
Analysis of Composite Coating of Deep Drawing Tool




Abstract
:1. Introduction
2. Material and Methods
3. Experimental Setup
4. Experimental Methods
5. Results and Discussion
5.1. Analysis of the Chemical Composition of the Deep Drawing Tool
5.2. Microscopic Evaluation of the Deep Drawing Tool
5.3. Results of TEM Analysis
5.4. Analysis of the Deep Drawing Tool after Wear
6. Conclusions
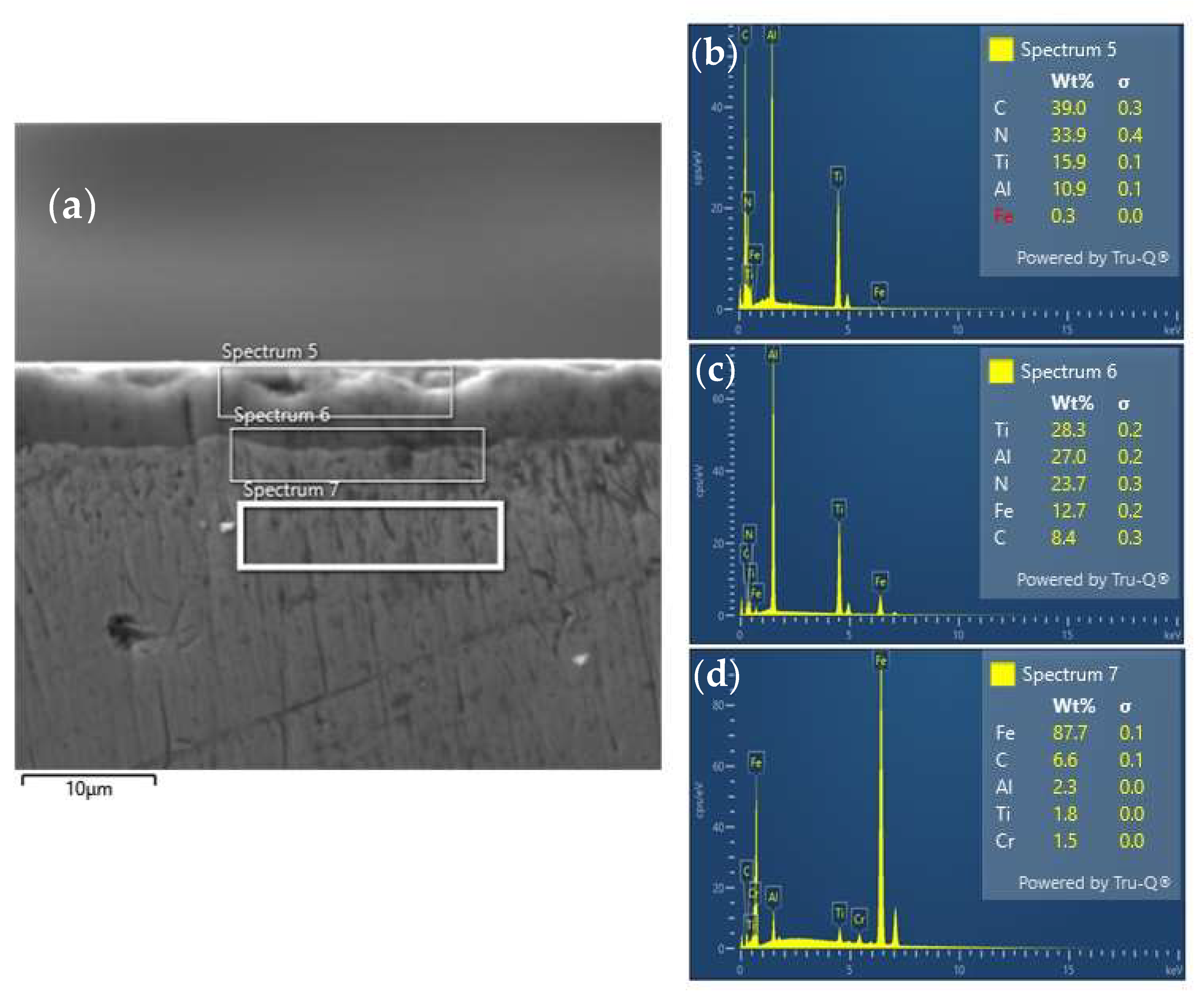
- The spectral analysis performed showed that the basic material of the deep-drawing tool is STN 14 109 steel;
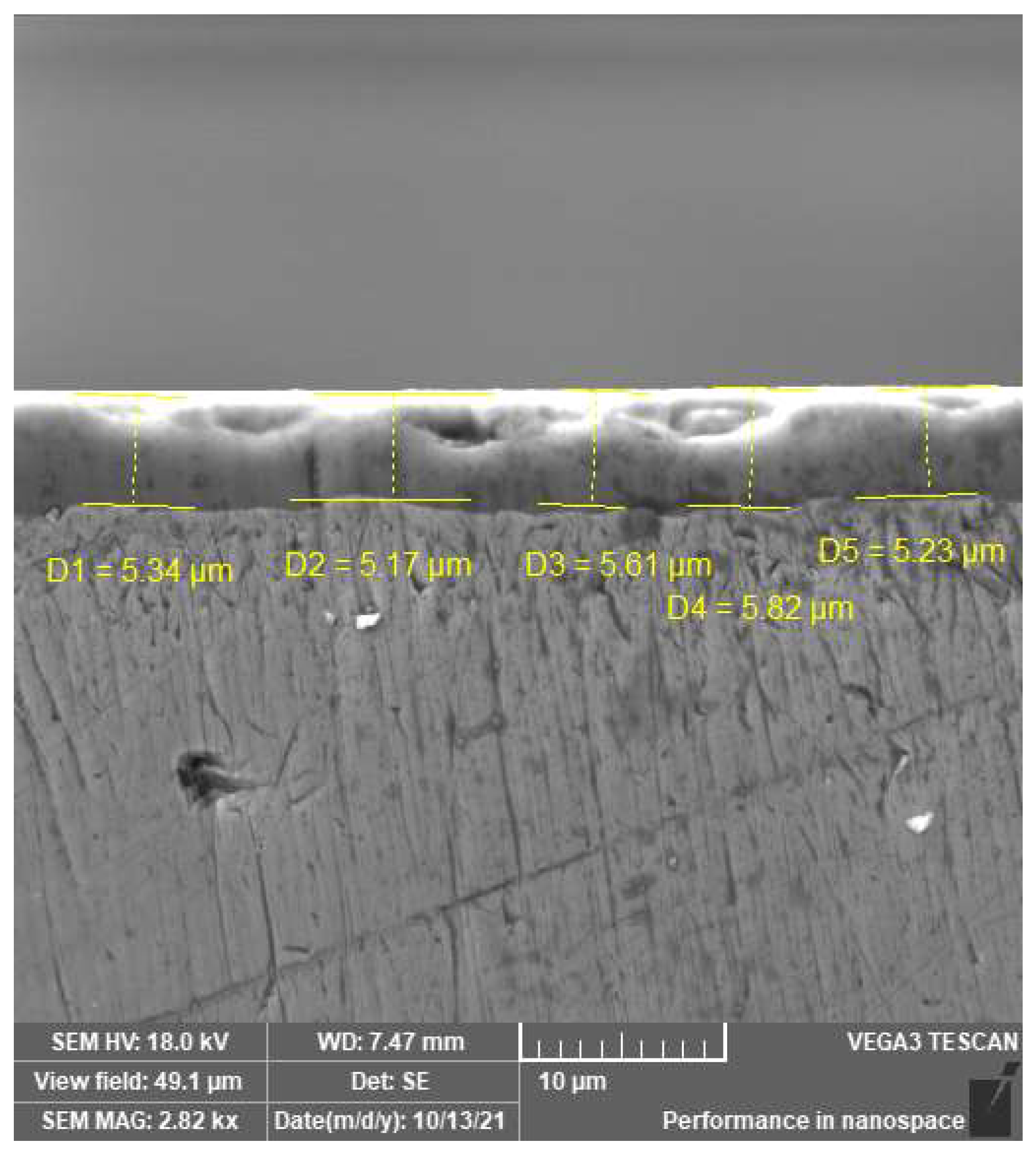
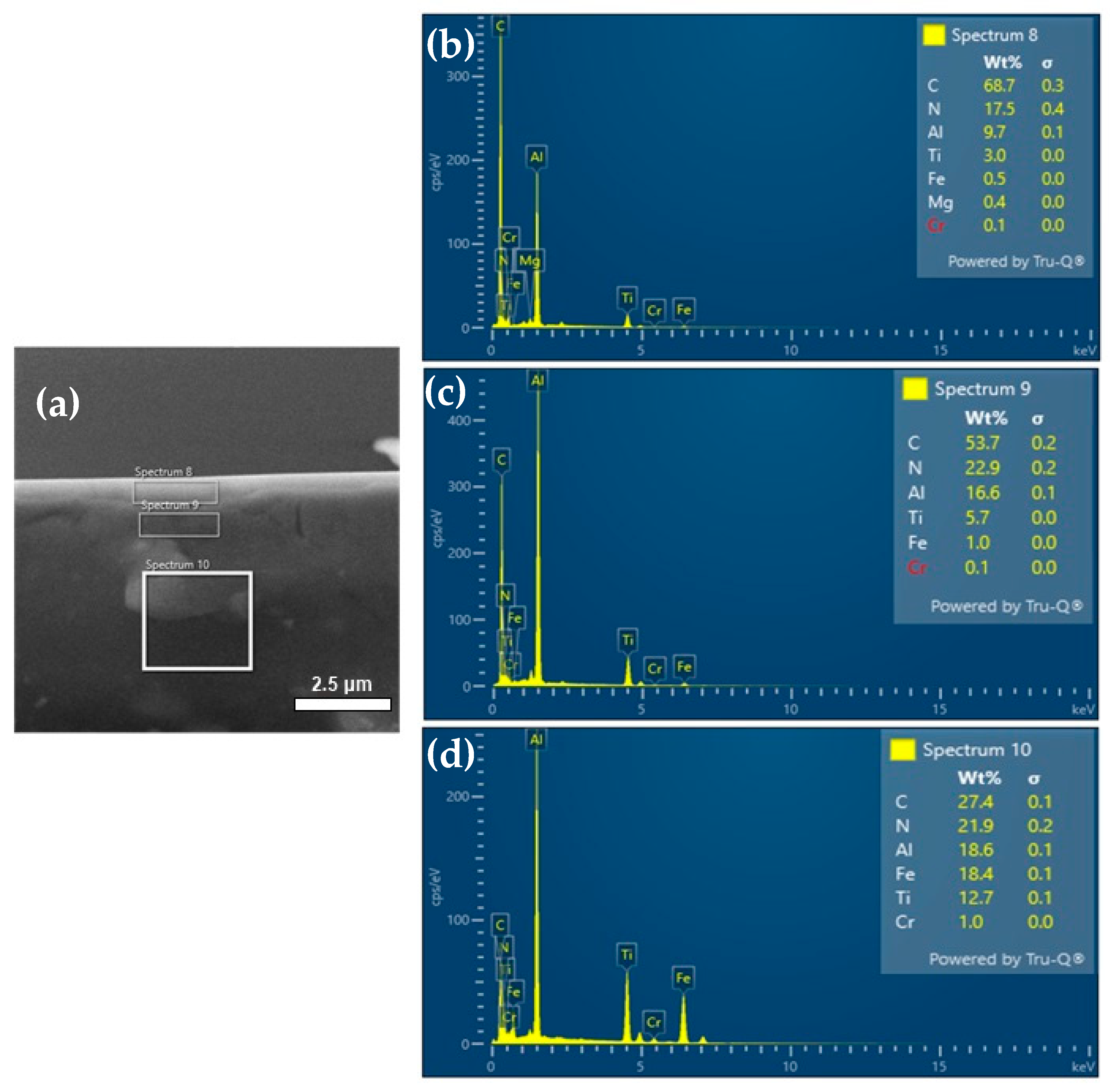
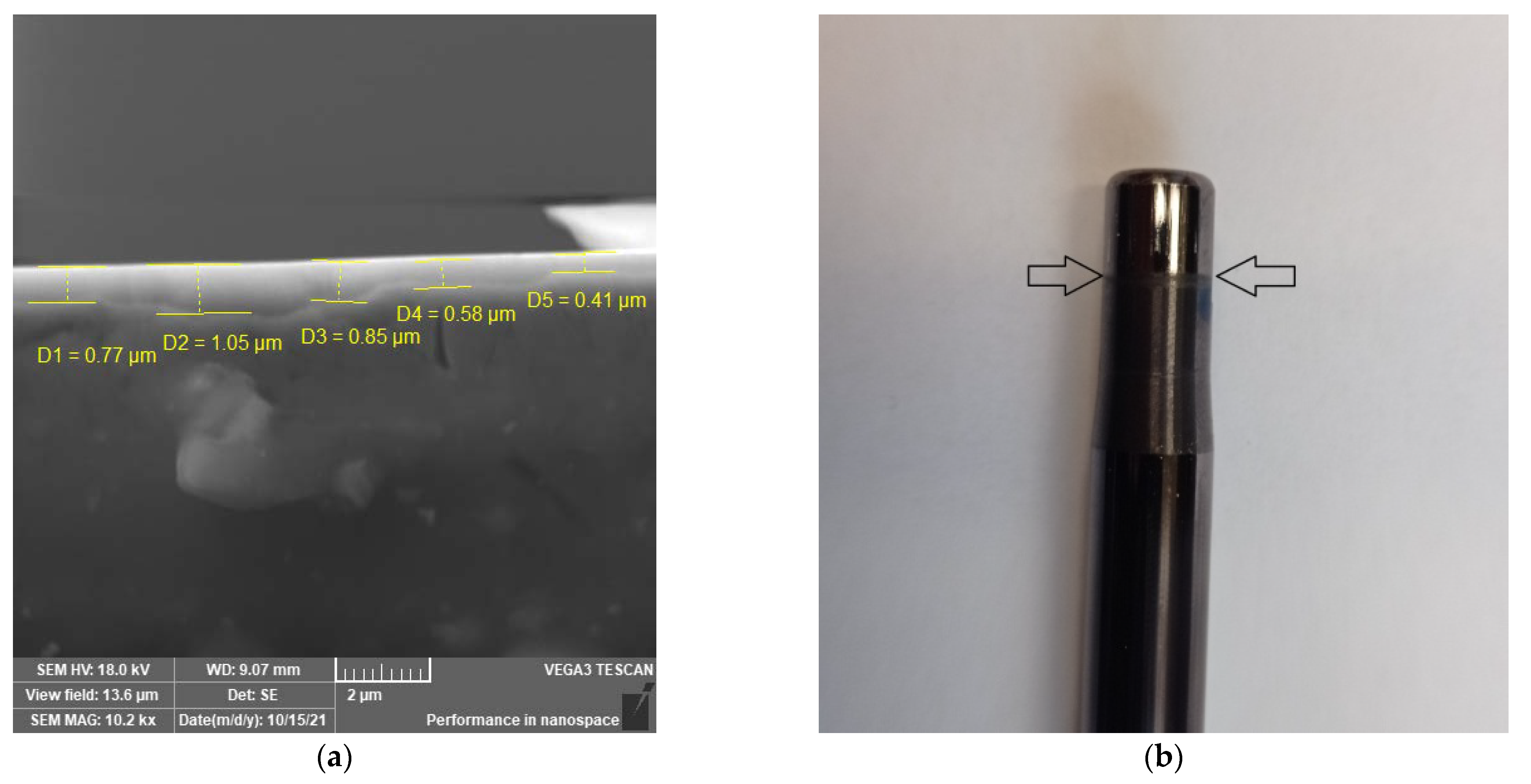
- The analysis of surface morphology showed a good and high-quality diffusion connection between the base layer and the coating, where the coating is continuous, compact, and without defects, it increased porosity, microcracks, etc. The applied layer ranges from 5.2 to 5.8 µm;
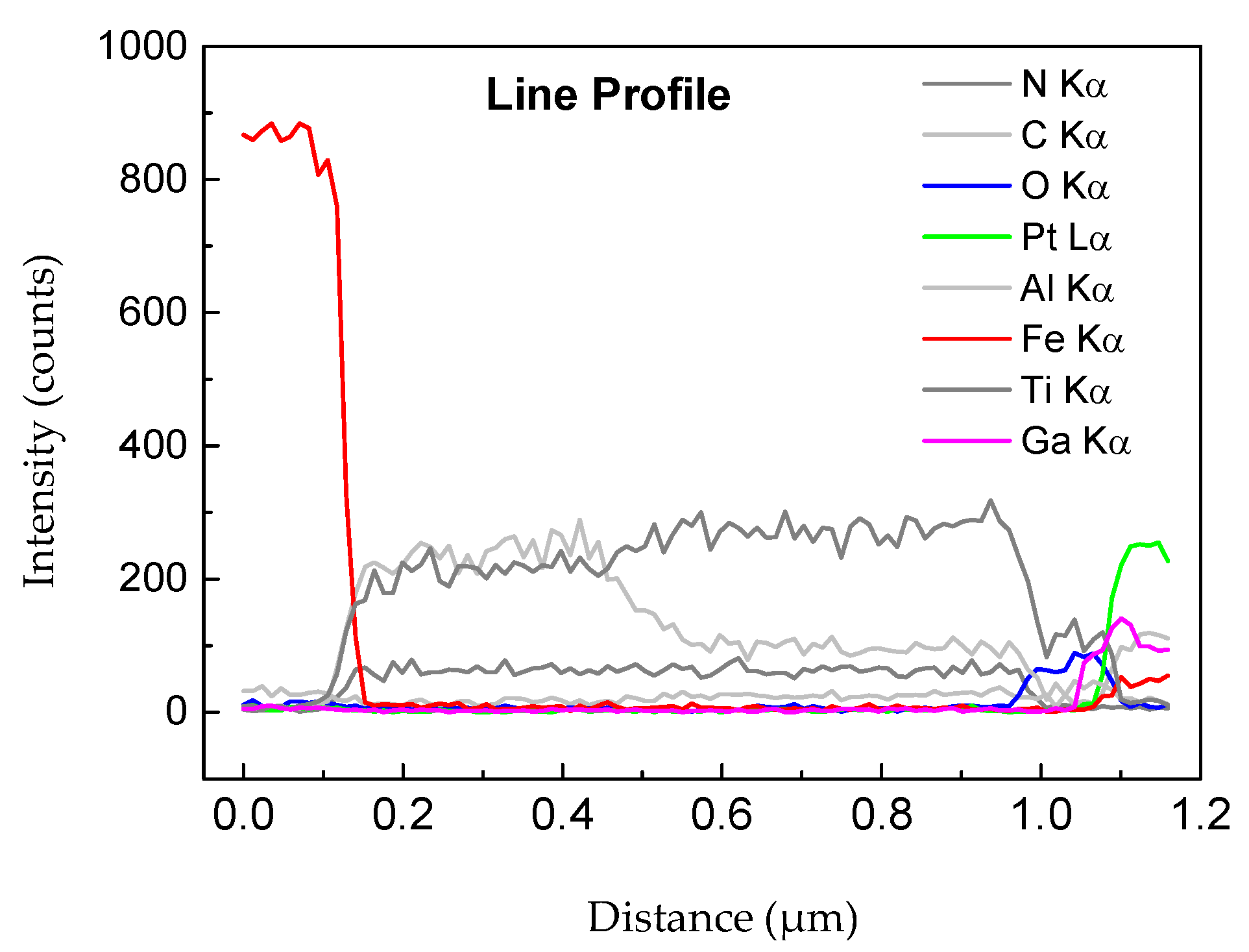
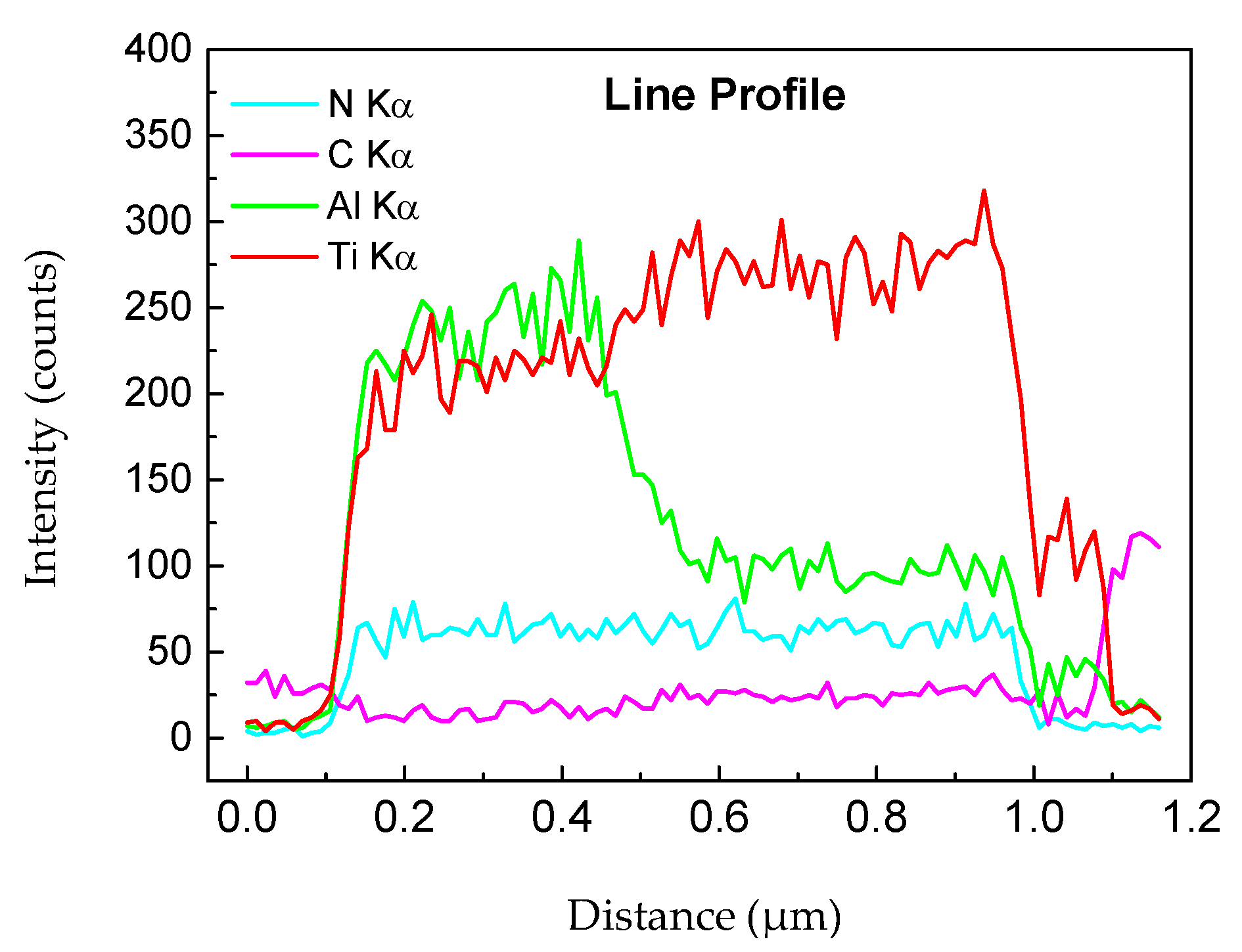
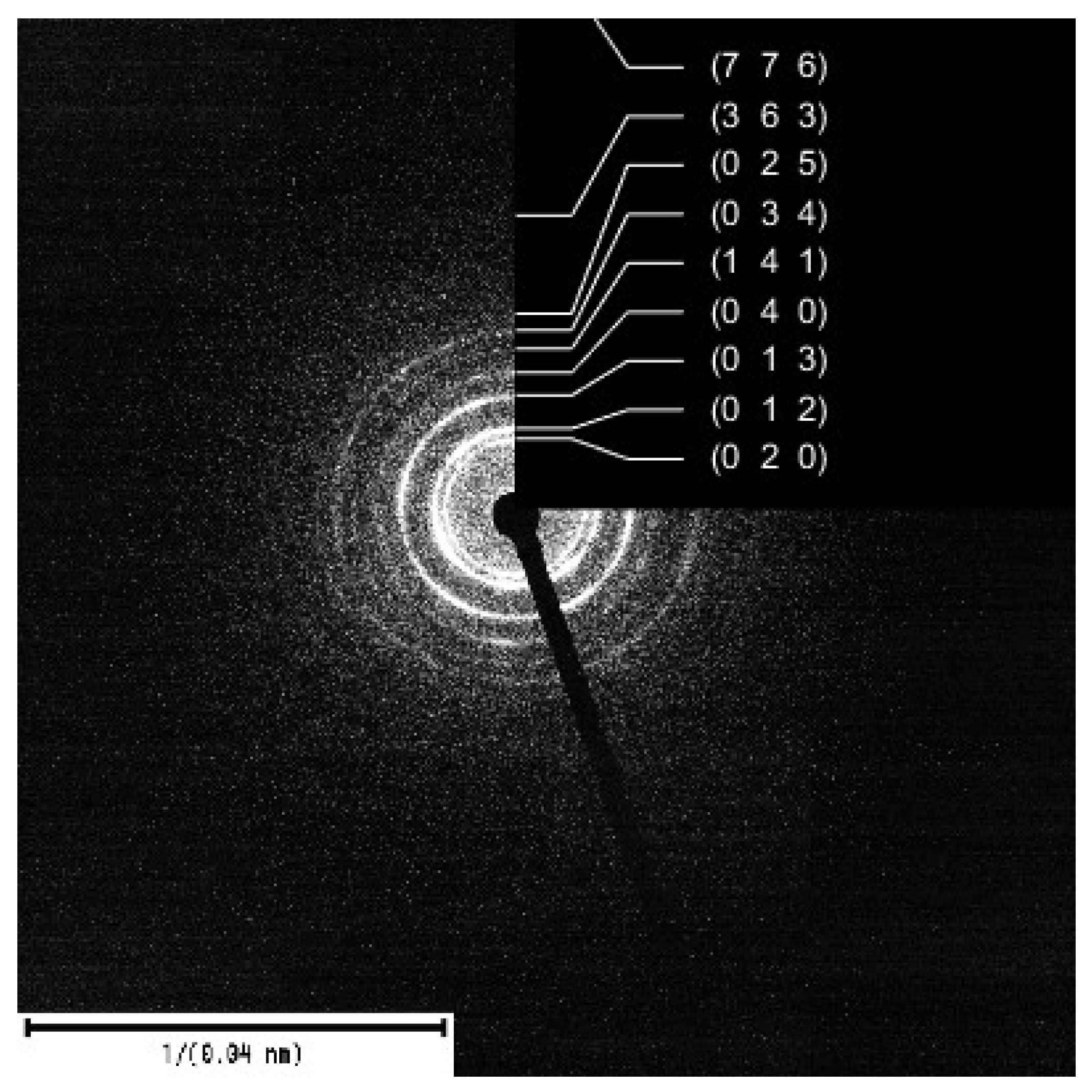
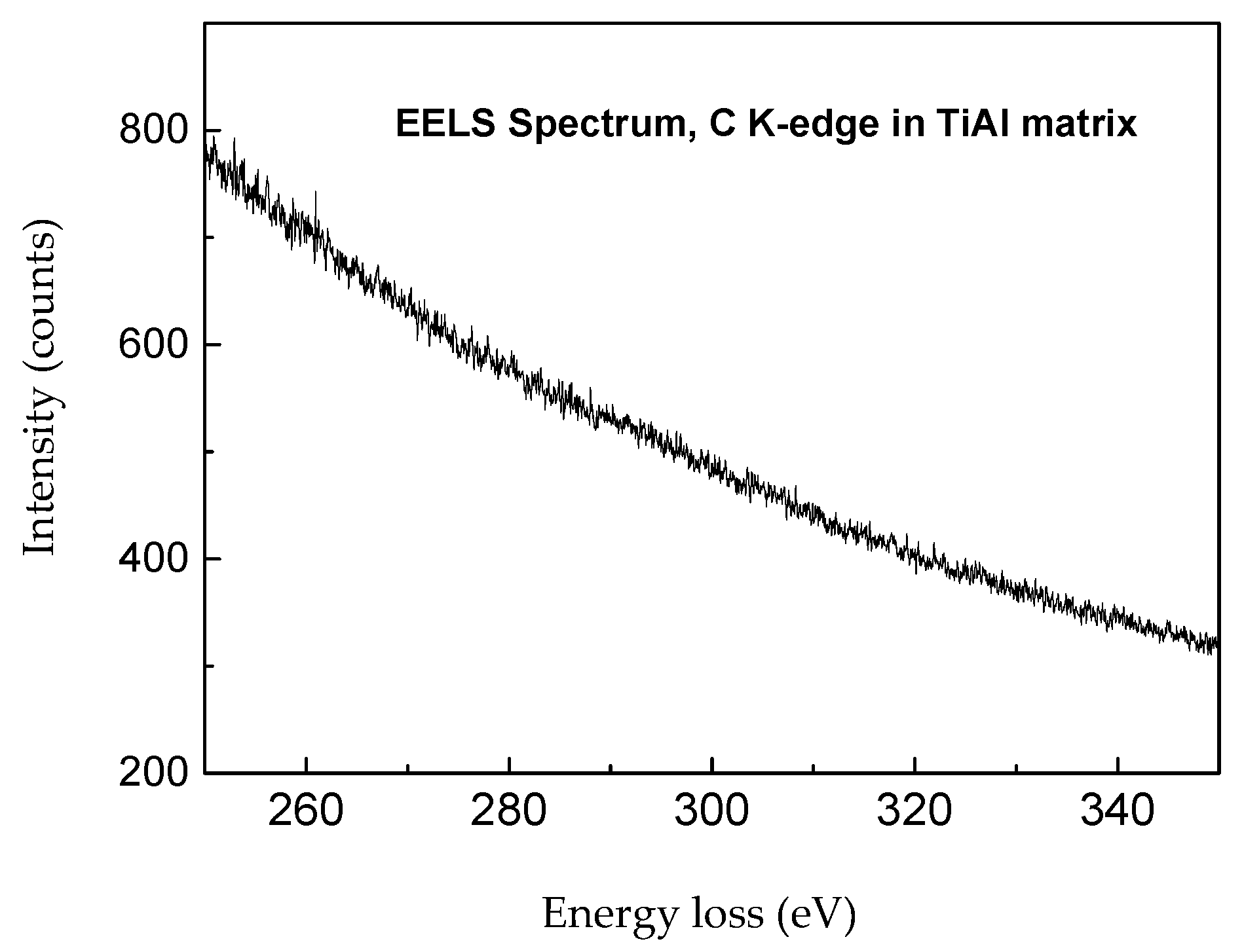
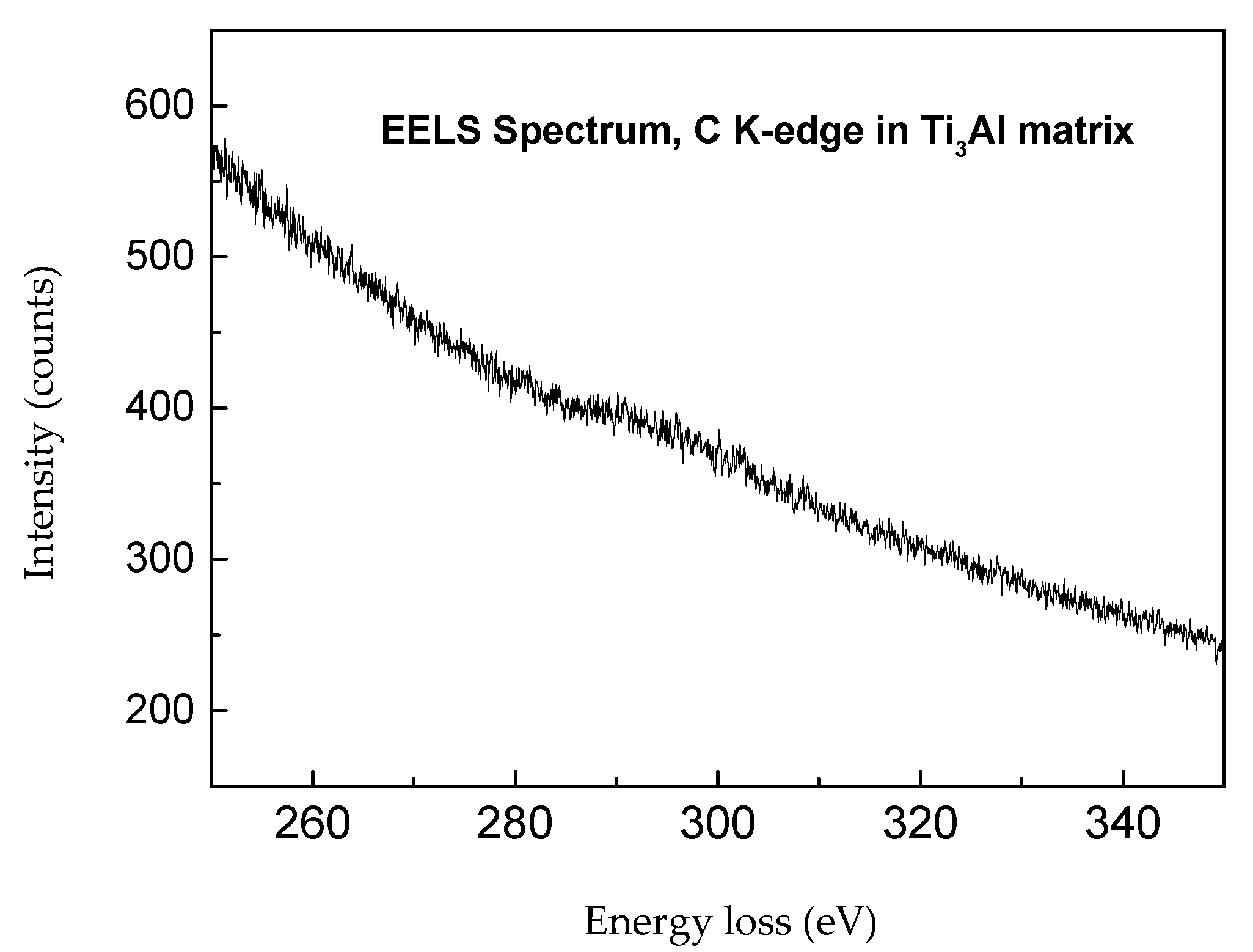
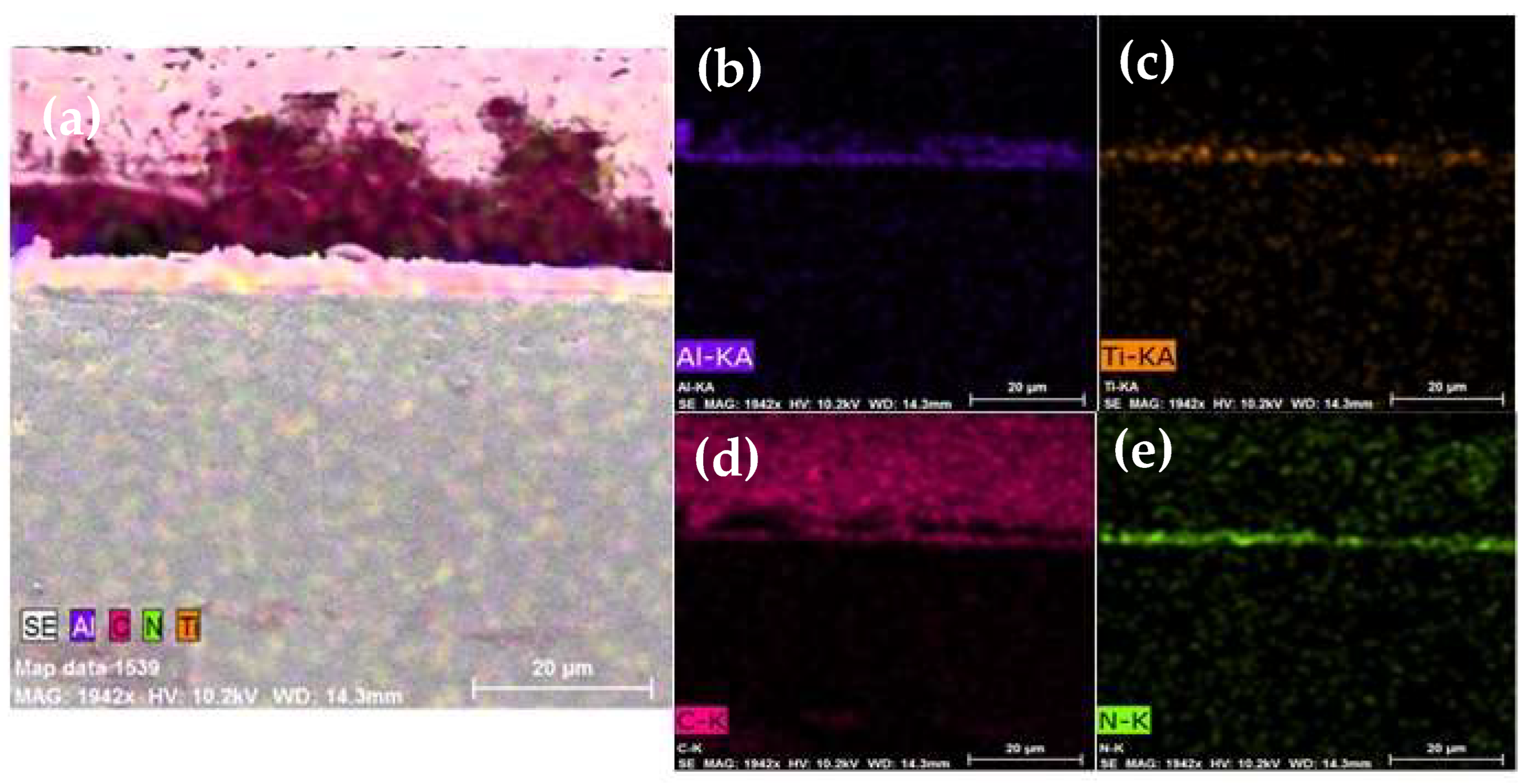
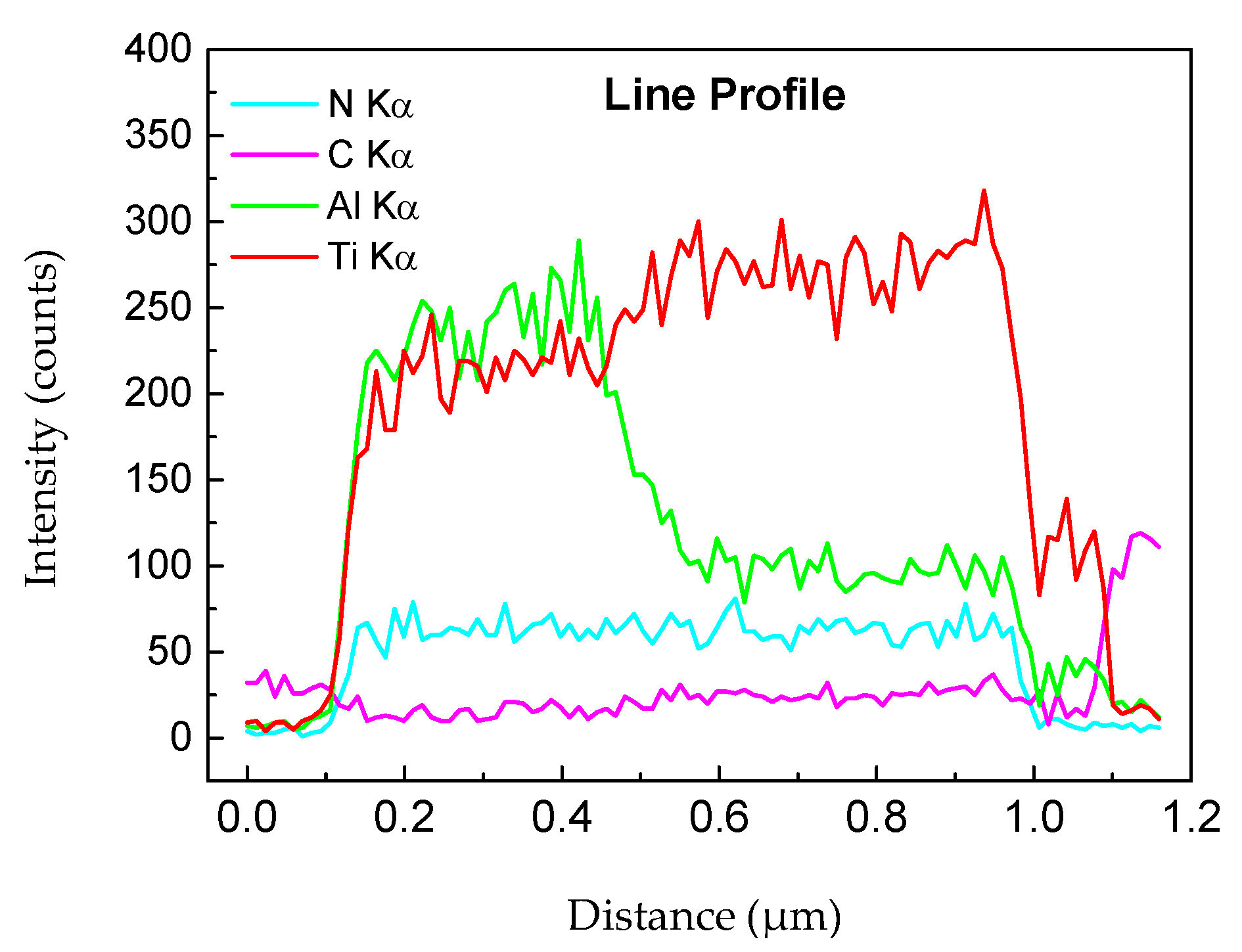
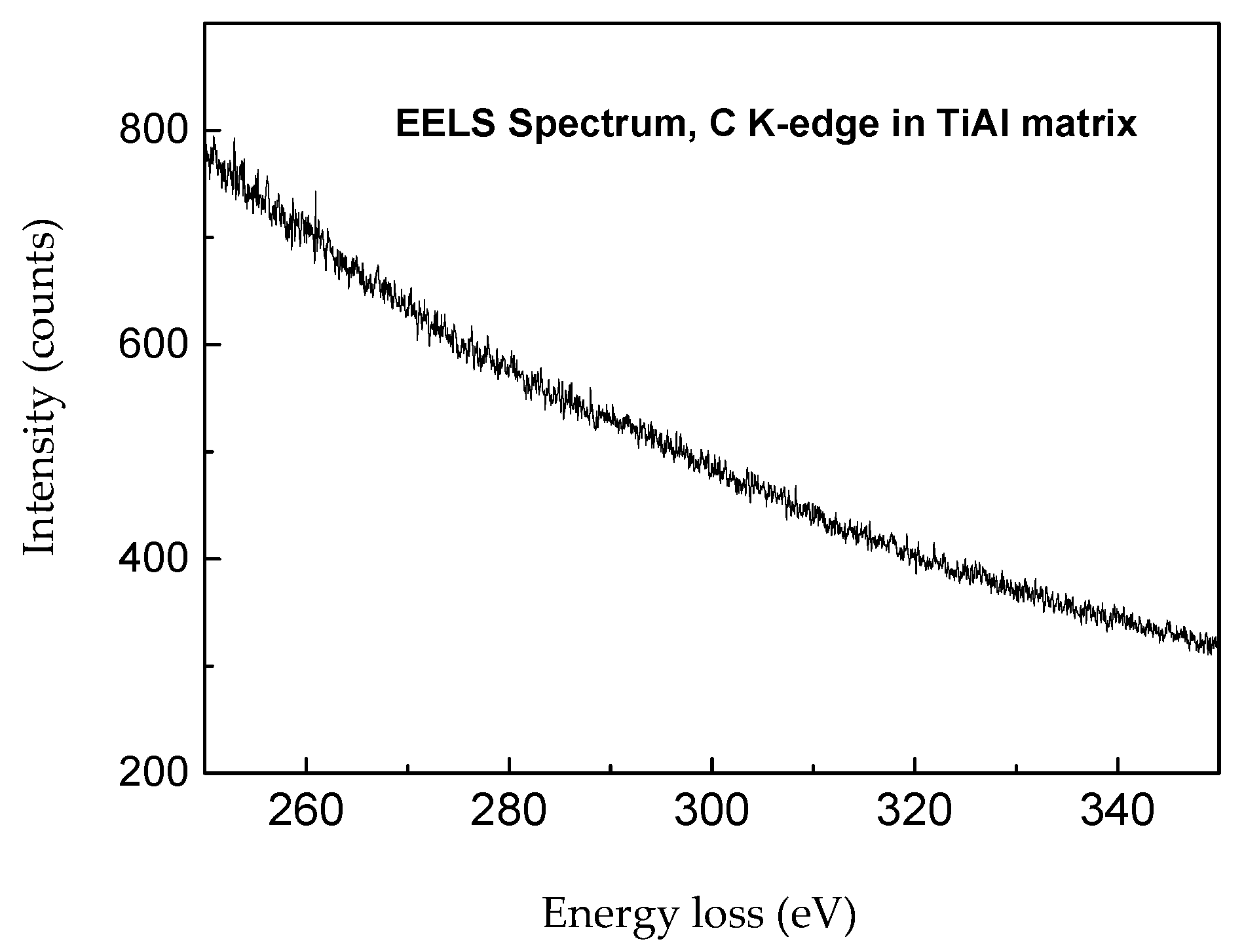
- The subsequent EDS analysis showed the homogenization of the individual elements and their uniform representation in a provided layer: 2/3 contains carbon and nitrogen, and 1/3 contains titanium and aluminum. In addition, selected area diffraction (SAED) demonstrates that the presence of carbon was not detected in the sublayer adjacent to the base material. In contrast, the presence of a very small amount of carbon was detected in the surface layer of the coating;
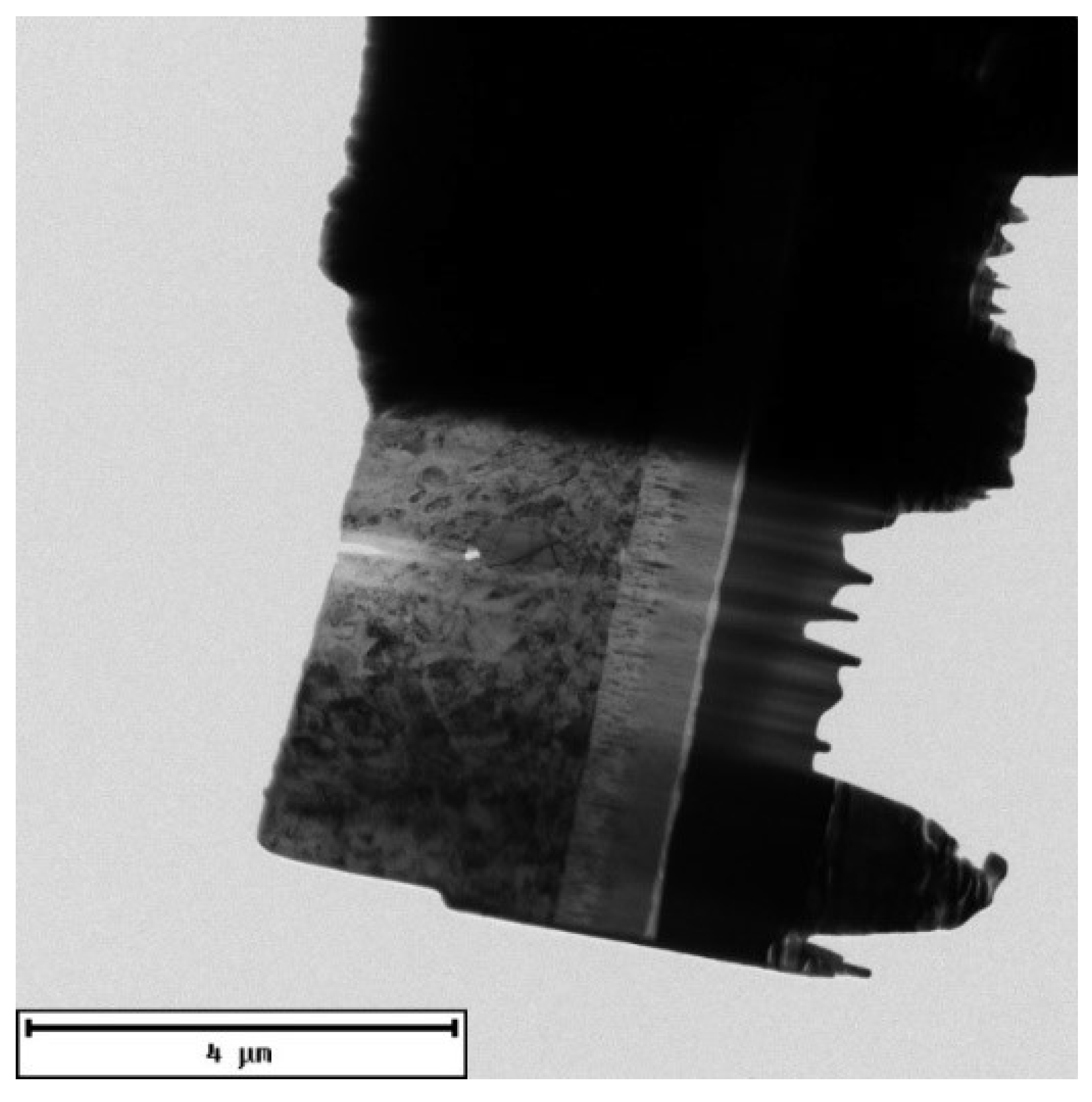
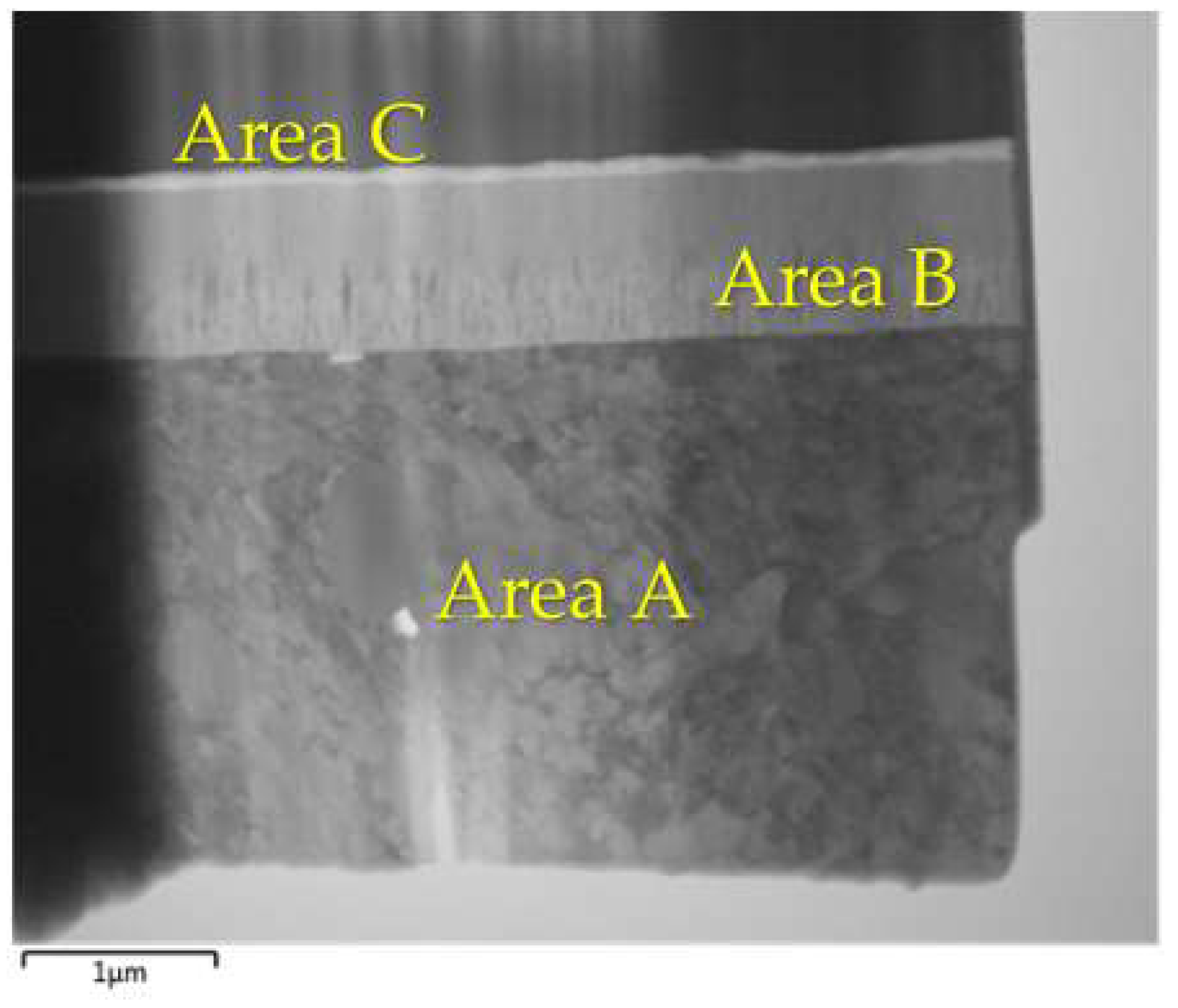
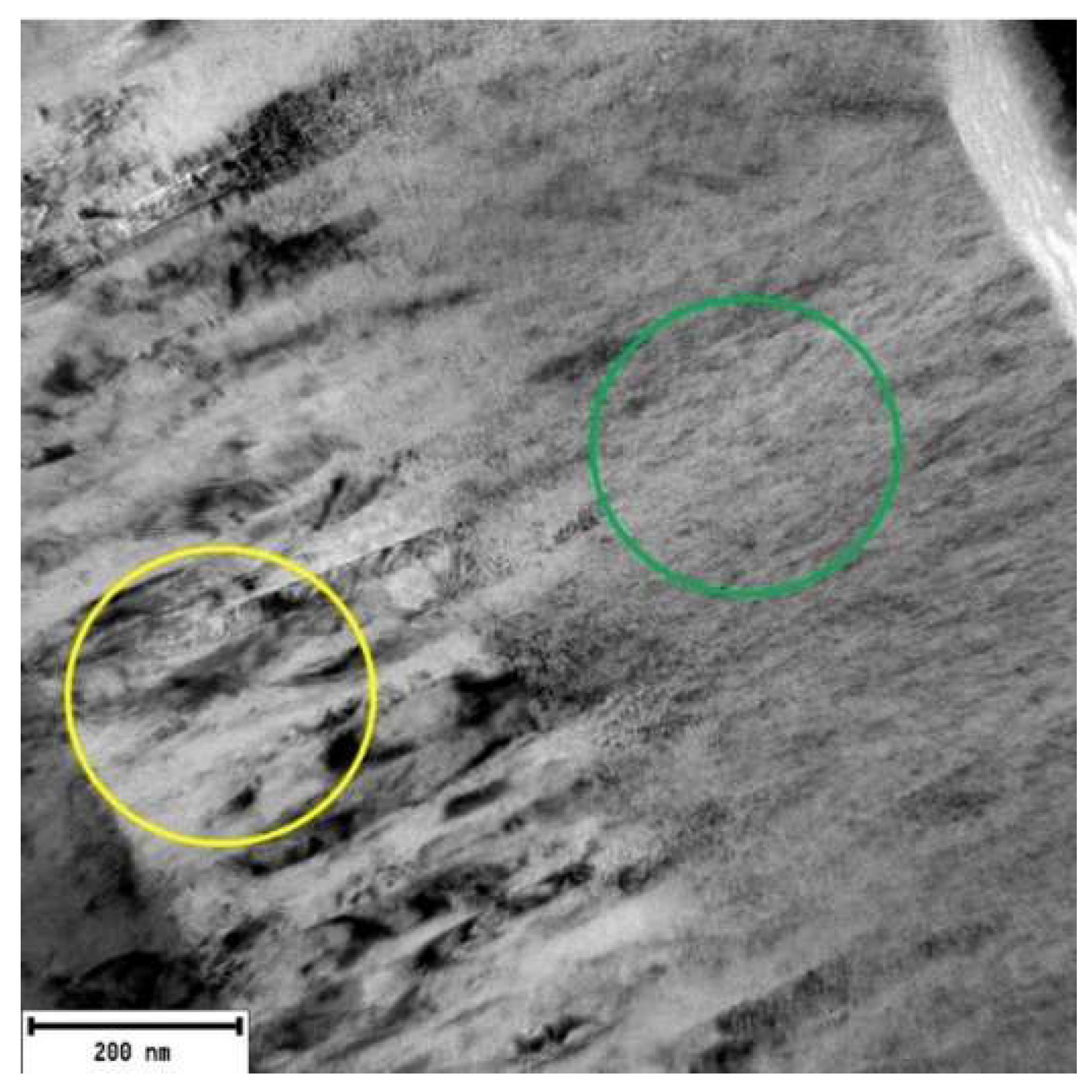
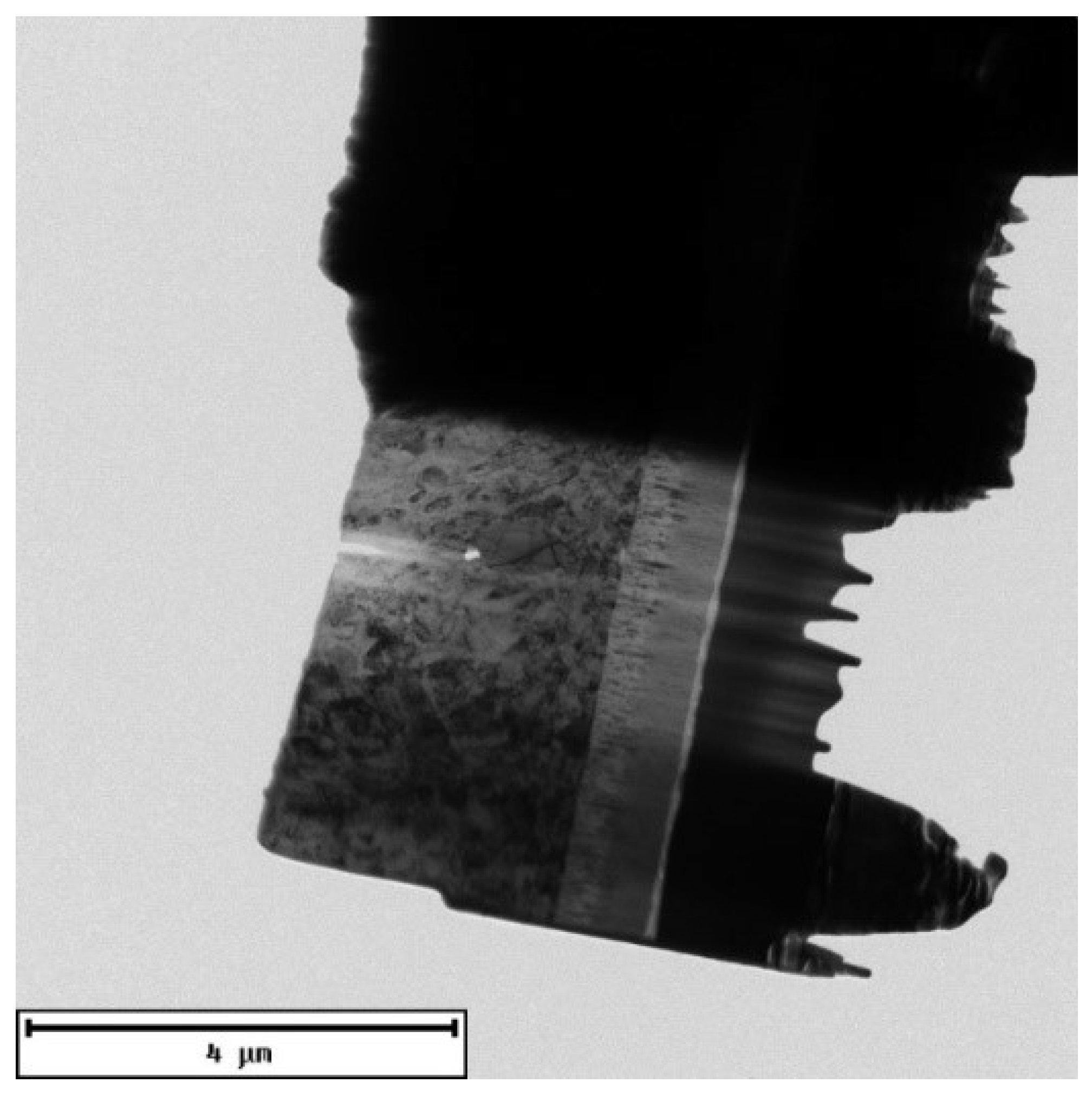
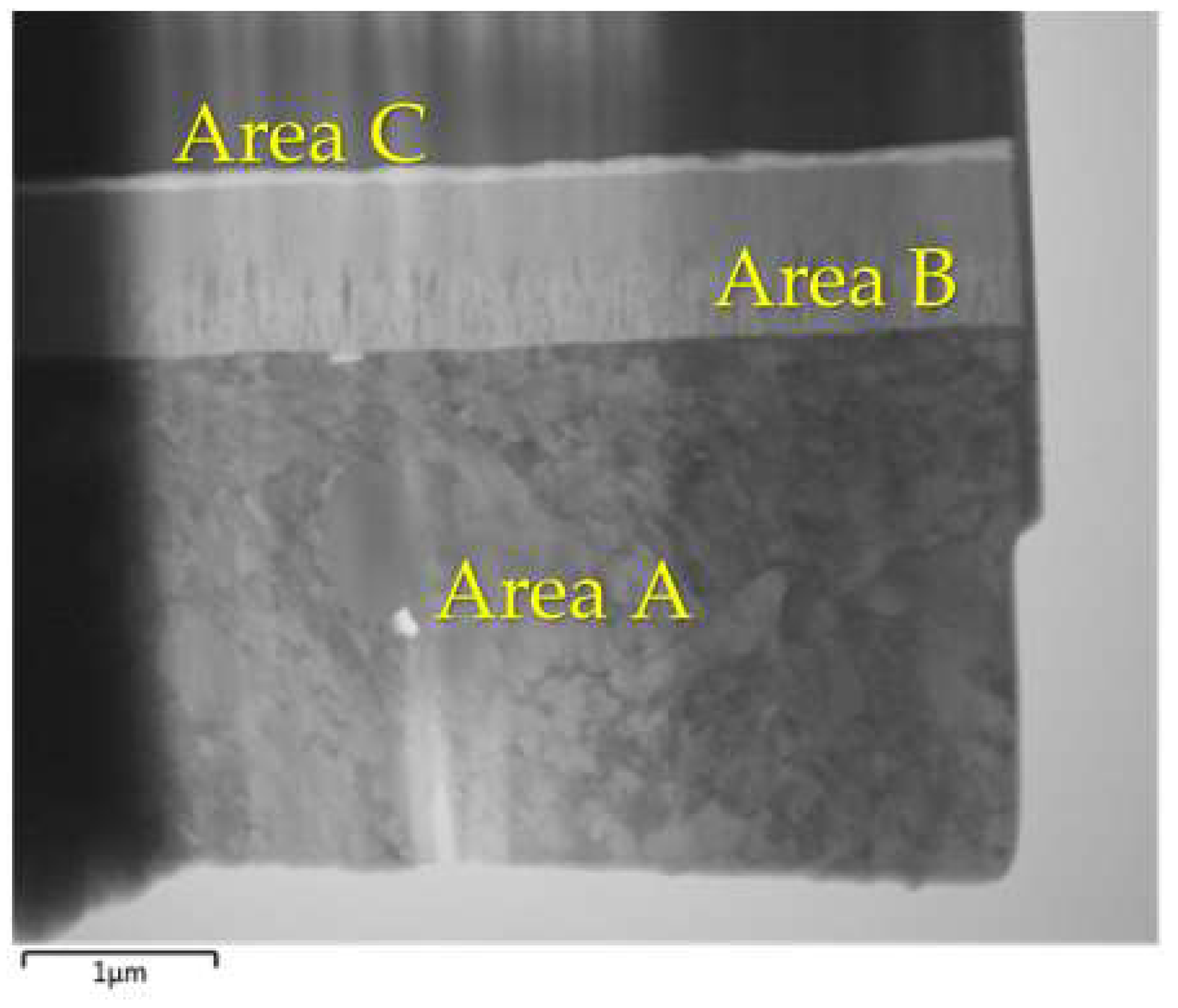
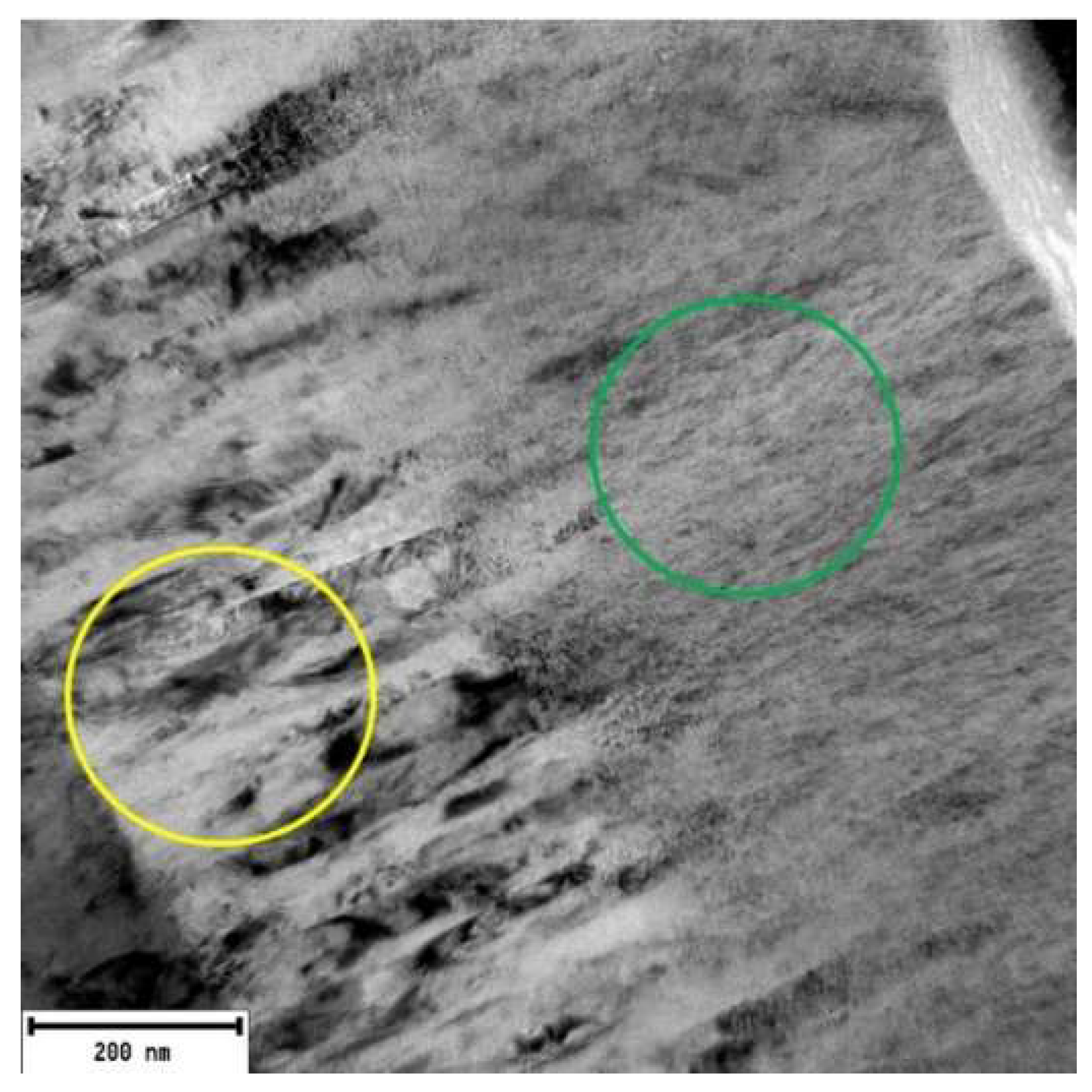
- TEM-produced lamellas showed the presence of two layers, namely: the first area (sublayer) adjacent to the substrate is formed by grains elongated across the layer; in the second sublayer, the grains were finer,
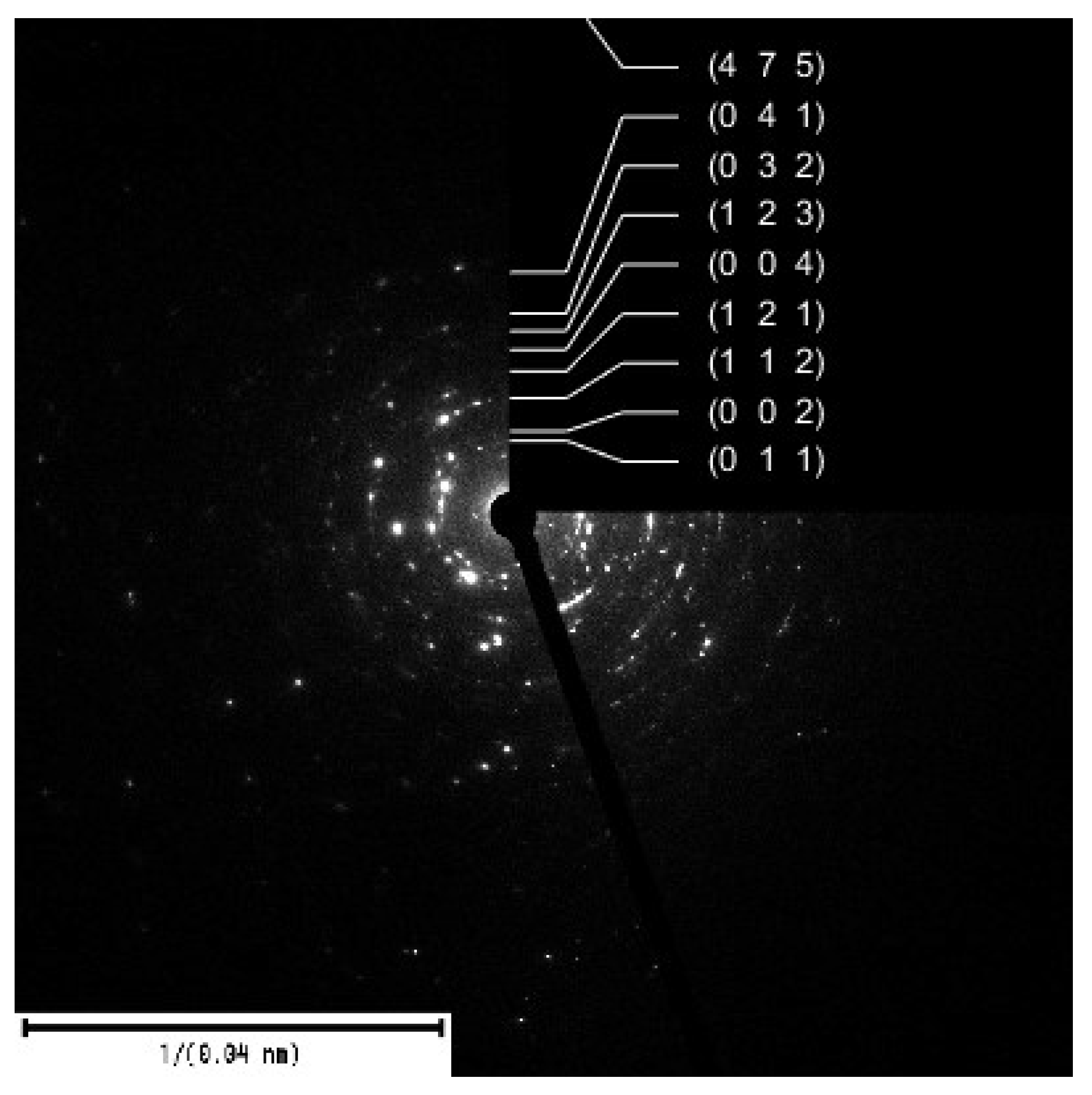
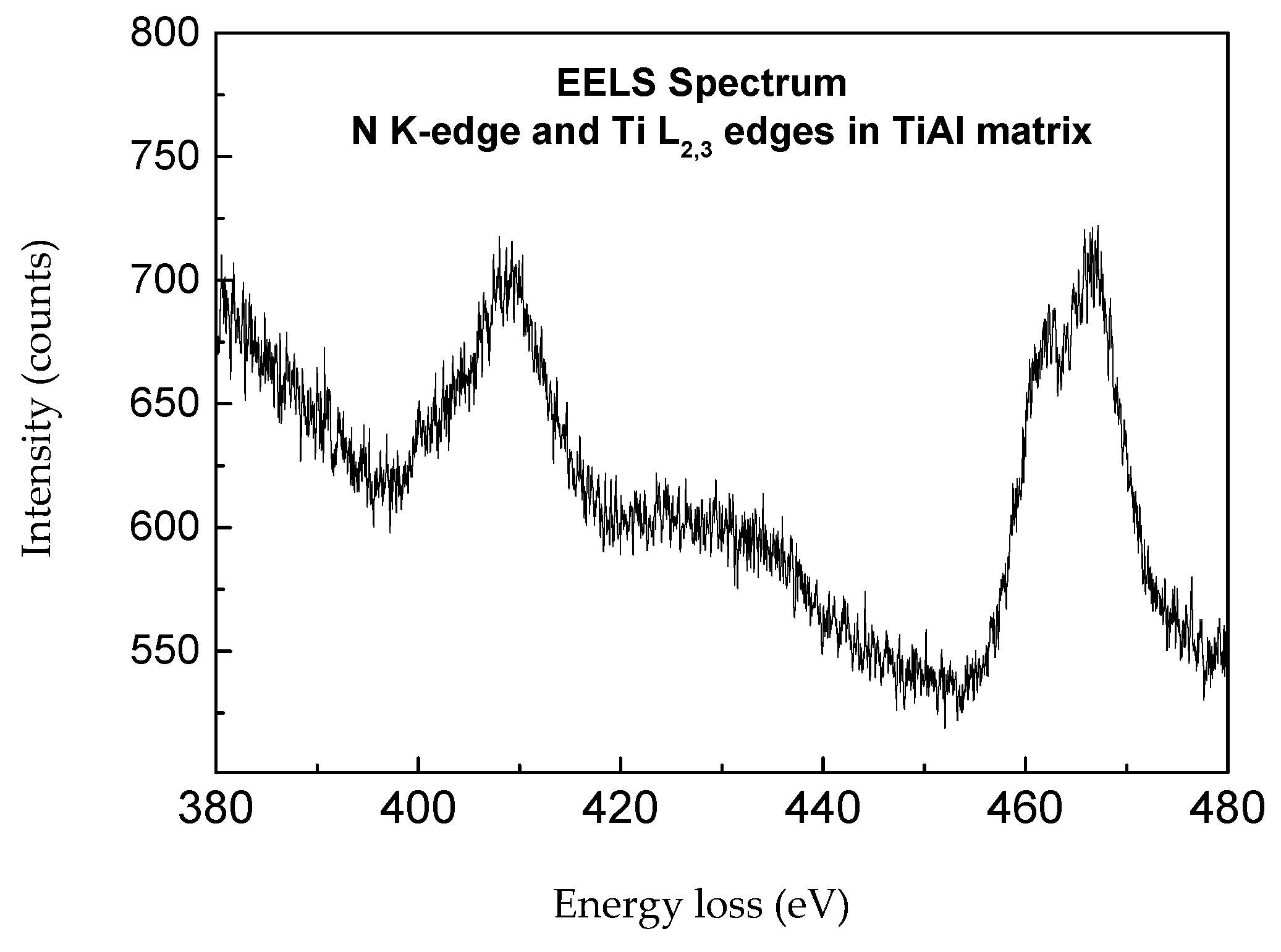
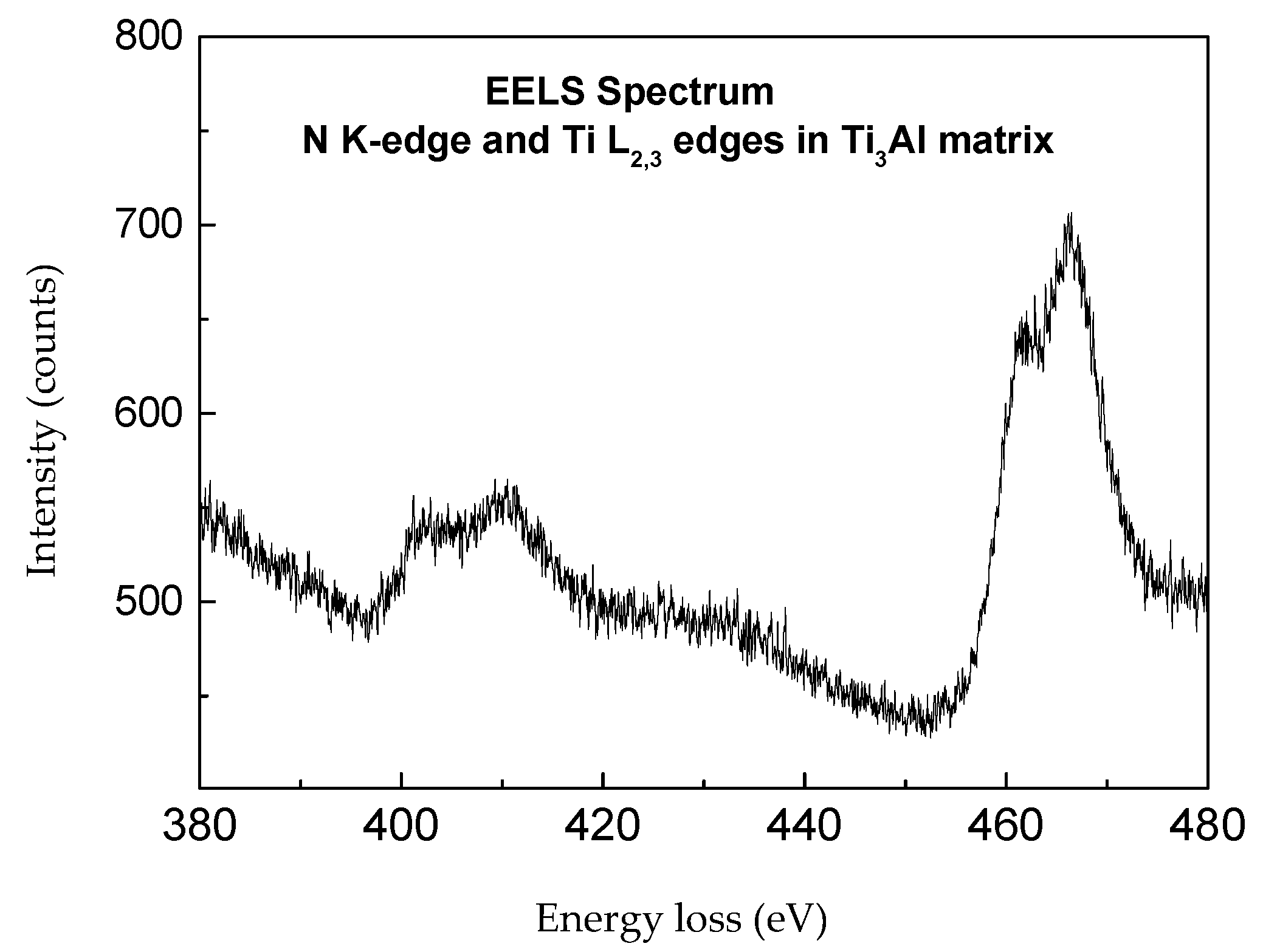
