Abstract
Residual stresses are a major problem in SLM forming of large-sized parts of high-performance materials. The purpose of this study is to investigate the effects of scanning strategy, preheating temperature, and heat treatment on residual stresses in SLM formed high-strength steels. An experimental method was used to investigate the residual stresses in SLM forming of high-strength steels. The peak and distribution of residual stresses can be changed by optimizing the scanning strategy. The most suitable scanning method is the strip rotation scanning strategy. The optimum substrate preheating temperature is 200 °C, and the residual stress of SLM forming can be significantly reduced by 62.5%. The annealing temperature has a clear effect on the residual stress release, and also has an impact on the microstructure and mechanical properties. After annealing treatment at 550 °C for 3 h, the residual stresses can be effectively released, while the uniformity of microstructure and mechanical properties is improved. Finally, the control strategy of residual stress, microstructure and mechanical properties of 24CrNiMo high-strength steel was obtained.
1. Introduction
High-strength steel is widely used in automobile, rail transportation, and shipbuilding manufacturing due to its excellent toughness, wear resistance, and processability [1,2]. 24CrNiMo alloy steel as a low-alloy high-strength steel is widely used in the manufacture of brake discs for high-speed trains [3]. To meet the heat dissipation requirements, brake discs have complex internal cooling channels. The traditional manufacturing method of brake discs mainly uses casting technology, which limits the design of the internal structure of brake discs [4]. The selective laser melting (SLM) technology can realize the direct manufacturing of complex structures, which provides a new method for the manufacturing of brake discs [5,6].
SLM has been widely used in titanium alloys, aluminum alloys, nickel-based alloys, and high-strength steel [7,8,9,10,11]. High-strength steel materials are susceptible to cold cracking and hot cracking during laser processing due to the addition of more alloying elements [12]. During the SLM forming process, the material undergoes rapid heating and cooling to form thermal stresses. As the printing size increases, the stresses accumulate, and the large residual stresses can cause deformation or even cracking of the structure. Moreover, residual stress has great influence on fatigue behavior and life [13,14]. Therefore, the control of residual stresses in additive manufacturing is particularly important.
Many studies have revealed the formation mechanism of SLM residual stress. Wang et al. [15] studied the formation mechanism, evolution, and distribution of stress in SLM multi-layer and multi-channel forming process by combining finite element simulation and experimental testing. The research results show that due to the uneven temperature distribution in the SLM forming process, the materials in the low temperature zone will restrain the expansion strain of the materials in the high temperature zone, and the yield strength of the materials at high temperature will decrease. In addition, the plastic deformation of the materials in the high temperature zone cannot be recovered, which results in forming the residual stress. Rapid cooling rates and high temperature gradients are the main causes of residual stress formation in SLM processing. Saad et al. [16] developed an indirectly coupled 3D FEM model to investigate the influence of process parameters on thermal and residual stress profile in SLM of 316L steel. The result indicated that residual stress was increased with the increasing scanning speed as well as laser power, and decreased with the increasing hatch spacing, which suggested that the cooling rate and transient thermal history significantly affected residual stresses. Nassiraei et al. [17,18] used the finite element simulation method to study the stress concentration formed in the process of tubular welding, and proposed a stress concentration control method.
In addition, the substrate and the supporting structure of the formed part have a greater influence on the stress and deformation of the formed part. Roberts [19] comparatively studied the influence of substrate thickness and material on SLM forming stress and deformation by numerical simulation. The results show that with the increase in substrate thickness from 0.3 to 1 mm, the maximum deformation decreases by 85.7%, and the transverse and longitudinal residual tensile stresses increase by 47.5% and 8.7%, respectively. The deformation of titanium alloy substrate is 54% larger than the steel substrate. Zeng et al. [20] analyzed the influence of support structures of different sizes on heat conduction through numerical simulation and found that the shape and size of the support structure will affect the local heat conduction behavior and deformation.
Some work has been carried out to control residual stress. Gyung [21] found that preheating the substrate could improve the cooling rate during the SLM forming process of CoCrMo alloy, which inhibited the transformation from FCC α-Co phase to martensitic ε-Co phase, resulting in reduced residual stress and improved mechanical properties. Jiang [22] designed a supporting structure for forming SLM components with different structural characteristics to reduce the residual stress in the overhanging structure of the components. The result showed that the forming effect is relatively good when the contact area of single supporting tooth structure and component overhanging structure is 0.25 mm2 and the X/Y interval of main supporting structure is 2.5 mm. Furthermore, the block supporting structure is more suitable for the overhanging structure which has small areas and less height, and the contour support is more suitable for the overhanging structure with larger area.
The process parameters, such as laser power, scanning speed, and scanning strategy are also closely related to the stress distribution. Optimizing these process parameters is an effective method to control residual stress. Mugwagwa et al. [23] studied the influence of laser power, scanning speed, and powder layer thickness on residual stress related deformation in the SLM forming process using a cantilever structure. The research shows that the deformation increases with the increase in scanning speed and the decrease in powder layer thickness. The deformation decreases with the increase in laser power at lower scanning speed and increases with the increase in laser power at higher scanning speed. Relative study reported that the scanning strategy has clear influences on the thermal gradient, finally the deformation of the part [24]. Cheng et al. [25] studied the influence of residual stress and deformation of various scanning strategies based on numerical simulation. The results show that the stress difference between X and Y directions obtained using the single direction scanning strategy is large, and more uniform stress distribution can be obtained using the interlaminar rotation scanning strategy. In addition, the maximum residual stress is obtained by outward and inward scanning, while the minimum residual stress and deformation are obtained by the 45° interlaminar rotation scanning strategy. However, the model is mainly aimed at the simulation of small-scale models, and the influence law of stress and deformation of large-scale structures still needs to be further verified. Sheng [26] found that the “two-zone technique” scan strategy decreases the equivalent residual stress by 10.6% compared to the successive scan strategy. With a shortening scan length, the residual stress first increases slightly, then decreases dramatically and attains the minimum when it is a quarter. Furthermore, for the multi-laser SLM process, carefully planning the scanning sequence and the sweeping direction to decrease the heat concentration is beneficial in controlling the residual stress.
In summary, the study of stress control for SLM forming of high-strength steel is still not comprehensive. The present study aims to investigate the effects of scanning strategy, preheating temperature, and heat treatment on the residual stress of SLM formed high-strength steel. The residual stresses in the printed state were tested by experimental methods. First, the effects of different scanning strategies and preheating temperatures on the residual stresses were comparatively investigated. Second, the effects of different annealing temperatures on the residual stress elimination and on the microstructure and mechanical properties were comparatively investigated. Finally, the residual stress and property control strategies for SLM formed high-strength steel are obtained.
2. Experimental Procedure
2.1. Materials
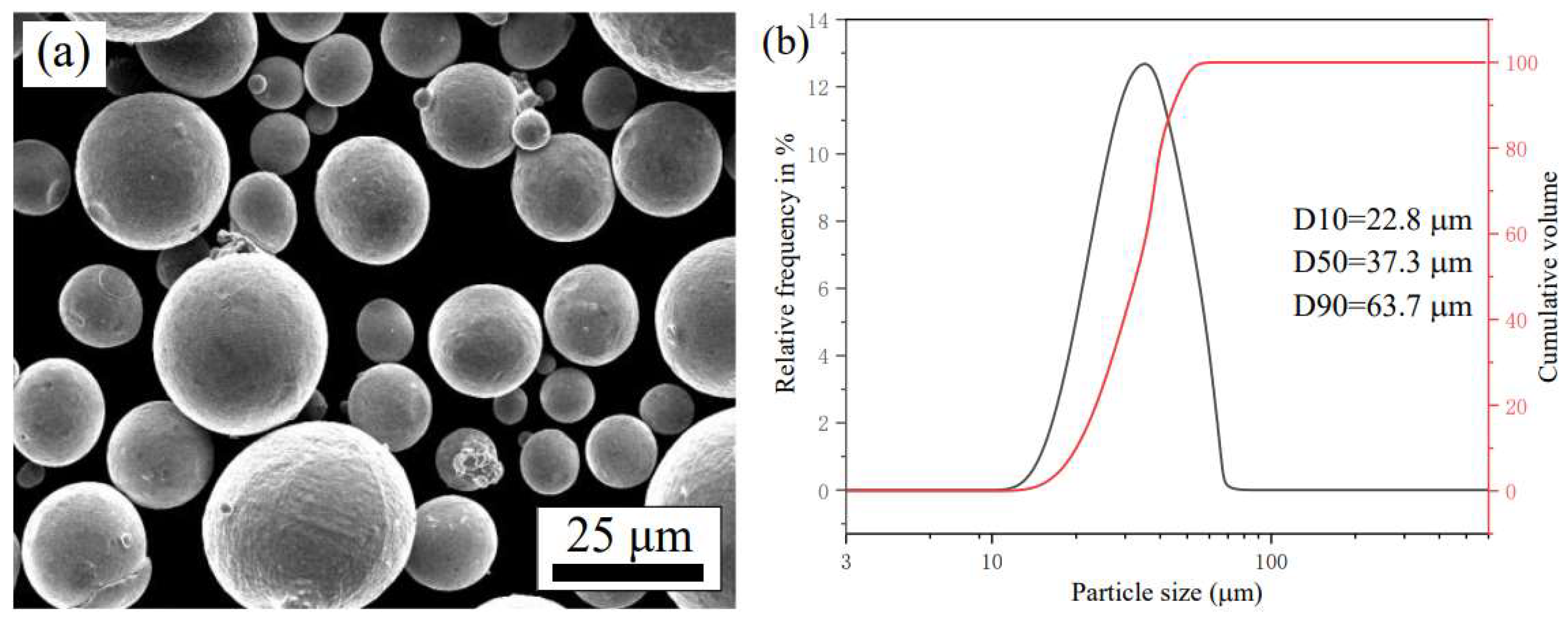
The experimental material was 24CrNiMo steel powder with a particle size of 15 to 53 μm, which was prepared by vacuum induction melting gas atomization, and the chemical composition and content were listed in Table 1. The shape and particle size distribution are shown in Figure 1. The powder was dried in a vacuum oven at 100 °C for 2 h before the SLM process. Furthermore, Q235 steel with thickness of 12 mm was used as the substrate material.

