
Research on the Mechanism of Anti-Stone-Damage Automotive Coating Based on Computational Fluid Dynamics Method


Abstract
:1. Introduction
- Experimental research with coating type and thickness as the main variables: Wang et al. analyzed the advantages and disadvantages of two systems by comparing the test methods and evaluation methods of the ISO system and the SAE system, supplemented by the test results of different coating samples [33]. Li et al. set up control tests to determine the ratio required for the coating to have good stone impact resistance based on the coating components and thickness [34]. In order to study eight different coating systems, Lonyuk conducted several solitaire impact tests to realistically simulate the fragmentation caused by stone impact. In addition, the mechanical properties of the coating were also studied, and the results of the study showed that it was related to the mechanical properties of the coating. It was found that the coating body system of low-transition-temperature glassification of the primer had better stone crush resistance, which solved the relationship between stone impact resistance and the mechanical properties of the automotive solid color coating system [35]. Chen et al. conducted an experimental study on a three-layer tempered glass panel on a quadrilateral simple bearing under a local uniformly distributed load [36].
- Experimental research with temperature, speed, and other different factors as variables: Xiaohui Zhang of Pan Asia Automobile Co., Ltd., introduced two commonly used tests and evaluation systems for testing the impact resistance of automobile coatings in the world; compared their main differences; and further studied the influence of the test sample angle, test temperature, and stone dosage on the test results through experiments, but did not conduct experimental research on the factor of stone impact speed [37]. Lonyuk et al. first introduced the different forms of destruction of the coating from the failure mechanism of the body coating and then conducted the single-impact failure test of the body coating. According to the method of control experiment, the specimens were divided into four groups according to the number of coatings and the content of melamine adhesive in the water-based primer formulation, the four groups of specimens were repeatedly tested at different temperatures, and finally the influence of different factors on the damage of the body coating was obtained [5].
- Experimental research using new technologies: Wang et al. conducted experimental investigations into SGP laminated glass under low-velocity impact [38]. Chen et al. developed the pressure–impulse diagrams for framed PVB-laminated glass windows [39]. Vedrtnam et al. conducted experimental and simulation studies on fracture and adhesion tests of laminated glass [40]. Alizadeh Razin studied the failure properties and strength of coatings produced by automotive coating systems after stone impact resistance tests through electrochemical impedance spectroscopy (EIS). The degree of coating damage and delamination was calculated based on data such as low-frequency impedance, high-frequency phase angle, and area under the Bode modulus plot. The image processing results correlated well with the parameters extracted from the EIS analysis, which were used to estimate the coating damage index and the degree of peeling off the substrate after coating peeling [41]. Yang et al. studied and analyzed the anti-stone-strike properties, mechanical properties, sound insulation properties, and adhesion properties of foamed and low-density anti-stone-impact coatings. The addition of insulating glass beads in an appropriate amount can improve the shear and tensile strength of low-density stone-resistant coatings. Compared with ordinary coatings, the amount of bicycle use can be reduced by 30 to 55%, which is obviously reduced to the effect of light-weighting [42]. Mi et al. used images to identify the traces of stone impact damage, which solved the visual evaluation method that varies from person to person so that the anti-stone-impact evaluation was quantified [43].
- Tests to improve the stone impact resistance of automotive coating from the design: Chuanyun Cao of DPCA Automobile Co., Ltd., recorded the stone impact area where the coating was destroyed through the method of vehicle field test, so as to adjust the spraying area and primer thickness of the anti-stone-impact coating according to the test results, and the anti-stone-impact design was carried out for the area where the primer cannot be added to the coating [44].
2. Calculation Model and Experimental Equipment
2.1. Calculation Model
2.1.1. Geometry and Boundary Conditions
2.1.2. Computational Domain and Mesh Model
2.1.3. Control Equations and Numerical Methods
2.2. Experimental Equipment
3. Results
3.1. Simulation Results of Stone Impact Pressure Characteristics
- The projectile incidence angle is 90°, and the front end shape is a cone.
- The angle of incidence of the projectile is 90°, and the shape of the front end is a semicircular surface.
