Abstract
The use of adsorbent heat pumps as heating and cooling systems is particularly relevant thanks to their ability to exploit low-grade heat (e.g., below 90 °C) from renewable energy sources and waste energy streams with prospective applications in several fields, e.g., industrial and residential. Their development began in the 20th century and is still in full evolution. The great interest in their improvement and optimization was determined by some key factors inherent to their sustainability compared to traditional refrigeration systems (e.g., low electricity consumption and the low environmental impact of the employed refrigerants). Recently, strong efforts have been dedicated to increasing the achievable heating/cooling power density of this technology through the development of innovative adsorbent coating technologies. Indeed, the deposition of thin coatings on the surface of the heat exchanger could reduce the heat transfer resistance existing on the adsorbent material side, thus increasing the overall adsorption dynamics. Three main approaches have been assessed, namely a thick consolidated bed, binder-based composite coatings and in situ directly crystallization coatings. This paper provides a brief overview of some of the main achievements related to adsorbent coating technology developments for adsorption heat pump applications.
1. Introduction
Nowadays, heating and cooling provision represents one of the most energy intensive processes needed for different final applications, such as residential, industrial and commercial buildings. For instance, about 40% of the global primary energy consumption in residential European buildings is due to heating and cooling demand [1]. Similar values can be found by analyzing the industrial sector. Thus far, most of the heating and cooling demand is still covered by standard technologies, driven by fossil fuels, which increase the concern about climatic issues, such as global warming and air pollution [2]. Reversible heat pumps represent one of the most promising technologies to reduce the overall impact of the heating and cooling sector in different fields. Currently, the most common heat pump technology on the market is represented by vapor compression. It uses mechanical work to transfer heat from a low-temperature source to a higher heat sink, showing a clear economic convenience due to the high coefficient of performance (COP) values (ratio of the useful heating or cooling provided to the required input), according to the following expression:
where Q and W are the useful heat supplied or removed and the work required by the considered system, respectively.
Nevertheless, vapor compression heat pumps have contributed to the thinning of the ozone layer and to global warming, especially due to the refrigerants commonly employed. To overcome this issue, the Montreal Protocol [3] promoted the suppression of standard chlorofluorocarbon (CFC) and Hydrochlorofluorocarbon (HCFC) substances, employed as refrigerants due to their values of Global Warming Potential (GWP—relative global warming effects of different gases) and ozone depletion potential (ODP). Furthermore, it has to be considered that the primary energy efficiency of this technology is much lower than the reported COP, because they are commonly driven by electricity and thus the primary energy consumption needs to be calculated according to the primary energy conversion factor for the electricity generation of a given country [4].
An attractive alternative technology to vapor compression is represented by thermally driven heat pumps. This technology can be driven directly by a low-level heat (e.g., 80–150 °C) without a required conversion to mechanical energy. Their development began several years ago [5,6,7] and still represents a promising technology [8] for heating/cooling, and its share in industrial and residential applications is gradually increasing. Within the class of thermally driven heat pumps, solid adsorbent materials (i.e., adsorption heat pumps (AdHP)) are gaining great interest due to the quite low temperature needed (i.e., below 90 °C) and the low electric consumption, since the refrigerant flow is only driven by pressure differences induced by the adsorbent material itself [9].
A generic adsorption heat pump is similar to a vapor compression machine and consists essentially of four elements: one or two adsorption reactors, often referred to as adsorbers; a condenser; an evaporator and an expansion valve (Figure 1) [10]. The thermodynamic cycle consists of two isobaric transformations during which the desorption and adsorption processes occur and two isosteric transformations, during which the reactors are heated/cooled, keeping the adsorbed amount constant, to pressurize/depressurize the reactor only by changing the temperature level.
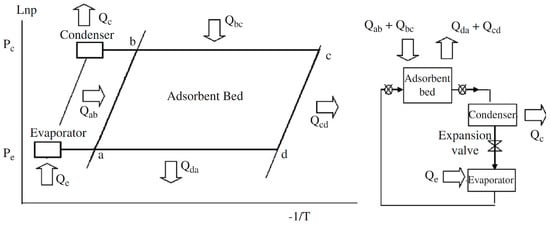
Figure 1.
Thermodynamic cycle of a basic adsorption heat pump [10]. Details of the thermodynamic plot: isosteric heating (a–b); isobaric desorption (b–c); isosteric cooling (c–d); isobaric adsorption (d–a). (Copyright from Elsevier 2018).
The most common parameters used to evaluate the performance of adsorption heat pumps are: the thermal COP, defined as the ratio between the useful effect (i.e., heating for heat pump operation and cooling for chiller operation) and the thermal energy spent to drive the cycle. The specific power is defined as the average heating (SHP) or cooling (SCP) power delivered by the adsorption machine per unit of adsorbent mass or per adsorber volume. This technology is a very interesting energy recovery system with great potentiality in the energy savings field [11]. Despite their attractive features, AdHPs still presents some technical limitations that prevent their widespread application. Among them, the achievable COP is remarkably lower compared to the vapor compression heat pumps dominating the market. Accordingly, several research activities are currently performed in order to overcome this limitation, especially investigating and developing advanced working pairs [12,13,14].
Many adsorbent materials were developed and tailored for heat pump applications [15]: silica gels [16,17], zeolites or zeotypes [18,19,20], activated carbons (AC) [21,22] and, more recently, also metal–organic frameworks (MOFs) [23,24,25,26] and composites employing silica gel (SG) and hygroscopic salts [27,28,29].
Apart from the need to improve the achievable COP, which is much more related to the employed working pair, a lot of efforts are dedicated to increasing the specific power, which is usually related to the improvement of the sorption kinetic and mainly affected by the heat/mass transfer efficiency [30].
Several approaches have been proposed to enhance the heat/mass transfer in adsorbent beds, such as a fin-type adsorbent heat exchanger, adsorbent with multi-cooling tubes, thermally coupled adsorbent beds, foamed adsorbent beds, consolidated adsorbent and adsorbent coatings [31,32].
The main goal is to achieve more compact and lightweight machines, by reducing the bulkiness of the adsorbers, which still represent the more critical component from a dynamic optimization point of view [33]. The proper optimization of an adsorber consists of the identification of the best match between the adsorbent material and the heat exchanger (HEX). For this reason, it is often referred to as the adsorbent HEX (Ad-HEX) optimization problem. It is usually quite a challenging task, since the thermodynamic efficiency, e.g., COP, is directly related to the amount of adsorbent material per volume unit and to the ratio between the adsorbent material and the metal mass of the Ad-HEX. On the contrary, the maximization of the dynamic performance implies a reduction in heat and mass transfer resistance during adsorption and desorption processes, which can usually be accomplished by developing Ad-HEXs based on thin coatings. This implies that the amount of adsorbent material is usually reduced, thus affecting the achievable thermodynamic performance. A coated Ad-HEX has beneficial effects to enhance the dynamic adsorption performance by maximizing some design constraints such as weights and geometries. These are key factors to stimulate the engineering of this technology in industrial contexts. Accordingly, it is evident that the adsorbent coating technology is crucial for all the applications in which the size and weight of the heat pump are critical factors, like in the transport and residential sectors. However, depending on the possible coating technology, different application limits must be addressed, and specific issues must be suitably developed to clarify the application dynamics of the proposed design solution.
Against such a background, the aim of this review is to present the existing achievements in the field of innovative coating technologies for applications in AdHPs. The concept of consolidated beds, which was first proposed several years ago, will be compared to the most recent and promising technologies, based on binders and in situ crystallization methods, to achieve high-performing coatings.
2. Adsorbent Coating Technologies
Figure 2 compares the main features of the existing Ad-HEX technologies currently available. The standard configuration is referred to as a fixed bed (sometimes also reported as loose grains). This configuration is based on adsorbent material grains/pellets put in contact with a HEX without using any kind of binder. Usually, to keep the adsorbent material in contact with the HEX, a net is employed, allowing vapor fluxing to and from the adsorbent surface. Such a configuration presents the main advantage of maximizing the amount of adsorbent employed, since the whole empty volume of the HEX (e.g., space between the fins of a finned-HEX) can be filled with the loose grains. On the other hand, the kinetic process is not efficient, particularly due to the low heat transfer effectiveness caused by the random arrangement of the particles [11] as well as the reduced contact area between the grains and the HEX surface [34]. Figure 3 reports an example of a fixed bed arrangement (Figure 3a,c) and highlights the main critical issues related to the limited contact area between HEX and loose grains as well as among grains; see the red lines in Figure 3b. Furthermore, it must also be pointed out that the thermal conductivity of the adsorbent materials is usually very low (i.e., <0.2 W/(m·K)), further reducing the overall heat transfer efficiency. On the other hand, the vapor transportation inside the fixed bed is quite good, thanks to the existing inter-particle voids which allow enough mass transfer efficiency to and from the adsorbent material surface.
