

Effect of Hot Spot within Combustion Liner on YSZ Crack Propagation Mode
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
2.2. Finite Element Model
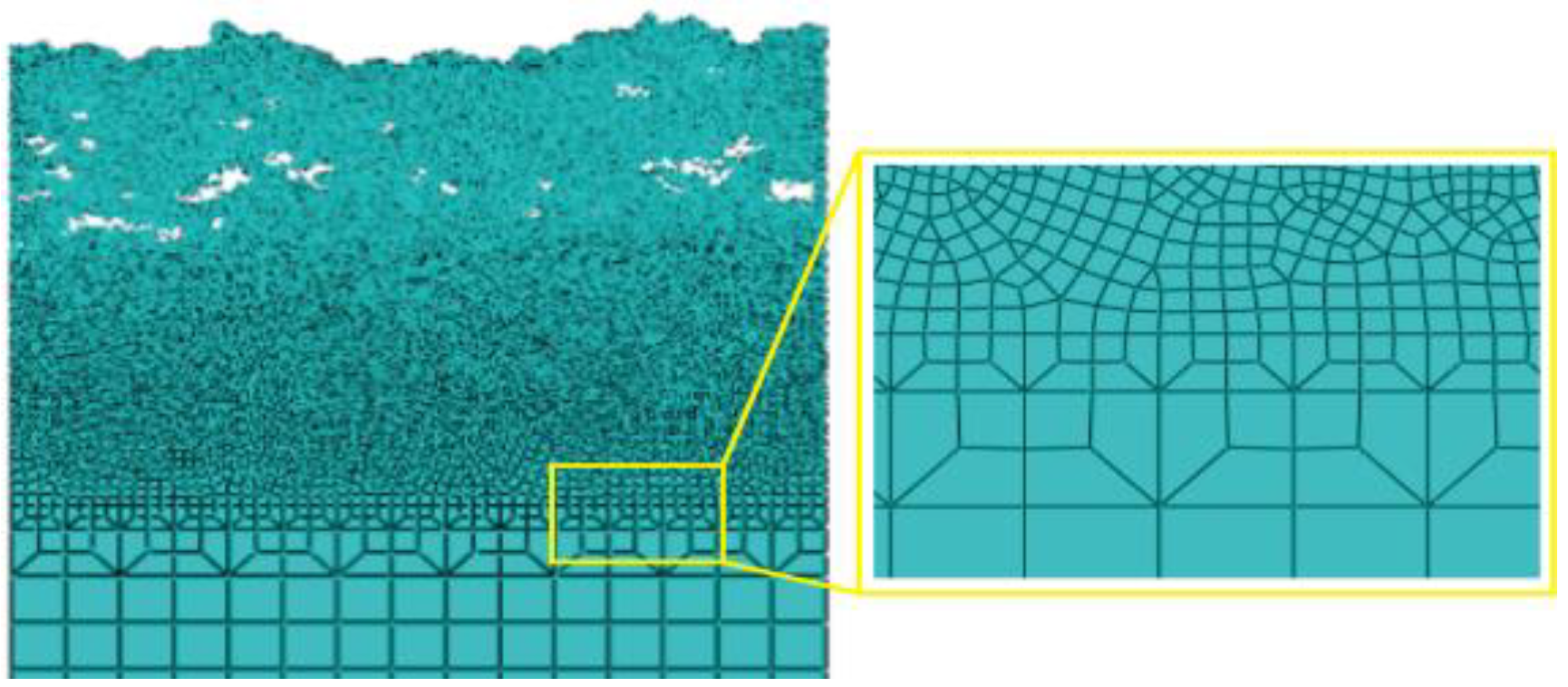
2.2.1. FEM Development
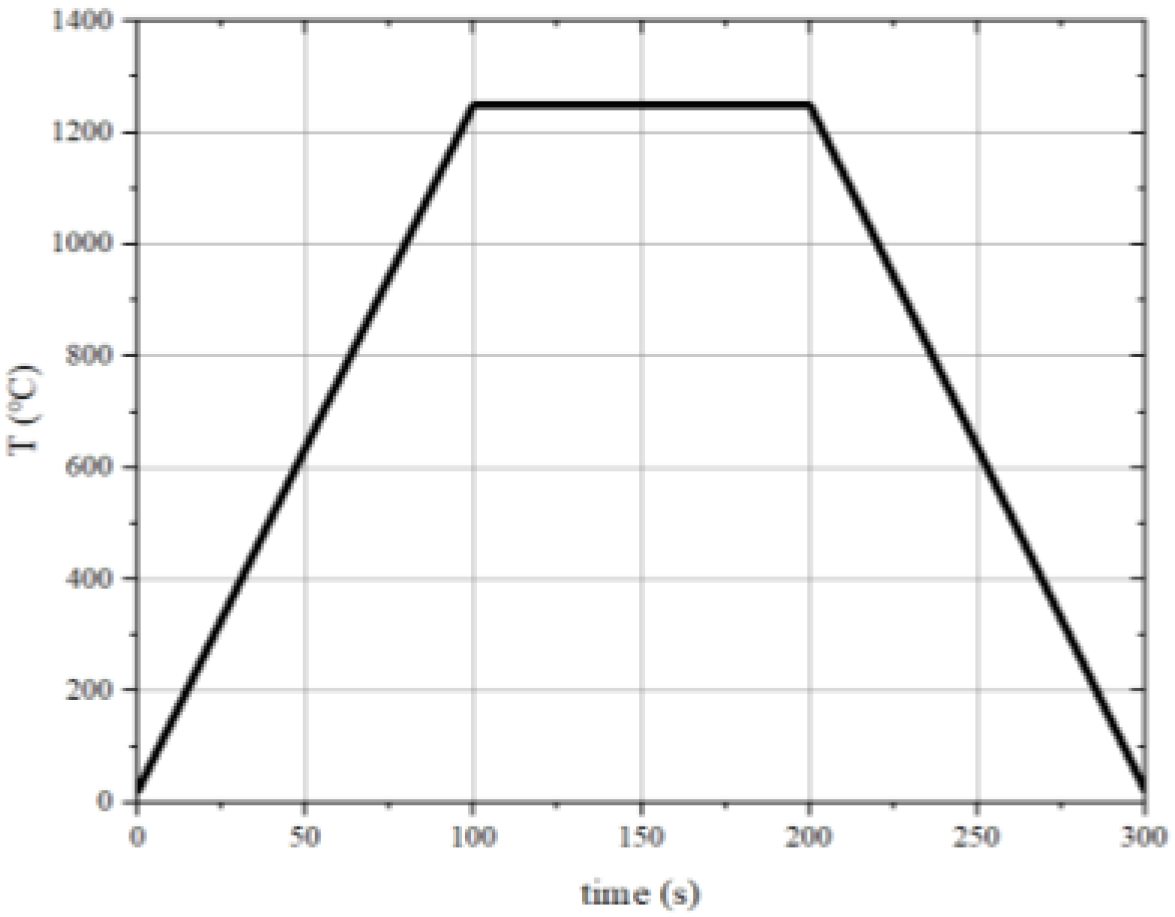
2.2.2. Materials and Boundary Conditions
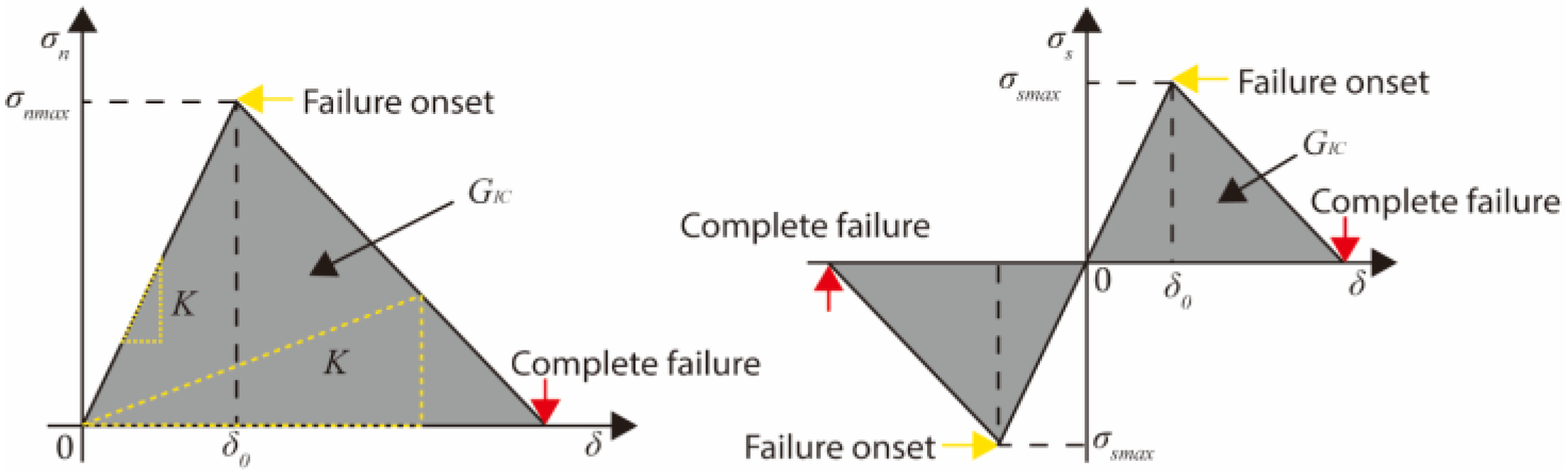
2.2.3. Crack Propagation Simulation
3. Results
