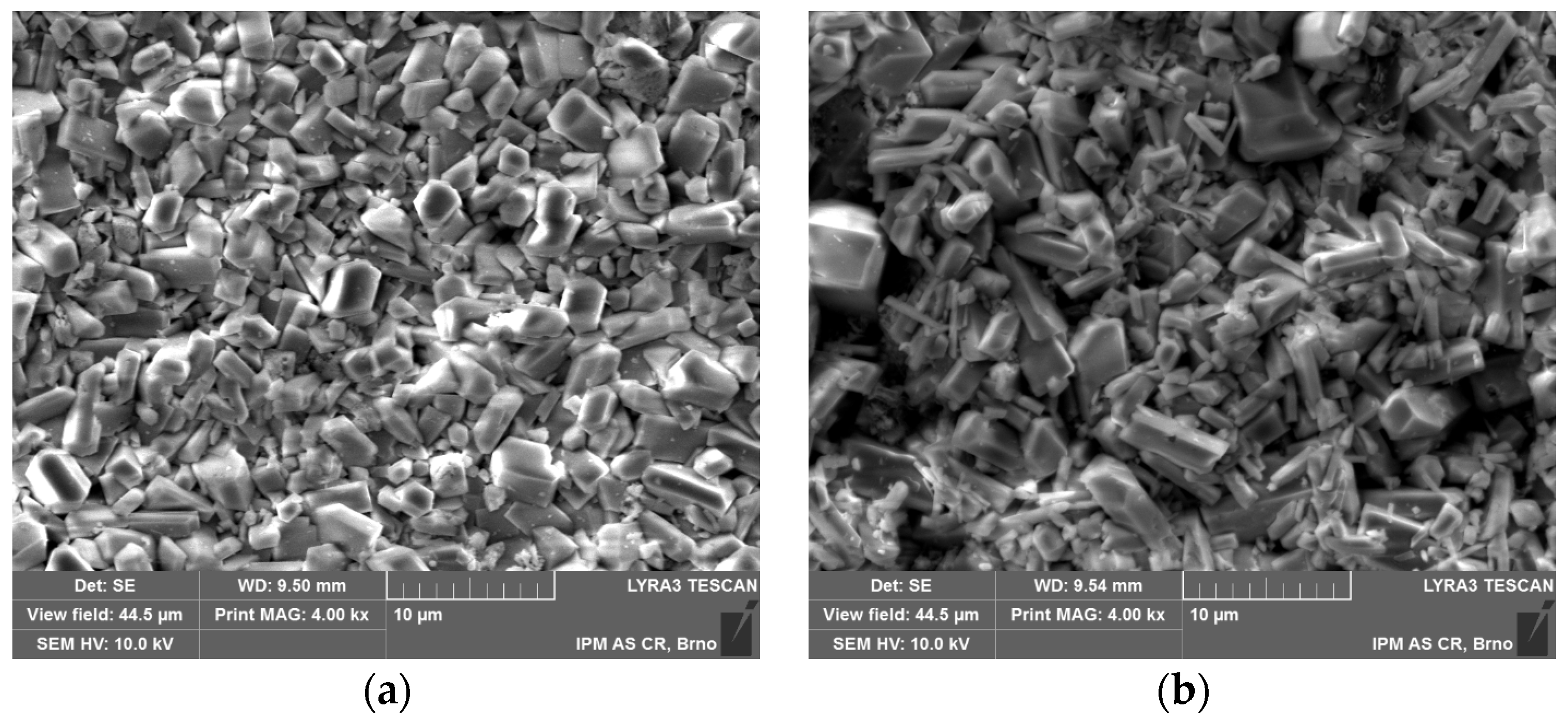
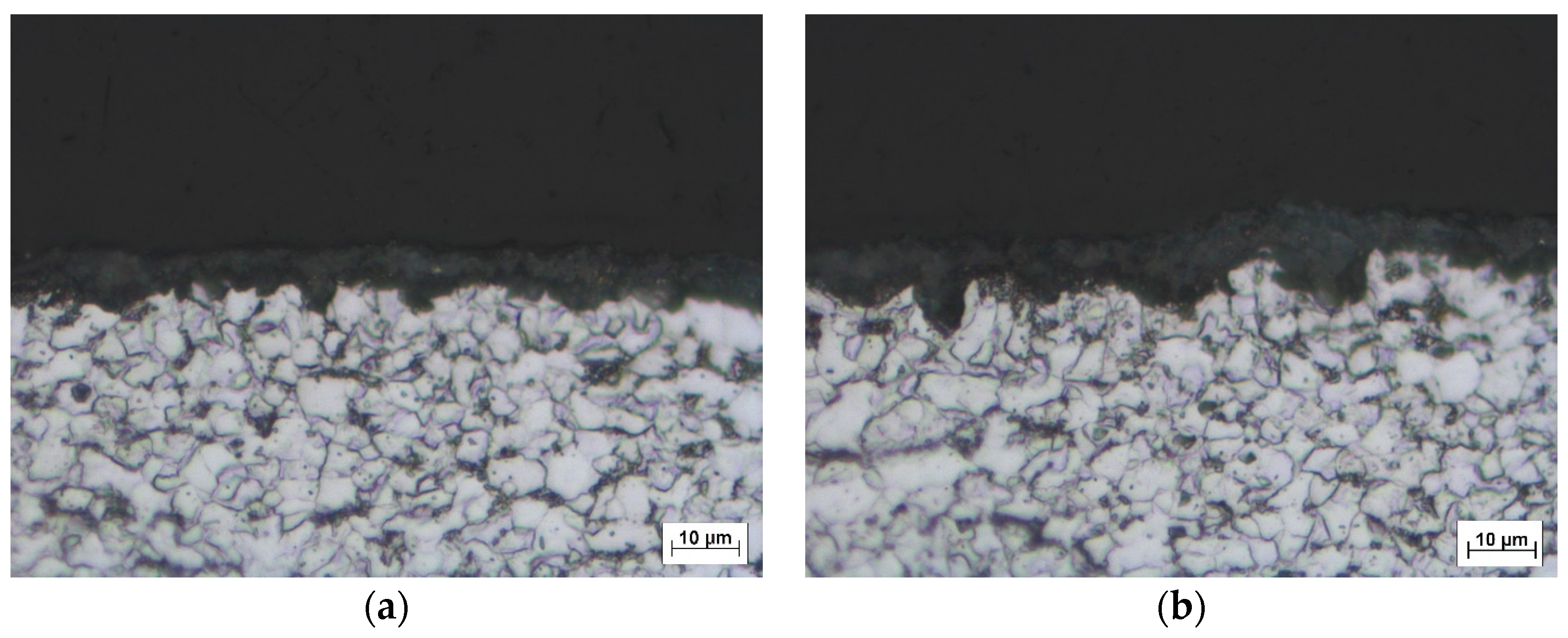
- Using the manganese phosphating process created a continuous coating on the steel surface after both mechanical surface pretreatment techniques. However, the higher uniformity of the coating and crystal size together with lower porosity and defect occurrence was obtained on ground surfaces;
- Sandblasting caused increased surface roughness of the substrate compared to a ground surface. This influence was reduced after subsequent manganese phosphate formation;
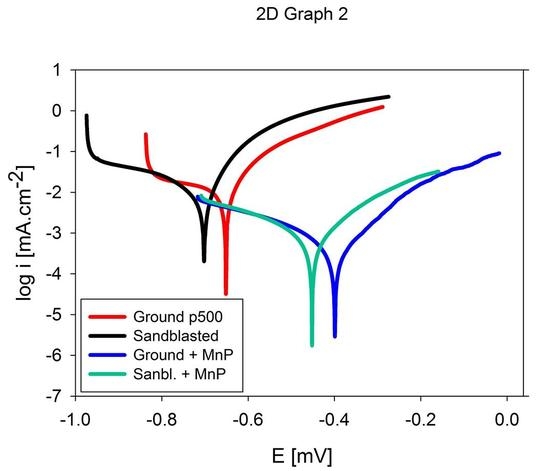
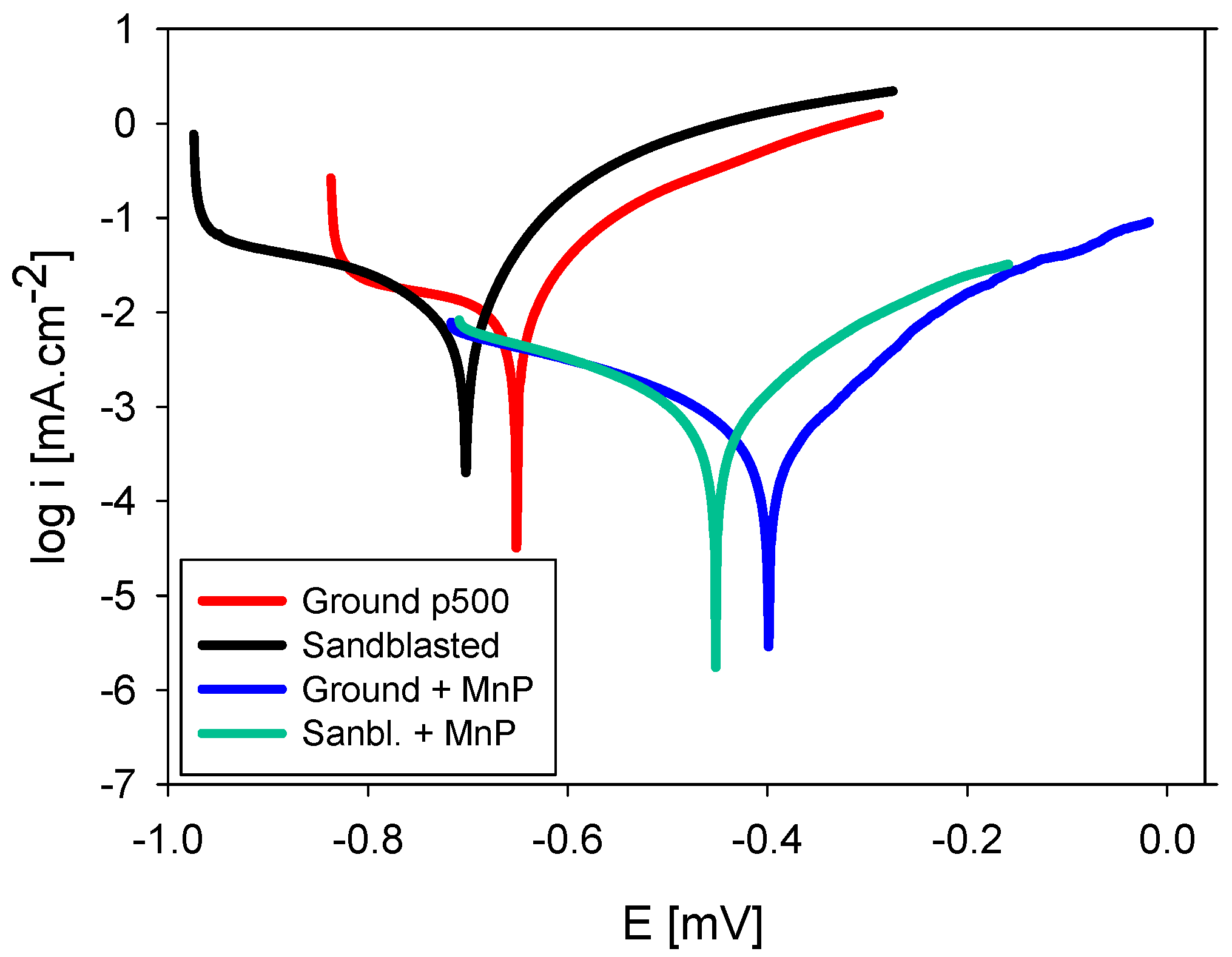
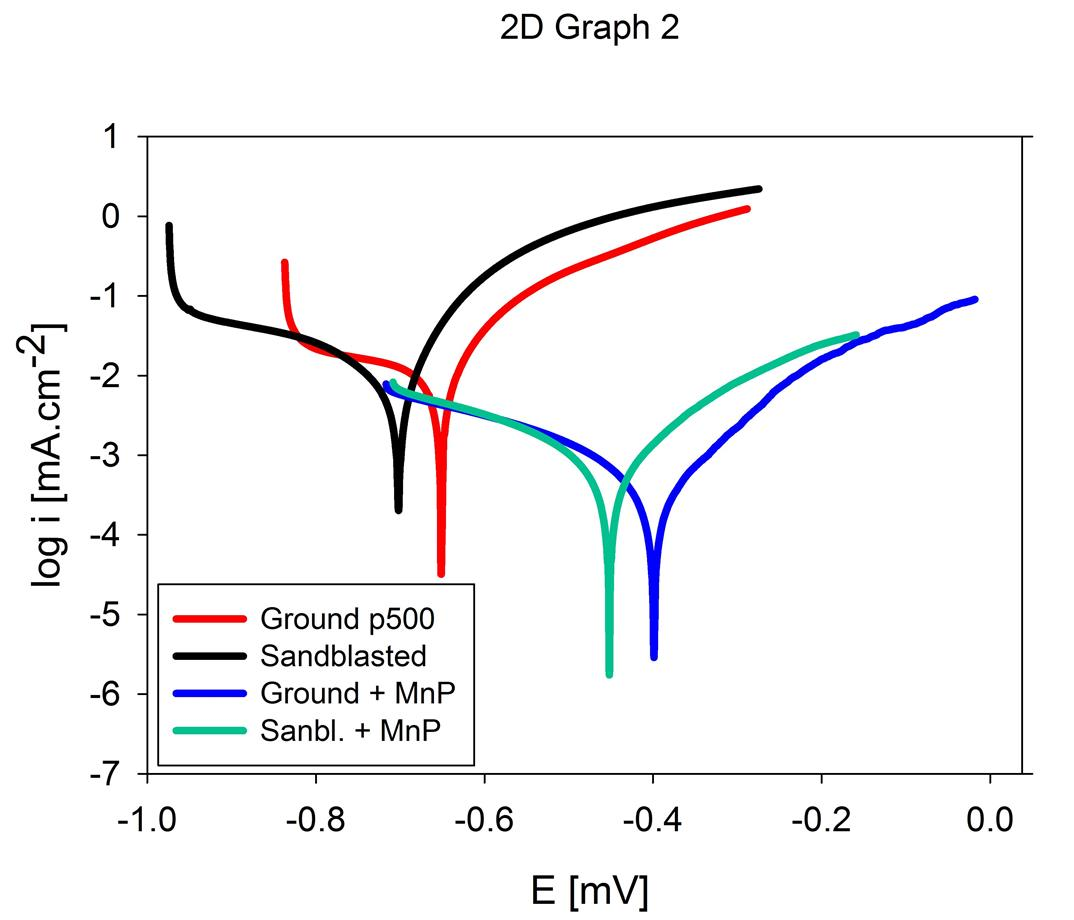
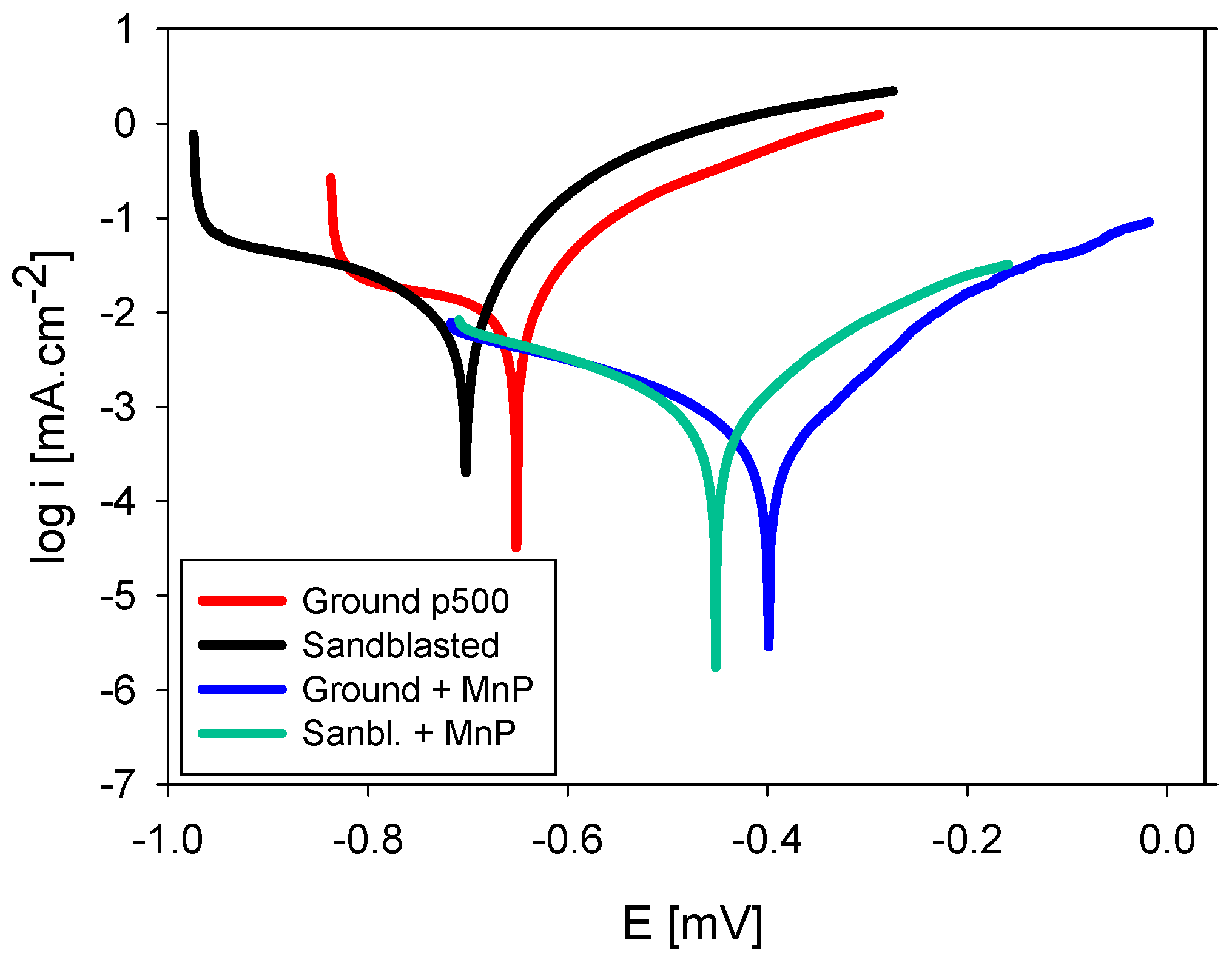
- Sandblasting had a negative effect on the corrosion resistance of S355J2 steel compared to ground surfaces. Worsening was observed of the relevant electrochemical corrosion characteristics including Ecorr, icorr, rcorr, and Rp after sandblasting;
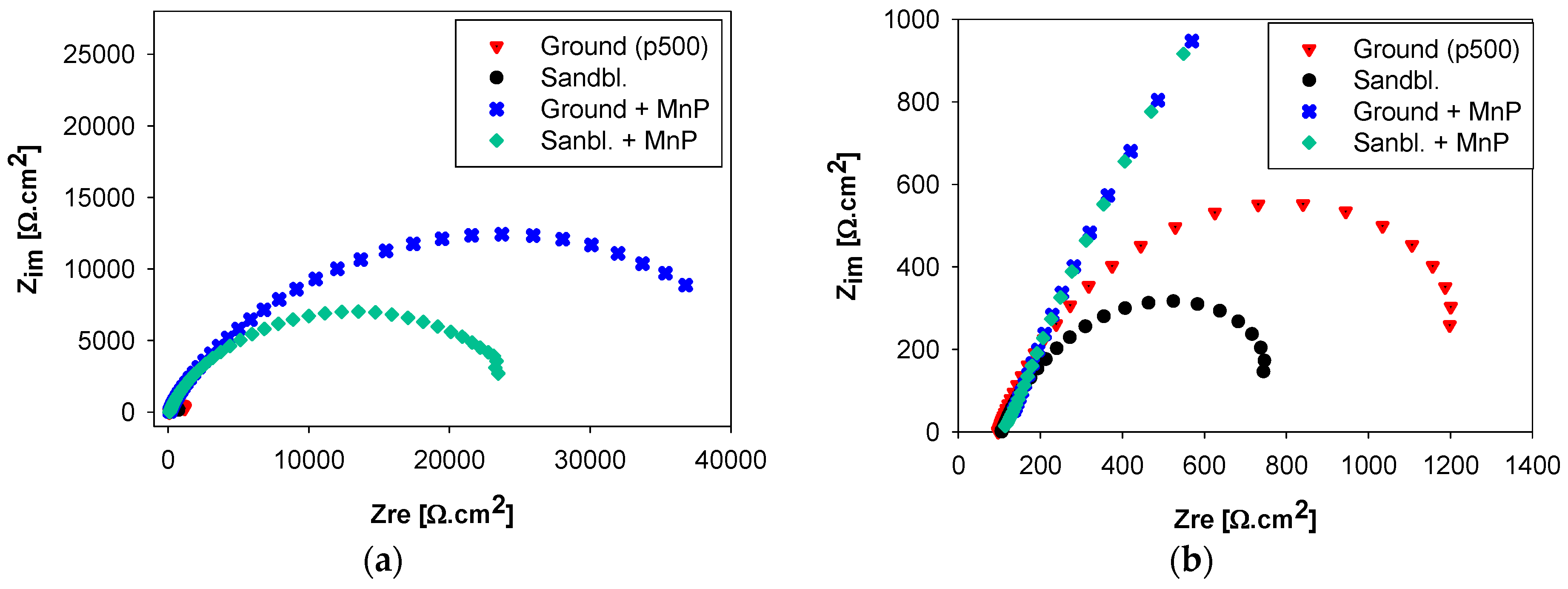
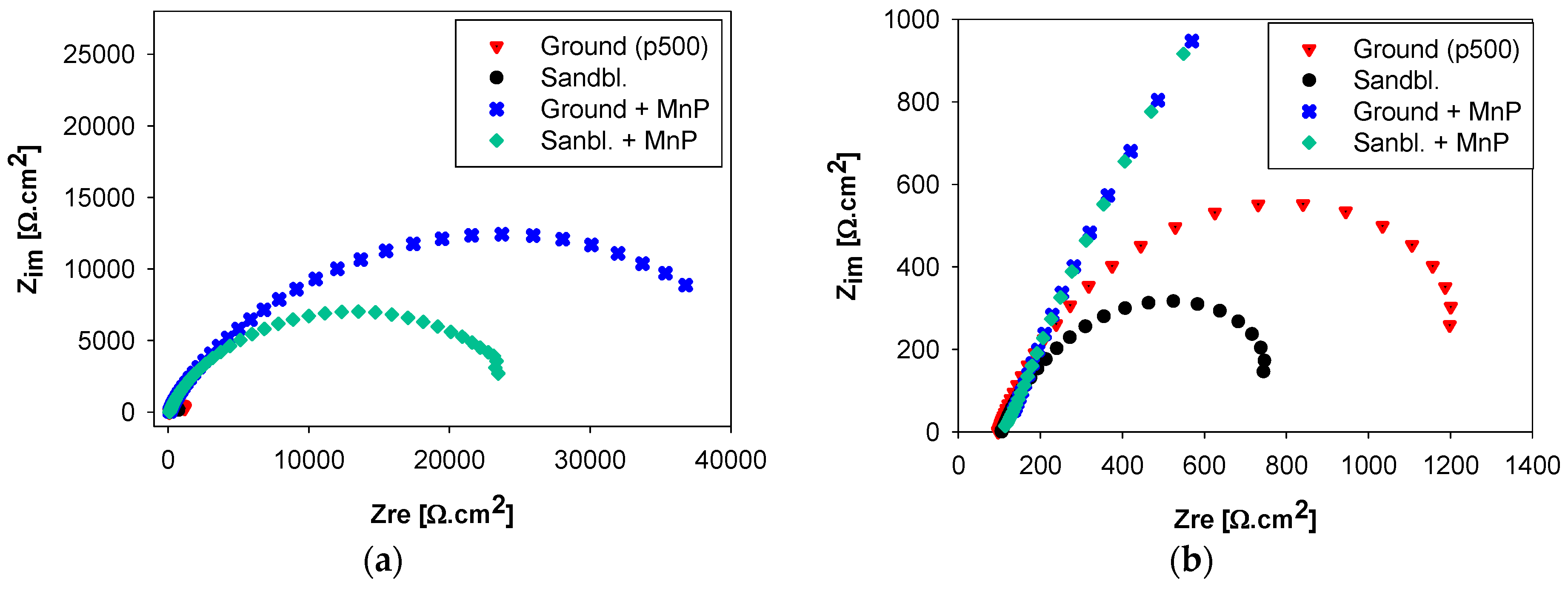
- The phosphate treatment reduces the corrosion rate as ascertained both in polarization curves and impedance tests by about the same extent on ground and sandblasted samples;