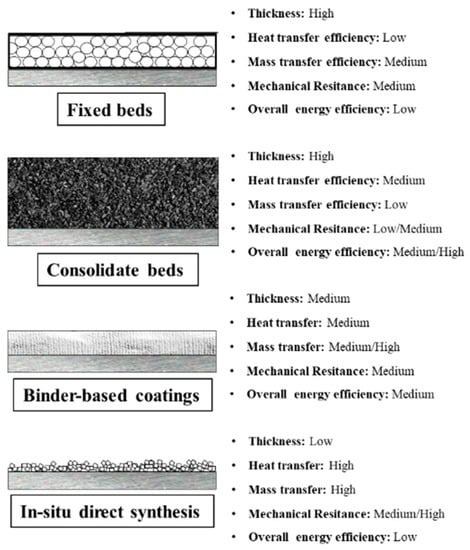
Figure 2.
Comparison between characteristic properties of four Ad-HEX configurations.
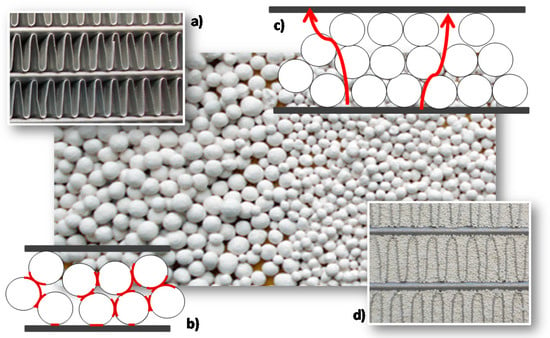
Figure 3.
Images of the packed bed Ad-HEX configurations: (a) typical finned-tube HEX [18]; (b) highlighted heat transfer contact surface inside a fixed bed Ad-HEX; (c) typical vapor transfer path inside a fixed bed Ad-HEX; (d) fixed bed Ad-HEX based on finned-tube HEX and SAPO-34 adsorbent grains [18]. (Copyright from Elsevier 2015).
Accordingly, as previously anticipated, three main approaches have been proposed as alternatives to conventional fixed beds, namely consolidated beds, binder-based coatings and in situ direct synthesis. Figure 2 qualitatively compares these different solutions against the standard fixed beds. In the following, each coating technology is deeply described, and the main achievements reported in the literature are discussed.
2.1. Consolidated Beds
In consolidated bed configuration, the adsorbent material is “consolidated” over the HEX by means of a binder in order to reduce the heat transfer limitations for fixed beds. The addition of a binder allows compact, smooth and resistant surfaces to be obtained, also improving the contact with the metal substrate. As shown in Figure 4, thick consolidated beds can be obtained, characterized by a quite good mechanical and heat transfer efficiency. On the other hand, this approach poses limitations in terms of vapor transfer efficiency, due to the reduced free paths inside the compact layer.
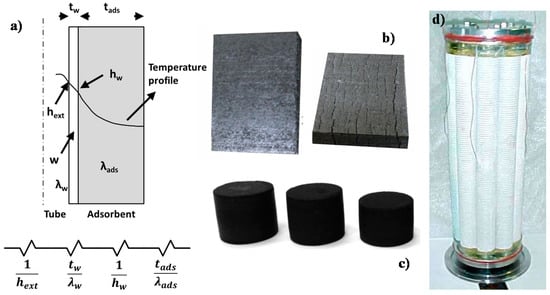
Figure 4.
Images of the consolidated bed configurations: (a) schematics of thermal resistance in a solid adsorbent bed. (b) Comparison between samples: embrittlement and fracture effect of consolidated bed due to the increase in activated carbon content [43]. (c) Consolidated composite adsorbents of a highly porous activated carbon powder, expanded graphite (EG) and a binder [38]. (d) Finned-tube heat exchanger with the external surface coated by a consolidated layer of SWS-1L with a salt content of 33.7 and 25 wt.% of bentonite clay as a binder [28]. (Copyright from Elsevier 2018).
Figure 4a reports a schematic representation of the thermal resistances in a solid adsorbent bed. As highlighted, the overall heat transfer efficiency depends on four main parameters: the convective heat transfer coefficient on the heat transfer fluid side, hext [W/(m2 K)]; the thermal conductivity of the HEX, λw [W/(m K)]; the heat transfer coefficient at the HEX-consolidated adsorbent interface, hw [W/(m2 K)]; the thermal conductivity of the consolidated layer, λads [W/(m K)]. Usually, the heat transfer resistance of the HEX is negligible, while the convective contribution on the heat transfer side depends on the HEX design and the heat transfer fluid flow rate. The optimization of the consolidated bed then focuses on reducing the heat transfer resistance at its interface with the HEX and on the increase in its thermal conductivity.
Due to the great heterogeneity of the research approaches concerning consolidated beds, it is not easy to identify a standard synthesis method. Usually, after a preliminarily drying phase of the solid adsorbent, the mixing of the adsorbent material with the binder is performed. At this stage, the appropriate ratio of constituents is defined. Furthermore, other reagents useful for a chemical reaction [35] or suitable solvents are added during the synthesis, aiming to obtain a slurry which can be easily deposited over the HEX surface. In order to increase the thermal conductivity, in some cases specific organic or inorganic fillers are also added to the slurry [36]. When a homogeneous mixture is obtained, the material is usually compressed using a pressing machine and heated [37,38] or subjected directly to a simple heating treatment [39]. This process is needed to compact the consolidated layer and increase the heat transfer coupling with the HEX surface. On the other hand, this process coupled with the presence of the binder may influence the sorption performance, reducing the amount of adsorbent per volume [22] and hindering access to the porous adsorbent structure, thus slowing down the vapor transport (pore plugging) [40]. Furthermore, the compression of the consolidated layer can generate a detrimental anisotropic effect on the heat and mass transfer properties of the final product. Eun et al. [41] realized a composite consolidated sorbent layer made of silica gel powders, expanded graphite (EG) and water (as the solvent) molded by compression and dried under a vacuum. The addition of EG improved the thermal conductivity of the composite material, leading to the enhancement of the cooling system performances compared to conventional silica gel-packed bed configurations. However, they also found an anisotropic heat transfer effect between the axial and radial temperature profiles [42]. As reported by Wang et al. [43], the consolidated bed synthesis process can present some difficulties. In this study, some composite adsorbents using activate carbon (AC), with 30–40 and 80–100 mesh, were developed. They highlighted relevant difficulties during the consolidation process, especially with samples characterized by a high density, high AC content or size due to larger brittleness and crack sensitivity. An example of damage on a brick is shown in Figure 4b. In such a context, a thermal post-treatment may allow the removal of residual moisture, mechanically stabilizing the structure; nevertheless, it can cause the random occurrence of surface fractures [44].
Due to their own characteristic properties and versatility, many studies employed an organic matrix as a binder. Basile et al. [44] and Cacciola et al. [21] investigated the thermal conductivity and the adsorption capacity of some consolidated beds obtained by mixing some natural zeolites and activated carbon (AC) with polytetrafluoroethylene (PTFE). The results showed that both these materials were quite hard, with smooth and homogeneous surfaces and without cracks after several adsorption–desorption cycles. Furthermore, natural zeolite/PTFE had a high bulk density and a low thermal resistance between the consolidated layer and the HEX metal interface. This allowed for an improvement in thermal conductivity and heat transfer between the heat exchanger and solid bed. Unfortunately, the presence of the organic binder reduced the water adsorption capacity by about 20% compared to the neat material. The AC/PTFE composite consolidated beds were tested in order to evaluate the effect of the polymer amount on the methanol adsorption capacities. Even if the methanol adsorption capacity was only partially affected by the presence of the binder, the effective thermal conductivity obtained was not as good as expected.
An example of a study dedicated to the improvement of heat transfer efficiency through the addition of conductive additives was reported by El-Sharkawy et al. [38]. Consolidated composite adsorbents with polyvinyl alcohol (PVA) as a binder, activated carbon (AC) as an adsorbent material and expanded graphite (EG) as an additive were developed, as represented in Figure 4c. They investigated the thermal conductivity and the ethanol adsorption/desorption properties of the composite blocks. They observed a progressive increase in the thermal conductivity, increasing the expanded graphite percentage (tested in the range of 10%–40%), reaching values about 11 times higher than those of the pure AC. In particular, the highest value of thermal conductivity, equal to 0.74 W/(m K), was observed for the sample with the highest packing density, constituted by 50% AC, 40% EG and 10% PVA.