Table 1.
Element composition and content of 24CrNiMo steel powder (wt.%).

Figure 1.
(a) The SEM image and (b) particle size distribution of 24CrNiMo steel powder.
2.2. The SLM Machining
The SLM 24CrNiMo steel process was carried out with EP-M250 SLM machine (E-plus-3D, Beijing, China), which includes a 500 W continuous fiber laser with a beam diameter of 70 µm. The chamber protective atmosphere is argon, and the oxygen content is reduced to 200 ppm before printing.
In this work, high density forming components are obtained by optimizing process parameters (laser power, scanning speed, scanning spacing, powder layer thickness, and scanning strategy), and the scanning strategy will be discussed later. The main forming process parameters are shown in Table 2.
Table 2.
SLM forming process parameters.
2.3. Microstructural and Properties Analysis
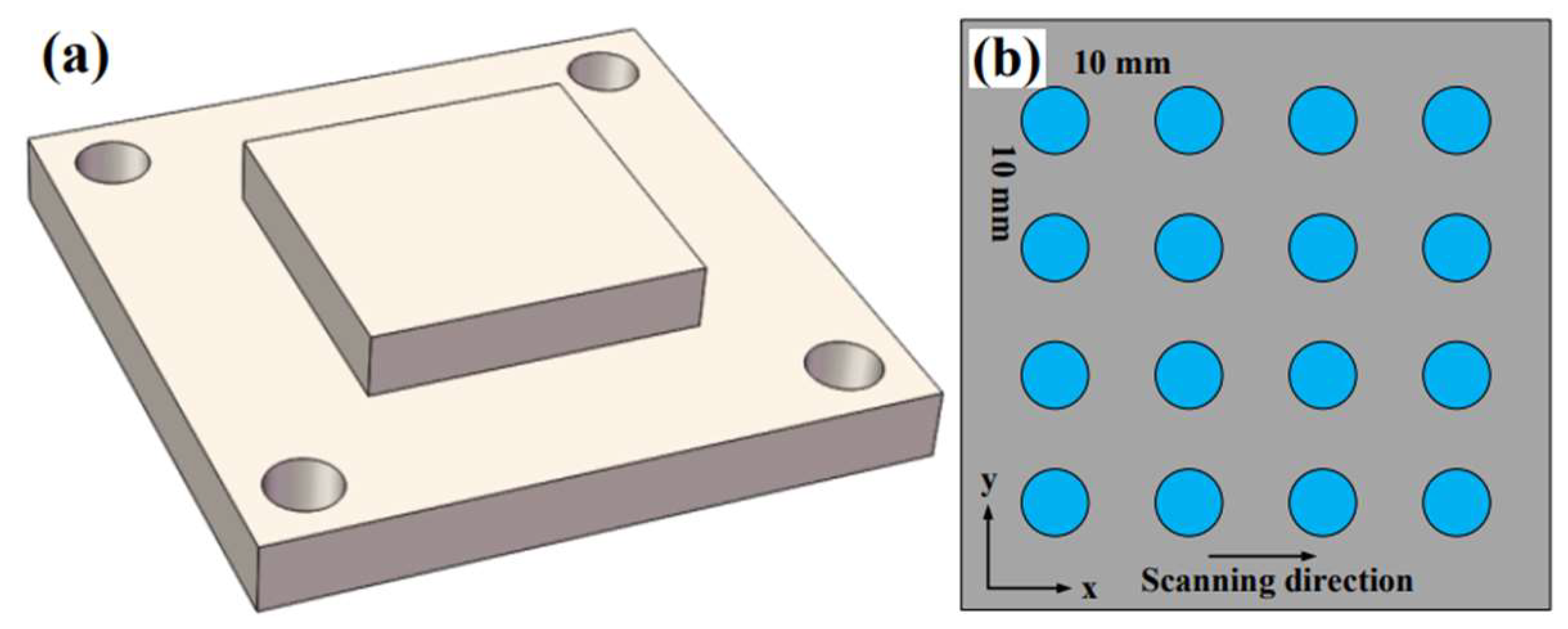
The μ-X360n (Pulstec, Hamamatsu, Japan) residual stress measuring instrument was employed to measure residual stress. To reduce the influence of rough surface, the electrolytic polishing instrument was used to polish the test part before the measurement. The sample with size of 50 × 50 × 10 mm was printed to evaluate the residual stress, and the distribution of test points is shown in Figure 2b. The microstructure of SLM is mainly martensite, and its lattice structure is BCC. Therefore, BCC module in u-360 equipment is used for residual stress measurement. Single direction stress measurement can be completed by single angle secondary incidence. The residual stress in X/Y direction (σx, σy) needs to be rotated 90° for testing. In addition, the positive value is tensile stress and the negative value is compressive stress. The average residual stress is the mean value of normal distribution statistics.
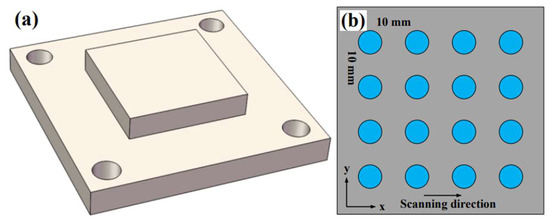
Figure 2.
SLM forming residual stress test. (a) SLM forming sample, (b) schematic of XRD test point.
The forming tensile properties of 24CrNiMo steel SLM samples were tested on the MTS-810 testing machine. The sample size was carried out according to ASTM E8 standard. Strain rate of 0.001 was used for tensile tests. The specimens were cut from the middle of the formed specimen to analyze the microstructure, which were ground and mechanically polished. The 4% HNO3 alcohol solution was used to corrode the cross section of the samples. The microstructure was observed with an optical microscopy.