3.1. Thermal Insulation Experiment Results
3.2. Numerical Simulation Results
3.2.1. Stress Distribution
3.2.2. Crack Propagation Simulation Results
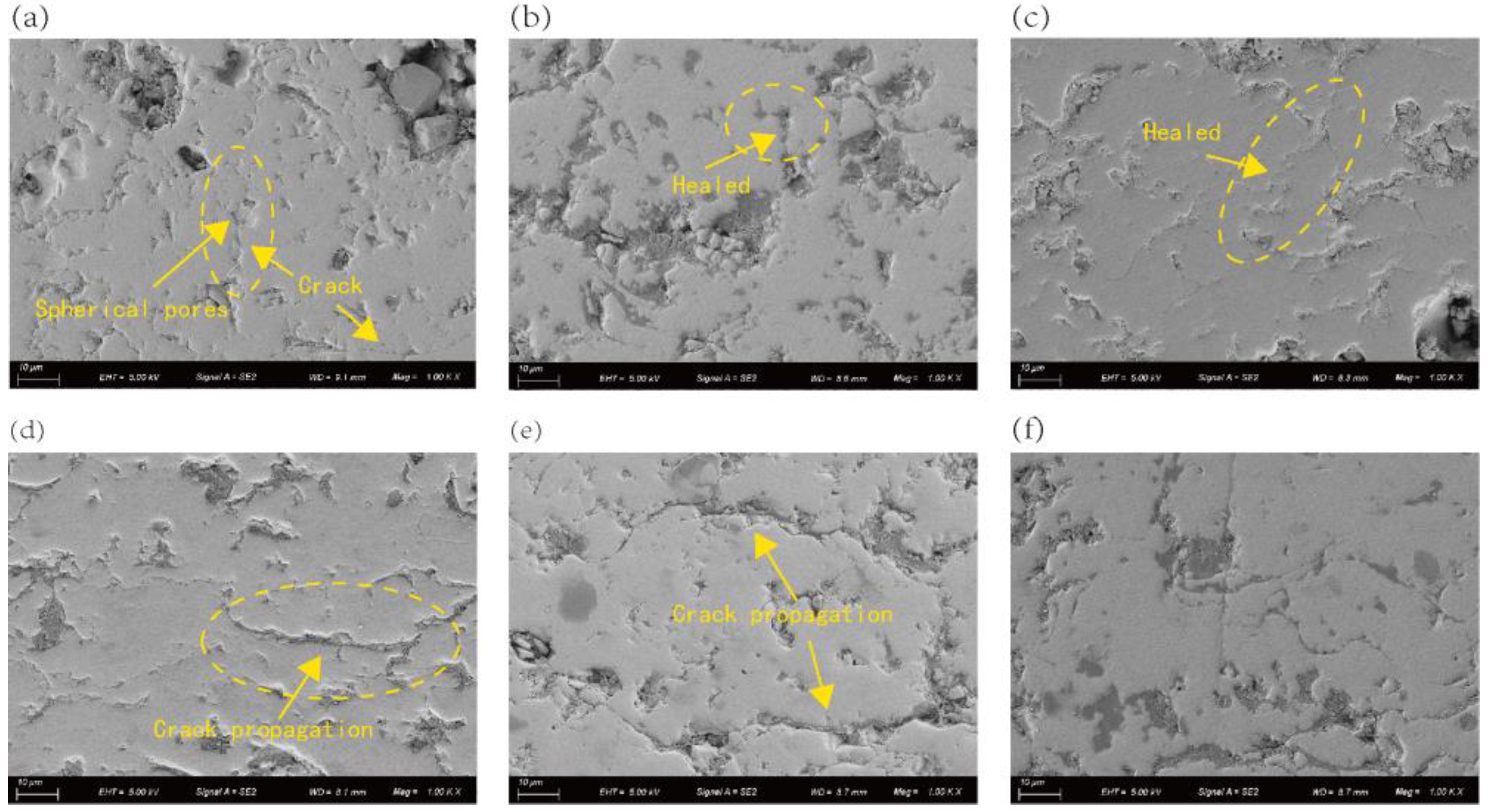
3.3. Combustion Chamber Ablation Part Shape
4. Discussion
5. Conclusions
- (a)
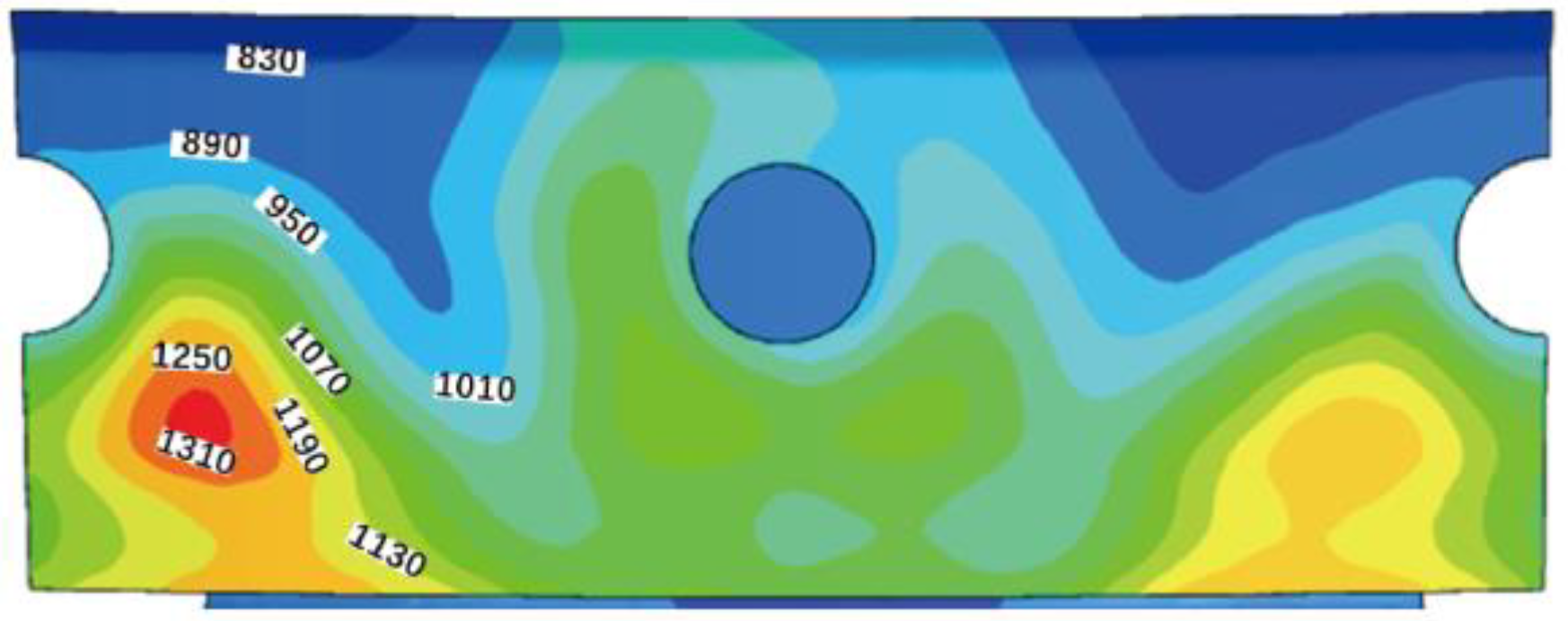
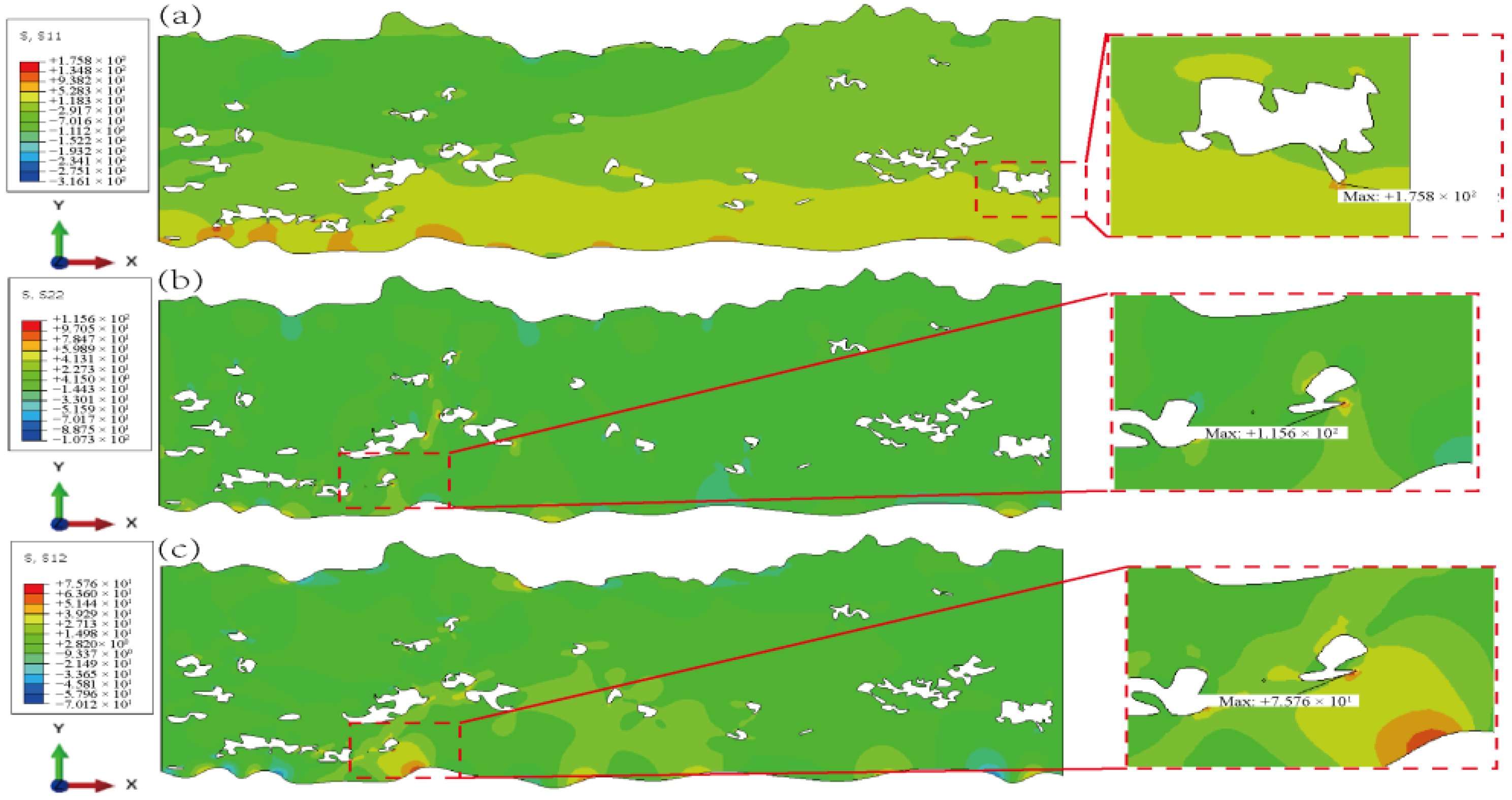
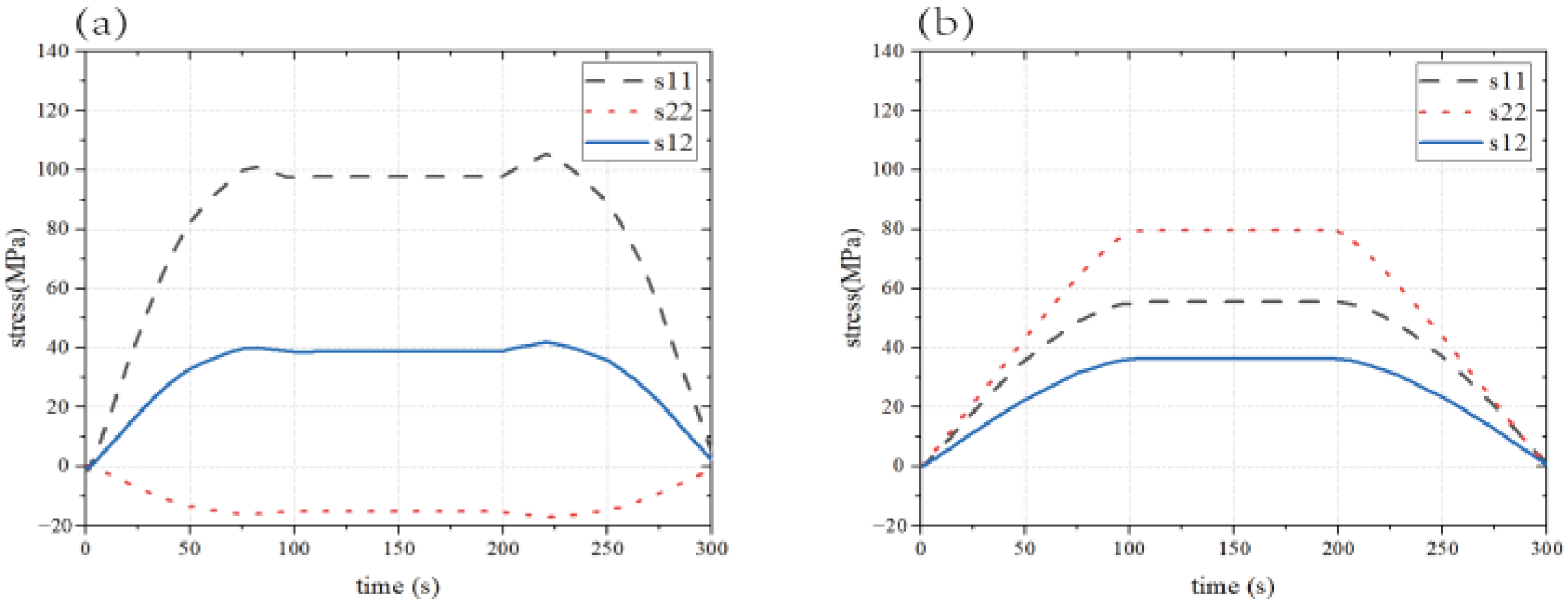