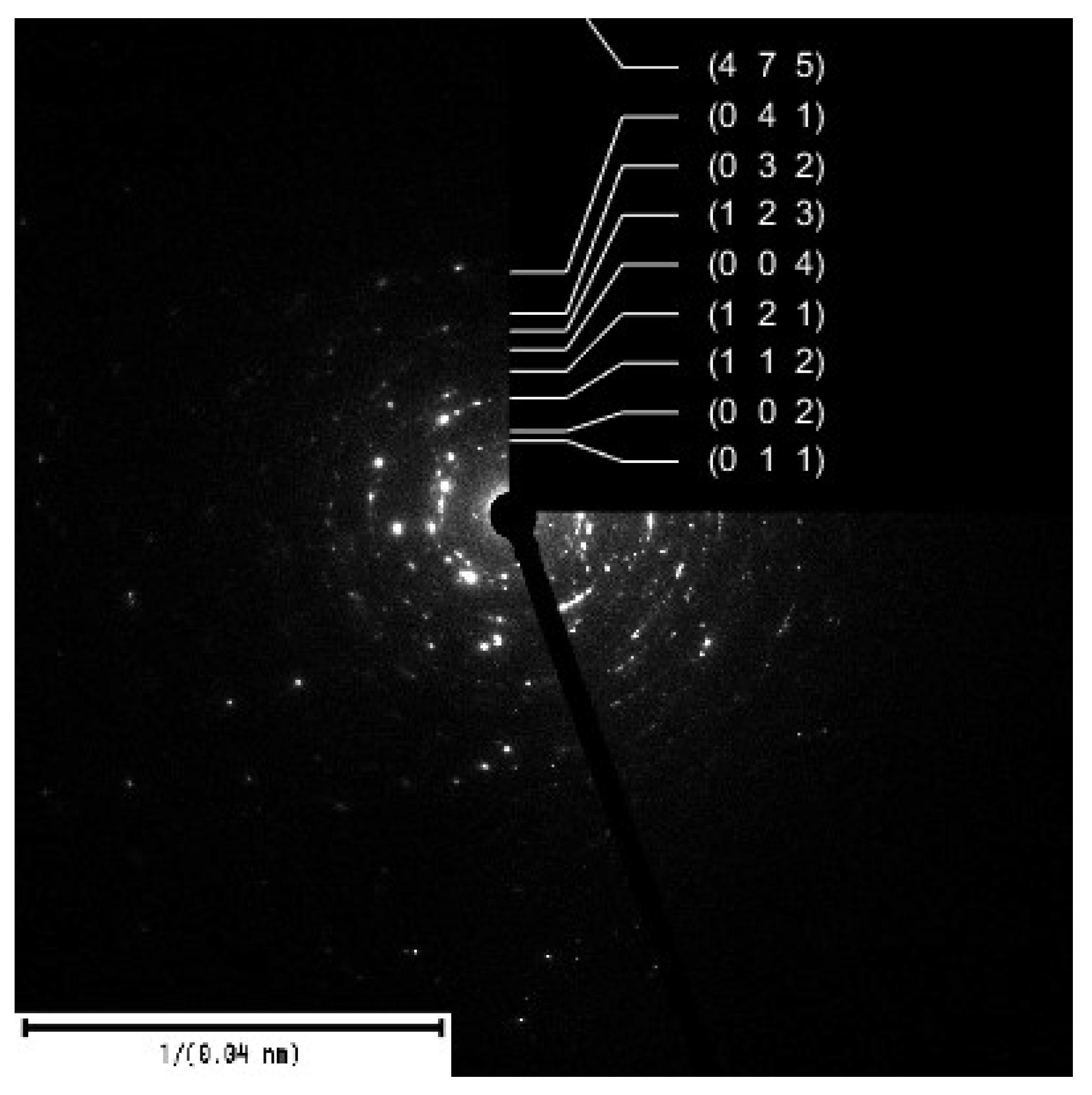
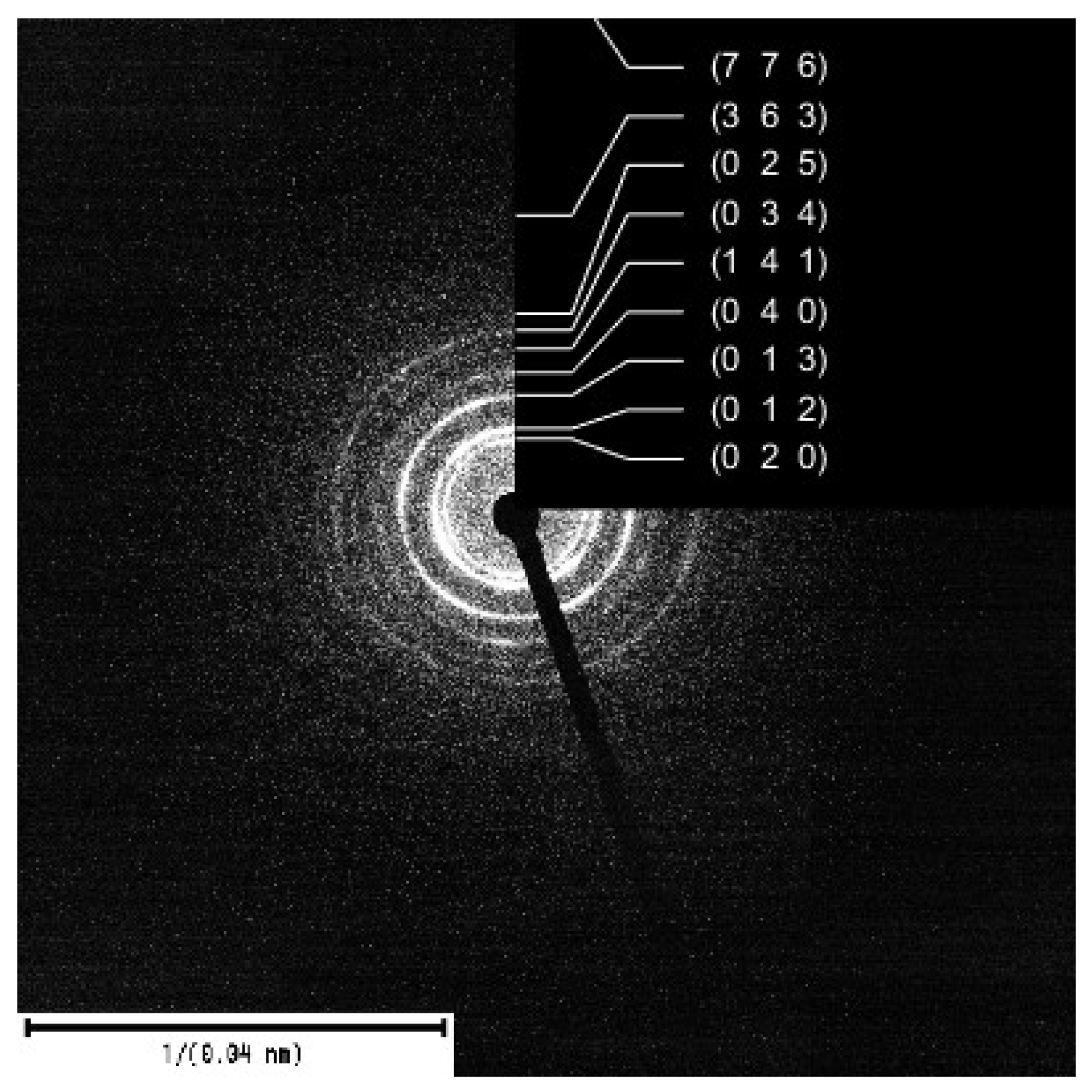
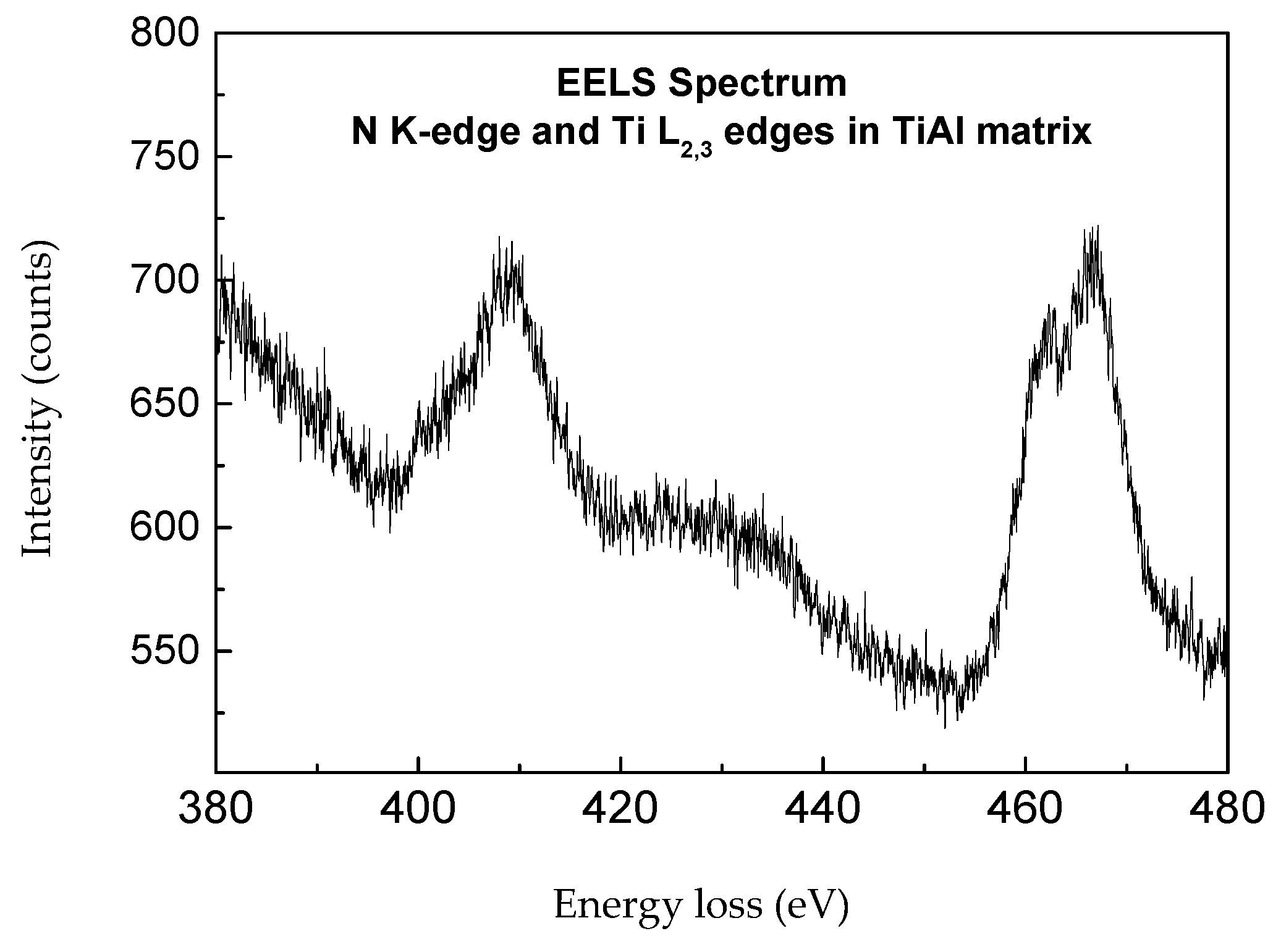
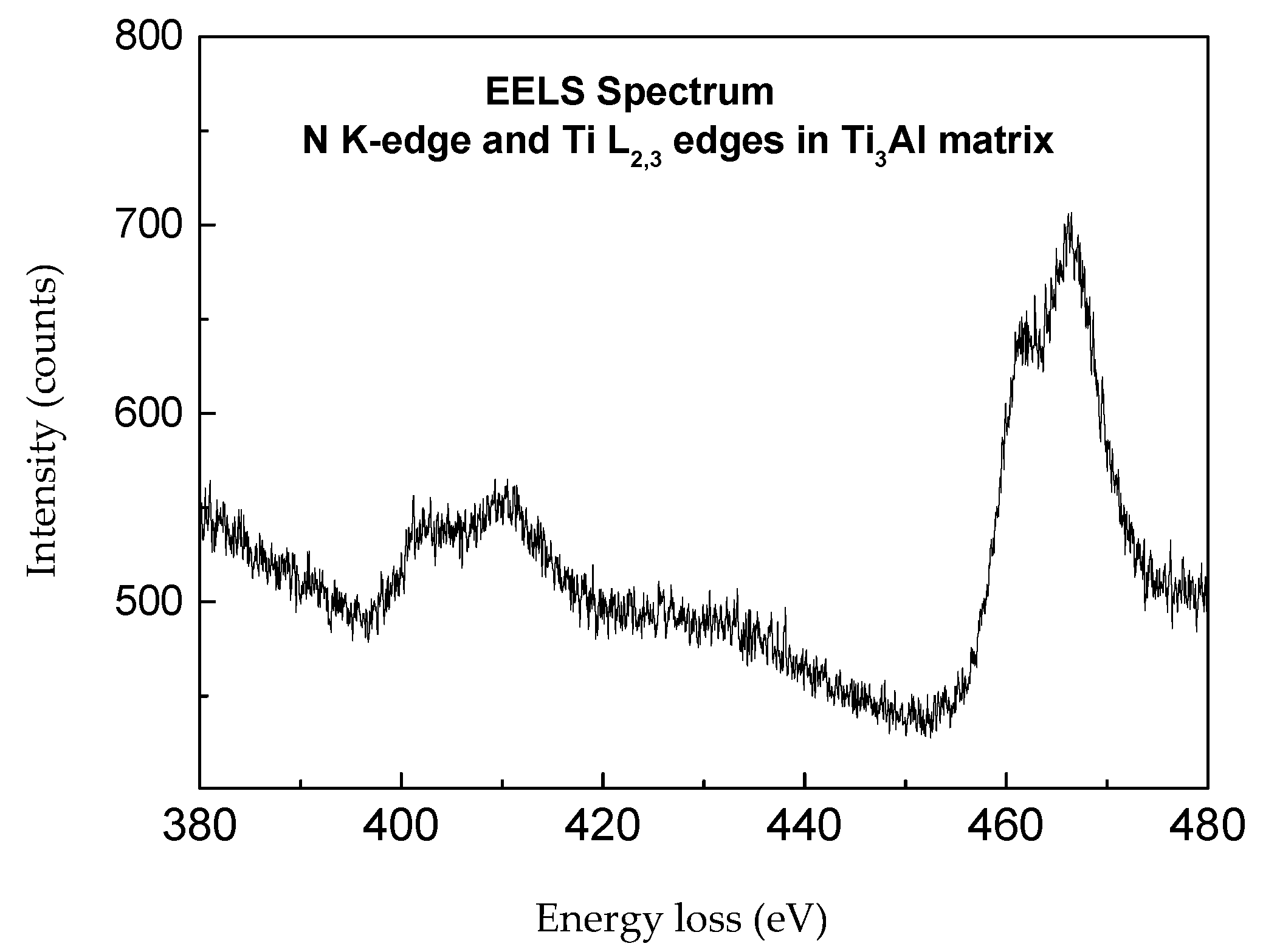
- Electron diffraction confirmed the phase composition, where the layer adjacent to the substrate is formed by the relatively coarse-grained phase TiAl, and the surface sublayer is formed by the fine-grained phase Ti3Al;
- ELLS analysis showed that a single peak at TiAl would indicate a more metallic bond, and a bifurcated peak at Ti3Al would correspond to a more covalent bond;
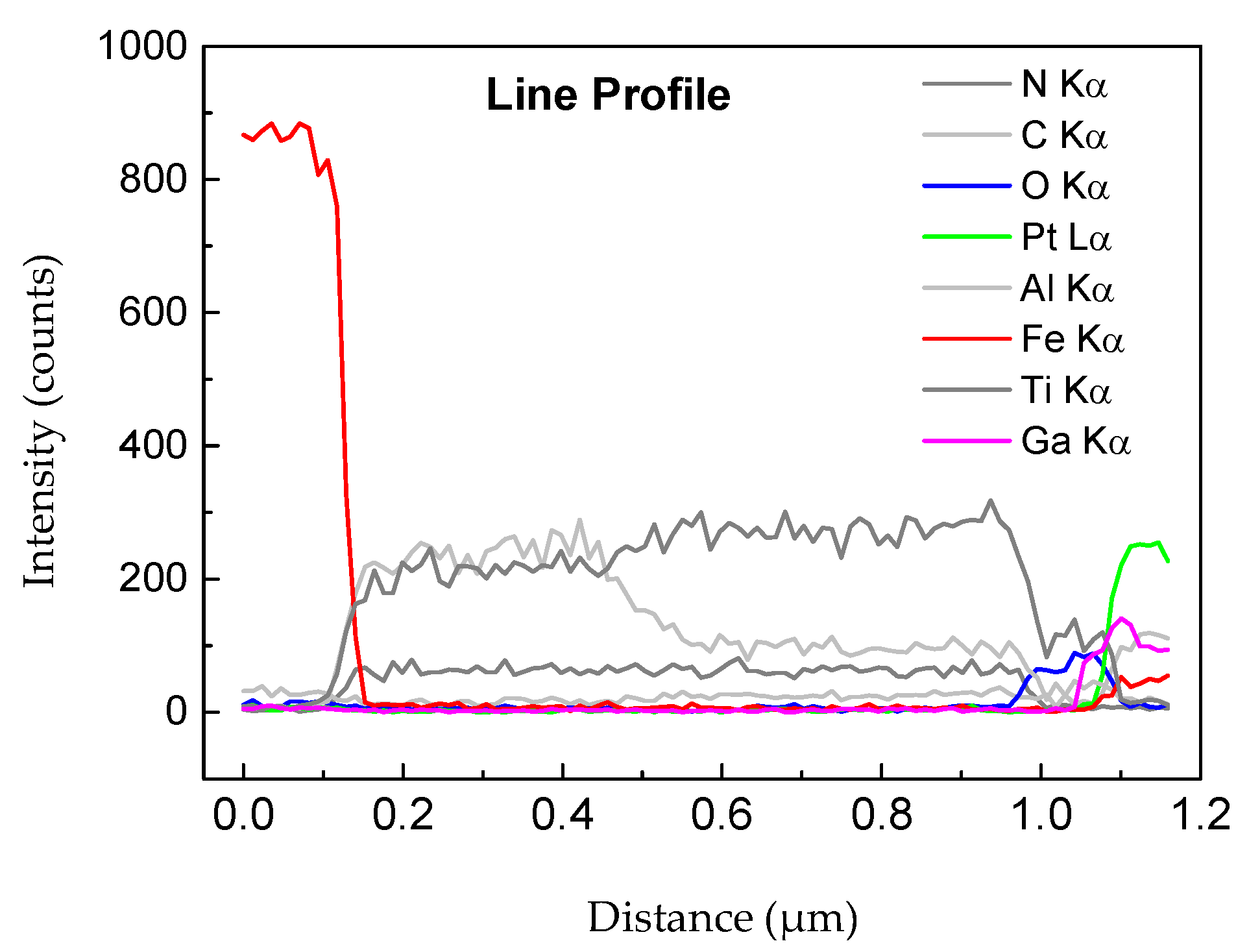
- The EDS analysis of the worn tool showed, in addition to the thinning of the deposited layer to a value of 0.85 µm, also a decrease in the Ti content by more than 14%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mozetič, M. Surface modification to improve properties of materials. Materials 2019, 12, 441. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Frey, H.; Khan, R. Handbook of Thin Film Technology; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-642-05429-7. [Google Scholar]
- Ashfold, M.; Claeyssens, F.; Fuge, G.; Henley, S. Pulsed laser ablation and deposition of thin films. Chem. Soc. Rev. 2004, 33, 23–31. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sharma, N.; Hooda, M.; Sharma, K. Synthesis and characterization of LPCVD polysilicon and silicon nitride thin films for MEMS applications. J. Mater. 2014, 2014, 954618. [Google Scholar] [CrossRef] [Green Version]
- Ciprian, I.; Marioara, A.; Chen, B.; Popescu, A.; Dumitrescu, V.; Poenar, D.; Sterian, A.; Vrtacnik, D.; Amon, S.; Sterian, P. Residual stress in thin films PECVD depositions: A review. J. Optoelectron. Adv. Mater. 2011, 13, 387–394. [Google Scholar]
- Sibin, P.; Esther, C.; Shashikala, H.; Dey, A.; Sridhara, N.; Sharma, A.; Barshilia, H. Environmental stability of transparent and conducting ITO thin films coated on flexible FEP and Kapton® substrates for spacecraft applications. Sol. Energy Mater. Sol. Cells 2018, 176, 134–141. [Google Scholar] [CrossRef]
- Sibin, K.P.; Swain, N.; Chowdhury, P.; Dey, A.; Sridhara, N.; Shashikala, H.; Sharma, A.; Barshilia, H. Optical and electrical properties of ITO thin films sputtered on flexible FEP substrate as passive thermal control system for space applications. Sol. Energy Mater. Sol. Cells 2015, 145, 314–322. [Google Scholar] [CrossRef]