- Manganese phosphating results in an increase of the polarization resistance of the steel surface by more than 30 times.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Nathan, S.R.; Balasubramanian, V.; Malarvizhi, S.; Rao, A.G. Effect of welding processes on mechanical and microstructural characteristics of high strength low alloy naval grade steel joints. Def. Technol. 2015, 11, 308–317. [Google Scholar] [CrossRef]
- Chintapalli, R.K.; Marro, F.G.; Jimenez-Pique, E.; Anglada, M. Phase transformation and subsurface damage in 3Y-TZP after sandblasting. Dent. Mater. 2013, 29, 566–572. [Google Scholar] [CrossRef] [PubMed]
- Chintapalli, R.K.; Mestra Rodriguez, A.; Garcia Marro, F.; Anglada, M. Effect of sandblasting and residual stress on strength of zirconia for restorative dentistry applications. J. Mech. Behav. Biomed. 2014, 29, 126–137. [Google Scholar] [CrossRef] [PubMed]
- Raykowski, A.; Hader, M.; Maragno, B.; Spelt, J.K. Blast cleaning of gas turbine components: Deposit removal and substrate deformation. Wear 2001, 249, 126–131. [Google Scholar] [CrossRef]
- Wang, X.Y.; Li, D.Y. Mechanical and electrochemical behavior of nanocrystalline surface of 304 stainless steel. Electrochim. Acta 2002, 47, 3939–3947. [Google Scholar] [CrossRef]