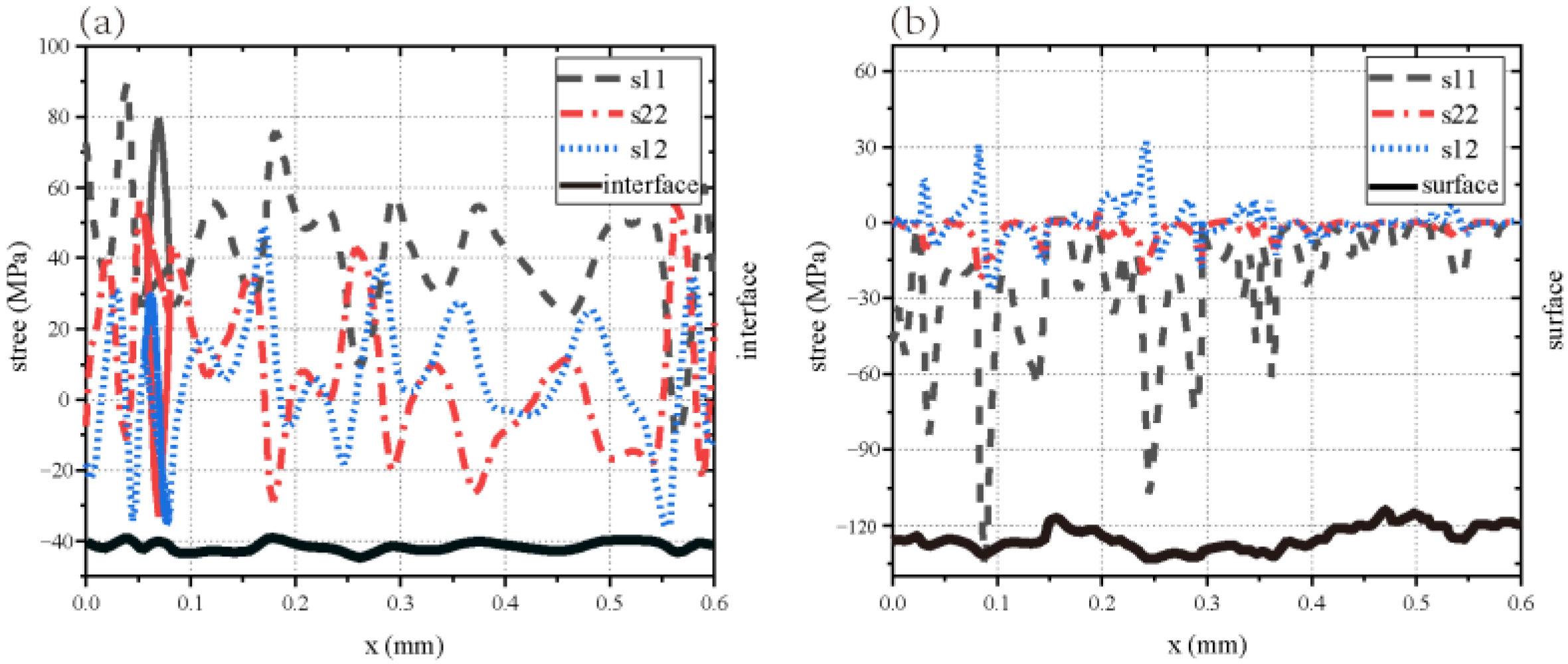
- In addition to the longitudinal temperature gradient, the hot spot has a transverse temperature gradient, which results in a more complex stress distribution inside the YSZ. The pore morphology inside the YSZ also has an effect on each stress inside the coating, as demonstrated by the shear stress of 75 MPa inside the coating at the edge region of the hot spot