
Plasma Treatment of Large-Area Polymer Substrates for the Enhanced Adhesion of UV–Digital Printing

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Plasma Treatment
2.3. Analytical Methods for Plasma Treatment Evaluation
2.3.1. Wettability Measurements
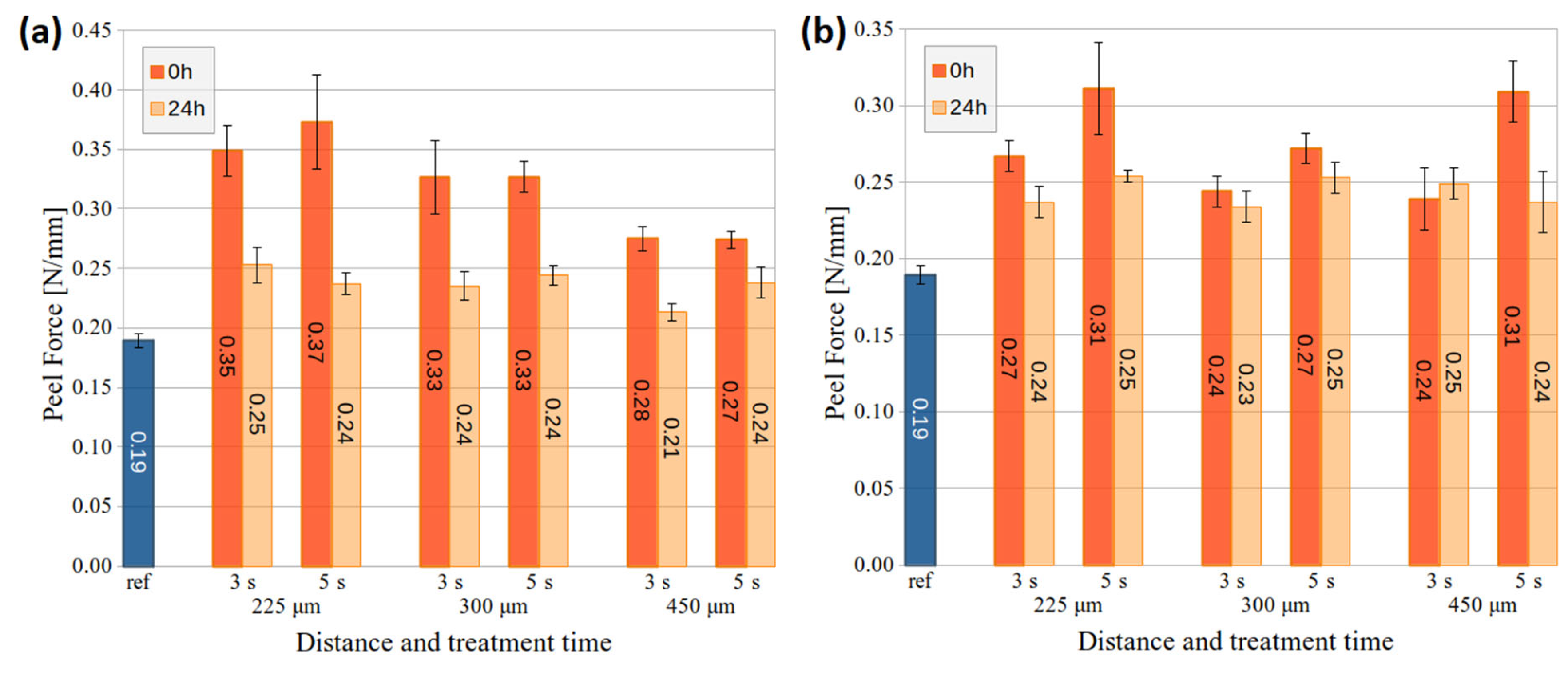
2.3.2. Adhesion of Surface
2.3.3. Chemical Characterization
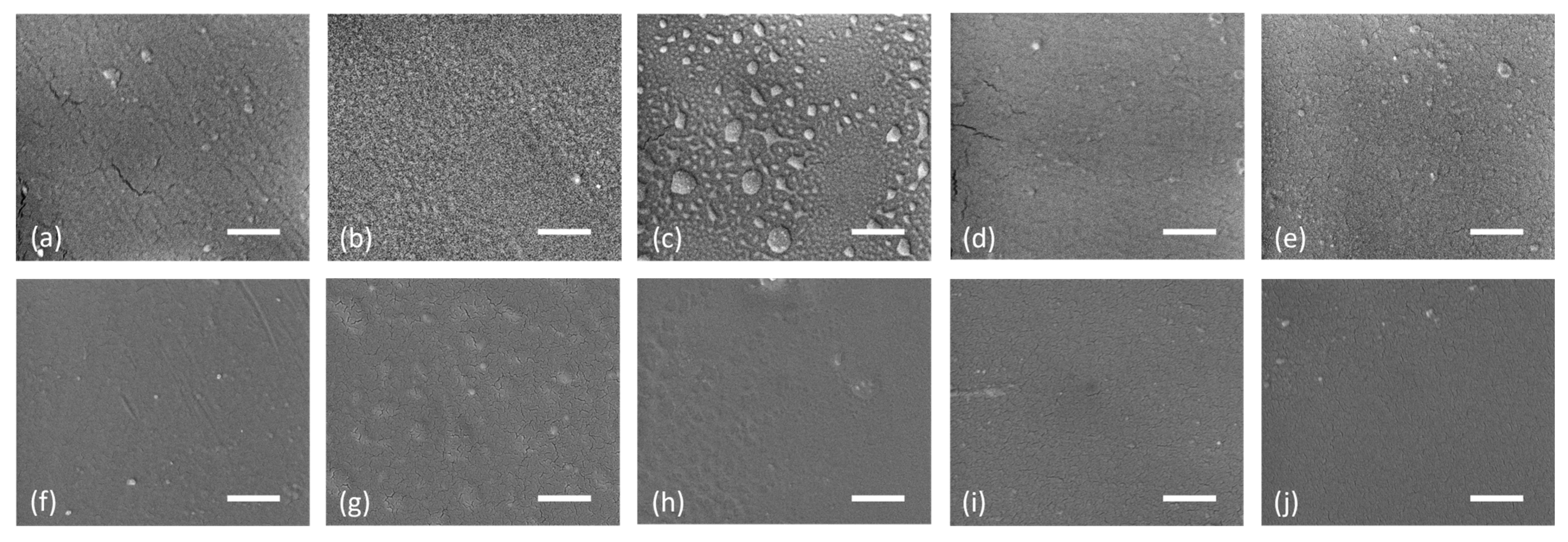
2.3.4. Morphological Characterization
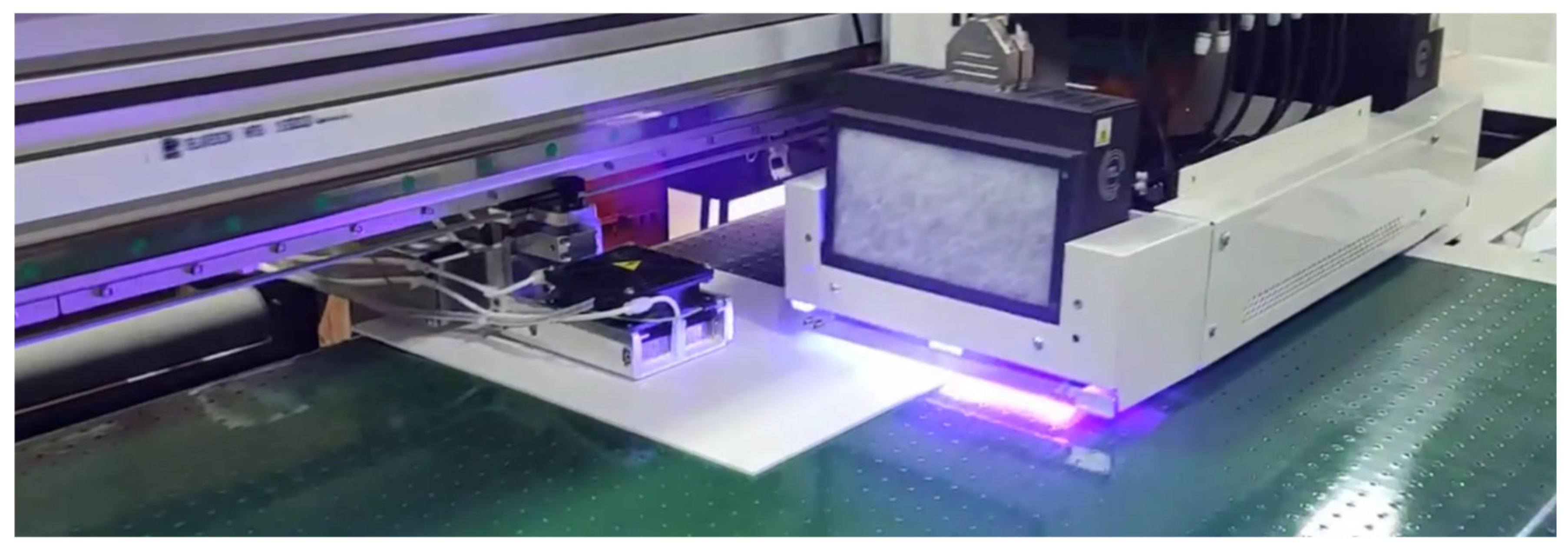
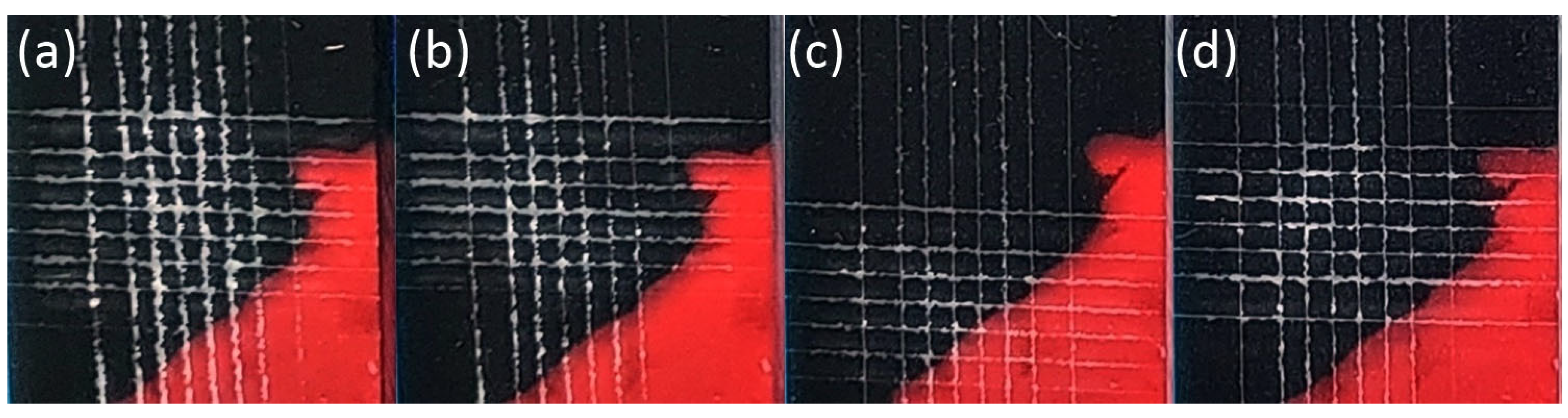
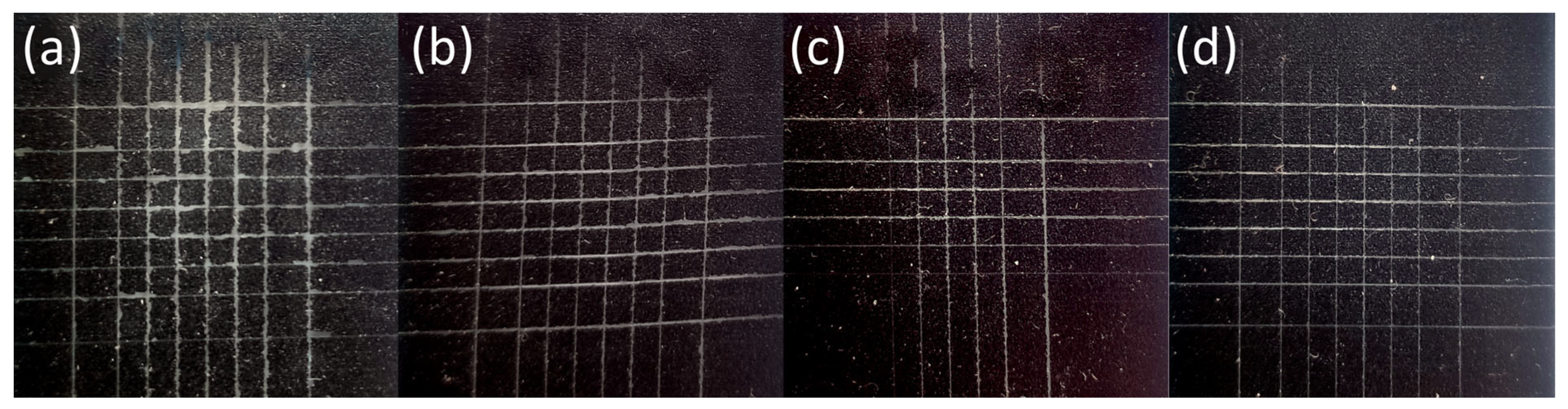
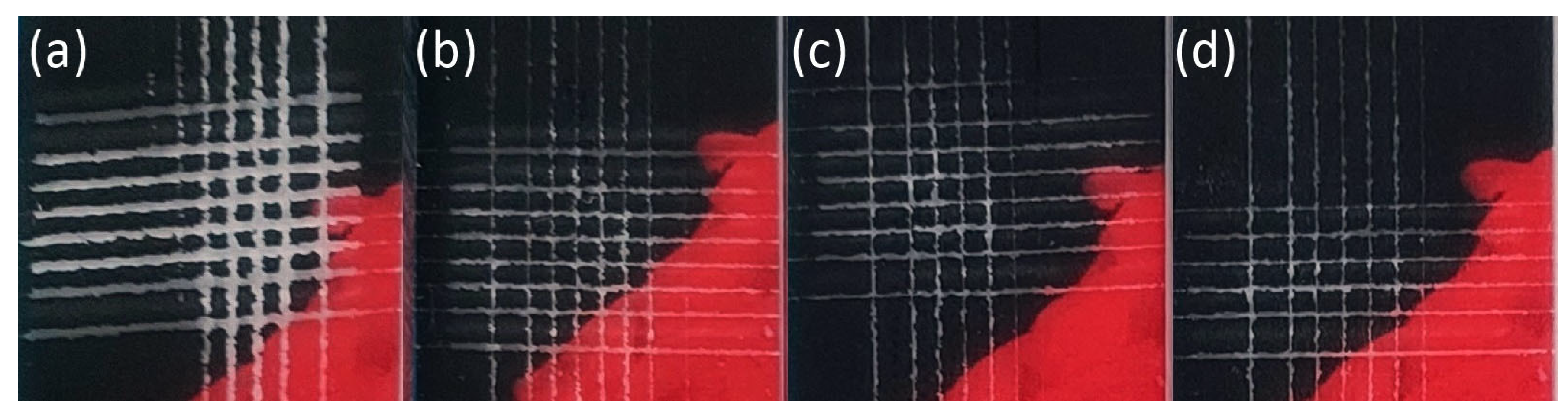
2.3.5. UV–Digital Printing and Ink Adhesion Evaluation
3. Results and Discussion
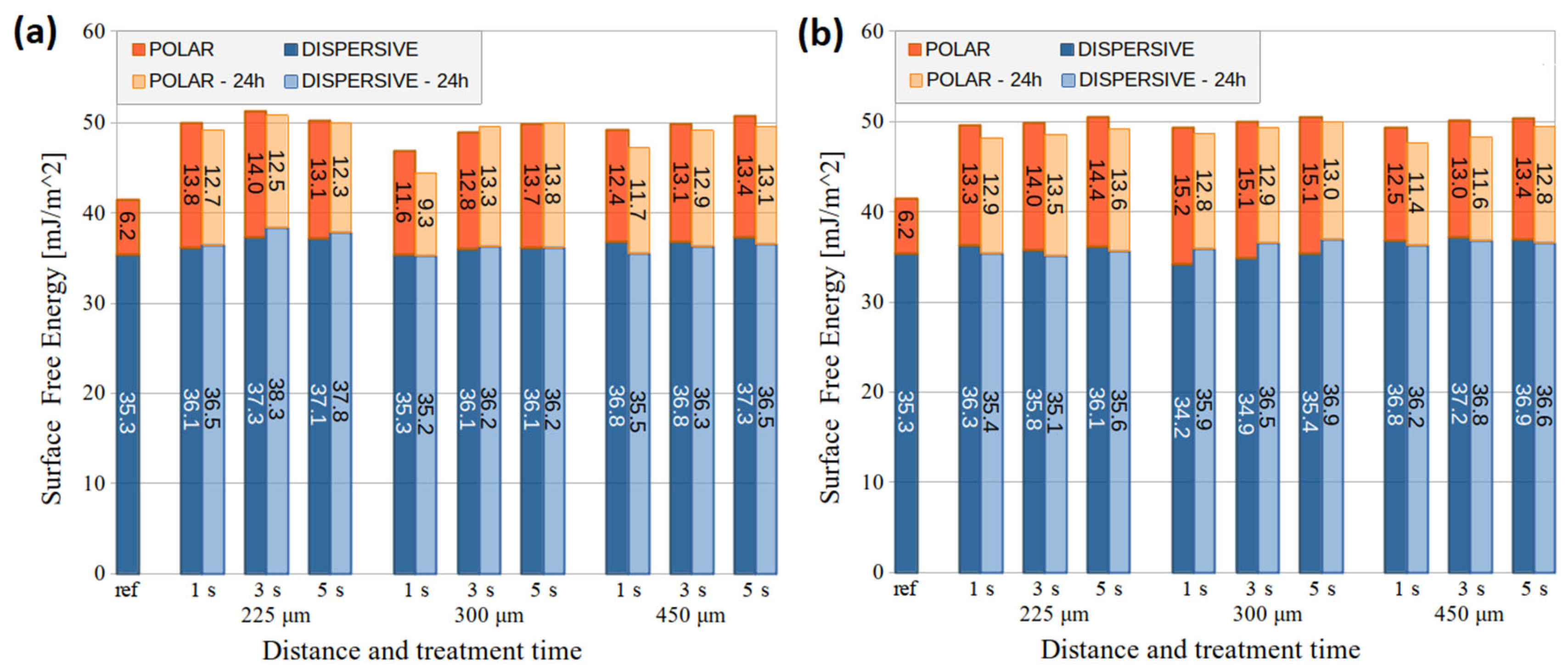
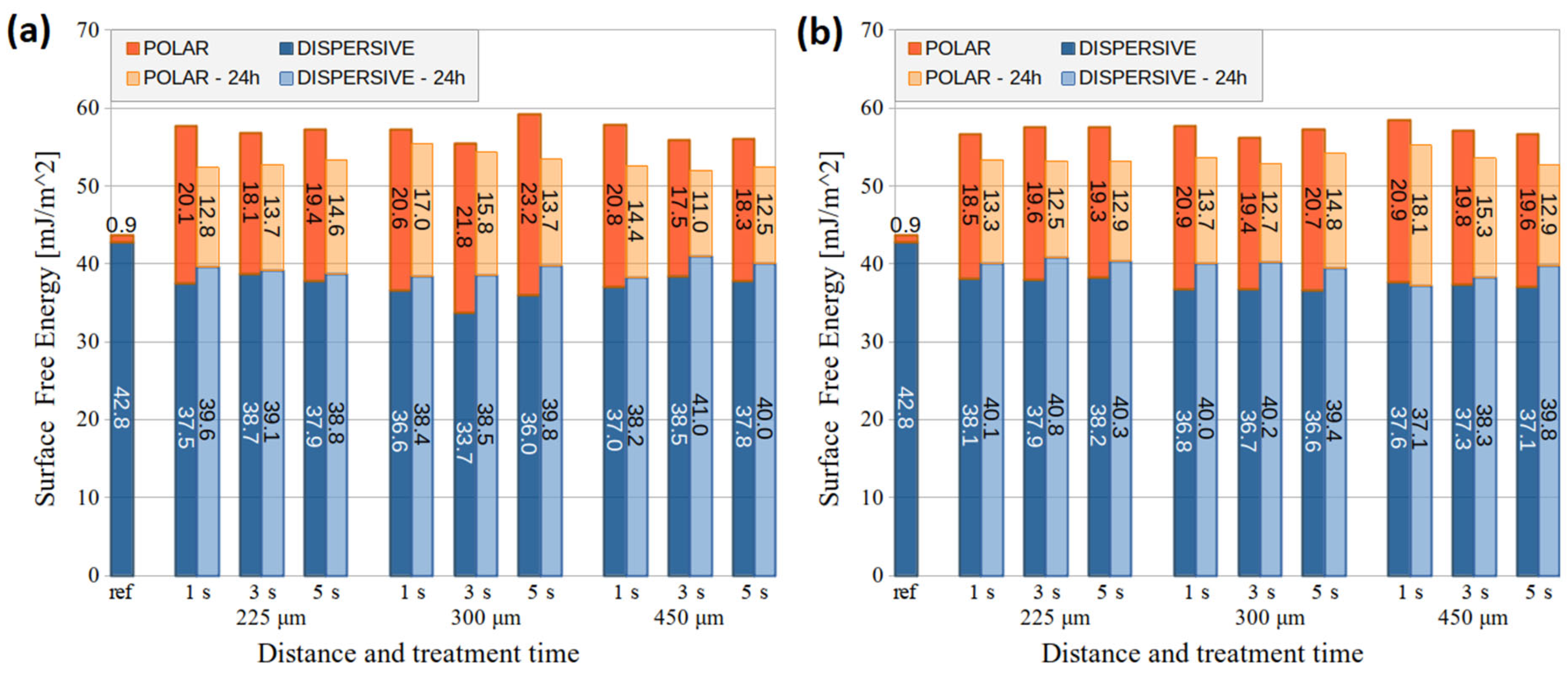
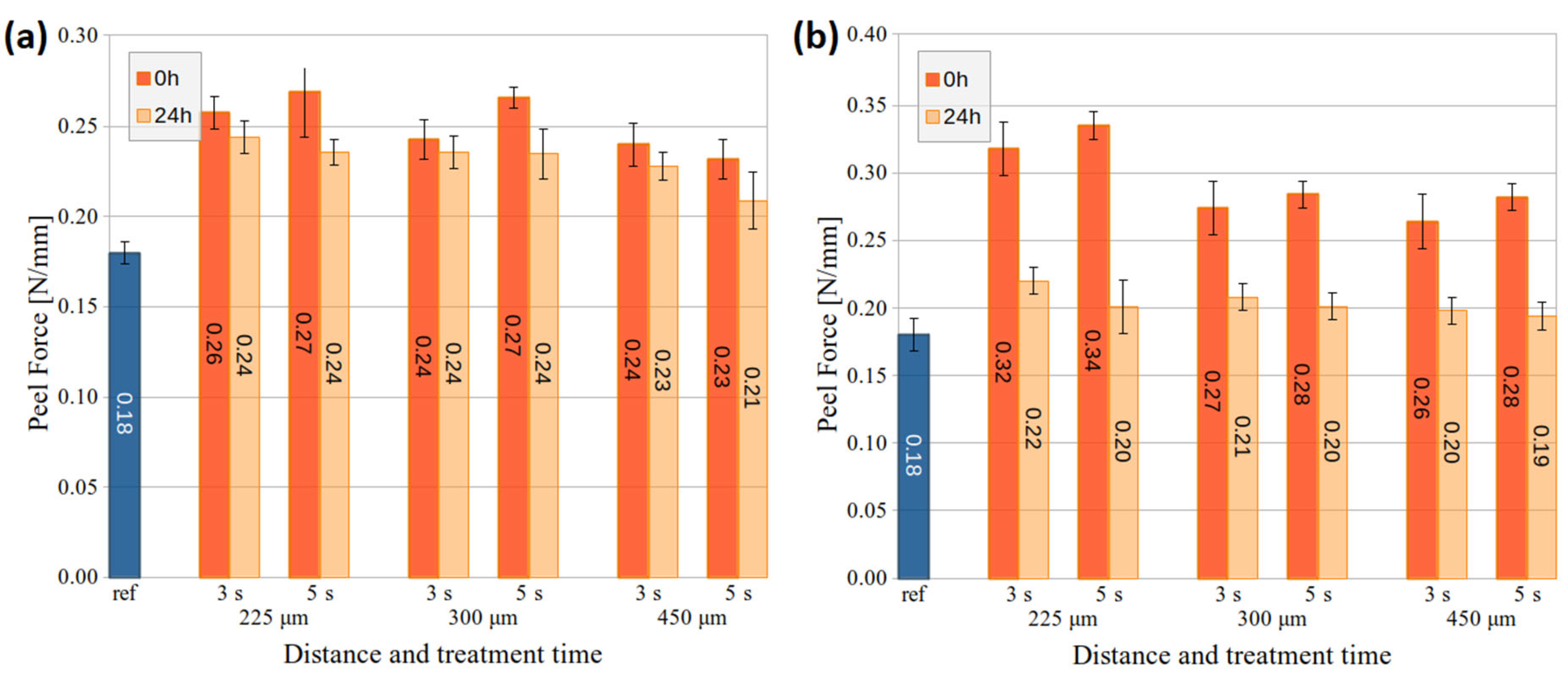
3.1. Wettability and Adhesion of LTP-Treated Substrates
3.2. Chemical Changes on LTP-Treated Substrates
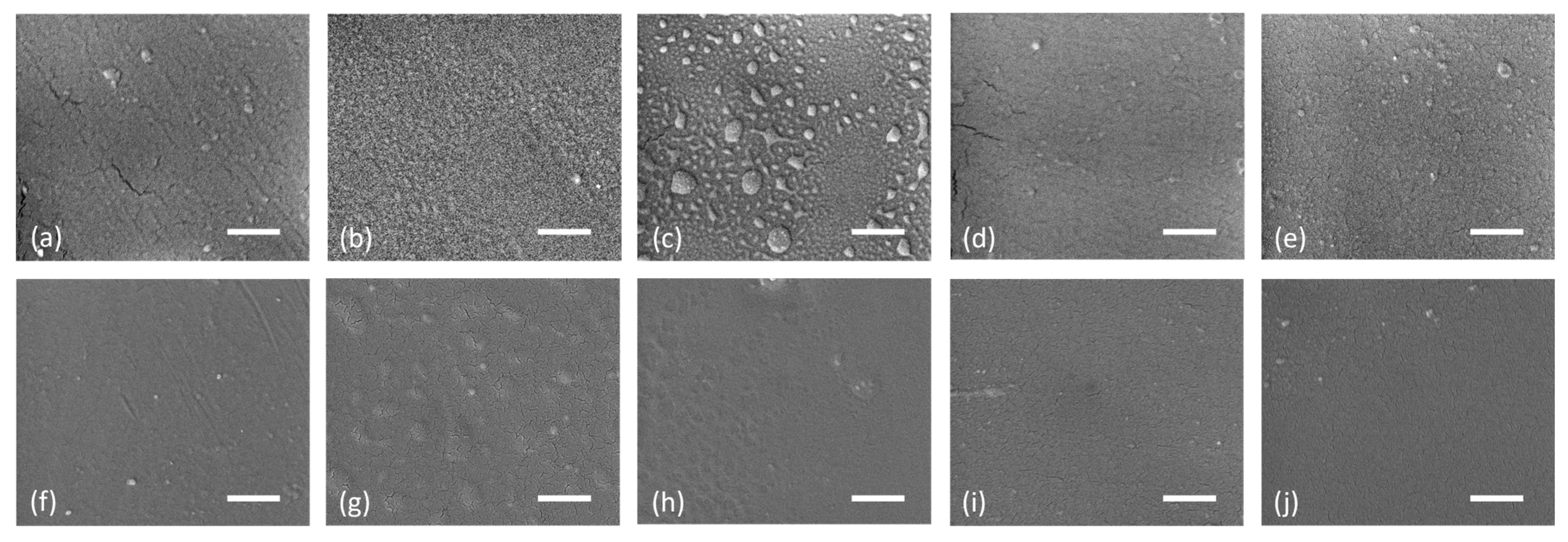
3.3. Morphological Changes on LTP-Treated Substrates
