
Study on the Cutting Performance of CrN/AlCrN-Coated Carbide PCB Milling Cutter

Abstract
:1. Introduction
2. Experimental Details
2.1. Coating Preparation
2.2. Structural and Performance Characterization Methods
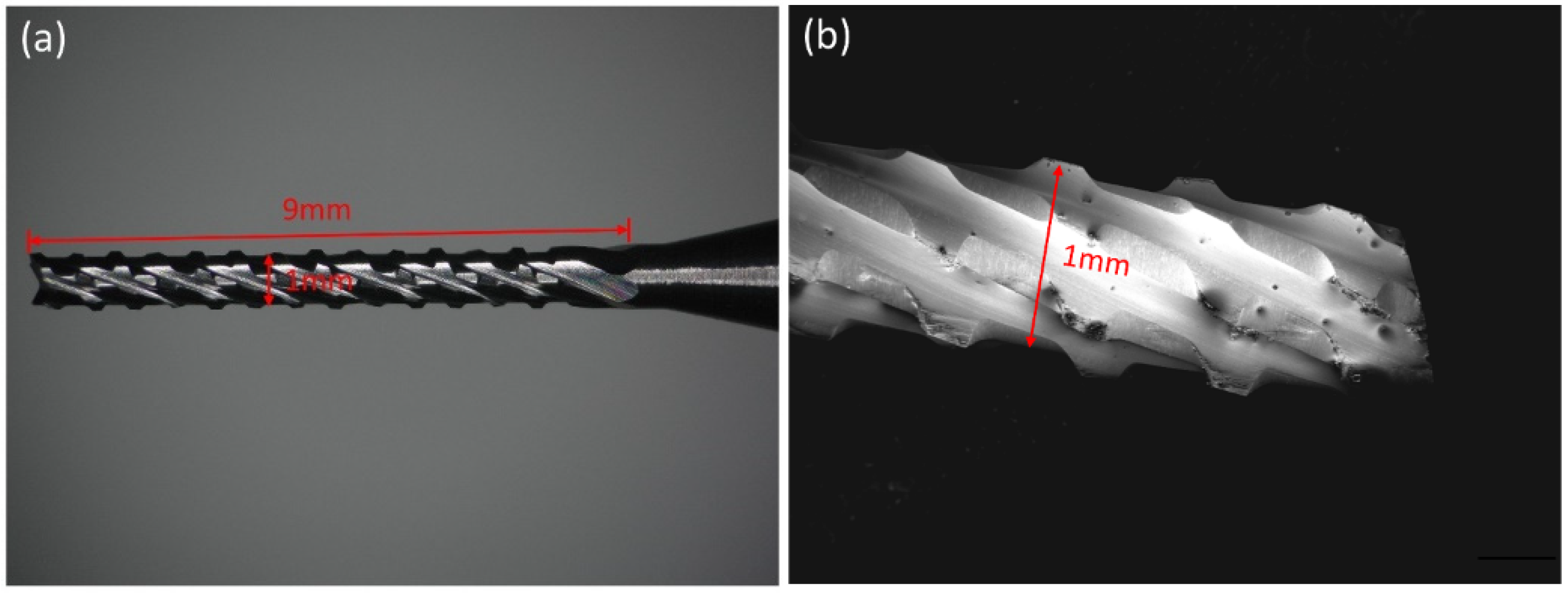
2.3. Milling Experiment
3. Results and Discussion
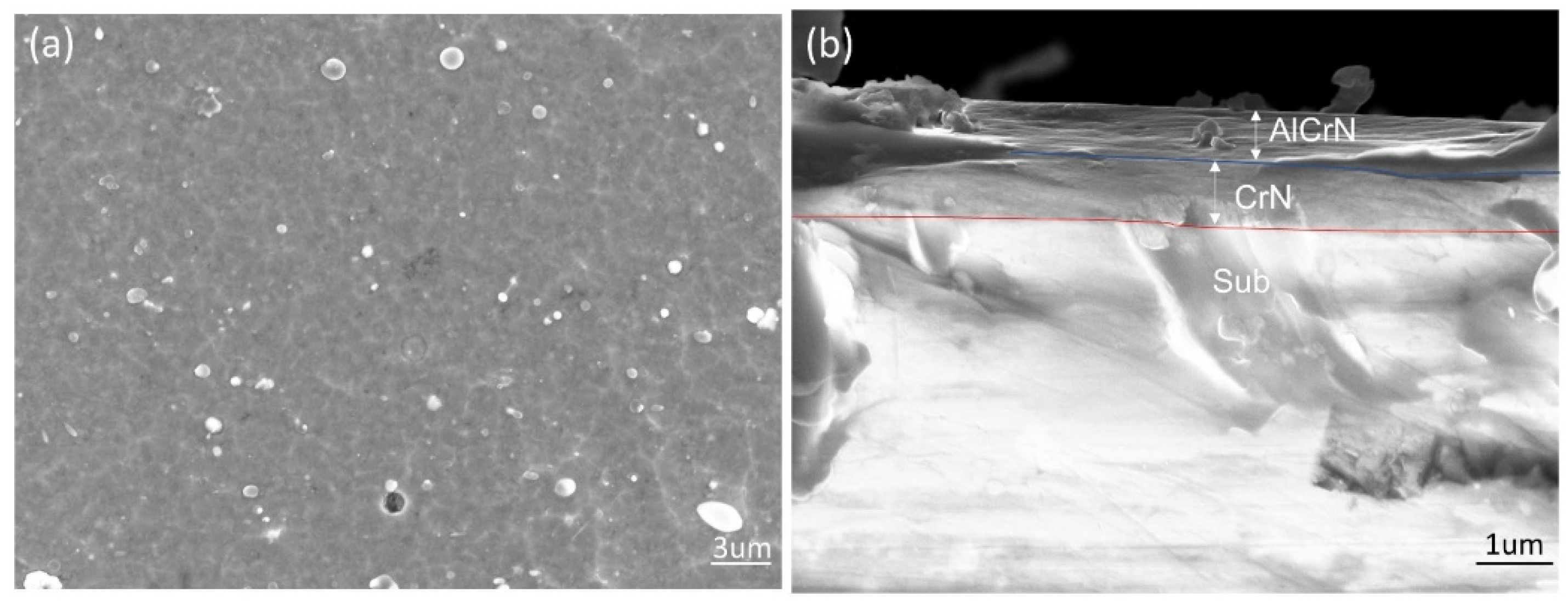