Some interesting methods to improve the heat transfer of the consolidated adsorbent have been proposed by Wang et al. [35]. Among them, they employed zeolite 13X with polyaniline (PANI), an intrinsic high electrically conductive polymer (ICP). ICPs consist of molecules with conjugated bonds that have the advantage of being able to combine the high conductivity, typical of metals, with the intrinsic mechanical properties of polymers. By a chemical polymerization process, they produced PANI–zeolite composites, increasing the thermal conductivity by four times compared to the pure adsorbent, but leaving the adsorption properties unchanged.
Another interesting family of consolidated beds employ a host porous material filled with hygroscopic salts. Fayazmanesh et al. [36] realized a consolidated layer by consolidating graphite flakes (GF) or copper powder with a silica gel/CaCl2 composite, using polyvinylpyrrolidone (PVP) as a hygroscopic binder, with different molecular weights, in order to study the effect of thermally conductive additives on both the water vapor uptake at different partial pressures and on thermal conductivity. Furthermore, Khajehpour et al. [39] prepared some CaCl2/silica gel samples with PVP binder, adding different amounts of carbon nanotubes (CNT) and GF conductive additives to evaluate the effect on water uptake, thermal conductivity, and thermal diffusivity. They confirmed that there are differences in the effect of CNT and GF addiction, also related to their peculiar interaction with the other composite components. Their results highlight an increase ranging from 90% to 140% and from 56% to 45% of thermal conductivity and diffusivity, respectively. Despite the fact that several studies have focused on the development of consolidated bed formulations, only a few examples of full-scale consolidated Ad-HEXs are present in the literature. In Figure 4d, a consolidated bed sorption chiller developed and tested by Freni et al. [28] is represented. They realized an experimental test on an advanced adsorbent bed based on mesoporous silica gel filled with 33.7 wt.% CaCl2 as a hygroscopic salt with 25 wt.% of bentonite clay as a binder. The study demonstrated that the binder and the preparation procedure did not affect the final sorption properties. The experimental results showed a specific power value (150–200 W/kg) that was sensibly higher than those measured on the fixed bed configuration (10–20 W/kg). Nevertheless, the measured COP ranged between 0.15 and 0.30, being almost 30% of the theoretical value.
Table 1 compares the main features of the discussed consolidated adsorbent beds developed for adsorption heat pump technology based on some reference papers reported in the literature.

Table 1.
Main features of the developed consolidated bed technology for heat pump applications.
2.2. In Situ Direct Synthesis
Another possible coating technology for adsorption heat pump applications is one in which the adsorbent material is directly crystallized onto the HEX metal surfaces. This can reduce the heat and mass transfer resistances and the duration of an adsorption/desorption cycle, since the heat transfer at the interface between the adsorbent and HEX is negligible and the mass transfer is limited due to the very thin thickness of the crystallized coating. On the contrary, the system efficiency can be lower than other solutions due to the high metal/adsorbent mass ratio. The in situ direct crystallization technique grows the pure material onto the HEX surfaces, not requiring the addition of a binder, producing a coating made of 100% absorbent material, which is, ideally, compact and uniform. Of course, this approach can be characterized by some technical manufacturing difficulties that could limit its widespread application, especially due to issues in scaling up the manufacturing process [45]. An important parameter that needs to be considered is the durability of the adsorbent layer under real operating conditions. Indeed, in situ crystallized coatings are usually brittle and it is difficult to achieve a regular and homogeneous structure due to the high temperature and pressure under which the hydrothermal synthesis process occurs [46]. Moreover, there is a risk related to the mechanical stability of the synthesized coatings, which can be affected by the stresses induced by the differential thermal expansion between the metal of the HEX and the coating itself. This risk increases by increasing the coating thickness, which can cause permanent damage on the coating surface [19]. A post-synthesis deposition of thin polymer films on the synthesized coatings can improve their mechanical and thermal stability [47,48].
The adsorbent coatings generated by in situ synthesis technology are essentially represented by crystalline adsorbents, such as zeolites, meso-porous aluminosilicate molecular sieves, and metal–organic frameworks (MOFs). The most used zeolites belong to the faujasite-type (FAU)—such as zeolites X and Y [49,50]— Chabazite (CHA) and Linde Type A (LTA) zeotypes—such as SAPO-34 [51,52] and 4A [53]—or MFI-type, such as ZSM-5 [54]. More recently some in situ crystallization of MOFs by thermal gradient synthesis has also been proposed [26,55].
The reaction environment is a complex mixture of molecules, in which the specific pH value plays a critical role in the proper crystallization process. Inside the mixture, a template, often an organic molecule, is included, which is subsequently removed during the calcination process, to obtain the expected porous structure. The growing mechanism of this type of coating is not entirely clear. In general, the deposition approach, known as partial support transformation (PST), depicted in Figure 5, involves aluminum support, which is initially dissolved, providing the aluminum needed for the synthesis of SAPO-34. After the partial dissolution, an amorphous film is formed, which allows the subsequent growth of the crystalline layer [40]. This direct growth process is usually performed by hydrothermal synthesis, which generally takes place inside a reactor and involves the application of high temperatures and pressure (Figure 5).
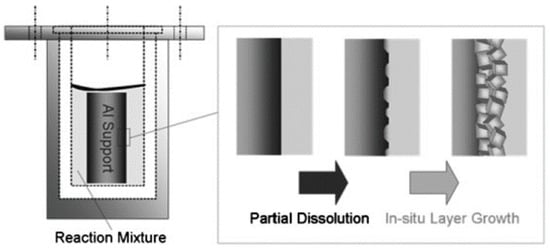
Figure 5.
Direct crystallization by hydrothermal synthesis. Schematization of the process with detail about the partial support transformation (PST) method [40]. (Copyright from John Wiley and Sons 2009).
Some recent studies exploit microwaves as a heating source during the synthesis process. For instance, Tatlier et al. [49] obtained a zeolite X film (thickness 100 μm) on stainless steel, with a higher crystallization rate compared to conventional heating methods. This experimental outcome can be linked to a more uniform and rapid heating up of the precursors in the solution.
In order to favor the nucleation and crystal growth process, the synthesis technique may also involve a seeding process or the pre-treatment of the metal substrate [56,57]. Bonaccorsi et al. [56] performed a detailed study, realizing in situ zeolite 4A coatings on stainless steel supports with different thicknesses, which could potentially be useful in adsorption heat pumps. After metal support pre-treatment, a zeolite seed layer was deposited by the dip-coating technique on the supports and then zeolite layer was attained due to the secondary growth of the zeolite seeds.
Apart from the specific adsorbent material, several different substrates on which the in situ crystallization process was performed were also investigated, such as aluminum [50], copper [58], steel [49,59] and graphite foams [51,60]. Of course, the proper pre-treatment substrate and solution composition needs to be identified for each kind of substrate.
It is evident that the development of in situ synthesis processes aims at improving the heat and mass transfer efficiency of the adsorbers, thanks to the thin layer being well connected with the metal substrate. On the other hand, in order to avoid the excessive disadvantage of the achievable COP, the crystallized layer thickness should be enhanced in order to reduce the metal-to-adsorbent ratio. In order to avoid making the thickness of the synthesized adsorbent layer a mass transfer barrier, the optimum zeolite layer thickness able to maximize the power of the adsorption heat pumps for each wall thickness of the employed tubes was investigated and reported [59,61]. Another issue that can be encountered during the in situ crystallization process is the formation of adsorbent layers that are not sufficiently homogeneous and adherent to the substrate, although a well-defined synthesis procedure could overcome this issue, exalting the zeolite growth on the metal support with evident beneficial effects on the coating adhesion and durability. Atalay-Oral et al. [48] proposed a post-treatment process to be applied on grown zeolite A coatings, investigating the influence of polyvinyl acetate, polyvinyl alcohol, and cellulose acetate film on the coating stability. These post-synthesis treatments were found able to increase the coating stability. Moreover, the same study evidenced that these inhomogeneous zeolite coatings, presenting large inter-crystalline void regions, provided improved water desorption rates compared to pure zeolite. Furthermore, the coating showed a more compact layer and better adhesion capabilities, probably due to the higher surface area of interactions between the polymer and zeolite phases.
A kinetic study, performed on flat plate metal substrates to determine the rate of adsorption of this kind of coating, indicated that zeolite coatings directly crystallized on metal surfaces might improve the compactness of adsorption heat pumps significantly, in terms of achievable specific heating/cooling power. This is probably also favored by the presence of local voids that may facilitate the diffusion process, even if this, at the same time, slightly reduces the effective thermal conductivity of the layer [62]. Indeed, compact layers may cause diffusion limitation problems, thus preventing the improvement of the kinetic performance. Erdem-Senatalar et al. [53] proposed an alternative method of direct synthesis induced by a temperature difference between the reaction mixture and the stainless steel substrate. They found an increase in the zeolite coating thickness on a metal substrate compared to a conventionally synthesized one.