- Eshaghi, A.; Graeli, A. Optical and electrical properties of indium tin oxide (ITO) nanostructured thin films deposited on polycarbonate substrates “thickness effect”. Optik 2014, 125, 1478–1481. [Google Scholar] [CrossRef]
- Simpson, J.; Scott, H.; Aytug, T. Superhydrophobic materials and coatings: A review. Reports on progress in physics. Phys. Soc. 2015, 78, 086501. [Google Scholar]
- Schmitt, M.; Amarendra, A.; Bhattacharya, R.; Zhu, D. Multilayer thermal barrier coating (TBC) architectures utilizing rare earth doped ysz and rare earth pyrochlores. Surf. Coat. Technol. 2014, 251, 56–63. [Google Scholar] [CrossRef]
- Martin, P.M. Handbook of Deposition Technologies for Films and Coatings: Science, Applications and Technology, 3rd ed.; William Andrew: Norwich, NY, USA, 2009; ISBN 978-081-5520-313. [Google Scholar]
- Schedler, W. Hartmetall Für Den Praktiker: Aufbau, Herstellung, Eigenschaften und industrielle Anwendung Einer Modernen Werkstoffgruppe; Verlag des Vereins Deutscher Ingenieure: Düsseldorf, Germany, 1988; ISBN 3-18-400803-7. [Google Scholar]
- Humár, A. Materials for Cutting Tools, 1st ed.; MM Publishing: Prague, Czech Republic, 2008; p. 235. ISBN 978-80-254-2250-2. [Google Scholar]
- Uny, F.; Blanquet, E.; Schuster, F.; Sanchette, F. Ti-Al-N-Based Hard Coatings: Thermodynamical Background, CVD Deposition, and Properties. A Review; IntechOpen: London, UK, 2019. [Google Scholar]
- Eichenhofer, G.; Fernandez, I.; Wennberg, A. Industrial use of HIPIMS up to now and a glance into the future, a review by a manufacturer introduction of the Hip-V Hiplus technology. Univers. J. Phys. Appl. 2017, 11, 73–79. [Google Scholar] [CrossRef]
- Michna, Š.; Hren, I.; Novotný, J.; Michnová, L.; Švorčík, V. Comprehensive research and analysis of a coated machining tool with a new TIALN composite microlayer using magnetron sputtering. Materials 2021, 14, 3633. [Google Scholar] [CrossRef]
- Wang, Q.; Chung, Y. (Eds.) Encyclopedia of Tribology: With 3650 Figures and 493 Tablets; Springer: New York, NY, USA, 2013; pp. 2711–2717. [Google Scholar]
- Lengauer, W. Transition metal carbides, nitrides, and carbonitrides. In Handbook of Ceramic Hard Materials; Riedel, R., Ed.; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2000; pp. 202–252. [Google Scholar]
