
Multifunctionalization and Increased Lifespan of a Worsted Wool Fabric

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Finishing Application on the Textile: Two-Step Padding Treatment
2.2.2. Textiles Testing
Dimensional Stability
Spray Test
- -
- 5 is attributed when no sticking or wetting of the specimen;
- -
- 4 corresponds to a slight random sticking or wetting of the specimen face;
- -
- 3 corresponds to the wetting of specimen face at spray points;
- -
- 2 is the partial wetting of the specimen face beyond the spray points;
- -
- 1 is the complete wetting of the entire specimen face beyond the spray points;
- -
- Additionally, 0 represents when a complete wetting of the entire face of the specimen is obtained [41].
Abrasion Tests
Pilling Tests
Bending Length
Air Permeability Test
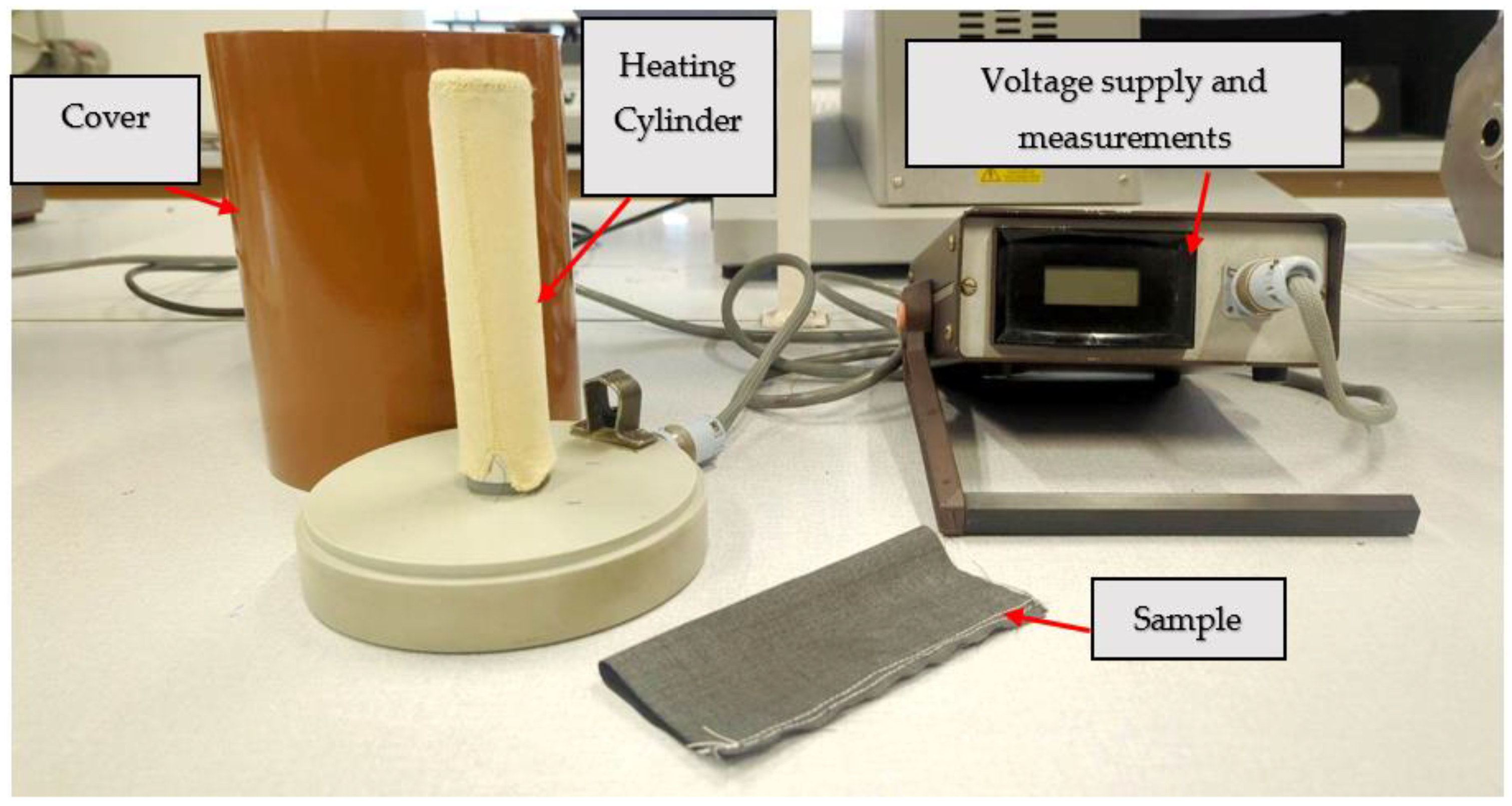
Adiathermic Power
2.2.3. Fiber-Surface Physico-Chemical Analysis
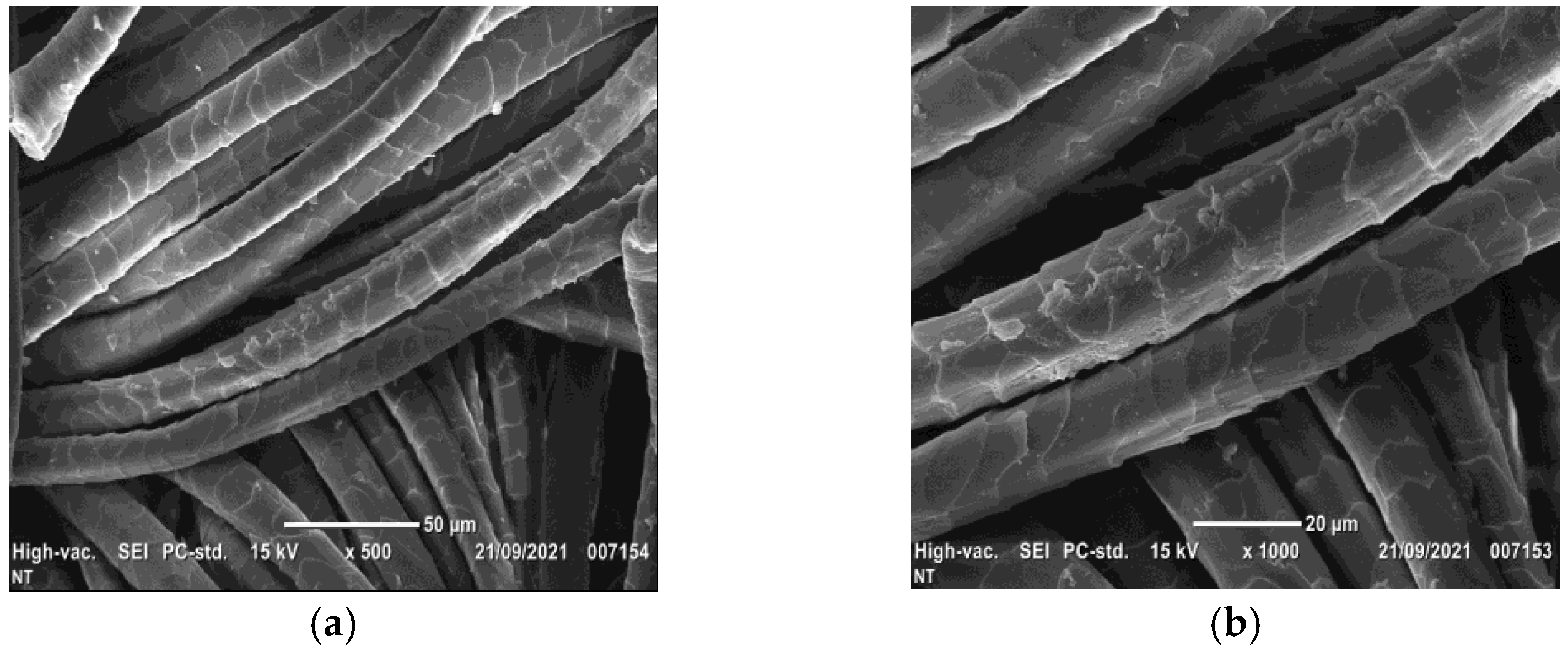
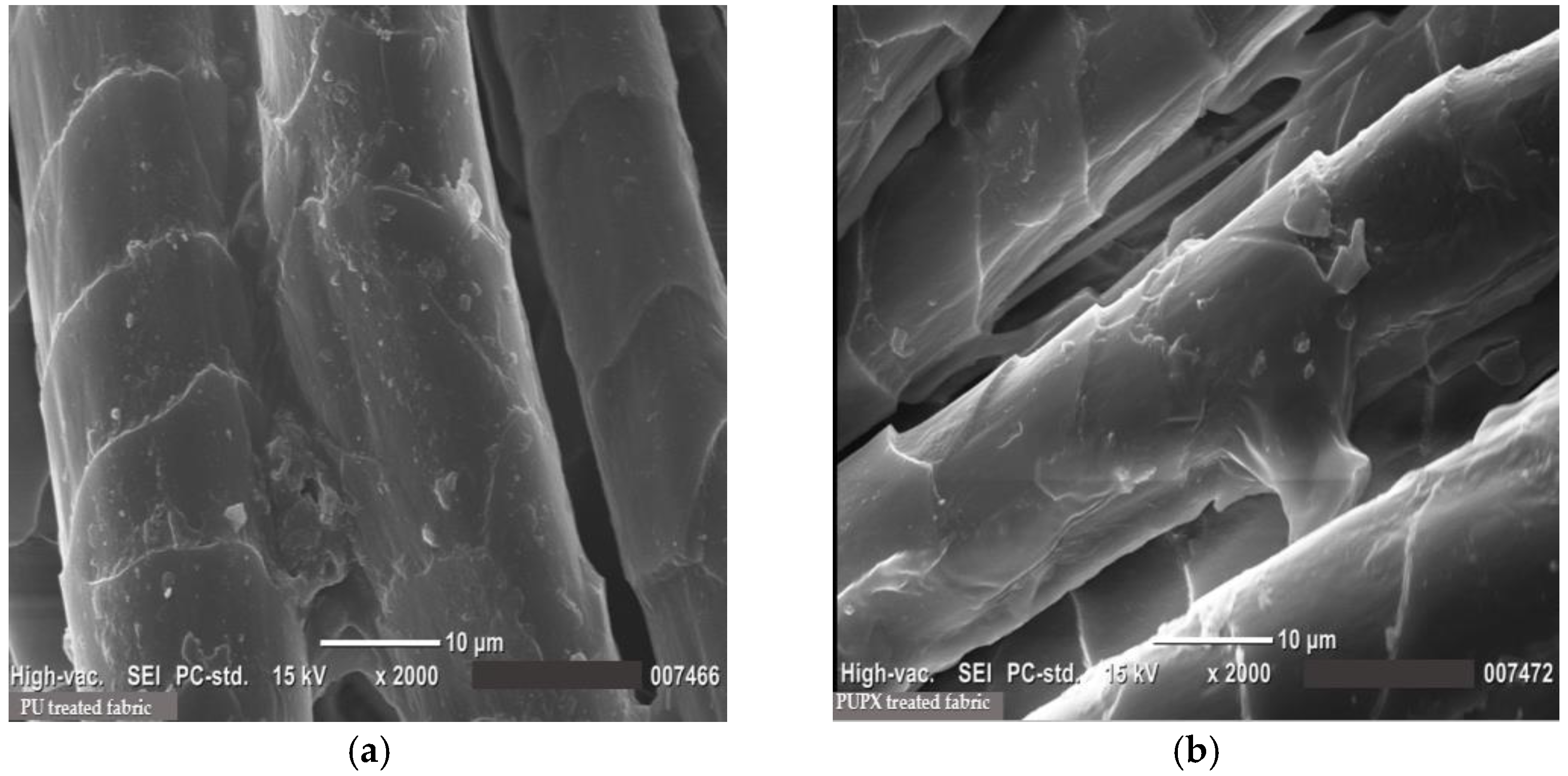
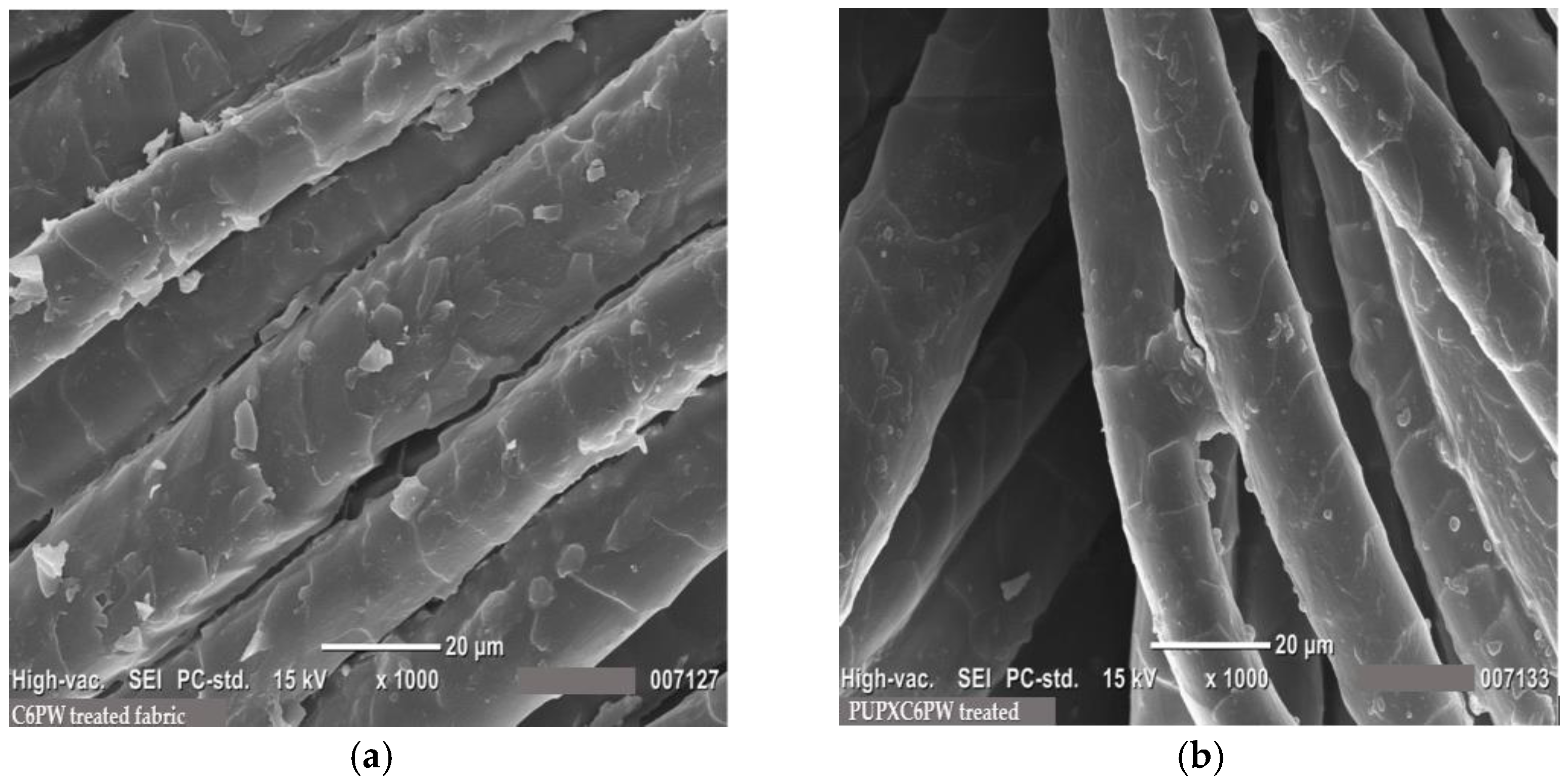
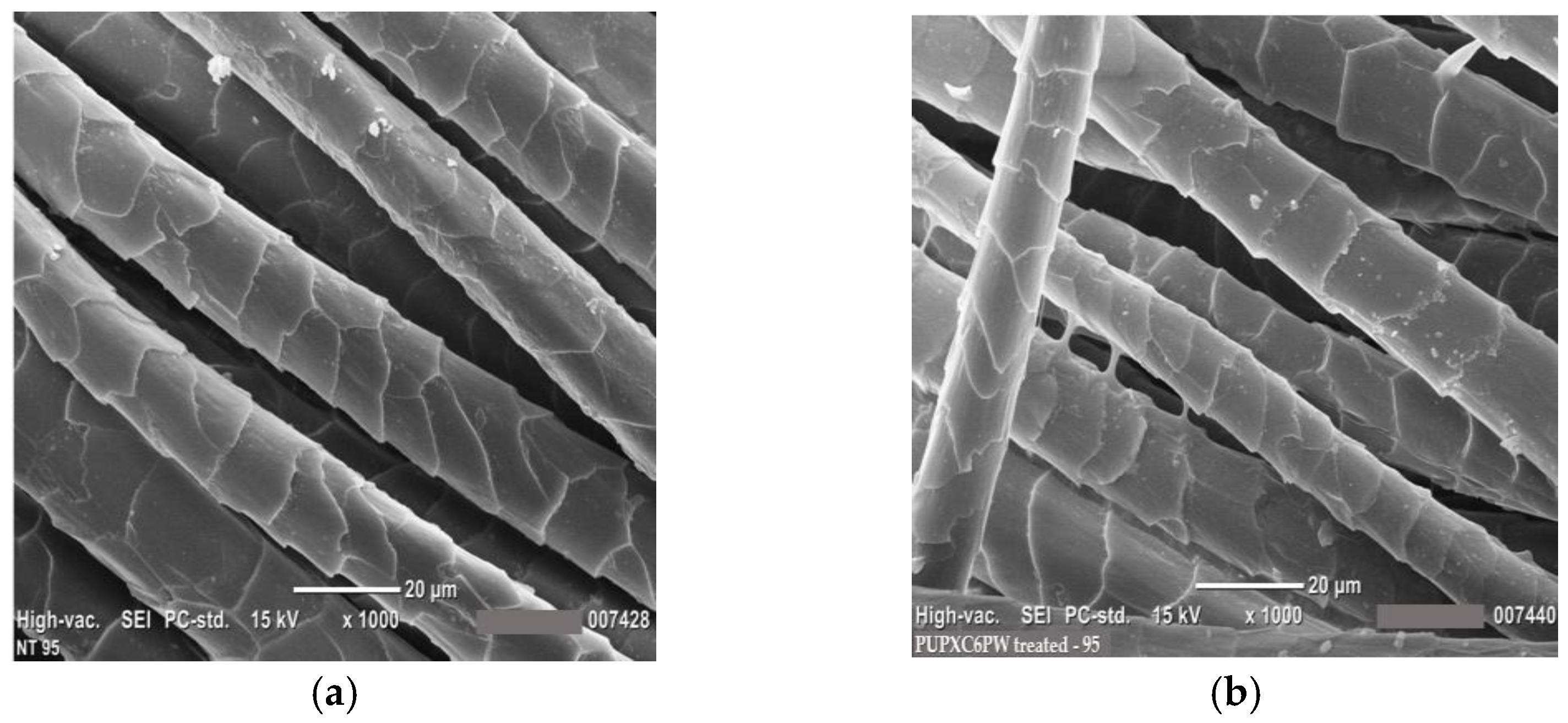
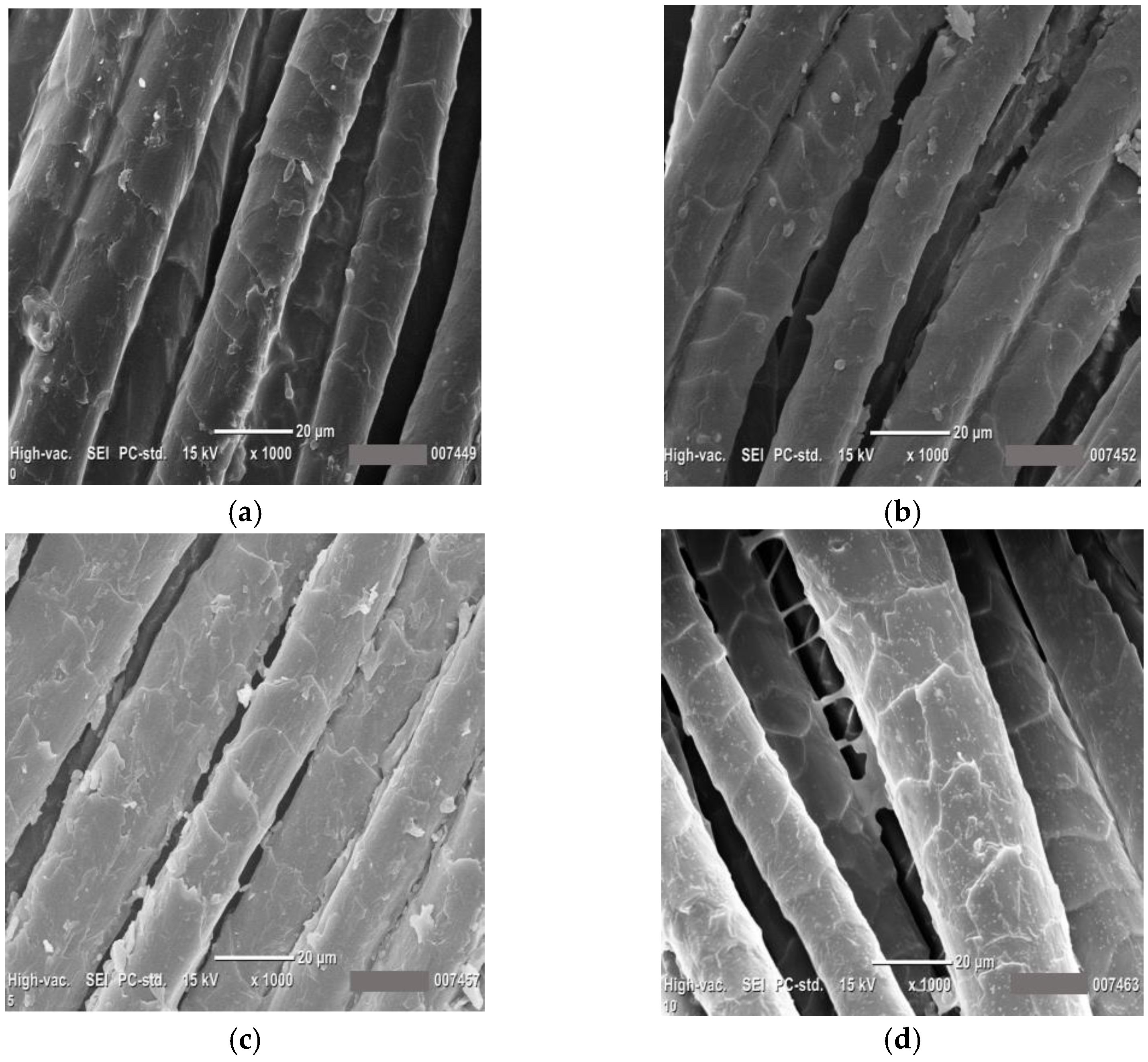
SEM Analysis
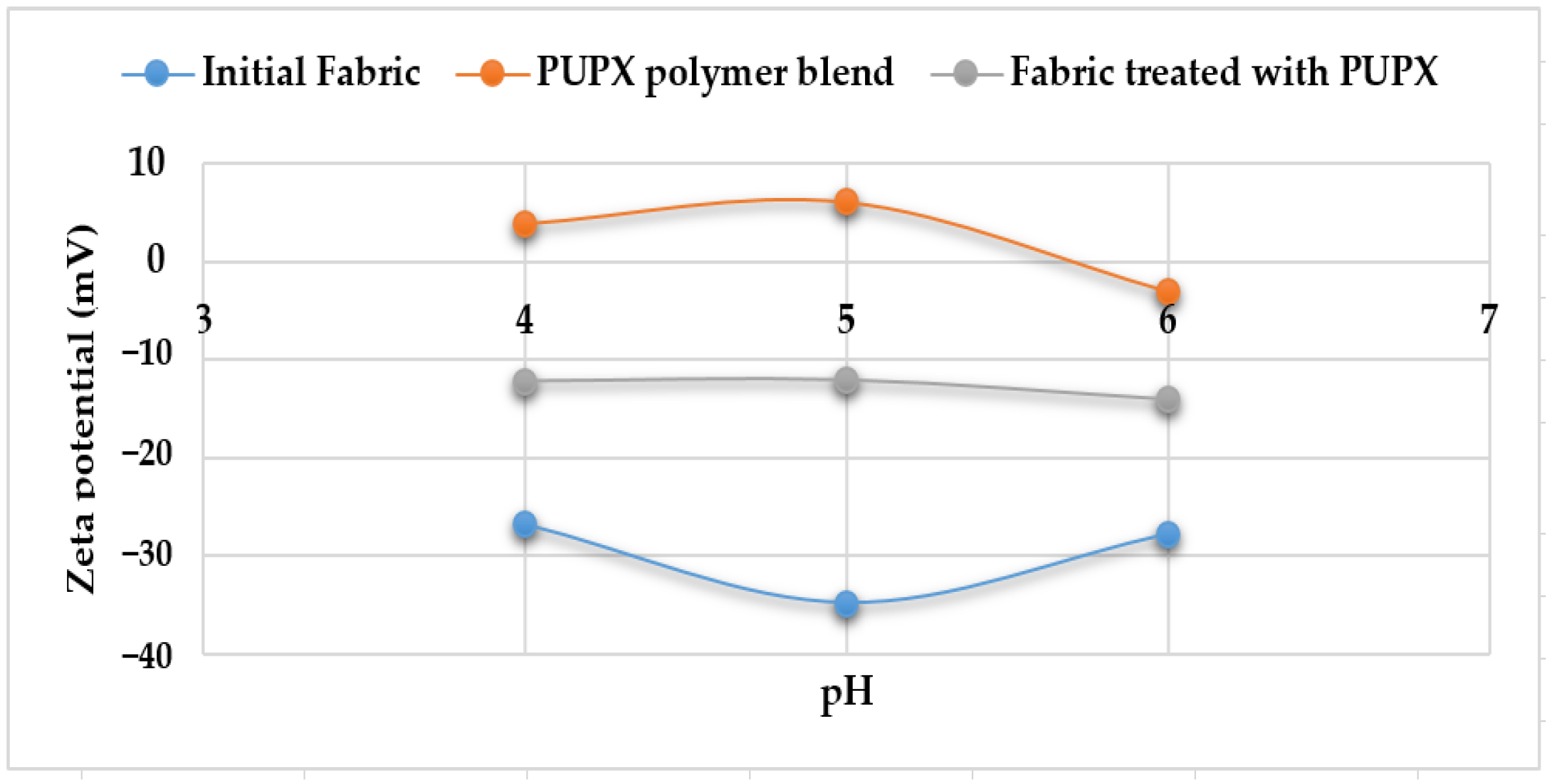
Zeta Potential Analysis
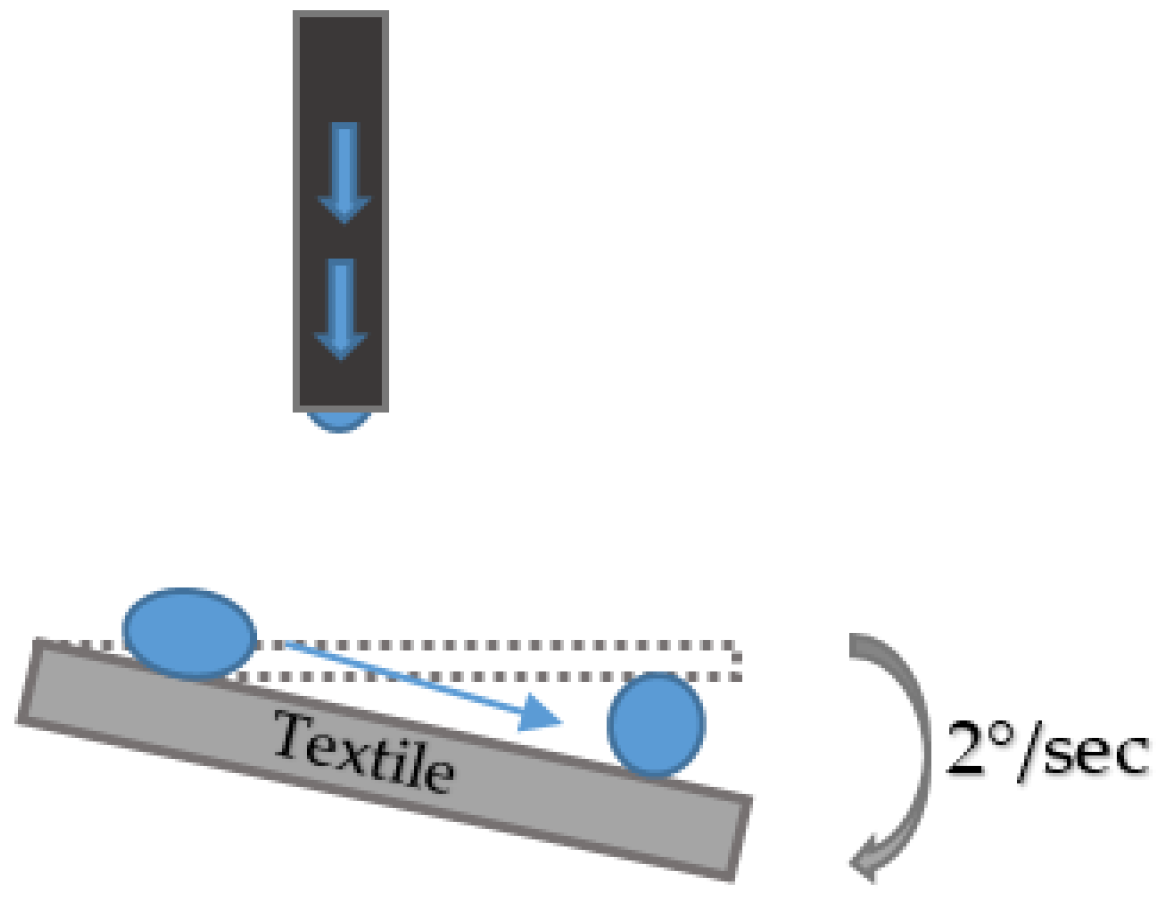
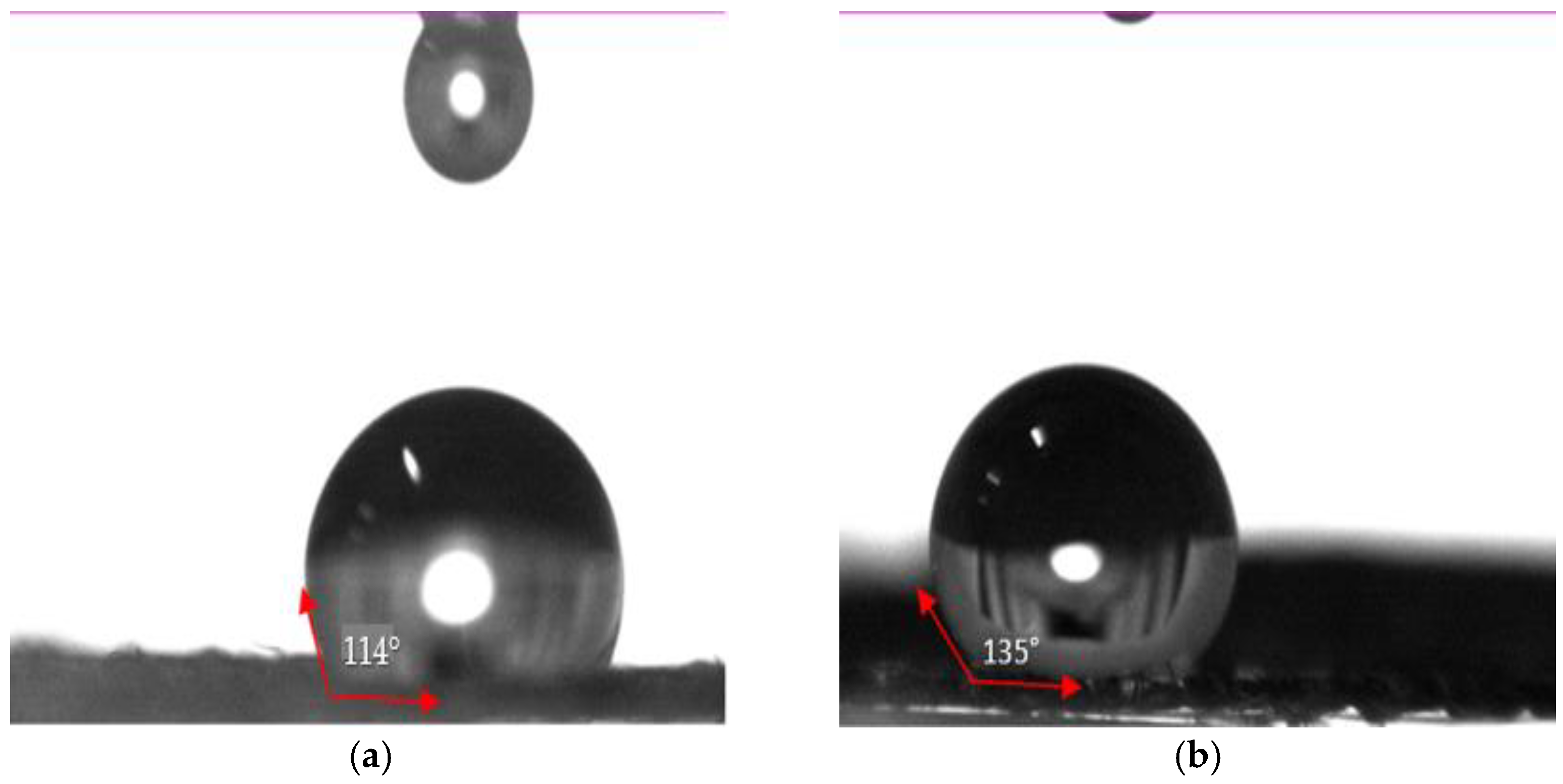
Water Contact Angle and Water Sliding Angle
3. Results
3.1. Dimensional Stability
3.2. Water Repellency
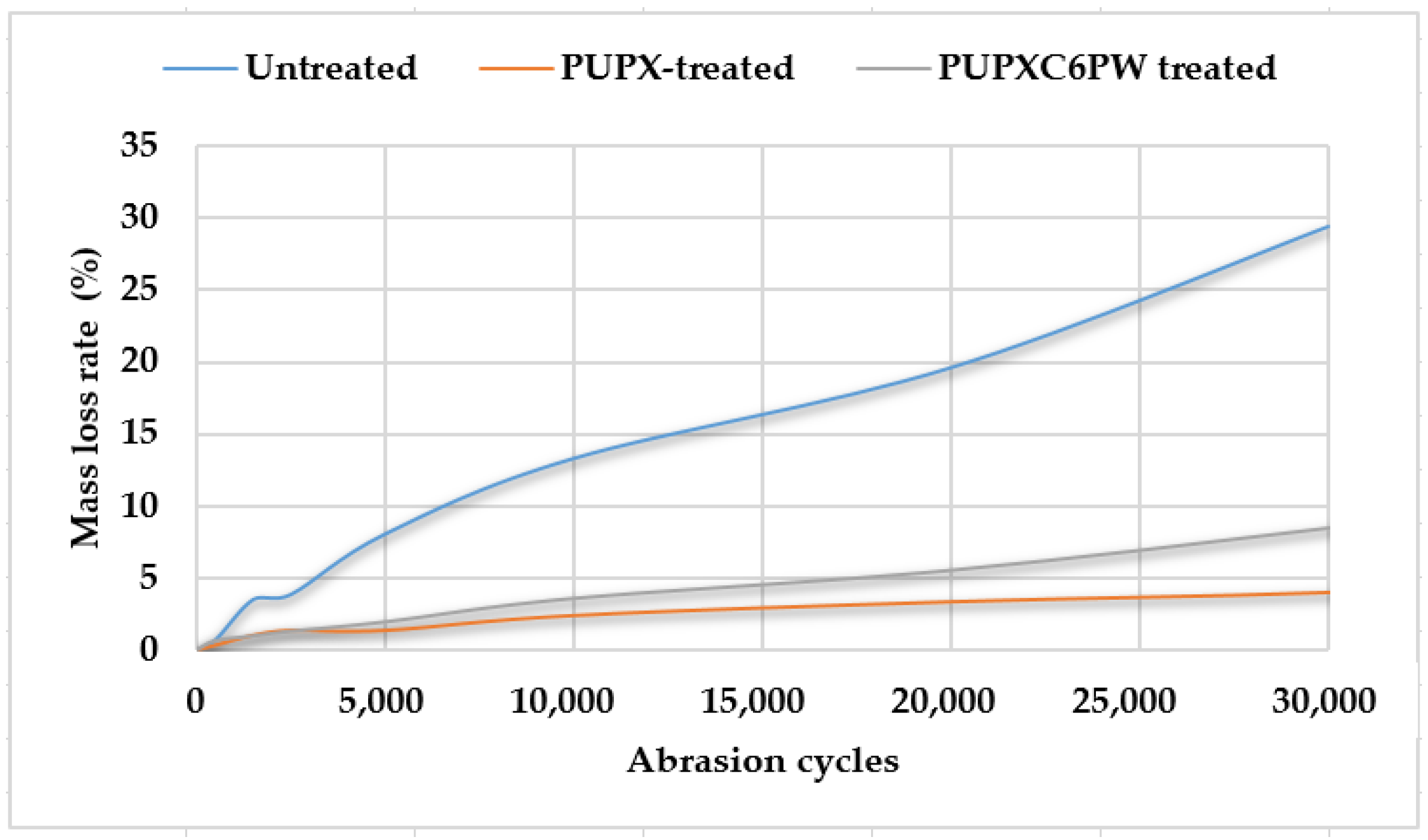
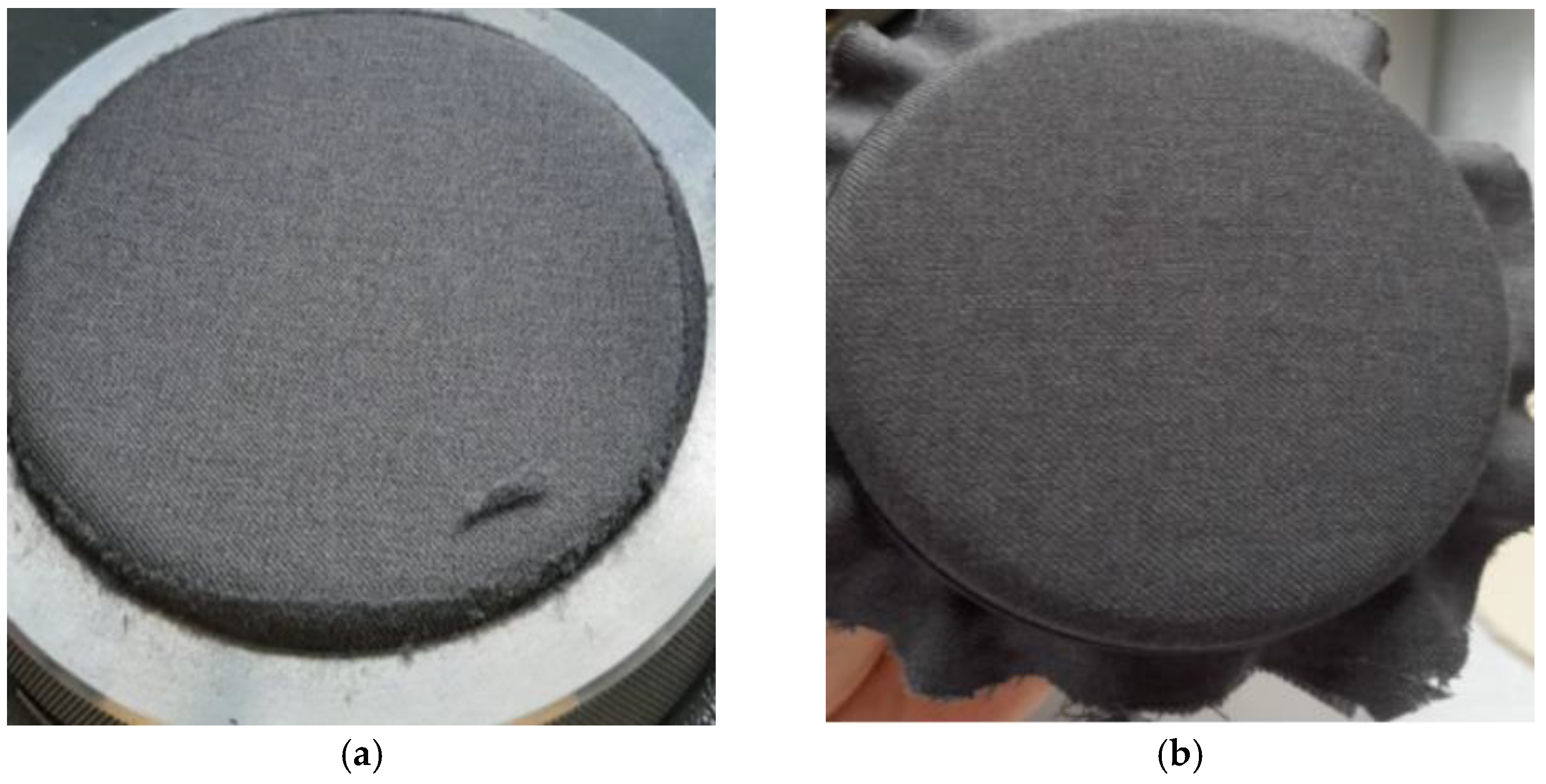
3.3. Abrasion and Pilling Tests
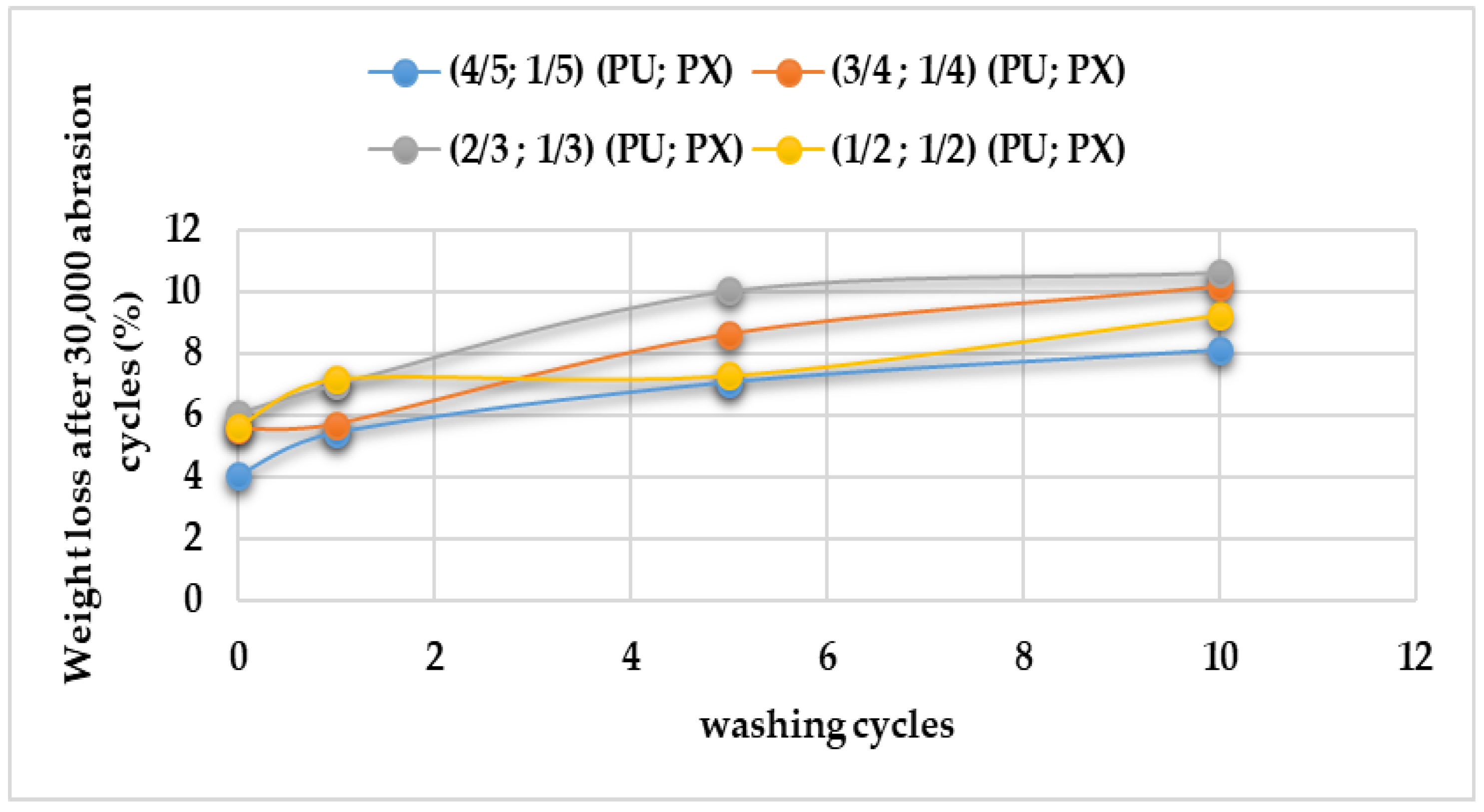
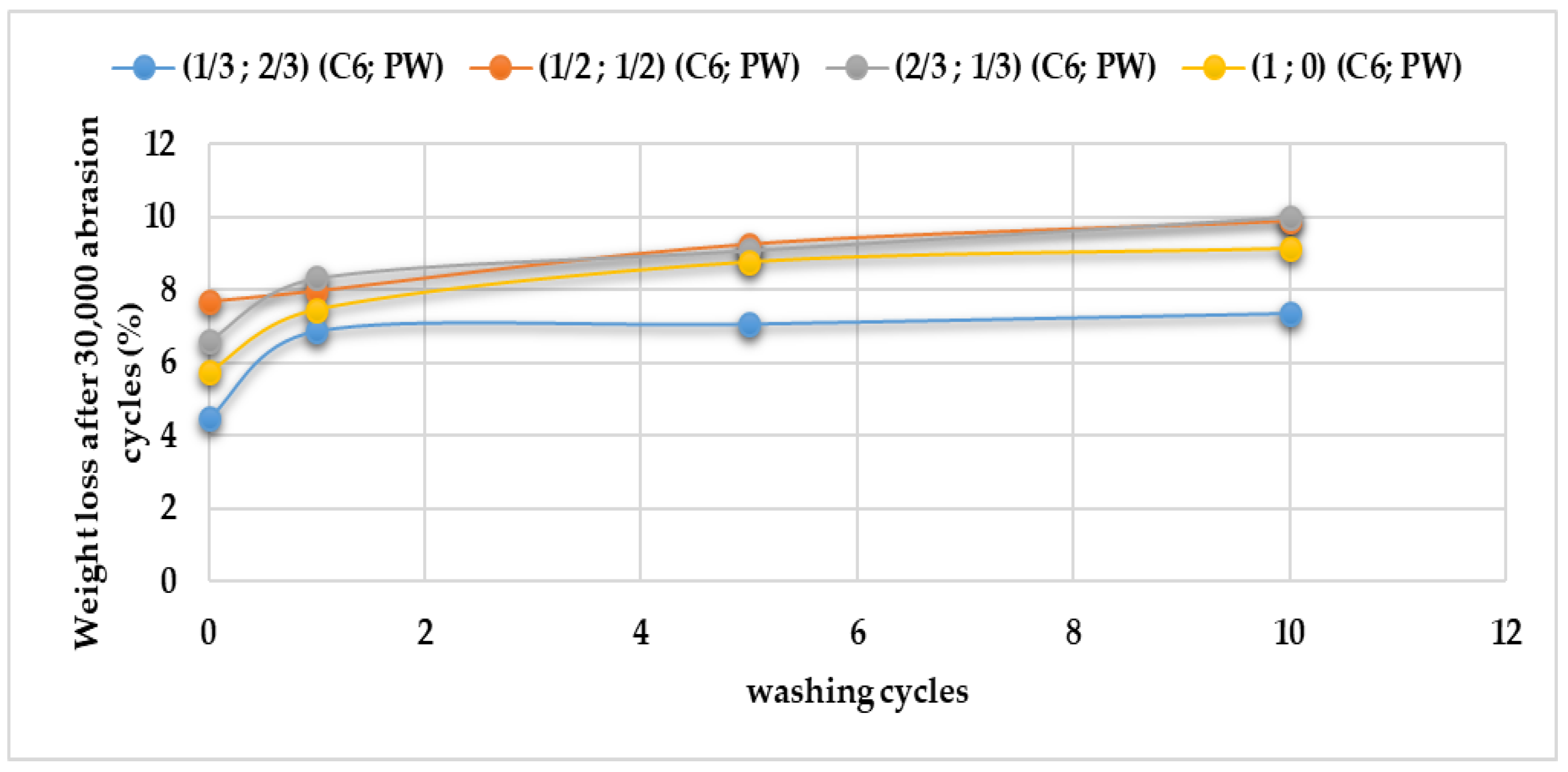
