.jpg)
Preparation of Wear-Resistant Superhydrophobic Coatings Based on a Discrete-Phase Adhesive

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experiment
2.1. Materials and Reagents
2.2. Modifying the Silicon Dioxide Nanoparticles
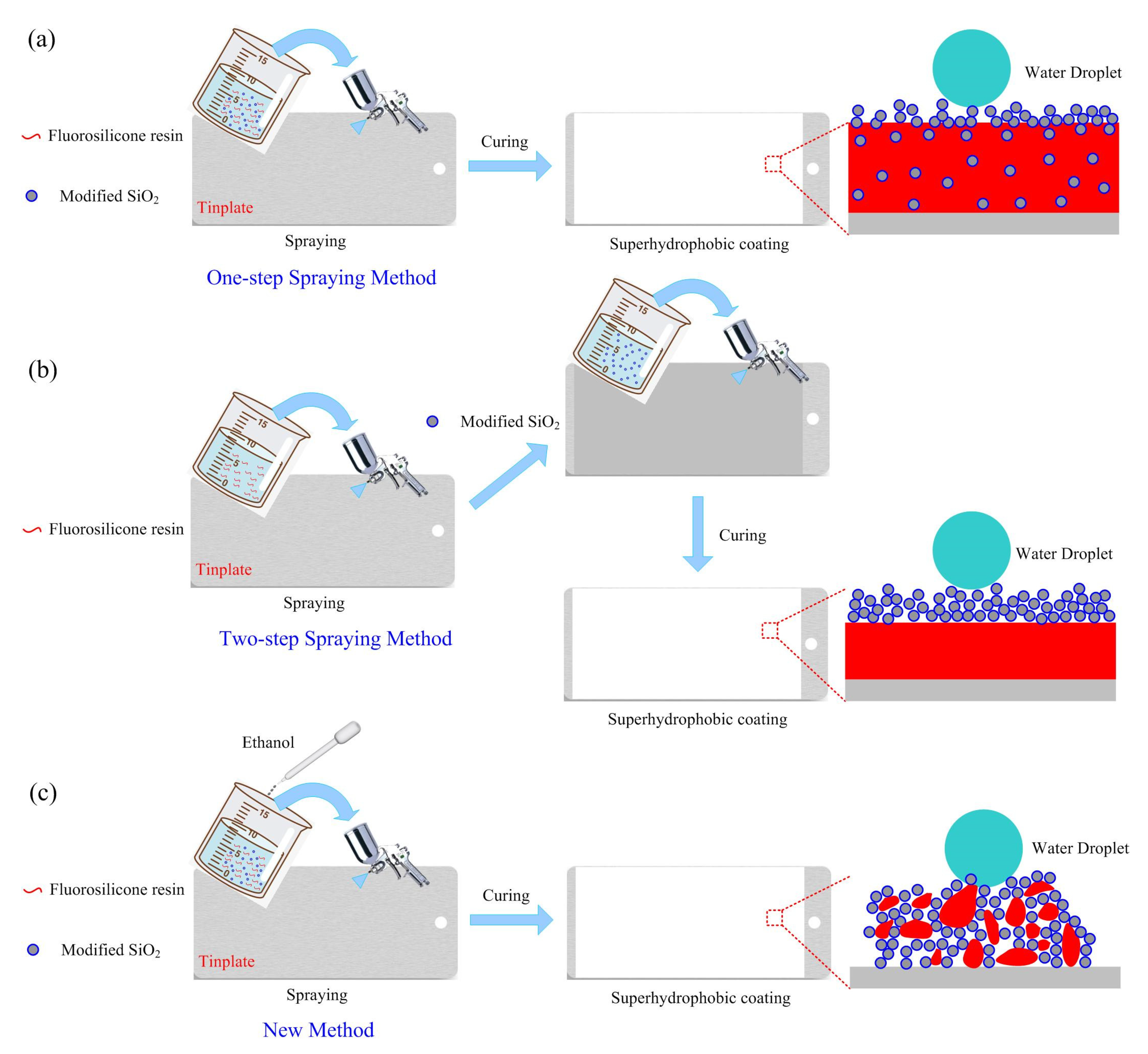
2.3. Existing Preparation Methods
2.3.1. The One-Step Method
2.3.2. The Two-Step Method
2.4. A New Route—The Discrete Adhesive Method
2.5. Performance Characterization
3. Results and Discussion
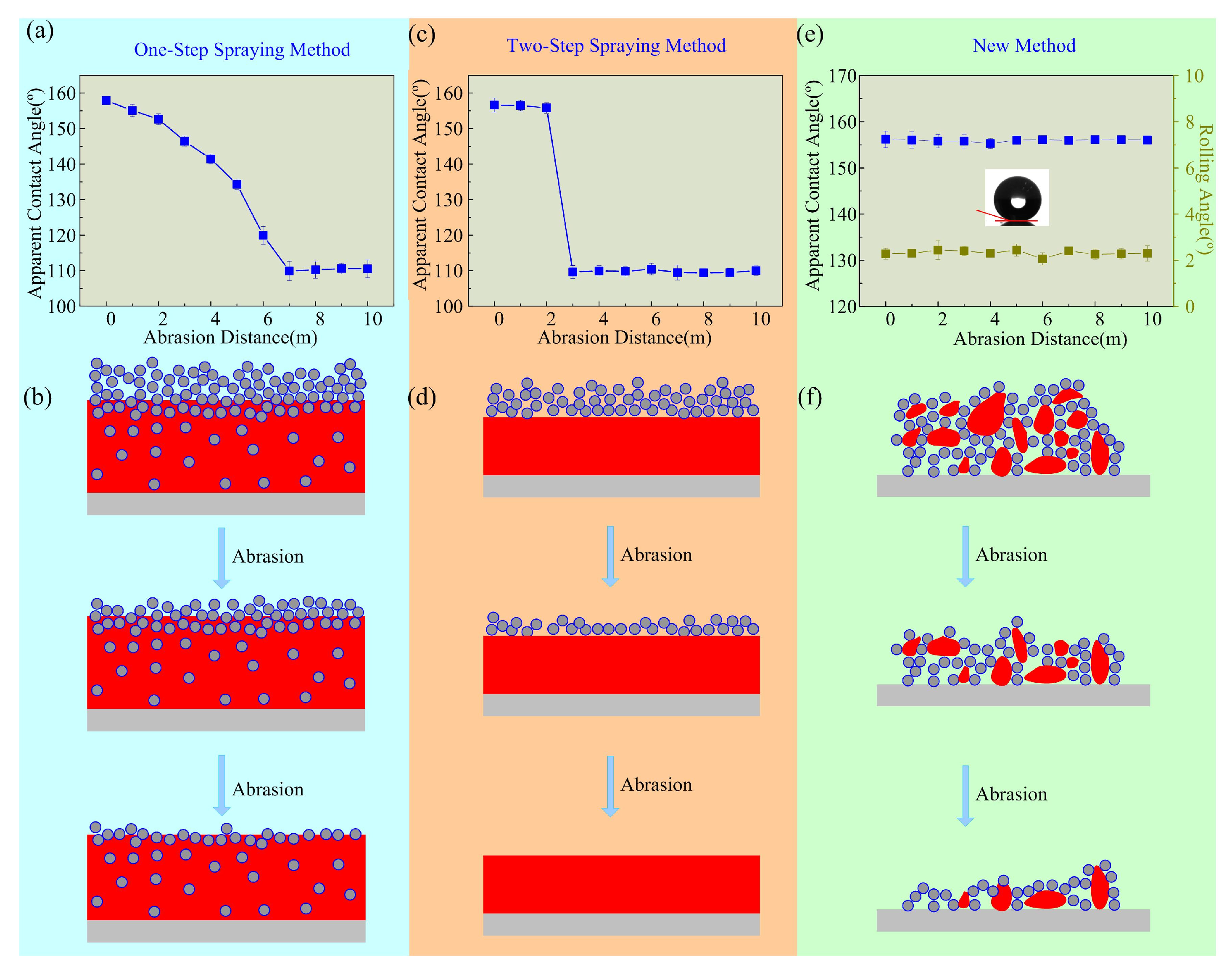
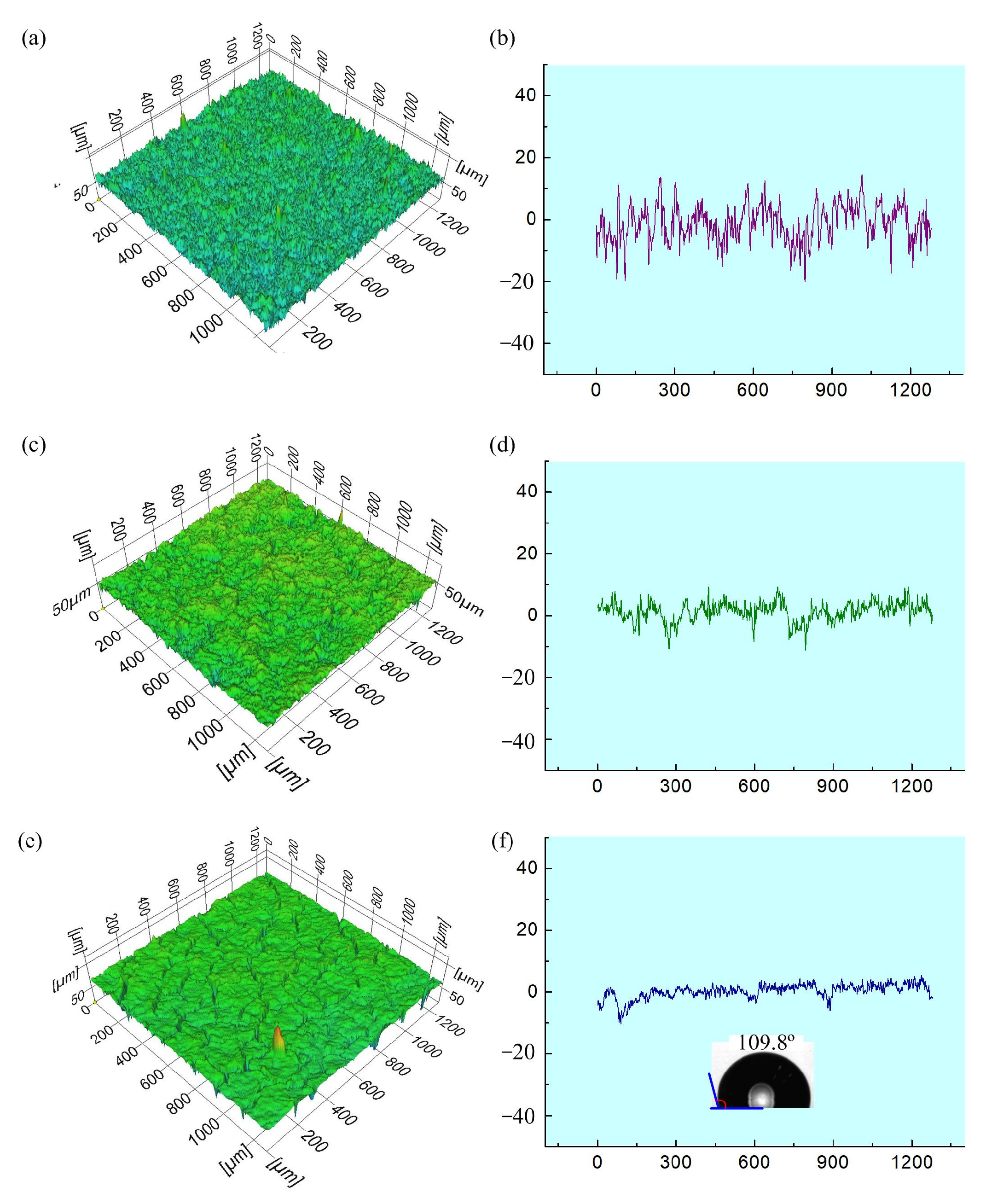
3.1. Analysis of the Failure Mechanism of the One-Step Method
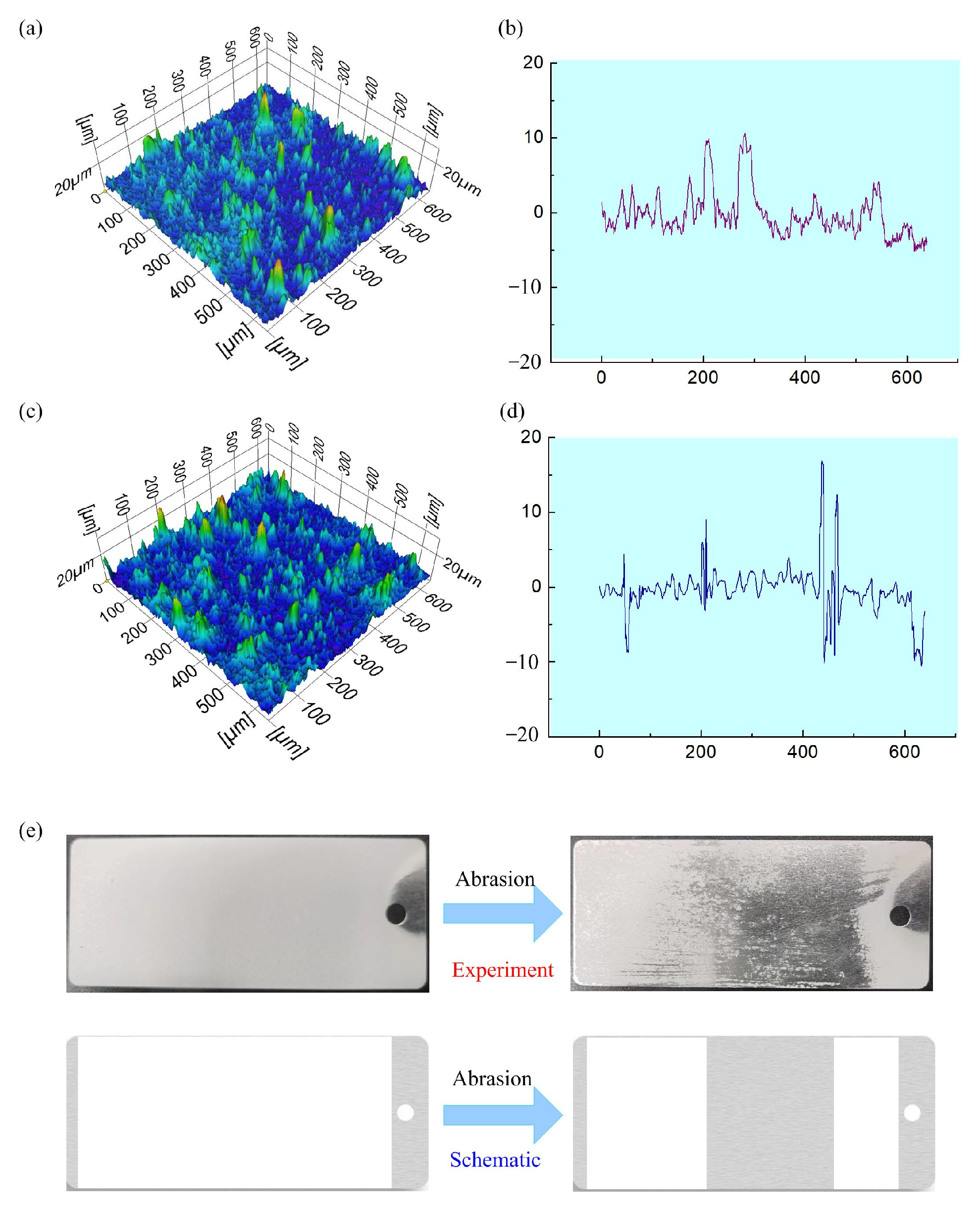
3.2. Analysis of the Failure Mechanism of the Two-Step Method
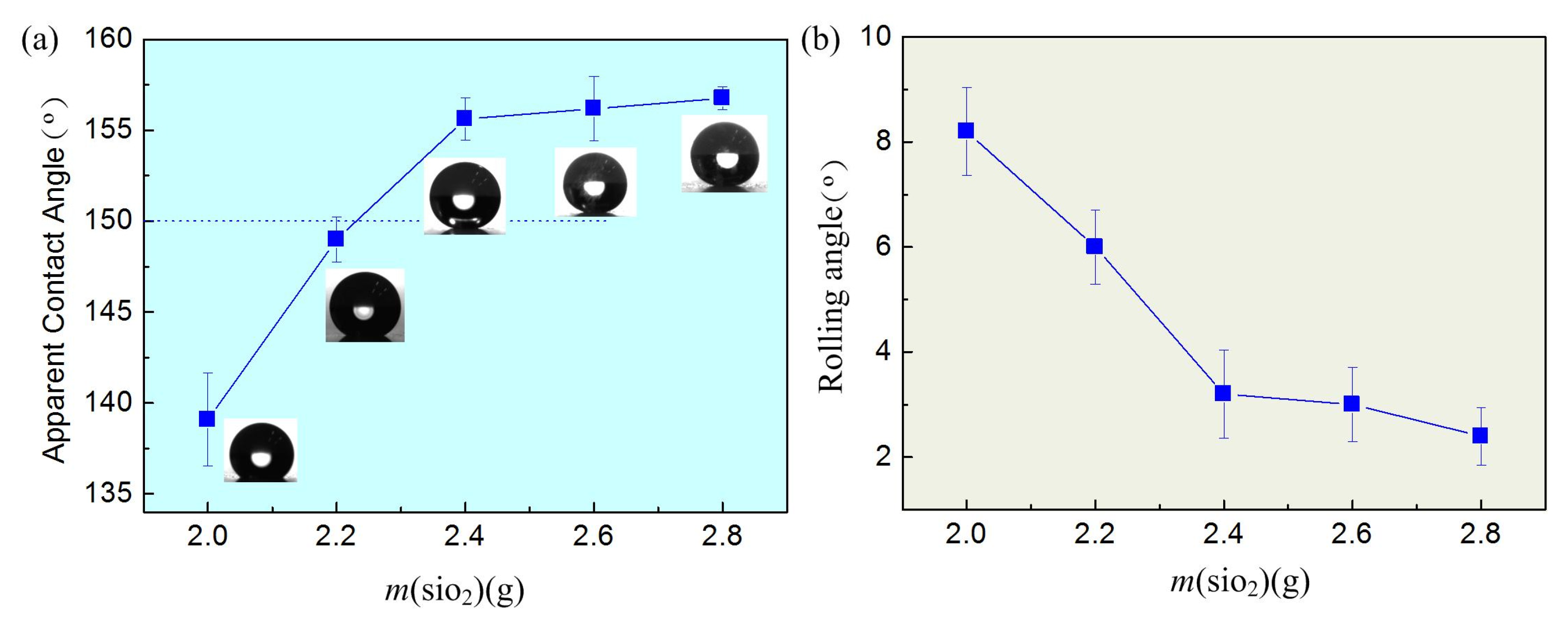
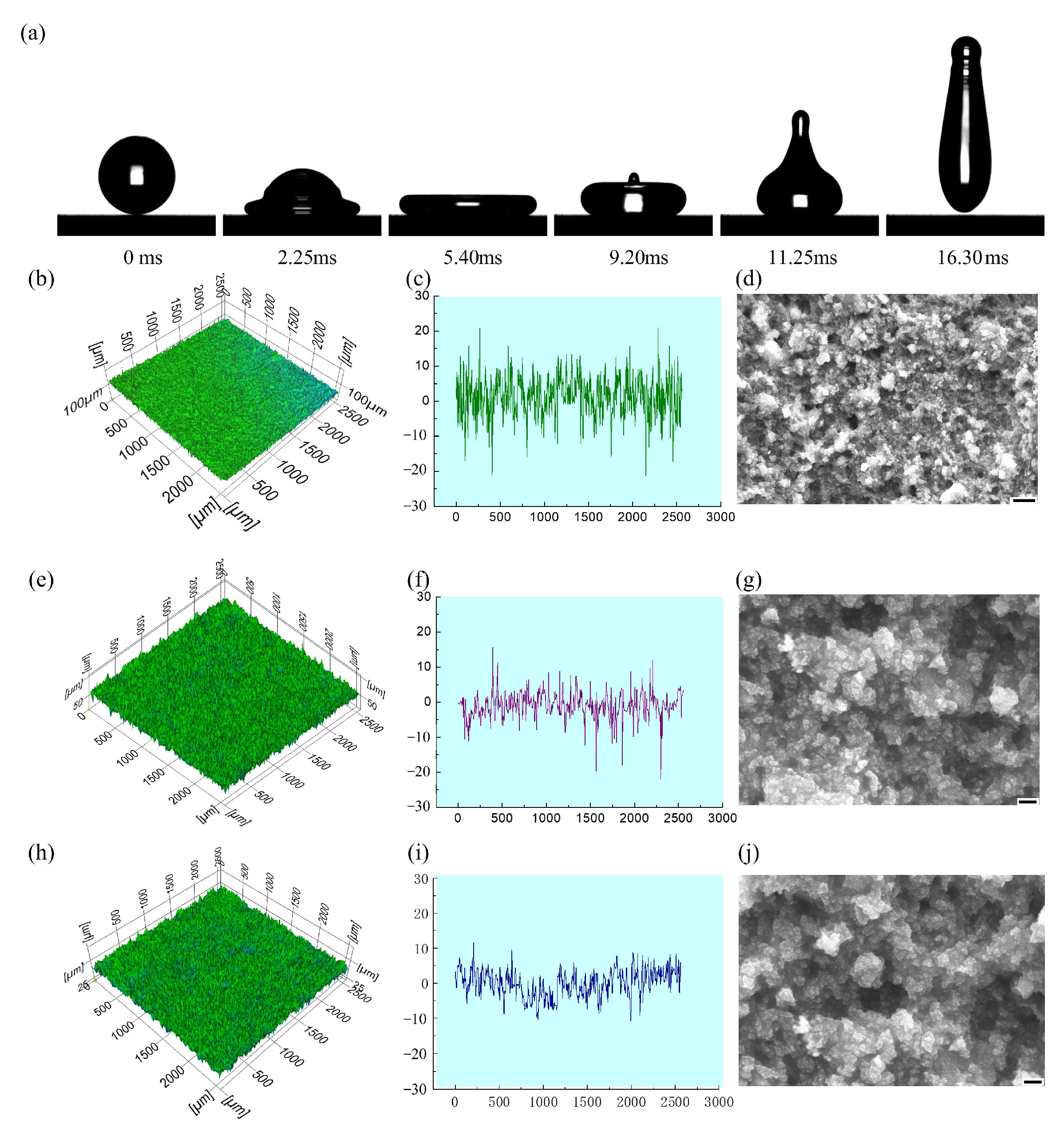
3.3. The Discrete Adhesive Method to Prepare Wear-Resistant Superhydrophobic Coating
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Marmur, A.; Della Volpe, C.; Siboni, S.; Amirfazli, A.; Drelich, J.W. Contact angles and wettability: Towards common and accurate terminology. Surf. Innov. 2017, 5, 3–8. [Google Scholar] [CrossRef]
- Jin, Z.; Mei, H.; Pan, L.; Liu, H.; Cheng, L. Superhydrophobic self-cleaning hierarchical micro-/nanocomposite coating with high corrosion resistance and durability. ACS Sustain. Chem. Eng. 2021, 9, 4111–4121. [Google Scholar] [CrossRef]
- Park, H.; Choi, C.H.; Kim, C.J. Superhydrophobic drag reduction in turbulent flows: A critical review. Exp. Fluids 2021, 62, 229. [Google Scholar] [CrossRef]
- Liravi, M.; Pakzad, H.; Moosavi, A.; Nouri-Borujerdi, A. A comprehensive review on recent advances in superhydrophobic surfaces and their applications for drag reduction. Prog. Org. Coat. 2020, 140, 105537. [Google Scholar] [CrossRef]
