Mechanical, Corrosion and Biological Properties of Room-Temperature Sputtered Aluminum Nitride Films with Dissimilar Nanostructure

 , , ,
, , , 
.jpg) and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Thin Film Synthesis
2.2. Morphological, Structural, Compositional, Mechanical, Optical and Electrical Characterization Methods
- (i)
- Spectroscopic ellipsometry was employed to determine thicknesses of the AlN films. The measurements were performed using a Woollam Variable Angle Spectroscopic Ellipsometer (Lincoln, NE, USA) in the 1.2–4 eV spectral range, step 0.01 eV, at 3 angles of incidence: 45°, 60° and 75°.
- (ii)
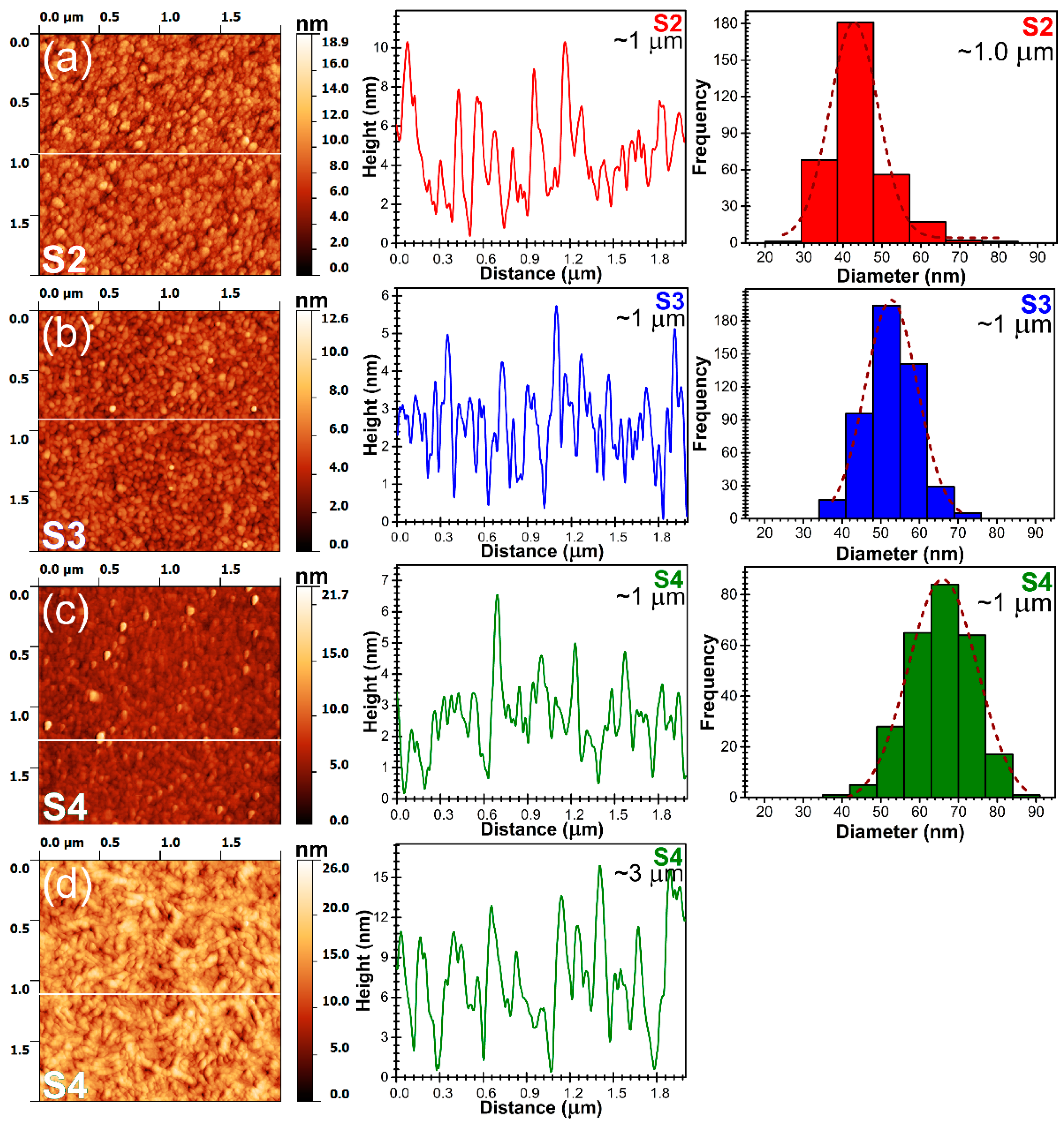
- The surface morphology of the deposited films was examined by atomic force microscopy (AFM), in non-contact mode using an NT-MDT NTEGRA Probe NanoLaboratory system (Moscow, Russia). A high-resolution silicon NT-MDT NSG01 cantilever (Moscow, Russia) was used, having a tetrahedral tip, with the last 500 nm from tip apex cylindrical. The typical curvature radius is 6 nm (at most 10 nm guaranteed by the producer). The tip height is 14–16 nm, the cone angle at the apex is 7–10°, whilst the aspect ratio is up to 7:1. The topographical AFM images were scanned over areas of 2 × 2 μm2 and the root mean square roughness (RRMS) has been inferred.
- (iii)
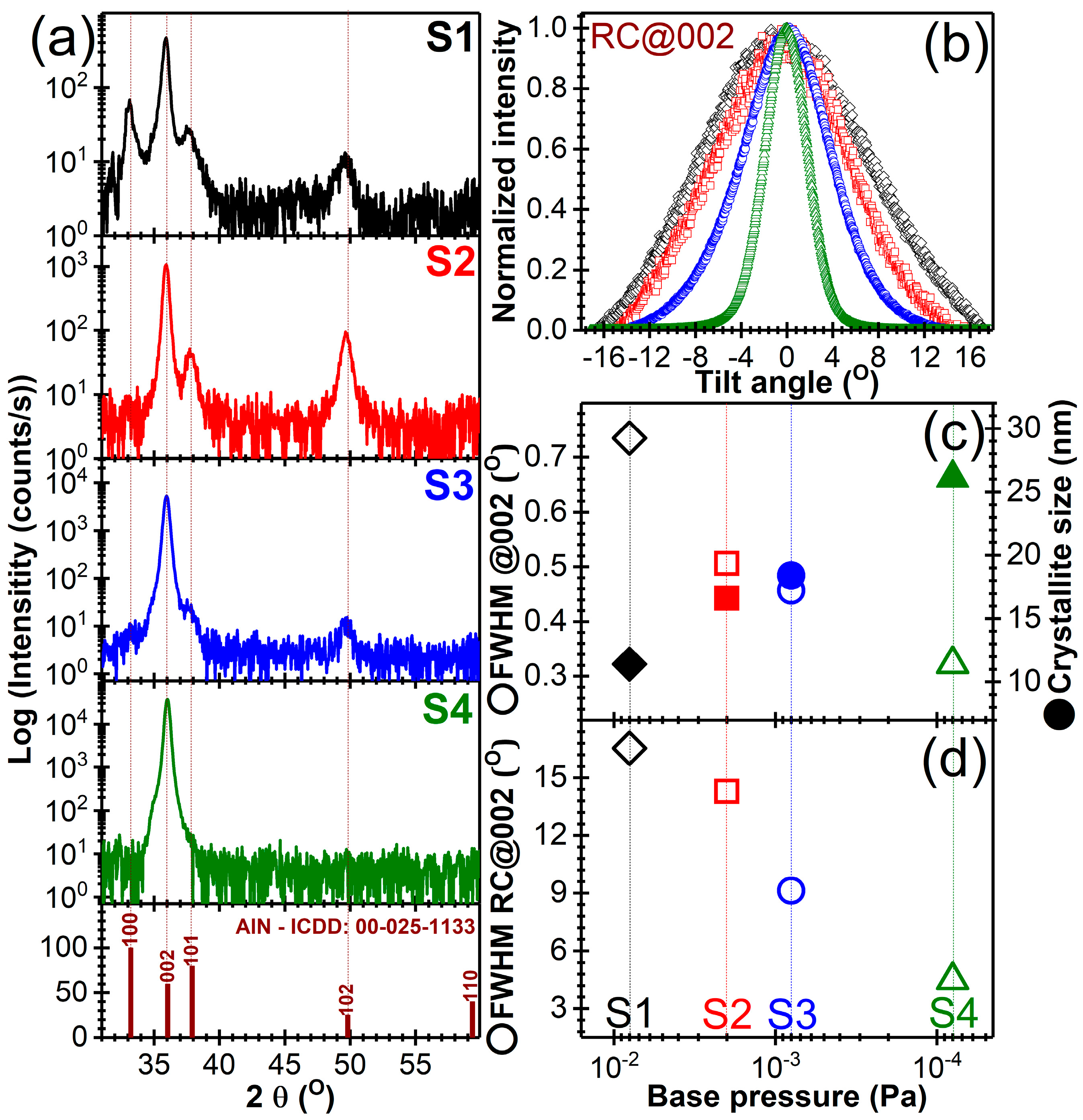
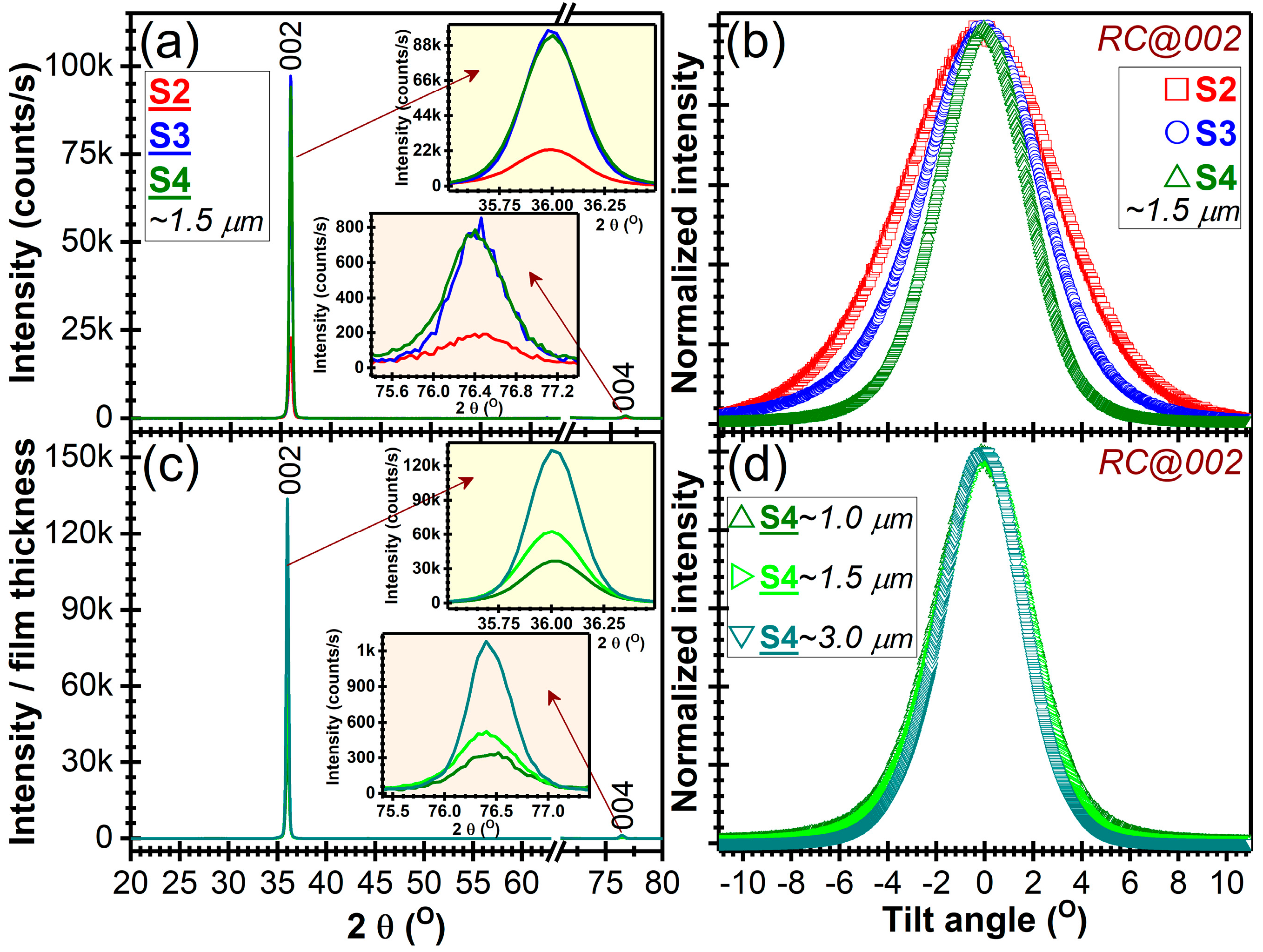
- The crystallographic structure of each film was analyzed by X-ray diffraction (XRD) on a Bruker-AXS D8 Advance diffractometer (Karlsruhe, Germany) in parallel beam setting, with Cu Kα (λ = 1.5418 Å) radiation. The diffraction data were collected in symmetric (θ–θ) geometry in the angular range 2θ = 20°–80°, with 0.04° step size and 5 s acquisition time per step. The angular dispersion of the c-axis of the AlN crystallites with respect to the normal to the substrate has been evaluated by rocking curves (RC) measurements.
