
Synthesis of Al–Al2O3–CNF Composite by Cold Spray Method: Powder Preparation and Synthesized Objects Characterization

 ,
, 
 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- 1.
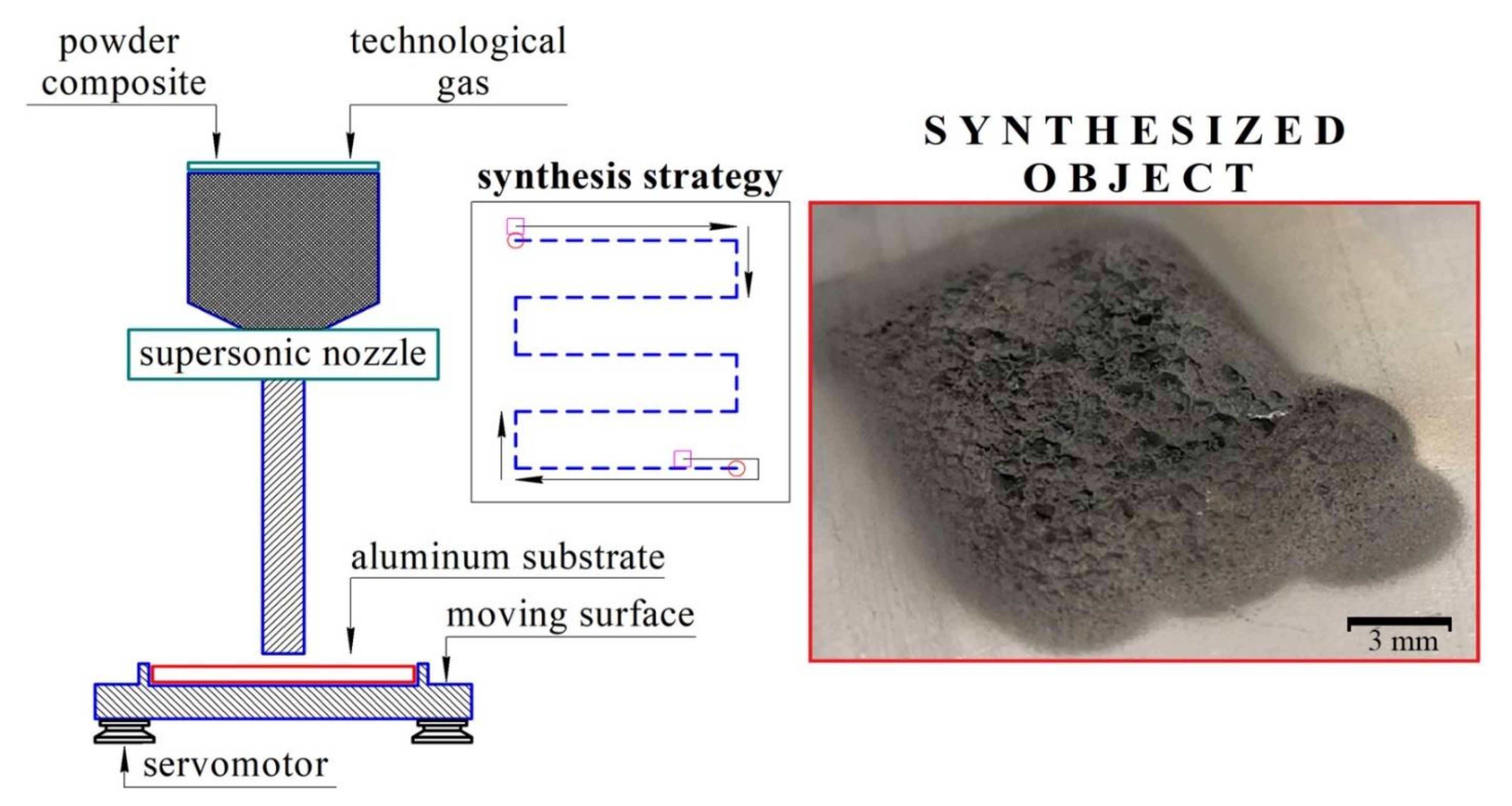
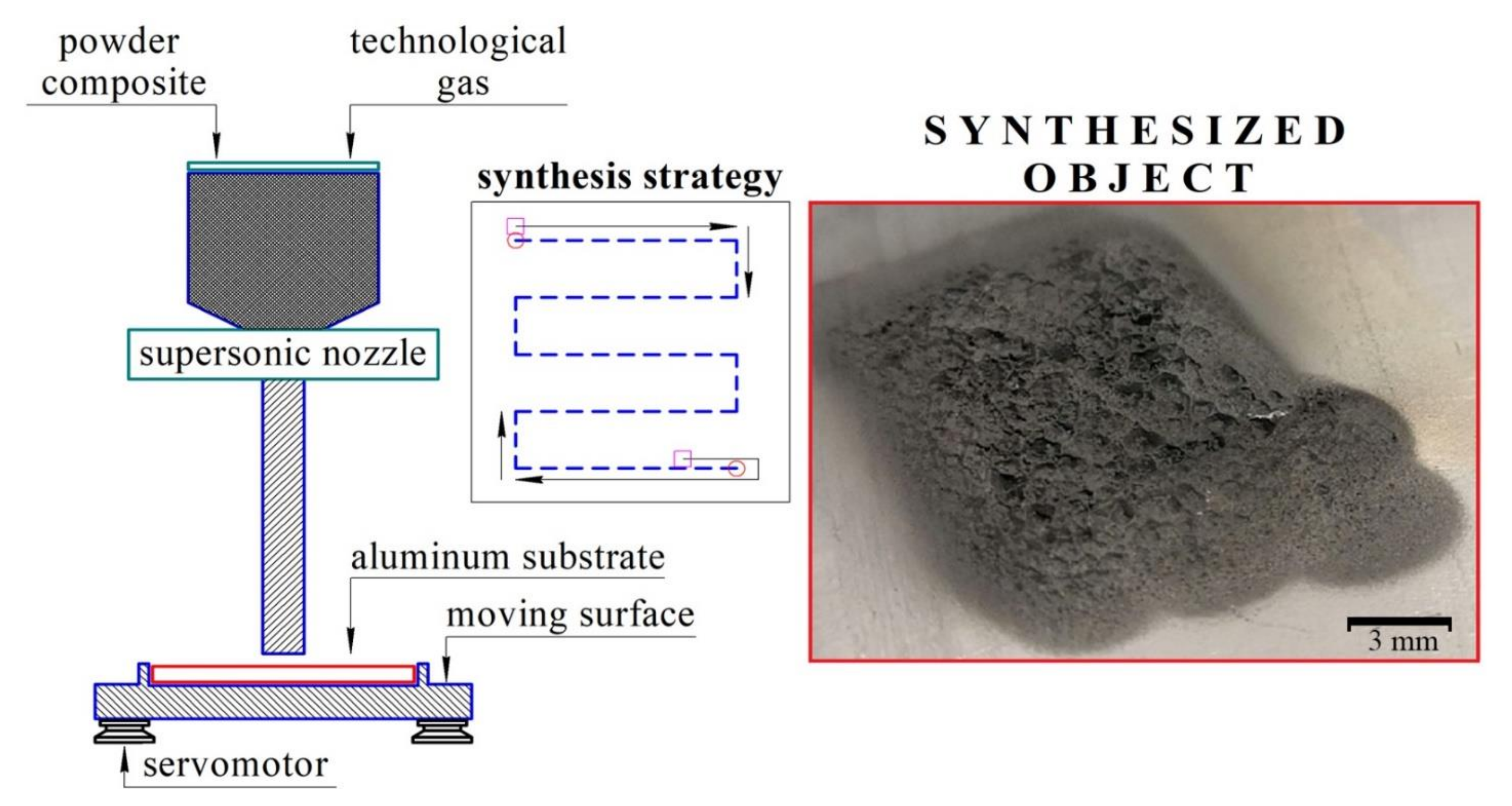
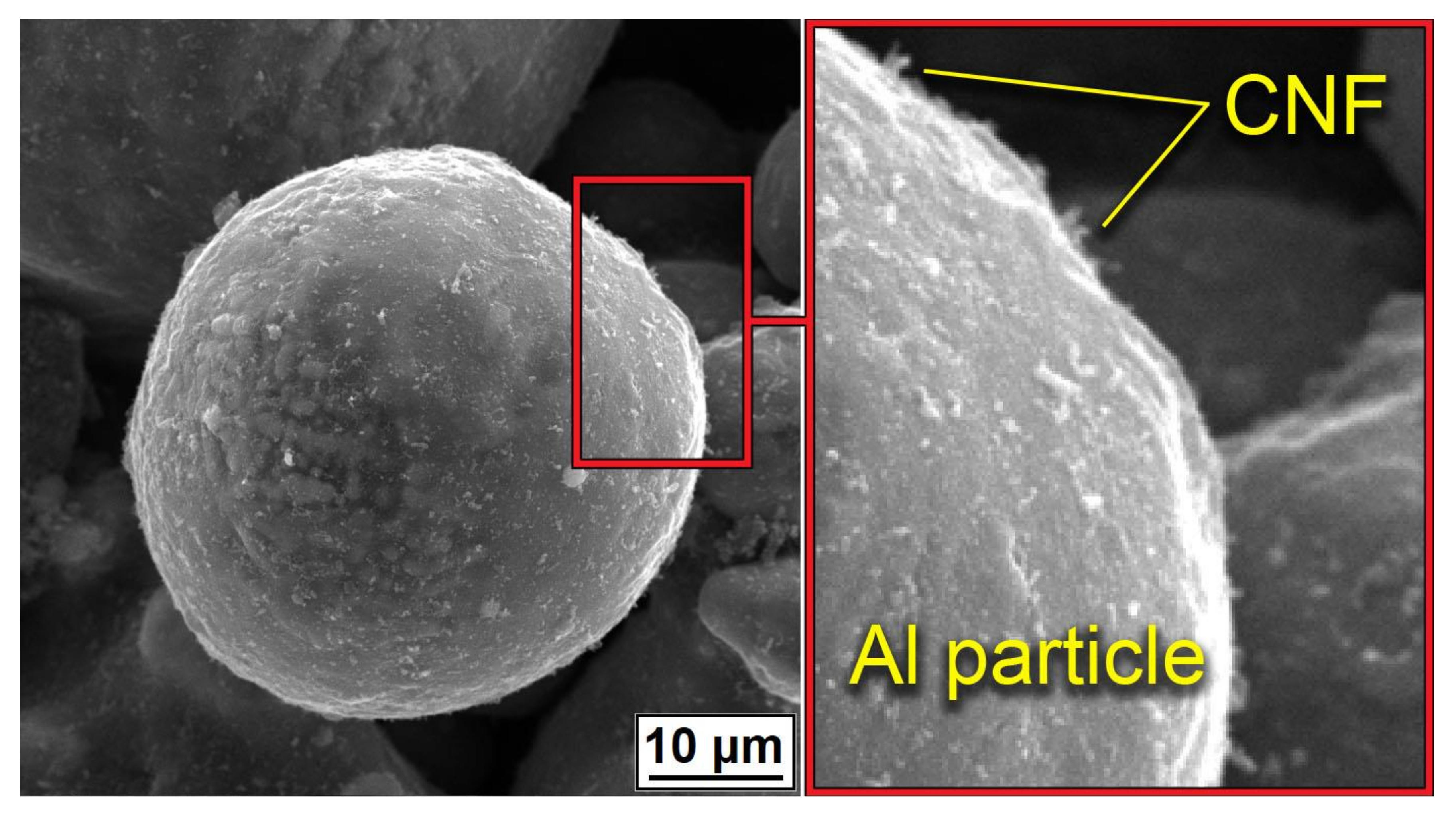
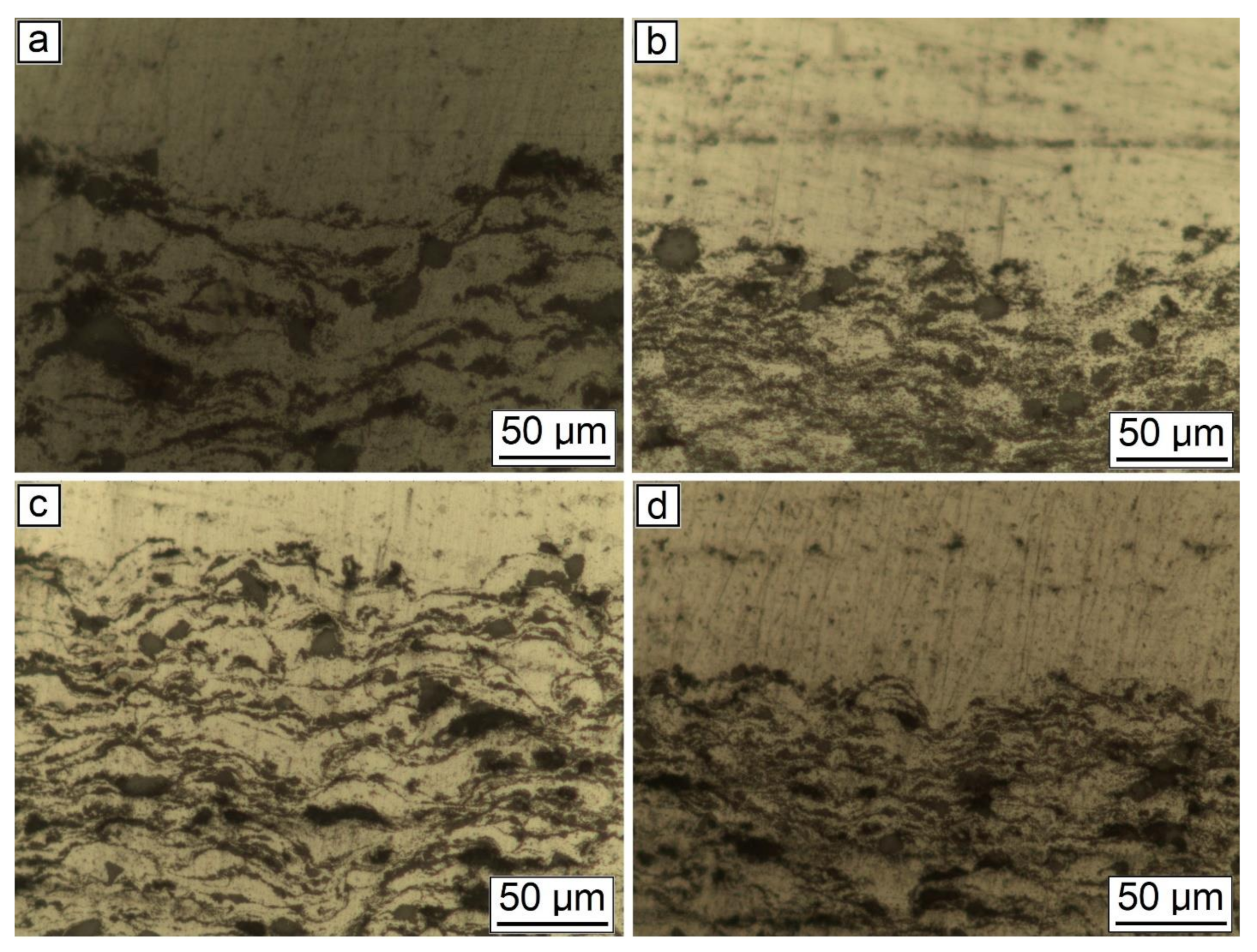
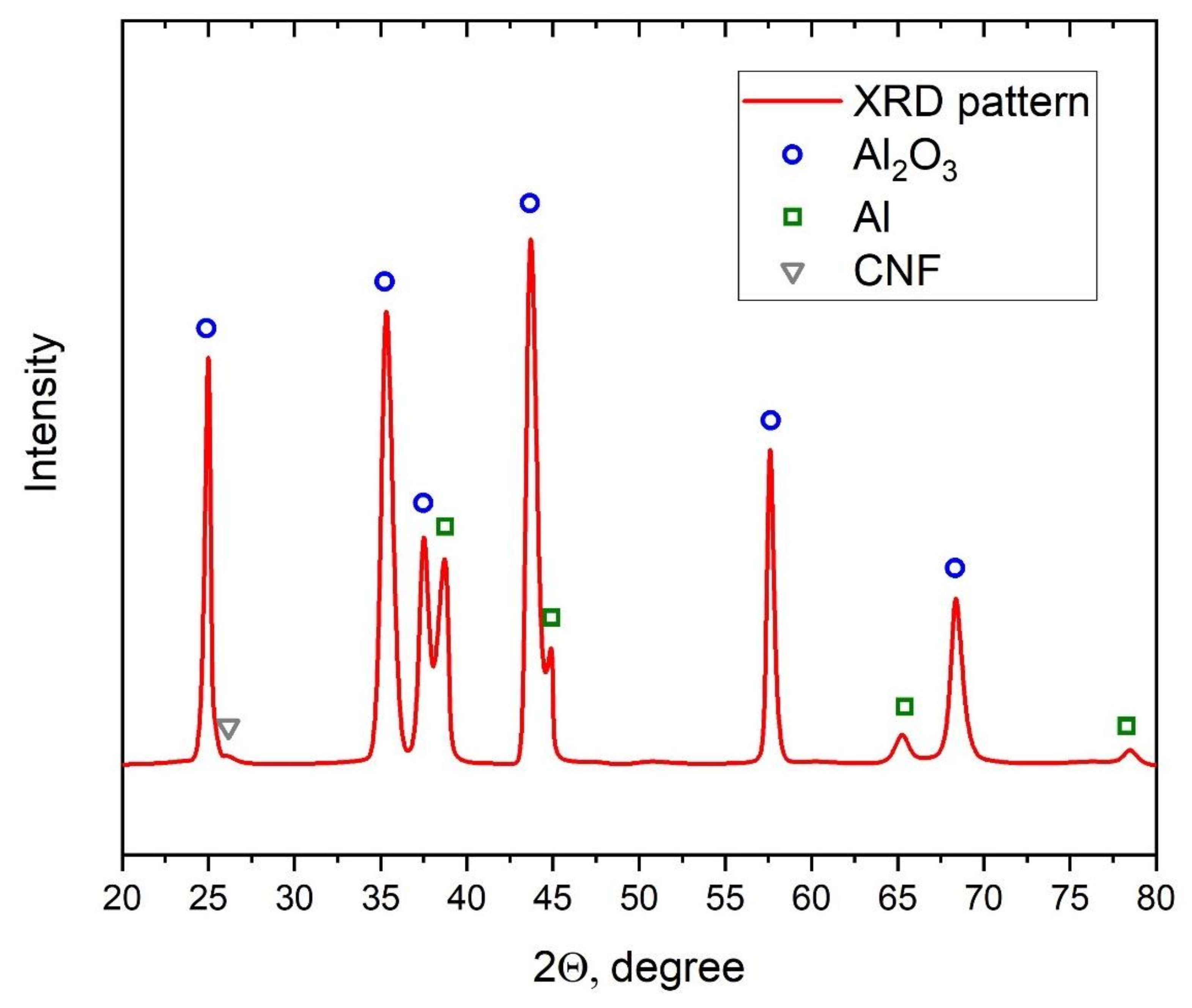
- Al–Al2O3–CNF powder composite materials for the cold spray process are investigated in this study. The method of preparation of powder composites and the process of sample synthesis are considered in detail.