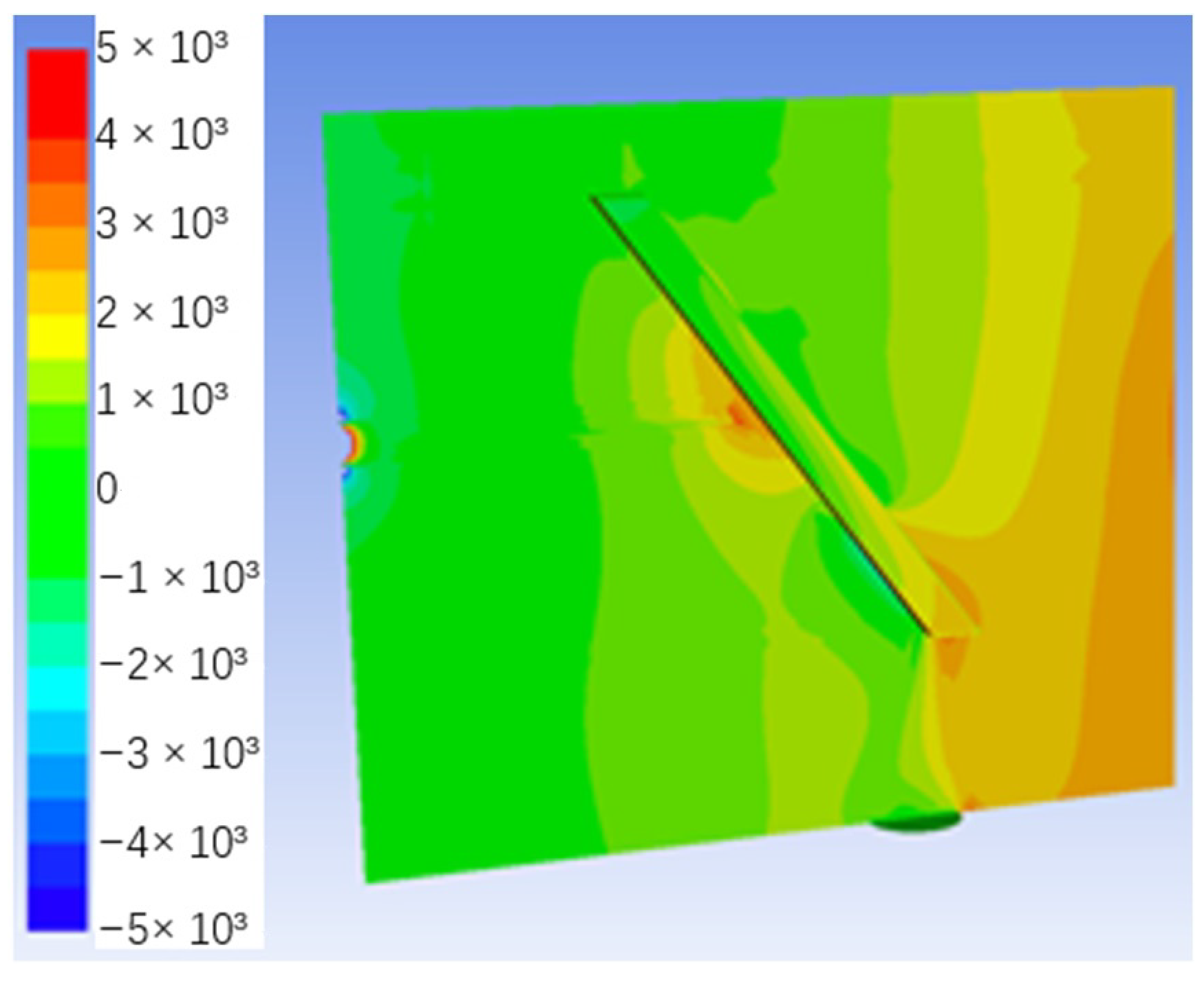
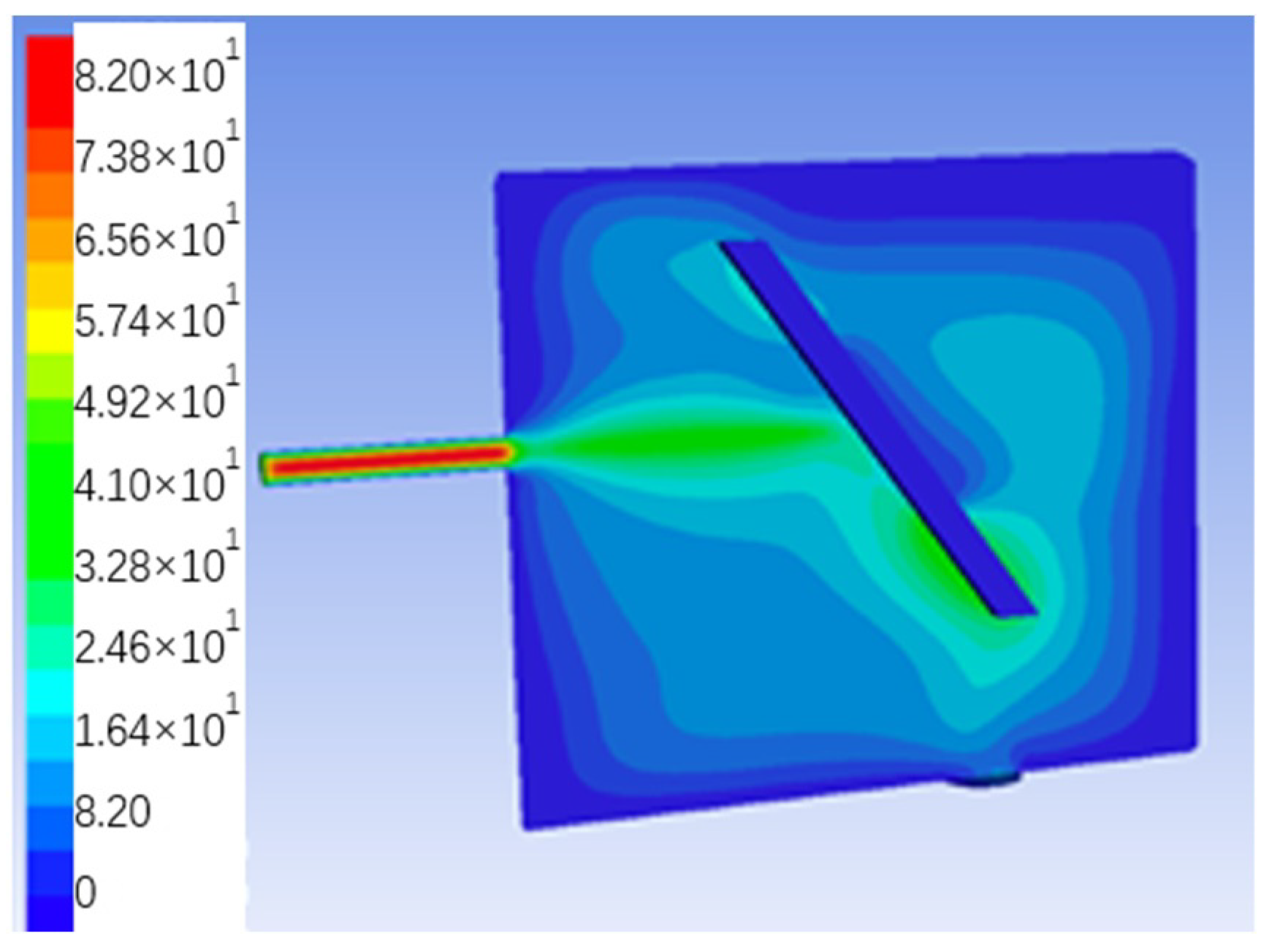
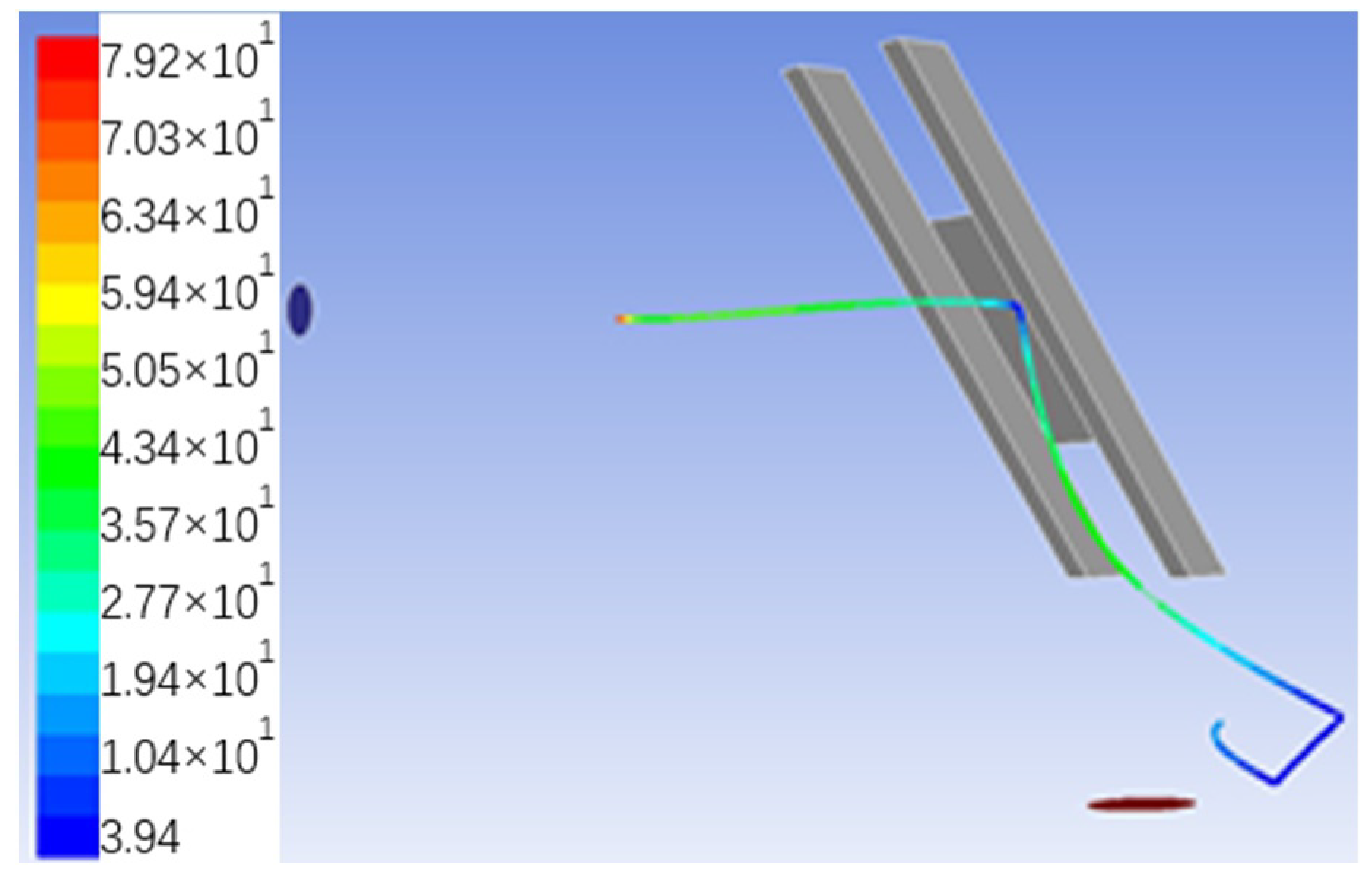
- The angle of incidence of the projectile is 45°, and the front end shape is a cone. Pressure and velocity distributions for various conditions were obtained by Fluent simulation. The stone impact pressure could be extracted, and the speed–pressure and distance–pressure curves could be drawn.