- (iv)
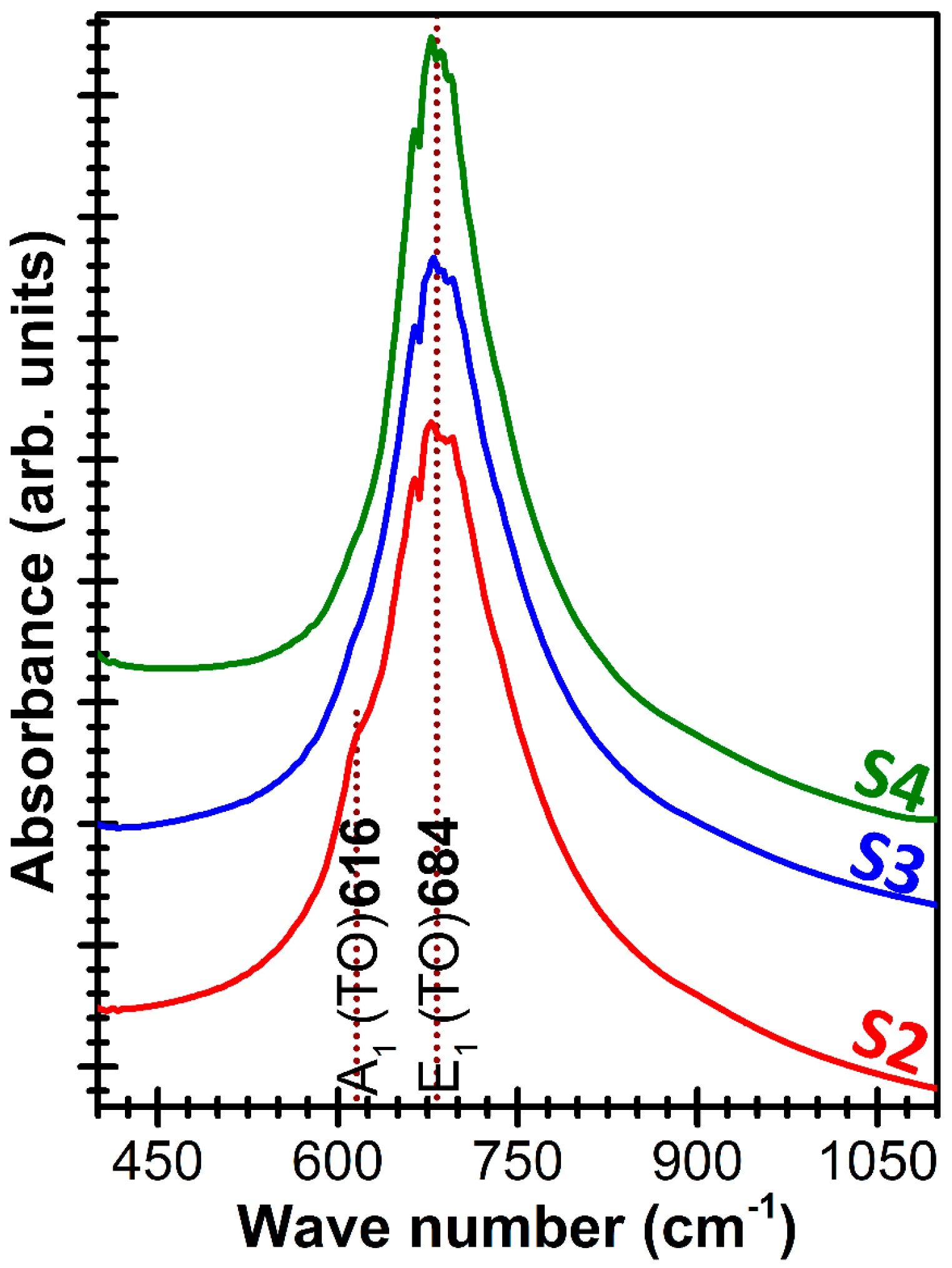
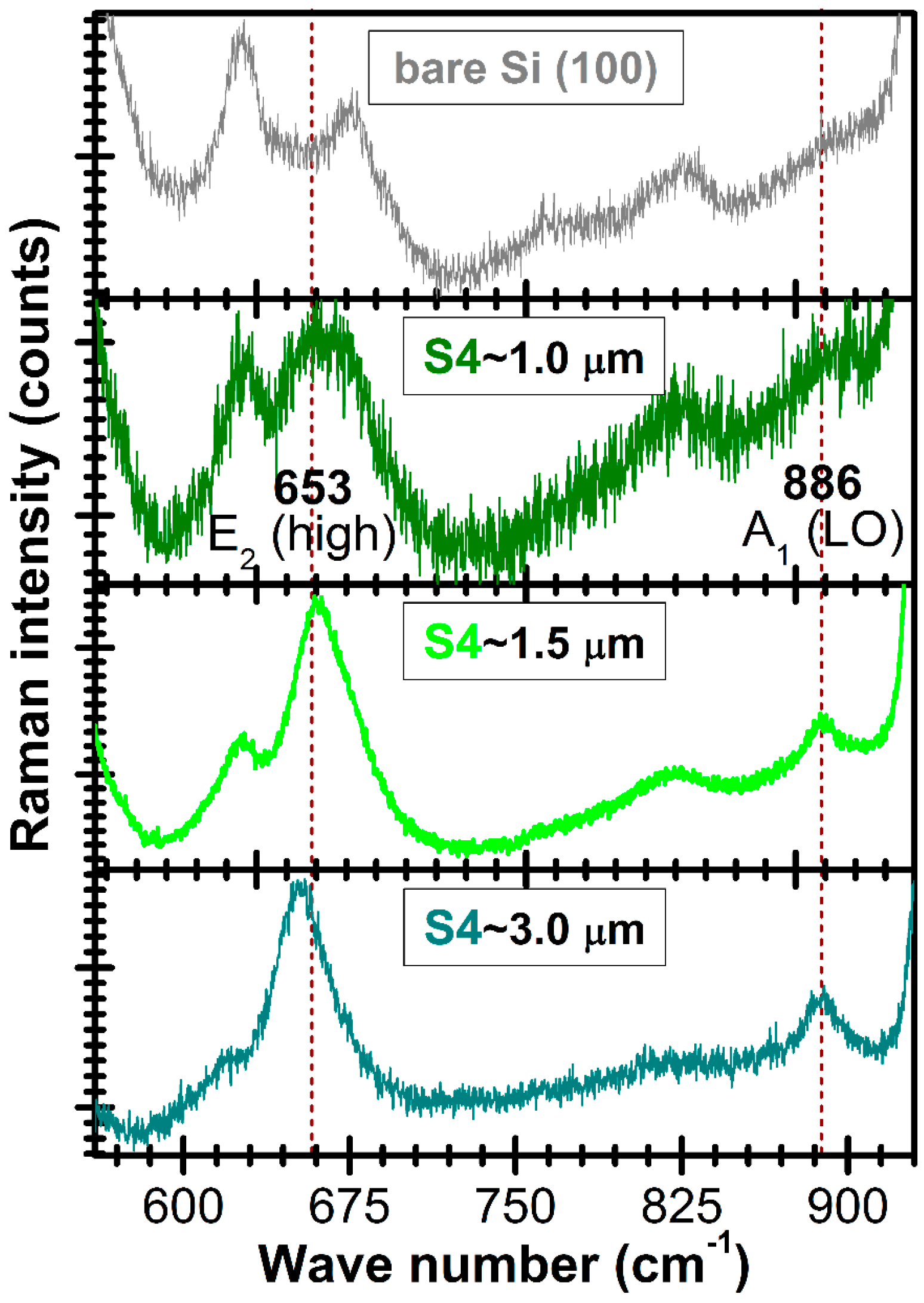
- The analysis of the bonding configuration and molecular vibrations of AlN films was performed by Fourier Transform Infrared (FTIR) spectroscopy, using a Perkin Elmer Spectrum BX apparatus (Waltham, MA, USA) in transmission mode. The spectra were collected over a range of 4000–400 cm−1 by recording 128 individual scans at a resolution of 4 cm−1. Complementary, micro-Raman analyses have been conducted with a JASCO NRS-7200 Raman microscope (Oklahoma City, OK, USA) and 532 nm incoming laser radiation. The scattered photons were dispersed by an 1800 lines/mm grating monochromator and simultaneously visualized by a CCD camera.