3. Results and Discussion
3.1. The Effect of Scanning Strategy on Residual Stress in the SLM Process
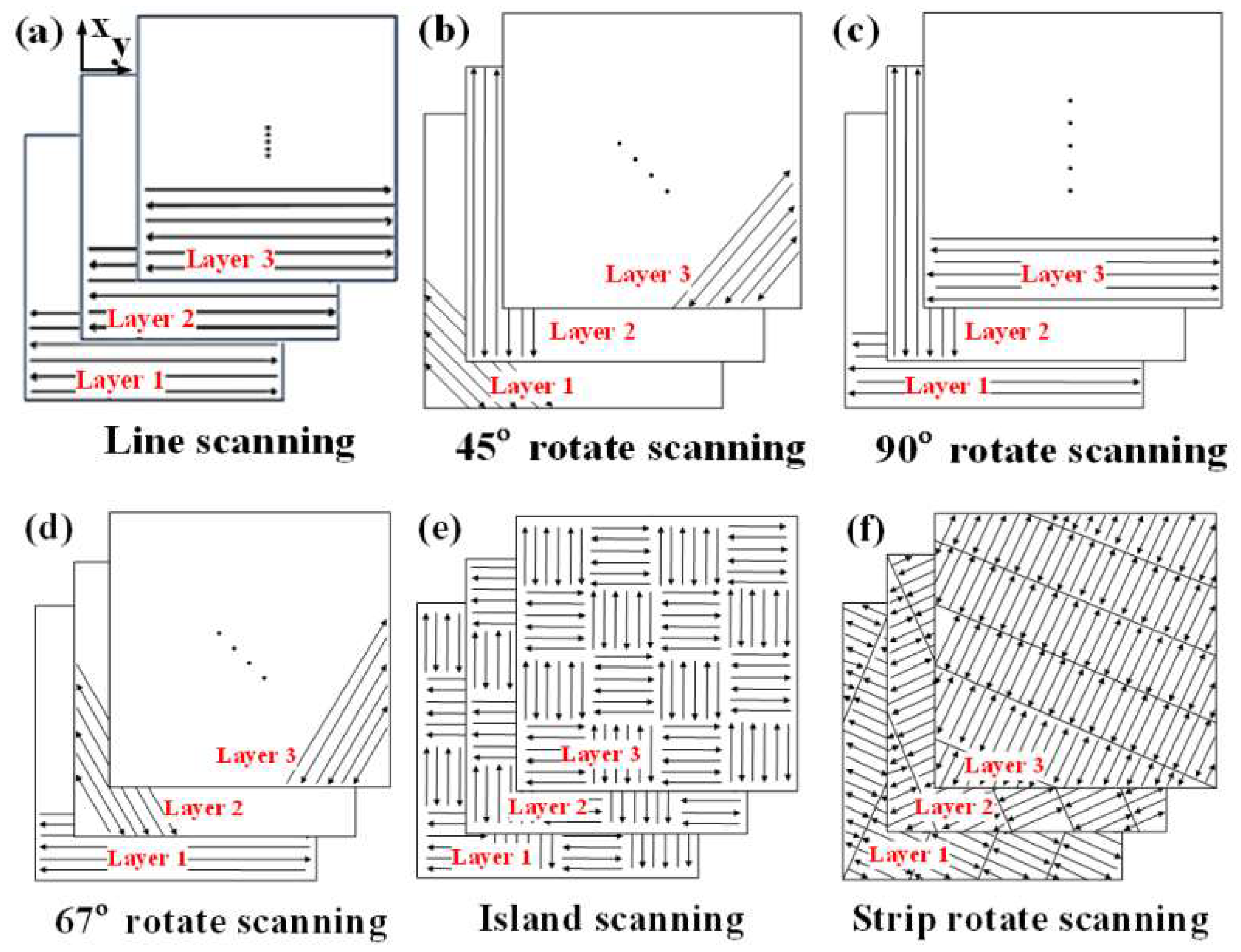
The influence of scanning strategy on residual stress was determined by forming the same blocks. There are six scanning strategies with the same condition of other process parameters, which are line scanning, 45° rotation scanning, 90° rotation scanning, 67° rotation scanning, island scanning, and strip rotation scanning, as shown in Figure 3.
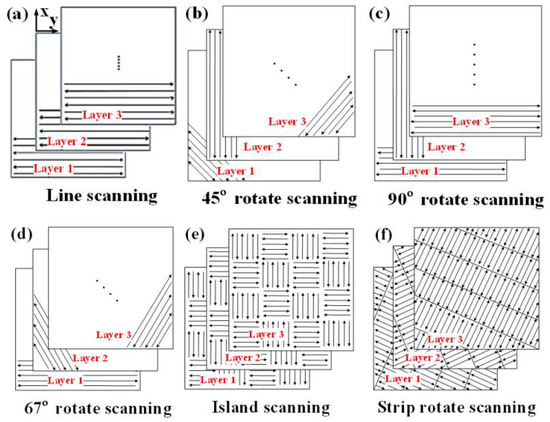
Figure 3.
Schematic of SLM scanning strategies. (a) line scanning; (b) 45° rotation scanning; (c) 90° rotation scanning; (d) 67° rotation scanning; (e) is-land scanning; (f) strip rotation scanning.
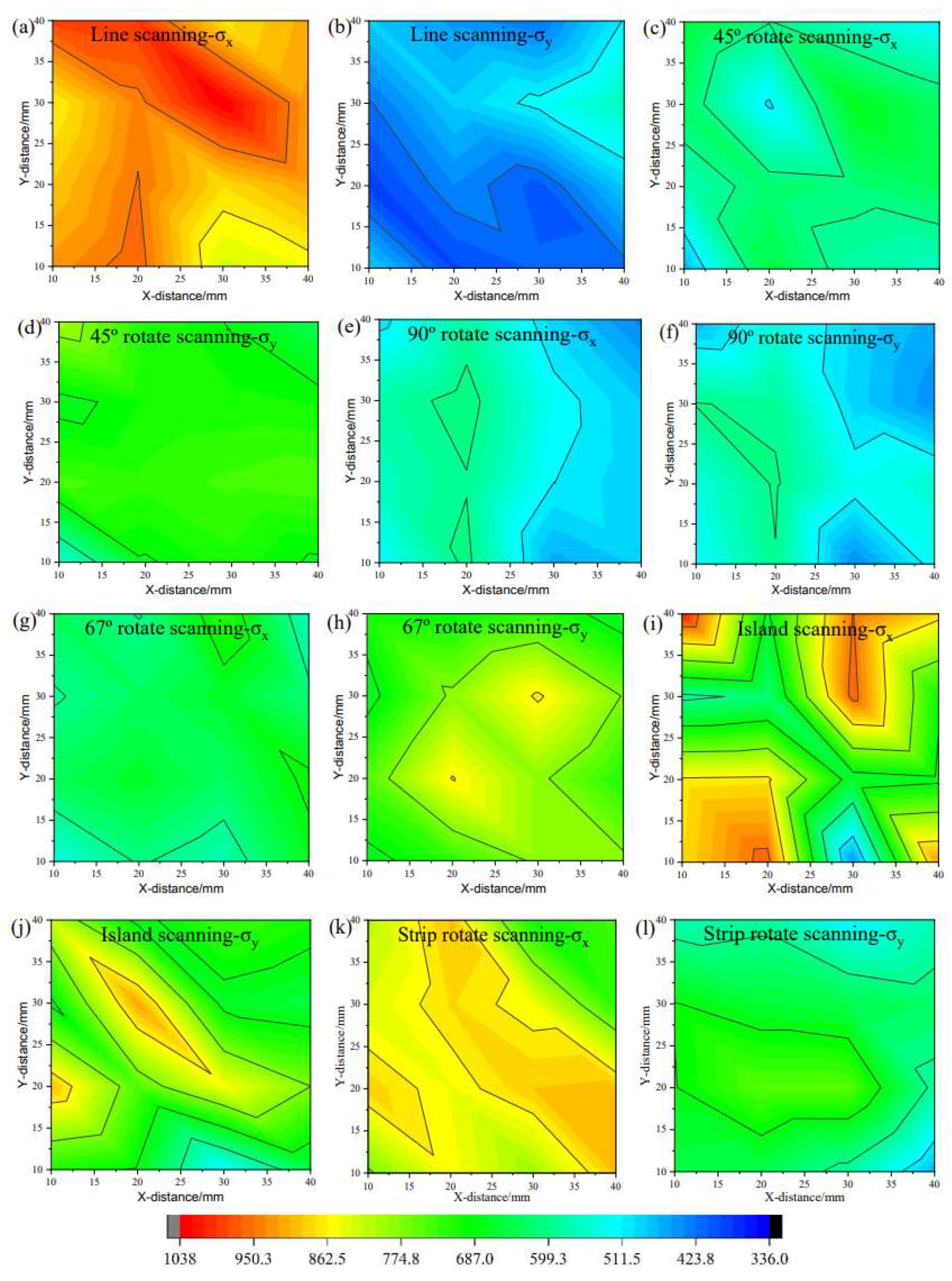
The results of residual stress distribution with different scanning strategies are displayed in Figure 4. As can be seen from Figure 4a,b, the residual stress in the X-Y direction has directionality adopting in line scanning and accumulates along the scanning direction, and the maximum peak stress can reach 1038 MPa. However, the stress perpendicular to the scanning direction is small, and the average stress is about 450 MPa. The stress distribution can be changed using different angles of interlayer rotation scanning strategy. As shown in Figure 4c,d, the stress distribution in the X and Y directions can be more uniform by 45° rotate scanning. Due to the direction of the temperature, gradient distribution was changed using the interlayer rotation scanning strategy to obtain a more uniform temperature distribution, thus reducing the concentration distribution of stress. When the interlayer 90° rotation scanning strategy was adopted, the stresses in the X and Y directions are relatively small, and the residual stress distribution is between 500 and 600 MPa, as shown in Figure 4e,f. Moreover, the finite element simulation results of stress under different scanning strategies show that the minimum residual stress can be obtained using the 45° rotation scanning strategy [25]. Furthermore, Figure 4g,h shows that the residual stress obtained by 67° rotation scanning between layers is small, and the stress distribution in both directions is relatively uniform, with an average stress of about 700 MPa. Uniform rotation between layers could reduce the cumulative superposition of residual stress in the scanning line direction, and uniform rotation scanning is more conducive to the uniform distribution of residual stress in multi-layer forming. The residual stress distribution of the island scanning strategy is between 700 and 950 MPa, as shown in Figure 4i,j, but there is local stress concentration. The island scanning strategy could reduce the distribution of residual stress to a certain extent, but splicing areas were present in the connection area of each partition, which would form a certain stress accumulation after heat treatment by the laser for many times. For the forming of large-sized components, the jump of laser took a certain amount of time, and the overall forming time of island scanning would increase and affect the forming efficiency. The residual stress distribution obtained by the strip rotation scanning strategy is between 600 and 850 MPa. Since the laser scanning direction is in the acute angle scanning range, the stress in the X direction is slightly larger than the Y direction. Due to the small strip spacing (10 mm), the temperature gradient in the local area can be controlled at a small level.