- Trško, L.; Bokůvka, O.; Nový, F.; Guagliano, M. Effect of severe shot peening on ultra-high-cycle fatigue of a low-alloy steel. Mater. Des. 2014, 57, 103–113. [Google Scholar] [CrossRef]
- Geng, S.; Sun, J.; Guo, L. Effect of sandblasting and subsequent acid pickling and passivation on the microstructure and corrosion behavior of 316L stainless steel. Mater. Design. 2015, 88, 1–7. [Google Scholar] [CrossRef]
- Galvan-Reyes, C.; Fuentes-Aceituno, J.C.; Salinas-Rodríguez, A. The role of alkalizing agent on the manganese phosphating of a high strength steel part 1: The individual effect of NaOH and NH4OH. Surf. Coat. Technol. 2016, 291, 179–188. [Google Scholar] [CrossRef]
- Banczek, E.P.; Rodrigues, P.R.P.; Costa, I. The effects of niobium and nickel on the corrosion resistance of the zinc phosphate layers. Surf. Coat. Technol. 2008, 202, 2008–2014. [Google Scholar] [CrossRef]
- Díaz, B.; Freire, L.; Mojío, M.; Nóvoa, X.R. Optimization of conversion coatings based on zinc phosphate on high strength steels, with enhanced barrier properties. J. Electroanalyt. Chem. 2015, 737, 174–183. [Google Scholar] [CrossRef]