with the largest temperature gradient under hot spot heating, which is concentrated at the protruding tip of the hot spot.
- (b)
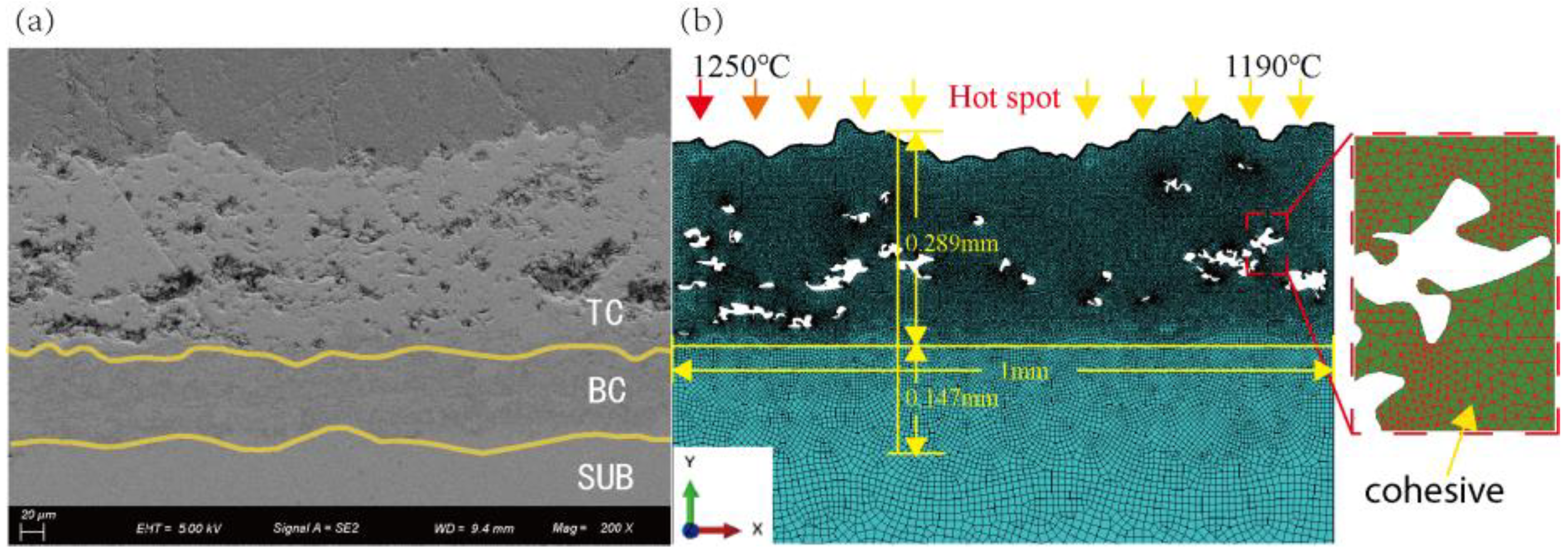
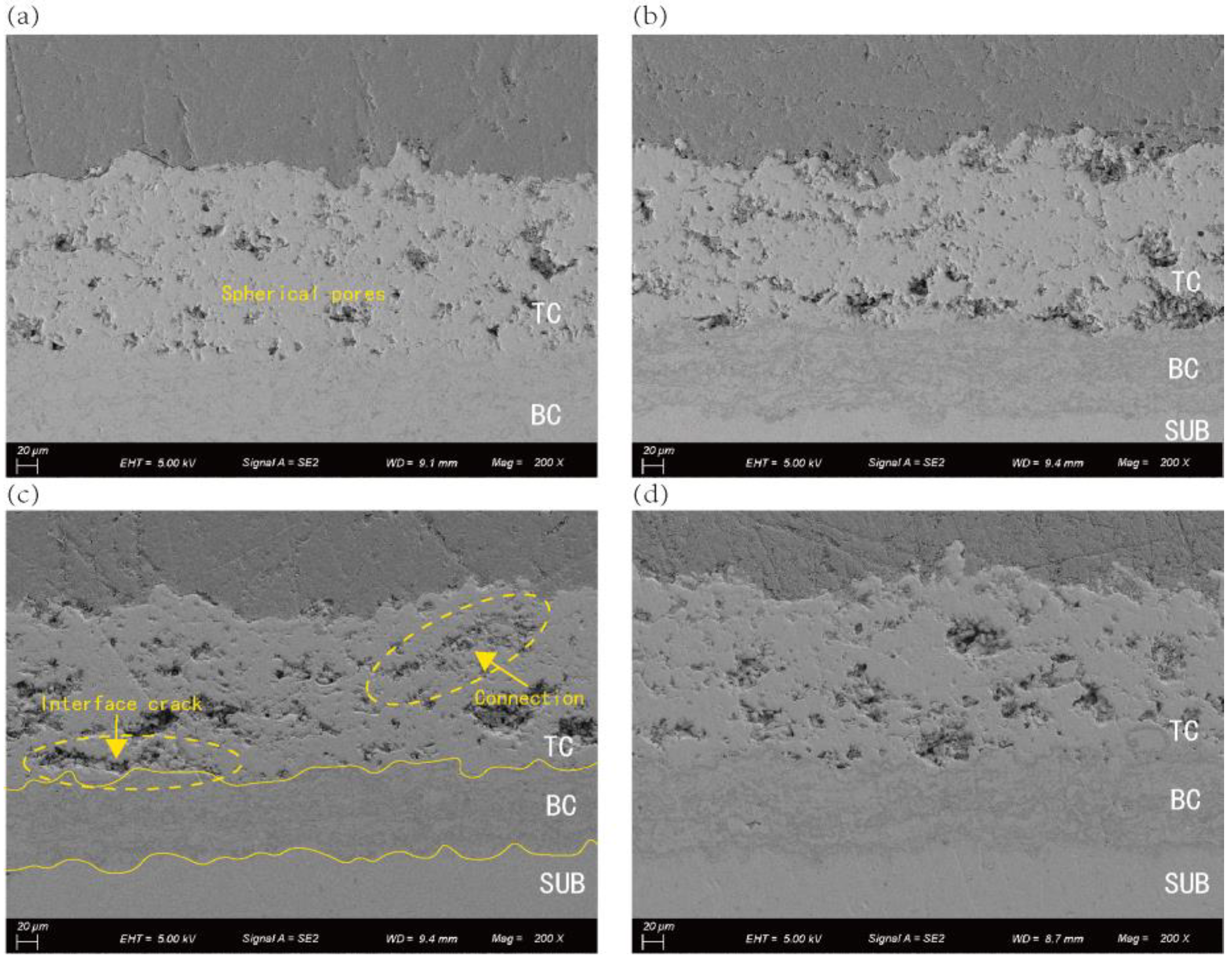
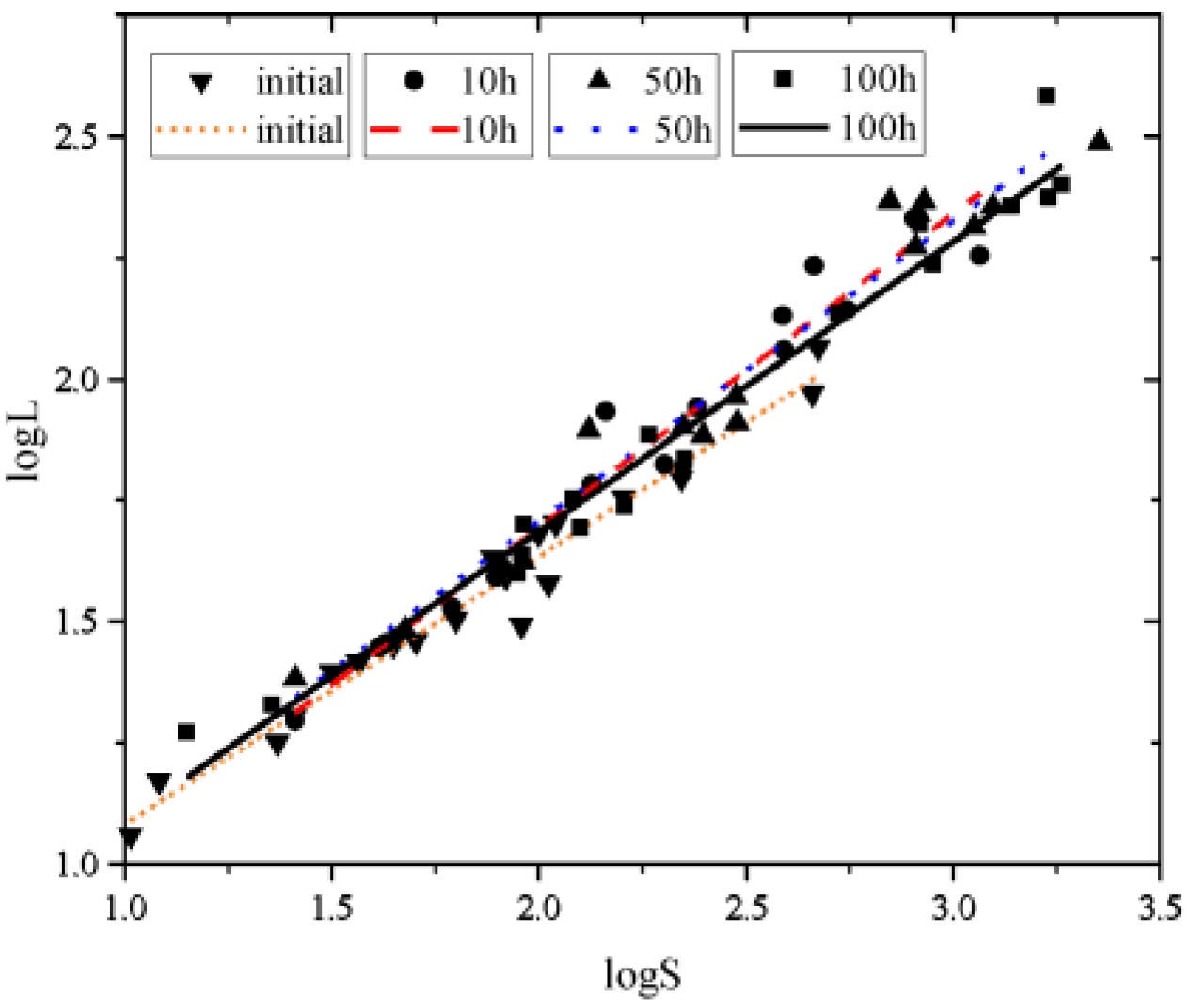
- The concentrated hyperthermia of the hot spot imparts sintering characteristics to the internal YSZ, with the sintering degree being greater in the central region of the hot spot than in the non-hot-spot region. In conjunction with the insulation experiments, it is known that the fractal dimension of the pores D within the YSZ increases by 13% under the influence of sintering, which increases the stress concentration at the tip of the pores and makes the pores in the local sintering area affected by the hot spot a hazardous point.