3.1.1. Effect of Projectile Velocity on Stone Impact Air Pressure
3.1.2. Effect of Projectile–Wall Distance on Stone Impact Air Pressure
3.1.3. Effect of Shape of the Front End of the Projectile on the Air Pressure of the Impact Point
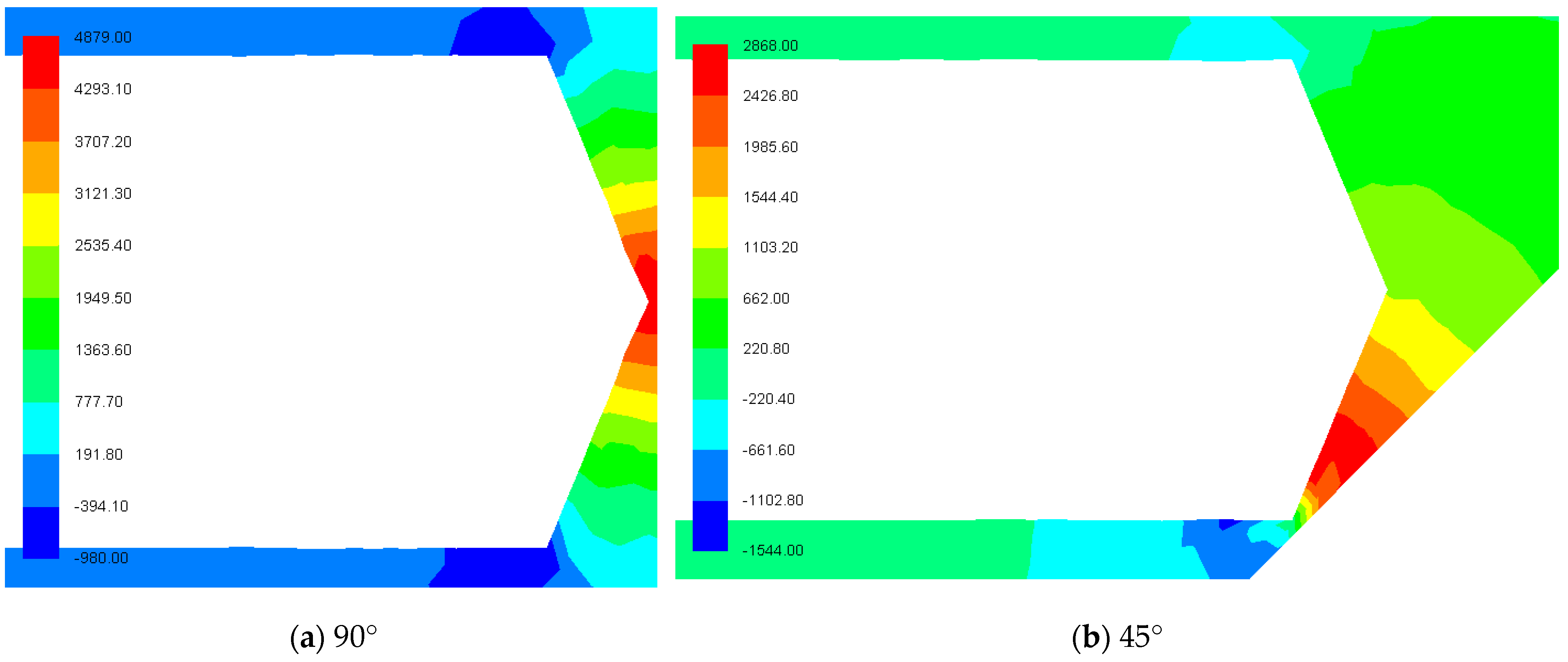
3.1.4. Effect of the Angle of Incidence of the Projectile on the Air Pressure of the Stone Impact
3.2. Experimental Process and Results
3.2.1. Experimental Process
- Open the protective cover of the anti-lithodometer box, install the 200 mm × 100 mm coating test plate and clamp it, paste the RP-S40-LT type resistive thin-film pressure sensor on the coating test plate, and connect the sensor controller (only for protection) and the digital oscilloscope with wires.