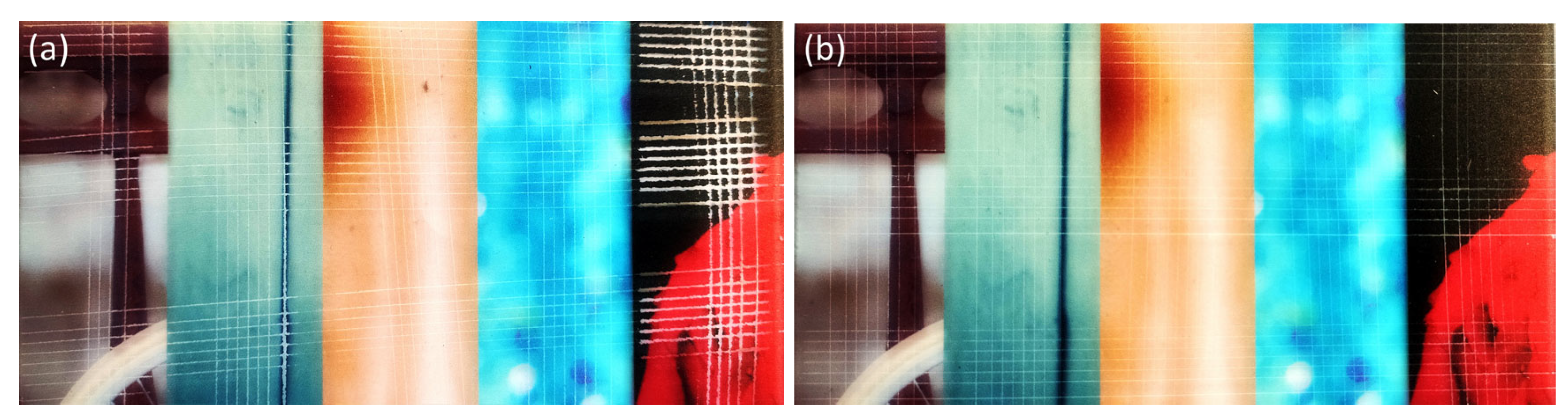
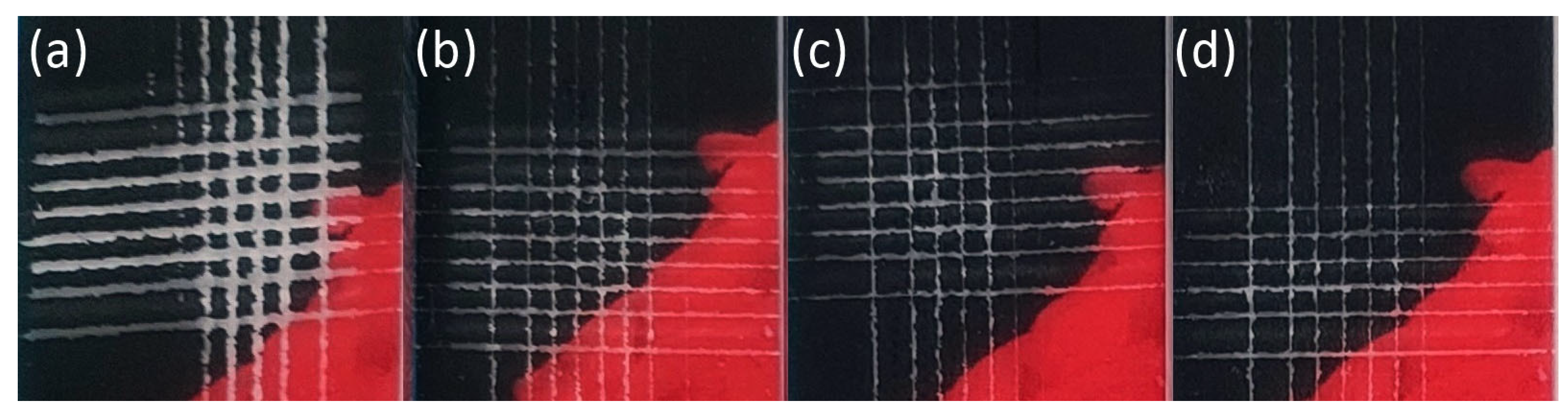
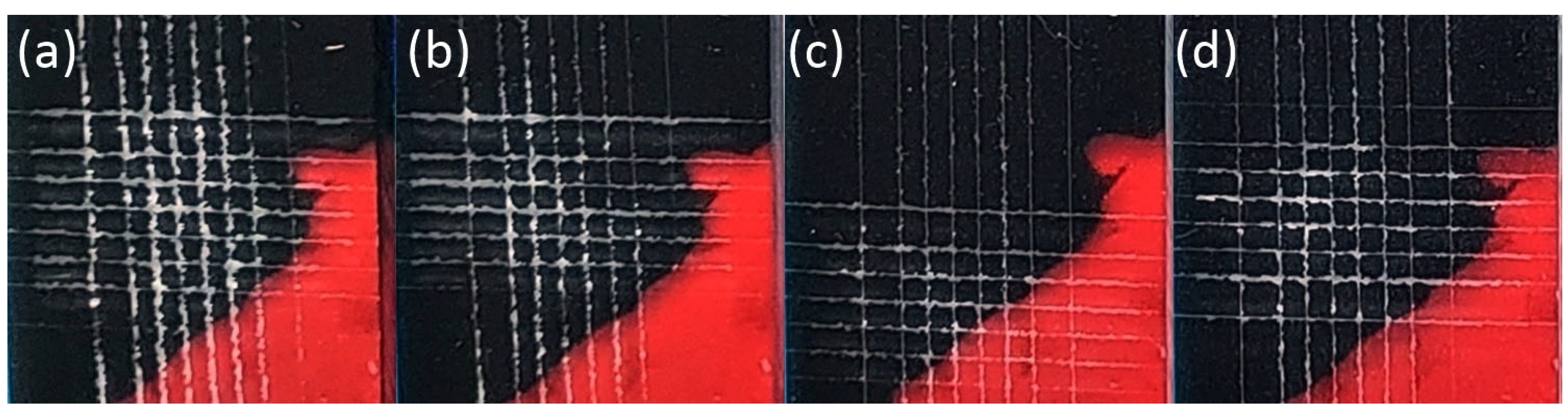
3.4. Ink Adhesion of UV–Digital Printing on LTP-Treated Transparent Polymer Substrates
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kogelschatz, U. Dielectric-barrier Discharges: Their History, Discharge Physics, and Industrial Applications. Plasma Chem. Plasma Process. 2003, 23, 1–46. [Google Scholar] [CrossRef]
- Kusano, Y. Atmospheric pressure plasma processing for polymer adhesion: A review. J. Adhes. 2014, 90, 755–777. [Google Scholar] [CrossRef]
- Vesel, A.; Mozetic, M. New developments in surface functionalization of polymers using controlled plasma treatments. J. Phys. D Appl. Phys. 2017, 50, 293001. [Google Scholar] [CrossRef]
- Nemani, S.K.; Annavarapu, R.K.; Mohammadian, B.; Raiyan, A.; Heil, J.; Haque, M.A.; Abdelaal, A.; Sojoudi, H. Surface Modification of Polymers: Methods and Applications. Adv. Mater. Interfaces 2018, 5, 1801247. [Google Scholar] [CrossRef]