3.4. Chemical Treatment Optimization and Increase in Lifespan
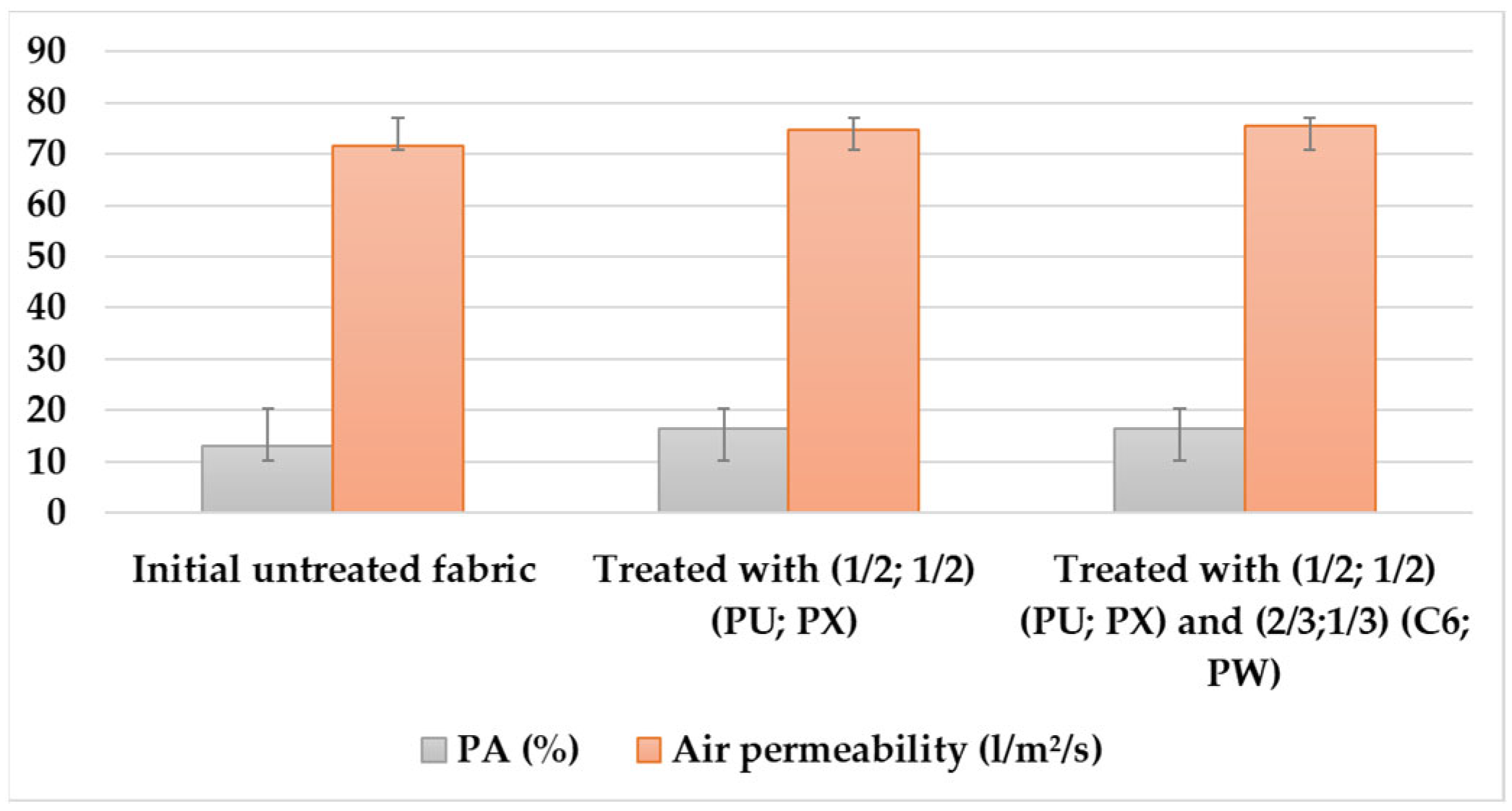
3.5. Air Permeability and Adiathermic Power
4. Discussion
4.1. Influence of a First Padding with PUPX Blend
4.2. Influence of a Second Padding with C6PW for Increased Water Repellency
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guise, G.B.; Freeland, G.N. Treatment of Wool Fabrics with Mixtures of Fluorochemicals and Shrink-Resist Polymers. Text. Res. J. 1982, 52, 182–185. [Google Scholar] [CrossRef]
- Benisek, L.; Craven, P.C. Machine-Washable, Water- and Oil-Repellent, Flame-Retardant Wool. Text. Res. J. 1980, 50, 705–710. [Google Scholar] [CrossRef]
- Erdogan, U.H.; Seki, Y.; Selli, F. Wool Fibres. In Handbook of Natural Fibres; Elsevier: Amsterdam, The Netherlands, 2020; pp. 257–278. ISBN 978-0-12-818398-4. [Google Scholar]
- Kuffner, H.; Popescu, C. Wool Fibres. In Handbook of Natural Fibres; Elsevier: Amsterdam, The Netherlands, 2012; pp. 171–195. ISBN 978-1-84569-697-9. [Google Scholar]
- Stanton, J. Wool and Garment Comfort. In Improving Comfort in Clothing; Elsevier: Amsterdam, The Netherlands, 2011; pp. 79–96. ISBN 978-1-84569-539-2. [Google Scholar]
- Shen, J. Wool Finishing and the Development of Novel Finishes. In Advances in Wool Technology; Elsevier: Amsterdam, The Netherlands, 2009; pp. 147–182. ISBN 978-1-84569-332-9. [Google Scholar]
- Woolmark. Woolmark Test Method: Washing of Wool Textile Products (IWTO TM31); Woolmark: Santa Monica, CA, USA, 2000. [Google Scholar]