- Galvan-Reyes, C.; Salinas-Rodríguez, A.; Fuentes-Aceituno, J.C. Degradation and crystalline reorganization of hureaulite crystals during the manganese phosphating of a high strength steel. Surf. Coat. Technol. 2015, 275, 10–20. [Google Scholar] [CrossRef]
- Weng, D.; Jokiel, P.; Uebleis, A.; Boehni, H. Corrosion and protection characteristics of zinc and manganese phosphate coatings. Surf. Coat. Technol. 1997, 88, 147–156. [Google Scholar] [CrossRef]
- Narayanan, T.S. Influence of various factors on phosphatability—An overview. Metal Finish. 1996, 94, 86–90. [Google Scholar] [CrossRef]
- Restifo, C.M.; Bainter, J.C. A new alternative to traditional iron phosphating for ferrous substrates. Metal Finish. 2000, 98, 44–47. [Google Scholar] [CrossRef]
- Amini, R.; Vakili, H.; Ramezanzadeh, B. Studying the effects of poly (vinyl) alcohol on the morphology and anti-corrosion performance of phosphate coating applied on steel surface. J. Taiwan Inst. Chem. Eng. 2016, 58, 542–551. [Google Scholar] [CrossRef]
- Ghali, E.L.; Potvin, R.J.A. The mechanism of phosphating of steel. Corros. Sci. 1972, 12, 583–594. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS) Surface texture: Profile method-Terms, definitions and surface texture parameters. Available online: http://www.iso.org/iso/catalogue_detail.htm?csnumber=10132 (accessed on 11 October 2016).