One of the main critical issue for the further development of this coating technology is related to the difficulty in obtaining exact control of the compactness and thickness of the coatings produced by direct synthesis (often using multi-step processes). The large dimensions of the heat exchangers and the complex geometries make it even more difficult to apply on a large scale.
Table 2 summarizes and compares the main features of some in situ crystallized coatings for heat pump applications reported in the literature.
Table 2.
Comparison table of the main features of in situ crystallized coating for heat pump application.
2.3. Binder-Based Coatings
Binder-based coating technology offers the possibility of achieving adherent films with controllable and reproducible thicknesses. In principle, this approach is rather simple compared, for instance, to direct synthesis, since it involves a simple process setup and conditions. On the other hand, the presence of a binder reduces the active adsorbent mass. Furthermore, the heat transfer efficiency is also not fully optimized, due to possible interface heat transfer resistance between the metal substrate and the coated layer.
Binder-based coatings can be deposited by means of several approaches, which are schematically represented in Figure 6.
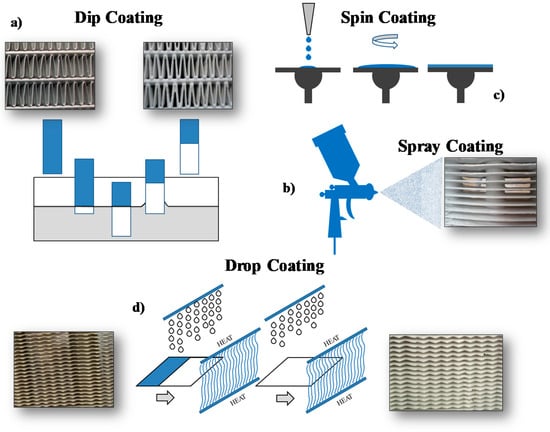
Figure 6.
Binder based coatings production techniques, dip-coating (a), spray-coating (b) spin-coating (c) and drop-coating (d).
- The dip-coating technique (Figure 6a) is suitable for the production of uniform thickness coatings. The substrate is fully immersed into the composite coating solution, extracted and then dried. This technique requires the high consumption of solution which sometimes makes it economically unaffordable. Moreover, some limits can be represented by the need for constant control of the viscosity of the solution and of immersion/extraction speed. It is suitable for complex geometries but not for thicknesses that are too high because it may require many deposition steps. Furthermore, it often requires a pre-treatment step in order to increase the interfacial adhesion of the coating to the metal substrate.
- Spray coating (Figure 6b), like dip coating, is suitable for complex heat exchange geometries. It requires a lower consumption of solution and is less affected by, but not exempt from, the viscosity concerns observed in the dip-coating process. However, this technique has some issues due to the depth of the flow inside the HEX cavities. Adsorbent materials tend to be deposited mainly on the external surfaces, becoming scarce and not well distributed inside them, leading to an irregular and homogenous coating deposition. However, this technique represents an easy manufacturing technique that could be affordably automated.
- Spin coating (Figure 6c) is a rather cheap and reproducible coating method, but is unsuitable for complex geometries. It can be essentially used on flat surfaces on which it can produce homogeneous coatings, but with a high quantity of waste. A small quantity of coating precursor slurry is applied on the center of a flat substrate and then distributed through the spinner by centrifugal force.
- The “drop-coating” technique (Figure 6d) can be imagined as an evolution of dip-coating, in which the exchanger can be coated by crossing over a liquid solution cascade, followed by single or multiple drying steps. This method has the advantage of being able to be applied on complex surfaces, but requires, as in the dip-coating process, well-defined viscosity control. The main advantage of the process is the low wastage of materials, considering that the solution can be easy collected and re-used. Furthermore, a continuous production of coated adsorber can be applied.
Each of these technologies has some features that make them more or less suitable for their purpose. Depending on the specific application context, a certain technique may be more effective than the other ones.
Binder-based adsorbent coatings deposited on the heat exchanger allow us to increase the thermal contact between adsorbent materials and a metal surface. The binder operates not only as an adhesive among adsorbent particles and the metal HEX substrate, but can also increase specific properties of the composite material—for instance, the effective thermal conductivity of the layer, thanks to the reduced porosity of the overall composite structure. In this field, many studies are currently under way in order to improve the system’s effectiveness in relation to mass and heat transfer, durability under hygrothermal cycles of the adsorber or to tailor specific features of the materials and the HEX design [63].
One of the greatest difficulties is to realize a coating that satisfies all the requirements necessary to make it suitable for industrial production. As mentioned, the coating must be well adherent to the heat exchanger surface and must guarantee a good mechanical stability even after several adsorption/desorption cycles. At the same time, it must contain a high quantity of adsorbent material without, however, completely filling the HEX free volume, to avoid issues with the vapor mass transfer resistance during adsorption/desorption processes. The interaction between the absorbent material and the heat exchanger is guaranteed by the binder, which needs to offer a thermo-mechanically stable structure, flexibility and a very high vapor permeability. An excessively thick coating, like those obtained for consolidated beds, may inhibit the water vapor diffusion, thus not allowing us to fully exploit the deposited adsorbent material. This implies heat and mass transfer performance reduction and manufacturing cost issues that limit its effectiveness.
The first studies on binder-based adsorbent coatings focused on the application of several different clay binders, instead of organic polymer matrices, in order to avoid the release of potentially harmful organic molecules during sorption/desorption process. Among them, bentonite showed the best mechanical performance, showing a suitable stability also after several cycles [64]. In particular, Frazzica et al. [64] proposed an experimental evaluation of the kinetic performance of a binder-based coating, employing a commercial zeolite (SAPO-34) as the adsorbent material, a clay (bentonite) as the binder and carbon fibers as reinforcements in order to increase mechanical stability (weight ratio 80:18.5:1.5 for SAPO-34, bentonite and carbon fibers, respectively). The small-scale samples were obtained by the dip-coating technique. Adsorption kinetics tests were performed as functions of the thickness, and the results were then compared with a mono/multi-layer adsorbent grain configuration system. Experimental data confirmed that the mass transfer is primarily hindered by the water vapor diffusion inside the adsorbent grains. In particular, the best Volumetric Specific Cooling Power (VSCP) values were found for the 0.6-mm-thick coating. Moreover, the effect of the metal inert masses both on COP and on the dynamic performance of the adsorber configuration was highlighted. In particular, a decrease of 210 W/dm3 due to the support thickness and an increase from 0.5 to 2.5 mm (for the best coating configuration) was observed.
Moreover, van Heyden et al. [65] investigated the correlation between the mass and heat transfer kinetics of water adsorption on Alumino-Phosphate zeolite (AlPO-18)/PVA layers dripped on aluminum plates with different thicknesses and morphologies (micro/nano-size crystals). The PVA binder allowed them to obtain a well-adhered and stable coatings even after several cycles. The sorption measurements showed a vapor mass flow decrease for thick coatings due to the limited heat transport mechanism. Instead, thin films showed good results (the best results for nano-sized structures) with very effective adsorption/desorption kinetics. The effects of the thickness and particle size on the mass and heat transfer performance of a silica gel/PVA binder, coated on a stainless steel substrate, were also investigated by Chang et al. [66]. A good mass transfer performance was identified for thin composite coatings realized by using larger silica gel particles, thus obtaining a coating potentially suitable for a short cycling time. The use of polymeric binders allows us to improve the cohesion between the adsorbent particles and to increase the water uptake capacity due to its hydrophilic nature. A study focusing on the relevance of the thermal conductivity and thermal contact resistance (TCR) at the adsorbent/metal substrate interface, was performed by Sharafian et al. [67]. In their study, the performance of a coating obtained with mesoporous silica gel grains with a PVP binder was assessed. The comparison of the data obtained with respect to a traditional packed bed (used as a reference) showed an increase of 78.6% in the thermal conductivity, i.e., 0.26 W/(m·K). This behavior was justified by the good interaction between the silica gel grains and the polymer binder.
Freni et al. [18] proposed a dip-coating technique for the preparation of SAPO-34 adsorber. They analyzed the adhesive and mechanical properties of the composite coating, highlighting an effective interaction between the metal substrate, zeolite and the silane binder, allowing for cohesive and adhesive capabilities suitable for the coating. Adsorption equilibrium and water vapor adsorption kinetics tests demonstrated the irrelevant effect of the binder on the water adsorption capacity and the adsorption kinetics of the pure zeolite. Additional tests demonstrated that this process allowed the author to increase the mass specific power density, with respect to a fixed bed adsorber, with a faster adsorption rate, higher mass specific cooling power and higher differential water loading. Furthermore, the silane matrix composite coating showed a suitable mechanical stability [68] and durability in aggressive environments [69], which could represent an added value for the final application, especially considering that aluminum is subjected to corrosion issues under a pure water vapor atmosphere.