- Kettlewell, R.; De Boos, A.; Jackson, J. Commercial Shrink-Resist Finishes for Wool. In Functional Finishes for Textiles; Elsevier: Amsterdam, The Netherlands, 2015; pp. 193–226. ISBN 978-0-85709-839-9. [Google Scholar]
- Huson, M.G. Properties of Wool. In Handbook of Properties of Textile and Technical Fibres; Elsevier: Amsterdam, The Netherlands, 2018; pp. 59–103. ISBN 978-0-08-101272-7. [Google Scholar]
- Hassan, M.M.; Carr, C.M. A Review of the Sustainable Methods in Imparting Shrink Resistance to Wool Fabrics. J. Adv. Res. 2019, 18, 39–60. [Google Scholar] [CrossRef]
- Udakhe, J. Recent Advances in Shrinkproofing of Wool. J. Text. Assoc. 2011, 72, 169. [Google Scholar]
- Roy Choudhury, A.K. Antishrink Finishing. In Principles of Textile Finishing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 41–59. ISBN 978-0-08-100646-7. [Google Scholar]
- Cardamone, J.M.; Yao, J.; Nuñez, A. DCCA Shrinkproofing of Wool: Part I: Importance of Antichlorination. Text. Res. J. 2004, 74, 555–560. [Google Scholar] [CrossRef]
- Barr, T.; Capp, C.W.; Speakman, J.B. The Use of Polymers to Make Wool Unshrinkable. J. Soc. Dye. Colour. 1946, 62, 338–345. [Google Scholar] [CrossRef]
- Iglesias, M.S.; Sequeiros, C.; García, S.; Olivera, N.L. Eco-Friendly Anti-Felting Treatment of Wool Top Based on Biosurfactant and Enzymes. J. Clean. Prod. 2019, 220, 846–852. [Google Scholar] [CrossRef]
- Hossain, K.M.G.; González, M.D.; Lozano, G.R.; Tzanov, T. Multifunctional Modification of Wool Using an Enzymatic Process in Aqueous–Organic Media. J. Biotechnol. 2009, 141, 58–63. [Google Scholar] [CrossRef]