- Lin, J.; Sproul, D.; Moore, J. Recent advances in modulated pulsed power magnetron sputtering for surface engineering. JOM J. Miner. Met. Mater. Soc. 2011, 63, 48–58. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Ehiasarian, A.P.; Petrov, I. Structure evolution and properties of TiAlCN/VCN coatings deposited by reactive HIPIMS. Surf. Coat. Technol. 2014, 257, 38–47. [Google Scholar] [CrossRef] [Green Version]
- Anders, A.P.; Rauch, A. Drifting localization of ionization runaway: Unraveling the nature of anomalous transport in high power impulse magnetron sputtering. J. Appl. Phys. 2012, 111, 053304. [Google Scholar] [CrossRef] [Green Version]
- Cano, O.; Restrepo, M.; Paruma, J.; Sequeda, F.; Moré, M.C. The effect of counterpart material on the sliding wear of TiAlN coatings deposited by reactive Cathodic pulverization. Sci. Cum. Ind. 2015, 3, 59–66. [Google Scholar]
- Anders, A.; Andersson, J. Drifting ionization zone in sputtering magnetron discharges at very low currents. IEEE Trans. Plasma Sci. 2014, 42, 2578. [Google Scholar] [CrossRef] [Green Version]
- Ehiasarian, A.P.; Hecimovic, A.; Arcos, T.; New, R.; Schulz-von der Gathen, V.; Böke, M.; Winter, J. High power impulse magnetron sputtering discharges: Instabilities and plasma self-organization. Appl. Phys. Lett. 2012, 100, 114101. [Google Scholar] [CrossRef]
- Yang, Y.; Liu, J.; Liu, L.; Anders, A. Propagation direction reversal of ionization zones in the transition between high and low current magnetron sputtering. Appl. Phys. Lett. 2014, 105, 254101. [Google Scholar] [CrossRef] [Green Version]
- Voevodin, A.; Capano, M.; Laube, S.; Donley, M.; Zabinski, J. Design of a Ti/TiC/DLC functionally gradient coating based on studies of structural transitions in Ti–C thin films. Thin Solid Films 1997, 298, 107–115. [Google Scholar] [CrossRef]
- Konstantinos, D.; Bakoglidis, S.; Greczynski, G.; Hultman, L. Improved adhesion of carbon nitride coatings on steel substrates using metal HIPIMS pretreatments. Surf. Coat. Technol. 2016, 302, 454–462. [Google Scholar]
- Pauleau, Y. Generation and evolution of residual stresses in physical vapour-deposited thin films. Vacuum 2001, 61, 175–181. [Google Scholar] [CrossRef]