- By moving the fixture axially in the direction of the spray gun, the distance between the center of the coating test plate and the center of the nozzle is 290 mm.
- The surface of the coating test plate is parallel to the plane of the fixture plate, and the plane of the clamp plate is rotated so that the angle between the coating test plate and the impact direction of the stone particles is 54°.
- Close the protective cover and tighten the fixing bolts.
- Select the steel ball with a diameter of 3 mm after screening and load it into the feed plate, set the working pressure to the pressure required by the experiment, and set the resistance value debugged in the “Equipment Adjustment” step.
- After the first impact test, the steel ball is recovered and the second impact test is carried out, and all conditions remain unchanged. Observe the change in voltage on the digital oscilloscope and record it.
- After the impact experiment is over, remove the coating template, remove the pressure sensor, release the residual gas in the accumulator, turn off the power supply, and then manually reset the box position.
3.2.2. Experimental Results
4. Discussion
4.1. Simulation Study on the Characteristics of Stone Resistance
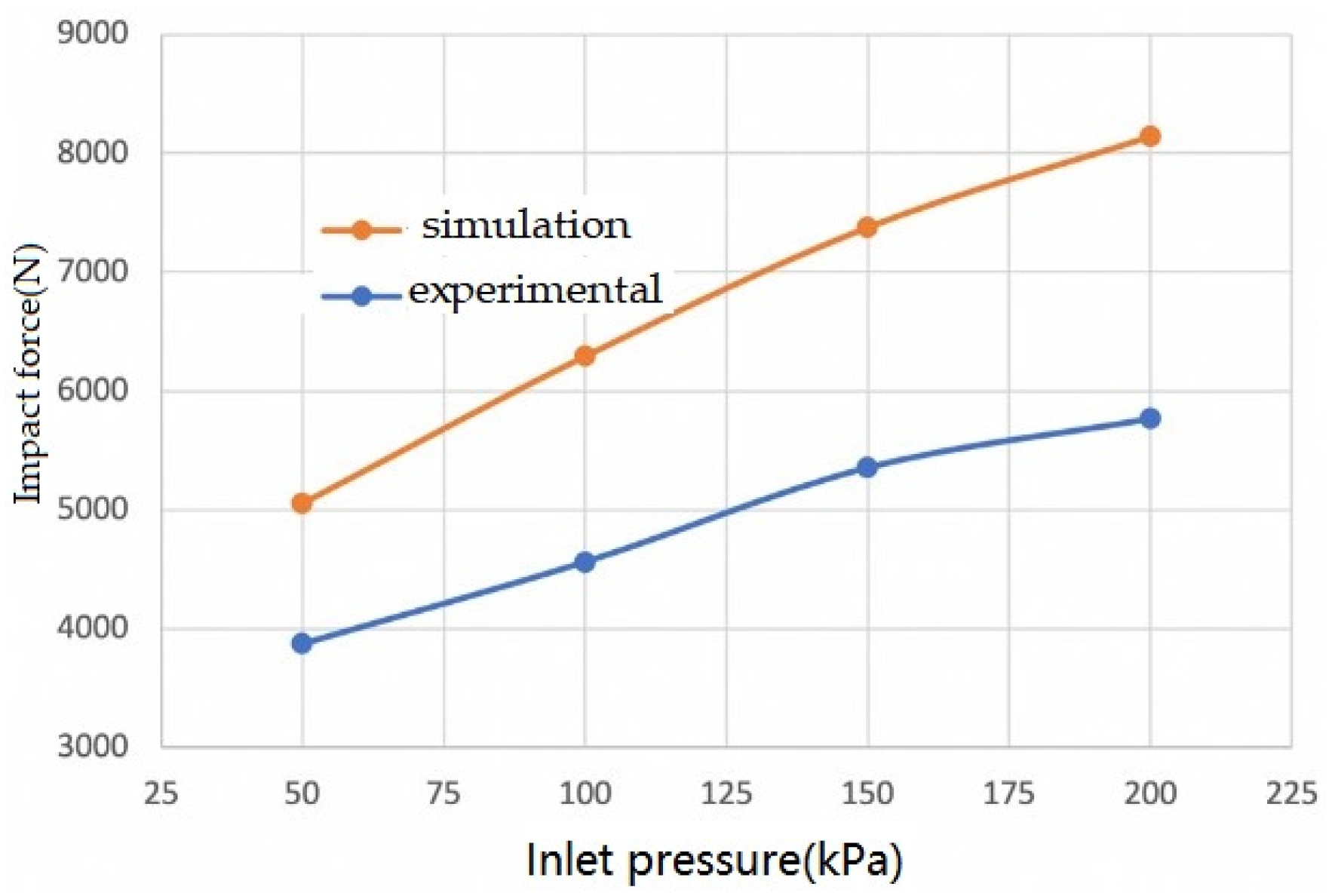
4.2. Experimental Verification of Stone Impact Resistance Characteristics
5. Conclusions
- Stone impact air pressure increases with the increase in projectile velocity. At 90° incidence, the air pressure of the stone impact suddenly and rapidly increases when the semicircular surface projectile velocity is greater than 30 m/s. The air pressure of the conical projectile stone gradually increases with the decrease in the projectile–wall distance, and the air pressure at the distance of 0.3 and 0.15 mm suddenly increases at the projectile velocity of 10 and 20 m/s, respectively.