- Lee, S.H.; Seong, M.; Kwak, M.K.; Ko, H.; Kang, M.; Park, H.W.; Kang, S.M.; Jeong, H.E. Tunable multimodal drop bouncing dynamics and anti-icing performance of a magnetically responsive hair array. ACS Nano 2018, 12, 10693–10702. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, P.; Sun, H.; Wang, Z. Superhydrophobic surface with hierarchical architecture and bimetallic composition for enhanced antibacterial activity. ACS Appl. Mater. Inter. 2014, 6, 22108–22115. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Wang, L.; Levänen, E. Superhydrophobic surfaces for the reduction of bacterial adhesion. Rsc. Adv. 2013, 3, 12003–12020. [Google Scholar] [CrossRef]
- Varshney, P.; Lomga, J.; Gupta, P.K.; Mohapatra, S.S.; Kumar, A. Durable and regenerable superhydrophobic coatings for aluminium surfaces with excellent self-cleaning and anti-fogging properties. Tribol. Int. 2018, 119, 38–44. [Google Scholar] [CrossRef]
- Gao, H.; Liu, Y.; Wang, G.; Li, S.; Han, Z.; Ren, L. Biomimetic metal surfaces inspired by lotus and reed leaves for manipulation of microdroplets or fluids. Appl. Surf. Sci. 2020, 519, 146052. [Google Scholar] [CrossRef]
- Dai, H.; Gao, C.; Sun, J.; Li, C.; Li, N.; Wu, L.; Dong, Z.; Jiang, L. Controllable high-speed electrostatic manipulation of water droplets on a superhydrophobic surface. Adv. Mater. 2019, 31, e1905449. [Google Scholar] [CrossRef]
- Lai, X.; Pu, Z.; Yu, H.; Li, D. Inkjet pattern-guided liquid templates on superhydrophobic substrates for rapid prototyping of microfluidic devices. ACS Appl. Mater. Inter. 2019, 12, 1817–1824. [Google Scholar] [CrossRef] [PubMed]