- (c)
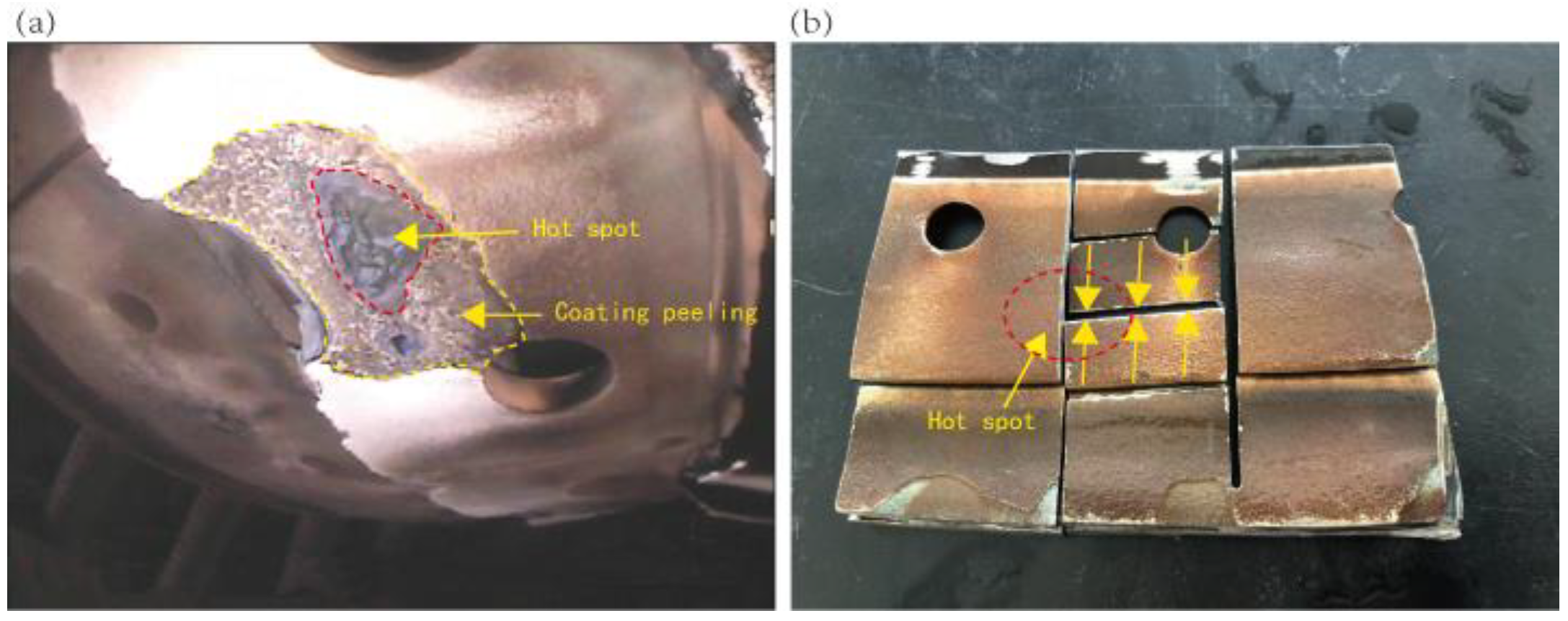
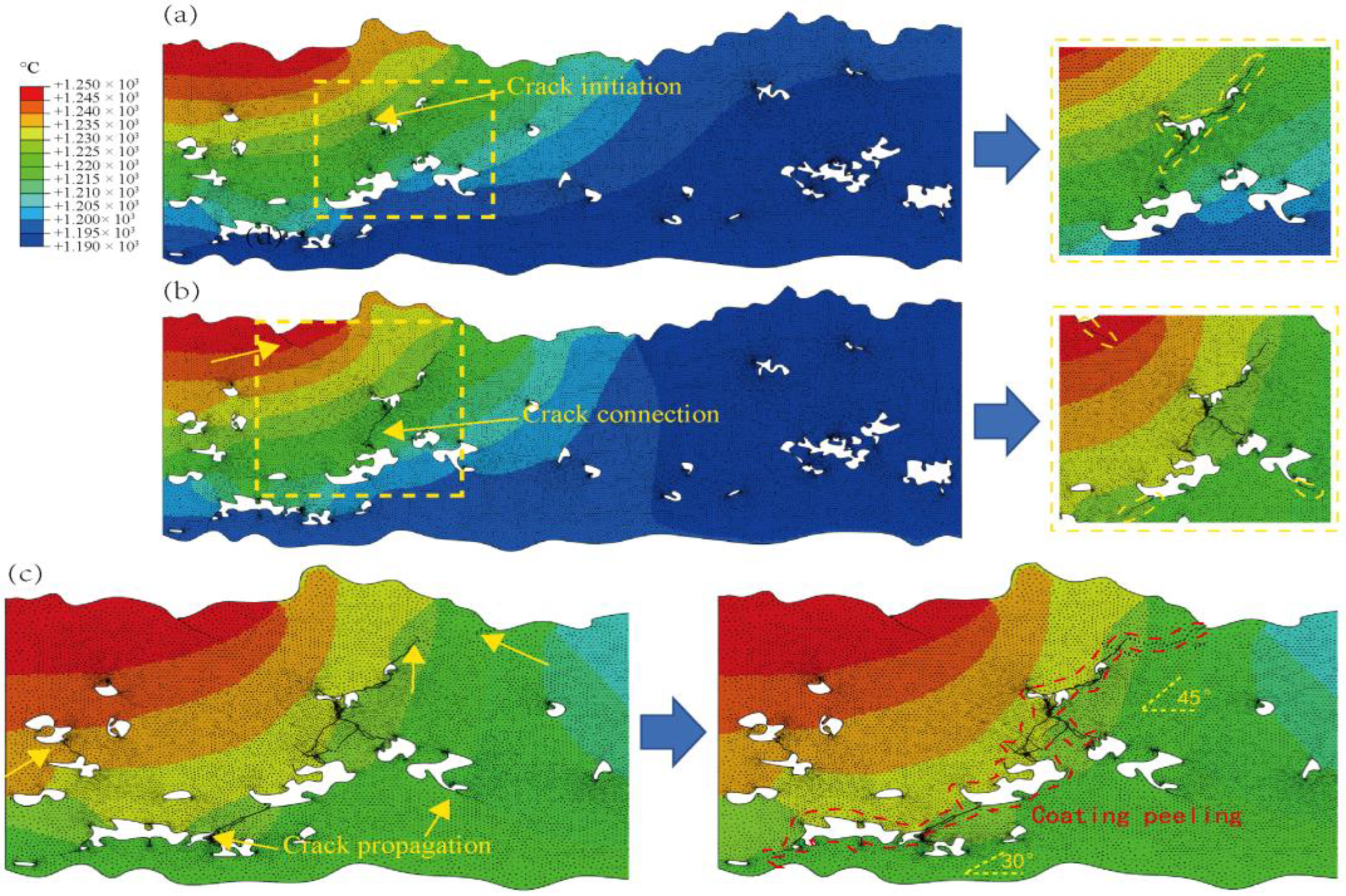
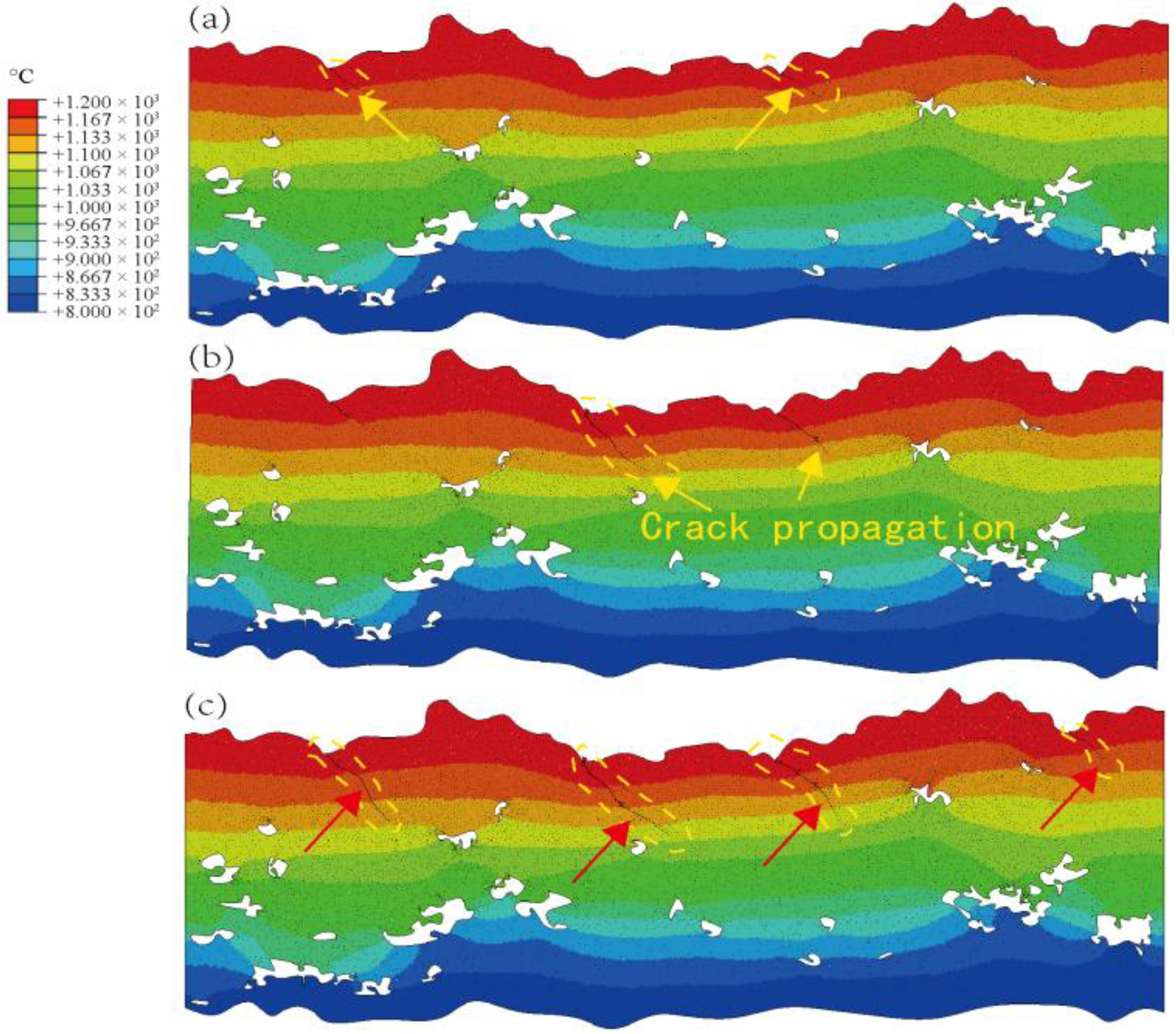
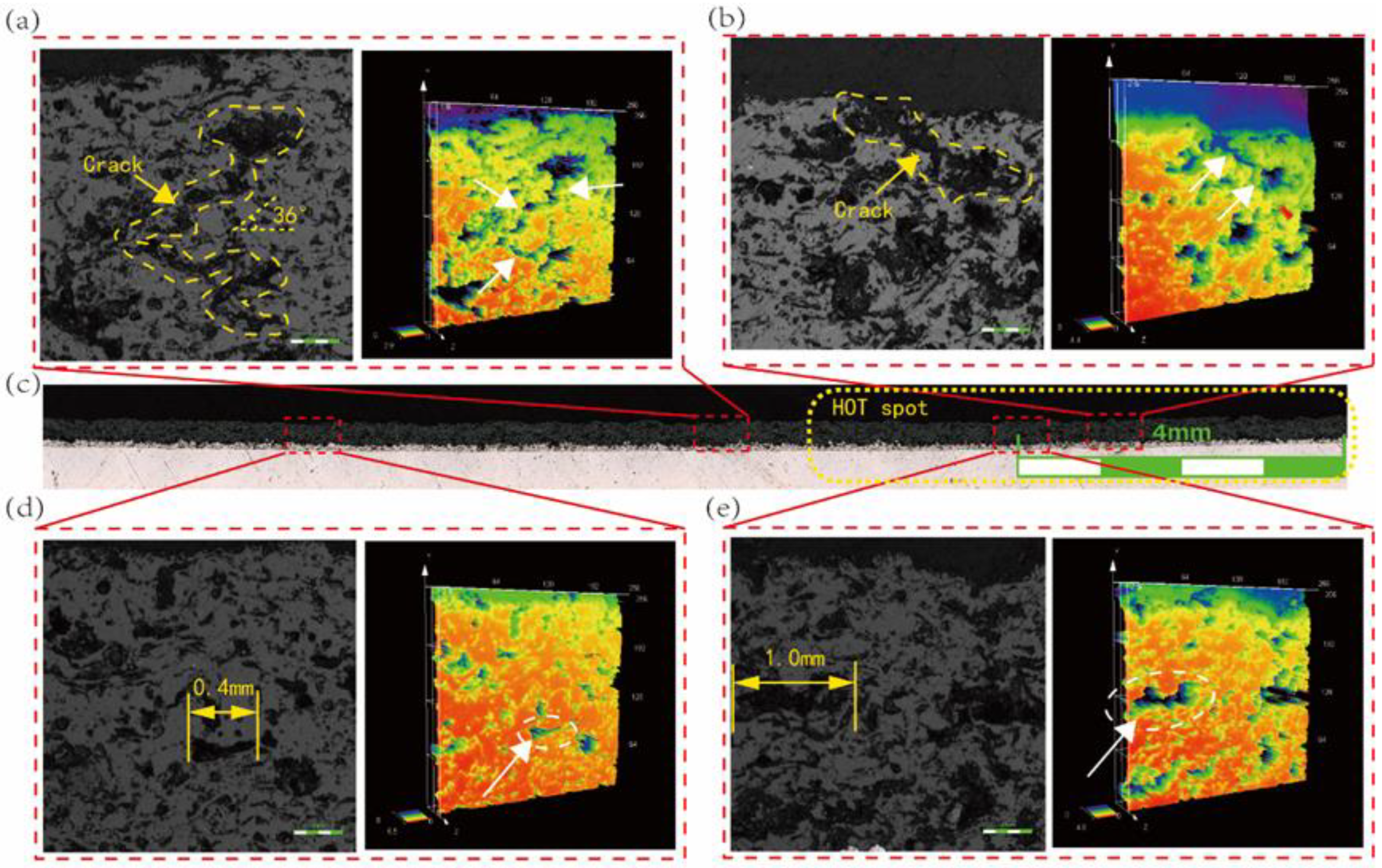
- Unlike the layered peeling caused by multiple surface cracks due to uniform heating, the YSZ coating failure caused by hot spot heating will be most severe in the hot spot edge region due to bulk peeling. In addition to surface cracks, the cracks take the internal pores of YSZ as the sprouting point, penetrate the remaining pores along the direction of 30~45° angle with the interface, and expand in the thickness direction. Compared to a uniform temperature field, and when the temperature gradient reaches 30 K/mm, the cracks expand more than 40% along the thickness direction. Therefore, in the calculation of TBCs life, in addition to the temperature value parameters, the consideration of the horizontal temperature gradient should be added.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.P.; Jordan, E.H.; Gell, M. Failure modes in plasma-sprayed thermal barrier coatings. Mater. Sci. Eng. A 2003, 342, 120–130. [Google Scholar] [CrossRef]
- Lv, F.; Li, Q.; Fu, G. Failure analysis of an aero-engine combustor liner. Eng. Fail. Anal. 2010, 17, 1094–1101. [Google Scholar] [CrossRef]
- Mondal, K.; Nuñez III, L.; Downey, C.M.; van Rooyen, I.J. Recent advances in the thermal barrier coatings for extreme environments. Mater. Sci. Energy Technol. 2021, 4, 208–210. [Google Scholar] [CrossRef]
- Mishra, R.K. Life Enhancement of Gas Turbine Combustor Liner through Thermal Barrier Coating. J. Fail. Anal. Prev. 2017, 17, 914–918. [Google Scholar] [CrossRef]
- Jiang, J.; Jiang, L.; Cai, Z.; Wang, W.; Zhao, X.; Liu, Y.; Cao, Z. Numerical stress analysis of the TBC-film cooling system under operating conditions considering the effects of thermal gradient and TGO growth. Surf. Coat. Technol. 2019, 357, 433–444. [Google Scholar] [CrossRef]
- Zhang, J.; Dai, H.; Lin, J.; Yuan, Y.; Liu, Z.; Sun, Y.; Ding, K. Cracking analysis of an aero-engine combustor. Eng. Fail. Anal. 2020, 115, 104640. [Google Scholar] [CrossRef]
- Kim, K.M.; Shin, S.; Lee, D.H.; Cho, H.H. Influence of material properties on temperature and thermal stress of thermal barrier coating near a normal cooling hole. Int. J. Heat Mass Transf. 2011, 54, 5192–5199. [Google Scholar] [CrossRef]
- Xiao, B.; Huang, X.; Robertson, T.; Tang, Z.; Kearsey, R. Sintering resistance of suspension plasma sprayed 7YSZ TBC under isothermal and cyclic oxidation. J. Eur. Ceram. Soc. 2020, 40, 2030–2041. [Google Scholar] [CrossRef]
- Li, G.R.; Yang, G.J.; Li, C.X.; Li, C.J. Sintering characteristics of plasma-sprayed TBCs: Experimental analysis and an overall modelling. Ceram. Int. 2018, 44, 2982–2990. [Google Scholar] [CrossRef]
- Cheng, B.; Wang, Y.; Zhang, X.; An, G.; Chu, Q.; Zhang, X.; He, D.; Zhai, H.; Li, W. Sintering governing the cracking behaviors of different La2Zr2O7/YSZ ceramic layer combination TBCs at 1150 °C. Surf. Coat. Technol. 2021, 428, 127910. [Google Scholar] [CrossRef]
- Huang, J.; Wang, W.; Li, Y.; Fang, H.; Ye, D.; Zhang, X.; Tu, S. Improve durability of plasma-splayed thermal barrier coatings by decreasing sintering-induced stiffening in ceramic coatings. J. Eur. Ceram. Soc. 2020, 40, 1433–1442. [Google Scholar] [CrossRef]