- Bohlmark, J.; Östbye, M.; Lattemann, M.; Ljungcrantz, H.; Rosell, T.; Helmersson, U. Guiding the deposition flux in an ionized magnetron discharge. Thin Solid Films 2006, 515, 1928–1931. [Google Scholar] [CrossRef] [Green Version]
- Guo, F.; Wang, J.; Du, Y.; Wang, J.; Shang, S.; Li, S.; Chen, L. First-principles study of adsorption and diffusion of oxygen on surfaces of TiN, ZrN and HfN. Appl. Surf. Sci. 2018, 452, 457–462. [Google Scholar] [CrossRef]
- Tan, C.; Kuang, T.; Zhou, K.; Zhu, H.; Deng, Y.; Li, X.; Cai, P.; Liu, Z. Fabrication and characterization of in-situ duplex plasma-treated nanocrystalline Ti/AlTiN coatings. Ceram. Int. 2016, 42, 10793–10800. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Ivashchenko, V.; Bondar, O.; Beresnev, V.; Sobol, O.; Załęski, K.; Jurga, S.; Coy, E.; Konarski, P.; Postolnyi, B. Multilayered vacuum-arc nanocomposite TiN/ZrN coatings before and after annealing: Structure, properties, first-principles calculations. Mater. Charact. 2017, 134, 55–63. [Google Scholar] [CrossRef] [Green Version]
- Zaharia, T.; Kudlacek, P.; Creatore, M.; Groenen, R.; Persoone, P.; Van De Sanden, M. Improved adhesion and tribological properties of fast-deposited hard graphite-like hydrogenated amorphous carbon films. Diam. Relat. Mater. 2011, 20, 1266–1272. [Google Scholar] [CrossRef]
- Lattemann, M.; Ehiasarian, A.; Bohlmark, J.; Persson, P.; Helmersson, U. Investigation of high power impulse magnetron sputtering pretreated interfaces for adhesion enhancement of hard coatings on steel. Surf. Coat. Technol. 2006, 200, 6495–6499. [Google Scholar] [CrossRef] [Green Version]
- Holleck, H. Material selection for hard coatings. J. Vac. Sci. Technol. A 1986, 4, 2661. [Google Scholar] [CrossRef]
- Chowdhury, A.; Cameron, D.; Hashmi, M. Adhesion of carbon nitride thin films on tool steel. Surf. Coat. Technol. 1999, 116, 46–53. [Google Scholar] [CrossRef]
- Ehiasarian, A.; Wen, J.; Petrov, I. Interface microstructure engineering by high power impulse magnetron sputtering for the enhancement of adhesion. J. Appl. Phys. 2007, 101, 054301. [Google Scholar] [CrossRef]
- Greczynski, G.; Hultman, L. Peak amplitude of target current determines deposition rate loss during high power pulsed magnetron sputtering. Vacuum 2016, 124, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Kong, J.; Xu, P.; Cao, Y.; Li, A.; Wang, Q.; Zhou, F. Improved corrosion protection of CrN hard coating on steel sealed with TiOxNy-TiN composite layers. Surf. Coat. Technol. 2020, 381, 125108. [Google Scholar] [CrossRef]