3.1. Microscopic Morphology of the Coating
3.2. Coating Composition and Phase Composition
3.3. Hardness and Surface Roughness of the Coating
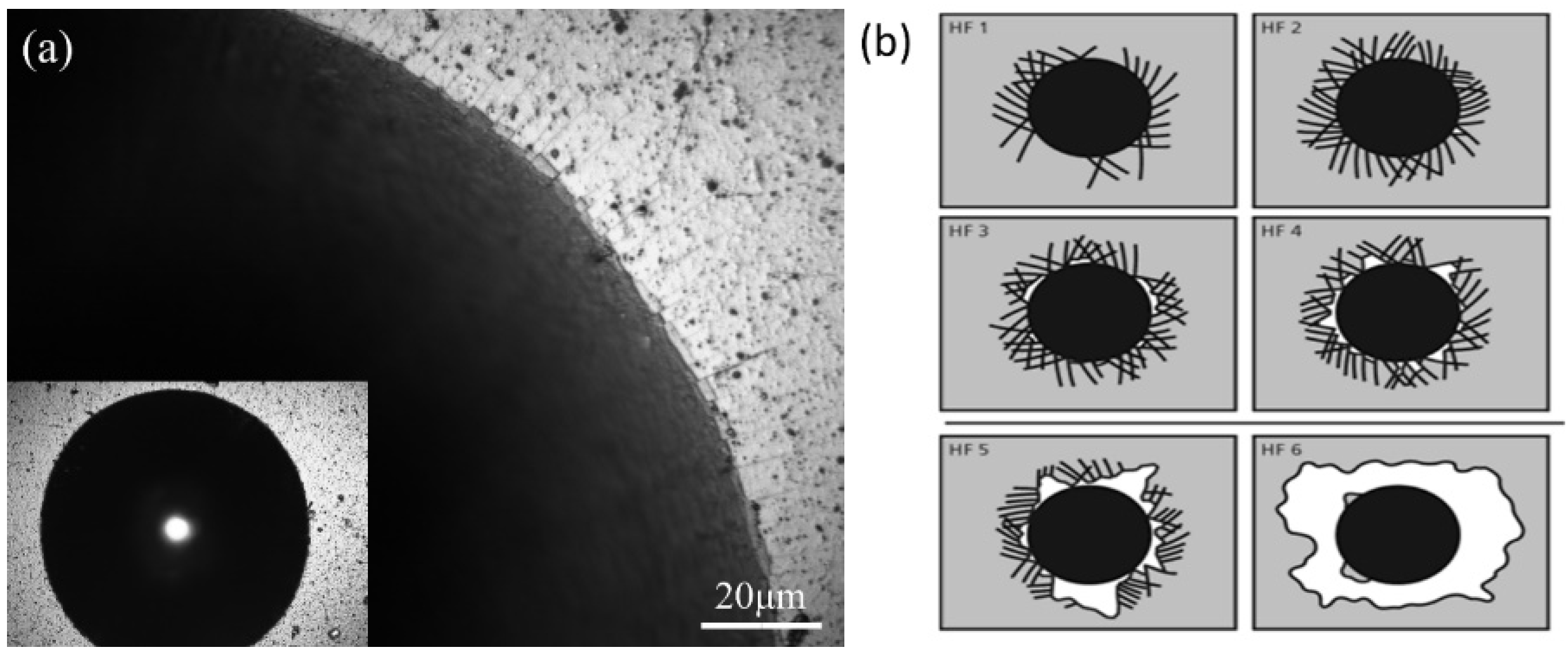
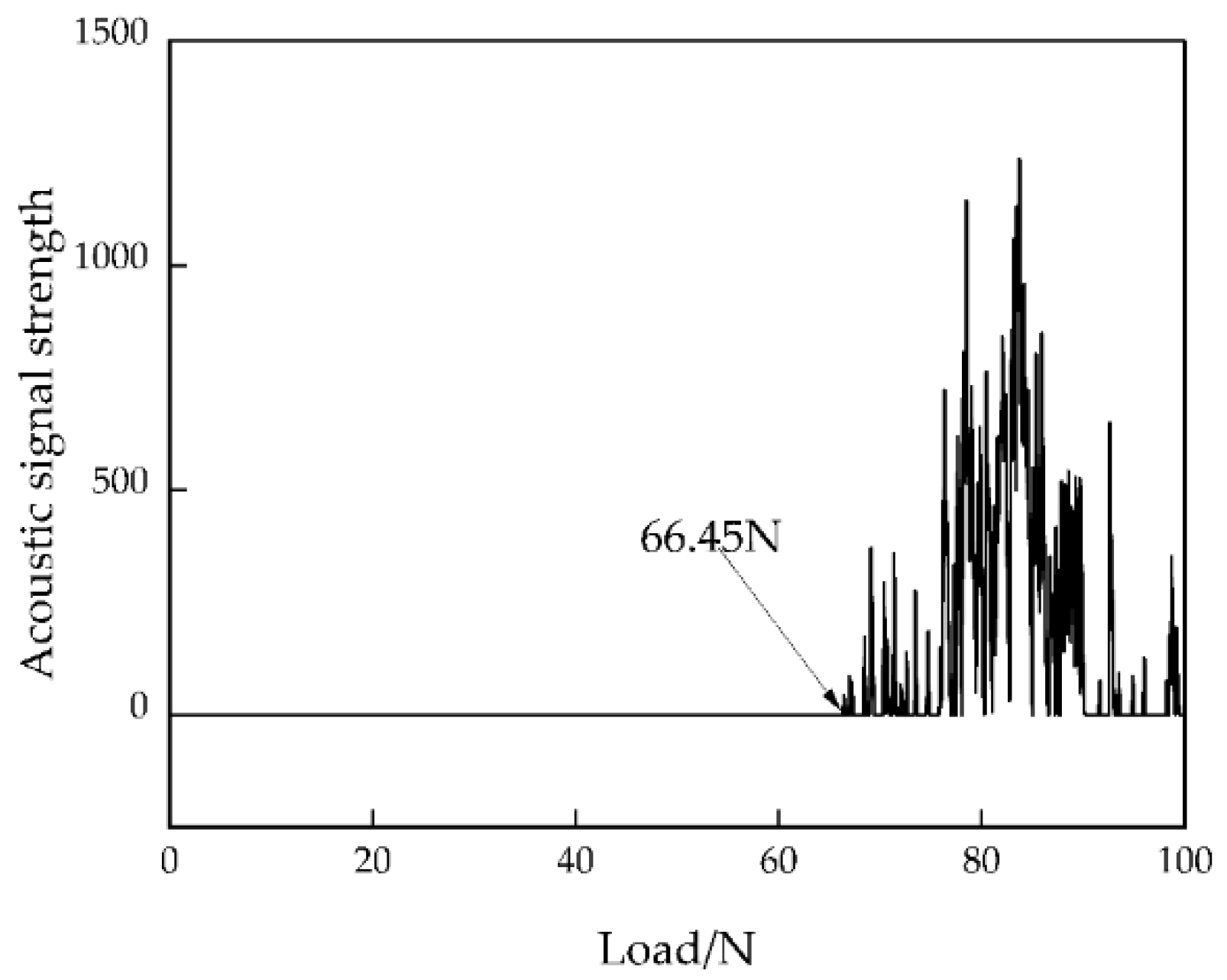
3.4. Bonding Strength of the Coating
3.5. Tribological Test
3.6. Milling Experiment
4. Conclusions
- (1)
- The surface of the CrN/AlCrN coating is dense and free of obvious defects, and the multilayer structure has no obvious boundary. The coating consists of Al, Cr and N elements and is uniformly distributed. After coating, the roughness increased by 50 nm, the microhardness increased by 59.1% and the bonding force was 66.45 N.