- Kyaw, S.; Jones, A.; Hyde, T. Predicting failure within TBC system: Finite element simulation of stress within TBC system as affected by sintering of APS TBC, geometry of substrate and creep of TGO. Eng. Fail. Anal. 2013, 27, 150–164. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Cai, H.N.; Zhao, S.D.; Li, G.R.; Zhang, W.W.; Tahir, A. Dynamic multi-crack evolution and coupling TBC failure together induced by continuous TGO growth and ceramic sintering. Ceram. Int. 2022, 48, 15913–15924. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Dong, X.X.; Cai, H.N.; Zhao, S.D. Influences of the near-spherical 3D pore on failure mechanism of atmospheric plasma spraying TBCs using a macro-micro integrated model. Surf. Coat. Technol. 2022, 437, 128375. [Google Scholar] [CrossRef]
- Weng, W.X.; Zheng, Z.H.; Li, Q. Cracking evolution of atmospheric plasma-sprayed YSZ thermal barrier coatings subjected to isothermal heat treatment. Surf. Coat. Technol. 2020, 402, 125924. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W. The mechanics of coating delamination in thermal gradients. Surf. Coat. Technol. 2007, 201, 7905–7916. [Google Scholar] [CrossRef]
- Yang, J.; Wang, L.; Li, D.; Zhong, X.; Zhao, H.; Tao, S. Stress analysis and failure mechanisms of plasma-sprayed thermal barrier coatings. J. Therm. Spray Technol. 2017, 26, 890–901. [Google Scholar] [CrossRef]
- Erk, K.A.; Deschaseaux, C.; Trice, R.W. Grain-boundary grooving of plasma-sprayed yttria-stabilized zirconia thermal barrier coatings. J. Am. Ceram. Soc. 2006, 89, 1673–1678. [Google Scholar] [CrossRef]
- Cipitria, A.; Golosnoy, I.O.; Clyne, T.W. A sintering model for plasma-sprayed zirconia TBCs. Part I: Free-standing coatings. Acta Mater. 2009, 57, 980–992. [Google Scholar] [CrossRef]
- Cocks, A.C.F.; Fleck, N.A. Constrained sintering of an air-plasma-sprayed thermal barrier coating. Acta Mater. 2010, 58, 4233–4244. [Google Scholar] [CrossRef]
- Kadam, P.J.; Damale, A.; Kadam, N. Fracture analysis of Pre-cracked 8YSZ TBCs with edge and internal cracks under Thermo-mechanical load: A numerical approach. Mater. Today Proc. 2022, 59, 1839–1845. [Google Scholar] [CrossRef]
- Koushali, A.G.; Sameezadeh, M.; Vaseghi, M.; Safarpour, P. Modeling and simulation of thermal fatigue crack in EB-PVD TBCs under non-uniform temperature. Ceram. Int. 2017, 43, 13140–13145. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Cai, H.N.; Li, C.J. Comprehensive dynamic failure mechanism of thermal barrier coatings based on a novel crack propagation and TGO growth coupling model. Ceram. Int. 2018, 44, 22556–22566. [Google Scholar] [CrossRef]
- Yan, K.; Xiang, Y.; Yu, H.; Li, Z.; Wu, Y.; Sun, J. Effect of irregular microcracks on the hot corrosion behavior and thermal shock resistance of YSZ thermal barrier coatings. Surf. Coat. Technol. 2022, 431, 128038. [Google Scholar] [CrossRef]
- Xie, L.; Dorfman, M.; Cipitria, A.; Paul, S.; Golosnoy, I.; Clyne, T. Properties and performance of high-purity thermal barrier coatings. J. Therm. Spray Technol. 2007, 16, 804–808. [Google Scholar] [CrossRef]
- Chi, W.; Sampath, S.; Wang, H. Microstructure–thermal conductivity relationships for plasma-sprayed yttria-stabilized zirconia coatings. J. Am. Ceram. Soc. 2008, 91, 2636–2645. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, C.; Liu, Y.; Wang, D.; Liu, J. A model for the effective thermal conductivity of moist porous building materials based on fractal theory. Int. J. Heat Mass Transf. 2018, 125, 387–399. [Google Scholar] [CrossRef]