- Arias, D.; Devia, A.; Velez, J. Study of TiN/ZrN/TiN/ZrN multilayers coatings grown by cathodic arc technique. Surf. Coat. Technol. 2010, 204, 2999–3003. [Google Scholar] [CrossRef]
- Wang, L.; Wang, M.; Chen, H. Corrosion mechanism investigation of TiAlN/CrN superlattice coating by multi-arc ion plating in 3.5 wt.% NaCl solution. Surf. Coat. Technol. 2020, 391, 125660. [Google Scholar] [CrossRef]
- Jeon, S.; Van Tyne, C.J.; Lee, H. Degradation of TiAlN coating by the accelerated life test using pulsed laserablation. Ceram. Int. 2014, 40, 8677–8685. [Google Scholar] [CrossRef]
- Panjan, P.; Navinsek, B.; Cekada, M.; Zalar, A. Oxidation behavior of TiAlN coating sputtered at lowtemperature. Vacuum 1999, 53, 127–131. [Google Scholar] [CrossRef]
- Sahul, M.; Haršáni, M.; Babincová, P.; Čaplovič, L.; Drobný, P. Deposition and characterization of Ti-Al-C-N coatings. IOP Conf. Ser. Mater. Sci. Eng. 2020, 726, 12013. [Google Scholar] [CrossRef] [Green Version]
- Rashidi, M.; Tamizifar, M.; Mohammad, S.; Boutorabi, A. Characteristics of TiAlCN ceramic coatings prepared via pulsed-DC PACVD, part I: Influence of precursors’ ratio. Ceram. Int. 2020, 46, 1269–1280. [Google Scholar] [CrossRef]
- Marking Material According to European Standards. Available online: http://www.ateam.zcu.cz/evropske_normy.pdf (accessed on 1 May 2022).
- Gudmundsson, T.; Alami, J.; Helmersson, U. Spatial and temporal behavior of the plasma parameters in a pulsed magnetron discharge. Surf. Coat. Technol. 2002, 161, 249–256. [Google Scholar] [CrossRef]
- ČSN 41 4109. ČSN 41 4109 (414109). In A Ocel 14 109 Chromová = Chromium Steel 14 10; Vydavatelství Úřadu Pro Normalizaci a Měření: Praha, Czech Republic, 1978. [Google Scholar]
- Chen, L.; Paulitsch, J.; Du, Y.; Mayrhofer, P.H. Thermal stability and oxidation resistance of Ti–Al–N coatings.Surf. Coat. Technol. 2012, 206, 2954–2960. [Google Scholar] [CrossRef] [Green Version]
- Koller, C.M.; Hollerwerger, R.; Rauchbauer, R.; Polcik, P.; Paulitsch, J.; Mayrhofer, P.H. Thermal stabilityand oxidation resistance of TiAlN/TaAlN multilayer coating. In Proceedings of the 18th Plansee Seminar Conference, Reutte, Austria, 3–7 June 2013. [Google Scholar]