- (v)
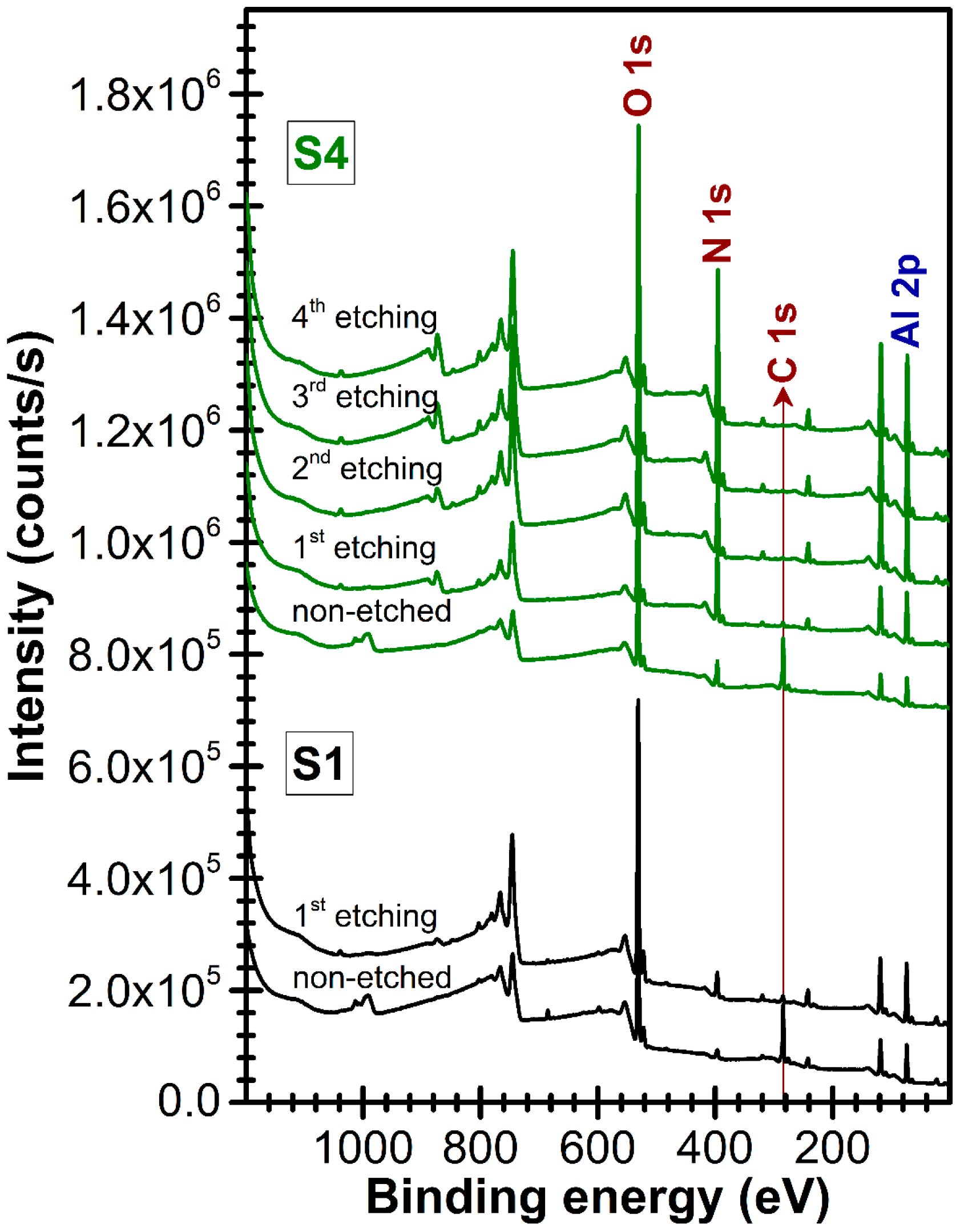
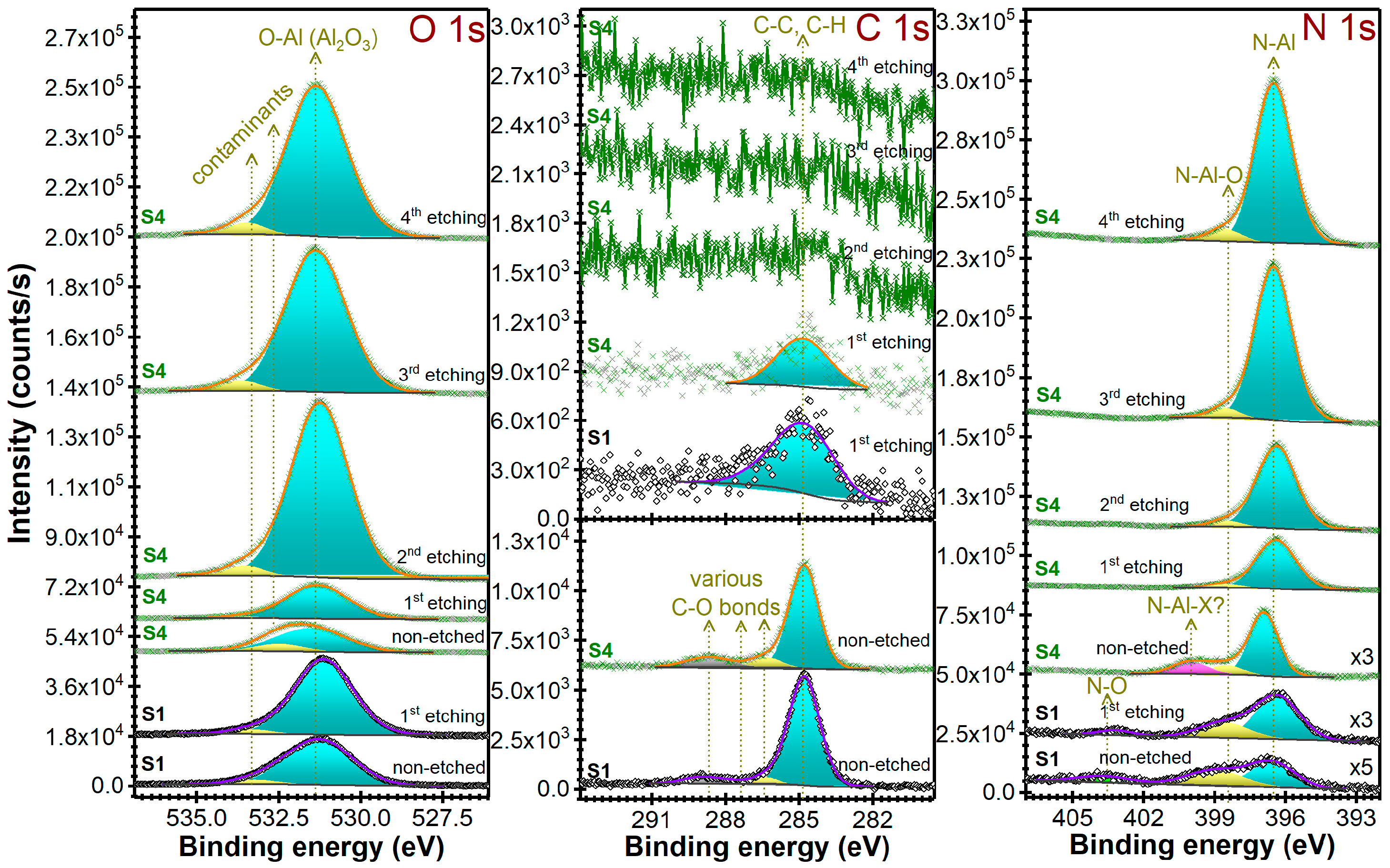
- The compositional analyses have been performed by X-ray photoelectron spectroscopy (XPS), using a Specs GmbH (Berlin, Germany) equipment. XPS constitutes a powerful tool whose sensitivity enables to stress variations in the chemical environment of atoms (Al, N, O and C in this case), offering qualitative and quantitative information on the surface composition of the films and configuration of chemical bonds and chemical states. The photo-emission studies have been carried out at a pressure of ~10−8 Pa, using monochromatic Mg Kα (1253.6 eV) radiation, whilst the X-ray source was set at 300 W. A Phoibos electrons analyzer with a radius of 150 mm, operated at a pass energy of 50 eV for survey spectra and 5 eV for high-resolution scans of core electron levels of interest, has been employed. The sample neutralization during the measurements was achieved by using a flood gun, with an acceleration energy of 1 eV and an emission current of 1 mA. The resolution in terms of full width at half maximum (FWHM) is 0.45 eV. High-resolution scans were performed for the Al 2p, N 1s, O 1s and C 1s core levels. In order to remove inherent surface contaminants owned to environmental/adventitious carbonaceous species and other impurities, an in-situ Ar+ ions etching (using a Specs IQE11/35 ion gun) session has been performed for 5 min, at an energy of 3 keV and a pressure of 1 × 10−3 Pa. The ion currents were in the range of 5 µA due to chamber geometry, Ar pressure and low power of the gun. In the case of S4 optimized sample, deep-profiling analyses were performed for the quantification of the contamination level in the film’s volume. The following analysis sequence has been employed:
- Non-etched sample measurements;
- Etching stage I—5 min, 3 keV Ar+, 1 × 10−3 Pa, followed by measurements;
- Etching stage II—60 min, 3 keV Ar+, 1 × 10−3 Pa, followed by measurements;
- Etching stage III—60 min, 3 keV Ar+, 1 × 10−3 Pa, followed by measurements;
- Etching stage IV—80 min, 3 keV Ar+, 1 × 10−3 Pa, followed by measurements.
- (vi)
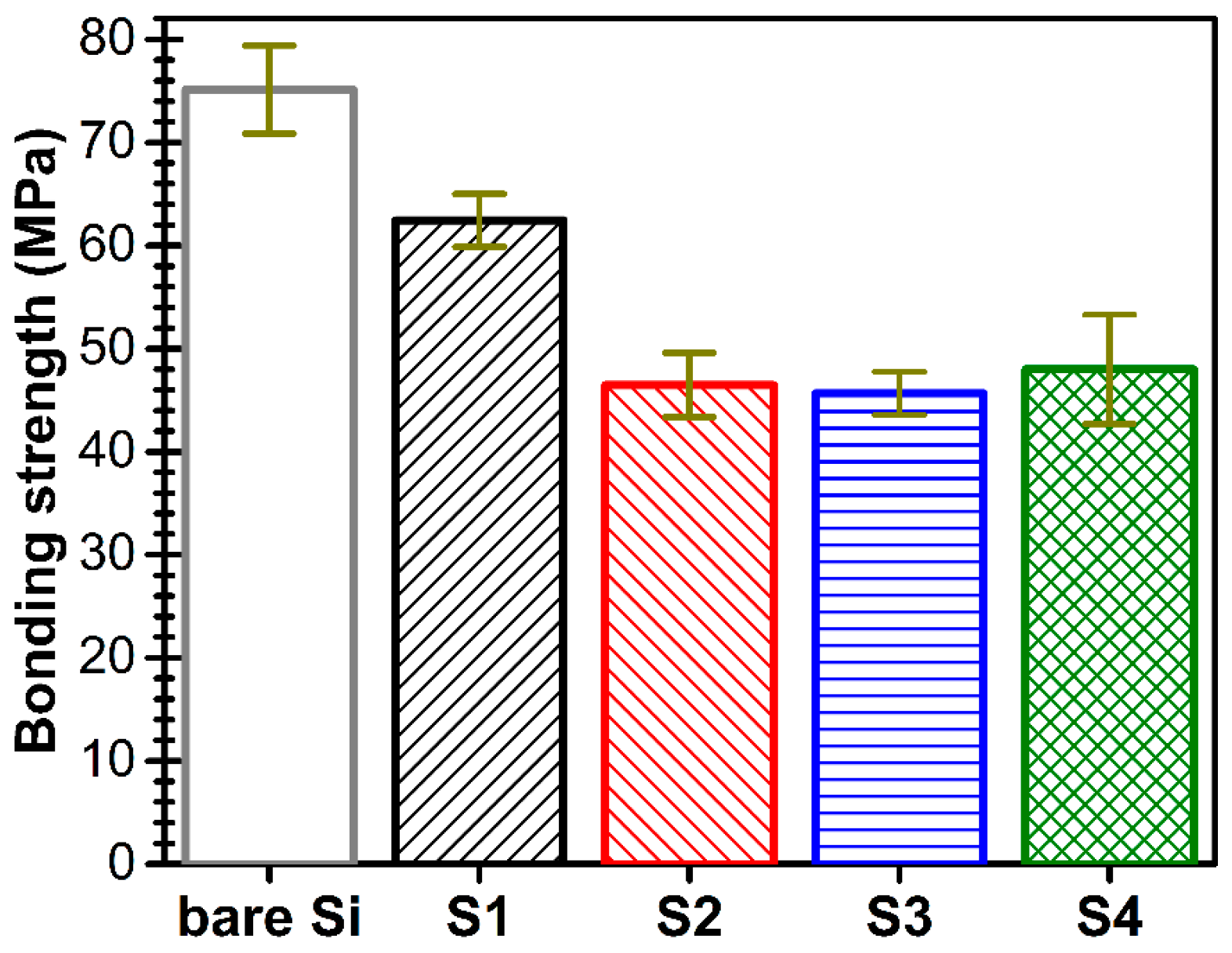
- The adherence to the substrate of AlN films was estimated by the “pull-out” method using a standardized measurement instrument PAThandy (maximum pull force = 1 kN) (DFD Instruments, Kristiansand, Norway) equipped with stainless steel testing elements having a diameter of Φ = 2.8 mm. The testing elements were glued on the films’ surface with a cyanoacrylate monocomponent adhesive (Epoxy E900S, DFD Instruments, Kristiansand, Norway). Then, the samples were placed for glue curing in a stabilized oven (Venticell, München, Germany) for 1 h, at a temperature of 130 °C. The detachment of the testing elements was achieved by the gradual increase of the pull-out force by means of a hydraulic head until fracture occurred [67,68]. The adherence values were inferred by a statistical calculation based on the ratio between the value of the recorded force and the area of the detached film surface, in accordance with the ASTM D4541 and ISO 4624 standards. The tests were done in quintuplicate. The adherence values are given as mean ± standard deviation.