- Zhu, P.; Wang, L. Microfluidics-enabled soft manufacture of materials with tailorable wettability. Chem. Rev. 2021, 122, 7010–7060. [Google Scholar] [CrossRef] [PubMed]
- Barthlott, W.; Neinhuis, C. Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta 1997, 202, 1–8. [Google Scholar] [CrossRef]
- Feng, L.; Li, S.; Li, Y.; Li, H.; Zhang, L.; Zhai, J.; Song, Y.; Liu, B.; Jiang, L.; Zhu, D. Super-hydrophobic surfaces: From natural to artificial. Adv. Mater. 2002, 14, 1857–1860. [Google Scholar] [CrossRef]
- Wang, D.; Sun, Q.; Hokkanen, M.J.; Zhang, C.; Lin, F.Y.; Liu, Q.; Zhu, S.; Zhou, T.; Chang, Q.; He, B.; et al. Design of robust superhydrophobic surfaces. Nature 2020, 582, 55–59. [Google Scholar] [CrossRef] [PubMed]
- Hooda, A.; Goyat, M.S.; Pandey, J.K.; Kumar, A.; Gupta, R. A review on fundamentals, constraints and fabrication techniques of superhydrophobic coatings. Prog. Org. Coat. 2020, 142, 105557. [Google Scholar] [CrossRef]
- Singh, A.K.; Singh, J.K. Fabrication of durable superhydrophobic coatings on cotton fabrics with photocatalytic activity by fluorine-free chemical modification for dual-functional water purification. New J. Chem. 2017, 41, 4618–4628. [Google Scholar] [CrossRef]
- Zhang, X.; Zheng, F.; Ye, L.; Xiong, P.; Yan, L.; Yang, W.; Jiang, B. A one-pot sol–gel process to prepare a superhydrophobic and environment-resistant thin film from ORMOSIL nanoparticles. RSC Adv. 2014, 4, 9838–9841. [Google Scholar] [CrossRef]
- Darband, G.B.; Aliofkhazraei, M.; Khorsand, S.; Sokhanvar, S.; Kaboli, A. Science and engineering of superhydrophobic surfaces: Review of corrosion resistance, chemical and mechanical stability. Arab. J. Chem. 2020, 13, 1763–1802. [Google Scholar] [CrossRef]