- Ichimura, H.; Kawana, A. High-temperature oxidation of ion-plated TiN and TiAlN films. J. Mater. Res. 1993, 8, 1093–1100. [Google Scholar] [CrossRef]
- Ananthakumar, R.; Subramanian, B.; Kobayashi, A.; Jayachandran, M. Electrochemical corrosion andmaterials properties of reactively sputtered TiN/TiAlN multilayer coatings. Ceram. Int. 2012, 38, 477–485. [Google Scholar] [CrossRef]
- Xian, G.; Xiong, J.; Zhao, H.; Fan, H.; Li, Z.; Du, H. Evaluation of the structure and properties of the hard TiAlN-(TiAlN/CrAlSiN)-TiAlN multiple coatings deposited on different substrate materials. Int. J. Refract. Met. Hard Mater. 2019, 85, 105056. [Google Scholar] [CrossRef]
- Ibrahim, R.N.; Rahmat, M.A.; Oskouei, R.H.; Singh Raman, R.S. Monolayer TiAlN and multilayer TiAlN/CrN PVD coatings as surface modifiers to mitigate treating fatigue of AISI P20 steel. Eng. Fract. Mech. 2015, 137, 64–78. [Google Scholar] [CrossRef]
- Chen, S.; Zhao, Y.; Zhang, Y.; Chen, L.; Liao, B.; Zhang, X.; Ouyang, X. Influence of carbon content on the structure and tribocorrosion properties of TiAlCN/TiAlN/TiAl multilayer composite coatings. Surf. Coat. Technol. 2021, 411, 126886. [Google Scholar] [CrossRef]
- Williams, D.; Carter, C. Transmission Electron Microscopy: A Textbook for Materials Science; Springer: Boston, MA, USA, 2009. [Google Scholar]
- Fultz, B.; Howe, J. Diffraction contrast in TEM images. In Transmission Electron Microscopy and Diffractometry of Materials. Graduate Texts in Physics; Springer: Berlin/Heidelberg, Germany, 2013; Volume 1, pp. 349–427. [Google Scholar]
- Levashov, E.A.; Shtansky, D.V.; Kiryukhantsev-Korneev, P.V.; Petrzhik, M.I.; Tyurina, M.Y.; Sheveiko, A.N. Multifunctional nanostructured coatings: Formation, structure, and the uniformity of measuring their mechanical and tribological properties. Russ. Metall. 2010, 10, 917–935. [Google Scholar] [CrossRef]
- Rosenberger, L.; Baird, R.; McCullen, E.; Auner, G.; Shreve, G. XPS analysis of aluminum nitride films deposited by plasma source molecular beam epitaxy. Surf. Interface Anal. 2008, 40, 1254. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C, wt.% | Mn. wt.% | Si, wt.% | Cr, wt.% | P, wt.% | S, wt.% | Cu + Ni, wt.% | Fe |