- Kaur, A.; Chakraborty, J.N.; Dubey, K.K. Enzymatic Functionalization of Wool for Felting Shrink-Resistance. J. Nat. Fibers 2016, 13, 437–450. [Google Scholar] [CrossRef]
- Shen, J.; Rushforth, M.; Cavaco-Paulo, A.; Guebitz, G.; Lenting, H. Development and Industrialisation of Enzymatic Shrink-Resist Process Based on Modified Proteases for Wool Machine Washability. Enzyme Microb. Technol. 2007, 40, 1656–1661. [Google Scholar] [CrossRef]
- Erra, P.; Molina, R.; Jocic, D.; Julia, M.R.; Cuesta, A.; Tascon, J.M.D. Shrinkage Properties of Wool Treated with Low Temperature Plasma and Chitosan Biopolymer. Text. Res. J. 1999, 69, 811–815. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W.M.; Tsoi, W.Y.I.; Tang, T.B. Plasma Pretreatment for Polymer Deposition—Improving Antifelting Properties of Wool. IEEE Trans. Plasma Sci. 2010, 38, 1505–1511. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W.M. Low Temperature Plasma Treatment for Wool Fabric. Text. Res. J. 2006, 76, 309–314. [Google Scholar] [CrossRef]
- Naebe, M.; Cookson, P.G.; Denning, R.; Wang, X. Use of Low-level Plasma for Enhancing the Shrink Resistance of Wool Fabric Treated with a Silicone Polymer. J. Text. Inst. 2011, 102, 948–956. [Google Scholar] [CrossRef]
- Thorsen, W.J.; Ward, W.H.; Millard, M.M. Wool Shrinkage Control and Surface Modification by Ozone. J. Appl. Polym. Sci. 1979, 24, 523–546. [Google Scholar] [CrossRef]
- Wan, A.L.; Yu, W.D. Surface Modification of Wool Fibers by Ecologically Ozone-Assisted Treatment. Adv. Mater. Res. 2011, 181–182, 383–388. [Google Scholar] [CrossRef]
- Pascual, E.; Julià, M.R. The Role of Chitosan in Wool Finishing. J. Biotechnol. 2001, 89, 289–296. [Google Scholar] [CrossRef]