Analogously, Bendix et al. [70] investigated zeolite composite coatings based on silicone binders, evidencing their mechanical and thermal stability and making them potentially suitable in this application context.
Table 3 compares the formulations and main features of some binder-based composite coatings for heat pump applications.
Table 3.
Comparison table of the main features of composite coatings for heat pump applications.
3. Coating Technique Performance Comparison
Despite the increasing interest in coating technologies for adsorption heat pump applications, only a few examples of full-scale adsorbers realized and tested under controlled conditions are reported in the literature. Figure 7 reports A comparison between some of the tested adsorbers analyzed in the literature. It is evident that they differ both in their HEX configuration as well as in their coating procedure and the adsorbent material used. In order to perform an accurate comparison of the achievable performance, the most relevant features of the investigated adsorbers are reported in Table 4. It has to be highlighted that a fair comparison of the different experimental characterizations is not fully possible. Indeed, no standardized methodologies are available for testing this technology on the lab scale. Accordingly, different research groups have developed customized testing rigs to mimic the operating conditions of adsorption heat pumps. For the above reported reasons, only qualitative comparisons can be performed. Looking at the results reported in Table 4, it is clear that the most common technology investigated is still represented by a binder-based coating. This is mostly due to the easiness of the coating procedure, which can be applied at a low cost in a lab environment as well as thanks to the commercialization of the AQSOA materials, by Mitsubishi Plastics, based on a proprietary binder-based coating technique. Apart from the case of a binder-based coating using aluminum fumarate as the adsorbent material, whose adsorption features probably boost the adsorption kinetic, thus reaching an extremely high SCP (i.e., 1394 W/kg), when comparing the other technologies, it is clear that the power density achievable by the in situ crystallization technique outperforms the one measured over the binder-based coated adsorbers. This can be ascribed to the heat and mass transfer efficiency that can be achieved by in situ crystallization, thanks to the thin coating layer which is perfectly adherent to the surface, thus achieving virtually no thermal contact resistance between the HEX and the adsorbent material. Contrastingly, the binder-based coating usually achieves thicker layers, which limit the mass transfer, and still presents thermal contact resistance at the interface between HEX and the coating, limiting the effectiveness of the heat transfer. Nevertheless, the achieved performance is quite promising for the binder-based technique, which is confirmed by the comparative studies performed in some of the reported papers, [18,76], in which the authors performed similar experimental tests both on the coated and the loose grain configurations, employing the same HEX technology. The reported results always highlighted an increase in achievable SCP. For instance, in [76], the measured SCP was between three and four times higher for the coated adsorber compared to the same HEX using loose grains. This probably represents one of the main advantages of this technology. Indeed, given the high cost of the adsorbent materials, exploiting their potentiality as much as possible guarantees a reduction in the capital cost of large machines. Regarding the consolidated beds, the only full-scale adsorber whose performance was reported in the literature is based on a composite sorbent material. As expected, the achieved specific power is comparatively smaller than those achieved by thin coatings. This is most probably related to the huge mass transfer resistance induced by the thick consolidated layer as well as by the nature of the composite sorbent, in which the salt embedded is characterized by a slower sorption kinetic due to the chemical reaction. Interestingly, when the target is to develop adsorption machines characterized by high energy efficiency (e.g., thermal COP), the employed coatings are designed to be thicker, in order to maximize the amount of adsorbent material that is embedded per each HEX. This is reflected in the lower metal-to-adsorbent ratios and higher achievable COP [72]. Similar considerations were also reported recently by Gluesenkamp et al. [77], analyzing the effect of inert masses on adsorption technologies.
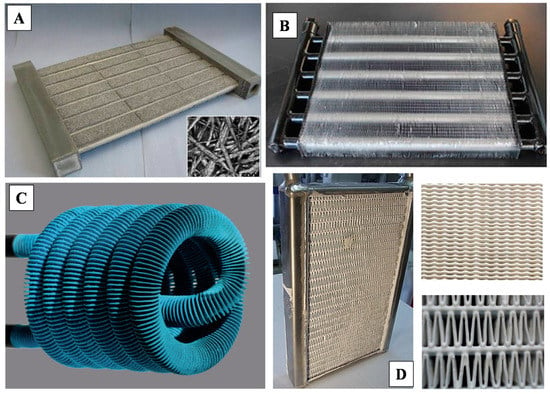
Figure 7.
Examples of full scale coated adsorbers realized and tested under controlled conditions. (A) In situ SAPO 34 crystallized on a composite fiber heat exchanger [52]. (B) Binder-based AQSOA 02 coating on a finned-tube HEX [76]. (C) Binder-based aluminum fumarate coating on a finned tube heat exchanger [24]. (D) Binder-based SAPO 34 coating on a finned–flat-tube aluminum heat exchanger [18]. (Copyright from Elsevier 2012).
Table 4.
Analysis of measured performance over lab-scale coated adsorbers reported in the literature.
4. Conclusions and Future Perspectives
Adsorbent zeolite coating technology is an evolving research field able to offer synergy effects in terms of increasing the adsorption heat pump (AHP) performance and also increasing the industrialization of the manufacturing process, thus making the technology more attractive from a commercial point of view. Furthermore, compared to other approaches, like loose grain adsorbers, adsorption coating technology can increase the reliable operation of the adsorption heat pumps, which is a particularly relevant feature in the industrial context, allowing us to reduce not only the industrial risks but also the maintenance and monitoring costs. These aspects represent a stimulus for the development of new production approaches for coated absorbers that could satisfy multiple design requirements. Despite the promising results reported by the aforementioned research activities, further research activities are necessary in order to optimize the performance and limit the drawbacks and issues that hinder the applicability of this technology.
An example of these novel proposed approaches is represented by an innovative composite adsorbent macroporous coating, based on SAPO-34-silicone foams, which was first proposed and investigated by Calabrese et al. [79]. They proposed a macroporous water-permeable structure as a matrix for solid adsorbent filler. The purpose was to enhance the mass transport phenomena, which usually limit the adsorber component. The intrinsic open-cell structure of the composite foam allowed the researchers to improve the water vapor’s access to the coating, creating a light, flexible, chemically inert and vapor-permeable structure. The authors also studied the morphology of the foams upon increasing the filler content. As shown in Figure 8A, higher zeolite filler content causes a decrease in the porosity of the foam. For low zeolite content formulations (those characterized by a low viscosity) these could be applied on HEX by dip-coating or drop coating techniques. On the other hand, for zeolite values higher than 50%–60%, the loss of the open-cell structure occurs, making them potentially less effective for their proposed use [80]. Adsorption/desorption tests evidenced good adsorption performances, confirming that the addition of a silicone matrix does not affect the adsorption capabilities of the zeolite, both for open and closed cell structures, offering a potential alternative to the common coating production techniques. Hydrothermal aging and mechanical tests on composite foams upon increasing the zeolite amount were performed [81] and confirm their good adsorption capacity, especially for the sample with 67% zeolite. Compression tests, however, showed a stiffening phenomenon when increasing the aging time, especially for a high filler content. More recently, the same research group realized a new adsorbent coating by using a highly permeable polymer matrix and zeolite filler [82]. The experimental and thermodynamic results highlighted the effective stability and reliability of the proposed coating technology, making conceivable a promising application context.
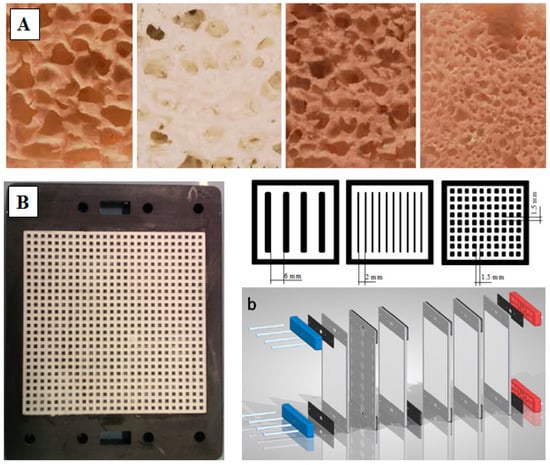
Figure 8.
Zeolite–siloxane composite foams at varying filler contents (A); modular graphite heat exchange adsorber [63] (B).
Furthermore, Palomba et al. [63], starting from the identification of a coating family suitable to be deposited on graphite plates both by direct growth and dip coating, developed—with 3D CAD modeling software—an innovative modular heat exchange adsorber using five graphite plates made of composite graphite (reported in Figure 8B).