- Syed, J.A.; Tang, S.; Meng, X. Superhydrophobic multilayer coatings with layer number tuned swapping in surface wettability and redox catalytic anti-corrosion application. Sci. Rep. 2017, 7, 4403. [Google Scholar] [CrossRef]
- Zhao, Y.; Tang, Y.; Wang, X.; Lin, T. Superhydrophobic cotton fabric fabricated by electrostatic assembly of silica nanoparticles and its remarkable buoyancy. Appl. Surf. Sci. 2010, 256, 6736–6742. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, W.; Zhong, L.; Wang, J.; Jiang, Q.; Guo, X. Superhydrophobic surface on pure magnesium substrate by wet chemical method. Appl. Surf. Sci. 2010, 256, 3837–3840. [Google Scholar] [CrossRef]
- Pan, L.; Dong, H.; Bi, P. Facile preparation of superhydrophobic copper surface by HNO3 etching technique with the assistance of CTAB and ultrasonication. Appl. Surf. Sci. 2010, 257, 1707–1711. [Google Scholar] [CrossRef]
- Zhang, B.; Zhao, X.; Li, Y.; Hou, B. Fabrication of durable anticorrosion superhydrophobic surfaces on aluminum substrates via a facile one-step electrodeposition approach. Rsc Adv. 2016, 6, 35455–35465. [Google Scholar] [CrossRef]
- He, S.; Zheng, M.; Yao, L.; Yuan, X.; Li, M.; Ma, L.; Shen, W. Preparation and properties of ZnO nanostructures by electrochemical anodization method. Appl. Surf. Sci. 2010, 256, 2557–2562. [Google Scholar] [CrossRef]
- Meng, H.; Wang, S.; Xi, J.; Tang, Z.; Jiang, L. Facile means of preparing superamphiphobic surfaces on common engineering metals. J. Phys. Chem. C 2008, 112, 11454–11458. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Shi, L.; Li, J.; Xin, Y.; Yang, T.; Guo, Z. Transparent superhydrophobic/superhydrophilic coatings for self-cleaning and anti-fogging. Appl. Phys. Lett. 2012, 101, 033701. [Google Scholar] [CrossRef]