- Sadeghimeresht, E.; Markocsan, N.; Nylén, P. A Comparative Study of Corrosion Resistance for HVAF-Sprayed Fe- and Co-Based Coatings. Coatings 2016, 6, 16. [Google Scholar] [CrossRef]
- Taghavikish, M.; Subianto, S.; Dutta, N.K.; Choudhury, N.R. Novel Thiol-Ene Hybrid Coating for Metal Protection. Coatings 2016, 6, 17. [Google Scholar] [CrossRef]
- Pastorek, F.; Hadzima, B.; Doležal, P. Electrochemical characteristics of Mg-3Al-1Zn alloy surface with hydroxyapatite coating. Communications 2012, 14, 26–30. [Google Scholar]
- Malshe, V.C.; Sikchi, M. Basics of Paint Technology Part 2; Antar Prakash Centre for Yoga: Hardwar, (Uttarakhand), India, 2008. [Google Scholar]
- Hadzima, B.; Mhaede, M.; Pastorek, F. Electrochemical characteristics of calcium-phosphatized AZ31 Magnesium alloy in 0.9% NaCl Solution. J. Mat. Sci. Mat. Med. 2014, 25, 1227–1237. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.P.; Wang, X.Y.; Li, J.X.; Li, D.Y.; Man, C.-S.; Shepard, M.J.; Zhai, T. Enhancement of fatigue and corrosion properties of pure Ti by sandblasting. Mater. Sci. Eng. A 2006, 429, 30–35. [Google Scholar] [CrossRef]