However, in order to minimize the contribution of the binder in the performance of the coating, an effective approach is represented by the use of direct synthesis. Recently, the University of Nuremberg, in cooperation with Fahrenheit AG [83], investigated a chelating agent (carboxylic acids) to obtain zeolite FAU-type layers on aluminum supports by an in situ crystallization method.
This direct synthesis approach provides a useful and convenient method to produce mechanically stable and compact zeolite coatings. Thus, it opens up very attractive opportunities in the new industrial fields, where corrosion resistance and antimicrobial capabilities play a relevant role in the new generation of adsorption heat pumps.
Additionally, Fahrenheit AG [83] realized an AHP module based on zeolite crystallization technology for the market. Compared to a conventional coated adsorber, this approach allows one to enable significant energy and power density in the AHP, furthermore preserving optimal heat transfer.
The optimization of the synthesis process of and zeolite growth parameters during the in situ crystallization phases is the key element for the effective development of this technique on an industrial scale. This solution, from the point of view of performance, represents the most effective solution, although there are process constraints linked to the need for a discontinuous production cycle with high technological knowledge. The use of composite coatings that have been developed in recent years approaches this technology in reverse, partially limiting the zeolite coating performances but enhancing the flexibility and simplicity of the production process. The effectiveness of one of these technologies is strictly related to the production context in which it will take root.
However, despite the scientific effort, the flexibility and adaptability of the deposition technique for different adsorbent materials still represent immature knowledge as to what kind of further development is required. This knowledge would allow us to broaden the application field and the economical/technological interests of this approach.
Among the potentially promising materials for coating applications, there are silica gels, classical zeolites, aluminophosphates, metalorganic frameworks (MOF), porous carbons and composite hygroscopic salt in porous host matrices [84]. Overall, due to the great variability of their structures, this research area is susceptible to further innovative activities. The latest technological developments in the synthesis and manufacturing of adsorbent layers can provide additional added value to this research field, making it increasingly attractive for a wide industrial context in the future.
Funding
This project received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement no. 814945 (SolBio-Rev).
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| AC | activated carbon |
| Cp | specific heat (kJ/kg 1C) |
| COP | coefficient of performance |
| ∆Ha | heat of adsorption (kJ/kg adsorbate) |
| ∆Hv | heat of vaporization (kJ/kg adsorbate) |
| m | mass of dry adsorbent (kg) |
| mbed | mass of structure of adsorbent bed (kg) |
| P | pressure (kPa) |
| Q | heat transferred (kJ) |
| Qab | heat of isosteric heating process (kJ) |
| Qbc | heat of isobaric desorption process (kJ) |
| Qcd | heat of isosteric cooling process (kJ) |
| Qda | heat of isobaric adsorption process (kJ) |
| Ad-HEx | adsorbent e heat exchanger unit |
| SCP | specific cooling power (W/kg) |
| SHP | specific heating power (W/kg) |
| T | temperature (K) |
| X | mass fraction of adsorbed adsorbate per dry adsorbent (kg adsorbate/kg dry adsorbent) |
| PTFE | polytetrafluoroethylene |
| PVA/PVOH | polyvinyl alcohol |
| PVP | polyvinylpyrrolidone |
| EG | expanded graphite |
| PANI | polyaniline |
| TCR | thermal contact resistance |
| TC | thermal conductivity |
| TG | thermogravimetry |
References
- Buffa, S.; Cozzini, M.; D’antoni, M.; Baratieri, M.; Fedrizzi, R. 5th generation district heating and cooling systems: A review of existing cases in Europe. Renew. Sustain. Energy Rev. 2019, 104, 504–522. [Google Scholar] [CrossRef]
- Martins, F.; Felgueiras, C.; Smitková, M. Fossil Fuel Energy Consumption in European Countries. Energy Procedia 2018, 153, 107–111. [Google Scholar] [CrossRef]
- Velders, G.J.M.; Ravishankara, A.R.; Miller, M.K.; Molina, M.J.; Alcamo, J.; Daniel, J.S.; Fahey, D.W.; Montzka, S.A.; Reimann, S. Preserving montreal protocol climate benefits by limiting HFCs. Science 2012, 335, 922–923. [Google Scholar] [CrossRef] [PubMed]
- Zurano-Cervelló, P.; Pozo, C.; Mateo-Sanz, J.M.; Jiménez, L.; Guillén-Gosálbez, G. Sustainability efficiency assessment of the electricity mix of the 28 EU member countries combining data envelopment analysis and optimized projections. Energy Policy 2019, 134, 110921. [Google Scholar] [CrossRef]
- Oniversitesi, D.E. Adsorption heat pumps. J. Heat Recover. Syst. 1986, 6, 277–284. [Google Scholar]
- Cacciola, G.; Restuccia, G. Progress on adsorption heat pumps. Heat Recover. Syst. CHP 1994, 14, 409–420. [Google Scholar] [CrossRef]
- Srivastava, N.C.; Eames, I.W. A review of adsorbents and adsorbates in solid-vapour adsorption heat pump systems. Appl. Therm. Eng. 1998, 18, 707–714. [Google Scholar] [CrossRef]
- Maeda, S.; Thu, K.; Maruyama, T.; Miyazaki, T. Critical review on the developments and future aspects of adsorption heat pumps for automobile air conditioning. Appl. Sci. 2018, 8, 2061. [Google Scholar] [CrossRef]
- Freni, A.; Maggio, G.; Sapienza, A.; Frazzica, A.; Restuccia, G.; Vasta, S. Comparative analysis of promising adsorbent/adsorbate pairs for adsorptive heat pumping, air conditioning and refrigeration. Appl. Therm. Eng. 2016, 104, 85–95. [Google Scholar] [CrossRef]
- Demir, H.; Mobedi, M.; Ülkü, S. A review on adsorption heat pump: Problems and solutions. Renew. Sustain. Energy Rev. 2008, 12, 2381–2403. [Google Scholar] [CrossRef]
- Ahmadi, S.; Sefidvash, F. Study of Pressure Drop in Fixed Bed Reactor Using a Computational Fluid Dynamics (CFD) Code. ChemEngineering 2018, 2, 14. [Google Scholar] [CrossRef]
- Saha, B.B.; Uddin, K.; Pal, A.; Thu, K. Emerging sorption pairs for heat pump applications: An overview. JMST Adv. 2019, 1, 161–180. [Google Scholar] [CrossRef]
- Wang, L.W.; Wang, R.Z.; Oliveira, R.G. A review on adsorption working pairs for refrigeration. Renew. Sustain. Energy Rev. 2009, 13, 518–534. [Google Scholar] [CrossRef]
- Yang, Z.; Gluesenkamp, K.R.; Frazzica, A. Database of Sorption Materials Equilibrium Properties. In Proceedings of the 8th Heat Powered Cycles Conference, Bayreuth, Germany, 16–19 September 2018; pp. 227–235. [Google Scholar]
- Aristov, Y.I. Novel materials for adsorptive heat pumping and storage: Screening and nanotailoring of sorption properties. J. Chem. Eng. Jpn. 2007, 40, 1242–1251. [Google Scholar] [CrossRef]
- Li, A.; Thu, K.; Ismail, A.B.; Shahzad, M.W.; Ng, K.C. Performance of adsorbent-embedded heat exchangers using binder-coating method. Int. J. Heat Mass Transf. 2016, 92, 149–157. [Google Scholar] [CrossRef]
- Ge, T.S.; Dai, Y.J.; Wang, R.Z. Performance study of silica gel coated fin-tube heat exchanger cooling system based on a developed mathematical model. Energy Convers. Manag. 2011, 52, 2329–2338. [Google Scholar] [CrossRef]
- Freni, A.; Bonaccorsi, L.; Calabrese, L.; Caprì, A.; Frazzica, A.; Sapienza, A. SAPO-34 coated adsorbent heat exchanger for adsorption chillers. Appl. Therm. Eng. 2015, 82, 1–7. [Google Scholar] [CrossRef]