- (2)
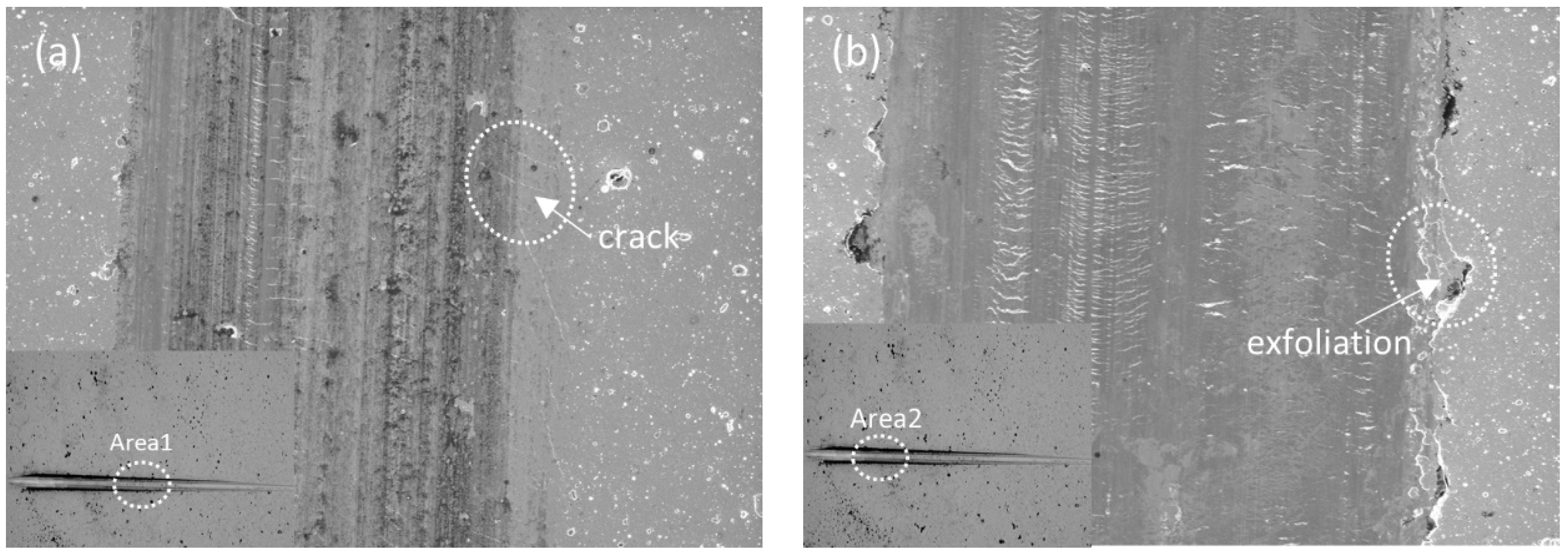
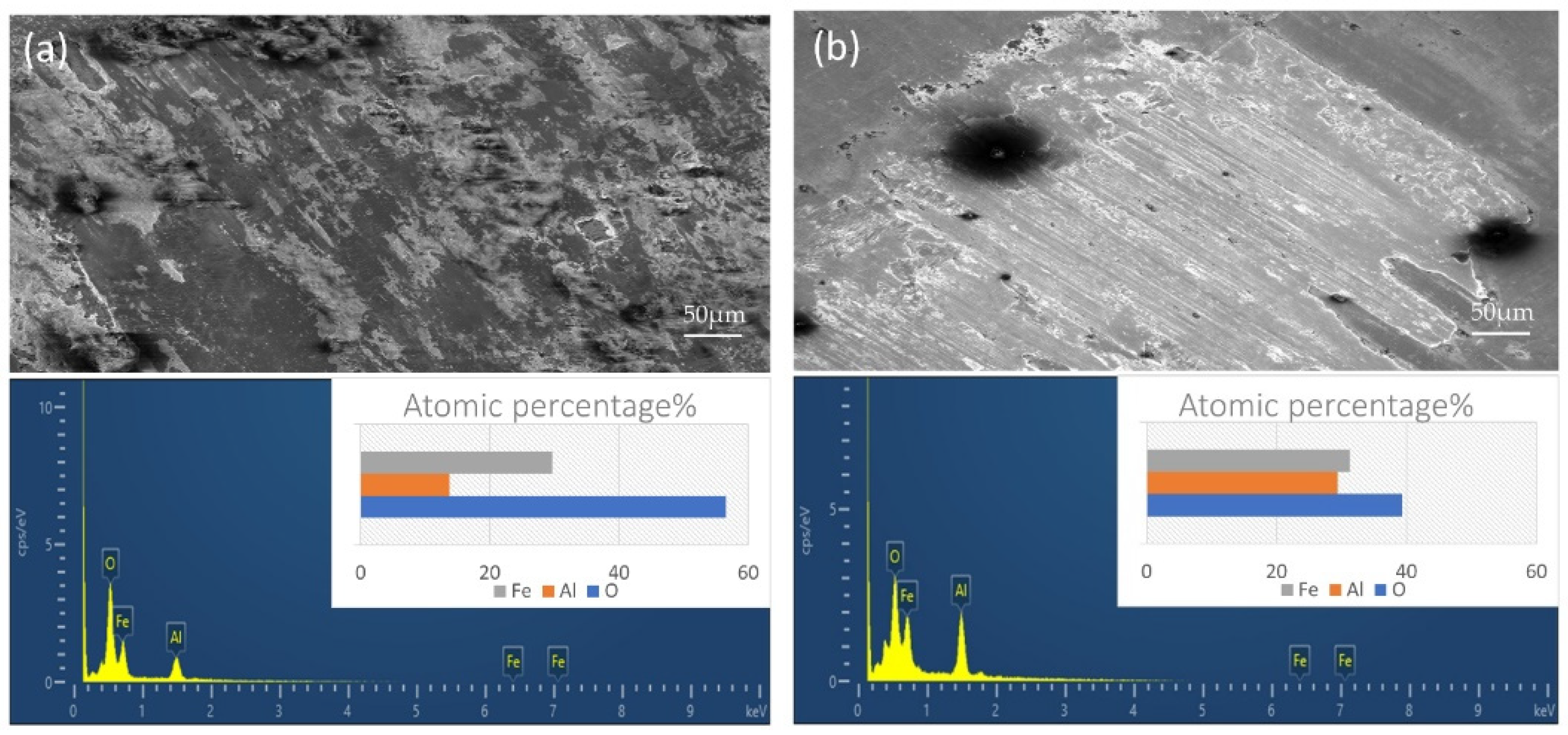
- In the tribological test, the friction coefficient increased with the increase in load. The average friction coefficient at the load of 12 N was 0.4. The wear mechanisms of the coating were adhesive wear and oxidative wear. At the load of 20 N, the average friction coefficient was 0.45, and the wear mechanisms were abrasive and oxidative wear.