- Periolatto, M.; Ferrero, F.; Vineis, C.; Rombaldoni, F. Multifunctional Finishing of Wool Fabrics by Chitosan UV-Grafting: An Approach. Carbohydr. Polym. 2013, 98, 624–629. [Google Scholar] [CrossRef]
- Rowen, J.W.; Gagliardi, D. Properties of Water-Repellent Fabrics. J. Res. Natl. Bur. Stand. 1947, 38, 103. [Google Scholar] [CrossRef]
- Pakdel, E.; Daoud, W.A.; Wang, X. Self-Cleaning and Superhydrophilic Wool by TiO2/SiO2 Nanocomposite. Appl. Surf. Sci. 2013, 275, 397–402. [Google Scholar] [CrossRef]
- Ashraf, M.; Champagne, P.; Campagne, C.; Perwuelz, A.; Dumont, F.; Leriche, A. Study the Multi Self-Cleaning Characteristics of ZnO Nanorods Functionalized Polyester Fabric. J. Ind. Text. 2016, 45, 1440–1456. [Google Scholar] [CrossRef]
- Altangerel, Z.; Purev-Ochir, B.; Ganzorig, A.; Tsagaantsooj, T.; Lkhamsuren, G.; Choisuren, A.; Chimed, G. Superhydrophobic Modification and Characterization of Cashmere Fiber Surfaces by Wet Coating Techniques of Silica Nanoparticles. Surf. Interfaces 2020, 19, 100533. [Google Scholar] [CrossRef]
- Choi, B.R.; Han, S.S.; Lee, M.C. Water and Oil Repellency of Wool Fabric Treated with Nano-Type Finishing Agent. Text. Color. Finish. 2008, 20, 26–34. [Google Scholar] [CrossRef]
- Lacruz, A.; Salvador, M.; Blanco, M.; Vidal, K.; Martínez de Ilarduya, A. Development of Fluorine-Free Waterborne Textile Finishing Agents for Anti-Stain and Solvent-Water Separation Based on Low Surface Energy (Co)Polymers. Prog. Org. Coat. 2021, 150, 105968. [Google Scholar] [CrossRef]