- Atakan, A.; Fueldner, G.; Munz, G.; Henninger, S.; Tatlier, M. Adsorption kinetics and isotherms of zeolite coatings directly crystallized on fibrous plates for heat pump applications. Appl. Therm. Eng. 2013, 58, 273–280. [Google Scholar] [CrossRef]
- Zheng, X.; Wang, R.Z.; Ge, T.S.; Hu, L.M. Performance study of SAPO-34 and FAPO-34 desiccants for desiccant coated heat exchanger systems. Energy 2015, 93, 88–94. [Google Scholar] [CrossRef]
- Cacciola, G.; Restuccia, G.; Mercadante, L. Composites of activated carbon for refrigeration adsorption machines. Carbon N. Y. 1995, 33, 1205–1210. [Google Scholar] [CrossRef]
- Askalany, A.A.; Henninger, S.K.; Ghazy, M.; Saha, B.B. Effect of improving thermal conductivity of the adsorbent on performance of adsorption cooling system. Appl. Therm. Eng. 2017, 110, 695–702. [Google Scholar] [CrossRef]
- De Lange, M.F.; Verouden, K.J.F.M.; Vlugt, T.J.H.; Gascon, J.; Kapteijn, F. Adsorption-Driven Heat Pumps: The Potential of Metal-Organic Frameworks. Chem. Rev. 2015, 115, 12205–12250. [Google Scholar] [CrossRef] [PubMed]
- Henninger, S.K.; Ernst, S.J.; Gordeeva, L.; Bendix, P.; Fröhlich, D.; Grekova, A.D.; Bonaccorsi, L.; Aristov, Y.; Jaenchen, J. New materials for adsorption heat transformation and storage. Renew. Energy 2017, 110, 59–68. [Google Scholar] [CrossRef]
- Kummer, H.; Jeremias, F.; Warlo, A.; Füldner, G.; Fröhlich, D.; Janiak, C.; Gläser, R.; Henninger, S.K. A Functional Full-Scale Heat Exchanger Coated with Aluminum Fumarate Metal-Organic Framework for Adsorption Heat Transformation. Ind. Eng. Chem. Res. 2017, 56, 8393–8398. [Google Scholar] [CrossRef]
- Jeremias, F.; Fröhlich, D.; Janiak, C.; Henninger, S.K. Advancement of sorption-based heat transformation by a metal coating of highly-stable, hydrophilic aluminium fumarate MOF. RSC Adv. 2014, 4, 24073–24082. [Google Scholar] [CrossRef]
- Zheng, X.; Ge, T.S.; Jiang, Y.; Wang, R.Z. Experimental study on silica gel-LiCl composite desiccants for desiccant coated heat exchanger. Int. J. Refrig. 2015, 51, 24–32. [Google Scholar] [CrossRef]
- Freni, A.; Russo, F.; Vasta, S.; Tokarev, M.; Aristov, Y.I.; Restuccia, G. An advanced solid sorption chiller using SWS-1L. Appl. Therm. Eng. 2007, 27, 2200–2204. [Google Scholar] [CrossRef]
- Gordeeva, L.G.; Aristov, Y.I. Composites “salt inside porous matrix” for adsorption heat transformation: A current state-of-the-art and new trends. Int. J. Low-Carbon Technol. 2012, 7, 288–302. [Google Scholar] [CrossRef]
- Girnik, I.S.; Aristov, Y.I. Dynamic optimization of adsorptive chillers: The “AQSOATM-FAM-Z02–Water” working pair. Energy 2016, 106, 13–22. [Google Scholar] [CrossRef]
- Girnik, I.; Yang, T.; Gordeeva, L.; Wang, W.; Ge, T.; Aristov, Y. New adsorption method for moisture and heat exchange in ventilation systems in cold countries: Concept and mathematical simulation. Energies 2020, 13, 1386. [Google Scholar] [CrossRef]
- Mat Wajid, N.; Mompuouo, B.; Omer, S.; Riffat, S.B. Review of Heat and Mass Transfer Enhancement Techniques and Current Advancement for Adsorption Heating/Cooling Systems. Int. J. Low-Carbon Technol. 2019, 14, 461–467. [Google Scholar] [CrossRef]
- Sapienza, A.; Frazzica, A.; Freni, A.; Aristov, Y. Adsorptive Heat Transformation and Storage: Thermodynamic and Kinetic Aspects; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Rouhani, M.; Huttema, W.; Bahrami, M. Effective thermal conductivity of packed bed adsorbers: Part 1-Experimental study. Int. J. Heat Mass Transf. 2018, 123, 1204–1211. [Google Scholar] [CrossRef]
- Wang, L.; Zhu, D.; Tan, Y. Heat transfer enhancement of the adsorber of an adsorption heat pump. Adsorption 1999, 5, 279–286. [Google Scholar] [CrossRef]
- Fayazmanesh, K.; McCague, C.; Bahrami, M. Consolidated adsorbent containing graphite flakes for heat-driven water sorption cooling systems. Appl. Therm. Eng. 2017, 123, 753–760. [Google Scholar] [CrossRef]
- Cho, S.-H.; Kim, J.-N. Modelling of Silica gel/water adsorption-cooling system. Energy 1992, 17, 829–839. [Google Scholar]
- El-Sharkawy, I.I.; Pal, A.; Miyazaki, T.; Saha, B.B.; Koyama, S. A study on consolidated composite adsorbents for cooling application. Appl. Therm. Eng. 2016, 98, 1214–1220. [Google Scholar] [CrossRef]
- Khajehpour, M.; McCague, C.; Shokoya, S.; Bahrami, M. Effect of Conductive Additives on Performance of CaCl2-Silica Gel Sorbent Materials. Heat Powered Cycles Conf. 2018, 2018, 146–190. [Google Scholar]
- Bauer, J.; Herrmann, R.; Mittelbach, W.; Schwieger, W. Zeolite/aluminum composite adsorbents for application in adsorption refrigeration. Int. J. Energy Res. 2009, 33, 1233–1249. [Google Scholar] [CrossRef]
- Eun, T.H.; Song, H.K.; Hun Han, J.; Lee, K.H.; Kim, J.N. Enhancement of heat and mass transfer in silica-expanded graphite composite blocks for adsorption heat pumps: Part I. Characterization of the composite blocks. Int. J. Refrig. 2000, 23, 64–73. [Google Scholar] [CrossRef]
- Eun, T.H.; Song, H.K.; Han, J.H.; Lee, K.H.; Kim, J.N. Enhancement of heat and mass transfer in silica-expanded graphite composite blocks for adsorption heat pumps. Part II. Cooling system using the composite blocks. Int. J. Refrig. 2000, 23, 74–81. [Google Scholar] [CrossRef]
- Wang, L.W.; Metcalf, S.J.; Critoph, R.E.; Thorpe, R.; Tamainot-Telto, Z. Development of thermal conductive consolidated activated carbon for adsorption refrigeration. Carbon N. Y. 2012, 50, 977–986. [Google Scholar] [CrossRef]
- Basile, A.; Cacciola, G.; Colella, C.; Mercadante, L.; Pansini, M. Thermal conductivity of natural zeolite-PTFE composites. Heat Recover. Syst. CHP 1992, 12, 497–503. [Google Scholar] [CrossRef]
- Calabrese, L. Anticorrosion Behavior of Zeolite Coatings Obtained by In Situ Crystallization: A Critical Review. Materials 2018, 12, 59. [Google Scholar] [CrossRef] [PubMed]
- Calabrese, L.; Bonaccorsi, L.; Pietro, D.D.; Proverbio, E. Effect of process parameters on behaviour of zeolite coatings obtained by hydrothermal direct synthesis on aluminium support. Ceram. Int. 2014, 40, 12837–12845. [Google Scholar] [CrossRef]
- Atakan, A.; Atalay-Oral, Ç.; Tatlier, M.; Erciyes, T.; Erdem-Enatalar, A. Post-synthesis treatment for improving zeolite coating stability. Microporous Mesoporous Mater. 2012, 156, 262–269. [Google Scholar] [CrossRef]
- Atalay-Oral, Ç.; Bora, Ş.; Tatlier, M. Effects of Using Different Polymers in Post-Synthesis Treatments of Zeolite a Coatings. Chem. Eng. Commun. 2015, 202, 375–383. [Google Scholar] [CrossRef]
- Tatlier, M.; Kummer, H.; Henninger, S.K. Crystallization of zeolite X coatings on stainless steel by microwave heating. J. Porous Mater. 2015, 22, 347–352. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Calabrese, L.; Proverbio, E. Low temperature single-step synthesis of zeolite Y coatings on aluminium substrates. Microporous Mesoporous Mater. 2011, 144, 40–45. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Bruzzaniti, P.; Calabrese, L.; Freni, A.; Proverbio, E.; Restuccia, G. Synthesis of SAPO-34 on graphite foams for adsorber heat exchangers. Appl. Therm. Eng. 2013, 61, 848–852. [Google Scholar] [CrossRef]
- Wittstadt, U.; Füldner, G.; Andersen, O.; Herrmann, R.; Schmidt, F. A new adsorbent composite material based on metal fiber technology and its application in adsorption heat exchangers. Energies 2015, 8, 8431–8446. [Google Scholar] [CrossRef]