- (3)
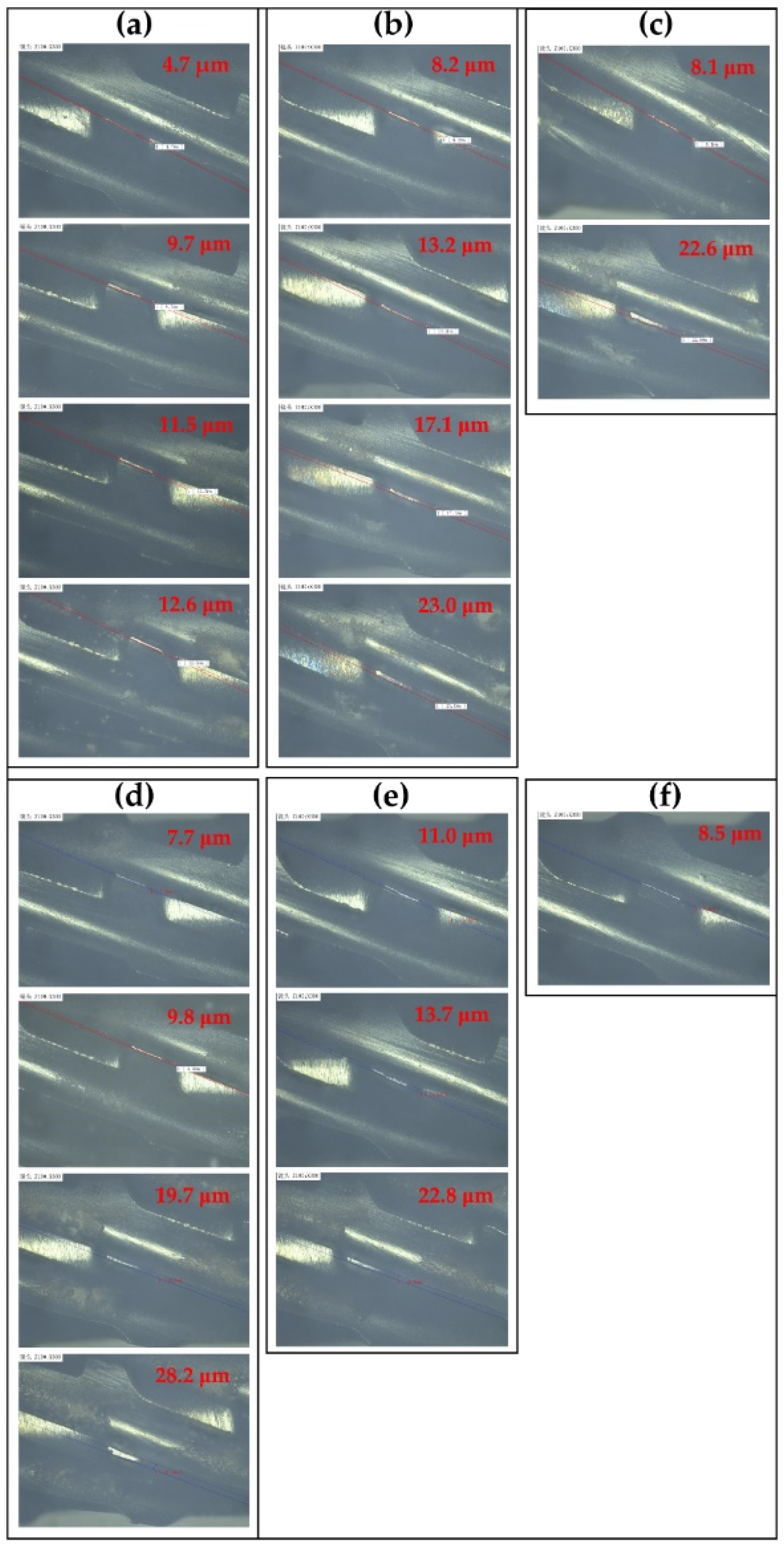
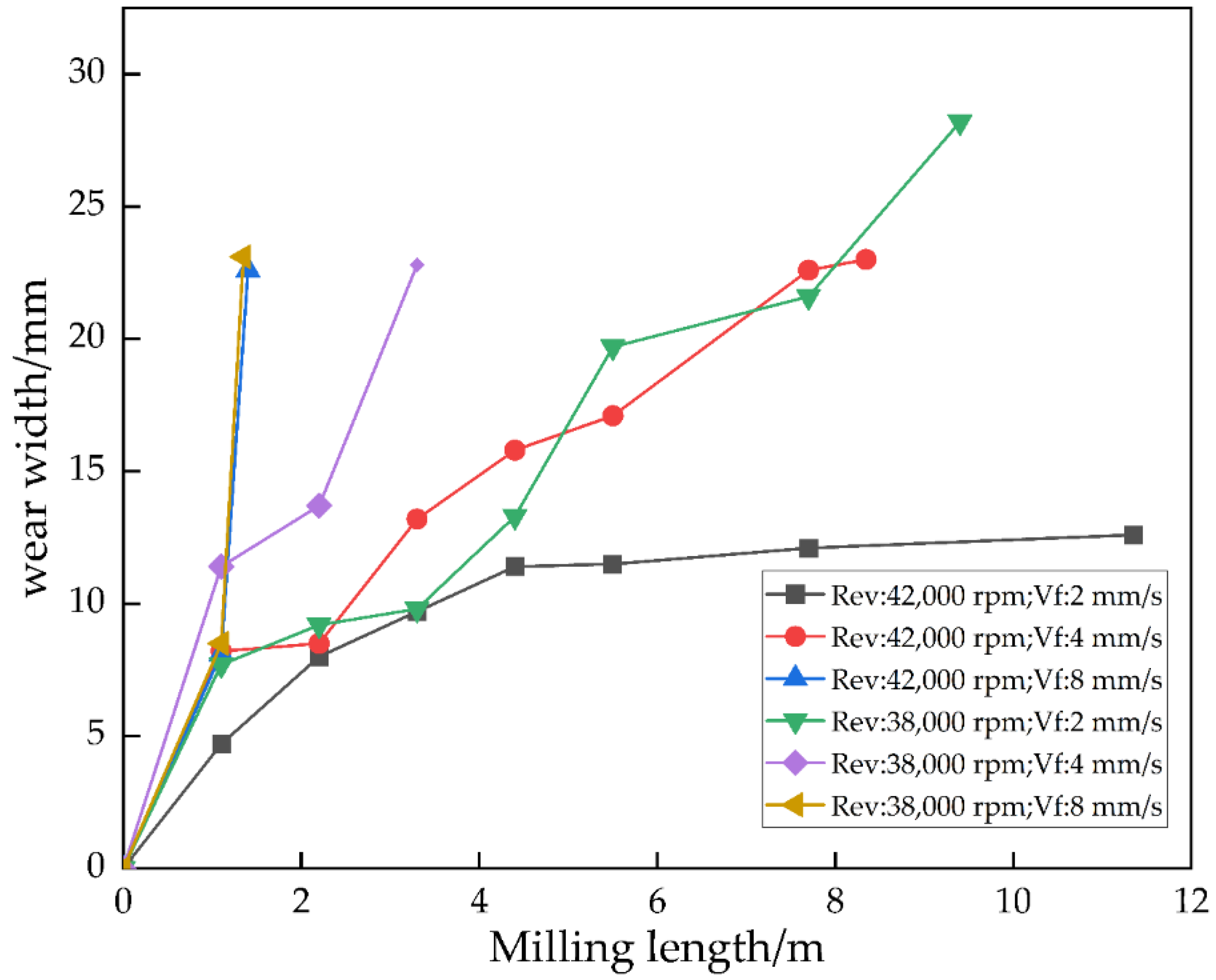
- The coated PCB milling cutter had better milling performance and higher service life at higher spindle speed and lower feed rate for slot machining. As the feed rate increased, the wear of the coated tool gradually increased at the same milling length. When the spindle speed was 42,000 rpm and the feed rate was 2 mm/s, the total milling length of the printed circuit board processed by the coated milling tool was up to 11.35 m.
- (4)
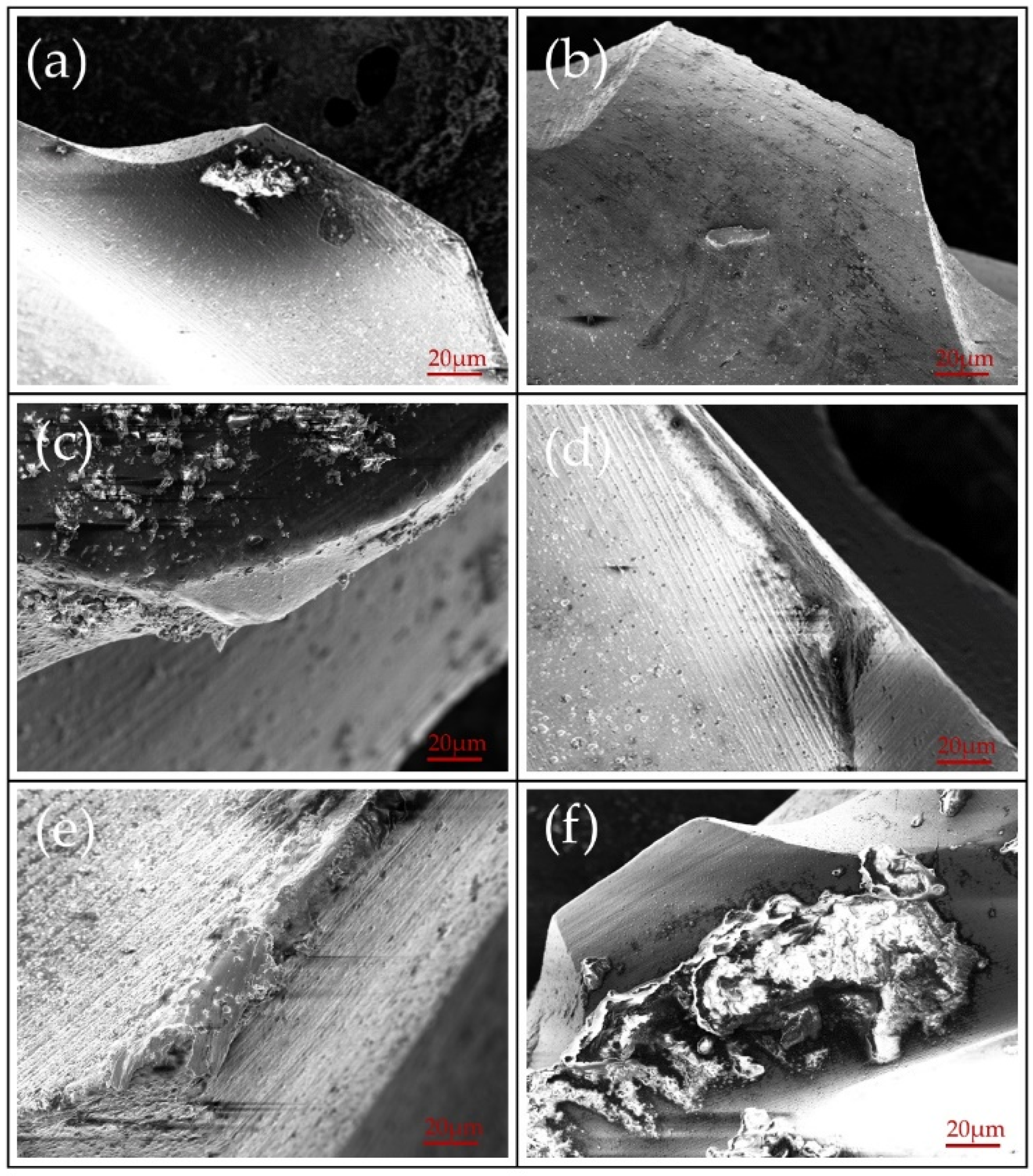
- Compared with the uncoated milling cutter, the coated milling cutter showed better wear resistance and cutting performance. Under suitable milling parameters, the service life of the coated milling cutter quadrupled over the uncoated milling cutter. The failure of the coated milling cutters was mainly in the form of severe wear, blade peeling and built-up edge.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, H.; Liu, X.; Lou, Y. Materials and micro drilling of high frequency and high speed printed circuit board: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 827–841. [Google Scholar] [CrossRef]
- Leng, J.; Ruan, G.; Song, Y.; Liu, Q.; Fu, Y.; Ding, K.; Chen, X. A loosely-coupled deep reinforcement learning approach for order acceptance decision of mass-individualized printed circuit board manufacturing in industry 4.0. J. Clean. Prod. 2021, 280, 124405. [Google Scholar] [CrossRef]
- Varun, K.; Manan, G. Comparative study of different natural fibre printed circuit board (PCB) composites. Mater. Today Proc. 2021, 44, 2097–2101. [Google Scholar] [CrossRef]
- Park, J.; Wie, K.; Park, J.; Ahn, S. Evaluation of machinability in the micro end milling of printed circuit boards. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1465–1474. [Google Scholar] [CrossRef]