- Wei, B.; Tokash, J.C.; Zhang, F.; Kim, Y.; Logan, B.E. Electrochemical analysis of separators used in single-chamber, air–cathode microbial fuel cells. Electrochim. Acta 2013, 89, 45–51. [Google Scholar] [CrossRef]
- Han, X.G.; Zhu, F.; Zhu, X.P.; Lei, M.K.; Xu, J.J. Electrochemical corrosion behavior of modified MAO film on magnesium alloy AZ31 irradiated by high-intensity pulsed ion beam. Surf. Coat. Technol. 2013, 228, 164–170. [Google Scholar] [CrossRef]
- Mhaede, M.; Pastorek, F.; Hadzima, B. Influence of shot peening on corrosion properties of biocompatible magnesium alloy AZ31 coated by dicalcium phosphate dihidrate (DCPD). Mater. Sci. Eng. 2014, 39, 330–335. [Google Scholar] [CrossRef] [PubMed]
- Frankel, G.S. Electrochemical techniques in corrosion: Status, limitations, and needs. J. ASTM Int. 2008, 5, 3–40. [Google Scholar] [CrossRef]
- Ariza, E.; Rocha, L.A. Evaluation of corrosion resistance of multi-layered Ti/glass–ceramic interfaces by electrochemical impedance spectroscopy. Mater. Sci. Forum. 2005, 492, 189–194. [Google Scholar] [CrossRef]
- Skublova, L.; Hadzima, B.; Borbas, L.; Vitosova, M. The influence of temperature on corrosion properties of titanium and stainless steel biomaterials. Mater. Eng. 2008, 15, 18–22. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | C | Mn | P | S | Si | Cu | Fe |