- 2.
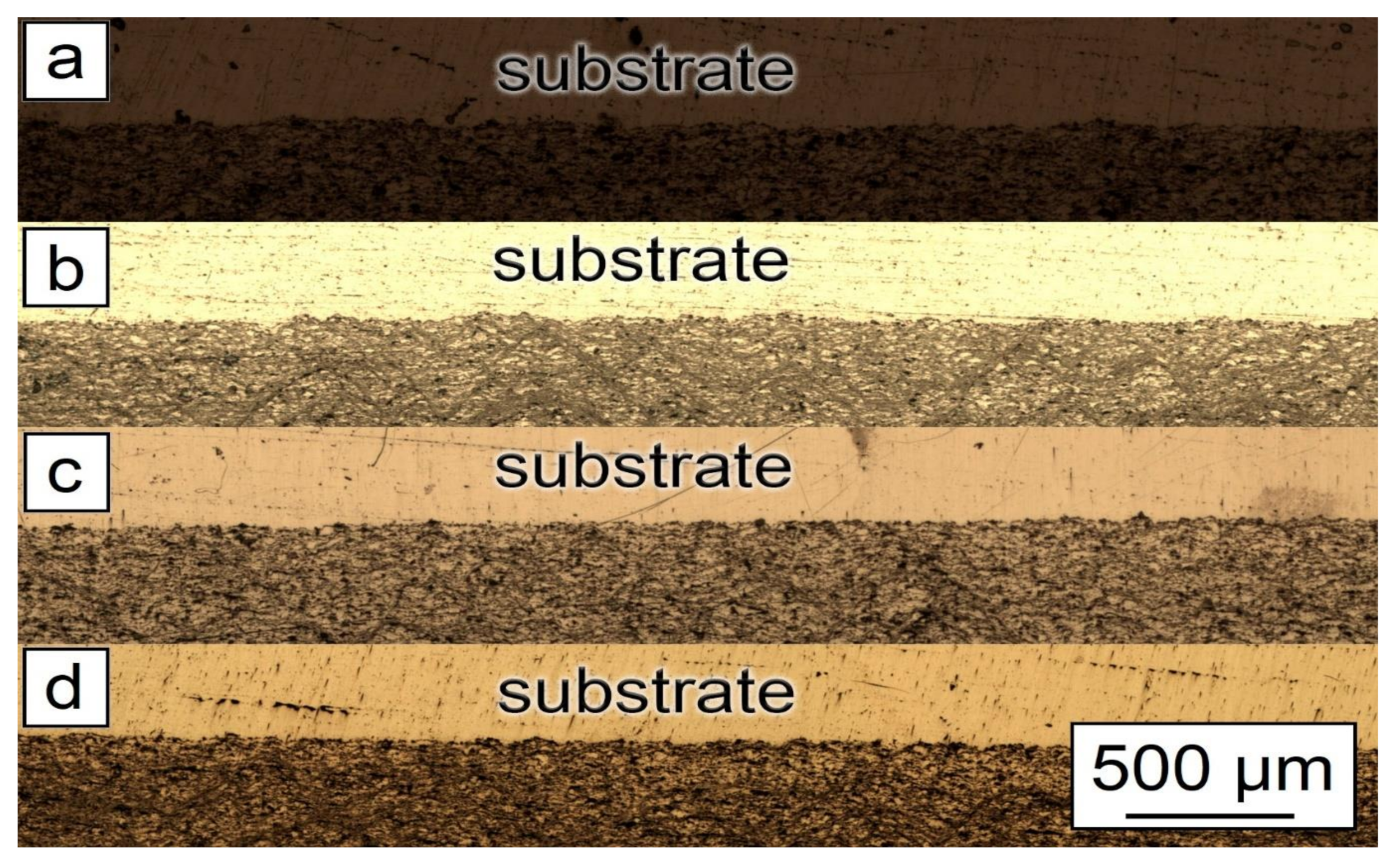
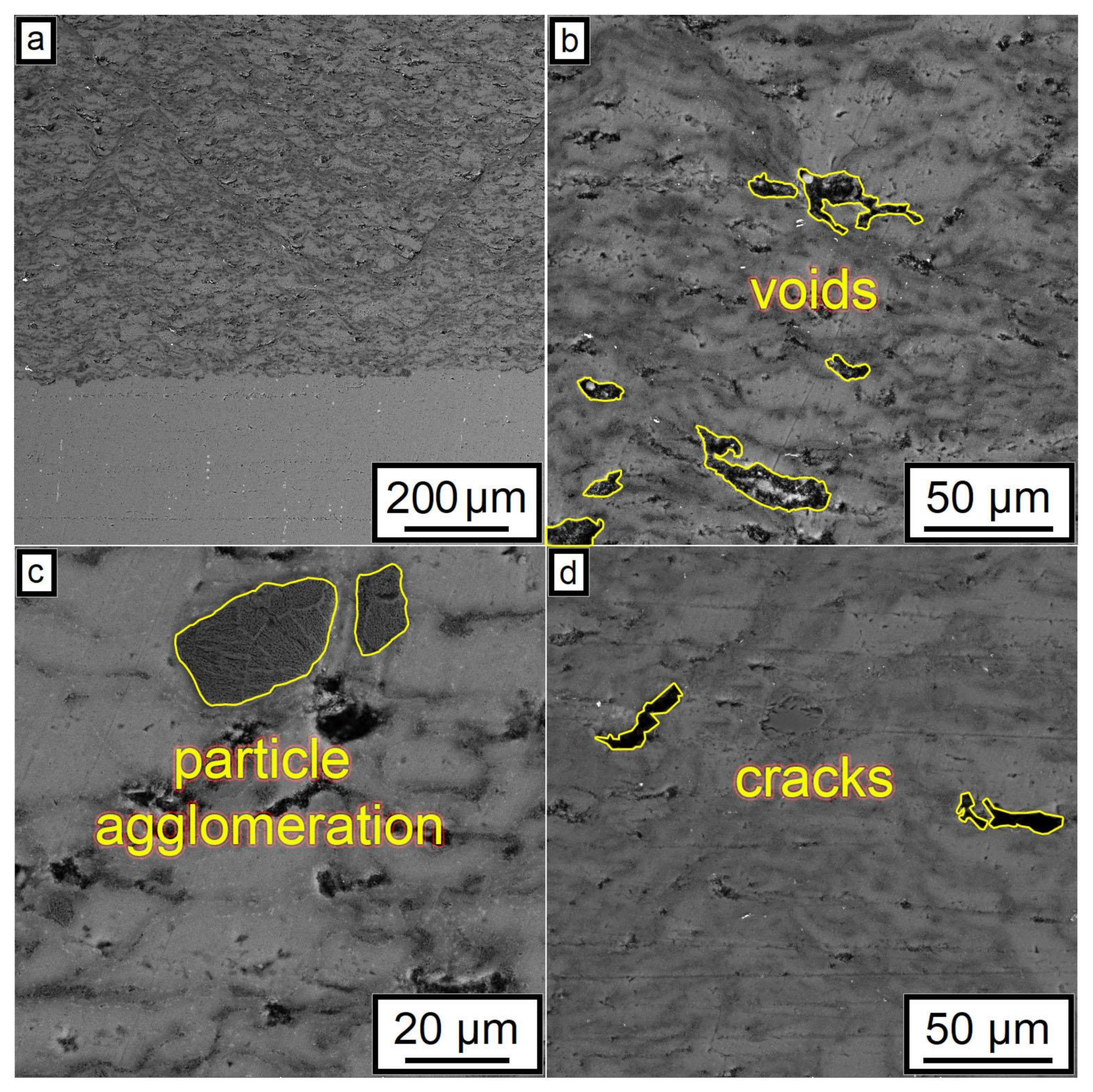
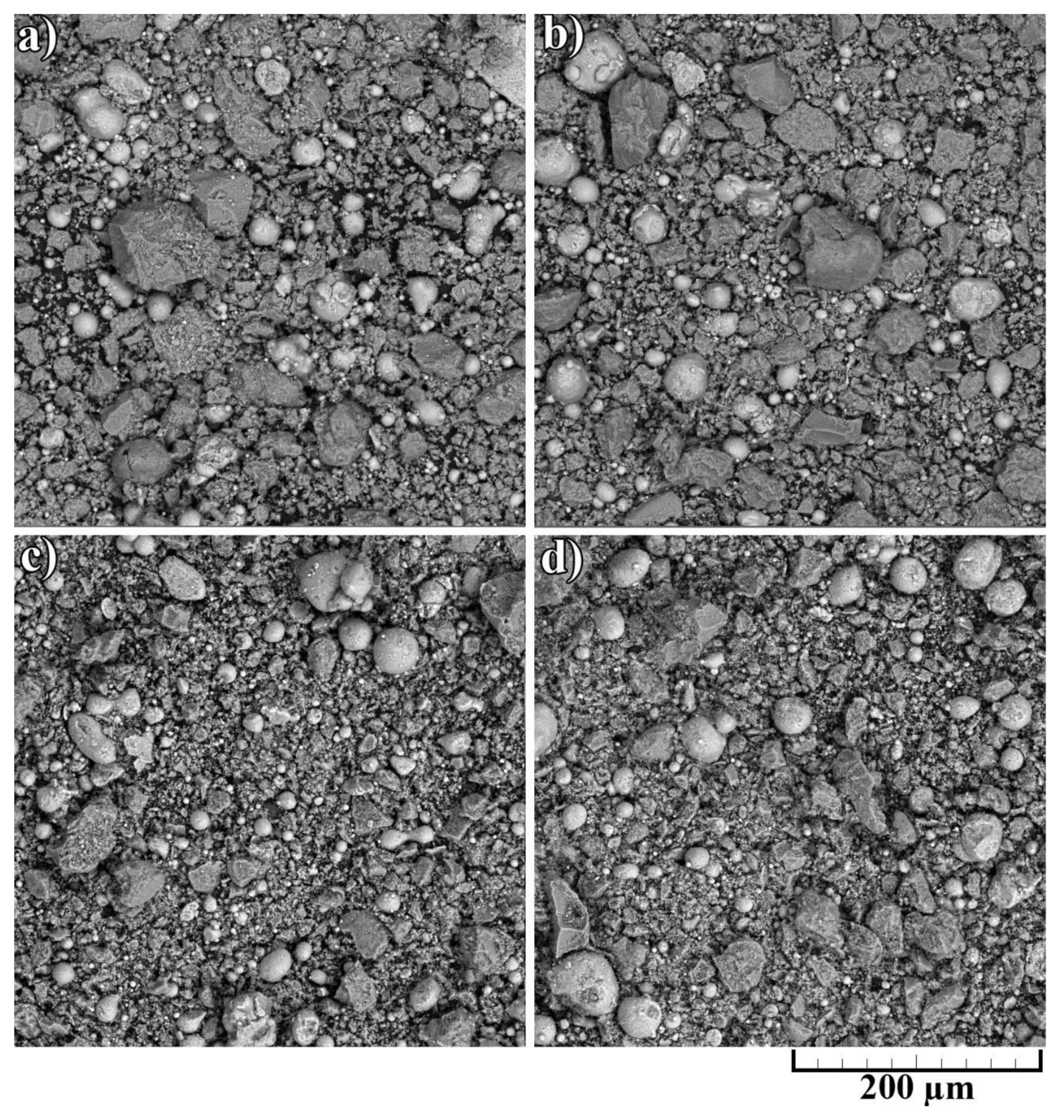
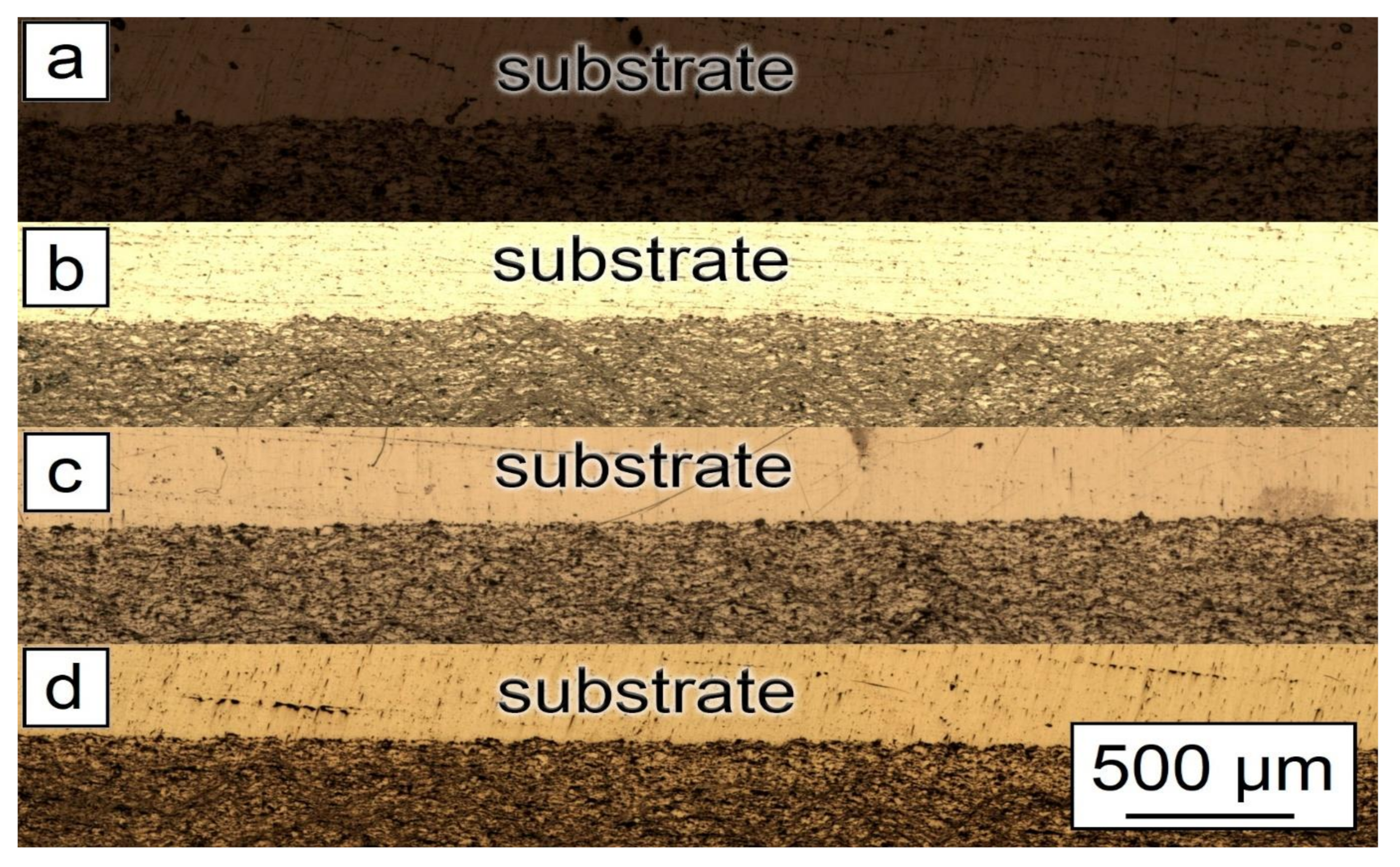
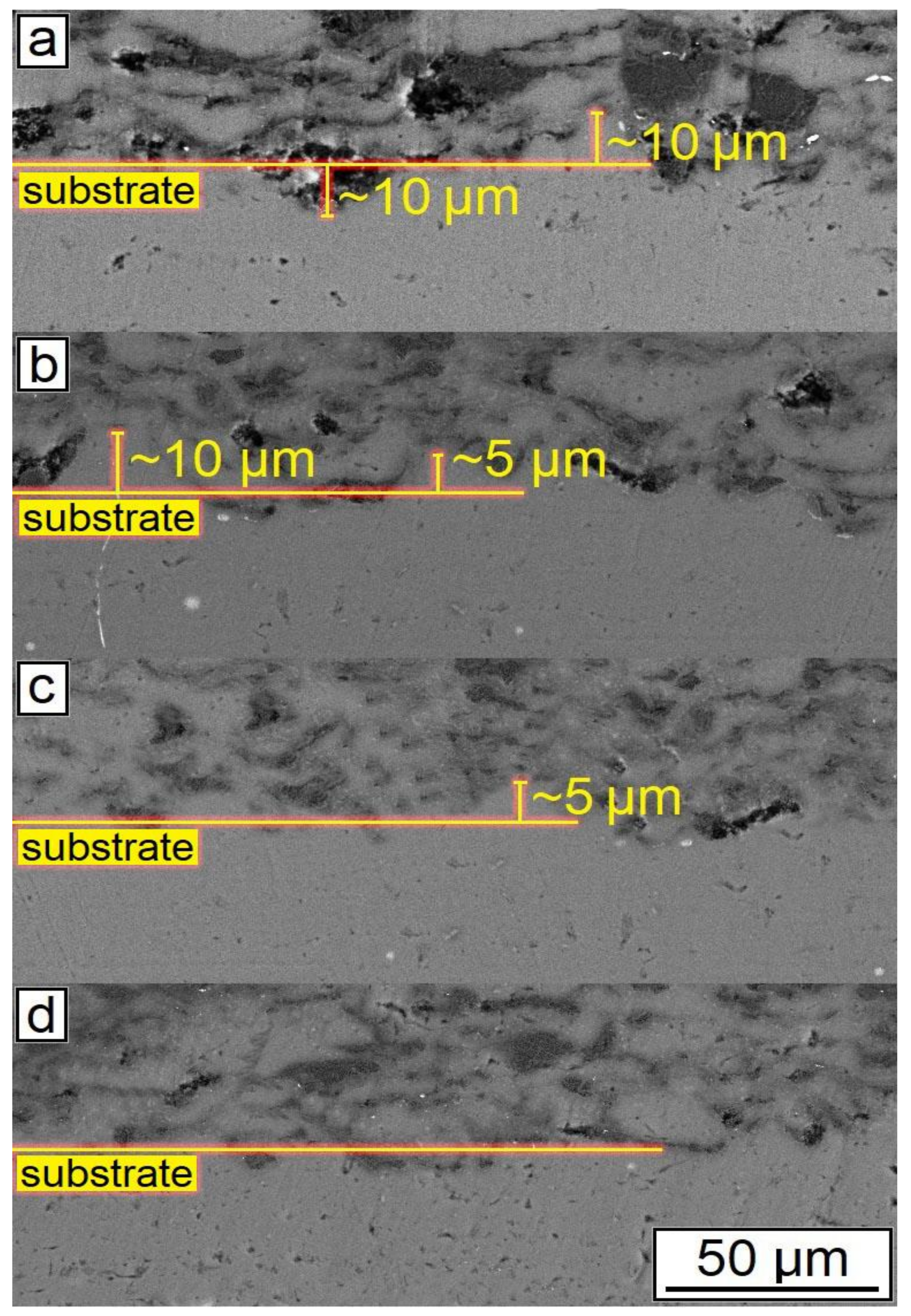
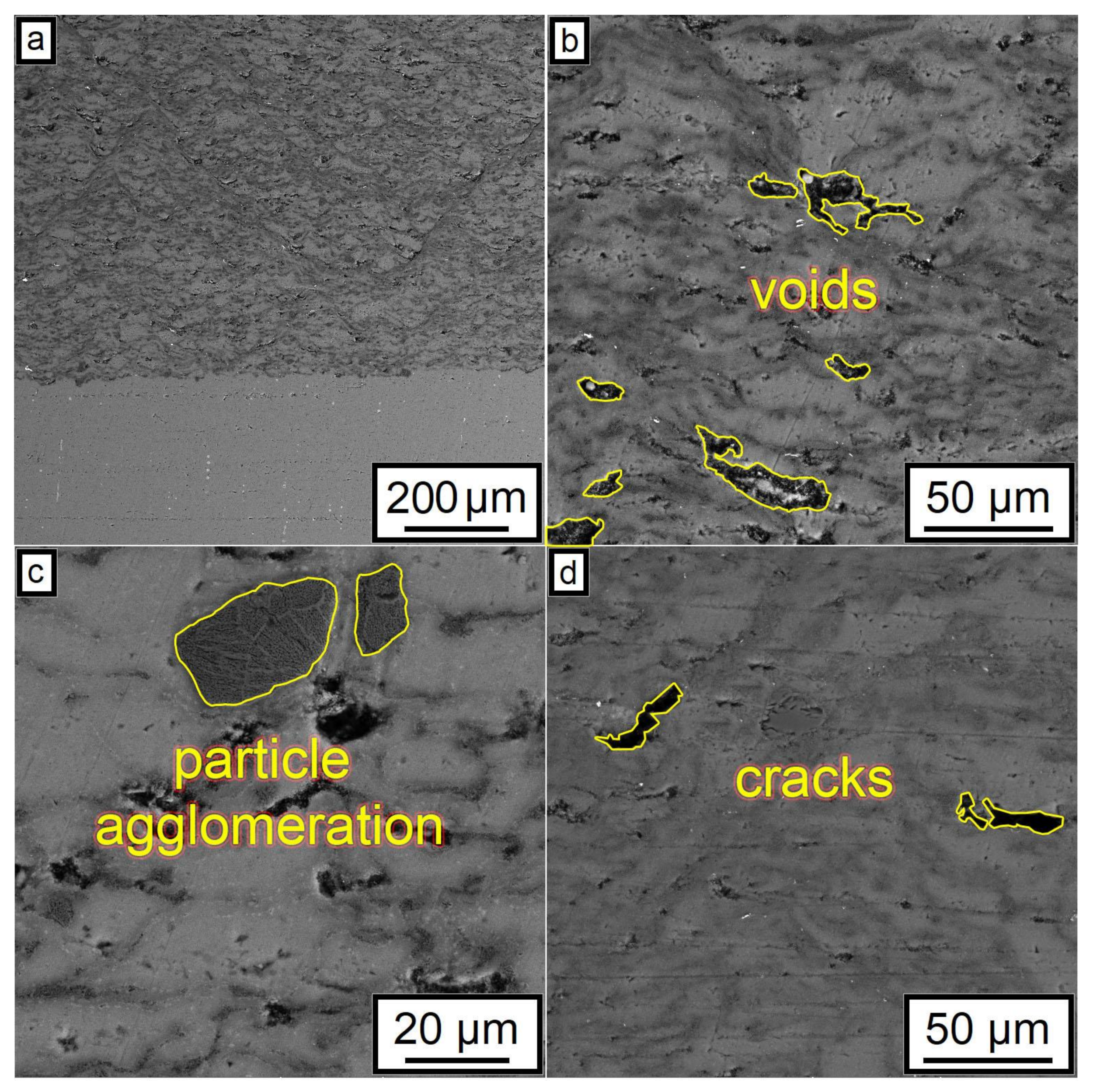
- CNF affects the microstructure of samples synthesized by the cold spray method. This is due to an increase in the bulk density