- When the projectile velocity is less than 15 m/s, the stone impact pressure of the semicircular surface type is slightly greater than that caused by the conical type projectile. When exceeding 15 m/s, the pressure of the semicircular surface projectile suddenly increases.
- At a velocity greater than 20 m/s, the incident pressure of 90° is gradually greater than the incident pressure of 45°. When the speed is less than 20 m/s, the shedding area decreases with the increase in the speed, while the stone impact pressure increases with the increase in the speed.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akafuah, N.K.; Poozesh, S.; Salaimeh, A.; Patrick, G.; Lawler, K.; Saito, K. Evolution of the Automotive Body Coating Process—A Review. Coatings 2016, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- C-NCAP Management Center. C-NCAP Management Rules; China Automotive Technology and Research Center: Tianjin, China, 2017. [Google Scholar]
- Ramamurthy, A.C.; Buresh, G.A.; Nagy, M.; Howell, M. Novel instrumentation for evaluating stone impact wear of automotive paint systems. Wear 1999, 936, 225–229. [Google Scholar] [CrossRef]
- Papini, M.; Spelt, J.K. The plowing erosion of organic coatings by spherical particles. Wear 1998, 222, 38–48. [Google Scholar] [CrossRef]
- Lonyuk, M.; Bosma, M.; Riemslag, A.C.; Zuidema, J.; Bakker, A.; Janssen, M. Stone-impact damage of automotive coatings: A laboratory single-impact tester. Prog. Org. Coat. 2007, 58, 241–247. [Google Scholar] [CrossRef]
- Zang, M.; Lei, Z.; Wang, S. Investigation of impact fracture behavior of automobile laminated glass by 3D discrete element method. Comput. Mech. 2007, 41, 73–83. [Google Scholar] [CrossRef]
- Chen, M.; Liu, D.; You, C. Interfacial characteristic of graded hydroxyapatite and titanium thin film by magnetron sputtering. Surf. Coat. Technol. 2007, 201, 5688–5691. [Google Scholar] [CrossRef]
- Liu, B. Test and evaluation method for stone chip resistance performance of stone chip-resistant coating. Adhes 2018, 39, 54–56, 43. [Google Scholar]
- Li, Y.; Xiong, D.; Wang, L.; Feng, B.; Xu, J. Dynamic mechanical behavior and pedestrian safety characteristics of toughened laminated windshield. Compos. Part B 2019, 163, 740–751. [Google Scholar] [CrossRef]
- Xu, X.; Xu, J.; Chen, J.; Li, P.; Liu, B.; Li, Y. Investigation of dynamic multi-cracking behavior in PVB laminated glass plates. Int. J. Impact Eng. 2017, 100, 62–74. [Google Scholar] [CrossRef]
- Zhu, y. Analysis of new technologies in the field of modern automotive coatings. Polyurethane 2014, 11, 64–69. [Google Scholar]
- Samieian, M.A.; Cormie, D.; Smith, D.; Wholey, W.; Blackman, B.R.; Dear, J.P.; Hooper, P.A. On the bonding between glass and PVB in laminated glass. Eng. Fract. Mech. 2019, 214, 504–519. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, W. Process study on improving stone strike resistance of hot-dip galvanized steel sheet coating. Automot. Technol. Mater. 2010, 5, 11–13. [Google Scholar]
- Xu, C.; Yuan, Y.; Zhao, C.; Tan, P.; Xu, X.; Li, Y. Dynamic crack-interface interactions in SGP laminated glass: An experimental investigation. Mech. Mater. 2018, 122, 76–84. [Google Scholar] [CrossRef] [Green Version]
- Sun, H.; Li, Y.; Li, T. Design method and evaluation principle of vehicle anti-stone impact. SAIC Mot. 2019, 9, 42–47. [Google Scholar]
- Xiao, G.; Ren, B.; Tong, C.; Hong, X. A quantitative evaluation method for obstacle avoidance performance of unmanned ship. J. Mar. Sci. Eng. 2021, 9, 1127. [Google Scholar] [CrossRef]
- Chen, Y. Research on Damage Simulation of Body Coating Based on Continuous Damage Mechanics; Jilin University: Changchun, China, 2012. [Google Scholar]
- Gao, W.; Zang, M. The simulation of laminated glass beam impact problem by developing fracture model of spherical DEM. Eng. Anal. Bound. Elem. 2014, 42, 2–7. [Google Scholar] [CrossRef]