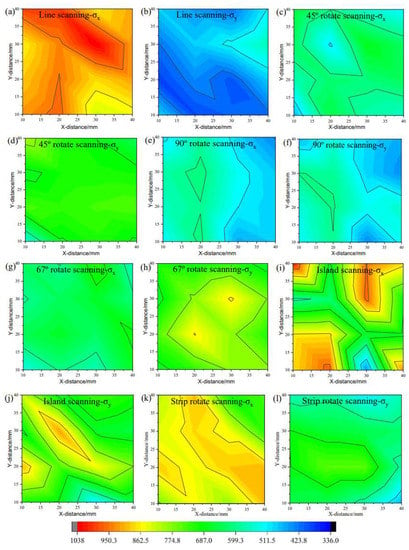
Figure 4.
Residual stress distribution in SLM forming with different scanning strategies. (a) σx-line scanning; (b) σy-line scanning; (c) σx-45° rotation scanning; (d) σy-45° rotation scanning; (e) σx-90° rotation scanning; (f) σy-90° rotation scanning; (g) σx-67° rotation scanning; (h) σy-67° rotation scanning; (i) σx-island scanning; (j) σy-island scanning; (k) σx-strip rotation scanning; (l) σy-strip rotation scanning.
Compared with the results of various scanning strategies, the residual stress with the 67° rotary scanning strategy is the smallest. However, for SLM forming of large-sized components, long linear scanning forming in the single-layer forming process will cause a large temperature gradient between the first forming area and the later forming area, and a large residual stress will be formed in the scanning direction. For the wind field mode with unilateral blowing protection, the most suitable scanning line angle for controlling the process stability shall be acute angle scanning. Therefore, there are certain restrictions on the scanning strategies, such as 45°, 67°, and 90° of interlayer rotation. The most suitable scanning strategy is the strip rotation scanning strategy.
3.2. The Effect of Preheating Temperature on Residual Stress in the SLM Process
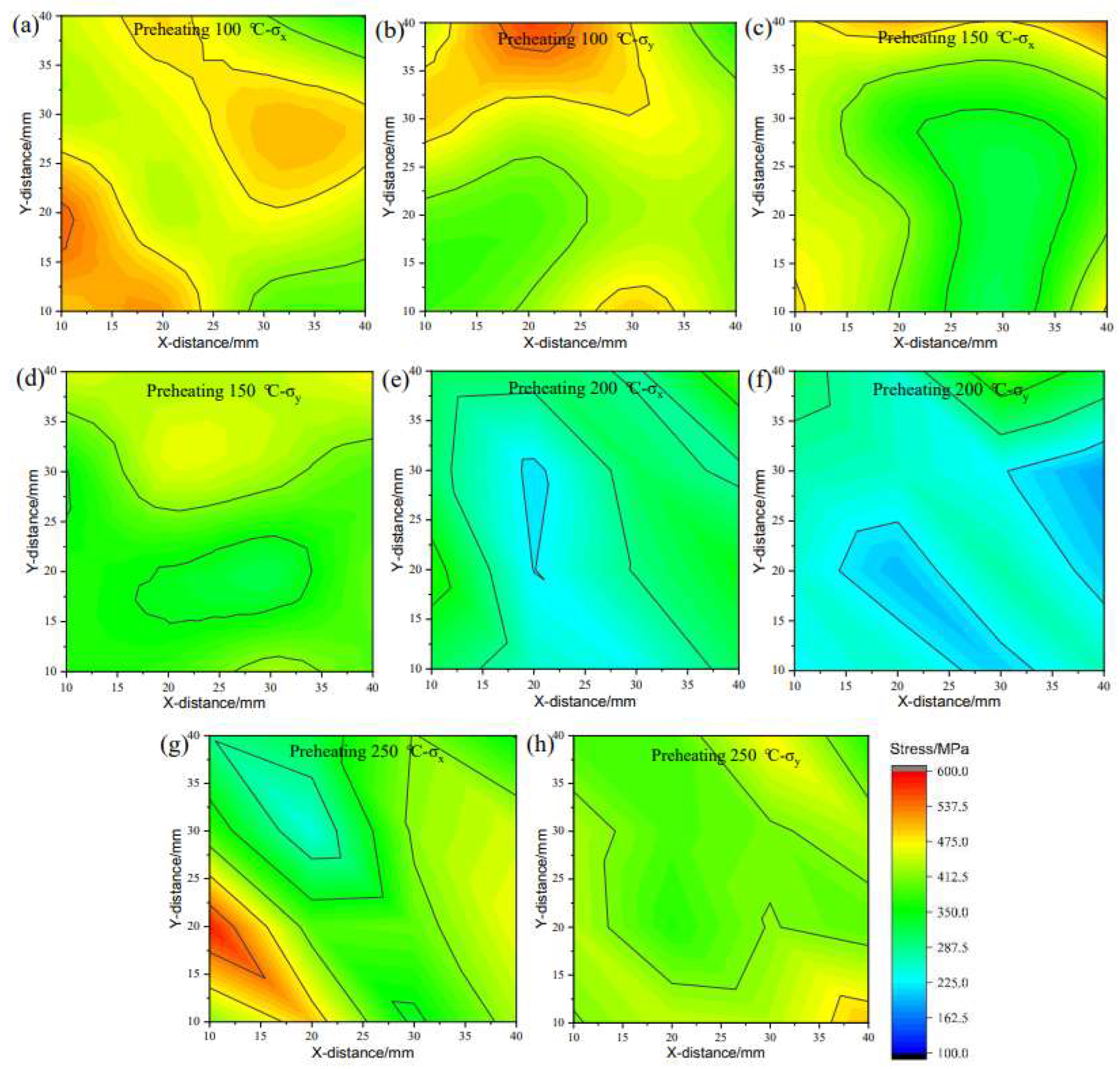
The substrate was preheated to 100, 150, 200, and 250 °C to study the influence of preheating temperature on stress distribution in SLM forming. The scanning strategy used in this section is the strip rotation scanning strategy. To prevent excessive laser energy input, under the optimized process parameters, the laser power decreases by 10 W with preheating temperature increases by 50 °C. The residual stress distribution of SLM forming block with different substrate preheating temperatures is displayed in Figure 5.
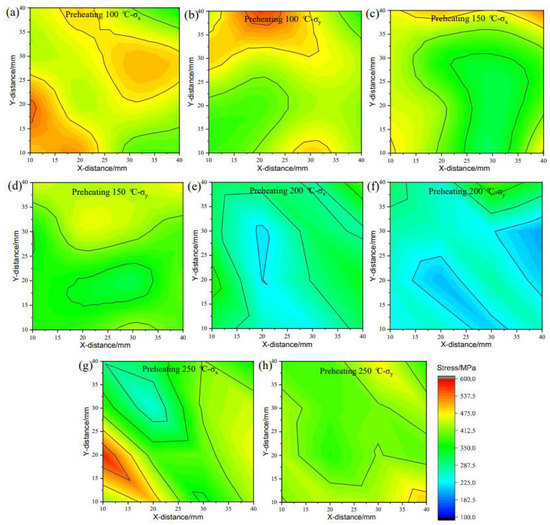
Figure 5.