- Zahid, M.; Mazzon, G.; Athanassiou, A.; Bayer, I.S. Environmentally Benign Non-Wettable Textile Treatments: A Review of Recent State-of-the-Art. Adv. Colloid Interface Sci. 2019, 270, 216–250. [Google Scholar] [CrossRef]
- Schindler, W.D.; Hauser, P.J. Repellent Finishes. In Chemical Finishing of Textiles; Elsevier: Amsterdam, The Netherlands, 2004; pp. 74–86. ISBN 978-1-85573-905-5. [Google Scholar]
- Martin, J.W.; Mabury, S.A.; Solomon, K.R.; Muir, D.C.G. Progress toward Understanding the Bioaccumulation of Perfluorinated Alkyl Acids: Bioaccumulation of Perfluorinated Alkyl Acids. Environ. Toxicol. Chem. 2013, 32, 2421–2423. [Google Scholar] [CrossRef]
- Panieri, E.; Baralic, K.; Djukic-Cosic, D.; Buha Djordjevic, A.; Saso, L. PFAS Molecules: A Major Concern for the Human Health and the Environment. Toxics 2022, 10, 44. [Google Scholar] [CrossRef]
- Williams, J.T. Waterproof and Water Repellent Textiles and Clothing; The Textile Institute Book Series; Woodhead Publishing: Duxford, UK, 2017; ISBN 978-0-08-101212-3. [Google Scholar]
- Roy Choudhury, A.K. Repellent Finishes. In Principles of Textile Finishing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 149–194. ISBN 978-0-08-100646-7. [Google Scholar]
- Buck, R.C. Toxicology Data for Alternative “Short-Chain” Fluorinated Substances. In Toxicological Effects of Perfluoroalkyl and Polyfluoroalkyl Substances; DeWitt, J.C., Ed.; Molecular and Integrative Toxicology; Springer International Publishing: Cham, Switzerland, 2015; pp. 451–477. ISBN 978-3-319-15517-3. [Google Scholar]