- (vii)
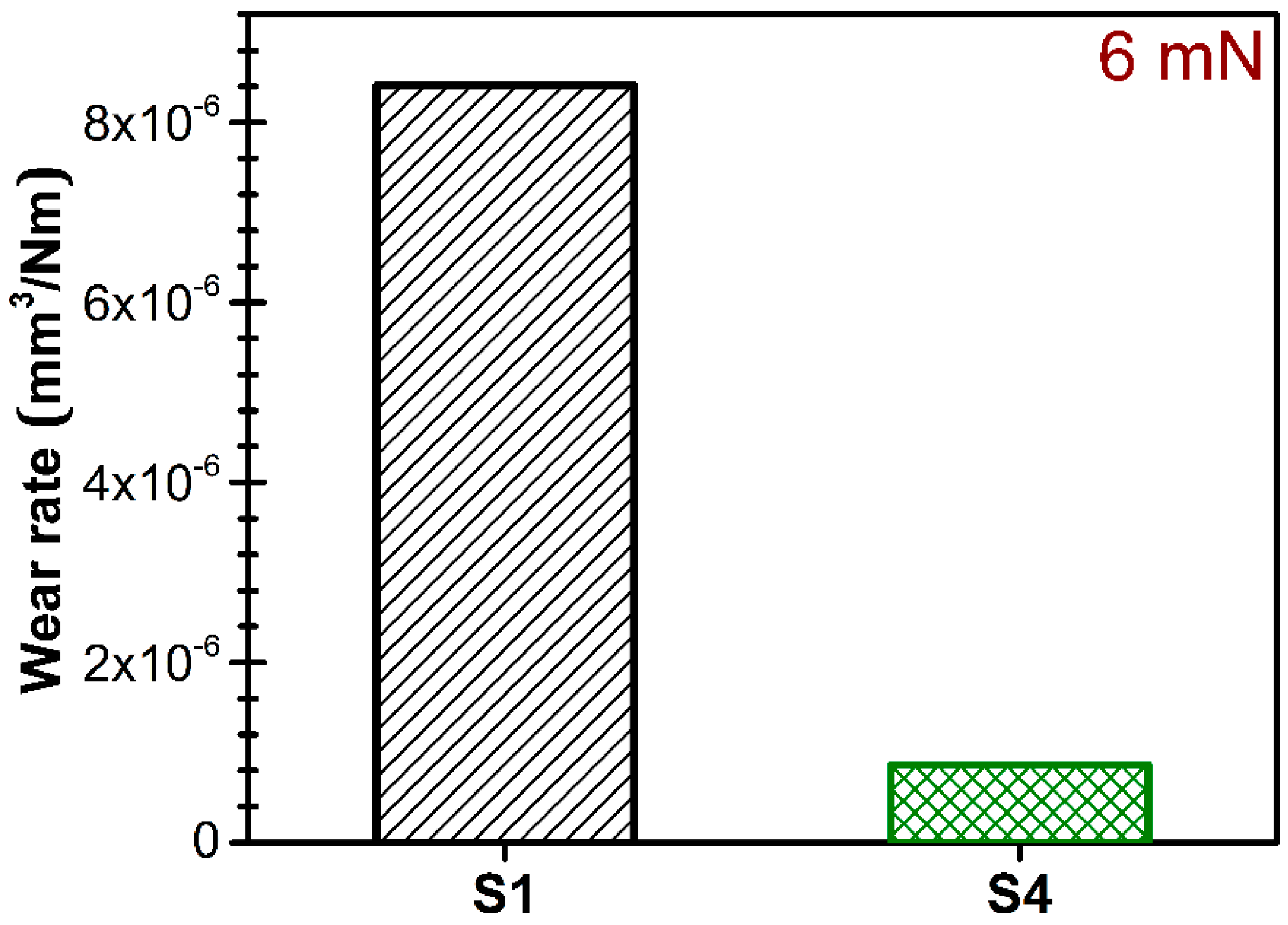
- The nano-mechanical properties of the AlN films have been explored by specific nano-indentation, nano-scratch and nano-wear tests, using an Agilent Nano Indenter (model G200) apparatus (Santa Clara, CA, USA). The machine was situated in a temperature (21–22 °C) and humidity (35–45%) controlled laboratory. The nano-indentation tests were performed in continuous stiffness measurement (CSM) mode with a diamond Berkovich tip (Micro Star Technologies, Huntsville, TX, USA). The system calibration was performed using a fused silica reference. The data were analyzed using the Oliver and Pharr [69] approach. The nano-scratch and nano-wear were investigated using a nanoindenter equipped with diamond conical tip of radius of 1 µm and an apex angle of 90°. The wear tests were carried out at a force value of 6 mN for 400 cycles, sliding distance of 100 μm and frequency of 1 Hz. All tests were performed under ambient conditions. The thermal drift threshold requirement for performing the nano-mechanical (hardness and modulus) and wear assays was set at 0.05 nm/s and 5 nm/s, respectively (in agreement with the manufacturer recommendations).
2.3. Corrosion Tests
2.4. Biocompatibility Assessments