Residual stress distribution in SLM forming with different preheating temperatures. (a) σx-preheating 100 °C; (b) σy-preheating 100 °C; (c) σx-preheating 150 °C; (d) σy-preheating 150 °C; (e) σx-preheating 200 °C; (f) σy-preheating 200 °C; (g) σx-preheating 250 °C; (h) σy-preheating 250 °C.
When the preheating temperature is 100 °C, the average residual stress is 500 MPa. Compared with the average residual stress of forming at room temperature (800 MPa), the residual stress can be reduced by 37.5% via increasing the preheating temperature to 100 °C. The surface residual stress was further reduced by 46.3% when the preheating temperature was increased to 150 °C. As the preheating temperature is 200 °C, the residual stress reaches the minimum. The average residual stress is 300 MPa, which is significantly reduced by 62.5%. As the preheating temperature increases to 250 °C, the residual stress increases by 100 MPa compared with the temperature of 200 °C. When the preheating temperature is 100 to 200 °C, with the increase in the preheating temperature, the decrease in the cooling rate has a reverse effect on the stress formed by the thermal expansion of SLM forming, resulting in the decrease in the residual stress value with the increase in the preheating temperature.
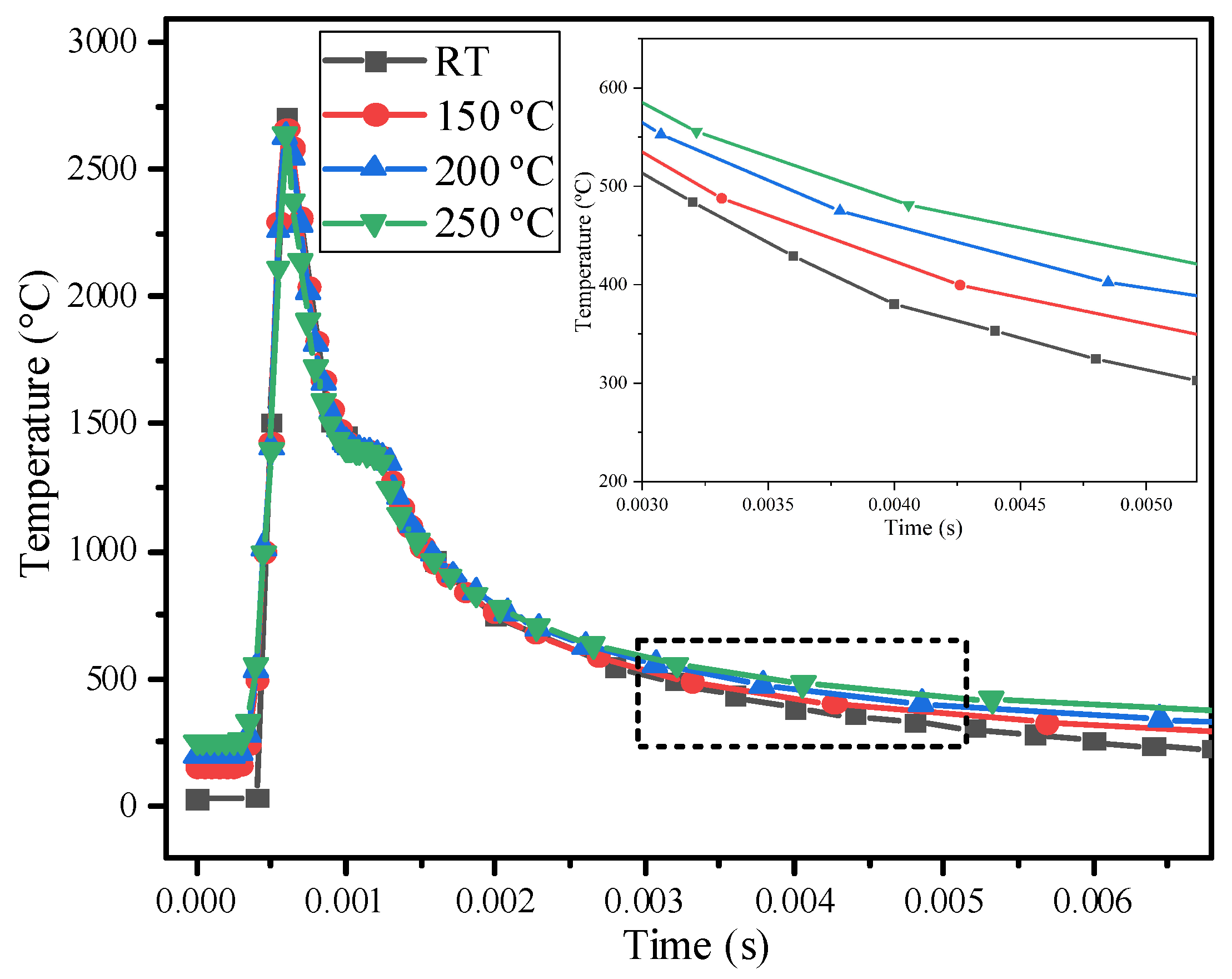
It can be concluded that higher preheating temperature is not always favorable for high-strength steel materials. With the increase in preheating temperature, the residual stress may increase. The thermal cycle curve of preheating is shown in Figure 6. In the SLM manufacturing process, the temperature of the monitoring point increases with the preheating temperature, but the maximum temperature of the molten pool slightly changes with the decrease in the laser power. As the preheating temperature increases, the cooling stage of the temperature cycle curve slows down; namely, the cooling speed of the formed block decreases. The cooling rate of molten pool decreases from 2.32 × 105 °C/s (without preheating) to 1.43 × 104 °C/s (preheating temperature 250 °C). More uniform cooling rate can be obtained by preheating the substrate, and the stress growth caused by the rapid cooling of the metal around the molten pool can be slowed down. The best stress control can be obtained at a preheating temperature of 200 °C. However, higher temperatures place higher demands on the equipment; therefore, a suitable preheating temperature should be 100–150 °C.
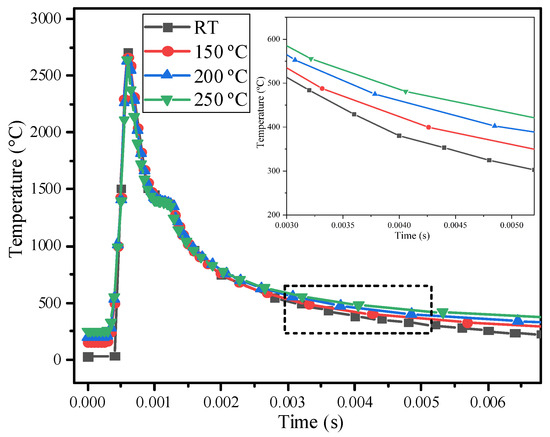
Figure 6.
SLM forming temperature evolution with different preheating temperatures.