- Burkarter, E.; Saul, C.K.; Thomazi, F.; Cruz, N.C.; Roman, L.S.; Schreiner, W.H. Superhydrophobic electrosprayed PTFE. Surf. Coat. Technol. 2007, 202, 194–198. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Adhikari, B. Bio-inspired sustainable and durable superhydrophobic materials: From nature to market. J. Mater. Chem. A 2019, 7, 16643–16670. [Google Scholar] [CrossRef]
- Wu, L.; Zhang, J.; Li, B.; Fan, L.; Li, L.; Wang, A. Facile preparation of super durable superhydrophobic materials. J. Colloid Interf. Sci. 2014, 432, 31–42. [Google Scholar] [CrossRef]
- Chen, B.; Qiu, J.; Sakai, E.; Kanazawa, N.; Liang, R.; Feng, H. Robust and superhydrophobic surface modification by a “Paint+ Adhesive” method: Applications in self-cleaning after oil contamination and oil–water separation. ACS Appl. Mater. Inter. 2016, 8, 17659–17667. [Google Scholar] [CrossRef]
- Li, Y.; Men, X.; Zhu, X.; Ge, B.; Chu, F.; Zhang, Z. One-step spraying to fabricate nonfluorinated superhydrophobic coatings with high transparency. J. Mater. Sci. 2016, 51, 2411–2419. [Google Scholar] [CrossRef]
- Zhang, C.; Kalulu, M.; Sun, S.; Jiang, P.; Zhou, X.; Wei, Y.; Jiang, Y. Environmentally safe, durable and transparent superhydrophobic coating prepared by one-step spraying. Colloid. Surf. A 2019, 570, 147–155. [Google Scholar] [CrossRef]
- Xue, F.; Shi, X.; Bai, W.; Li, J.; Li, Y.; Zhu, S.; Liu, Y.; Feng, L. Enhanced durability and versatile superhydrophobic coatings via facile one-step spraying technique. Colloid. Surf. A 2022, 640, 128411. [Google Scholar] [CrossRef]
- Zhang, F.; Qian, H.; Wang, L.; Wang, Z.; Du, C.; Li, X.; Zhang, D. Superhydrophobic carbon nanotubes/epoxy nanocomposite coating by facile one-step spraying. Surf. Coat. Tech. 2018, 341, 15–23. [Google Scholar] [CrossRef]