- Xu, W.; Zang, M. Four-point combined DE/FE algorithm for brittle fracture analysis of laminated glass. Int. J. Solids Struct. 2014, 51, 1890–1900. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Chan, A.H.; Yang, J. Simulating the breakage of glass under hard body impact using the combined finite-discrete element method. Comput. Struct. 2016, 177, 56–68. [Google Scholar] [CrossRef]
- Wang, X.; Yang, J.; Wang, F.; Liu, Q.; Xu, H. Simulating the impact damage of laminated glass considering mixed mode delamination using FEM/DEM. Compos. Struct. 2018, 202, 1239–1252. [Google Scholar] [CrossRef]
- Chen, X.; Chan, A.H. Modelling impact fracture and fragmentation of laminated glass using the combined finite-discrete element method. Int. J. Impact Eng. 2018, 112, 15–29. [Google Scholar] [CrossRef]
- Xiao, G.; Tong, C.; Wang, Y.; Guan, S.S.; Hong, X.; Shang, B. CFD Simulation of the Safety of Unmanned Ship Berthing under the Influence of Various Factors. Appl. Sci. 2021, 11, 7102. [Google Scholar] [CrossRef]
- Shi, W.; Zhai, L. Impact analysis and structural optimization of oil pan flystone. Intern. Combust. Engines Accessories 2021, 4, 14–15. [Google Scholar]
- Chen, S.; Zang, M.; Yoshimura, S.; Zheng, Z. An improved contact formulation for impact crack simulations in a laminated glass beam. Int. J. Comput. Methods 2018, 15, 1850077. [Google Scholar] [CrossRef]
- Gao, W.; Xiang, J.; Chen, S.; Yin, S.; Zang, M.; Zheng, X. Intrinsic cohesive modeling of impact fracture behavior of laminated glass. Mater. Des. 2017, 127, 321–335. [Google Scholar] [CrossRef]
- Lin, D.; Wang, D.; Chen, S.; Zang, M. Numerical simulations of impact fracture behavior of an automotive windshield glazing: An intrinsic cohesive approach. Compos. Struct. 2018, 186, 79–93. [Google Scholar] [CrossRef]
- Gao, W.; Wang, R.; Chen, S.; Zang, M. An intrinsic cohesive zone approach for impact failure of windshield laminated glass subjected to a pedestrian head form. Int. J. Impact. Eng. 2019, 126, 147–159. [Google Scholar] [CrossRef]
- Chen, S.; Mitsume, N.; Bui, T.Q.; Gao, W.; Yamada, T.; Zang, M.; Yoshimura, S. Development of two intrinsic cohesive zone models for progressive interfacial cracking of laminated composites with matching and non-matching cohesive elements. Compos. Struct. 2019, 229, 111406. [Google Scholar] [CrossRef]
- Peters, B.; Baniasadi, M.; Baniasadi, M.; Besseron, X.; Donoso, A.E.; Mohseni, M.; Pozzetti, G. XDEM multi-physics and multi-scale simulation technology: Review of DEM–CFD coupling, methodology and engineering applications. Particuology 2019, 44, 176–193. [Google Scholar] [CrossRef] [Green Version]
- Weinschenk, A.; Volk, W. Strategy to prevent surface deflections for automotive sheet metal parts. J. Phys. Conf. Ser. 2017, 896, 012058. [Google Scholar] [CrossRef] [Green Version]
- Alter, C.; Kolling, S.; Schneider, J. An enhanced non–local failure criterion for laminated glass under low velocity impact. Int. J. Impact. Eng. 2017, 109, 342–353. [Google Scholar] [CrossRef]
- Wang, N.; Zhang, X.; Du, Y. Test and evaluation method of stone impact resistance of automobile body coating. Automot. Technol. Mater. 2012, 3, 1–5. [Google Scholar]
- Li, Y.; Xing, W.; Wu, J. Research and Application of Stone Strike Resistance of Gradient Film Thick Bottom Adhesive. Shanghai Coat. 2017, 55, 33–35. [Google Scholar]
- Lonyuk, M.; Bosma, M.; Vijverberg, C.A.M.; Bakker, A.; Janssen, M. Relation between chip resistance and mechanical properties of automotive coatings. Prog. Org. Coat. 2007, 61, 308–315. [Google Scholar] [CrossRef]
- Chen, Y.; He, K.; Han, S.; Yuan, Y. Experimental study on three-layer tempered glass panel on quadrilateral simple bearing under local uniformly distributed load. Thin Walled Struct. 2019, 139, 294–309. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Y.; Wang, C.; Hu, Q. Research on Impact Test and Evaluation Method of Flying Stone for Automotive Coating. SAIC Mot. 2017, 1, 18–22. [Google Scholar]
- Wang, X.; Yang, J.; Liu, Q.; Zhao, C. Experimental investigations into SGP laminated glass under low velocity impact. Int. J. Impact Eng. 2018, 122, 91–108. [Google Scholar] [CrossRef]