3.3. The Effect of Stress Relief Heat Treatment on Residual Stress
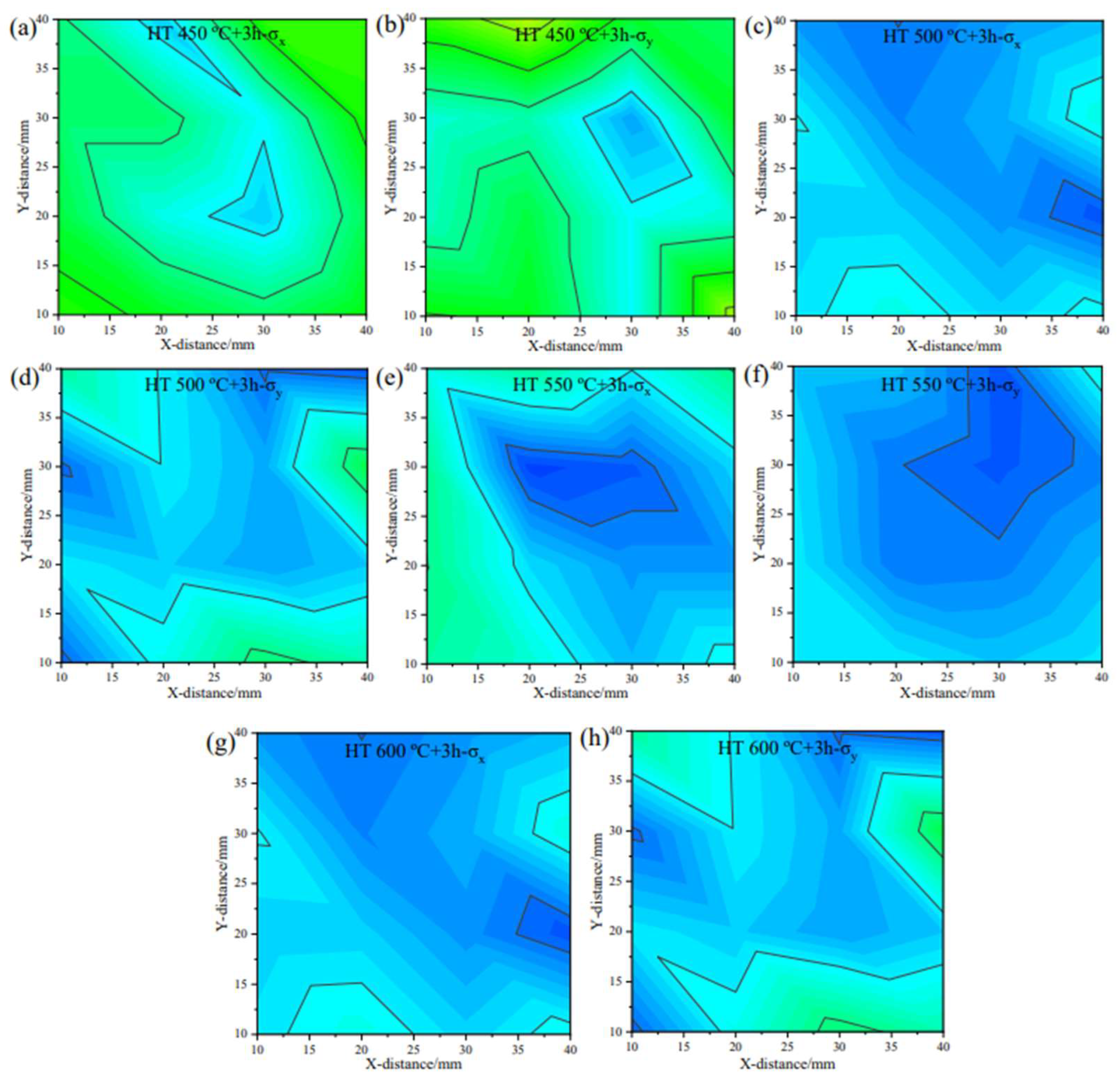
In the process of SLM forming, the residual stress accumulation can be significantly reduced by controlling the process parameters [23,27]. However, there are still large residual stresses in the formed part. Stress relief heat treatment is considered to be an effective way to control residual stress [28]. Since the stress relief treatment temperature can have an effect on the microstructure of high-performance steel [8], it is necessary to optimize the appropriate heat treatment to control the residual stress and properties. The austenitizing temperature of 24CrNiMo steel is about 730 °C. In this section, the SLM formed blocks were subjected to heat treatment at different temperatures (HT: 450/500/550/600 °C + 3 h), and the residual stress was tested again after heat treatment.
The distribution of residual stress with different annealing temperatures is displayed in Figure 7. The results show that the residual stress decreases with different treatment temperatures. When the stress relieving temperature was 450 °C, the average residual stress was reduced from 500 to 400 MPa. As the stress relief annealing temperature increased, the residual stress decreased gradually. When the stress relief annealing temperature increased to 550 °C, the residual stress decreased from 500 MPa in the initial printed state to 230 MPa. As the annealing temperature increased to 600 °C, the residual stress no longer decreased and tended to be stable.
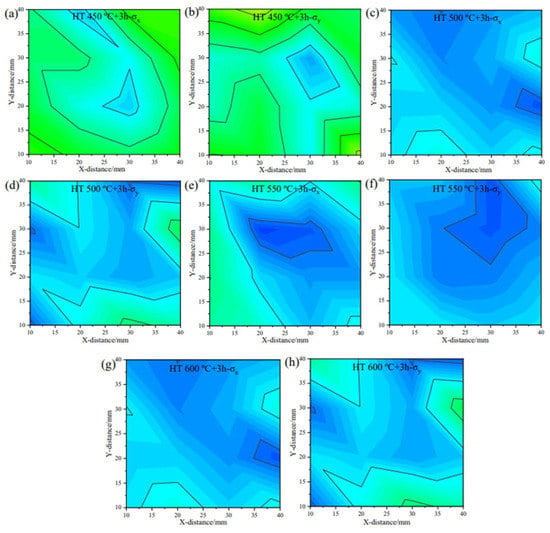
Figure 7.
Residual stress distribution of SLM forming at different annealing temperatures. (a) σx-HT 450 °C; (b) σy-HT 450 °C; (c) σx-HT 500 °C; (d) σy-HT 500 °C; (e) σx-HT 550 °C; (f) σy-HT 550 °C; (g) σx-HT 600 °C; (h) σy-HT 600 °C.
At high temperature, the material absorbs energy and reaches the thermal activation energy state of stress relaxation, which makes the distorted atoms in the material return to the equilibrium state, thus releasing the stress [29]. In addition, annealing temperature at 500–550 °C could reduce or eliminate the metal distortion energy formed by non-equilibrium solidification. The further increase in annealing temperature, since most of the stress has been relaxed, the stress release effect becomes weaker.
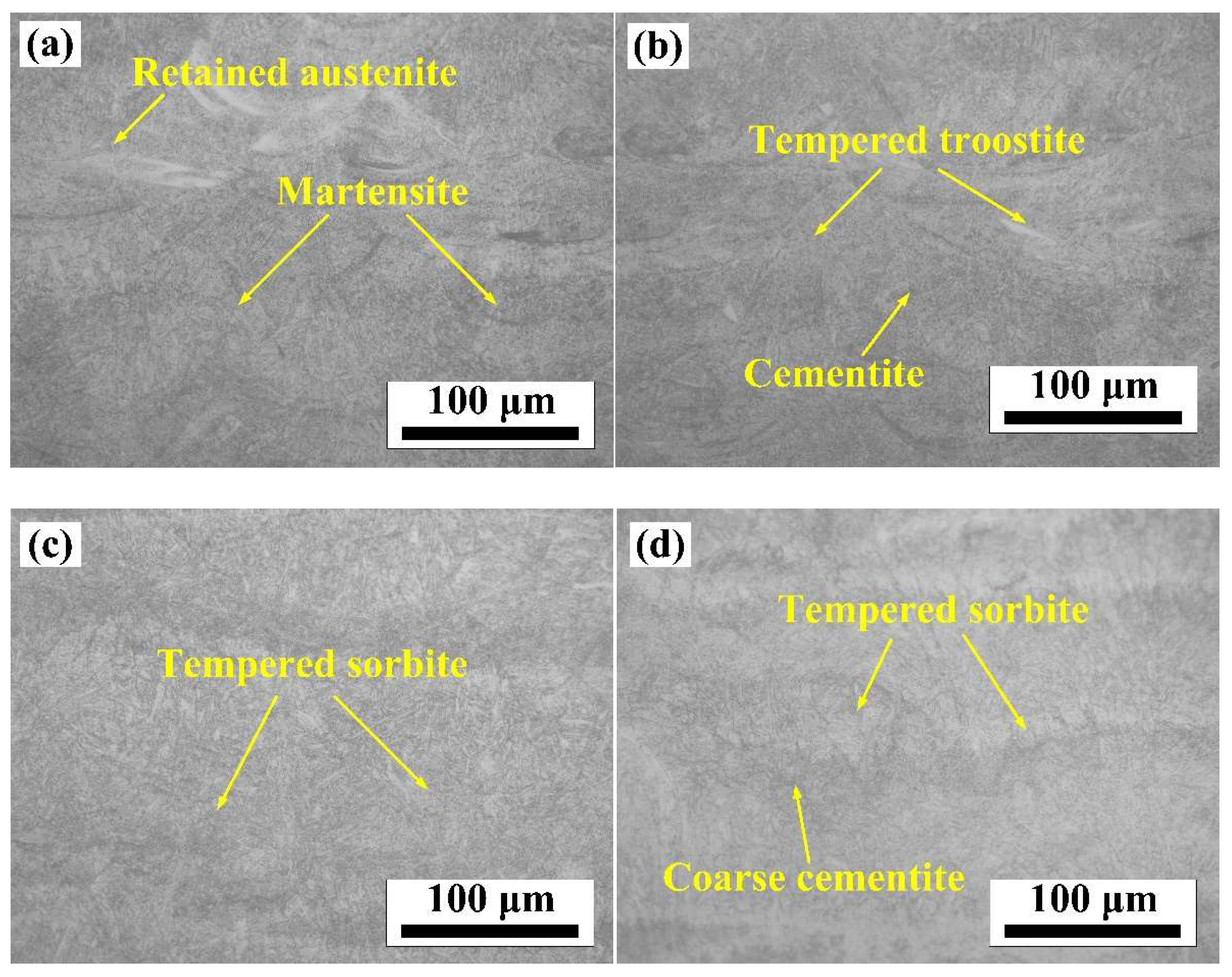
The experimental results indicated that with the increase in stress relieving temperature, the residual stress can be eliminated to a certain extent, but the microstructure and properties of the material will also be greatly affected. Figure 8 shows the microstructure of 24CrNiMo steel obtained by different stress relief annealing treatments. In the process of SLM forming 24CrNiMo steel, the microstructure is mainly martensite and a small amount of retained austenite is due to the rapid cooling rate of the molten pool. In addition, the Marangoni convection caused by the temperature difference during the solidification of the melt pool can cause the liquid metal to move violently, resulting in the uneven structure distribution characteristics at the edge of the molten pool, as shown in Figure 8a. At the same time, due to the large temperature gradient of the molten pool, the solidification structure has the orientation, which leads to the microstructure in the micro-region showing the characteristics of non-equilibrium solidification of cellular crystals and columnar crystals. Due to the influence of laser remelting heating, the heat affected zone is mainly tempered martensite. According to the literature [30], the XRD results show that the SLM deposited, quenched, and tempered phases are mainly α-Fe. Figure 8b shows the microstructure after annealing treatment at 500 °C. After annealing treatment, the microstructure still has certain non-equilibrium solidification characteristics, including cementite precipitation in the non-equilibrium solidification microstructure and formation of carbide aggregates. When the annealing temperature is 550 °C, the segregation formed by non-equilibrium solidification gradually weakened, and the microstructure formed is mainly tempered sorbite (mixture of granular cementite and ferrite). At the same time, the uniform dispersion distribution of cementite has the effect of solution strengthening. When the annealing temperature increases to 600 °C, the microstructure is mainly tempered sorbite, with a large number of cementite aggregates.
