
Fabrication of Particle-Stacking Microporous Metal Using Laser Powder Bed Fusion

Abstract
1. Introduction
2. Materials and Methods
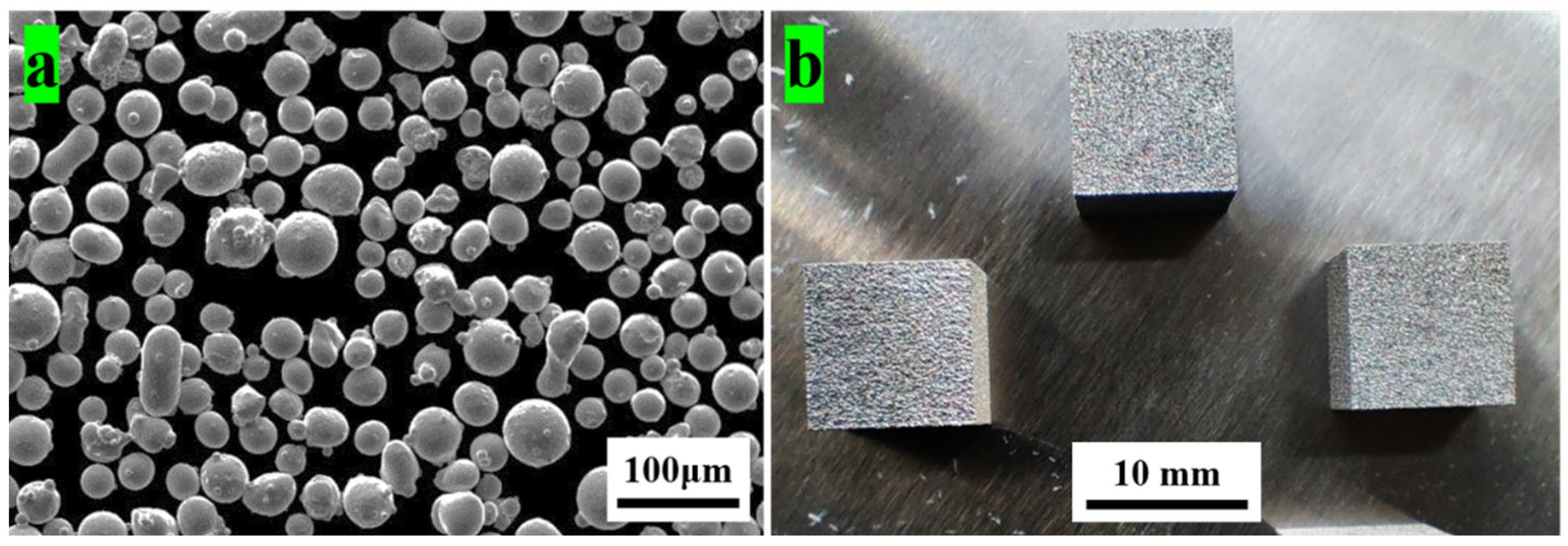
2.1. Fabrication of Particle-Stacking Microporous 316L
2.2. Characterization
3. Results and Discussion
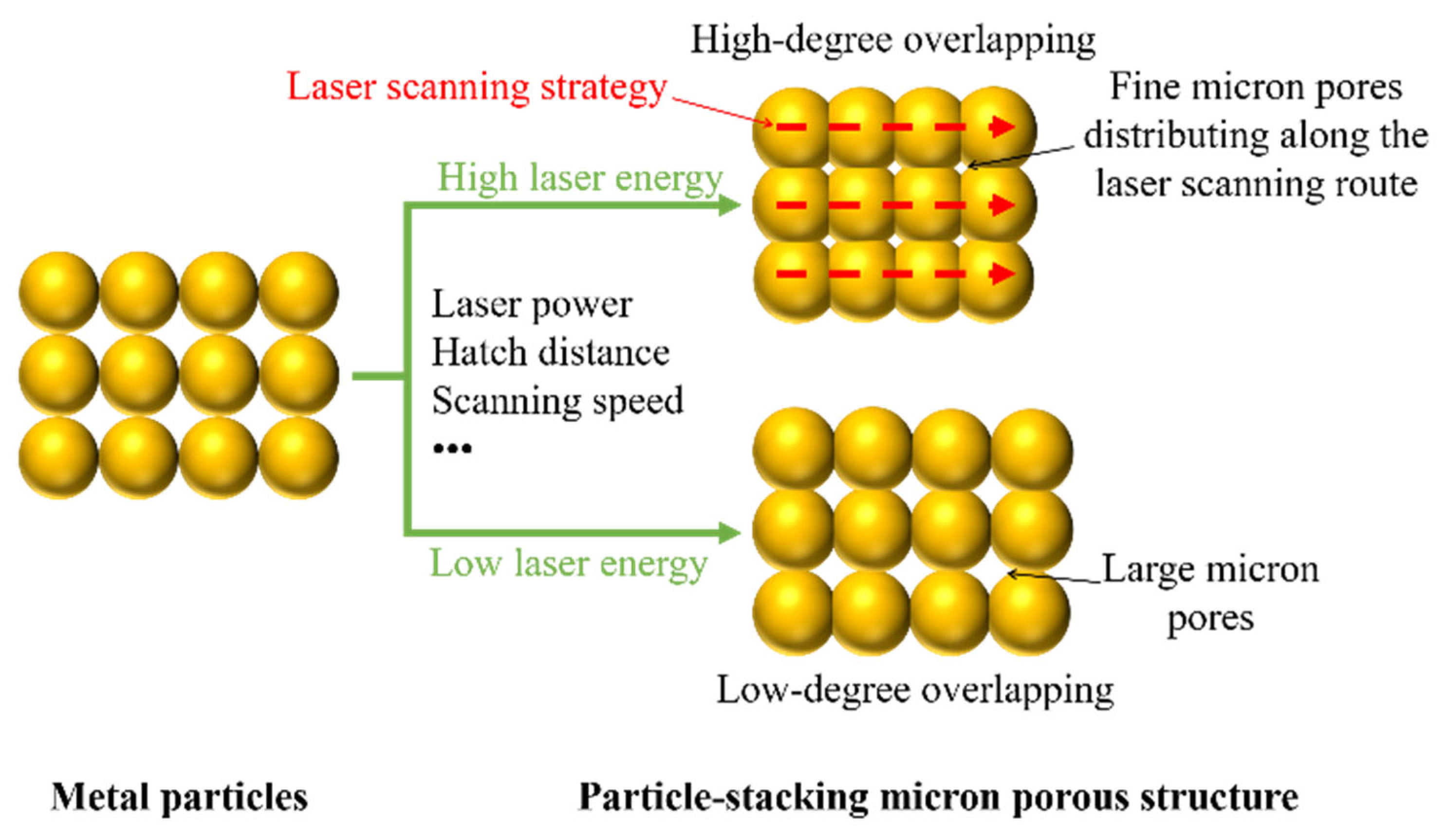
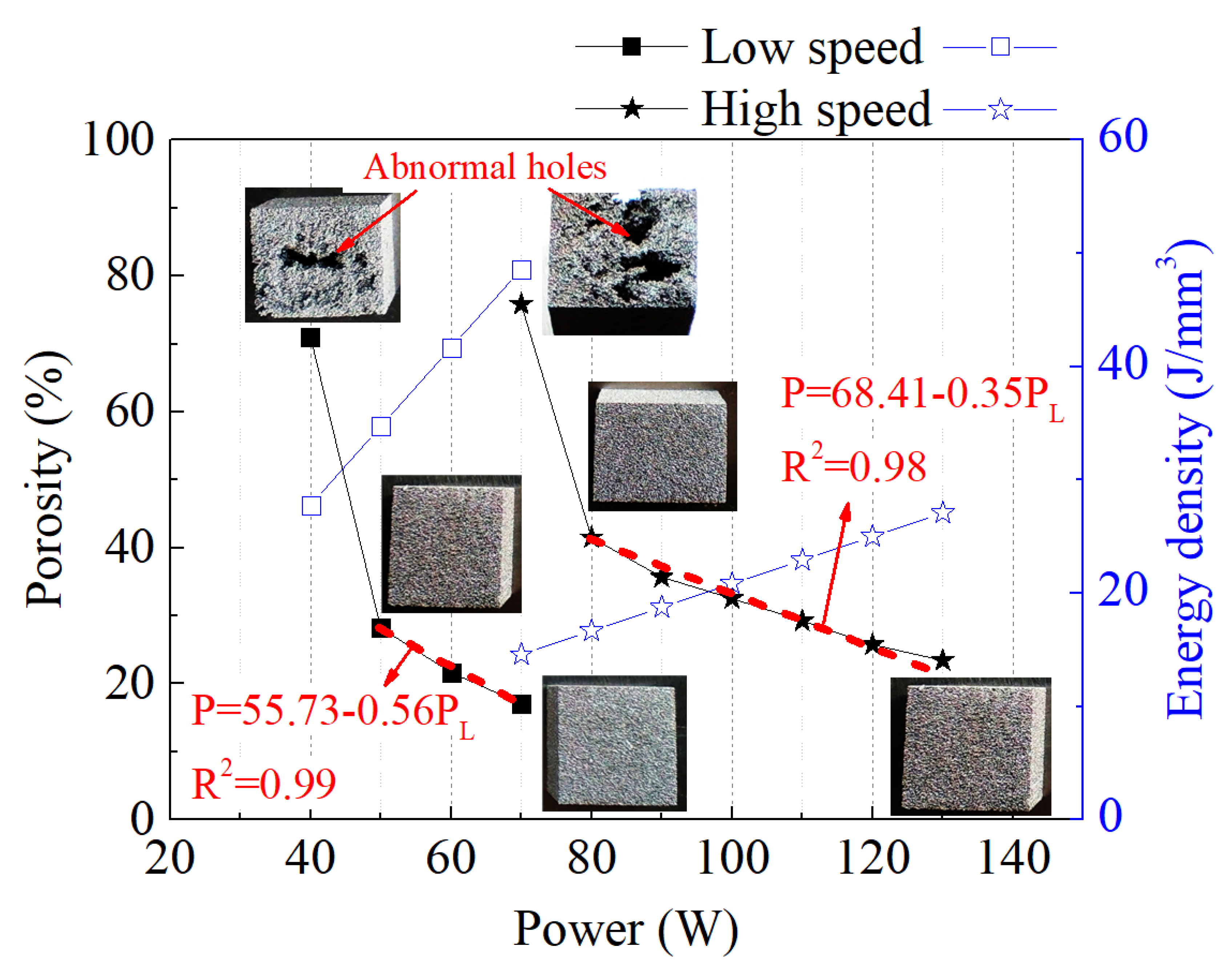
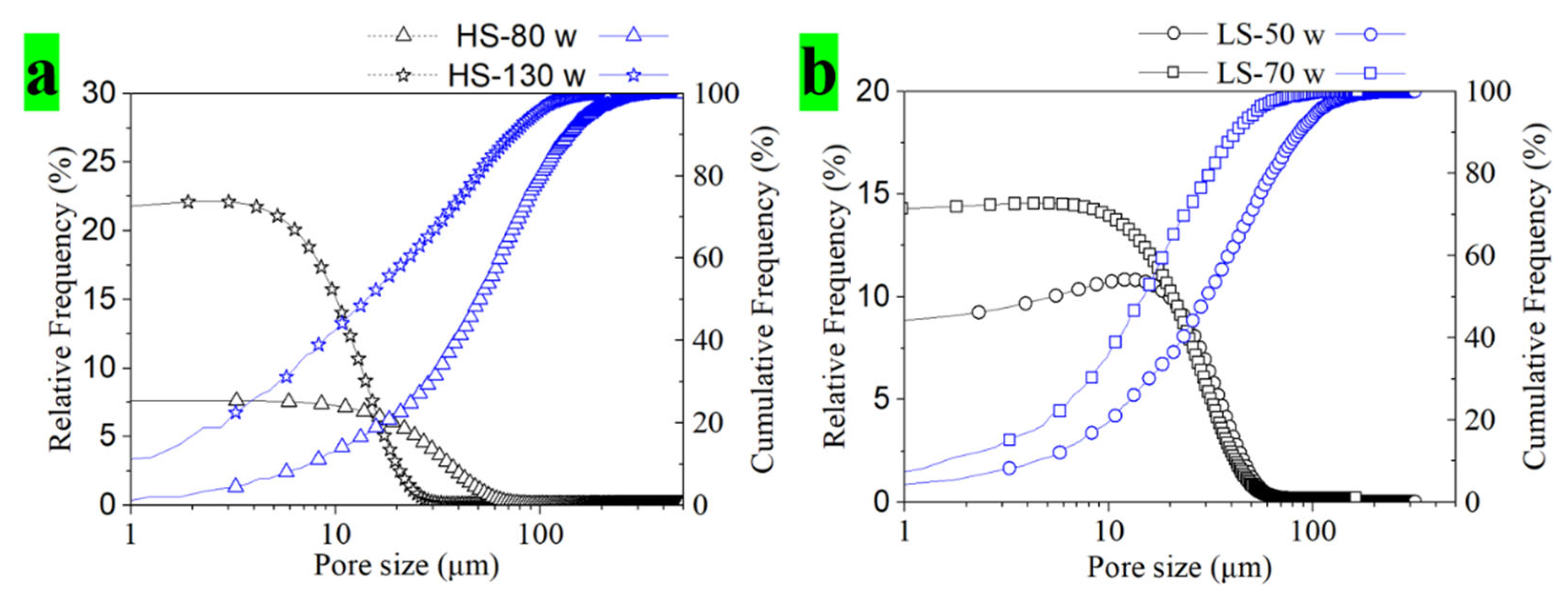
3.1. Effect of Laser Power and Laser Energy Density on Microporous Structure
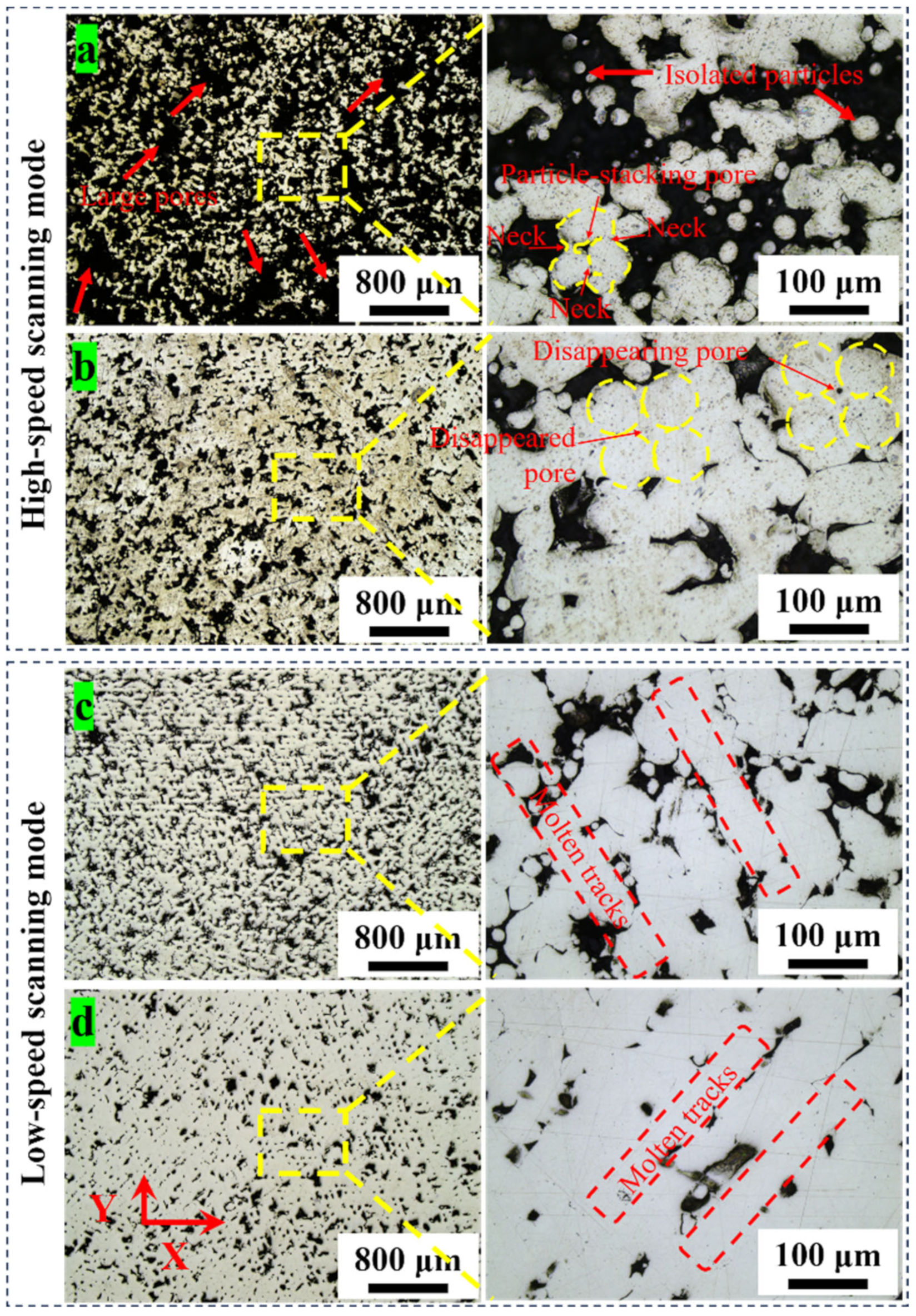
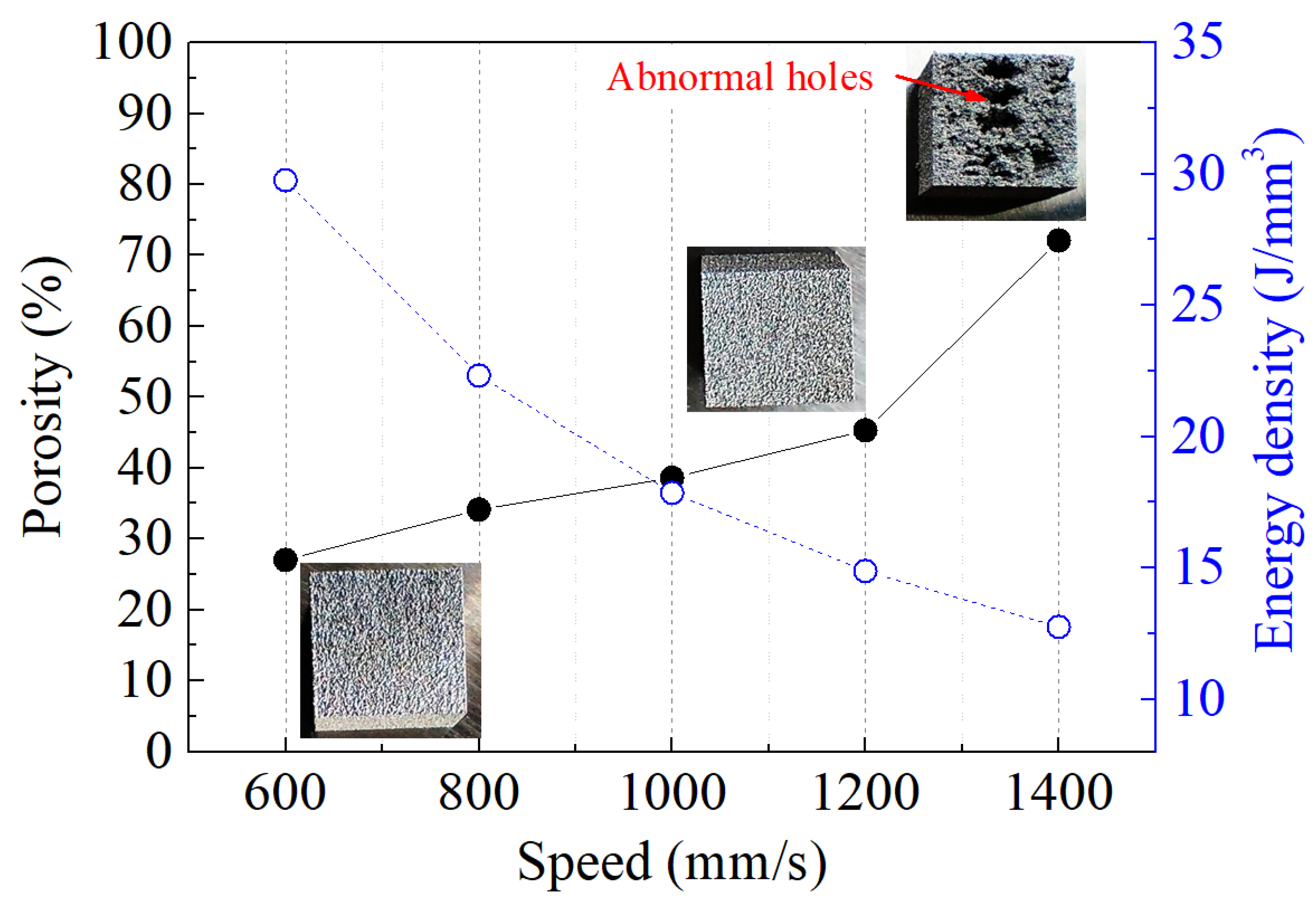
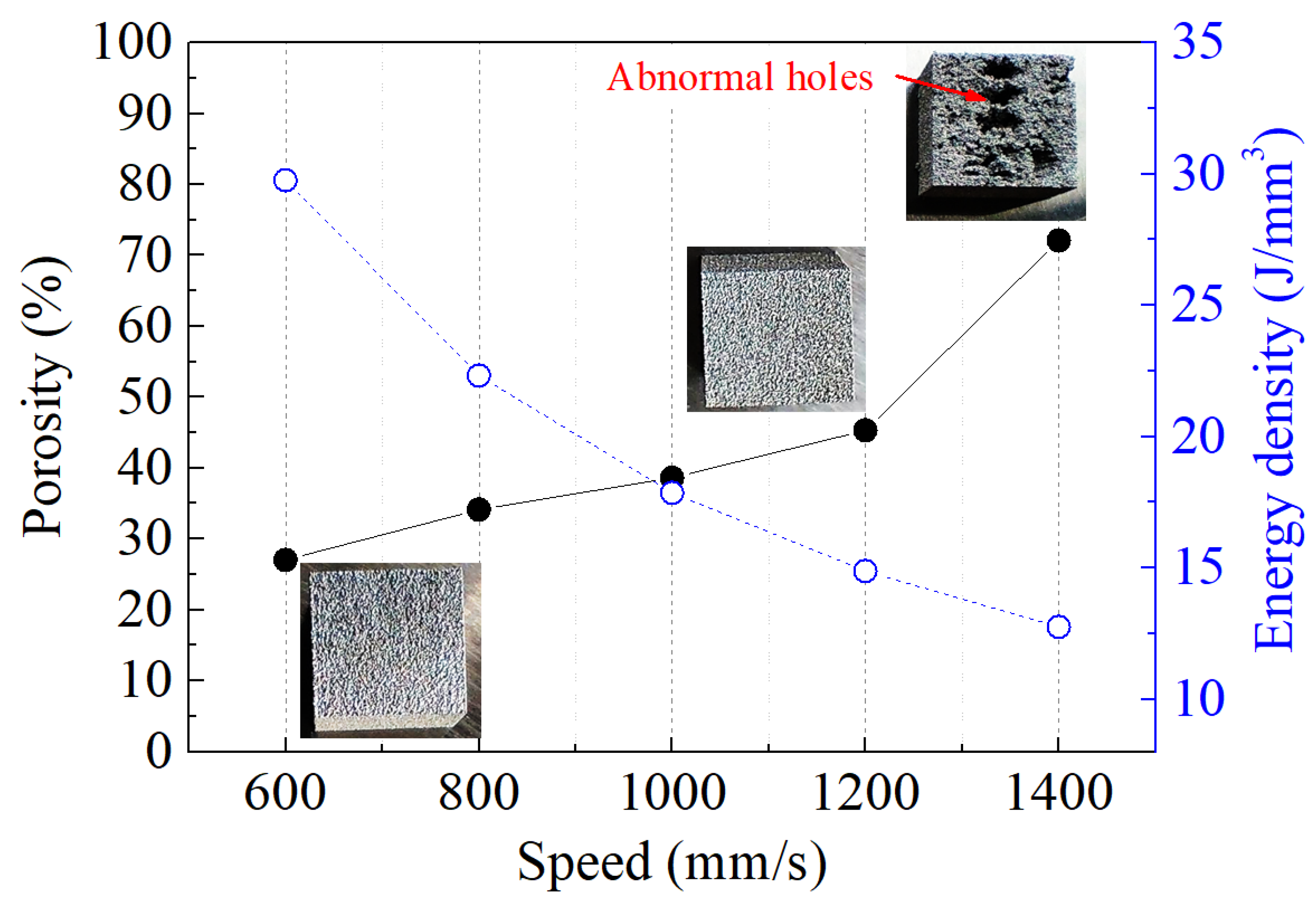
3.2. Effect of Laser Scanning Speed on Microporous Structure
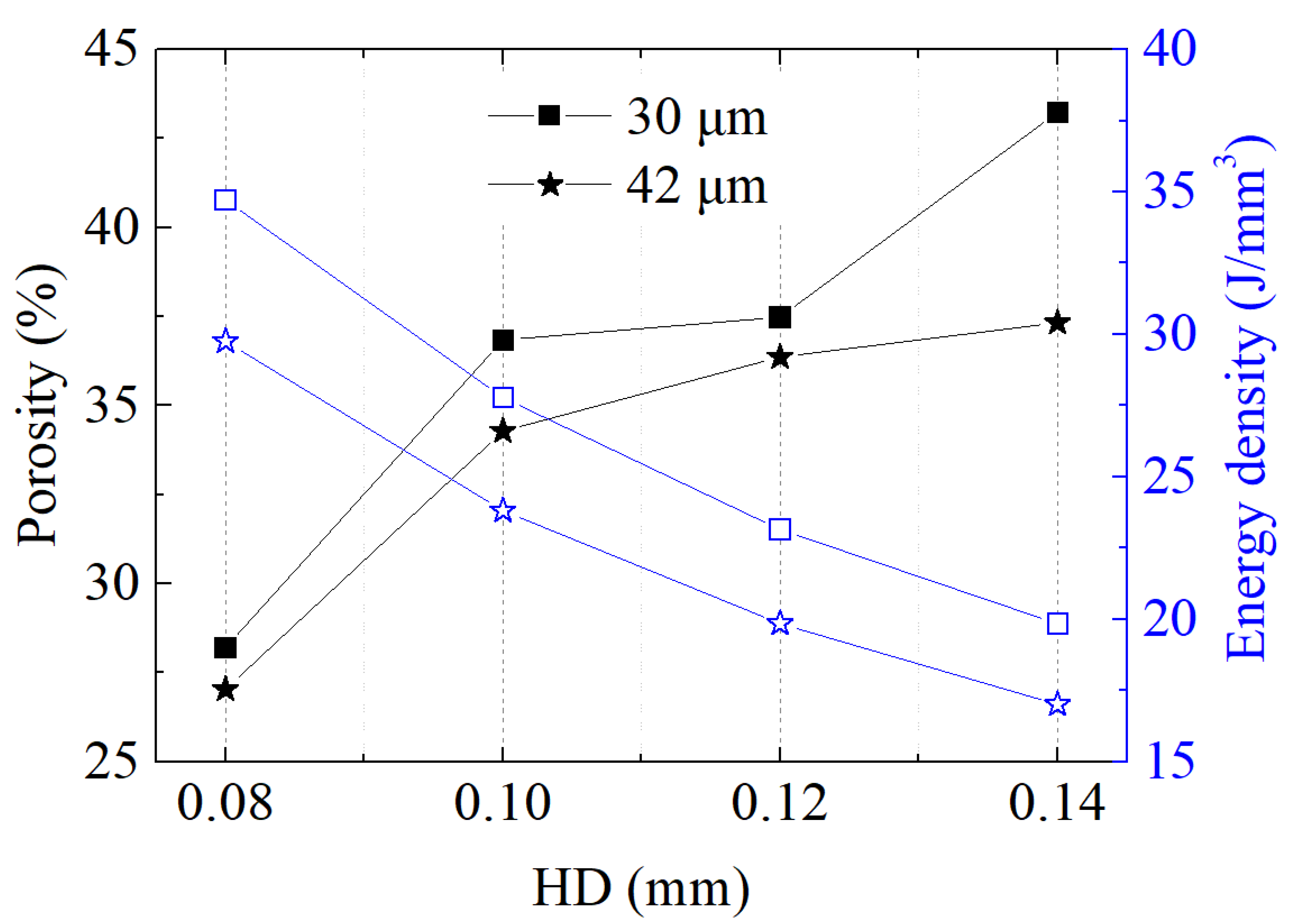
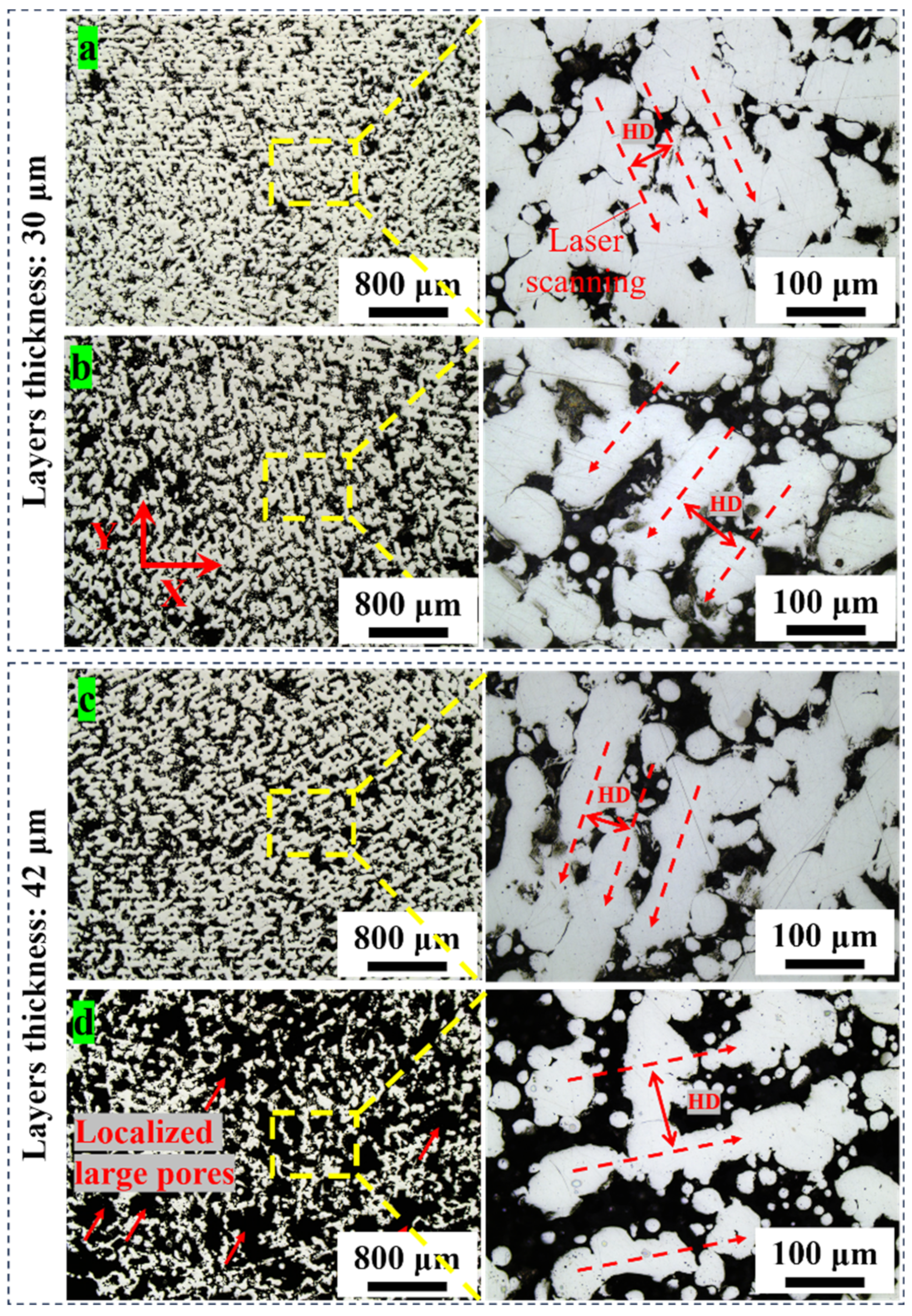
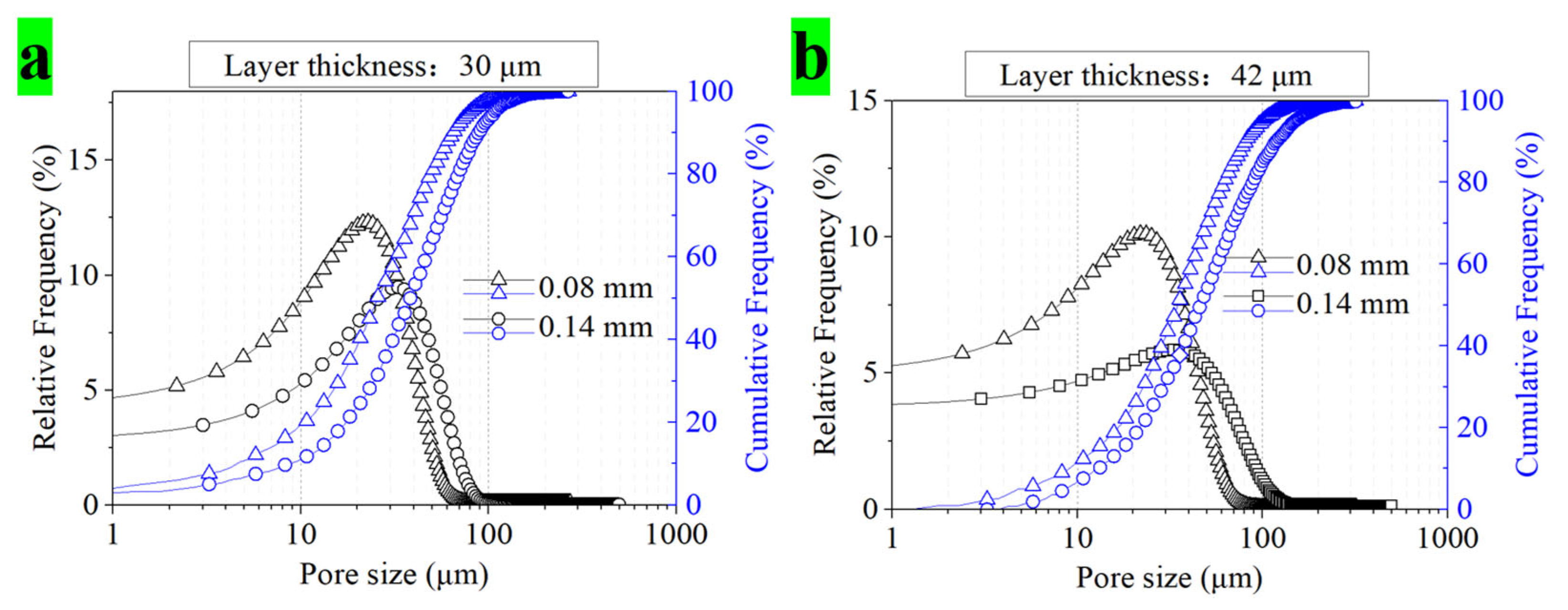
3.3. Effect of Hatch Distance (HD) and Layer Thickness (LT) on Microporous Structure
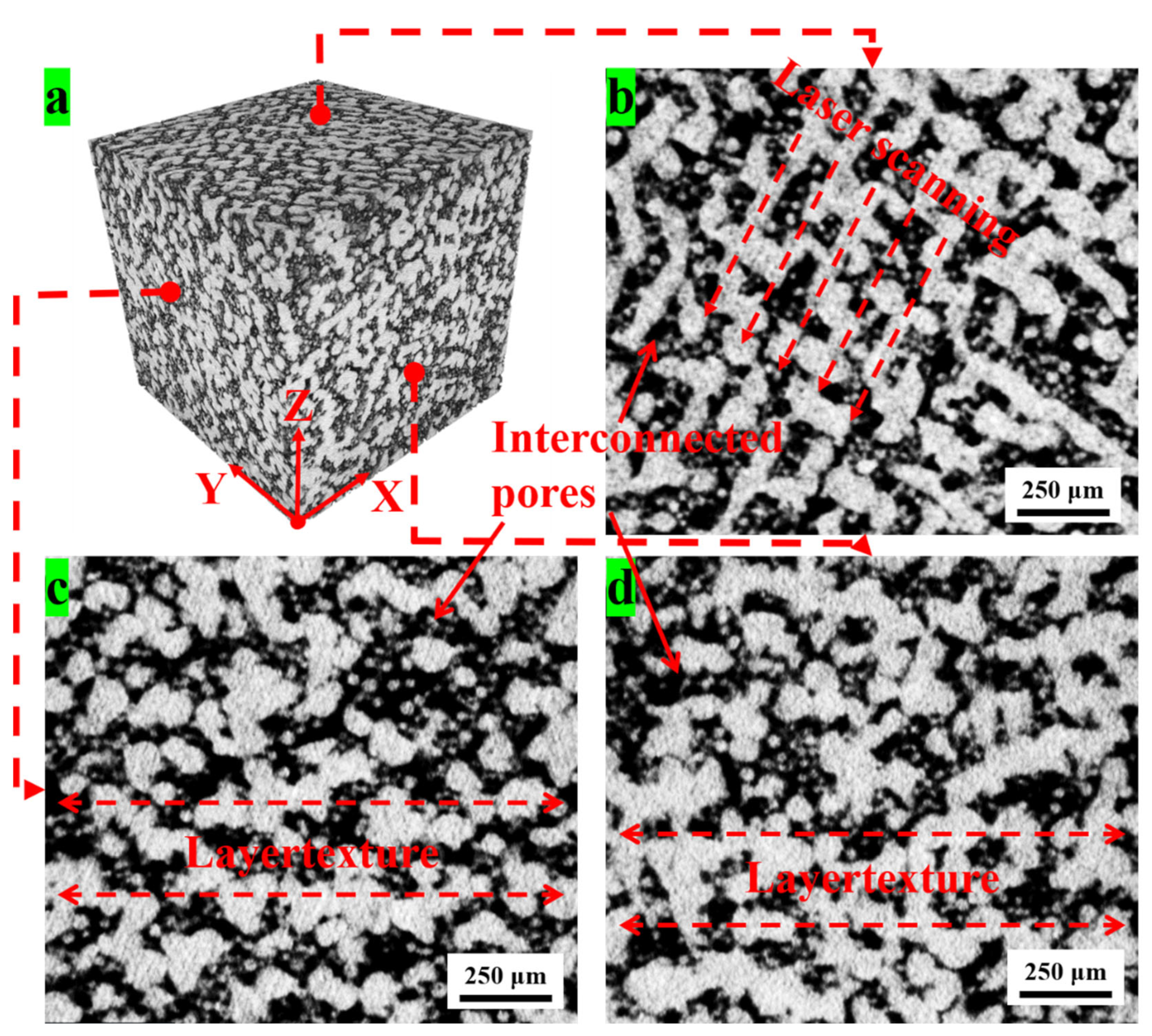
3.4. Three-Dimensional Pore Structure
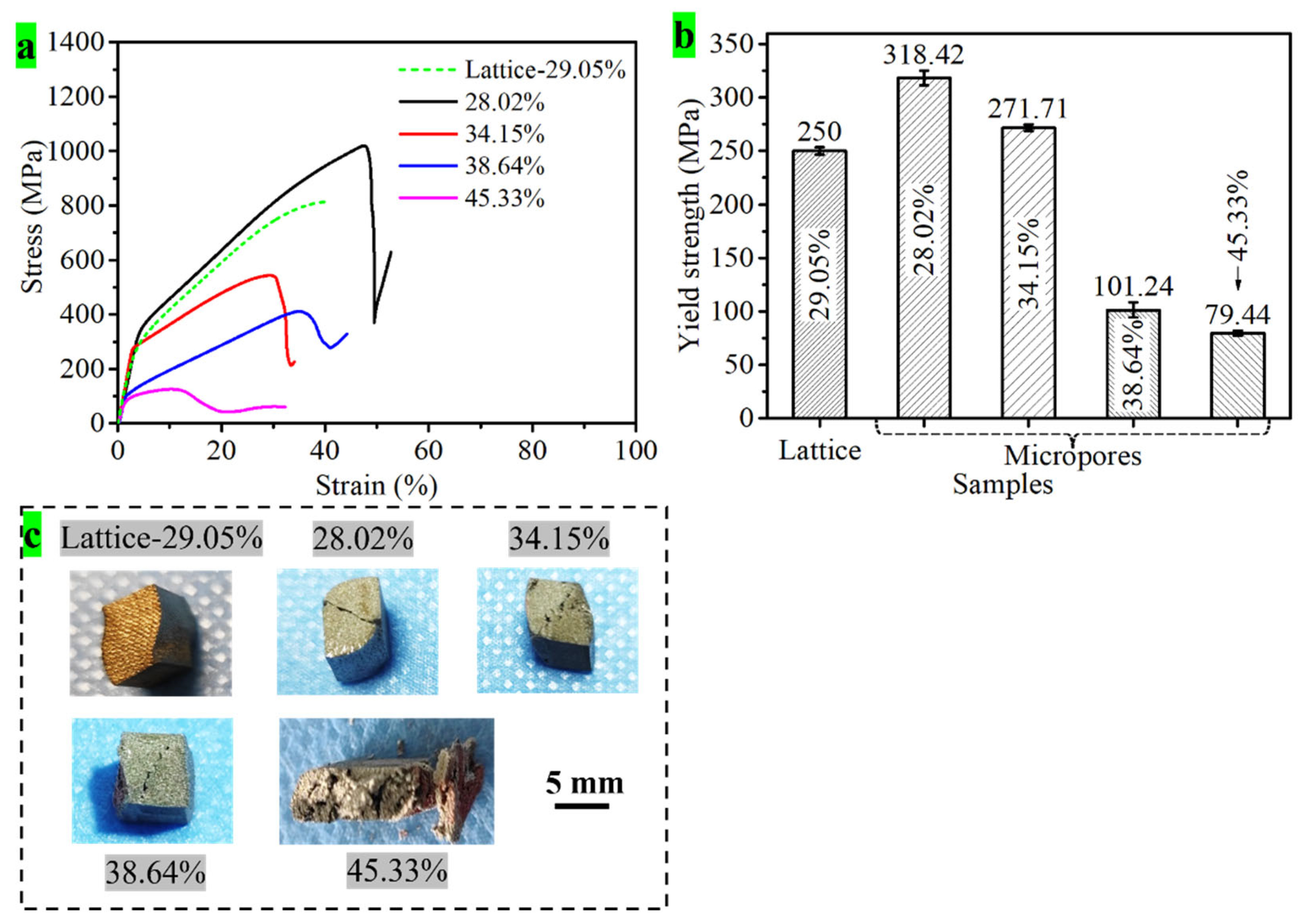
3.5. Compressive Performance of Particle-Stacking Microporous 316L
4. Conclusions
- Overall, the particle-stacking microporous 316L possessed interconnected pores distributed homogenously, with a controllable normal porosity ranging from 17.06% to 45.33%, a pore size of D50 that is less than 50 μm and that of D90 that is less than 100 μm, and a high percentage of fine micropores distributed in the pore size of 1–10 μm in the semi-Gaussian distribution. The pores in the XY plane were evenly distributed along the direction of the laser scanning routes and were mainly interconnected along the molten tracks, whereas the pore distribution in the Z direction was relatively disordered and mainly linked along the layered direction.
- The laser energy density was not a determining indicator of the porosity or the formation of microporous structures. The high-speed scanning mode showed a general effect on the porosity variation, but it required high laser power for the formation of a porous structure, which might have disrupted the pore structure. In contrast, low-speed scanning weakened the impact of the laser energy on the stacking particles and formed pores distributed along the laser scanning tracks with an organized pore arrangement. The narrow hatch distance could contribute to the stacking of a net porous structure with small pore size, whereas a wide distance was beneficial for forming a particle-stacking porous structure with large interconnected pores.
- With a variation in porosity from 28.02% to 45.33%, the yield strength of microporous 316L varied from 318.42 MPa to 79.44 MPa, showing a higher compressive yield strength compared with the lattice porous 316L with similar porosity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Balakrishnan, H.K.; Doeven Egan, H.; Merenda, A.; Dumée, L.F.; Guijt, R.M. 3D printing for the integration of porous materials into miniaturised fluidic devices: A review. Anal. Chim. Acta 2021, 1185, 338796. [Google Scholar] [CrossRef]
- Qin, J.; Chen, Q.; Yang, C. Research process on property and application of metal porous materials. J. Alloys Compd. 2016, 654, 39–44. [Google Scholar] [CrossRef]
- Wen, L.; Nie, M.; Wang, C.; Zhao, Y.; Yin, K.; Sun, L. Multifunctional, Light-Weight Wearable Sensor Based on 3D Porous Polyurethane Sponge Coated with MXene and Carbon Nanotubes Composites. Adv. Mater. Interfaces 2021, 9, 2270027. [Google Scholar] [CrossRef]
- Fu, C.; Liang, J.; Yang, G.; Dagestani, A.A.; Liu, W.; Luo, X.; Zeng, B.; Wu, H.; Huang, M.; Lin, L.; et al. Recycling of waste glass as raw materials for the preparation of self-cleaning, light-weight and high-strength porous ceramics. J. Clean. Prod. 2021, 317, 128395. [Google Scholar] [CrossRef]
- Resende-Gonçalves, C.I.; Sampaio, N.; Moreira, J.; Carvalho, O.; Caramês, J.; Manzanares-Céspedes, M.C.; Silva, F.; Henriques, B.; Souza, J. Porous Zirconia Blocks for Bone Repair: An Integrative Review on Biological and Mechanical Outcomes. Ceramics 2022, 5, 161–172. [Google Scholar] [CrossRef]
- Germaini, M.-M.; Belhabib, S.; Guessasma, S.; Deterre, R.; Corre, P.; Weiss, P. Additive manufacturing of biomaterials for bone tissue engineering—A critical review of the state of the art and new concepts. Prog. Mater. Sci. 2022, 130, 100963. [Google Scholar] [CrossRef]
- Kelly, C.N.; Wang, T.; Crowley, J.; Wills, D.; Pelletier, M.H.; Westrick, E.R.; Adams, S.B.; Gall, K.; Walsh, W.R. High-strength, porous additively manufactured implants with optimized mechanical osseointegration. Biomaterials 2021, 279, 121206. [Google Scholar] [CrossRef]
- Abdelgawad, K.Z.; Adebayo, A.R.; Isah, A.; Muhammed, N.S. A literature review of strength and stability of foam and their relationship with the absolute permeability of porous media. J. Pet. Sci. Eng. 2022, 211, 110195. [Google Scholar] [CrossRef]
- Yabansu, Y.C.; Altschuh, P.; Hötzer, J.; Selzer, M.; Nestler, B.; Kalidindi, S.R. A digital workflow for learning the reduced-order structure-property linkages for permeability of porous membranes. Acta Mater. 2020, 195, 668–680. [Google Scholar] [CrossRef]
- Yang, X.; Shen, X.; Duan, H.; Zhang, X.; Yin, Q. Identification of Acoustic Characteristic Parameters and Improvement of Sound Absorption Performance for Porous Metal. Metals 2020, 10, 340. [Google Scholar] [CrossRef]
- Sun, W.; Pan, B.; Song, X.; Xiao, H.; Zhou, J.; Sui, D. A novel sound absorber design of nanofibrous composite porous material. Mater. Des. 2022, 214, 110418. [Google Scholar] [CrossRef]
- Xu, X.B.; Liu, P.S.; Chen, G.F.; Li, C.P. Sound Absorption Performance of Highly Porous Stainless Steel Foam with Reticular Structure. Met. Mater. Int. 2020, 27, 3316–3324. [Google Scholar] [CrossRef]
- G, T.; Srinivas, K.E.S.; Harikrishnan, D.N.G.; Mobedi, M. Correlations and Numerical Modeling of Stacked Woven Wire-Mesh Porous Media for Heat Exchange Applications. Energies 2022, 15, 2371. [Google Scholar] [CrossRef]
- Wyczółkowski, R.; Bagdasaryan, V.; Gała, M.; Król, P.A. The Review of Chosen Methods Used to Investigate Heat Transfer in a Steel Porous Charge. Energies 2022, 15, 2266. [Google Scholar] [CrossRef]
- Liang, X.; Li, Y.; He, Z.; Yan, W.; Tan, F.; Wang, Q.; Zhu, T.; Sang, S. The effect of cellular structure on the strength and combustion properties of SiC porous ceramics. Ceram. Int. 2022, 48, 2538–2545. [Google Scholar] [CrossRef]
- Tao, X.; Yang, Z.; Cheng, M.; Yan, R.; Chen, F.; Cao, S.; Li, S.; Ma, T.; Cheng, C.; Yang, W. Phosphorus modulated porous CeO2 nanocrystallines for accelerated polysulfide catalysis in advanced Li-S batteries. J. Mater. Sci. Technol. 2022, 131, 212–220. [Google Scholar] [CrossRef]
- Lu, W.; Li, T.; Yuan, C.; Zhang, H.; Li, X. Advanced porous composite membrane with ability to regulate zinc deposition enables dendrite-free and high-areal capacity zinc-based flow battery. Energy Storage Mater. 2022, 47, 415–423. [Google Scholar] [CrossRef]
- Monaco, F.; Effori, E.; Hubert, M.; Siebert, E.; Geneste, G.; Morel, B.; Djurado, E.; Montinaro, D.; Laurencin, J. Electrode kinetics of porous Ni-3YSZ cermet operated in fuel cell and electrolysis modes for solid oxide cell application. Electrochim. Acta 2021, 389, 138765. [Google Scholar] [CrossRef]
- Ibrahim, M.H.; Mustaffar, M.I.; Ismail, S.A.; Ismail, A.N. A Review of Porous Glass-Ceramic Production Process, Properties and Applications. J. Phys. Conf. Ser. 2022, 2169, 012042. [Google Scholar] [CrossRef]
- Singh, S.; Bhatnagar, N. A survey of fabrication and application of metallic foams (1925–2017). J. Porous Mater. 2018, 25, 537–554. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Pfeiffer, S.; Florio, K.; Puccio, D.; Grasso, M.; Colosimo, B.M.; Aneziris, C.G.; Wegener, K.; Graule, T. Direct laser additive manufacturing of high performance oxide ceramics: A state-of-the-art review. J. Eur. Ceram. Soc. 2021, 41, 6087–6114. [Google Scholar] [CrossRef]
- Gunasekaran, J.; Sevvel, P.; Solomon, I.J. Metallic materials fabrication by selective laser melting: A review. Mater. Today Proc. 2020, 37, 252–256. [Google Scholar] [CrossRef]
- Dhiman, S.; Sidhu, S.S.; Bains, P.S.; Bahraminasab, M. Mechanobiological assessment of Ti-6Al-4V fabricated via selective laser melting technique: A review. Rapid Prototyp. J. 2019, 25, 1266–1284. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef]
- Prajapati, M.J.; Kumar, A.; Lin, S.-C.; Jeng, J.-Y. Multi-material additive manufacturing with lightweight closed-cell foam-filled lattice structures for enhanced mechanical and functional properties. Addit. Manuf. 2022, 54, 102766. [Google Scholar] [CrossRef]
- Zhong, T.; He, K.; Li, H.; Yang, L. Mechanical properties of lightweight 316L stainless steel lattice structures fabricated by selective laser melting. Mater. Des. 2019, 181, 108076. [Google Scholar] [CrossRef]
- Ge, J.; Huang, J.; Lei, Y.; O’Reilly, P.; Ahmed, M.; Zhang, C.; Yan, X.; Yin, S. Microstructural features and compressive properties of SLM Ti6Al4V lattice structures. Surf. Coat. Technol. 2020, 403, 126419. [Google Scholar] [CrossRef]
- Shrivastava, A.; Anand Kumar, S.; Rao, S.; Nagesha, B.K. Exploring How LPBF process Parameters Impact the Interface Characteristics of LPBF Inconel 718 deposited on Inconel 718 wrought Substrates. Opt. Laser Technol. 2024, 174, 110571. [Google Scholar] [CrossRef]
- Robinson, J.; Arjunan, A.; Baroutaji, A.; Martí, M.; Molina, A.T.; Serrano-Aroca, Á.; Pollard, A. Additive Manufacturing of anti-SARS-CoV-2 Copper-Tungsten-Silver Alloy. Rapid Prototyp. J. 2021, 27, 1831–1849. [Google Scholar] [CrossRef]
- Li, Z.; Takano, N.; Mizutani, M. Material properties of selective laser melting additive-manufactured Ti6Al4V alloys with different porosities. Precis. Eng. 2023, 83, 142–151. [Google Scholar] [CrossRef]
- Lin, T.-C.; Cao, C.; Sokoluk, M.; Jiang, L.; Wang, X.; Schoenung, J.M.; Lavernia, E.J.; Li, X. Aluminum with dispersed nanoparticles by laser additive manufacturing. Nat. Commun. 2019, 10, 4124. [Google Scholar] [CrossRef]
- Kim, W.R.; Bang, G.B.; Kwon, O.; Jung, K.-H.; Park, H.-K.; Kim, G.-H. Fabrication of porous pure titanium via selective laser melting under low-energy-density process conditions. Mater. Des. 2020, 195, 109035. [Google Scholar] [CrossRef]
- Bruce, D.W.; O’Hare, D.; Walton, R.I. Porous Materials; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2010. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Jardini, A.; Fogagnolo, J. Microstructure and mechanical behavior of porous Ti–6Al–4V parts obtained by selective laser melting. J. Mech. Behav. Biomed. Mater. 2013, 26, 98–108. [Google Scholar] [CrossRef] [PubMed]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Meier, C.; Penny, R.W.; Zou, Y.; Gibbs, J.S.; Hart, A.J. Thermophysical phenomena in metal additive manufacturing through selective laser melting: Fundamentals, modeling, simulation, and experimentation. Annu. Rev. Heat Transf. 2017, 20, 241–316. [Google Scholar] [CrossRef]
- Liao, H.; Zhu, J.; Chang, S.; Xue, G.; Zhu, H.; Chen, B. Al2O3 loss prediction model of selective laser melting Al2O3–Al composite. Ceram. Int. 2020, 46, 13414–13423. [Google Scholar] [CrossRef]
- Chen, X.; Wu, Y.; Liu, H.; Wang, Y.; Zhao, G.; Zhang, Q.; Wang, F.; Liu, Y. Mechanical performance of PEEK-Ti6Al4V interpenetrating phase composites fabricated by powder bed fusion and vacuum infiltration targeting large and load-bearing implants. Mater. Des. 2022, 215, 110531. [Google Scholar] [CrossRef]
- Liu, J.; Guo, K.; Sun, J.; Sun, Q.; Wang, L.; Li, H. Compressive behavior and vibration-damping properties of porous Ti-6Al-4V alloy manufactured by laser powder bed fusion. J. Manuf. Process. 2021, 66, 1–10. [Google Scholar] [CrossRef]
- Zhou, K.; Chen, W.; Yang, Y.; Li, R.; Dong, L.; Fu, Y.Q. Microstructure and mechanical behavior of porous tungsten skeletons synthesized by selected laser melting. Int. J. Refract. Met. Hard Mater. 2021, 103, 105769. [Google Scholar] [CrossRef]
- Vyatskikh, A.; Delalande, S.; Kudo, A.; Zhang, X.; Portela, C.M.; Greer, J.R. Additive manufacturing of 3D nano-architected metals. Nat. Commun. 2018, 9, 593. [Google Scholar] [CrossRef]
- Noor, M.F.; Jamaludin, R.K.; Ahmad, S. Physical and Mechanical Characteristics of Porous SS316L for Biomedical Implant. Solid State Phenom. 2017, 4479, 374–378. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids-Structure and Properties, 2nd ed.; Cambridge University: Cambridge, UK, 1997. [Google Scholar]
- Zhu, B.; Fan, L.; Mushtaq, N.; Raza, R.; Sajid, M.; Wu, Y.; Lin, W.; Kim, J.-S.; Lund, P.; Yun, S. Semiconductor Electrochemistry for Clean Energy Conversion and Storage. Electrochem. Energy Rev. 2021, 4, 757–792. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fe | Cr | Ni | O | Si | Mn | Mo | C | Others |
|---|---|---|---|---|---|---|---|---|---|
| % | 68.42 | 13.97 | 13.22 | 0.051 | 0.98 | 0.18 | 2.82 | 0.0041 | 0.3549 |
| Sample | LS-50 w | LS-70 w | HS-80 w | HS-130 w |
|---|---|---|---|---|
| Mean (μm) | 41 | 22 | 64 | 29 |
| D50 (μm) | 30.00 | 14.75 | 50.75 | 14.00 |
| D90 (μm) | 85.50 | 73.75 | 135.75 | 72.75 |
| Porosity % | 28.20 ± 0.62 | 17.06 ± 0.47 | 42 ± 1.05 | 23.42 ± 0.58 |
| Sample | Mean (μm) | D50 (μm) | D90 (μm) | Porosity% |
|---|---|---|---|---|
| 800 mm·s−1 | 41 | 28.00 | 84.25 | 34.15 ± 0.53 |
| 1000 mm·s−1 | 51 | 40.25 | 94.75 | 38.64 ± 0.84 |
| 1200 mm·s−1 | 75 | 55.75 | 159.25 | 45.33 ± 0.72 |
| Sample | Mean (μm) | D50 (μm) | D90 (μm) | Porosity% | |
|---|---|---|---|---|---|
| 30 μm | 0.08 mm | 31 | 22.5 | 64.25 | 27.03 ± 0.54 |
| 0.14 mm | 41 | 33.00 | 79.25 | 37.33 ± 0.67 | |
| 42 μm | 0.08 mm | 35 | 26.5 | 66.25 | 28.20 ± 0.64 |
| 0.14 mm | 57 | 34.75 | 136.25 | 43.24 ± 0.88 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, J.; Xu, X.; Chen, X.; Liu, Y.; Wu, Y. Fabrication of Particle-Stacking Microporous Metal Using Laser Powder Bed Fusion. Coatings 2024, 14, 348. https://doi.org/10.3390/coatings14030348
Qiu J, Xu X, Chen X, Liu Y, Wu Y. Fabrication of Particle-Stacking Microporous Metal Using Laser Powder Bed Fusion. Coatings. 2024; 14(3):348. https://doi.org/10.3390/coatings14030348
Chicago/Turabian StyleQiu, Jinyong, Xiaoqiang Xu, Xu Chen, Yaxiong Liu, and Yanlong Wu. 2024. "Fabrication of Particle-Stacking Microporous Metal Using Laser Powder Bed Fusion" Coatings 14, no. 3: 348. https://doi.org/10.3390/coatings14030348
APA StyleQiu, J., Xu, X., Chen, X., Liu, Y., & Wu, Y. (2024). Fabrication of Particle-Stacking Microporous Metal Using Laser Powder Bed Fusion. Coatings, 14(3), 348. https://doi.org/10.3390/coatings14030348