- Fierro, J.; Martínez, C. Environmental Life Cycle Assessment Studies of the Alternative DWOR Chemicals. 2018. Available online: https://www.midwor-life.eu/download/2566/ (accessed on 20 February 2023).
- NF EN ISO 4920; Textile Fabrics—Determination of Resistance to Surface Wetting (Spray Test). AFNOR: La Plaine-saint-denis, France, 2013.
- NF EN ISO 12947-1; Determination of the Abrasion Resistance of Fabrics by the Martindale method—Part 1: Martindale Abrasion Testing Apparatus. AFNOR: La Plaine-saint-denis, France, 1999.
- NF EN ISO 12947-3; Determination of the Abrasion Resistance of Fabrics by the Martindale method—Part 3: Determination of Mass Loss. AFNOR: La Plaine-saint-denis, France, 1999.
- NF EN ISO 12945-2; Textiles—Determination of Fabric Propensity to Surface Pilling, Fuzzing or Matting—Part 2: Modified Martindale Method. AFNOR: La Plaine-saint-denis, France, 2020.
- NF EN ISO 12945-4; Textiles—Determination of Fabric Propensity to Surface Pilling, Fuzzing or Matting—Part 4: Assessment of Pilling, Fuzzing or Matting by Visual Analysis. AFNOR: La Plaine-saint-denis, France, 2020.
- NF EN ISO 9073-7; Determination of Bending Length. AFNOR: La Plaine-saint-denis, France, 1989.
- NF EN ISO 9237; Textiles. Determination of Permeability of Fabrics to Air. AFNOR: La Plaine-saint-denis, France, 1995.
- NF G07-107; Textiles. Determination of Adiathermic Power and Thermal Insulation Index. AFNOR: La Plaine-saint-denis, France, 1985.
- NF EN 828; Adhesives—Wettability—Determination by Measurement of Contact Angle and Surface Free Energy of Solid Surface. AFNOR: La Plaine-saint-denis, France, 2013.