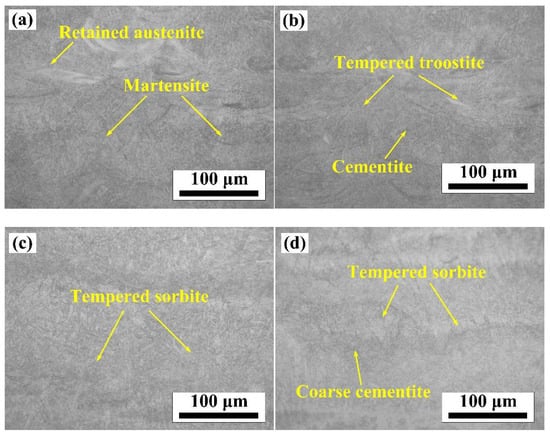
Figure 8.
Microstructure characteristics of SLM sample with different annealing temperatures. (a) SLM state, (b) 500 °C, (c) 550 °C, (d) 600 °C.
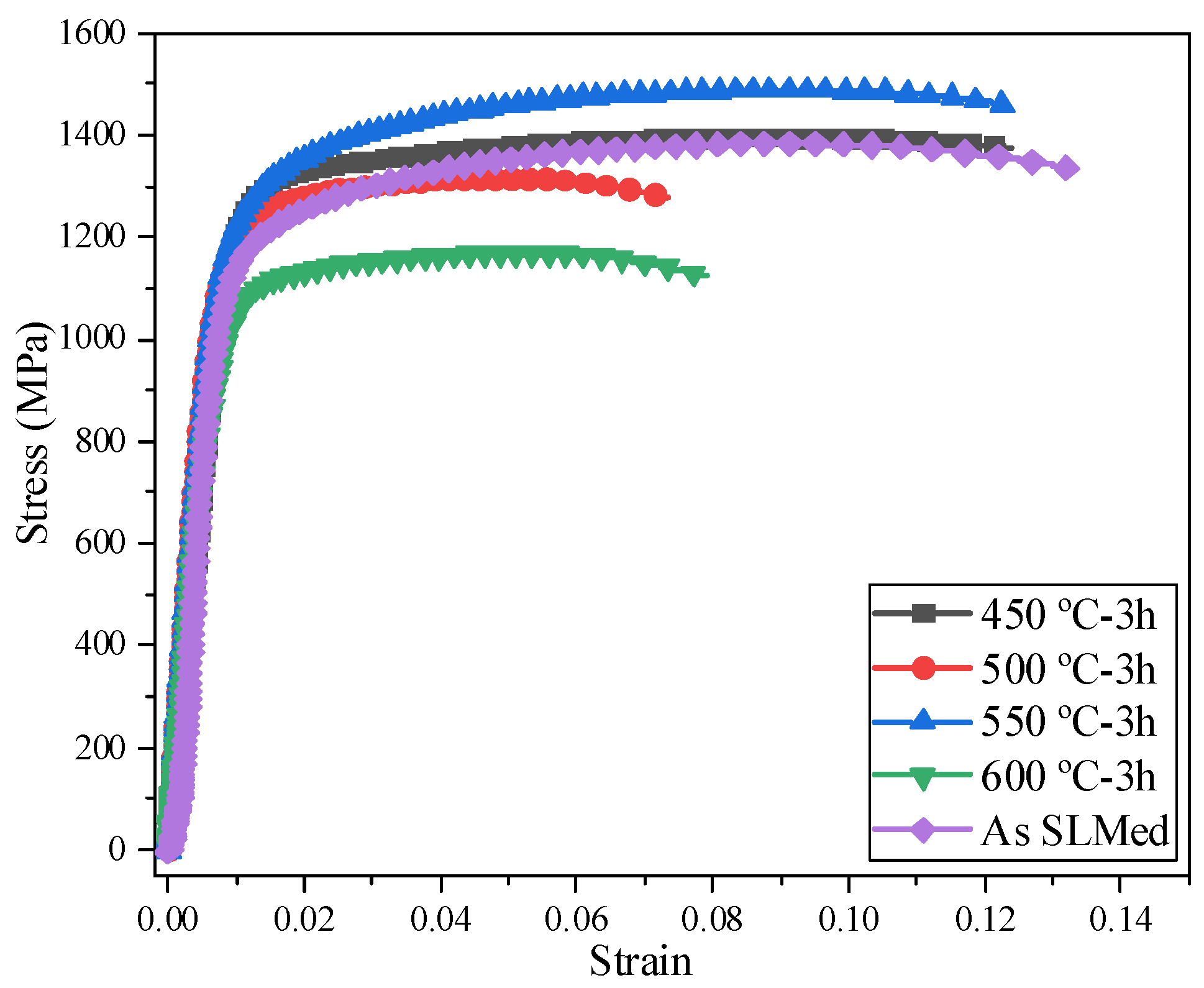
The effect of stress relief annealing treatment on the mechanical properties of 24CrNiMo steel was also investigated, which is shown in Figure 9. As the annealing temperature increases to 500 °C, the strength and elongation decrease. Due to the secondary hardening phenomenon at 500 °C and the precipitation of cementite in the non-equilibrium solidification microstructure, the toughness is significantly reduced. With the further increase in annealing temperature, the microstructure of SLM is transformed into tempered sorbite, which improves the strength and toughness. After annealing treatment at 550 °C for 3 h, the yield strength reaches 1214 MPa, the tensile strength reaches 1485 MPa, and the elongation after fracture is 12.5%. When the annealing temperature reaches 600 °C, the strength and elongation decrease greatly, which is due to the decomposition of martensite and residual austenite at this temperature, and the solution carbon in α-Fe tends to be stable, resulting in the reduction in solution strengthening. The precipitation and aggregation of cementite lead to the decrease in dispersion strengthening effect, eventually causing a significant reduction in strength and toughness. Therefore, the stress relief annealing temperature for SLM forming of 24CrNiMo steel is 550 °C. In addition, the time of annealing treatment would be selected according to the size and structural characteristics. In this study, the stress relief annealing time was 3 h. For large-sized structural components, the stress relief annealing time can be appropriately prolonged.
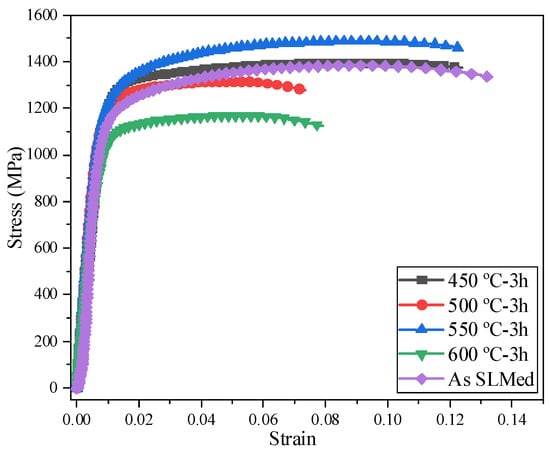
Figure 9.