- Brès, L.; Sanchot, A.; Rives, B.; Gherardi, N.; Naudé, N.; Aufray, M. Fine-tuning of chemical and physical polymer surface modifications by atmospheric pressure post-discharge plasma and its correlation with adhesion improvement. Surf. Coat. Technol. 2019, 362, 388–396. [Google Scholar] [CrossRef]
- Wertheimer, M.R.; Fozza, A.C.; Holländer, A. Industrial processing of polymers by low-pressure plasmas: The role of VUV radiation. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 1999, 151, 65–75. [Google Scholar] [CrossRef]
- Gizer, S.G.; Bhethanabotla, V.R.; Ayyala, R.S.; Sahiner, N. Low-pressure plasma treated polycarbonate and polymethyl methacrylate (PMMA) sheets with different surface patterns to change their surface properties. Surf. Interfaces 2023, 37, 102646. [Google Scholar] [CrossRef]
- Moraczewski, K.; Rytlewski, P.; Malinowski, R.; Zenkiewicz, M. Comparison of some effects of modification of a polylactide surface layer by chemical, plasma, and laser methods. Appl. Surf. Sci. 2015, 346, 11–17. [Google Scholar] [CrossRef]
- Dorai, R.; Kushner, M.J. A model for plasma modification of polypropylene using atmospheric pressure discharges. J. Phys. D Appl. Phys. 2003, 36, 666–685. [Google Scholar] [CrossRef]
- Černák, M.; Černáková, L.; Hudec, I.; Kováčik, D.; Zahoranová, A. Diffuse Coplanar Surface Barrier Discharge and its applications for in-line processing of low-added-value materials. Eur. Phys. J. Appl. Phys. 2009, 47, 22806. [Google Scholar] [CrossRef]
- Šrámková, P.; Kelar Tučeková, Z.; Fleischer, M.; Kelar, J.; Kováčik, D. Changes in surface characteristics of BOPP foil after treatment by ambient air plasma generated by coplanar and volume dielectric barrier discharge. Polymers 2021, 13, 4173. [Google Scholar] [CrossRef]
- Štěpánová, V.; Šrámková, P.; Sihelník, S.; Stupavská, M.; Jurmanová, J.; Kováčik, D. The effect of ambient air plasma generated by coplanar and volume dielectric barrier discharge on the surface characteristics of polyamide foils. Vacuum 2021, 183, 109887. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, M.; Wang, L.; Yu, M. Effect of atmospheric-pressure air/He plasma on the surface properties related to ink-jet printing polyester fabric. Vacuum 2017, 137, 42–48. [Google Scholar] [CrossRef]
- Sandanuwan, T.; Hendeniya, N.; Attygalle, D.; Amarasinghe, D.A.S.; Weragoda, S.C.; Samarasekara, A.M.P.B. Atmospheric cold plasma to improve printability of polyethylene terephthalate. In Proceedings of the 2021 Moratuwa Engineering Research Conference (MERCon), Moratuwa, Sri Lanka, 27–29 July 2021; pp. 654–658. [Google Scholar] [CrossRef]
- Pawlak, D.; Boruszewski, P. Digital printing in wood industry. Ann. Warsaw Univ. Life Sci. For. Wood Technol. 2020, 109, 109–115. [Google Scholar] [CrossRef]
- Nakane, H.; Kumai, M.; Hagi, M.; Nagai, K. Advanced LED UV inks for industrial applications. In Proceedings of the NIP and Digital Fabrication Conference, Portland, OR, USA, 27 September–1 October 2015; Volume 2015, pp. 448–451. [Google Scholar]
- Wan, H.; Song, D.; Li, X.; Zhang, D.; Gao, J.; Du, C. Failure Mechanisms of the Coating/Metal Interface in Waterborne Coatings: The Effect of Bonding. Materials 2017, 10, 397. [Google Scholar] [CrossRef]
- Tofan, T.; Jasevičius, R. Modelling of the motion and interaction of a droplet of an inkjet printing process with physically treated polymers substrates. Appl. Sci. 2021, 11, 11465. [Google Scholar] [CrossRef]
- Shekargoftar, M.; Kelar, J.; Krumpolec, R.; Jurmanova, J.; Homola, T. A Comparison of the Effects of Ambient Air Plasma Generated by Volume and by Coplanar DBDs on the Surfaces of PP/Al/PET Laminated Foil. IEEE Trans. Plasma Sci. 2018, 46, 3653–3661. [Google Scholar] [CrossRef]
- Kelar Tučeková, Z.; Galmiz, O.; Kelar, J.; Kováčik, D.; Stupavská, M.; Šrámková, P.; Zemánek, M.; Vallade, J.; Černák, M. Adhesive Properties of Silicone-Coated Release Liner Paper Enhanced by Atmospheric Pressure Plasma Pre- and Post-Treatment. Coatings 2020, 10, 1102. [Google Scholar] [CrossRef]
- Talviste, R.; Galmiz, O.; Stupavská, M.; Tučeková, Z.; Kaarna, K.; Kováčik, D. Effect of DCSBD plasma treatment on surface properties of thermally modified wood. Surf. Interfaces 2019, 16, 8–14. [Google Scholar] [CrossRef]
- Černák, M.; Kováčik, D.; Ráhel’, J.; Sťahel, P.; Zahoranová, A.; Kubincová, J.; Tóth, A.; Černáková, L. Generation of a high-density highly non-equilibrium air plasma for high-speed large-area flat surface processing. Plasma Phys. Control. Fusion 2011, 53, 124031. [Google Scholar] [CrossRef]
- Stepanova, V.; Kelar, J.; Galmiz, O.; Zemanek, M.; Slavicek, P.; Bucek, A.; Cernak, M. Areal homogeneity verification of plasma generated by diffuse coplanar surface barrier discharge in ambient air at atmospheric pressure. Contrib. Plasma Phys. 2017, 57, 182–189. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- ISO 2409:1999; TQC Sheen Tape For Adhesion Test. ISO: Geneva, Switzerland, 1999.
- ISO 2409:2007(E); Paints and Varnishes—Cross-Cut Test. ISO: Geneva, Switzerland, 2007.