- Wang, L.; Yao, J.; Niu, J.; Liu, J.; Li, B.; Feng, M. Eco-Friendly and Highly Efficient Enzyme-Based Wool Shrinkproofing Finishing by Multiple Padding Techniques. Polymers 2018, 10, 1213. [Google Scholar] [CrossRef]
- McNeil, S.J.; Standard, O.C. Increased Bending Rigidity of Wool Fabric Imparted by Hybrid Organic-Inorganic Sol–Gel Coatings. Text. Res. J. 2017, 87, 607–616. [Google Scholar] [CrossRef]
- Miguel, R.; Lucas, J.; Carvalho, L.; Santos Silva, M.; Manich, A. Garment Abrasion Strength Evaluation: A Comparative Methods Study. Int. J. Cloth. Sci. Technol. 2007, 19, 194–203. [Google Scholar] [CrossRef]
- Arayapranee, W. Rubber Abrasion Resistance; INTECH Open Access Publisher: London, UK, 2012; ISBN 978-953-51-0300-4. [Google Scholar]
- Tåg, C.-M.; Toiviainen, M.; Juuti, M.; Rosenholm, J.B.; Backfolk, K.; Gane, P.A.C. The Effect of Isopropyl Alcohol and Non-Ionic Surfactant Mixtures on the Wetting of Porous Coated Paper. Transp. Porous Media 2012, 94, 225–242. [Google Scholar] [CrossRef]
- Khoddami, A.; Gong, H.; Ghadimi, G. Effect of Wool Surface Modification on Fluorocarbon Chain Re-Orientation. Fibers Polym. 2012, 13, 28–37. [Google Scholar] [CrossRef]
- Jovančić, P.; Jocić, D.; Trajković, R.; Drobnjak, S. Optimization of the Use of Basolan DC in the Shrink-Resist Treatment of Wool. J. Text. Inst. 1993, 84, 49–56. [Google Scholar] [CrossRef]
- Kadam, V.; Rani, S.; Jose, S.; Shakyawar, D.B.; Shanmugam, N. Biomaterial Based Shrink Resist Treatment of Wool Fabric: A Sustainable Technology. Sustain. Mater. Technol. 2021, 29, e00298. [Google Scholar] [CrossRef]
- Martínez Fierro, C.J. Environmental Life Cycle Assessment Studie. Europeen Environment Agency. Available online: https://www.eea.europa.eu/ (accessed on 7 February 2023).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemicals | Supplier | Composition 1 | Ionic Character |
|---|---|---|---|
| PU | S1 | Aqueous preparation of a modified polyether urethane | Anionic |
| PX | S1 | Emulsion of a functional polysiloxane and fatty acid amide | Cationic |
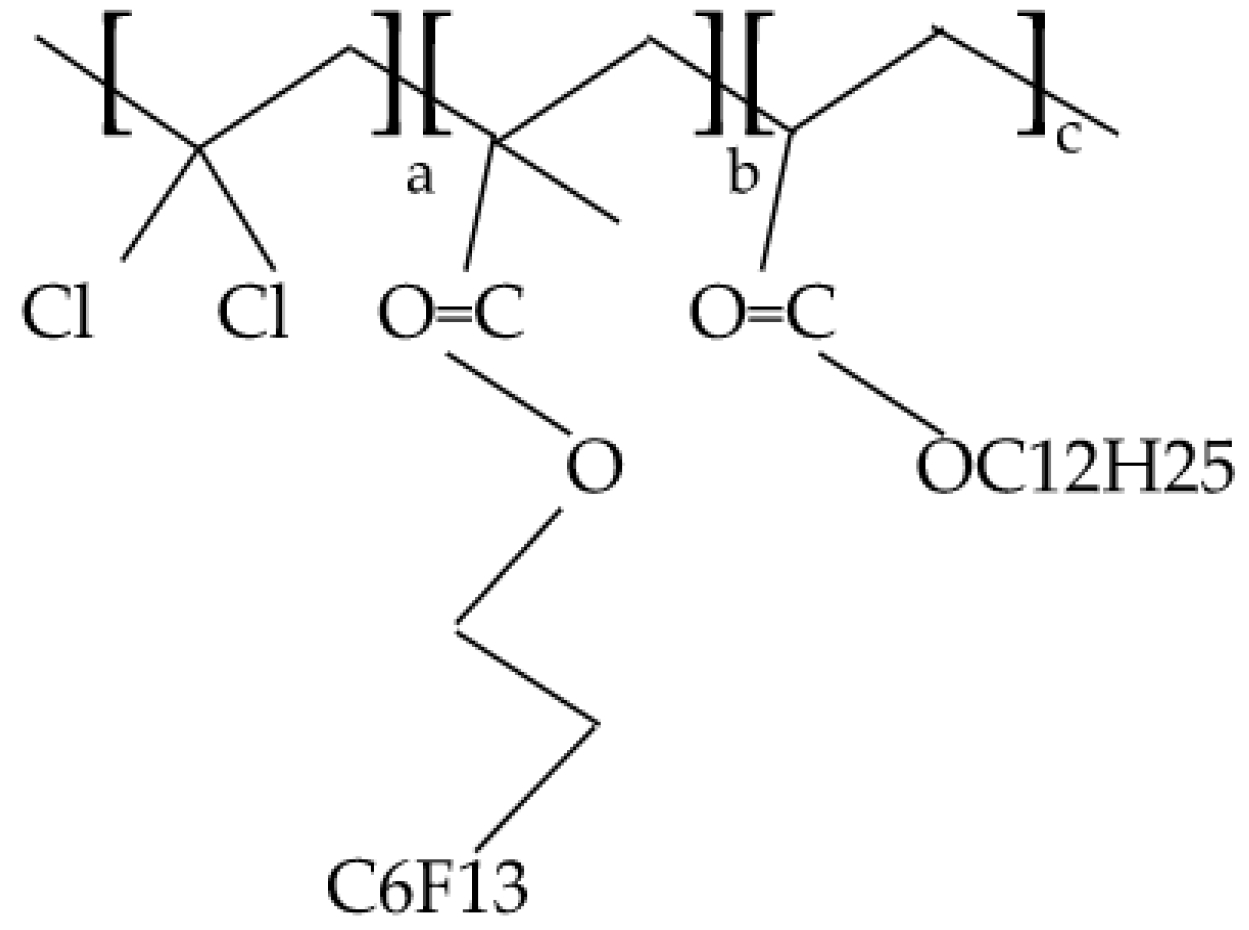
| C6 | S2 | Fluorotelomer methacrylate polymer | Weakly cationic |
| PW | S3 | Paraffin and hydrocarbon waxes | Weakly cationic |
| Area Shrinkage (%) | |
|---|---|
| Initial fabric | −6 |
| Fabric treated with PU | −4 |
| Fabric treated with PUPX | −2 |
| 0 Washes | 1 Wash | 5 Washes | 10 Washes | |||||
|---|---|---|---|---|---|---|---|---|
| 100% W | 90% W + 10% Isop | 100% W | 90% W + 10% Isop | 100% W | 90% W + 10% Isop | 100% W | 90% W + 10% Isop | |
| PUPXC6PW-treated Fabric | 5 | 5 | 5 | 5 | 5 | 4 | 5 | 3 |
| Samples | Area Shrinkage (%) | WCA (°) | WSA (°) | |||
|---|---|---|---|---|---|---|
| 0 Washes | 1 Wash | 5 Washes | 10 Washes | |||
| Non-treated | −6 | 114 | 69 ± 3.9 | - | - | - |
| Fabric treated with PUPXC6PW | −2 | 135 | 33 ± 0.6 | 36 ± 1.5 | 40 ± 2.7 | 44 ± 2.9 |
| 1st Padding Bath | 2nd Padding Bath |
|---|---|
| (4/5; 1/5) (PU; PX) | (1/3; 2/3) (C6; PW) |
| (3/4; 1/4) (PU; PX) | (1/2; 1/2) (C6; PW) |
| (2/3; 1/3) (PU; PX) | (2/3; 1/3) (C6; PW) |
| (1/2; 1/2) (PU; PX) | (1; 0) (C6; PW) |
| 1st Padding Bath | Area Shrinkage (%) | Flexural Rigidity G (mN/cm) |
|---|---|---|
| Untreated fabric | −6 | 8.87 ± 0.1 |
| (4/5; 1/5) (PU; PX) | −2 | 21.86 ± 0.2 |
| (3/4; 1/4) (PU; PX) | −2 | 15.99 ± 0.2 |
| (2/3; 1/3) (PU; PX) | −3 | 12.46 ± 0.1 |
| (1/2; 1/2) (PU; PX) | −3 | 9.07 ± 0.2 |
| 2nd Padding Bath | Area Shrinkage (%) | Flexural Rigidity G (mN/cm) | Spray Test Results | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 0 Wash | 1 Wash | 5 Washes | 10 Washes | |||||||
| 100% W | 90% W + 10% Isop | 100% W | 90% W + 10% Isop | 100% W | 90% W + 10% Isop | 100% W | 90% W + 10% Isop | |||
| (1/3; 2/3) (C6; PW) | −2 | 37.8 ± 0.2 | 5 | 5 | 5 | 5 | 5 | 4 | 5 | 4–3 |
| (1/2; 1/2) (C6; PW) | −2 | 19.36 ± 0.3 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4–3 |
| (2/3; 1/3) (C6; PW) | −2 | 17.67 ± 0.2 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4–3 |
| (1; 0) (C6; PW) | −3 | 19.4 ± 0.5 | 5 | 4 | 5 | 4 | 5 | 3 | 5 | 3–2 |
| Textile | Treatment | Method | Number of Washes | Area Shrinkage (%) | Spray Test Water (10 Washes) | Weight Loss Rate after 30,000 Abrasion Cycles (%) | References |
|---|---|---|---|---|---|---|---|
| Dyed worsted wool fabric | Shrink-resistant + water repellent | Polymers | 1 7A + 3 5A 1 | −2 | 5 | 10 | This study |
| Plain weave worsted fabric | Shrink-resistant/stain and soil repellent | Polymers | 1 7A + 3 5A | −9 2 | 3–4 | - | [1] |
| Undyed serge | Shrink-resistant/flame retardant/water repellent | Polymers | 1 7A + 3 5A | −1 | 4 (0 W) and 2 (after 20 W) | - | [2] |
| plain-weave wool fabric | Shrink-resistant + water and oil repellent | Polymers | 1 7A + 3 5A | [−3.4; 13.1] | 1 (5 W) | - | [55] |
| Loom state worsted wool | Shrink-resistant | Polymers | - | <−8% | - | - | [56] |
| Merino woven wool fabric | Shrink-resistant | Enzyme + biopolymer | 1 7A + 3 5A | −6 | - | - | [57] |
| Wool tops | Shrink-resistant | Enzyme | 1 7A + 5 5A | −2.4 | - | - | [50] |
| plain-weave pure wool fabric | Shrink-resistant | Plasma +polymer | 1 7A + 5 5A | −2 | - | - | [22] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belhaj Rhouma, A.; Campagne, C.; Massika Behary, N.; François, S.; Lanceron, C.; Vieillard, J. Multifunctionalization and Increased Lifespan of a Worsted Wool Fabric. Coatings 2023, 13, 736. https://doi.org/10.3390/coatings13040736
Belhaj Rhouma A, Campagne C, Massika Behary N, François S, Lanceron C, Vieillard J. Multifunctionalization and Increased Lifespan of a Worsted Wool Fabric. Coatings. 2023; 13(4):736. https://doi.org/10.3390/coatings13040736
Chicago/Turabian StyleBelhaj Rhouma, Amira, Christine Campagne, Nemeshwaree Massika Behary, Sebastien François, Charles Lanceron, and Julien Vieillard. 2023. "Multifunctionalization and Increased Lifespan of a Worsted Wool Fabric" Coatings 13, no. 4: 736. https://doi.org/10.3390/coatings13040736
APA StyleBelhaj Rhouma, A., Campagne, C., Massika Behary, N., François, S., Lanceron, C., & Vieillard, J. (2023). Multifunctionalization and Increased Lifespan of a Worsted Wool Fabric. Coatings, 13(4), 736. https://doi.org/10.3390/coatings13040736