- Zheng, L.; Wang, C.; Yang, L.; Song, Y.; Fu, L. Characteristics of chip formation in the micro-drilling of multi-material sheets. Int. J. Mach. Tools Manuf. 2012, 52, 40–49. [Google Scholar] [CrossRef]
- May, P.; Ashfold, M.; Mankelevich, Y.A. Microcrystalline, nanocrystalline, and ultrananocrystalline diamond chemical vapor deposition: Experiment and modeling of the factors controlling growth rate, nucleation, and crystal size. J. Appl. Phys. 2007, 101, 053115. [Google Scholar] [CrossRef] [Green Version]
- Mircea, A. The optimization of printed circuit board manufacturing by improving the drilling process productivity. Comput. Ind. Eng. 2008, 55, 279–294. [Google Scholar] [CrossRef]
- Huang, X.; Wang, C.; Yang, T.; He, Y.; Li, Y.; Zheng, L. Wear characteristics of micro-drill during ultra-high speed drilling multi-layer PCB consisting of copper foil and ceramic particle filled GFRPs. Procedia CIRP 2021, 101, 326–329. [Google Scholar] [CrossRef]
- Shen, B.; Sun, F.-H.; Xue, H.-G.; Chen, M.; Zhang, Z. Study on fabrication and cutting performance of high quality diamond coated PCB milling tools with complicated geometries. Surf. Eng. 2009, 25, 70–76. [Google Scholar] [CrossRef]
- Kumar, K.M.; Nithin Tom, M.; Baburaj, M. Sustainable milling of Ti-6Al-4 V super alloy using AlCrN and TiAlN coated tools. Mater. Today Proc. 2022, 50, 1732–1738. [Google Scholar] [CrossRef]
- Li, H. High-Speed Milling of Microwave Printed Circuit Boards Using TiN Coated Tools. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2012. [Google Scholar]
- Lee, H.Y.; Nam, K.H.; Yoon, J.S.; Han, J.G.; Jun, Y.H. Industrial application of WC–Ti(1−x)AlxN nanocomposite films synthesized by cathodic arc ion plating process on a printed circuit board drill. Surf. Coat. Technol. 2001, 146–147, 532–536. [Google Scholar] [CrossRef]