|---|---|---|---|---|---|---|---|
| wt % | 0.200 | 1.600 | 0.025 | 0.025 | 0.550 | 0.550 | balance |
| Surface Treatment Roughness Parameters | Ground (p500) | Sandblasted | Ground + MnP | Sandblasted + MnP |
|---|---|---|---|---|
| Ra (µm) | 0.28 | 1.67 | 0.67 | 1.29 |
| Rz (µm) | 1.99 | 12.70 | 5.15 | 9.40 |
| Electrochemical Characteristics Surface Treatment | Ecorr (mVSCE) | icorr (μA·cm−2) | rcorr (μm·y−1) | βa (mV·dec−1) | βc (mV·dec−1) |
|---|---|---|---|---|---|
| Ground (p500) | −651 ± 10 | 8.7 ± 0.2 | 202 ± 4 | 84 ± 5 | 350 ± 7 |
| Sandblasted | −702 ± 15 | 10.0 ± 0.2 | 231 ± 5 | 82 ± 6 | 283 ± 7 |
| Ground + MnP phosphated | −399 ± 22 | 0.5 ± 0.1 | 12 ± 1 | 152 ± 11 | 268 ± 12 |
| Sandblasted + MnP phosphated | −452 ± 25 | 0.8 ± 0.1 | 18 ± 1 | 159 ± 13 | 250 ± 10 |
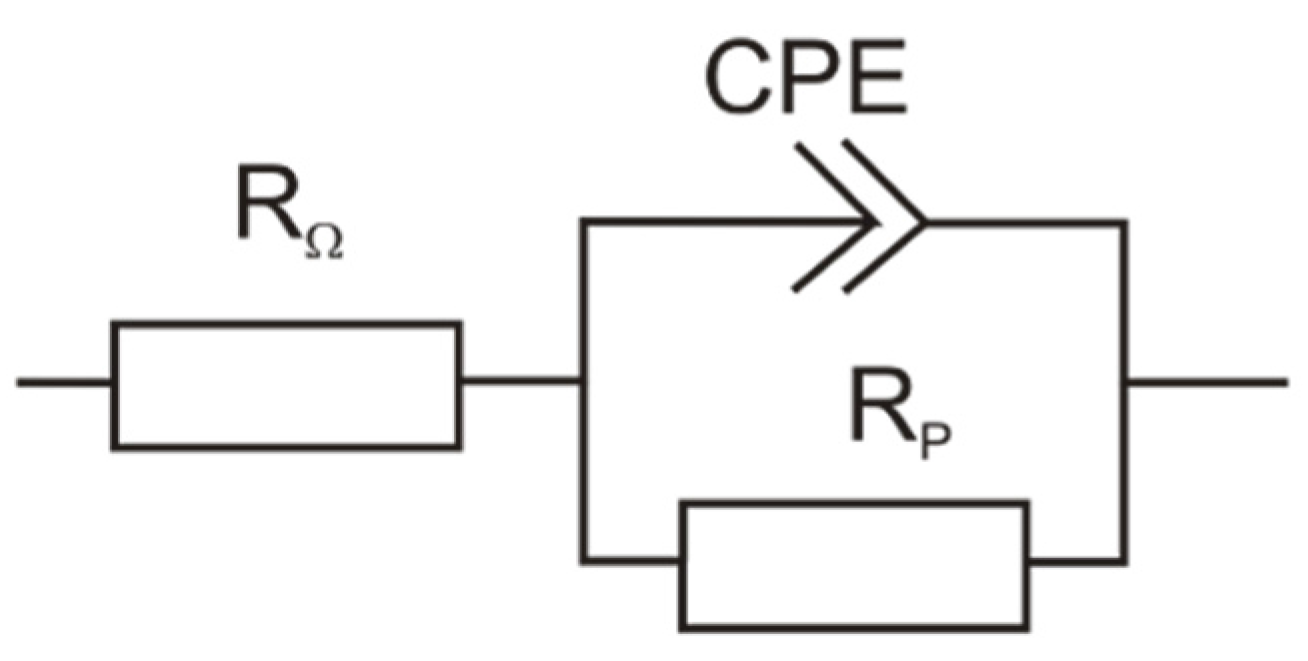
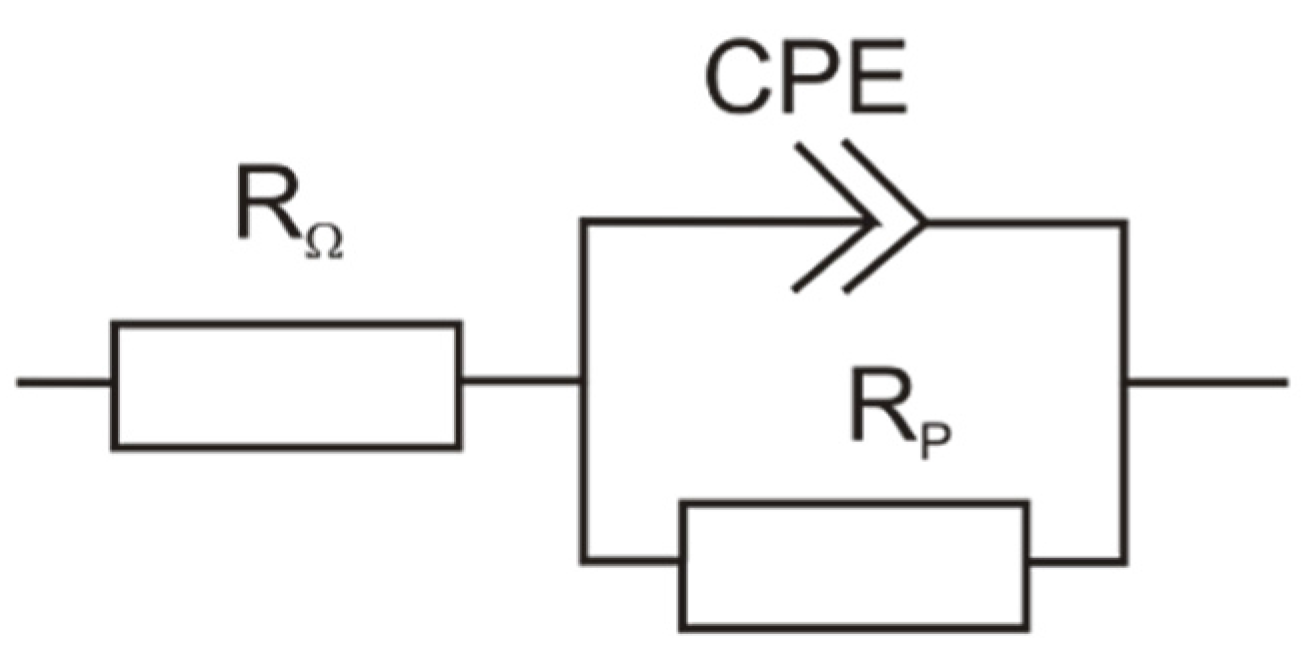
| Electrochemical Characteristics Surface Treatment | RΩ (Ω·cm2) | Rp (Ω·cm2) | CPE (10−6·F·sn − 1) | n |
|---|---|---|---|---|
| Ground (p500) | 97 ± 3 | 1220 ± 53 | 538 ± 24 | 0.81 ± 0.02 |
| Sandblasted | 98 ± 4 | 770 ± 42 | 953 ± 33 | 0.79 ± 0.01 |
| Ground + MnP phosphated | 94 ± 4 | 41880 ± 627 | 1652 ± 34 | 0.69 ± 0.02 |