|---|---|---|---|---|---|---|---|
| 0.9–1.2 | 0.3–0.5 | 0.15–0.35 | 1.3–1.65 | Max. 0.027 | Max. 0.03 | Max. 0.5 | Reduce |
| Rp0,2, MPa | 441—mean value | ||||||
| Rm, MPa | 608–726 | ||||||
| A5, % | 18 | ||||||
| Z, % | 35 | ||||||
| HIPIMS Parameter | Value |
|---|---|
| Working pressure | 10−4–10−2 Torr |
| Cathode Current Density | Jmax ≤ 10 A/cm2 |
| Discharge Voltage | 0.5–1.5 kV |
| Plasma Density | ≤1013 cm−3 |
| Cathode Power Density | 1–3 kW/cm2 |
| Ionization Fraction | 30–90% |
| Thermal Treatment | TiAlN Drill | TiAlCN Composite Bilayer | TiAlN Composite Bilayer | Unit |
|---|---|---|---|---|
| Heating time | 60 | 60 | 140 | min |
| Maximum heating temperature | 708 | 700 | 690 | °C |
| Time to warm up to the highest temperature | 51 | 50 | 45 | min |
| Krypton etching | 60 | 60 | 60 | min |
| Coating temperature | 580 | 580 | 645 | °C |
| Coating time | 110 | 200 | 200 | min |
| Deposition (coating thickness) | 3 ± 1 | 3 ± 1 | 4 ± 1 | µm |
| Cooling | 30 | 30 | 30 | min |
| C | Si | Mn | P | S | Cr | Ni | Mo | Al | Cu | Co | Mg | Sn | Nb | V | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.99 | 0.226 | 0.282 | 0.011 | 0.0033 | 1.48 | 0.03 | 0.0078 | 0.042 | 0.021 | 0.011 | 0.0012 | 0.0055 | - | 0.0036 | 96.9 |
| Localization of Analysis | Ti | Al | Phase |
|---|---|---|---|
| Sublayer adjacent to the substrate | 55.2 | 44.8 | TiAl |
| Surface sublayer | 71.2 | 28.8 | Ti3Al |
| Localization of Analysis | EELS | EDS |
|---|---|---|
| Sublayer adjacent to the substrate | 1.73 | 1.73 |
| Surface sublayer | 2.40 | 2.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Novotný, J.; Hren, I.; Michna, Š.; Legutko, S. Analysis of Composite Coating of Deep Drawing Tool. Coatings 2022, 12, 863. https://doi.org/10.3390/coatings12060863
Novotný J, Hren I, Michna Š, Legutko S. Analysis of Composite Coating of Deep Drawing Tool. Coatings. 2022; 12(6):863. https://doi.org/10.3390/coatings12060863
Chicago/Turabian StyleNovotný, Jan, Iryna Hren, Štefan Michna, and Stanislaw Legutko. 2022. "Analysis of Composite Coating of Deep Drawing Tool" Coatings 12, no. 6: 863. https://doi.org/10.3390/coatings12060863
APA StyleNovotný, J., Hren, I., Michna, Š., & Legutko, S. (2022). Analysis of Composite Coating of Deep Drawing Tool. Coatings, 12(6), 863. https://doi.org/10.3390/coatings12060863