Stress-strain curve with different annealing temperatures.
4. Conclusions
In this work, the stress control strategy for SLM forming of 24CrNiMo high-strength steel was obtained by experimentally investigating the scanning strategy, preheating temperature, and stress relief annealing treatment. Some of the prominent conclusions that can be drawn from this study are as follows:
(1) The optimized scanning strategy mainly changes the peak and distribution of residual stresses. A uniform stress distribution can be obtained using the strip rotation scanning strategy.
(2) The residual stress gradually decreases with the increasing substrate preheating temperature, and increases when the preheating temperature is 250 °C. At a preheating temperature of 200 °C, a significant reduction of 62.5% in residual stresses is achieved.
(3) As the stress relief annealing temperature increases, the residual stress gradually decreases. Higher annealing temperatures can cause carbide precipitation and reduce the mechanical properties of SLM part. The best stress relief annealing treatment is as follows: Annealing temperature 550 °C + holding time 3 h.
(4) The appropriate residual stress, microstructure and mechanical properties control strategies for SLM forming of 24CrNiMo high-strength steel are as follows: Strip rotation scanning strategy, preheating temperature 100–150 °C, and annealing temperature 550 °C + holding time 3 h.
Author Contributions
Conceptualization, Y.C., Y.L. (Yan Liu) and H.C.; methodology, Y.C.; formal analysis, Y.L. (Yue Liu) and L.R.; investigation, Y.C., Z.Z., Y.L. (Yue Liu) and L.R.; resources, P.R., X.M., Y.L. (Yan Liu) and H.C.; data curation, A.D.; writing—original draft preparation, Y.C. and A.D.; writing—review and editing, P.R., X.M., A.D., Y.L. (Yan Liu), H.C., Z.Z., Y.L. (Yue Liu) and L.R.; visualization, Z.Z.; supervision, P.R., X.M., Y.L. (Yan Liu) and H.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pasebani, S.; Ghayoor, M.; Badwe, S.; Irrinki, H.; Atre, S. Effects of atomizing media and post processing on mechanical properties of 17-4 ph stainless steel manufactured via selective laser melting. Addit. Manuf. 2018, 22, 127–137. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Z.; Tong, X.; Dong, S.; Cui, Z.; Wang, X.; Ren, L. Effects of process parameters on the microstructure and mechanical properties of 24crnimo steel fabricated by selective laser melting. Opt. Laser Technol. 2020, 128, 106262. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, S.; Zhang, C.H.; Chen, J.; Zhang, J.B.; Dong, S.Y. Additive manufacturing of 24crnimo low alloy steel by selective laser melting: Influence of volumetric energy density on densification, microstructure and hardness. Mater. Sci. Eng. A 2021, 809, 140957. [Google Scholar] [CrossRef]
- Wei, M.; Chen, S.; Xi, L.; Liang, J.; Liu, C. Selective laser melting of 24crnimo steel for brake disc: Fabrication efficiency, microstructure evolution, and properties. Opt. Laser Technol. 2018, 107, 99–109. [Google Scholar] [CrossRef]
- Sander, J.; Hufenbach, J.; Bleckmann, M.; Giebeler, L.; Wendrock, H.; Oswald, S.; Gemming, T.; Eckert, J.; Kühn, U. Selective laser melting of ultra-high-strength trip steel: Processing, microstructure, and properties. J. Mater. Sci. 2017, 52, 4944–4956. [Google Scholar] [CrossRef]
- Yan, J.J.; Zheng, D.; Li, H.; Jia, X.; Sun, J.; Li, Y.L.; Qian, M.; Yan, M. Selective laser melting of h13: Microstructure and residual stress. J. Mater. Sci. 2017, 52, 12476–12485. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, X.; Kang, N.; Wang, Z.; Wang, Q.; Liu, Y. Huang. Laser powder bed fusion of zr-modified al–cu–mg alloy: Crack-inhibiting, grain refinement, and mechanical properties. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2022, 838, 142618. [Google Scholar] [CrossRef]
- Frkan, M.; Konecna, R.; Nicoletto, G.; Kunz, L. Microstructure and fatigue performance of slm-fabricated ti6al4v alloy after different stress-relief heat treatments. Transp. Res. Procedia 2019, 40, 24–29. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of scanning strategies on residual stress and mechanical properties of selective laser melted ti6al4v. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Qiu, C.; Chen, H.; Liu, Q.; Yue, S.; Wang, H. On the solidification behaviour and cracking origin of a nickel-based superalloy during selective laser melting. Mater. Charact. 2019, 148, 330–344. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, C.; Yang, J.; Hong, R.; Weng, C.; Wang, H. Microstructure and machinability of selective laser melted high-strength maraging steel with heat treatment. J. Mater. Process. Technol. 2021, 288, 116906. [Google Scholar] [CrossRef]
- Wang, J.; Liu, S.; Fang, Y.; He, Z. A short review on selective laser melting of h13 steel. Int. J. Adv. Manuf. Technol. 2020, 108, 2453–2466. [Google Scholar] [CrossRef]
- Fang, Z.; Wu, Z.; Huang, C.; Wu, C. Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, M.; Liu, Z.; Li, C.; Kumar, P.; Liu, Z.; Zhang, Y. Microstructure, surface quality, residual stress, fatigue behavior and damage mechanisms of selective laser melted 304l stainless steel considering building direction. Addit. Manuf. 2021, 46, 102147. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, X.; Zhu, Y.; Zhu, X.; Sun, J.; Yan, B. An approach to predict the residual stress and distortion during the selective laser melting of alsi10mg parts. Int. J. Adv. Manuf. Technol. 2018, 97, 3535–3546. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. Fem analysis of thermal and residual stress profile in selective laser melting of 316l stainless steel. J. Manuf. Process. 2021, 66, 81–100. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Development of a probability distribution model for the SCFs in tubular X-connections retrofitted with FRP. Structures 2022, 36, 233–247. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Stress concentration factors in tubular T-joints reinforced with external ring under in-plane bending moment. Ocean Eng. 2022, 266, 112551. [Google Scholar] [CrossRef]
- Roberts, I.A. Investigation of Residual Stresses in the Laser Melting of Metal Powders in Additive Layer Manufacturing. Ph.D. Thesis, University of Wolverhampton, West Midlands, UK, 2012. [Google Scholar]
- Zeng, K.; Pal, D.; Teng, C.; Stucker, B.E. Evaluations of effective thermal conductivity of support structures in selective laser melting. Addit. Manuf. 2015, 6, 67–73. [Google Scholar] [CrossRef]
- Bang, G.B.; Park, J.H.; Kim, W.R.; Hyun, S.; Park, H.; Lee, T.W.; Kim, H.G. Study on the effect of preheating temperature of slm process on characteristics of cocrmo alloy. Mater. Sci. Eng. A 2022, 841, 143020. [Google Scholar] [CrossRef]
- Xiaohui, J.; Chunbo, Y.; Honglan, G.; Shan, G.; Yong, Z. Effect of supporting structure design on residual stresses in selective laser melting of alsi10mg. Int. J. Adv. Manuf. Technol. 2022, 118, 1597–1608. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Influence of process parameters on residual stress related distortions in selective laser melting. Procedia Manuf. 2018, 21, 92–99. [Google Scholar] [CrossRef]
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning strategy in selective laser melting (slm): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Zou, S.; Xiao, H.; Ye, F.; Li, Z.; Tang, W.; Zhu, F.; Chen, C.; Zhu, C. Numerical analysis of the effect of the scan strategy on the residual stress in the multi-laser selective laser melting. Results Phys. 2020, 16, 103005. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Processing parameter effects on residual stress and mechanical properties of selective laser melted ti6al4v. J. Mater. Eng. Perform. 2018, 27, 4059–4068. [Google Scholar] [CrossRef]
- Chao, Q.; Thomas, S.; Birbilis, N.; Cizek, P.; Hodgson, P.D.; Fabijanic, D. The effect of post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316l stainless steel. Mater. Sci. Eng. A 2021, 821, 141611. [Google Scholar] [CrossRef]
- Chen, T.; Wang, L.; Tan, S. Effects of vacuum annealing treatment on microstructures and residual stress of alsi10mg parts produced by selective laser melting process. Mod. Phys. Lett. B 2016, 30, 1650255. [Google Scholar] [CrossRef]
- Zhang, P. The Study on Microstructure and Mechanical Properties of Selective Laser Melting Additive Manufactured 24CrNiMo Alloy Steel. Master’s Thesis, Jilin University, Jilin, China, 2019. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).