- Homola, T.; Matoušek, J.; Hergelová, B.; Kormunda, M.; Wu, L.Y.L.; Černák, M. Activation of poly (methyl methacrylate) surfaces by atmospheric pressure plasma. Polym. Degrad. Stab. 2012, 97, 886–892. [Google Scholar] [CrossRef]
- Kelar, J.; Shekargoftar, M.; Krumpolec, R.; Homola, T. Activation of polycarbonate (PC) surfaces by atmospheric pressure plasma in ambient air. Polym. Test. 2018, 67, 428–434. [Google Scholar] [CrossRef]
- Encinas, N.; Díaz-Benito, B.; Abenojar, J.; Martínez, M.A. Extreme durability of wettability changes on polyolefin surfaces by atmospheric pressure plasma torch. Surf. Coat. Technol. 2010, 205, 396–402. [Google Scholar] [CrossRef]
- Lapena, M.H.; Lopes, C.M.A. Improvement of aerospace thermoplastic composite adhesion to coating with dielectric barrier discharge atmospheric pressure plasma surface treatment. Plasma Process. Polym. 2023, 20, 2200081. [Google Scholar] [CrossRef]
- Abdel-Fattah, E. Surface Activation of Poly(Methyl Methacrylate) with Atmospheric Pressure Ar + H2O Plasma. Coatings 2019, 9, 228. [Google Scholar] [CrossRef]
- Suzer, S.; Argun, A.; Vatansever, O.; Aral, O. XPS and Water Contact Angle Measurements on Aged and Corona-Treated PP. J. Appl. Polym. Sci. 1999, 74, 1846–1850. [Google Scholar] [CrossRef]
- Baldan, A. Adhesion phenomena in bonded joints. Int. J. Adhes. Adhes. 2012, 38, 95–116. [Google Scholar] [CrossRef]
- Hitchcock, S.J.; Carroll, N.T.; Nicholas, M.G. Some effects of substrate roughness on wettability. J. Mater. Sci. 1981, 16, 714–732. [Google Scholar] [CrossRef]
- Awaja, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Prog. Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Pletincx, S.; Marcoen, K.; Trotochaud, L.; Fockaert, L.L.; Mol, J.M.C.; Head, A.R.; Karslioǧlu, O.; Bluhm, H.; Terryn, H.; Hauffman, T. Unravelling the Chemical Influence of Water on the PMMA/Aluminum Oxide Hybrid Interface In Situ. Sci. Rep. 2017, 7, 13341. [Google Scholar] [CrossRef]
- Tompkins, B.D.; Dennison, J.M.; Fisher, E.R. Etching and Post-Treatment Surface Stability of Track-Etched Polycarbonate Membranes by Plasma Processing Using Various Related Oxidizing Plasma Systems. Plasma Process. Polym. 2014, 11, 850–863. [Google Scholar] [CrossRef]
- Šimor, M.; Ráhel’, J.; Vojtek, P.; Černák, M.; Brablec, A. Atmospheric-pressure diffuse coplanar surface discharge for surface treatments. Appl. Phys. Lett. 2002, 81, 2716–2718. [Google Scholar] [CrossRef]
- Muir, B.W.; Mc Arthur, S.L.; Thissen, H.; Simon, G.P.; Griesser, H.J.; Castner, D.G. Effects of oxygen plasma treatment on the surface of bisphenol A polycarbonate: A study using SIMS, principal component analysis, ellipsometry, XPS and AFM nanoindentation. Surf. Interface Anal. 2006, 38, 1186–1197. [Google Scholar] [CrossRef]
- Liu, J.; He, L.; Wang, L.; Man, Y.; Huang, L.; Xu, Z.; Ge, D.; Li, J.; Liu, C.; Wang, L. Significant Enhancement of the Adhesion between Metal Films and Polymer Substrates by UV-Ozone Surface Modification in Nanoscale. ACS Appl. Mater. Interfaces 2016, 8, 30576–30582. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment [um] | At. Conc. [%] 1 | Functional Group Conc. [%] 2 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| C | O | N | O/C Ratio | C–C/C–H | C–O | C–C=O | O–C=O | ||
| 284.8 eV | 286.7 eV | 285.5 eV | 288.8 eV | ||||||
| REF | 0 s | 79 | 20 | - | 0.26 | 52 | 12 | 22 | 15 |
| 300 | 3 s | 76 | 22 | 1.6 | 0.29 | 51 | 19 | 18 | 12 |
| 5 s | 76 | 19 | 1.6 | 0.26 | 65 | 19 | 8 | 8 | |
| 450 | 3 s | 71 | 26 | 2.3 | 0.36 | 53 | 25 | 9 | 14 |
| 5 s | 81 | 16 | 1.6 | 0.20 | 66.5 | 16 | 10 | 7 | |
| Treatment [um] | At. Conc. [%] 1 | Functional Group Conc. [%] 2 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | O | N | O/C Ratio | C–C/C–H | C–O | C=O | O–C=O | O–C=(O)2 | π–π* | ||
| 284.8 eV | 286.3 eV | 287.8 eV | 289.1 eV | 290.6 eV | 292.2 eV | ||||||
| REF | 0 s | 88 | 11 | - | 0.13 | 71.4 | 24 | - | 1 | 3 | - |
| 300 | 3 s | 74 | 23 | 1.8 | 0.31 | 66 | 24 | 2 | 7 | 2 | - |
| 5 s | 76 | 22 | 1.5 | 0.29 | 65 | 23.4 | 4 | 4.5 | 3 | 1 | |
| 450 | 3 s | 81 | 17 | 1.0 | 0.21 | 74 | 20 | 2 | 3 | 2 | - |
| 5 s | 77 | 21 | 1.3 | 0.28 | 66 | 24 | 2.4 | 3.5 | 3.5 | 2 | |
| PMMA | PC | ||||||
|---|---|---|---|---|---|---|---|
| Treatment | Roughness [nm] | Treatment | Roughness [nm] | ||||
| RMS | Average | RMS | Average | ||||
| REF | 0 s | 3.3 | 2.6 | REF | 0 s | 0.57 | 0.31 |
| 300 μm | 3 s | 8.8 | 6.5 | 300 μm | 3 s | 0.52 | 0.41 |
| 5 s | 9.95 | 7.7 | 5 s | 1.40 | 0.68 | ||
| 450 μm | 3 s | 5.5 | 2.9 | 450 μm | 3 s | 0.45 | 0.37 |
| 5 s | 7.0 | 4.9 | 5 s | 0.68 | 0.38 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fleischer, M.; Kelar Tučeková, Z.; Galmiz, O.; Baťková, E.; Plšek, T.; Kolářová, T.; Kováčik, D.; Kelar, J. Plasma Treatment of Large-Area Polymer Substrates for the Enhanced Adhesion of UV–Digital Printing. Nanomaterials 2024, 14, 426. https://doi.org/10.3390/nano14050426
Fleischer M, Kelar Tučeková Z, Galmiz O, Baťková E, Plšek T, Kolářová T, Kováčik D, Kelar J. Plasma Treatment of Large-Area Polymer Substrates for the Enhanced Adhesion of UV–Digital Printing. Nanomaterials. 2024; 14(5):426. https://doi.org/10.3390/nano14050426
Chicago/Turabian StyleFleischer, Michal, Zlata Kelar Tučeková, Oleksandr Galmiz, Eva Baťková, Tomáš Plšek, Tatiana Kolářová, Dušan Kováčik, and Jakub Kelar. 2024. "Plasma Treatment of Large-Area Polymer Substrates for the Enhanced Adhesion of UV–Digital Printing" Nanomaterials 14, no. 5: 426. https://doi.org/10.3390/nano14050426
APA StyleFleischer, M., Kelar Tučeková, Z., Galmiz, O., Baťková, E., Plšek, T., Kolářová, T., Kováčik, D., & Kelar, J. (2024). Plasma Treatment of Large-Area Polymer Substrates for the Enhanced Adhesion of UV–Digital Printing. Nanomaterials, 14(5), 426. https://doi.org/10.3390/nano14050426