- Erdem-Senatalar, A.; Tatlier, M.; Ürgen, M. Preparation of zeolite coatings by direct heating of the substrates. Microporous Mesoporous Mater. 1999, 32, 331–343. [Google Scholar] [CrossRef]
- Tatlier, M.; Demir, M.; Tokay, B.; Erdem-Şenatalar, A.; Kiwi-Minsker, L. Substrate heating method for coating metal surfaces with high-silica zeolites: ZSM-5 coatings on stainless steel plates. Microporous Mesoporous Mater. 2007, 101, 374–380. [Google Scholar] [CrossRef][Green Version]
- Jeremias, F.; Henninger, S.K.; Janiak, C. High performance metal-organic-framework coatings obtained via thermal gradient synthesis. Chem. Commun. 2012, 48, 9708–9710. [Google Scholar] [CrossRef] [PubMed]
- Bonaccorsi, L.; Proverbio, E. Synthesis of thick zeolite 4A coatings on stainless steel. Microporous Mesoporous Mater. 2004, 74, 221–229. [Google Scholar] [CrossRef]
- Freni, A.; Bonaccorsi, L.; Proverbio, E.; Maggio, G.; Restuccia, G. Zeolite synthesised on copper foam for adsorption chillers: A mathematical model. Microporous Mesoporous Mater. 2009, 120, 402–409. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Freni, A.; Proverbio, E.; Restuccia, G.; Russo, F. Zeolite coated copper foams for heat pumping applications. Microporous Mesoporous Mater. 2006, 91, 7–14. [Google Scholar] [CrossRef]
- Tatlier, M.; Erdem-Senatalar, A. Effects of metal mass on the performance of adsorption heat pumps utilizing zeolite 4A coatings synthesized on heat exchanger tubes: Effets de la masse metallique sur la performance des pompes a chaleur a adsorption utilisant des revetements en zeolite 4A. Int. J. Refrig. 2000, 23, 260–268. [Google Scholar] [CrossRef]
- Bonaccorsi, L.; Calabrese, L.; Proverbio, E.; Frazzica, A.; Freni, A.; Restuccia, G.; Piperopoulos, E.; Milone, C. Synthesis of SAPO-34/graphite composites for low temperature heat adsorption pumps. J. Energy Chem. 2013, 22, 245–250. [Google Scholar] [CrossRef]
- Tatlier, M.; Erdem-Şenatalar, A. Optimization of the cycle durations of adsorption heat pumps employing zeolite coatings synthesized on metal supports. Microporous Mesoporous Mater. 2000, 34, 23–30. [Google Scholar] [CrossRef]
- Schnabel, L.; Tatlier, M.; Schmidt, F.; Erdem-Şenatalar, A. Adsorption kinetics of zeolite coatings directly crystallized on metal supports for heat pump applications (adsorption kinetics of zeolite coatings). Appl. Therm. Eng. 2010, 30, 1409–1416. [Google Scholar] [CrossRef]
- Palomba, V.; Vasta, S.; Giacoppo, G.; Calabrese, L.; Gulli‘, G.; La Rosa, D.; Freni, A. Design of an Innovative Graphite Exchanger for Adsorption Heat Pumps and Chillers. Energy Procedia 2015, 81, 1030–1040. [Google Scholar] [CrossRef]
- Frazzica, A.; Füldner, G.; Sapienza, A.; Freni, A.; Schnabel, L. Experimental and theoretical analysis of the kinetic performance of an adsorbent coating composition for use in adsorption chillers and heat pumps. Appl. Therm. Eng. 2014, 73, 1022–1031. [Google Scholar] [CrossRef]
- van Heyden, H.; Munz, G.; Schnabel, L.; Schmidt, F.; Mintova, S.; Bein, T. Kinetics of water adsorption in microporous aluminophosphate layers for regenerative heat exchangers. Appl. Therm. Eng. 2009, 29, 1514–1522. [Google Scholar] [CrossRef]
- Chang, K.S.; Chen, M.T.; Chung, T.W. Effects of the thickness and particle size of silica gel on the heat and mass transfer performance of a silica gel-coated bed for air-conditioning adsorption systems. Appl. Therm. Eng. 2005, 25, 2330–2340. [Google Scholar] [CrossRef]
- Sharafian, A.; Fayazmanesh, K.; McCague, C.; Bahrami, M. Thermal conductivity and contact resistance of mesoporous silica gel adsorbents bound with polyvinylpyrrolidone in contact with a metallic substrate for adsorption cooling system applications. Int. J. Heat Mass Transf. 2014, 79, 64–71. [Google Scholar] [CrossRef]
- Calabrese, L.; Brancato, V.; Bonaccorsi, L.; Frazzica, A.; Caprì, A.; Freni, A.; Proverbio, E. Development and characterization of silane-zeolite adsorbent coatings for adsorption heat pump applications. Appl. Therm. Eng. 2017, 116, 364–371. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Caprì, A.; Proverbio, E. Electrochemical behavior of hydrophobic silane–zeolite coatings for corrosion protection of aluminum substrate. J. Coat. Technol. Res. 2014, 11, 883–898. [Google Scholar] [CrossRef]
- Bendix, P.B.; Henninger, S.K.; Henning, H.-M. Temperature and Mechanical Stabilities and Changes in Porosity of Silicone Binder Based Zeolite Coatings. Ind. Eng. Chem. Res. 2016, 55, 4942–4947. [Google Scholar] [CrossRef]
- Kummer, H.; Fuldner, G.; Henninger, S.K. Versatile siloxane based adsorbent coatings for fast water adsorption processes in thermally driven chillers and heat pumps. Appl. Therm. Eng. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Dawoud, B. Water vapor adsorption kinetics on small and full scale zeolite coated adsorbers; A comparison. Appl. Therm. Eng. 2013, 50, 1645–1651. [Google Scholar] [CrossRef]
- Vasta, S.; Giacoppo, G.; Barbera, O.; Calabrese, L.; Bonaccorsi, L.; Freni, A. Innovative zeolite coatings on graphite plates for advanced adsorbers. Appl. Therm. Eng. 2014, 72, 153–159. [Google Scholar] [CrossRef]
- Ammann, J.; Michel, B.; Ruch, P.W. Characterization of transport limitations in SAPO-34 adsorbent coatings for adsorption heat pumps. Int. J. Heat Mass Transf. 2019, 129, 18–27. [Google Scholar] [CrossRef]
- Jiang, Y.; Ge, T.S.; Wang, R.Z.; Hu, L.M. Experimental investigation and analysis of composite silica-gel coated fin-tube heat exchangers. Int. J. Refrig. 2015, 51, 169–179. [Google Scholar] [CrossRef]
- McCague, C.; Huttema, W.; Fradin, A.; Bahrami, M. Lab-scale sorption chiller comparison of FAM-Z02 coating and pellets. Appl. Therm. Eng. 2020, 173, 115219. [Google Scholar] [CrossRef]
- Gluesenkamp, K.R.; Frazzica, A.; Velte, A.; Metcalf, S.; Yang, Z.; Rouhani, M.; Blackman, C.; Qu, M.; Laurenz, E.; Rivero-Pacho, A.; et al. Experimentally Measured Thermal Masses of Adsorption Heat Exchangers. Energies 2020, 13, 1150. [Google Scholar] [CrossRef]
- Qian, S.; Gluesenkamp, K.; Hwang, Y.; Radermacher, R.; Chun, H.H. Cyclic steady state performance of adsorption chiller with low regeneration temperature zeolite. Energy 2013, 60, 517–526. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Freni, A.; Proverbio, E. Silicone composite foams for adsorption heat pump applications. Sustain. Mater. Technol. 2017, 12, 27–34. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Freni, A.; Proverbio, E. Morphological and functional aspects of zeolite filled siloxane composite foams. J. Appl. Polym. Sci. 2018, 135, 45683. [Google Scholar] [CrossRef]
- Calabrese, L.; Brancato, V.; Frazzica, A. Experimental evaluation of the hydrothermal stability of a silicone/zeolite composite foam for solar adsorption heating and cooling application. J. Appl. Polym. Sci. 2019, 137, 48311. [Google Scholar] [CrossRef]
- Calabrese, L.; Bruzzaniti, P.; Palamara, D.; Freni, A.; Proverbio, E. New SAPO-34-SPEEK composite coatings for adsorption heat pumps: Adsorption performance and thermodynamic analysis. Energy 2020, 203, 117814. [Google Scholar] [CrossRef]
- Chanda, R.; Selvam, T.; Herrmann, R.; Schwieger, W. Reactive coating process for binder-free zeolite FAU films on metallic aluminum supports. Mater. Lett. 2018, 211, 103–106. [Google Scholar] [CrossRef]
- Aristov, Y. Concept of adsorbent optimal for adsorptive cooling/heating. Appl. Therm. Eng. 2014, 72, 166–175. [Google Scholar] [CrossRef]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).