of the initial powder material, as well as the high antifriction properties of carbon, which significantly affects the density of samples and reduces the number of agglomerates.
- 3.
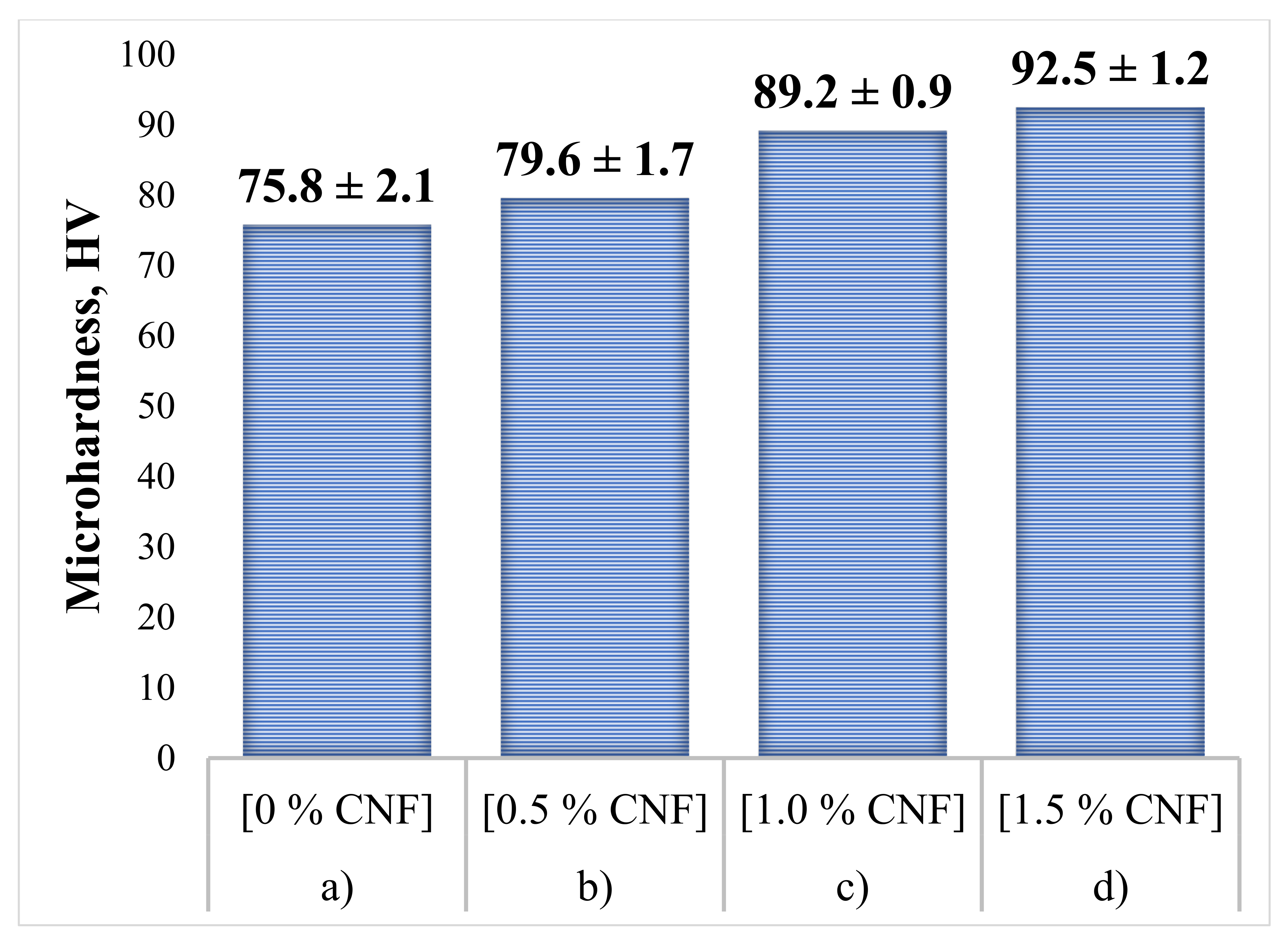
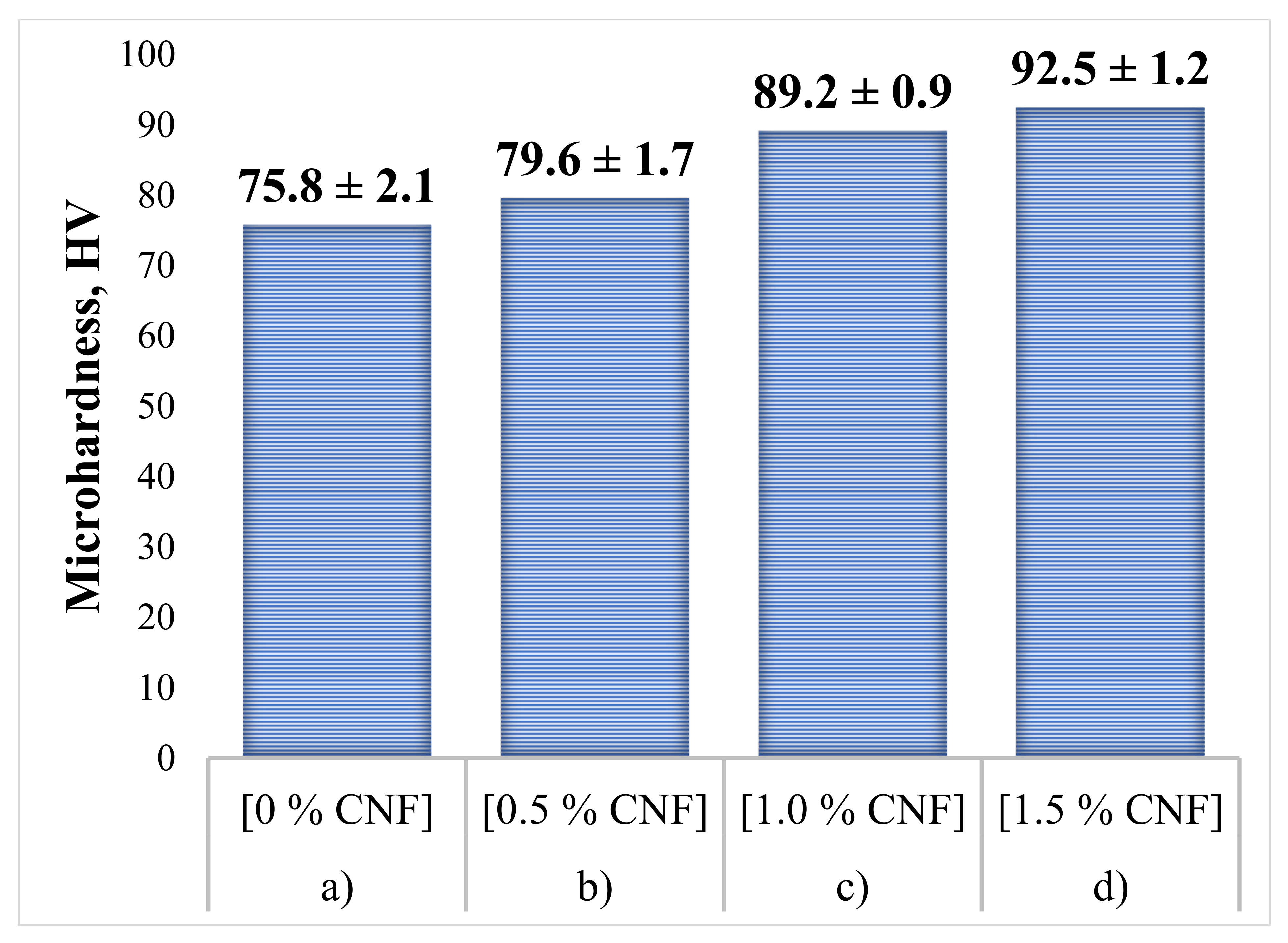
- Increasing the concentration of CNF has a positive effect on the hardness of synthesized objects. With a CNF content of 1.5%, the microhardness of the samples is on average 20% higher, which is due to the mechanism of dispersive strengthening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Imran, M.; Khan, A.R.A. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Nalivaiko, A.Y.; Ozherelkov, D.Y.; Arnautov, A.N.; Zmanovsky, S.V.; Osipenkova, A.A.; Gromov, A.A. Selective laser melting of aluminum-alumina powder composites obtained by hydrothermal oxidation method. Appl. Phys. A 2020, 126, 871. [Google Scholar] [CrossRef]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Torralba, J.; da Costa, C.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y. Microhardness, wear resistance, and corrosion resistance of AlxCrFeCoNiCu high-entropy alloy coatings on aluminum by laser cladding. Opt. Laser Technol. 2021, 134, 106632. [Google Scholar] [CrossRef]
- Cheng, Q.; Guo, N.; Fu, Y.; Wang, G.; Yu, M.; He, J. Investigation on in-situ laser cladding 5356 aluminum alloy coating on 5052 aluminum alloy substrate in water environment. J. Mater. Res. Technol. 2021, 15, 4343–4352. [Google Scholar] [CrossRef]
- Shin, Y.; Ohmori, Y.; Morimoto, T.; