
The Effects of High-Energy Composite Surface Layer Modification on the Impact Performance of the H13 Steel Cutter Ring for Shield Tunneling Machine

 , ,
, ,
Abstract
:1. Introduction
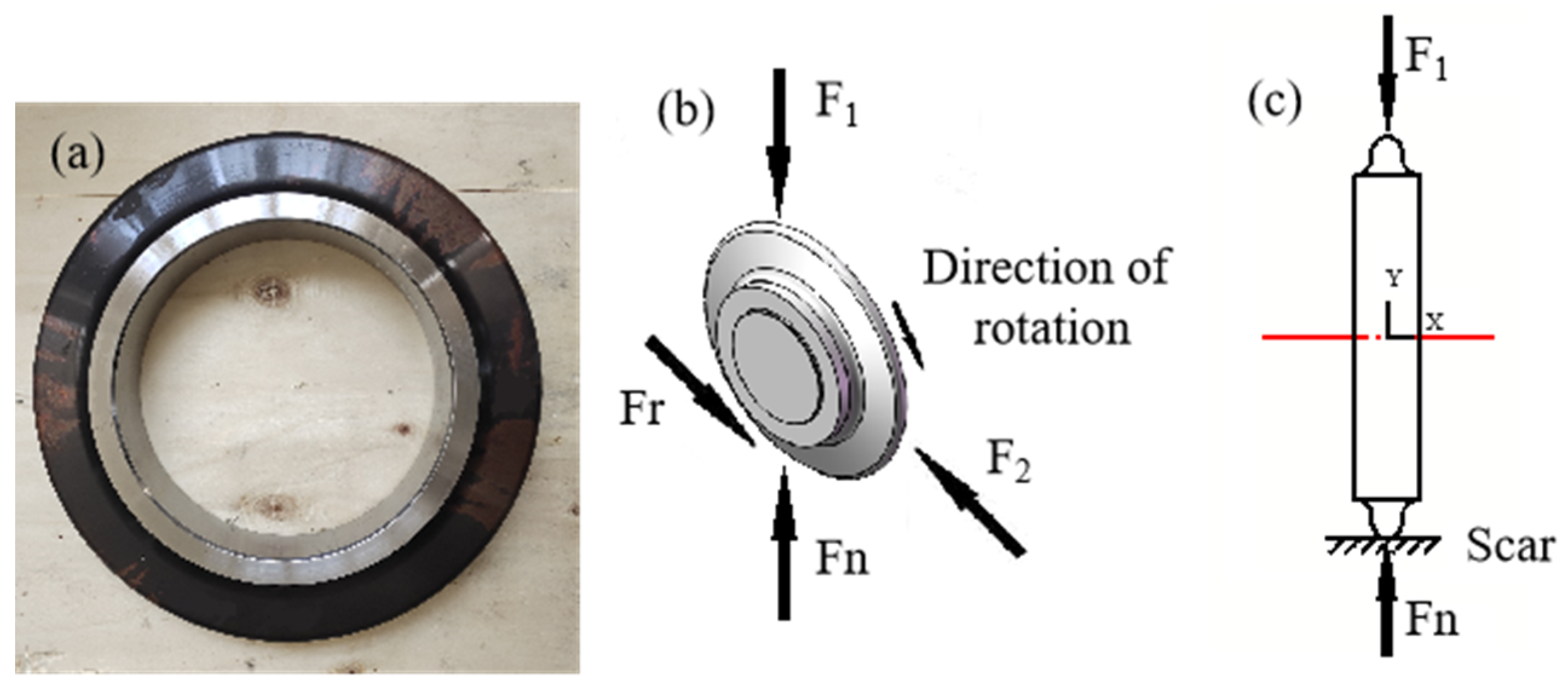
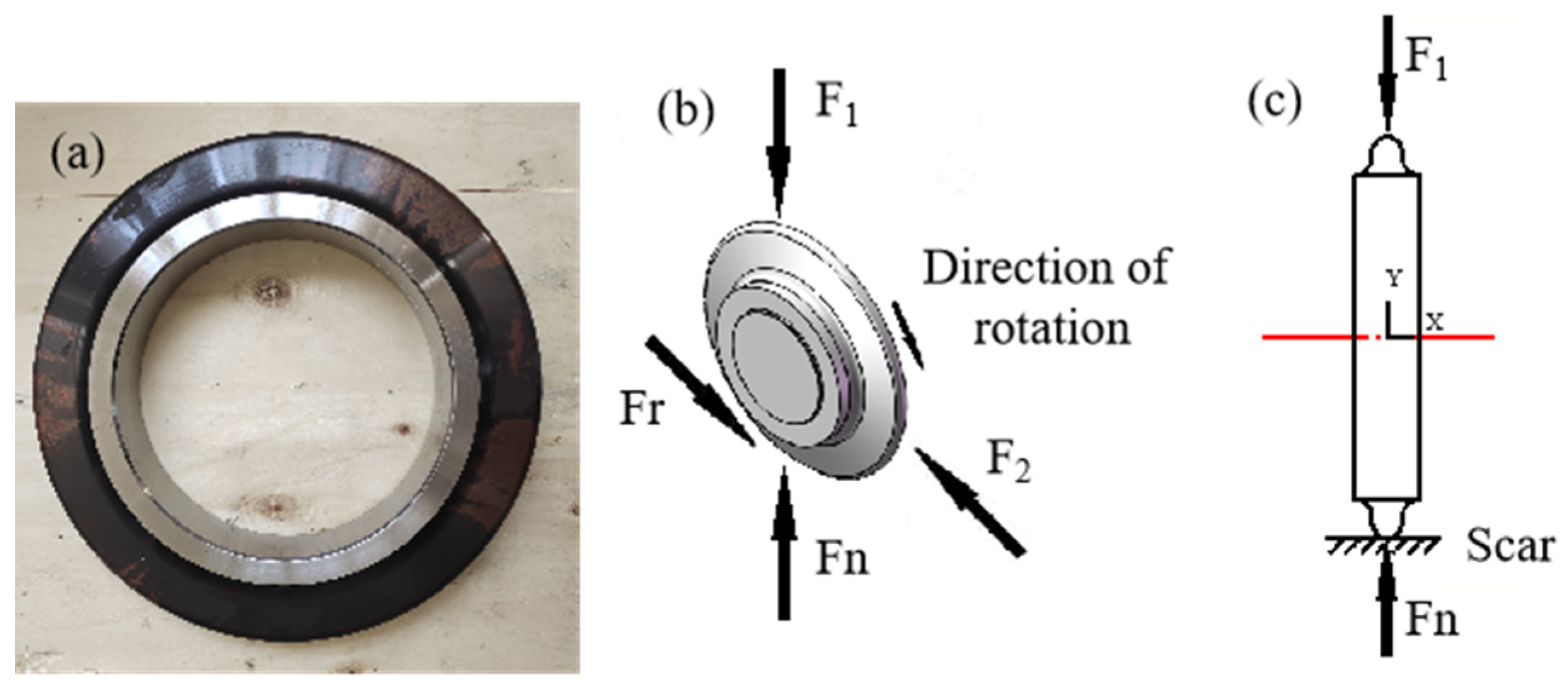
2. Analysis on the Service Status of the Cutter Ring
3. Materials and Methods
3.1. The Cutter Ring Material
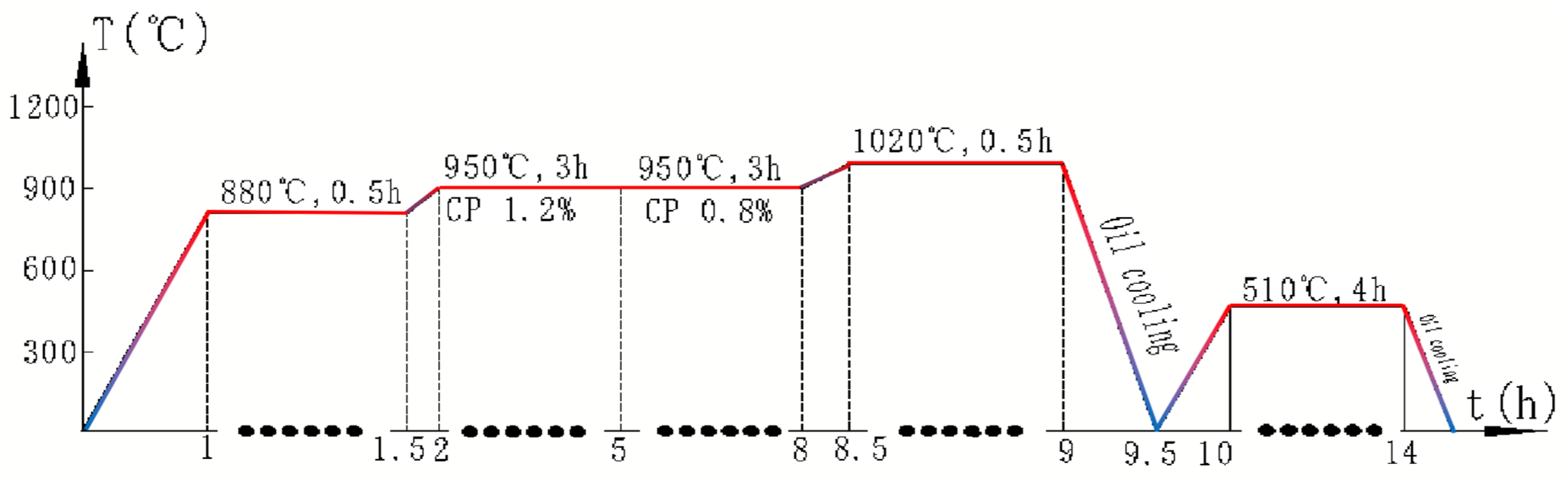
3.2. Heat Treatment Process of Material of Cutter Ring
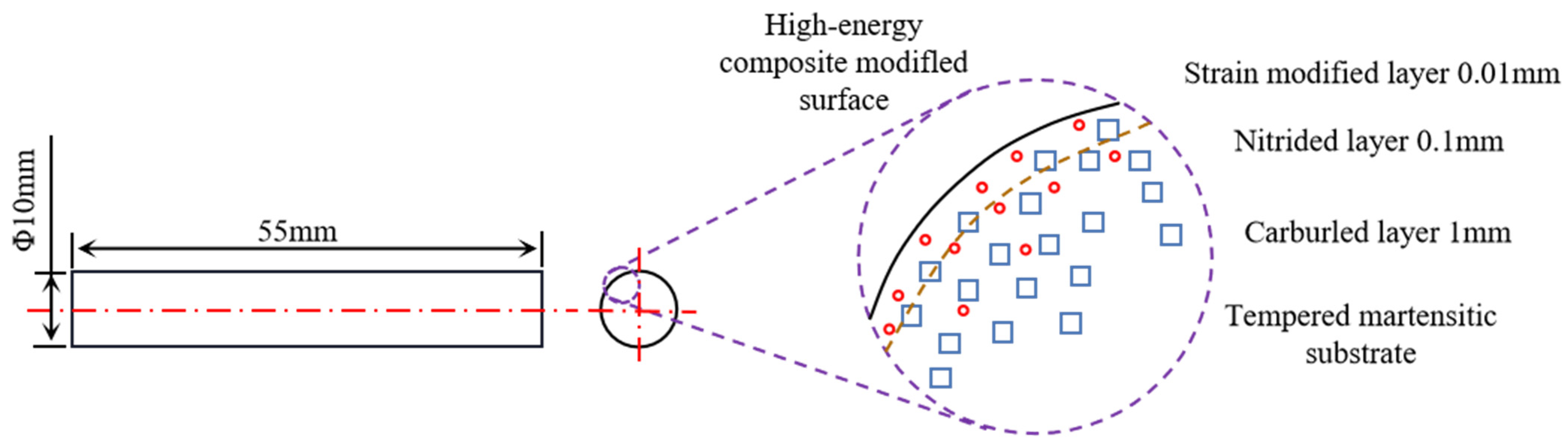
3.3. High-Energy Surface Layer Modification of the Hob Material
4. Results
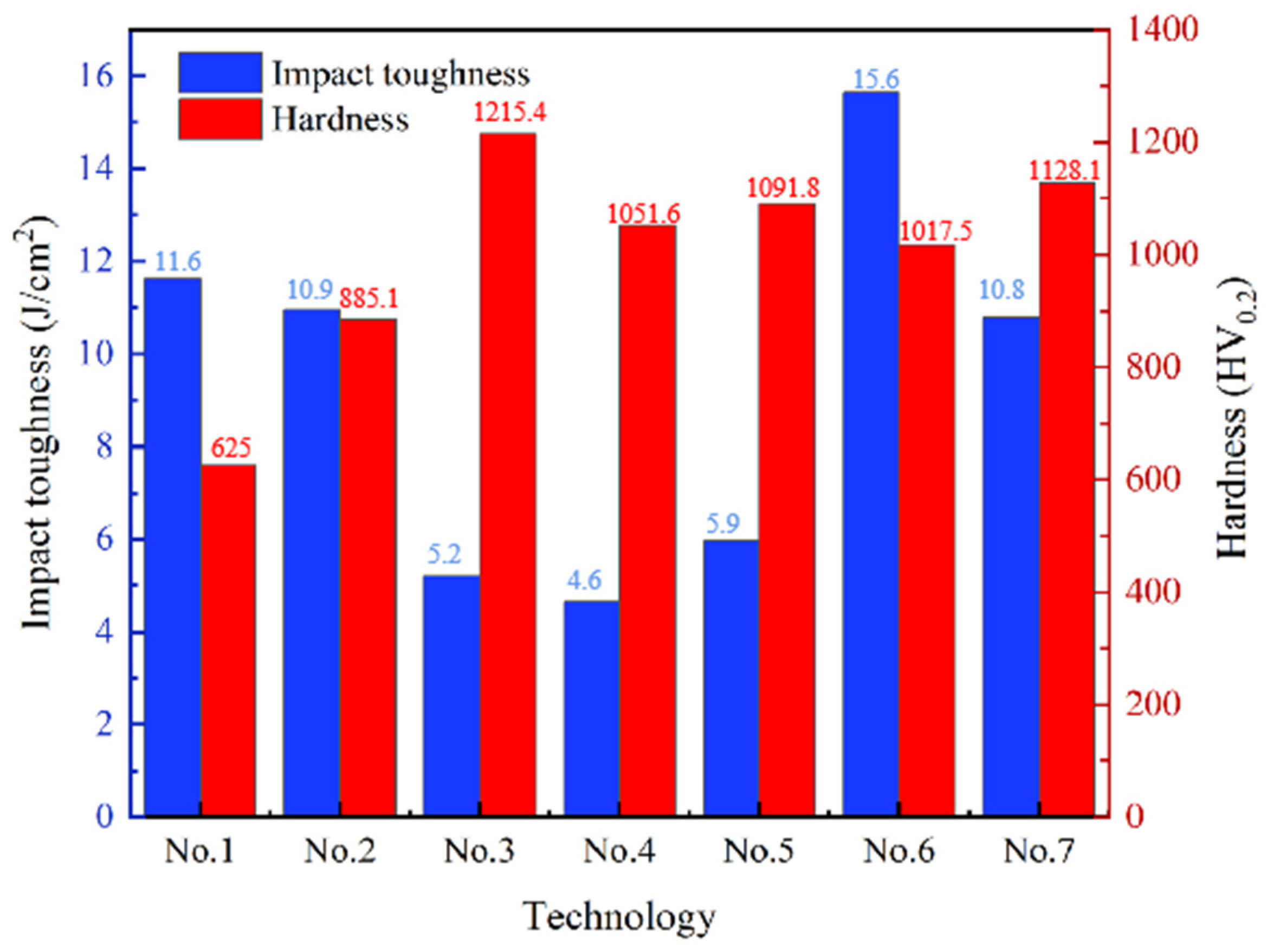
4.1. Impact Toughness and Hardness
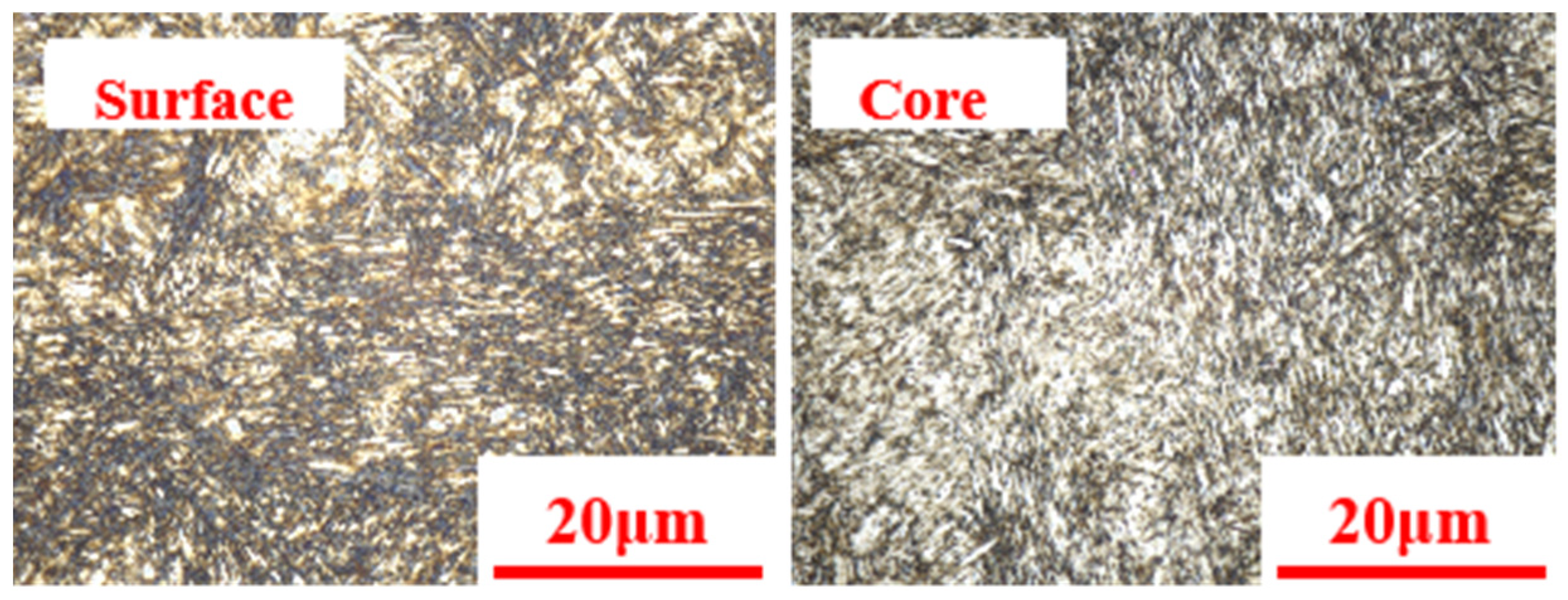
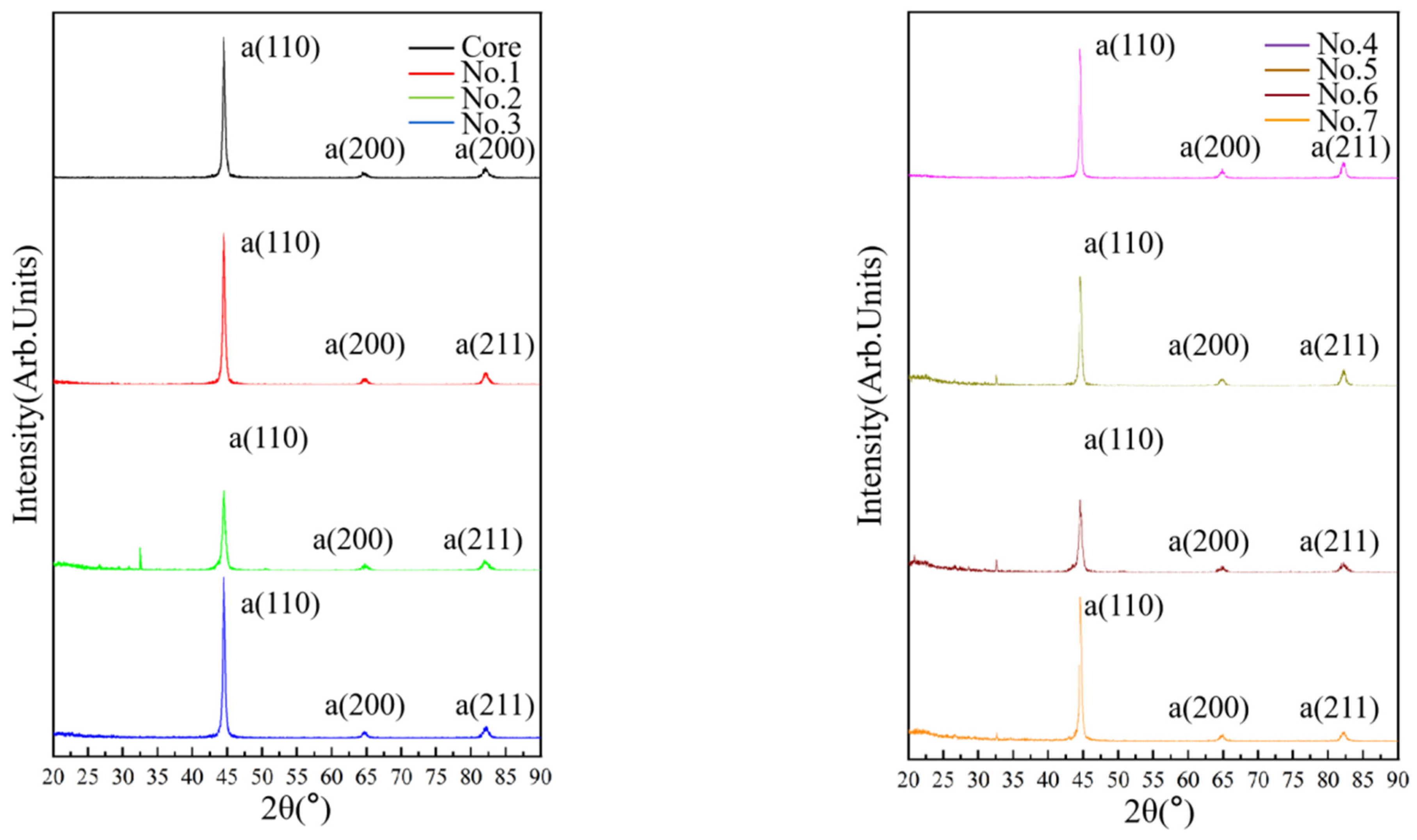
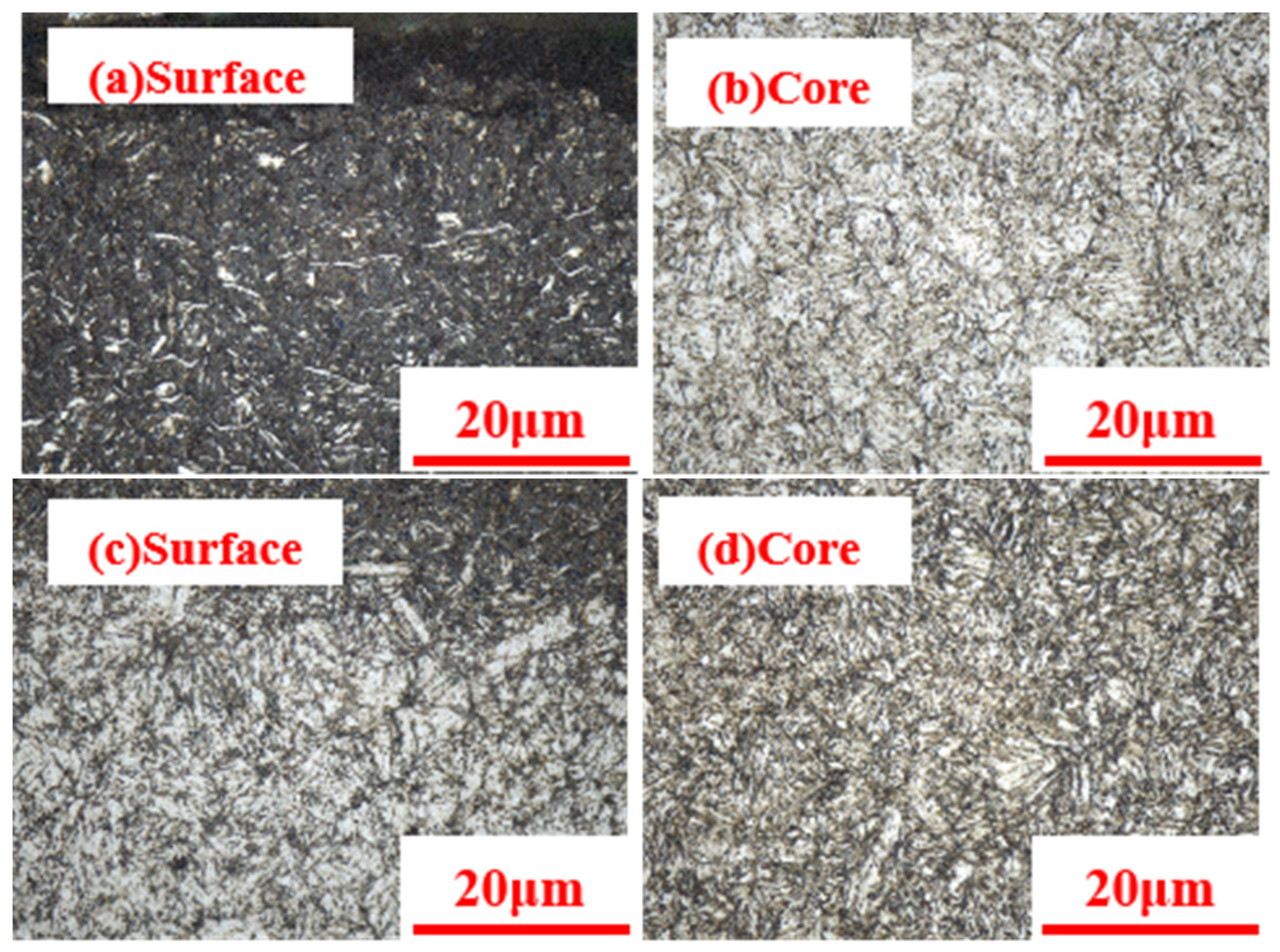
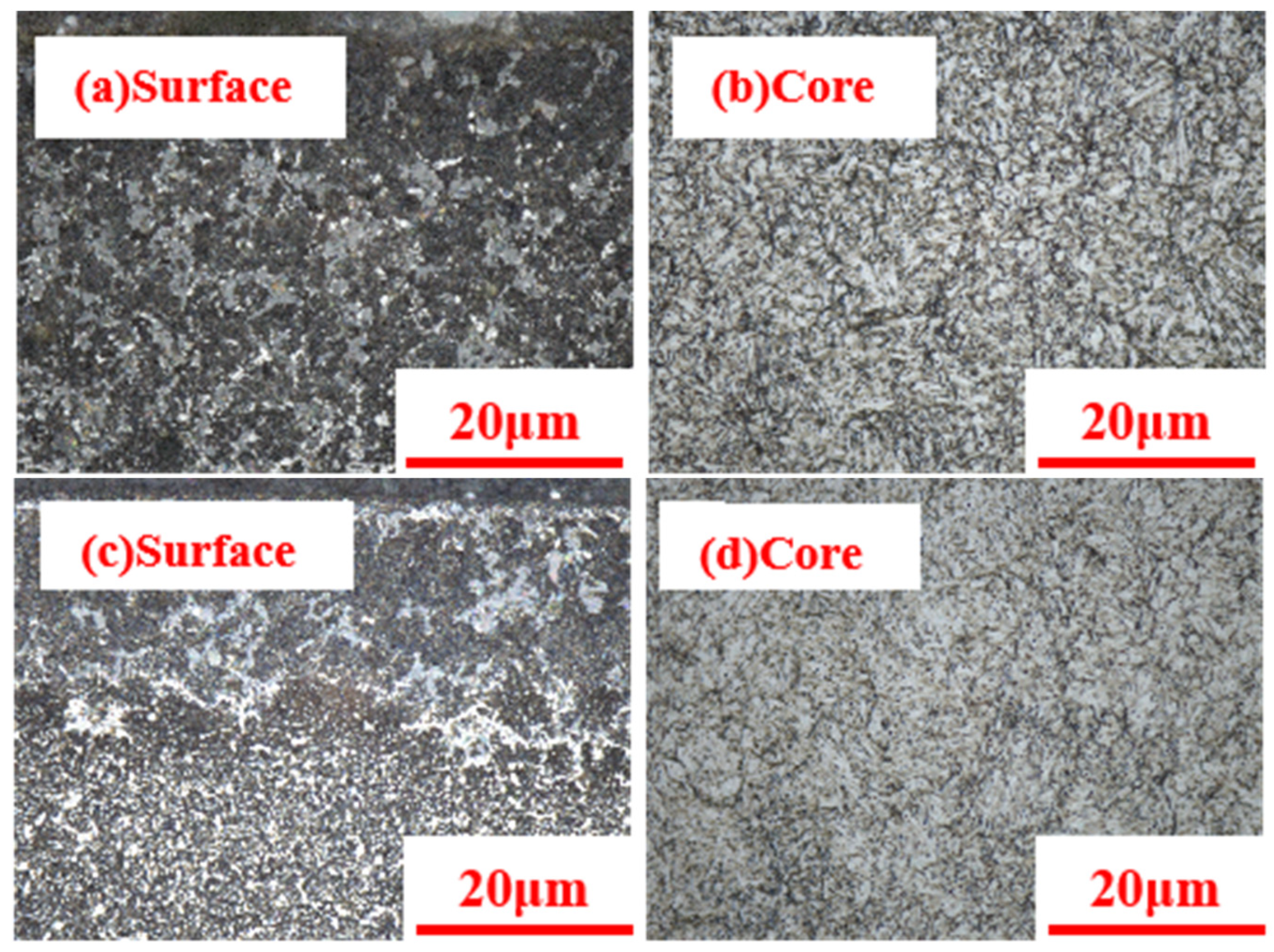
4.2. Microstructure Analysis
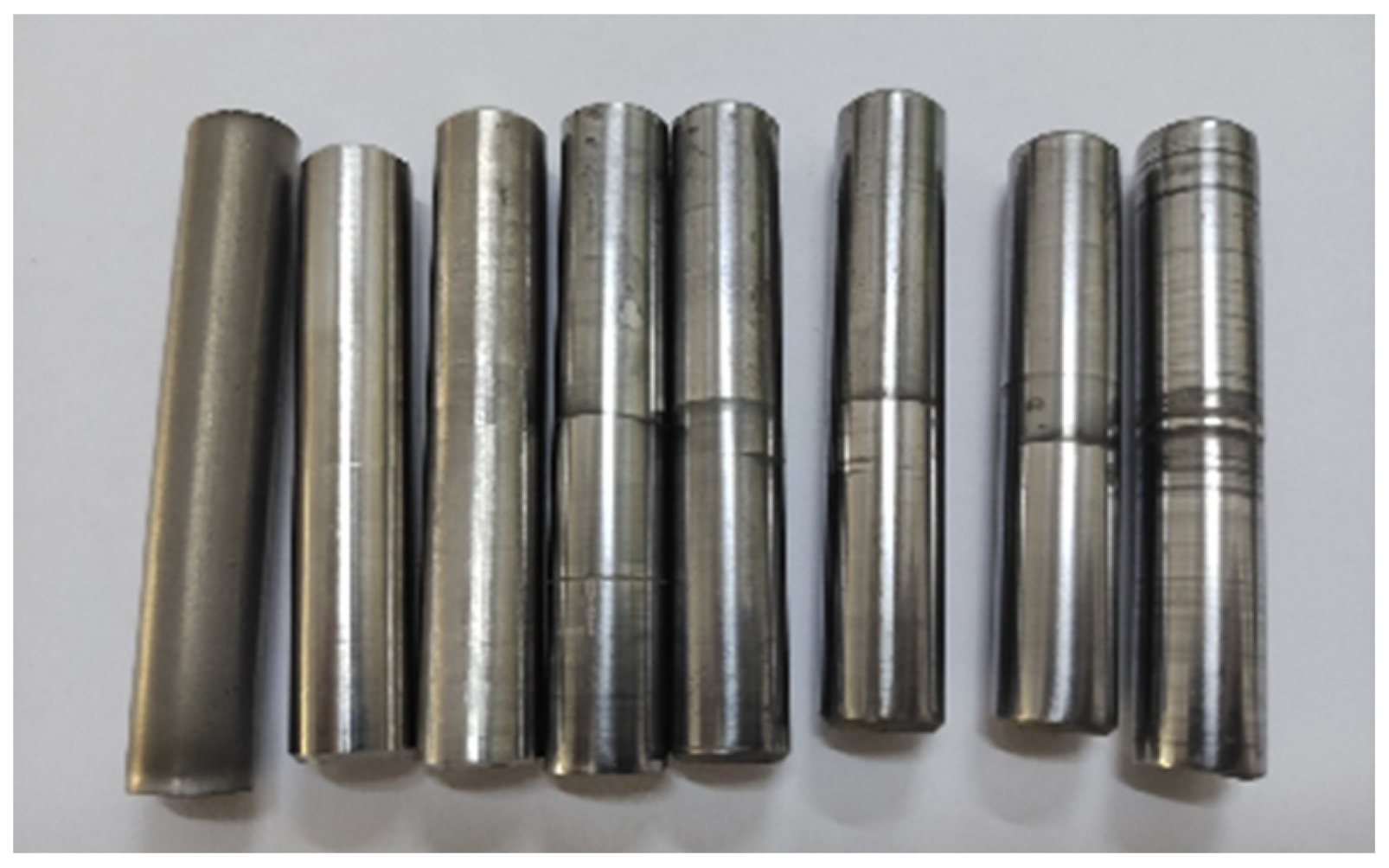
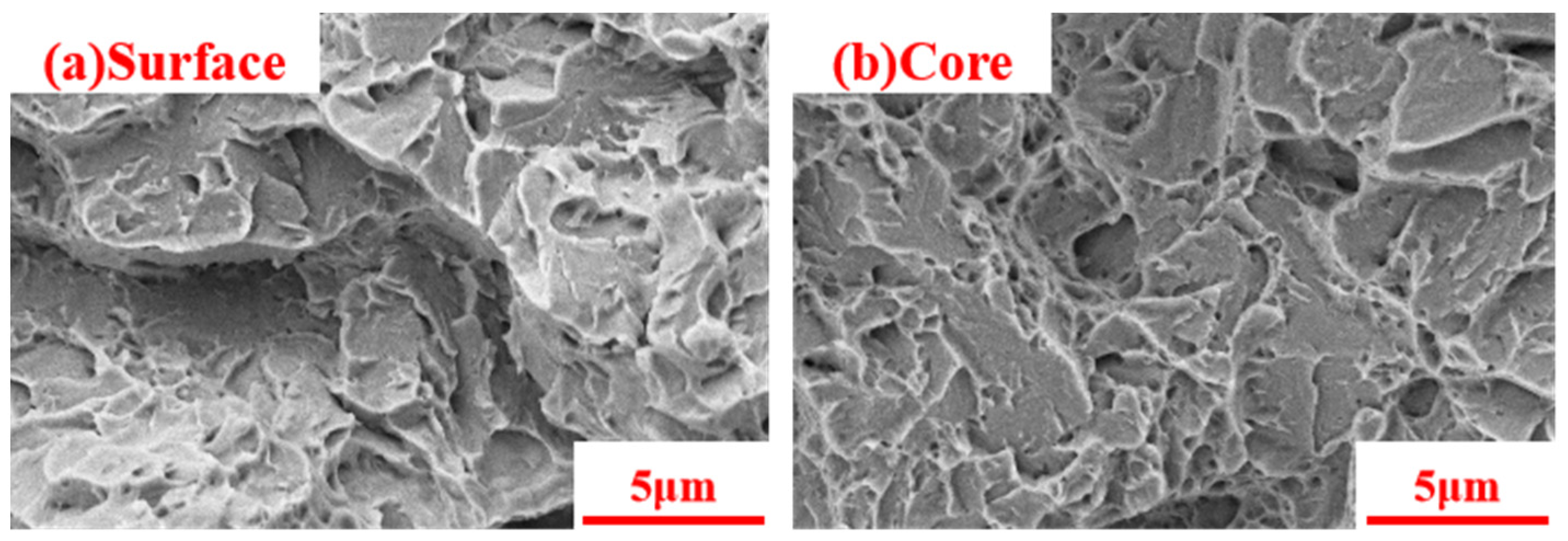
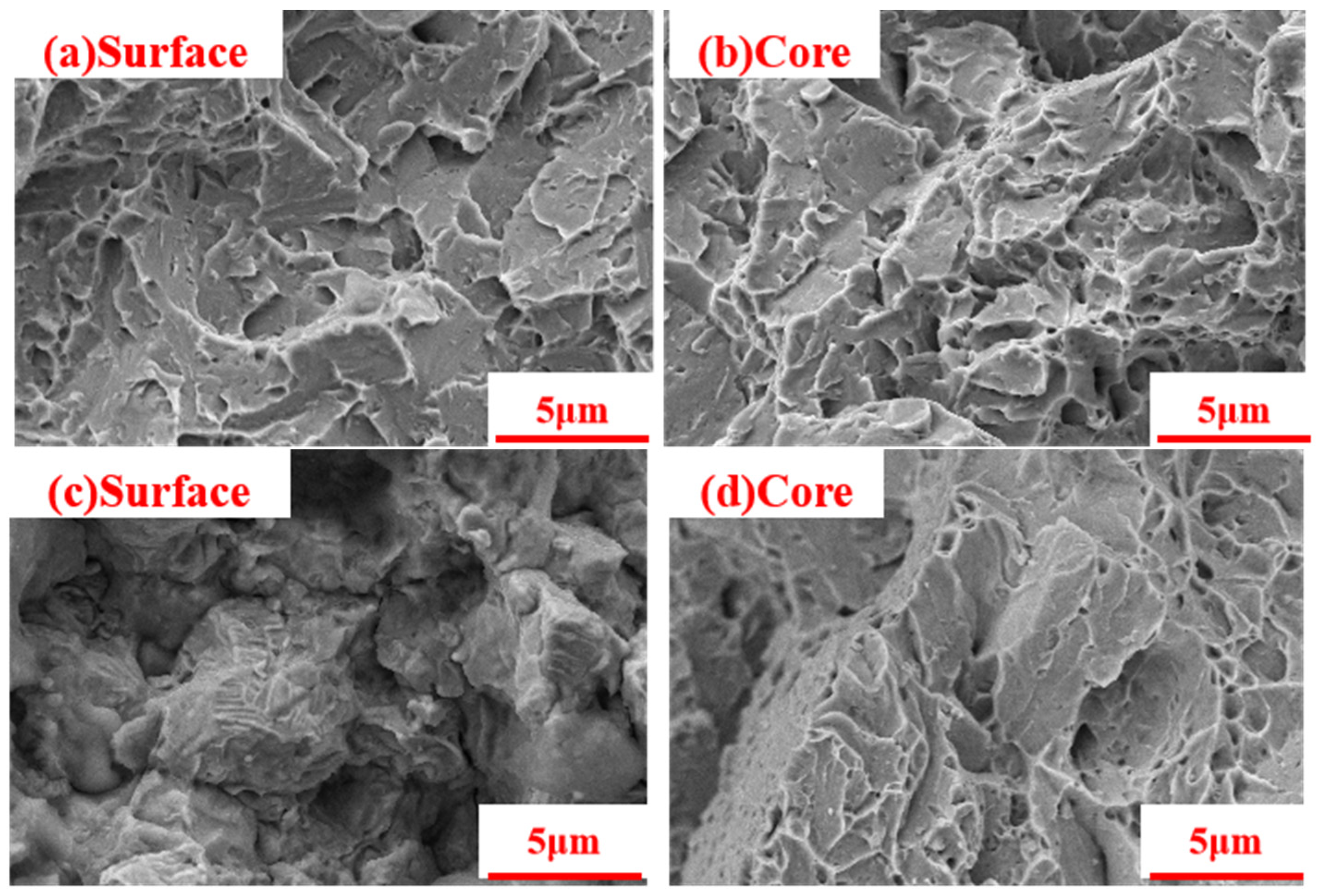
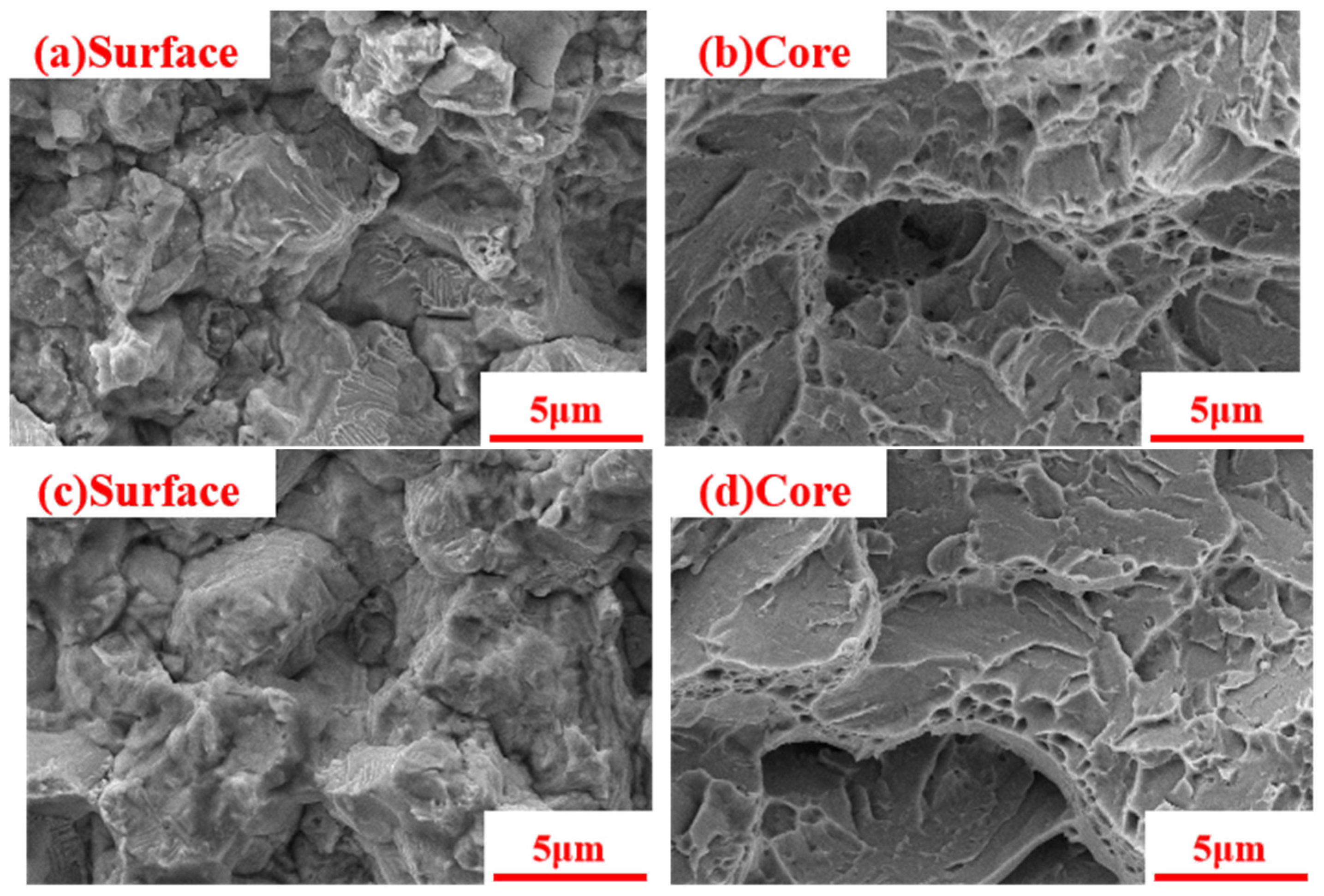
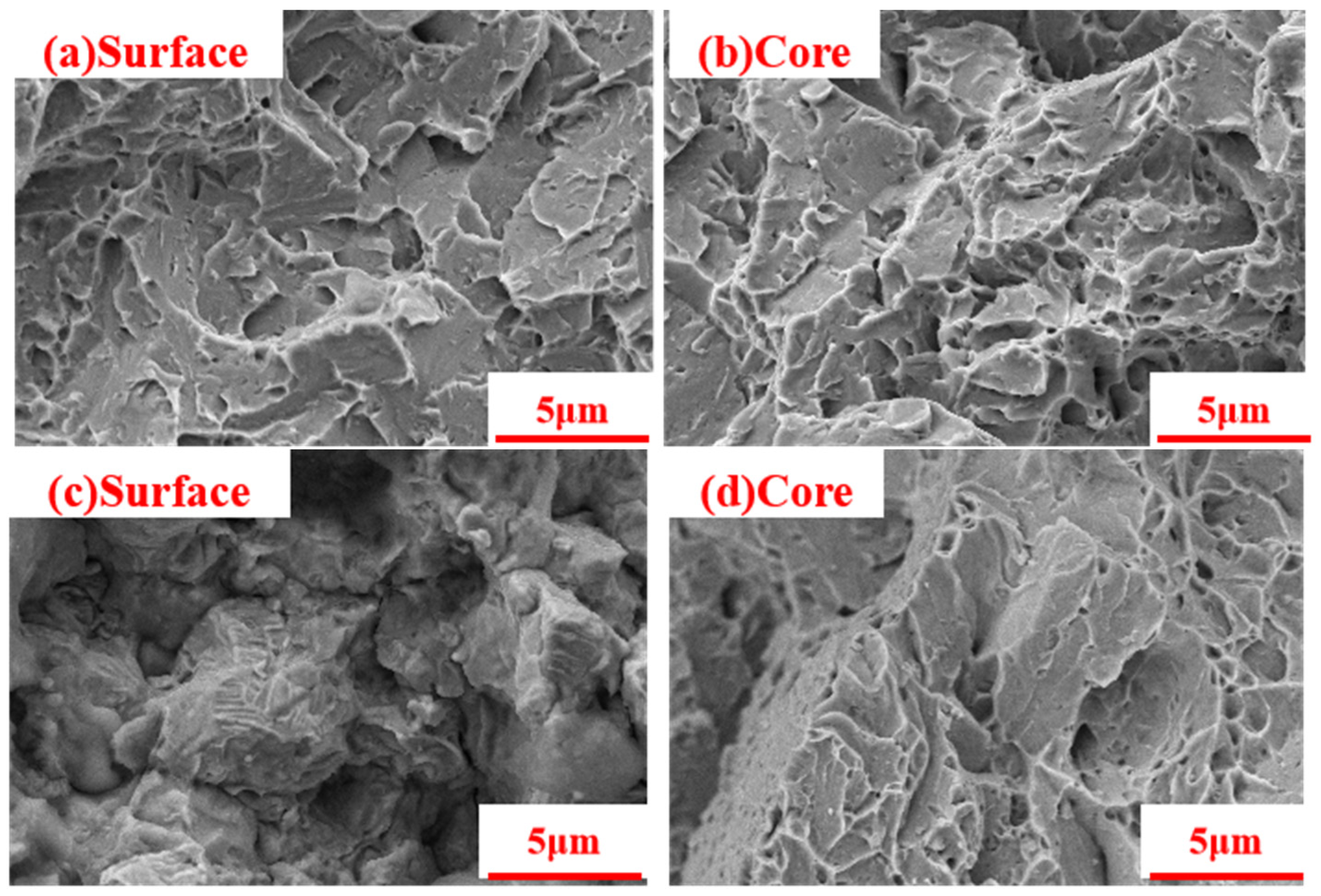
4.3. Analysis of Appearance of Fracture
5. Conclusions and Discussion
- By using a reasonable high-energy composite modification process, a suitable gradient structure can be constructed on the surface layer of the H13 steel sample. This allows the sample to have both good impact toughness and high surface hardness. Compared to homogeneous quenching and low-temperature tempering, the impact toughness and surface hardness of H13 steel treated with carburized laser have been significantly improved.
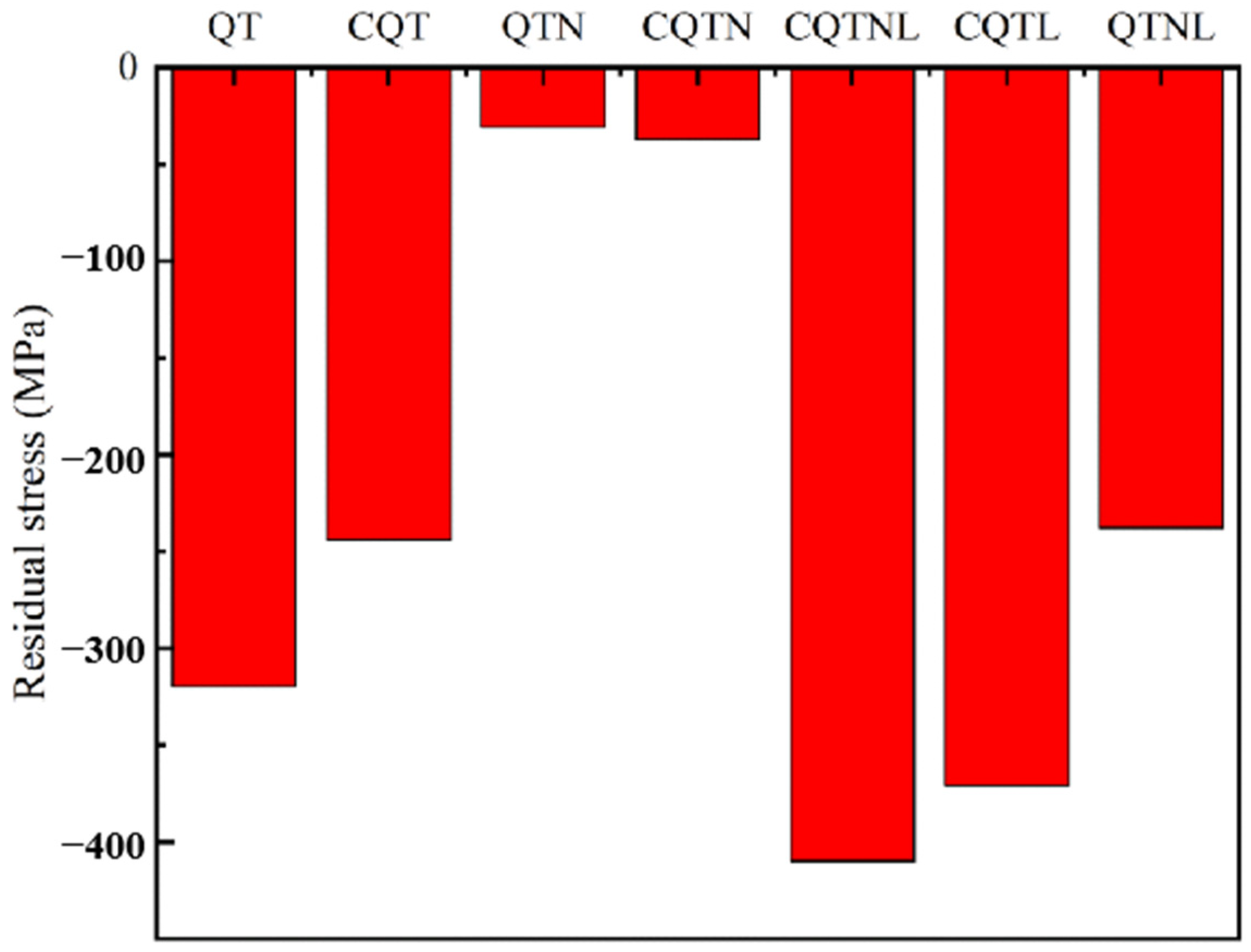
- After composite laser modification, the residual compressive stress on the surface of the H13 steel sample increased, resulting in an increase in the surface hardness and impact toughness of the sample. Among them, the impact toughness of the carburized sample increased by 42.57%, the impact toughness of the nitrided sample increased by 107.5%, the impact toughness of the carburized nitrided sample increased by 20.16%, and the impact toughness of the carburized laser sample was the highest, reaching 15.64 J/cm2.
- The samples treated with carburizing, nitriding, and a combination of carburizing and nitriding all had brittle fractures, with dimples present in the central radiation region. Among them, the carburized samples had large and deep dimples and the best impact toughness. The fiber area on the surface layer had a large number of turbulences and transgranular-type fractures. The fractures were transgranular-type or quasi-transgranular-type fractures.
- The H13 steel sample after carburization and laser composite treatment has high surface hardness and impact toughness, with the best overall performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, X.; Wu, J.; Huo, P. Prediction Model for the Teeth Hob Cutter of Tunnel Boring Machines in High-content Quartzite Strata. KSCE J. Civ. Eng. 2023, 27, 371–383. [Google Scholar] [CrossRef]
- Ye, F.; Qin, N.; Gao, X.; Quan, X.-Y.; Qin, X.-Z.; Dai, B. Shield Equipment Optimization and Construction Control Technology in Water-Rich and Sandy Cobble Stratum: A Case Study of The First Yellow River Metro Tunnel Undercrossing. Adv. Civ. Eng. 2019, 2019, 1–12. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, X.; Wang, S.; Li, W.; Wu, Q.; Zhao, W.; Gao, Y.; Wang, K. Research on Tribological Properties of H13 Steel of Shield Machine Hob by Laser Shot Peening. Int. J. Adv. Manuf. Technol. 2022, 119, 7121–7131. [Google Scholar] [CrossRef]
- An, Y.; Li, M.; Chen, S.; Hu, Y.; Zhang, A.; Zhai, Y. Dynamic Simulation and Thermal Analysis of Rock Breaking Force on Disc Cutter of Tunnel Boring Machine. In Proceedings of the 2019 4th International Conference on Mechanical, Control and Computer Engineering (ICMCCE), Hohhot, China, 24–26 October 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1015–10155. [Google Scholar]
- Zhu, C.X.; Liu, W.W.; Wang, W.; Zhu, L. Static Analysis of Double-Edged Rock-Breaking Hob Based on Finite Element. Appl. Mech. Mater. 2013, 415, 502–505. [Google Scholar]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, I. Wear and Corrosion Behavior of Laser Surface Engineered AISI H13 Hot Working Tool Steel. Surf. Coat. Technol. 2015, 261, 69–78. [Google Scholar] [CrossRef]
- Ren, D.J.; Shen, J.S.; Chai, J.C.; Zhou, A. Analysis of Disc Cutter Failure in Shield Tunnelling Using 3D Circular Cutting Theory. Eng. Fail. Anal. 2018, 90, 23–35. [Google Scholar] [CrossRef]
- Jagota, V.; Sharma, R.K. Impact of Austenitizing Temperature on The Strength Behavior and Scratch Resistance of AISI H13 Steel. J. Inst. Eng. (India) Ser. D 2020, 101, 93–104. [Google Scholar] [CrossRef]
- Zhu, J.; Zhang, Z.; Xie, J. Improving Strength and Ductility of H13 Die Steel by Pre-Tempering Treatment and Its Mechanism. Mater. Sci. Eng. A 2019, 752, 101–114. [Google Scholar] [CrossRef]
- Peng, T.; Zhao, X.; Chen, Y.; Tang, L.; Wei, K.; Hu, J. Improvement of Stamping Performance of H13 Steel by Compound-Layer Free Plasma Nitriding. Surf. Eng. 2020, 36, 492–497. [Google Scholar] [CrossRef]
- Wang, J.; Xu, Z.; Lu, X. Effect of The Quenching and Tempering Temperatures on The Microstructure and Mechanical Properties of H13 Steel. J. Mater. Eng. Perform. 2020, 29, 1849–1859. [Google Scholar] [CrossRef]
- Lee, H.H.; Park, H.K.; Jung, J.; Amanov, A.; Kim, H.S. Multi-Layered Gradient Structure Manufactured by Single-Roll Angular-Rolling and Ultrasonic Nanocrystalline Surface Modification. Scr. Mater. 2020, 186, 52–56. [Google Scholar] [CrossRef]
- Fu, H.; Liang, Y. Study of The Surface Integrity and High Cycle Fatigue Performance of AISI 4340 Steel After Composite Surface Modification. Metals 2019, 9, 856. [Google Scholar] [CrossRef]
- Zou, J.; Liang, Y.; Jiang, Y.; Yin, C.; Huang, C.; Liu, D.; Zhu, Z.; Wu, Y. Fretting Fatigue Mechanism of 40crnimoa Steel Subjected to the Ultrasonic Surface Rolling Process: The Role of the Gradient Structure. Int. J. Fatigue 2023, 167, 107383. [Google Scholar] [CrossRef]
- Lou, L.; Wang, X.; Wu, W.; Qin, W. Research on Rock Breaking Characteristics of Impact Hob of Hard Rock Excavator. J. Vibroeng. 2023, 25, 615–629. [Google Scholar] [CrossRef]
- Li, X.; Di, H.; Zhou, S.; Huo, P.; Huang, Q. Effective Method for Adjusting the Uplifting of Shield Machine Tunneling in Upper-Soft Lower-Hard Strata. Tunn. Undergr. Space Technol. 2021, 115, 104040. [Google Scholar] [CrossRef]
- Wu, X.; Cheng, J.; Xu, Z.; Dai, L.; Jiang, Q.; Su, B.; Zhu, L.; Zhao, Z. Exploration of Key Process Parameters and Properties of 40Cr Steel in Ultrasonic Surface Rolling Process. Coatings 2022, 12, 1353. [Google Scholar] [CrossRef]
- Chen, X.; Sun, J.; Xu, Z.; Chen, J.; Jiang, Q.; Li, Y.; Li, J.; Cheng, J. Optimization of Laser Shock Process Parameters for 40Cr Steel. Coatings 2022, 12, 1872. [Google Scholar] [CrossRef]
- Üstündag, Ö.; Bakir, N.; Gumenyuk, A.; Rethmeier, M. Improvement of Charpy Impact Toughness by Using an AC Magnet Backing System for Laser Hybrid Welding of Thick S690QL Steels. Procedia CIRP 2022, 111, 462–465. [Google Scholar] [CrossRef]
- Yan, J.; Song, H.; Dong, Y.; Quach, W.-M.; Yan, M. High Strength (~2000 Mpa) or Highly Ductile (~11%) Additively Manufactured H13 by Tempering at Different Conditions. Mater. Sci. Eng. A 2020, 773, 138845. [Google Scholar] [CrossRef]
- Sun, J.; Li, J.; Chen, X.; Xu, Z.; Lin, Y.; Jiang, Q.; Chen, J.; Li, Y. Optimizing Parameters with FEM Model for 20crmnti Laser Shocking. Materials 2022, 16, 328. [Google Scholar] [CrossRef] [PubMed]
- Umarfarooq, M.A.; Gouda, P.S.; Kumar, G.V.; Banapurmath, N.; Edacherian, A. Impact of Process Induced Residual Stresses on Interlaminar Fracture Toughness in Carbon Epoxy Composites. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105652. [Google Scholar] [CrossRef]
- Niu, J.B.; Zhang, X.H.; Ma, X.X.; Liu, Y.; Wang, L.Q.; Wu, T.B. Characterization of Vein-Like Structures Formed in Nitrided Layers during Plasma Nitriding of 8Cr4Mo4V Steel. Materialia 2022, 22, 101378. [Google Scholar] [CrossRef]
- Chen, W.; Huang, Y.; Xiao, H.; Meng, X.; Li, Z.; Chen, Z.; Hong, Y.; Wu, C. The Thermal Process for Hardening the Nitrocarburized Layers of A Low-Carbon Steel. Scr. Mater. 2022, 210, 114467. [Google Scholar] [CrossRef]
- Chen, J.; Li, S.; Liang, Y.; Tian, X.; Gu, J. Effect of Carburizing and Nitriding Duplex Treatment on The Friction and Wear Properties of 20crni2mo Steel. Mater. Res. Express 2023, 10, 036507. [Google Scholar] [CrossRef]
- Zhou, W.; Zhu, J.; Zhang, Z. Austenite Grain Growth Behaviors of La-Microalloyed H13 Steel and Its Effect on Mechanical Properties. Met. Mater. Trans. A 2020, 51, 4662–4673. [Google Scholar] [CrossRef]
- Shakerin, S.; Sanjari, M.; Amirkhiz, B.S.; Mohammadi, M. Interface Engineering of Additively Manufactured Maraging Steel-H13 Bimetallic Structures. Mater. Charact. 2020, 170, 110728. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | V | P | S |
|---|---|---|---|---|---|---|---|---|
| Content | 0.41 | 1.03 | 0.4 | 5.05 | 1.27 | 0.89 | 0.022 | 0.002 |
| Critical Point | Ac1 | Ac3 | Ar1 | Ar3 | Ms | Mf |
|---|---|---|---|---|---|---|
| Temperature (°C) | 860 | 915 | 775 | 815 | 340 | 215 |
| Process | Lap Rate | Energy/J | Pulse Width/ns | Spot Diameter/mm |
|---|---|---|---|---|
| Parameters | 0.41 | 1.03 | 0.4 | 5.05 |
| Process | Quenching (Q) | Tempering (T) | Carburizing (C) | Nitriding (N) | High-Energy Modification (L) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Parameters | T/°C | T/°C | T/°C | t/h | T/°C | t/h | P/kPa | Gas/L·min−1 | ||
| No.1 | 1020 | 300 | — | — | — | — | — | — | — | QT |
| No.2 | 1020 | 510 | 950 | 6 | — | — | — | — | — | CQT |
| No.3 | 1020 | 510 | — | — | 480 | 8 | 300 | N2:H2 = 0.45:0.15 | — | QTN |
| No.4 | 1020 | 510 | 950 | 6 | 480 | 8 | 300 | N2:H2 = 0.45:0.15 | — | CQTN |
| No.5 | 1020 | 510 | 950 | 6 | 480 | 8 | 300 | N2:H2 = 0.45:0.15 | Laser | CQTNL |
| No.6 | 1020 | 510 | 950 | 6 | — | — | — | — | Laser | CQTL |
| No.7 | 1020 | 510 | — | — | 480 | 8 | 300 | N2:H2 = 0.45:0.15 | Laser | QTNL |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, H.; Li, Y.; Xu, Z.; Cheng, J.; Chen, X.; Jiang, Q.; Chen, J.; Zhao, Z. The Effects of High-Energy Composite Surface Layer Modification on the Impact Performance of the H13 Steel Cutter Ring for Shield Tunneling Machine. Coatings 2023, 13, 1482. https://doi.org/10.3390/coatings13091482
Xu H, Li Y, Xu Z, Cheng J, Chen X, Jiang Q, Chen J, Zhao Z. The Effects of High-Energy Composite Surface Layer Modification on the Impact Performance of the H13 Steel Cutter Ring for Shield Tunneling Machine. Coatings. 2023; 13(9):1482. https://doi.org/10.3390/coatings13091482
Chicago/Turabian StyleXu, Huanbin, Yi Li, Zhilong Xu, Jun Cheng, Xiuyu Chen, Qingshan Jiang, Junying Chen, and Zhenye Zhao. 2023. "The Effects of High-Energy Composite Surface Layer Modification on the Impact Performance of the H13 Steel Cutter Ring for Shield Tunneling Machine" Coatings 13, no. 9: 1482. https://doi.org/10.3390/coatings13091482
APA StyleXu, H., Li, Y., Xu, Z., Cheng, J., Chen, X., Jiang, Q., Chen, J., & Zhao, Z. (2023). The Effects of High-Energy Composite Surface Layer Modification on the Impact Performance of the H13 Steel Cutter Ring for Shield Tunneling Machine. Coatings, 13(9), 1482. https://doi.org/10.3390/coatings13091482