2.4.1. Cell Cultures
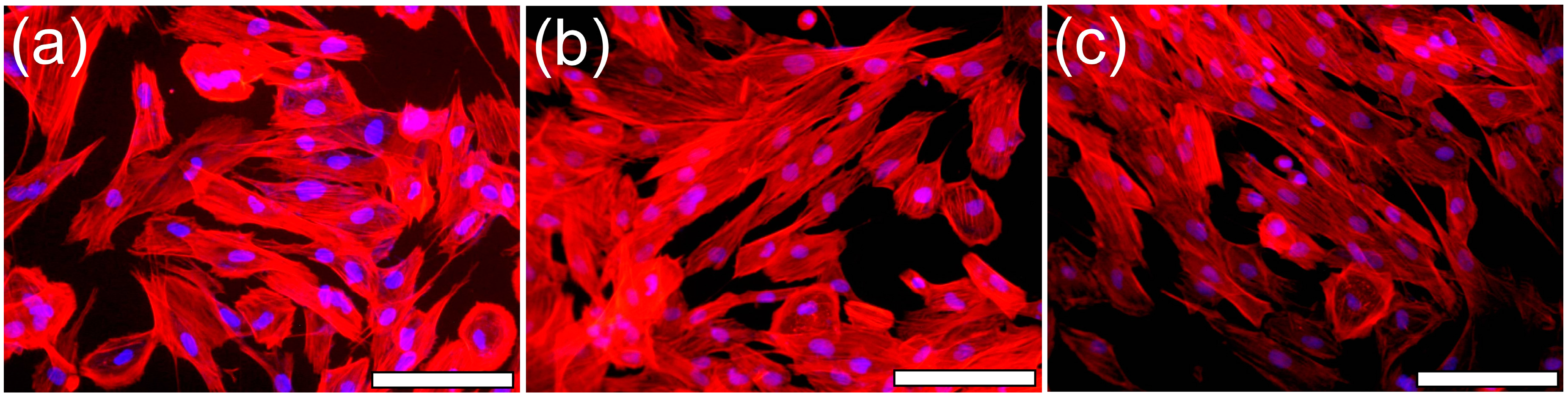
2.4.2. Cell Morphology
2.4.3. Proliferation Assay
2.4.4. Cell Toxicity Assay
2.4.5. Statistical Analysis
3. Results and Discussion
3.1. Morphological Analyses
3.2. Structural Characterization
3.3. Compositional Investigation
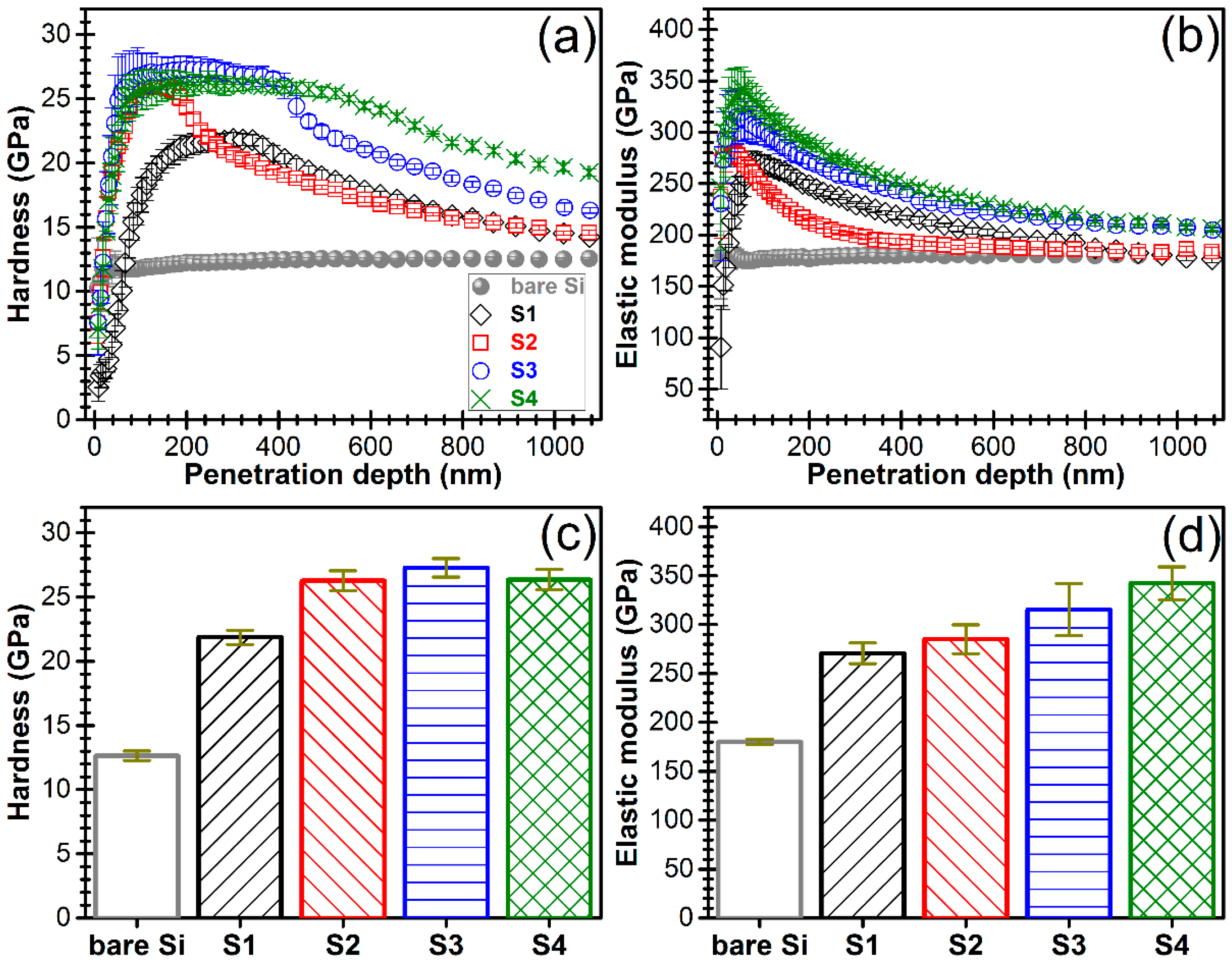
3.4. Mechanical Testing
3.4.1. Pull-Out Testing
3.4.2. Nano-Indentation, Nano-Scratch and Nano-Wear Tests
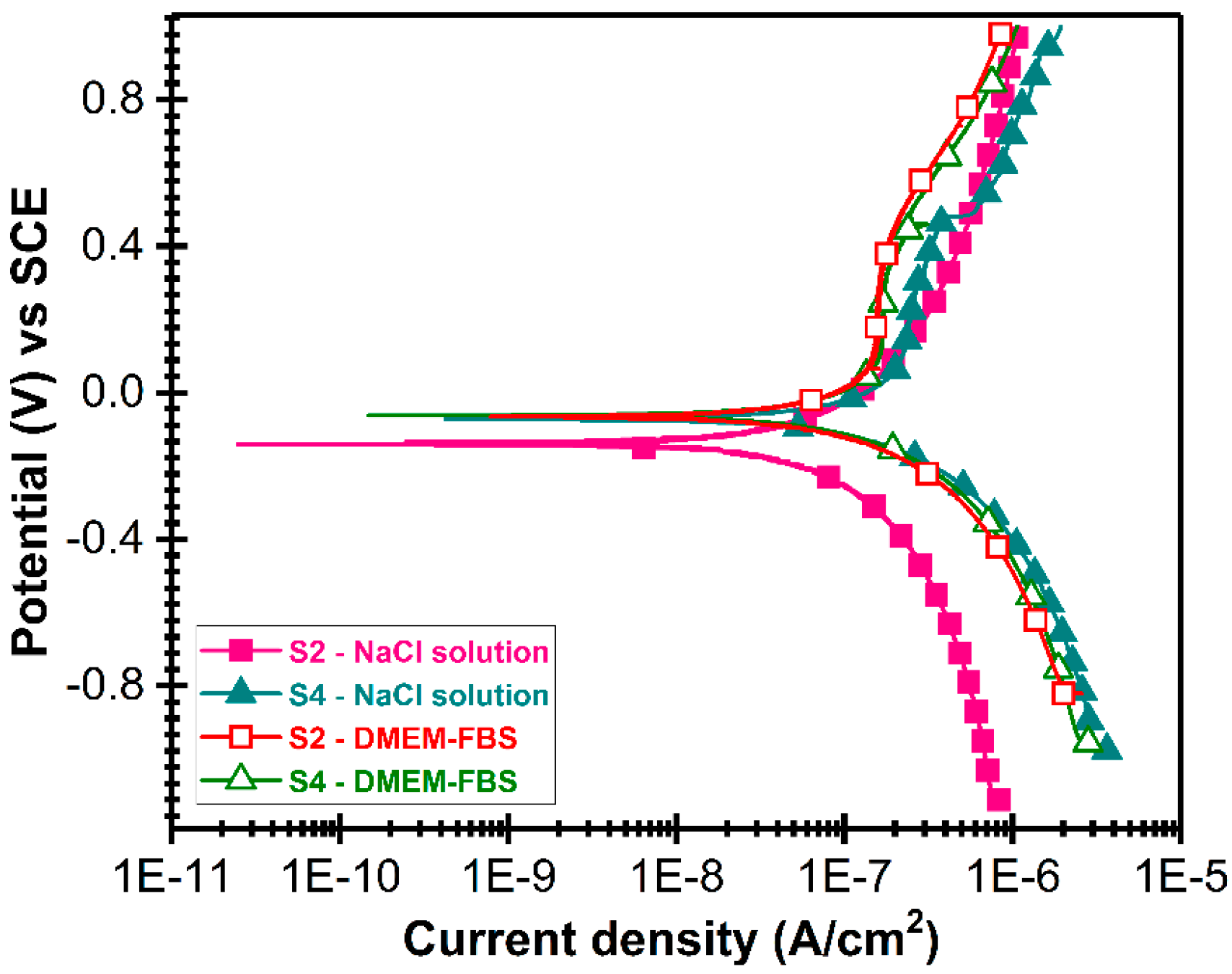
3.5. Corrosion Tests
3.6. Biocompatibility Assays
3.6.1. Cell Cultures
3.6.2. Cell Morphology
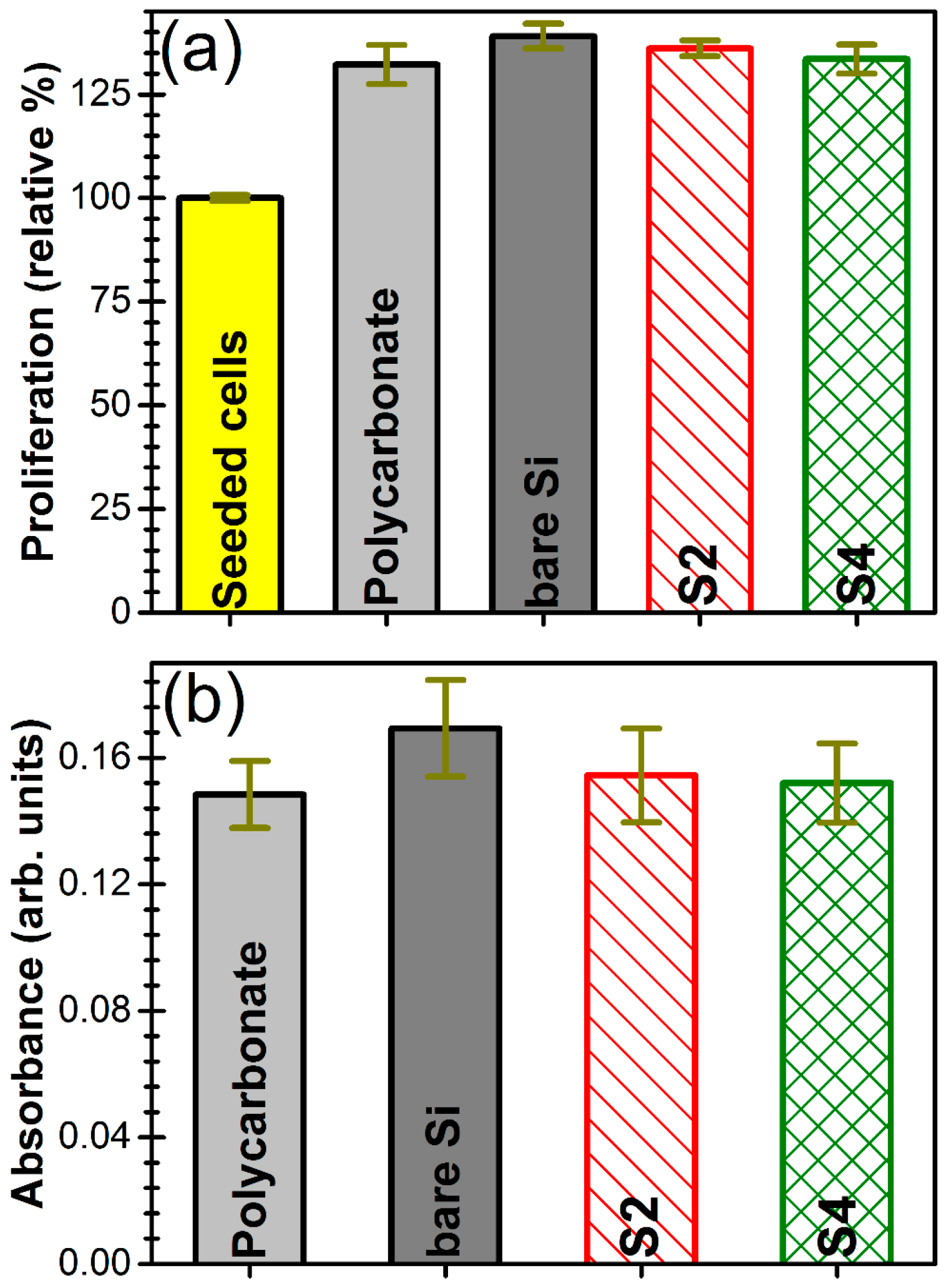
3.6.3. Cells Proliferation
3.6.4. Cells Viability/Cells Death
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Polster, T.; Hoffmann, M. Aluminum nitride based 3D, piezoelectric, tactile sensor. Proc. Chem. 2009, 1, 144–147. [Google Scholar] [CrossRef]
- Himpel, G.; Herrmann, M.; Hohn, S. Comparison of the high-temperature corrosion of aluminium nitride, alumina, magnesia and zirconia ceramics by coal ashes. Ceram. Int. 2015, 41, 8288–8298. [Google Scholar] [CrossRef]
- Ioffe Institute Database on New Semiconductor Materials—Characteristics and Properties. Available online: http://www.ioffe.ru/SVA/NSM/Semicond/AlN/ (accessed on 16 November 2017).