- Yao, S.H.; Su, Y.L.; Kao, W.H.; Cheng, K.W.; Su, C.T. Nanolayer CrNx/WNy coatings used on micro drills for machining of printed circuit boards. J. Mater. Process. Technol. 2010, 210, 660–668. [Google Scholar] [CrossRef]
- Lin, Z.-C.; Ho, C.-Y. Performance of coated tungsten carbide tools on milling printed circuit board. J. Mater. Process. Technol. 2009, 209, 303–309. [Google Scholar] [CrossRef]
- Chen, W.; Zheng, J.; Meng, X.; Kwon, S.; Zhang, S. Investigation on microstructures and mechanical properties of AlCrN coatings deposited on the surface of plasma nitrocarburized cool-work tool steels. Vacuum 2015, 121, 194–201. [Google Scholar] [CrossRef]
- Kumar, T.S.; Jebaraj, A.V. Metallurgical characterization of CrN and AlCrN physical vapour deposition coatings on aluminium alloy AA 6061. Mater. Today Proc. 2020, 22, 1479–1488. [Google Scholar] [CrossRef]
- Yemurai, V.; Arash, F.-A.; Hassan, E.; Omid, I. Influence of post-deposition annealing temperature on morphological, mechanical and electrochemical properties of CrN/CrAlN multilayer coating deposited by cathodic arc evaporation- physical vapor deposition process. Surf. Coat. Technol. 2022, 432, 128090. [Google Scholar] [CrossRef]
- ISO 8688-2: 1989; Tool Life Testing in Milling—Part 2: End Milling. S/OL. International Organization for Standardization: Geneva, Switzerland, 1989.
- Warcholinski, B.; Gilewicz, A.; Myslinski, P.; Dobruchowska, E.; Murzynski, D. Structure and properties of AlCrN coatings deposited using cathodic arc evaporation. Coatings 2020, 10, 793. [Google Scholar] [CrossRef]
- Zhu, S.; Qin, Y.; Mei, H. Influence of Arc Current on Surface Properties and Corrosion Resistance of AlCrN Coatings Deposited by Multi-arc Ion Plating. Int. J. Electrochem. Sci 2020, 15, 5352–5361. [Google Scholar] [CrossRef]