- Huang, J.; Cai, P.; Li, M.; Wu, Q.; Li, Q.; Wang, S. Preparation of CNF/PDMS Superhydrophobic Coatings with Good Abrasion Resistance Using a One-Step Spray Method. Materials 2020, 13, 5380. [Google Scholar] [CrossRef] [PubMed]
- Celik, N.; Torun, I.; Ruzi, M.; Esidir, A.; Onses, M.S. Fabrication of robust superhydrophobic surfaces by one-step spray coating: Evaporation driven self-assembly of wax and nanoparticles into hierarchical structures. Chem. Eng. J. 2020, 396, 125230. [Google Scholar] [CrossRef]
- Li, J.; Wu, R.; Jing, Z.; Yan, L.; Zha, F.; Lei, Z. One-step spray-coating process for the fabrication of colorful superhydrophobic coatings with excellent corrosion resistance. Langmuir 2015, 31, 10702–10707. [Google Scholar] [CrossRef]
- Zhang, L.; Xue, X.; Zhang, H.; Huang, Z.; Zhang, Z. Superhydrophobic surface with excellent mechanical robustness, water impact resistance and hydrostatic pressure resistance by two-step spray-coating technique. Compos. Part A Appl. S. 2021, 146, 106405. [Google Scholar] [CrossRef]
- Zhi, D.; Lu, Y.; Sathasivam, S.; Parkin, I.P.; Zhang, X. Large-scale fabrication of translucent and repairable superhydrophobic spray coatings with remarkable mechanical, chemical durability and UV resistance. J. Mater. Chem. A 2017, 5, 10622–10631. [Google Scholar] [CrossRef]
- Wei, J.; Li, B.; Tian, N.; Zhang, J.; Liang, W.; Zhang, J. Scalable Robust Superamphiphobic Coatings Enabled by Self-Similar Structure, Protective Micro-Skeleton, and Adhesive for Practical Anti-Icing of High-Voltage Transmission Tower. Adv. Funct. Mater. 2022, 32, 2206014. [Google Scholar] [CrossRef]
- Carreño, F.; Gude, M.R.; Calvo, S.; De La Fuente, O.R.; Carmona, N. Synthesis and characterization of superhydrophobic surfaces prepared from silica and alumina nanoparticles on a polyurethane polymer matrix. Prog. Org. Coat. 2019, 135, 205–212. [Google Scholar] [CrossRef]