- Wang, Q.; Ge, Y.Y.; Sun, S.Y.; Kuang, J.L.; Ferreira, J.M.F.; Cao, W.B. Preparation of dense spherical AlN fillers by aqueous granulation and post-sintering process. Ceram. Int. 2017, 43, 2027–2032. [Google Scholar] [CrossRef]
- Hahn, B.D.; Kim, Y.; Choi, J.J.; Ryu, J.H.; Kim, J.W.; Yoon, W.H.; Park, D.S.; Yoon, S.Y.; Ma, B.J. Fabrication and characterization of aluminum nitride thick film coated on aluminum substrate for heat dissipation. Ceram. Int. 2016, 42, 18141–18147. [Google Scholar] [CrossRef]
- Peng, B.; Gong, D.; Zhang, W.; Jiang, J.; Shu, L.; Zhang, Y. Effects of sputtering parameters on AlN film growth on flexible hastelloy tapes by two-step deposition technique. Materials 2016, 9, 686. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Peng, B.; Zhang, W.; Zhu, J.; Liu, X.; Wei, W. Novel AlN/Pt/ZnO electrode for high temperature saw sensors. Materials 2017, 10, 69. [Google Scholar] [CrossRef] [PubMed]
- Akiyama, M.; Tabaru, T.; Kishi, K. Development of a pressure sensor using a piezoelectric material thin films—Application to a combustion pressure sensor for mass-produced cars. Synthesiology 2012, 5, 171–180. [Google Scholar] [CrossRef]
- Kayser, P.; Thobois, P.; Gageant, C. Pt/AlN/Pt Piezoelectric Transducer for Unsteady Pressure Sensor in Rotating Machines. 2002 Activities Report ONERA 3–21. Available online: http://www.onera.fr/en (accessed on 7 September 2017).
- Ionescu, G.; Ionescu, O.; Popovici, S.; Costea, S.; Dumitru, V.; Brezeanu, M.; Stan, G.E.; Pasuk, I. Wireless AlN sensor for condition based monitoring of industrial equipment. In Proceedings of the 2013 International Semiconductor Conference (CAS), Sinaia, Romania, 14–16 October 2013; pp. 55–58. [Google Scholar] [CrossRef]
- Akiyama, M.; Kamohara, T.; Nishikubo, K.; Ueno, N.; Nagai, H.; Okutani, T. Ultrahigh temperature vibration sensors using aluminum nitride thin films and W/Ru multilayer electrodes. Appl. Phys. Lett. 2005, 86. [Google Scholar] [CrossRef]
- Tsai, D.S.; Lien, W.C.; Lien, D.H.; Chen, K.M.; Tsai, M.L.; Senesky, D.G.; Yu, Y.C.; Pisano, A.P.; He, J.H. Solar-blind photodetectors for harsh electronics. Sci. Rep. 2013, 4. [Google Scholar] [CrossRef] [PubMed]
- Yamamoto, K.; Goericke, F.; Guedes, A.; Jaramillo, G.; Hada, T.; Pisano, A.P.; Horsley, D. Pyroelectric aluminum nitride micro electromechanical systems infrared sensor with wavelength-selective infrared absorber. Appl. Phys. Lett. 2014, 104. [Google Scholar] [CrossRef]
- Crisman, E.; Drehman, A.; Miller, R.; Osinsky, A.; Volovik, D.; Vasilyev, V. Enhanced AlN nanostructures for pyroelectric sensors. Phys. Status Solidi C 2014, 11, 517–520. [Google Scholar] [CrossRef]
- Stan, G.E.; Botea, M.; Boni, G.A.; Pintilie, I.; Pintilie, L. Electric and pyroelectric properties of AlN thin films deposited by reactive magnetron sputtering on Si substrate. Appl. Surf. Sci. 2015, 353, 1195–1202. [Google Scholar] [CrossRef]
- Fu, J.L.; Ayazi, F. High-Q AlN-on-silicon resonators with annexed platforms for portable integrated VOC sensing. J. Microelectromech. Syst. 2015, 24, 503–509. [Google Scholar] [CrossRef]
- Fanget, S.; Grange, H.; Palancade, F.; Ganuchaud, G.; Matheron, M.; Charlot, S.; Bordy, T.; Hoang, T.; Rey, P.; Mercier, D.; et al. CO2 measurement using an AlN/Si SAW sensor. In Proceedings of the 16th International Solid-State Sensors, Actuators and Microsystems Conference (TRANSDUCERS), Beijing, China, 5–9 June 2011; pp. 1136–1139. [Google Scholar] [CrossRef]
- Gerfers, F.; Kohlstadt, P.M.; Ginsburg, E.; He, M.Y.; Samara-Rubio, D.; Manoli, Y.; Wang, L.P. Sputtered AlN thin films for piezoelectric MEMS devices—FBAR resonators and accelerometers. In Solid State Circuits Technologies; Swart, J.W., Ed.; InTech: Rijeka, Croatia, 2010; pp. 333–352. ISBN 978-953-307-045-2. [Google Scholar] [CrossRef]
- Olsson, R.H.; Wojciechowski, K.E.; Baker, M.S.; Tuck, M.R.; Fleming, J.G. Post-CMOS-compatible aluminum nitride resonant MEMS accelerometers. J. Microelectromech. Syst. 2009, 18, 671–678. [Google Scholar] [CrossRef]
- Goericke, F.T.; Vigevani, G.; Izyumin, I.I.; Boser, B.E.; Pisano, A.P. Novel thin-film piezoelectric aluminum nitride rate gyroscope. In Proceedings of the 2012 IEEE International Ultrasonics Symposium, Dresden, Germany, 7–10 October 2012; pp. 1067–1070. [Google Scholar] [CrossRef]
- Williams, M.D.; Griffin, B.A.; Reagan, T.N.; Underbrink, J.R.; Sheplak, M. An AlN MEMS piezoelectric microphone for aeroacoustic applications. J. Microelectromech. Syst. 2012, 21, 270–283. [Google Scholar] [CrossRef]
- Zargarpour, N.; Zarifi, M.H. A piezoelectric micro-electromechanical microphone for implantable hearing aid applications. Microsyst. Technol. 2015, 21, 893–902. [Google Scholar] [CrossRef]
- Goericke, F.; Mansukhani, K.; Yamamoto, K.; Pisano, A. Experimentally validated aluminum nitride based pressure, temperature and 3-axis acceleration sensors integrated on a single chip. In Proceedings of the 2014 IEEE 27th International Conference on Micro Electro Mechanical Systems (MEMS), San Francisco, CA, USA, 26–30 January 2014; pp. 729–732. [Google Scholar] [CrossRef]
- Akiyama, M.; Morofuji, Y.; Kamohara, T.; Nishikubo, K.; Tsubai, M.; Fukuda, O.; Ueno, N. Flexible piezoelectric pressure sensors using oriented aluminum nitride thin films prepared on polyethylene terephthalate films. J. Appl. Phys. 2006, 100. [Google Scholar] [CrossRef]
- Bu, N.; Fukuda, O.; Ueno, N.; Inoue, M. A preliminary study on detection of muscle activity using a flexible AlN piezoelectric thin film sensor. In Proceedings of the 2009 IEEE International Conference on Robotics and Biomimetics (ROBIO), Guilin, China, 19–23 December 2009; pp. 944–948. [Google Scholar] [CrossRef]
- Bu, N.; Ueno, N.; Fukuda, O. Monitoring of respiration and heartbeat during sleep using a flexible piezoelectric film sensor and empirical mode decomposition. In Proceedings of the 29th Annual International Conference of the IEEE Engineering in Medicine and Biology Society, Lyon, France, 23–26 August 2007; pp. 1362–1366. [Google Scholar] [CrossRef]
- Boser, B.E.; Przybyla, R.J.; Horsley, D.A.; Shelton, S.E.; Guedes, A. Ultrasonic transducers for navigation. Proc. Meet. Acoust. 2013, 19. [Google Scholar] [CrossRef]
- Lu, Y.; Heidari, A.; Horsley, D.A. A high fill-factor annular array of high frequency piezoelectric micromachined ultrasonic transducers. J. Microelectromech. Syst. 2015, 24, 904–913. [Google Scholar] [CrossRef]
- Lu, Y.; Tang, H.; Fung, S.; Wang, Q.; Tsai, J.M.; Daneman, M.; Boser, B.E.; Horsley, D.A. Ultrasonic fingerprint sensor using a piezoelectric micromachined ultrasonic transducer array integrated with complementary metal oxide semiconductor electronics. Appl. Phys. Lett. 2015, 106. [Google Scholar] [CrossRef]
- Fu, Y.Q.; Cherng, J.S.; Luo, J.K.; Desmulliez, M.P.Y.; Li, Y.; Walton, A.J.; Placido, F. Aluminum Nitride Thin Film Acoustic Wave Device for Microfluidic and Biosensing Applications Acoustic Waves, In Acoustic Waves; Dissanayake, D.W., Ed.; Intech: Rijeka, Croatia, 2010; pp. 263–298. ISBN 978-953-307-111-4. [Google Scholar]
- Lee, T.Y.; Song, J.T. Detection of carcinoembryonic antigen using AlN FBAR. Thin Solid Films 2010, 518, 6630–6633. [Google Scholar] [CrossRef]
- Chen, Y.C.; Shih, W.C.; Chang, W.T.; Yang, C.H.; Kao, K.S.; Cheng, C.C. Biosensor for human IgE detection using shear-mode FBAR devices. Nanoscale Res. Lett. 2015, 10, 69. [Google Scholar] [CrossRef] [PubMed]
- Zalazar, M.; Guarnieri, F. Diamond-based thin film bulk acoustic wave resonator for biomedical applications. J. Phys. Conf. Ser. 2013, 477. [Google Scholar] [CrossRef]
- Ou, K.L.; Chen, C.C.; Lin, C.T.; Chen, C.S.; Lin, C.C.; Lee, S.Y. Application of aluminum nitride thin film on biosensing of cell differentiation. J. Electrochem. Soc. 2007, 154, P11–P15. [Google Scholar] [CrossRef]
- Ait Aissa, K.; Achour, A.; Elmazria, O.; Simon, Q.; Elhosni, M.; Boulet, P.; Robert, S.; Djouadi, M.A. AlN films deposited by dc magnetron sputtering and high power impulse magnetron sputtering for SAW applications. J. Phys. D Appl. Phys. 2015, 48. [Google Scholar] [CrossRef]
- Auger, M.A.; Vázquez, L.; Jergel, M.; Sánchez, O.; Albella, J.M. Structure and morphology evolution of AlN films grown by DC sputtering. Surf. Coat. Technol. 2004, 180–181, 140–144. [Google Scholar] [CrossRef]
- Mazur, M.M.; Pianaro, S.A.; Portella, K.F.; Mengarda, P.; Portella Bragança, M.D.G.; Ribeiro Junior, S.; Santos de Melo, J.S.; Pedreira Cerqueira, D. Deposition and characterization of AlN thin films on ceramic electric insulators using pulsed DC magnetron sputtering. Surf. Coat. Technol. 2015, 284, 247–251. [Google Scholar] [CrossRef]
- Iriarte, G.F.; Engelmark, F.; Katardjiev, I.V. Reactive sputter deposition of highly oriented AlN films at room temperature. J. Mater. Res. 2002, 17, 1469–1475. [Google Scholar] [CrossRef]