| Sandblasted + MnP phosphated | 95 ± 4 | 23600 ± 491 | 1924 ± 46 | 0.71 ± 0.03 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pastorek, F.; Borko, K.; Fintová, S.; Kajánek, D.; Hadzima, B. Effect of Surface Pretreatment on Quality and Electrochemical Corrosion Properties of Manganese Phosphate on S355J2 HSLA Steel. Coatings 2016, 6, 46. https://doi.org/10.3390/coatings6040046
Pastorek F, Borko K, Fintová S, Kajánek D, Hadzima B. Effect of Surface Pretreatment on Quality and Electrochemical Corrosion Properties of Manganese Phosphate on S355J2 HSLA Steel. Coatings. 2016; 6(4):46. https://doi.org/10.3390/coatings6040046
Chicago/Turabian StylePastorek, Filip, Kamil Borko, Stanislava Fintová, Daniel Kajánek, and Branislav Hadzima. 2016. "Effect of Surface Pretreatment on Quality and Electrochemical Corrosion Properties of Manganese Phosphate on S355J2 HSLA Steel" Coatings 6, no. 4: 46. https://doi.org/10.3390/coatings6040046
APA StylePastorek, F., Borko, K., Fintová, S., Kajánek, D., & Hadzima, B. (2016). Effect of Surface Pretreatment on Quality and Electrochemical Corrosion Properties of Manganese Phosphate on S355J2 HSLA Steel. Coatings, 6(4), 46. https://doi.org/10.3390/coatings6040046