- Zhang, H.; Bu, X.; Li, W.; Cui, M.; Ji, X.; Tao, F.; Gai, L.; Jiang, H.; Liu, L.; Wang, Z. A Skin-Inspired Design Integrating Mechano–Chemical–Thermal Robustness into Superhydrophobic Coatings. Adv. Mater. 2022, 34, 2270229. [Google Scholar] [CrossRef]
- Gupta, R.; Vaikuntanathan, V.; Sivakumar, D. Superhydrophobic qualities of an aluminum surface coated with hydrophobic solution NeverWet. Colloid. Surf. A 2016, 500, 45–53. [Google Scholar] [CrossRef]
- Daneshmand, H.; Sazgar, A.; Araghchi, M. Fabrication of robust and versatile superhydrophobic coating by two-step spray method: An experimental and molecular dynamics simulation study. Appl. Surf. Sci. 2021, 567, 150825. [Google Scholar] [CrossRef]
- Guo, J.; Wang, C.; Yu, H.; Li, X. Preparation of a wear-resistant, superhydrophobic SiO2/silicone-modified polyurethane composite coating through a two-step spraying method. Prog. Org. Coat. 2020, 146, 105710. [Google Scholar] [CrossRef]
- Shen, Y.; Li, K.; Chen, H.; Wu, Z.; Wang, Z. Superhydrophobic F-SiO2@PDMS composite coatings prepared by a two-step spraying method for the interface erosion mechanism and anti-corrosive applications. Chem. Eng. J. 2021, 413, 127455. [Google Scholar] [CrossRef]
- Liu, Z.; Ren, L.; Jing, J.; Wang, C.; Liu, F.; Yuan, R.; Jiang, M.; Wang, H. Fabrication of robust superhydrophobic organic-inorganic hybrid coating through a novel two-step phase separation method. Prog. Org. Coat. 2021, 157, 106320. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, Y.; Liu, Q.; Guo, W.; Yang, L.; Ge, D. Icephobicity studies of superhydrophobic coatings on concrete via spray method. Mater. Lett. 2018, 233, 263–266. [Google Scholar] [CrossRef]