- Yoshikawa, T.; Reusch, M.; Zuerbig, V.; Cimalla, V.; Lee, K.-H.; Kurzyp, M.; Arnault, J.-C.; Nebel, C.E.; Ambacher, O.; Lebedev, V. Electrostatic self-assembly of diamond nanoparticles onto Al- and N-polar sputtered aluminum nitride surfaces. Nanomaterials 2016, 6, 217. [Google Scholar] [CrossRef] [PubMed]
- Knapp, M.; Hoffmann, R.; Cimalla, V.; Ambacher, O. Wettability investigations and wet transfer enhancement of large-area CVD-graphene on aluminum nitride. Nanomaterials 2017, 7, 226. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.-M.; Lien, W.-C.; Felmetsger, V.V.; Hopcroft, M.A.; Senesky, D.G.; Pisano, A.P. AlN thin films grown on epitaxial 3C-SiC (100) for piezoelectric resonant devices. Appl. Phys. Lett. 2010, 97. [Google Scholar] [CrossRef]
- Wasa, K.; Haber, M.; Adachi, H. Thin Film Materials Technology: Sputtering of Compound Materials, 1st ed.; Springer: New York, NY, USA, 2004; ISBN 978-3-642-05931-5. [Google Scholar]
- Pelegrini, M.V.; Pereyra, I. Characterization of AlN films deposited by r.f. reactive sputtering aiming MEMS applications. Phys. Status Solidi C 2000, 7, 840–843. [Google Scholar] [CrossRef]
- Assouar, M.B.; El Hakiki, M.; Elmazria, O.; Alnot, P.; Tiusan, C. Synthesis and microstructural characterisation of reactive RF magnetron sputtering AlN films for surface acoustic wave filters. Diam. Relat. Mater. 2004, 13, 1111–1115. [Google Scholar] [CrossRef]
- Meng, X.; Yang, C.; Chen, Q.; Gao, Y.; Yang, Y. Preparation of highly c-axis oriented AlN films on Si substrate with ZnO buffer layer by the DC magnetron sputtering. Mater. Lett. 2013, 90, 49–52. [Google Scholar] [CrossRef]
- Xu, X.-H.; Wua, H.-S.; Zhang, C.-J.; Jin, Z.-H. Morphological properties of AlN piezoelectric thin films deposited by DC reactive magnetron sputtering. Thin Solid Films 2001, 388, 62–67. [Google Scholar] [CrossRef]
- Okano, H.; Takahashi, Y.; Tanaka, T.; Shibata, K.; Nakano, S. Preparation of c-axis oriented AlN films by low-temperature reactive sputtering. Jpn. J. Appl. Phys. 1992, 31. [Google Scholar] [CrossRef]
- Iriarte, G.F.; Rodriguez, J.G.; Calle, F. Synthesis of c-axis oriented AlN thin films on different substrates: A review. Mater. Res. Bull. 2010, 45, 1039–1045. [Google Scholar] [CrossRef]
- Lin, C.-M.; Chen, Y.-Y.; Felmetsger, V.V.; Senesky, D.G.; Pisano, A.P. AlN/3C-SiC composite plate enabling high-frequency and high-Q micromechanical resonators. Adv. Mater. 2012, 24, 2722–2727. [Google Scholar] [CrossRef] [PubMed]
- Yang, P.F.; Jian, S.R.; Wu, S.; Lai, Y.S.; Wang, C.T.; Chen, R.S. Structural and mechanical characteristics of (1 0 3) AlN thin films prepared by radio frequency magnetron sputtering. Appl. Surf. Sci. 2009, 255, 5984–5988. [Google Scholar] [CrossRef]
- Gazia, R.; Mandracci, P.; Mussano, F.; Carossa, S. AlNX and a-SiOX coatings with corrosion resistance properties for dental implants. Surf. Coat. Technol. 2011, 206, 1109–1115. [Google Scholar] [CrossRef]
- Jackson, N.; Keeney, L.; Mathewson, A. Flexible-CMOS and biocompatible piezoelectric AlN material for MEMS applications. Smart Mater. Struct. 2013, 22. [Google Scholar] [CrossRef]
- Berg, N.G.; Paskova, T.; Ivanisevic, A. Tuning the biocompatibility of aluminum nitride. Mater. Lett. 2017, 189, 1–4. [Google Scholar] [CrossRef]
- Stan, G.E.; Morosanu, C.O.; Marcov, D.A.; Pasuk, I.; Miculescu, F.; Reumont, G. Effect of annealing upon the structure and adhesion properties of sputtered bio-glass/titanium coatings. Appl. Surf. Sci. 2009, 255, 9132–9138. [Google Scholar] [CrossRef]
- Galca, A.C.; Stan, G.E.; Trinca, L.M.; Negrila, C.C.; Nistor, L.C. Structural and optical properties of c-axis oriented aluminum nitride thin films prepared at low temperature by reactive radio-frequency magnetron sputtering. Thin Solid Films 2012, 524, 328–333. [Google Scholar] [CrossRef]
- Popa, A.C.; Stan, G.E.; Besleaga, C.; Ion, L.; Maraloiu, V.A.; Tulyaganov, D.U.; Ferreira, J.M.F. Submicrometer hollow bioglass cones deposited by radio-frequency magnetron sputtering: Formation mechanism, properties and prospective biomedical applications. ACS Appl. Mater. Interfaces 2016, 8, 4357–4367. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.C.; Ji, J.-Y.; Kline, J.S.; Tucker, J.R.; Shen, T.-C. Preparation of atomically clean and flat Si(1 0 0) surfaces by low-energy ion sputtering and low-temperature annealing. Appl. Surf. Sci. 2003, 220, 293–297. [Google Scholar] [CrossRef]
- Duquenne, C.; Besland, M.-P.; Tessier, P.Y.; Gautron, E.; Scudeller, Y.; Averty, D. Thermal conductivity of aluminium nitride thin films prepared by reactive magnetron sputtering. J. Phys. D Appl. Phys. 2012, 45. [Google Scholar] [CrossRef]
- Zhu, M.; Chen, P.; Fu, R.K.Y.; Liu, W.; Lin, C.; Chu, P.K. AlN thin films fabricated by ultra-high vacuum electron-beam evaporation with ammonia for silicon-on-insulator application. Appl. Surf. Sci. 2005, 239, 327–334. [Google Scholar] [CrossRef]
- Martin, D.M.; Enlund, J.; Kappertz, O.; Jensen, J. Comparing XPS and ToF-ERDA measurement of high-k dielectric materials. J. Phys. Conf. Ser. 2008, 100. [Google Scholar] [CrossRef]
- Rosenberger, L.; Baird, R.; McCullen, E.; Auner, E.; Shreve, G. XPS analysis of aluminum nitride films deposited by plasma source molecular beam epitaxy. Surf. Interface Anal. 2008, 40, 1254. [Google Scholar] [CrossRef]
- Lee, Y.J.; Kang, S.W. Growth of aluminum nitride thin films prepared by plasma-enhanced atomic layer deposition. Thin Solid Films 2004, 446, 227–231. [Google Scholar] [CrossRef]
- Balaceanu, M.; Braic, V.; Kiss, A.; Zoita, C.N.; Vladescu, A.; Braic, A.; Tudor, I.; Popescu, A.; Ripeanu, R.; Logofatu, C.; et al. Characteristics of arc plasma deposited TiAlZrCN coatings. Surf. Coat. Technol. 2008, 202, 3981–3987. [Google Scholar] [CrossRef]
- Vladescu, A.; Kiss, A.; Popescu, A.; Braic, M.; Balaceanu, M.; Braic, V.; Tudor, I.; Logofatu, C.; Negrila, C.C.; Rapeanu, R. Influence of bilayer period on the characteristics of nanometre-scale ZrN/TiAlN multilayers. J. Nanosci. Nanotechnol. 2008, 8, 717–721. [Google Scholar] [CrossRef] [PubMed]
- Balaceanu, M.; Braic, M.; Braic, V.; Vladescu, A.; Negrila, C.C. Surface chemistry of plasma deposited ZrC hard coatings. J. Optoelectron. Adv. Mater. 2005, 7, 2557–2560. [Google Scholar]
- Braic, M.; Braic, V.; Balaceanu, M.; Pavelescu, G.; Vladescu, A.; Tudor, I.; Popescu, A.; Borsos, Z.; Logofatu, C.; Negrila, C.C. Microchemical and mechanical characteristics of arc plasma deposited TiAlN and TiN/TiAlN coatings. J. Optoelectron. Adv. Mater. 2005, 7, 671–676. [Google Scholar]
- Stan, G.E.; Popa, A.C.; Galca, A.C.; Aldica, G.; Ferreira, J.M.F. Strong bonding between sputtered bioglass-ceramic films and Ti-substrate implants induced by atomic inter-diffusion post-deposition heat-treatments. Appl. Surf. Sci. 2013, 280, 530–538. [Google Scholar] [CrossRef]
- Popa, A.C.; Marques, V.M.F.; Stan, G.E.; Husanu, M.A.; Galca, A.C.; Ghica, C.; Tulyaganov, D.U.; Lemos, A.F.; Ferreira, J.M.F. Nanomechanical characterization of bioglass films synthesized by magnetron sputtering. Thin Solid Films 2014, 553, 166–172. [Google Scholar] [CrossRef]
- Pharr, G.M.; Oliver, W.C.; Brotzen, F.R. On the generality of the relationship among contact stiffness, contact area and elastic modulus during indentation. J. Mater. Res. 1992, 7, 613–617. [Google Scholar] [CrossRef]
- Popa, A.C.; Stan, G.E.; Husanu, M.A.; Mercioniu, I.; Santos, L.F.; Fernandes, H.R.; Ferreira, J.M.F. Bioglass implant-coating interactions in synthetic physiological fluids with varying degrees of biomimicry. Int. J. Nanomed. 2017, 12, 683–707. [Google Scholar] [CrossRef] [PubMed]
- Duta, L.; Stan, G.E.; Popa, A.C.; Husanu, M.A.; Moga, S.; Socol, M.; Zgura, I.; Miculescu, F.; Urzica, I.; Popescu, A.C.; et al. Thickness influence on in vitro biocompatibility of titanium nitride thin films synthesized by pulsed laser deposition. Materials 2016, 9, 38. [Google Scholar] [CrossRef] [PubMed]
- Cherng, J.S.; Chang, D.S. Effects of pulse parameters on the pulsed-DC reactive sputtering of AlN thin films. Vacuum 2010, 84, 653–656. [Google Scholar] [CrossRef]
- Akiyama, M.; Kokabi, H.R.; Nonaka, K.; Shobu, K.; Watanabe, T. Influence of substrate temperature on physical structure of AlN thin films prepared on polycrystalline MoSi2 by rf magnetron sputtering. J. Am. Ceram. Soc. 1995, 78, 3304–3308. [Google Scholar] [CrossRef]
- Ramadan, K.S.E.; Evoy, S. Low temperature reactive sputtering of thin aluminum nitride films on metallic nanocomposites. PLoS ONE 2015, 10, e0133479. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.-J.; Wu, S.-J.; Chen, C.-M.; Lai, Y.-C.; Chuang, C.-H. Microstructural evolution and formation of highly c-axis-oriented aluminum nitride films by reactively magnetron sputtering deposition. J. Cryst. Growth 2005, 276, 525–533. [Google Scholar] [CrossRef]