- Tang, J.-F.; Lin, C.-Y.; Yang, F.-C.; Chang, C.-L. Influence of Nitrogen Content and Bias Voltage on Residual Stress and the Tribological and Mechanical Properties of CrAlN Films. Coatings 2020, 10, 546. [Google Scholar] [CrossRef]
- Kenzhegulov, A.K.; Mamaeva, A.A.; Panichkin, A.V.; Prosolov, K.A.; BroŃczyk, A.; Capanidis, D. Investigation of the adhesion properties of calcium-phosphate coating to titanium substrate with regards to the parameters of high-frequency magnetron sputtering. Acta Bioeng. Biomech. 2020, 22, 111–120. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | WC% | Co% | Graininess |
|---|---|---|---|
| K05 | 93.00 | 6.20 | 0.4 |
| External Diameter | Blade Length | Full Length | Number of Blades | Lateral Groove Depth | Tooth Height | Spiral Angle |
|---|---|---|---|---|---|---|
| 1.0 mm | 28.0 mm | 37.0 mm | 7 | 0.070 mm | 0.16 mm | 12° |
| Programs | Spindle Speed (rpm) | Feeding Speed (mm/s) |
|---|---|---|
| Program 1 | 42,000 | 2 |
| Program 2 | 42,000 | 4 |
| Program 3 | 42,000 | 8 |
| Program 4 | 38,000 | 2 |
| Program 5 | 38,000 | 4 |
| Program 6 | 38,000 | 8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, R.; Yang, H.; Guo, Z.; Wei, S.; Lin, R. Study on the Cutting Performance of CrN/AlCrN-Coated Carbide PCB Milling Cutter. Coatings 2022, 12, 556. https://doi.org/10.3390/coatings12050556
Wang R, Yang H, Guo Z, Wei S, Lin R. Study on the Cutting Performance of CrN/AlCrN-Coated Carbide PCB Milling Cutter. Coatings. 2022; 12(5):556. https://doi.org/10.3390/coatings12050556
Chicago/Turabian StyleWang, Renxin, Hu Yang, Ziming Guo, Shasha Wei, and Rongchuan Lin. 2022. "Study on the Cutting Performance of CrN/AlCrN-Coated Carbide PCB Milling Cutter" Coatings 12, no. 5: 556. https://doi.org/10.3390/coatings12050556
APA StyleWang, R., Yang, H., Guo, Z., Wei, S., & Lin, R. (2022). Study on the Cutting Performance of CrN/AlCrN-Coated Carbide PCB Milling Cutter. Coatings, 12(5), 556. https://doi.org/10.3390/coatings12050556