- Chen, S.; Chen, X.; Li, G.-Q.; Lu, Y. Development of pressure-impulse diagrams for framed PVB-laminated glass windows. J. Struct. Eng. 2018, 145, 4018263. [Google Scholar] [CrossRef] [Green Version]
- Vedrtnam, A.; Pawar, S. Experimental and simulation studies on fracture and adhesion test of laminated glass. Eng. Fract. Mech. 2018, 190, 461–470. [Google Scholar] [CrossRef]
- Razin, A.A.; Ramezanzadeh, B.; Yari, H. Corrigendum to “Detecting and estimating the extent of automotive coating delamination and damage indexes after stone chipping using electrochemical impedance spectroscopy”. Prog. Org. Coat. 2016, 95, 136. [Google Scholar] [CrossRef]
- Yang, W.; Chang, Y.; Li, W.; Jiang, Z.; Li, Z.; Ma, Q. Study on the Properties of Lightweight Stone Crash Protection Coating on Car Bottom. Automot. Technol. Mater. 2021, 2, 38–42. [Google Scholar]
- Mi, Y.; Su, B.; Han, L. The Quantitative Evaluation of Stone Test Based on Image Recognition. Mod. Paint. Finish. 2019, 22, 47–52. [Google Scholar]
- Cao, C. Research on the design of anti-stone impact of car. Automot. Pract. Technol. 2018, 23, 33. [Google Scholar]
- Society of Automotive Engineers, Inc. 400 Commonwealth Drive; 15096-0001, SAE-J400[S]; Society of Automotive Engineers, Inc.: Warrendale, PA, USA, 2002. [Google Scholar]
- Xiao, G.; Wang, H.; Chen, L.; Hong, X. Predicting unsteady heat transfer effect of vehicle thermal management system using steady velocity equivalent method. Sci. Prog. 2021, 104, 1. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specifications and Models | Power/Voltage | Exhaust Pressure (MPa) | Maximum Exhaust Capacity (m3/min) | Freezing Method | Exhaust Port | Weight (kg) |
|---|---|---|---|---|---|---|
| 10HP Screw compressor | 7.5 kW/380 V | 0.8 | 1.1 | Air-cooled | G1/2″ | 210 |
| Volume (m3) | Exhaust Pressure (MPa) | Height/Diameter (mm) | Inlet and Outlet Diameter |
|---|---|---|---|
| 1 | 0.8 | 2090/800 | G1-1/2″ |
| Model | Size (mm) | Effective Area (mm) | Sensitivity Range | Thickness (mm) | Trigger Force | Resistance When Not Triggered |
|---|---|---|---|---|---|---|
| RP-S40-LT | Length 43.7 × width 43.7 | Length 38.1 × width 38.1 | 20 g~10 kg | 0.4 | 20 g, default resistance value is less than 200 kΩ | Higher than 10 MΩ |
| Bandwidth | Real-Time Sampling Rate | Equivalent Sample Rate | Rise Time | Horizontal Accuracy | Phase | Vertical Sensitivity |
|---|---|---|---|---|---|---|
| 25 MHz | 250 MSa/s | 50 GSa/s | 14 ns | ±0.01% | ±3° | 2 mV/div~5 V/div |
| Working Pressure (kPa) | Shock Voltage (V) | Average Voltage (V) | Corresponding Pressure (N) | Simulated Pressure (N) | Pressure Ratio | ||
|---|---|---|---|---|---|---|---|
| 50 | 3.27 | 3.28 | 3.30 | 3.28 | 3870 | 5452 | 1.41 |
| 100 | 3.42 | 3.38 | 3.40 | 3.40 | 4559 | 6292 | 1.38 |
| 150 | 3.52 | 3.52 | 3.51 | 3.52 | 5352 | 7377 | 1.38 |
| 200 | 3.61 | 3.60 | 3.59 | 3.60 | 5763 | 8142 | 1.41 |
| Inlet Speed (m/s) | Ejection Speed (m/s) | Spurt Time (S) | Impact Time (S) | Impact Force (N) |
|---|---|---|---|---|
| 15 | 26.14 | 0.0275931 | 0.0275629 | 5452.25 |
| 20 | 34.59 | 0.0211936 | 0.0211662 | 6292.19 |
| 25 | 43.07 | 0.0202469 | 0.0202205 | 6741.21 |
| 30 | 51.57 | 0.0200732 | 0.0200463 | 7377.60 |
| 35 | 60.10 | 0.0190254 | 0.0189984 | 7647.62 |
| 40 | 68.64 | 0.0177514 | 0.0173255 | 8142.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, G. Research on the Mechanism of Anti-Stone-Damage Automotive Coating Based on Computational Fluid Dynamics Method. Coatings 2022, 12, 295. https://doi.org/10.3390/coatings12030295
Xiao G. Research on the Mechanism of Anti-Stone-Damage Automotive Coating Based on Computational Fluid Dynamics Method. Coatings. 2022; 12(3):295. https://doi.org/10.3390/coatings12030295
Chicago/Turabian StyleXiao, Guoquan. 2022. "Research on the Mechanism of Anti-Stone-Damage Automotive Coating Based on Computational Fluid Dynamics Method" Coatings 12, no. 3: 295. https://doi.org/10.3390/coatings12030295
APA StyleXiao, G. (2022). Research on the Mechanism of Anti-Stone-Damage Automotive Coating Based on Computational Fluid Dynamics Method. Coatings, 12(3), 295. https://doi.org/10.3390/coatings12030295