- Yarar, E.; Hrkac, V.; Zamponi, C.; Piorra, A.; Kienle, L.; Quandt, E. Low temperature aluminum nitride thin films for sensory applications. AIP Adv. 2016, 6. [Google Scholar] [CrossRef]
- Naik, R.S.; Reif, R.; Lutsky, J.J.; Sodini, C.G. Low-Temperature deposition of highly textured aluminum nitride by direct current magnetron sputtering for applications in thin-film resonators. J. Electrochem. Soc. 1999, 146, 691–696. [Google Scholar] [CrossRef]
- Sanz-Hervás, A.; Clement, M.; Iborra, E.; Vergara, L.; Olivares, J.; Sangrador, J. Degradation of the piezoelectric response of sputtered c-axis AlN thin films with traces of non-(0002) X-ray diffraction peaks. Appl. Phys. Lett. 2006, 88. [Google Scholar] [CrossRef]
- Akiyama, M.; Morofuji, Y.; Kamohara, T.; Nishikubo, K.; Ooishi, Y.; Tsubai, M.; Fukuda, O.; Ueno, N. Preparation of oriented aluminum nitride thin films on polyimide films and piezoelectric response with high thermal stability and flexibility. Adv. Funct. Mater. 2007, 17, 458–462. [Google Scholar] [CrossRef]
- Jackson, N.; O’Keeffe, R.; Waldron, F.; O’Neill, M.; Mathewson, A. Influence of aluminum nitride crystal orientation on MEMS energy harvesting device performance. J. Micromech. Microeng. 2013, 23. [Google Scholar] [CrossRef]
- Neculoiu, D.; Müller, A.; Deligeorgis, G.; Dinescu, A.; Stavrinidis, A.; Vasilache, D.; Cismaru, A.M.; Stan, G.E.; Konstantinidis, G. AlN on silicon based surface acoustic wave resonators operating at 5 GHz. Electron. Lett. 2009, 45, 1196–1197. [Google Scholar] [CrossRef]
- Besleaga, C.; Stan, G.E.; Pintilie, I.; Barquinha, P.; Fortunato, E.; Martins, R. Transparent field-effect transistors based on AlN-gate dielectric and IGZO-channel semiconductor. Appl. Surf. Sci. 2016, 379, 270–276. [Google Scholar] [CrossRef]
- Ibáñez, J.; Hernández, S.; Alarcón-Lladó, E.; Cuscó, R.; Artús, L.; Novikov, S.V.; Foxon, C.T.; Calleja, E. Far-infrared transmission in GaN, AlN and AlGaN thin films grown by molecular beam epitaxy. J. Appl. Phys. 2008, 104. [Google Scholar] [CrossRef]
- Jagannadham, K.; Sharma, A.K.; Wei, Q.; Kalyanraman, R.; Narayan, J. Structural characteristics of AlN films deposited by pulsed laser deposition and reactive magnetron sputtering: A comparative study. J. Vac. Sci. Technol. A 1998, 16, 2804–2815. [Google Scholar] [CrossRef]
- Zhang, J.X.; Cheng, H.; Chen, Y.Z.; Uddin, A.; Yuan, S.; Geng, S.J.; Zhang, S. Growth of AlN films on Si (100) and Si (111) substrates by reactive magnetron sputtering. Surf. Coat. Technol. 2005, 198, 68–73. [Google Scholar] [CrossRef]
- Antonova, K.; Duta, L.; Szekeres, A.; Stan, G.E.; Mihailescu, I.N.; Anastasescu, M.; Stroescu, H.; Gartner, M. Influence of laser pulse frequency on the microstructure of aluminium nitride thin films synthesized by pulsed laser deposition. Appl. Surf. Sci. 2017, 394, 197–204. [Google Scholar] [CrossRef]
- Kuball, M. Raman spectroscopy of GaN, AlGaN and AlN for process and growth monitoring/control. Surf. Interface Anal. 2001, 31. [Google Scholar] [CrossRef]
- Oliveira, I.C.; Otani, C.; Maciel, H.S.; Massi, M.; Noda, L.K.; Temperini, M.L.A. Raman active E2 modes in aluminum nitride films. J. Mater. Sci. Mater. Electron. 2001, 12. [Google Scholar] [CrossRef]
- Davydov, V.Y.; Kitaev, Y.E.; Goncharuk, I.N.; Smirnov, A.N.; Graul, J.; Semchinova, O.; Uffmann, D.; Smirnov, M.B.; Mirgorodsky, A.P.; Evarestov, R.A. Phonon dispersion and Raman scattering in hexagonal GaN and AlN. Phys. Rev. B 1998, 58. [Google Scholar] [CrossRef]
- Alevli, M.; Ozgit, C.; Donmez, I.; Biyikli, N. Structural properties of AlN films deposited by plasma-enhanced atomic layer deposition at different growth temperatures. Phys. Status Solidi A 2012, 209, 266–271. [Google Scholar] [CrossRef]
- AZO Materials Database. Available online: http://www.azom.com/properties.aspx?ArticleID=610 (accessed on 16 November 2017).
- Jian, S.-R.; Juang, J.-Y. Indentation-induced mechanical deformation behaviors of AlN thin films deposited on c-plane sapphire. J. Nanomater. 2012, 2012. [Google Scholar] [CrossRef]
- Nohava, J.; Dessarzin, P.; Karvankova, P.; Morstein, M. Characterization of tribological behavior and wear mechanisms of novel oxynitride PVD coatings designed for applications at high temperatures. Tribol. Int. 2015, 81, 231–239. [Google Scholar] [CrossRef]
- Baboian, R. Corrosion Tests and Standards: Application and Interpretation; ASTM Series; ASTM International: Philadelphia, PA, USA, 2005. [Google Scholar]
- Mansfeld, F. The polarization resistance technique for measuring corrosion currents. In Advances in Corrosion Engineering and Technology; Fontana, M.G., Staehle, R.H., Eds.; Plenum Press: New York, NY, USA, 1976; pp. 163–262. ISBN 978-1-4615-9064-4. [Google Scholar]
- Bowen, P.; Highfield, J.G.; Mocellin, A.; Ring, T.A. Degradation of aluminum nitride powder in an aqueous environment. J. Am. Ceram. Soc. 1990, 73, 724–728. [Google Scholar] [CrossRef]
- Krnel, K.; Kosmac, T. Reactivity of aluminum nitride powder in dilute inorganic acids. J. Am. Ceram. Soc. 2000, 83, 1375–1378. [Google Scholar] [CrossRef]
- Reetz, T.; Monch, B.; Saupe, M. Aluminum nitride hydrolysis. Ber. Dtsch. Keram. Ges. 1992, 68, 464–465. [Google Scholar]
- Jatisukamto, G.; Malau, V.; Ilman, M.N.; Iswanto, P.T. Characteristic of AlN layer deposited by d.c. magnetron sputtering on AISI 410 steel. Int. J. Eng. Technol. 2013, 13, 129–133. [Google Scholar]
- Chernecky, C.C.; Berger, B.J. (Eds.) Ammonia (NH3)—Blood and urine. In Laboratory Tests and Diagnostic Procedures, 6th ed.; Elsevier Saunders: St. Louis, MO, USA, 2013; pp. 126–127. ISBN 978-1-4557-0694-5. [Google Scholar]
- Ratey, J.J.; Ronco, C. Inborn errors of metabolism and continuous renal replacement therapy. In Critical Care Nephrology: Expert Consult, 2nd ed.; Ronco, C., Bellomo, R., Kellum, J.A., Eds.; Elsevier: Philadelphia, PA, USA, 2008; pp. 1630–1632. ISBN 978-1-4160-4252-5. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Base Pressure (Pa) | Total Working Pressure (Pa) | Nitrogen Partial Pressure (Pa) | Target-to-Substrate Distance (mm) | Film Thickness (μm) |
|---|---|---|---|---|---|
| S1 | ~6 × 10−3 | 0.2 | 0.06 | 30 | ~1 |
| S2 | ~2 × 10−3 | 0.2 | 0.06 | 30 | ~1; 1.5 |
| S3 | ~8 × 10−4 | 0.2 | 0.06 | 30 | ~1; 1.5 |
| S4 | ~6 × 10−5 | 0.2 | 0.06 | 30 | ~1; 1.5; 3 |
| Sample Code | Film Thickness (μm) | RRMS (nm) |
|---|---|---|
| S2 | ~1.0 | ~2.2 |
| S3 | ~1.0 | ~1.3 |
| S4 | ~1.0 | ~1.4 |
| S4 | ~3.0 | ~3.4 |
| Sample Code/Thickness | FWHM 002 (°) | FWHM RC@002 (°) |
|---|---|---|
| S1/1.0 μm | 0.73 | 16.5 |
| S2/1.0 μm | 0.51 | 14.3 |
| S3/1.0 μm | 0.46 | 9.1 |
| S4/1.0 μm | 0.32 | 4.5 |
| S2/1.5 μm | 0.35 | 7.5 |
| S3/1.5 μm | 0.31 | 5.8 |
| S4/1.5 μm | 0.29 | 4.3 |
| S4/3.0 μm | 0.26 | 3.9 |
| Wave Number (cm−1) | Phonon Mode | IR Active/Inactive |
|---|---|---|
| 248 | E2 (low) | inactive |
| 610 | A1 (TO) | active |
| 655 | E2 (high) | inactive |
| 667 | E1 (TO) | active |
| 888 | A1 (LO) | active |
| 910 | E1 (LO) | active |
| Sample Type | RP (kΩ) | Ecorr (mV) | icorr (μA) | Crr (μm/year) |
|---|---|---|---|---|
| NaCl testing solution | ||||
| S2 | 160.06 | −118.70 | 0.9428 | 12.93 |
| S4 | 304.18 | −38.60 | 0.0993 | 1.36 |
| DMEM-FBS testing solution | ||||
| S2 | 474.08 | −34.90 | 0.4631 | 6.35 |
| S4 | 350.06 | −110.10 | 0.0094 | 0.13 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Besleaga, C.; Dumitru, V.; Trinca, L.M.; Popa, A.-C.; Negrila, C.-C.; Kołodziejczyk, Ł.; Luculescu, C.-R.; Ionescu, G.-C.; Ripeanu, R.-G.; Vladescu, A.; et al. Mechanical, Corrosion and Biological Properties of Room-Temperature Sputtered Aluminum Nitride Films with Dissimilar Nanostructure. Nanomaterials 2017, 7, 394. https://doi.org/10.3390/nano7110394
Besleaga C, Dumitru V, Trinca LM, Popa A-C, Negrila C-C, Kołodziejczyk Ł, Luculescu C-R, Ionescu G-C, Ripeanu R-G, Vladescu A, et al. Mechanical, Corrosion and Biological Properties of Room-Temperature Sputtered Aluminum Nitride Films with Dissimilar Nanostructure. Nanomaterials. 2017; 7(11):394. https://doi.org/10.3390/nano7110394
Chicago/Turabian StyleBesleaga, Cristina, Viorel Dumitru, Liliana Marinela Trinca, Adrian-Claudiu Popa, Constantin-Catalin Negrila, Łukasz Kołodziejczyk, Catalin-Romeo Luculescu, Gabriela-Cristina Ionescu, Razvan-George Ripeanu, Alina Vladescu, and et al. 2017. "Mechanical, Corrosion and Biological Properties of Room-Temperature Sputtered Aluminum Nitride Films with Dissimilar Nanostructure" Nanomaterials 7, no. 11: 394. https://doi.org/10.3390/nano7110394
APA StyleBesleaga, C., Dumitru, V., Trinca, L. M., Popa, A.-C., Negrila, C.-C., Kołodziejczyk, Ł., Luculescu, C.-R., Ionescu, G.-C., Ripeanu, R.-G., Vladescu, A., & Stan, G. E. (2017). Mechanical, Corrosion and Biological Properties of Room-Temperature Sputtered Aluminum Nitride Films with Dissimilar Nanostructure. Nanomaterials, 7(11), 394. https://doi.org/10.3390/nano7110394