- Chen, G.; Zhu, P.; Kuang, Y.; Liu, Y.; Lin, D.; Peng, C.; Wen, Z.; Fang, Z. Durable superhydrophobic paper enabled by surface sizing of starch-based composite films. Appl. Surf. Sci. 2017, 409, 45–51. [Google Scholar] [CrossRef]
- Wang, C.; Tang, F.; Li, Q.; Zhang, Y.; Wang, X. Spray-coated superhydrophobic surfaces with wear-resistance, drag-reduction and anti-corrosion properties. Colloid Surf. A 2017, 514, 236–242. [Google Scholar] [CrossRef]
- Guo, H.; Liu, M.; Xie, C.; Zhu, Y.; Sui, X.; Wen, C.; Li, Q.; Zhao, W.; Yang, J.; Zhang, L. A sunlight-responsive and robust anti-icing/deicing coating based on the amphiphilic materials. Chem. Eng. J. 2020, 402, 126161. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Shi, Z.; Lin, L.; Shang, X.; Wang, J.; Xie, C.; Wang, L. Preparation of Wear-Resistant Superhydrophobic Coatings Based on a Discrete-Phase Adhesive. Coatings 2023, 13, 682. https://doi.org/10.3390/coatings13040682
Liu X, Shi Z, Lin L, Shang X, Wang J, Xie C, Wang L. Preparation of Wear-Resistant Superhydrophobic Coatings Based on a Discrete-Phase Adhesive. Coatings. 2023; 13(4):682. https://doi.org/10.3390/coatings13040682
Chicago/Turabian StyleLiu, Xuejuan, Zhenxia Shi, Lin Lin, Xiaolan Shang, Jing Wang, Chunyan Xie, and Lei Wang. 2023. "Preparation of Wear-Resistant Superhydrophobic Coatings Based on a Discrete-Phase Adhesive" Coatings 13, no. 4: 682. https://doi.org/10.3390/coatings13040682
APA StyleLiu, X., Shi, Z., Lin, L., Shang, X., Wang, J., Xie, C., & Wang, L. (2023). Preparation of Wear-Resistant Superhydrophobic Coatings Based on a Discrete-Phase Adhesive. Coatings, 13(4), 682. https://doi.org/10.3390/coatings13040682