- Nayak, S.R.; Mishra, J.; Khandual, A.; Palai, G. Fractal dimension of RGB color images. Optik 2018, 162, 196–205. [Google Scholar] [CrossRef]
- WOliver, C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Bäker, M.; Seiler, P. A guide to finite element simulations of thermal barrier coatings. Therm. Spray Technol. 2017, 26, 1146–1160. [Google Scholar] [CrossRef]
- Dai, H.; Zhang, J.; Ren, Y.; Liu, N.; Wu, B.; Ding, K.; Lin, J. Failure mechanism of thermal barrier coatings of an ex-service aero-engine combustor. Surf. Coat. Technol. 2019, 380, 125030. [Google Scholar] [CrossRef]
- Ma, K.; Zhu, J.; Xie, H.; Wang, H. Effect of porous microstructure on the elastic modulus of plasma-sprayed thermal barrier coatings: Experiment and numerical analysis. Surf. Coat. Technol. 2013, 235, 589–595. [Google Scholar] [CrossRef]
- Wang, L.-S.; Song, J.-B.; Dong, H.; Yao, J.-T. Sintering-Induced Failure Mechanism of Thermal Barrier Coatings and Sintering-Resistant Design. Coatings 2022, 12, 1083. [Google Scholar] [CrossRef]
- Li, Z.; Yu, J.; Li, Q. Finite element simulation of ceramic layer/TGO interfacial crack on thermal barrier coating. Surf. Technol. 2017, 46, 70–76. [Google Scholar]
- Li, Z.Y.; Bao, R.; Zhang, J.Y. Effect of different heat transfer coefficients on the performance of thermal barrier coatings under thermo-mechanical couple process. J. Aerosp. Power 2008, 23, 5946–5951. [Google Scholar]
- Song, J.; Li, S.; Yang, X.; Shi, D.; Qi, H. Numerical study on the competitive cracking behavior in TC and interface for thermal barrier coatings under thermal cycle fatigue loading. Surf. Coat. Technol. 2019, 358, 850–857. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coat | U/V | I/A | L/mm | Argon Flow QAr/(L/min) | Helium Flow QHe/(L/min) | Nitrogen Flow QN/(L/min) |
|---|---|---|---|---|---|---|
| Top coat | 37.9 | 845 | 85 | 60 | 110 | 40 |
| Bond coat | 38 | 850 | 72 | 66 | 30 | 30 |
| Material | Density (kg/m3) | Thermal Conductivity (W/m K) | Specific Heat (J/kg K) | Thermal Expansion Coefficient (10–6/K) | Poisson’s Ratio | Young’s Modulus (GPa) |
|---|---|---|---|---|---|---|
| Top coat | 5.28 × 103 | 1.7 | 640 | 10.9 | 0.2 | 220 |
| Bond coat | 8.10 × 103 | 10.2 | 781 | 12.5 | 0.31 | 17.5 |
| Substrate | 8.15 × 103 | 10.2 | 696 | 14.0 | 0.33 | 18.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, W.; Wang, J.; Shi, C.; Chen, J.; Zeng, W.; He, G.; Ding, K. Effect of Hot Spot within Combustion Liner on YSZ Crack Propagation Mode. Coatings 2023, 13, 1056. https://doi.org/10.3390/coatings13061056
Guo W, Wang J, Shi C, Chen J, Zeng W, He G, Ding K. Effect of Hot Spot within Combustion Liner on YSZ Crack Propagation Mode. Coatings. 2023; 13(6):1056. https://doi.org/10.3390/coatings13061056
Chicago/Turabian StyleGuo, Wansen, Jinshen Wang, Chao Shi, Jianhong Chen, Wenhui Zeng, Guoxiao He, and Kunying Ding. 2023. "Effect of Hot Spot within Combustion Liner on YSZ Crack Propagation Mode" Coatings 13, no. 6: 1056. https://doi.org/10.3390/coatings13061056
APA StyleGuo, W., Wang, J., Shi, C., Chen, J., Zeng, W., He, G., & Ding, K. (2023). Effect of Hot Spot within Combustion Liner on YSZ Crack Propagation Mode. Coatings, 13(6), 1056. https://doi.org/10.3390/coatings13061056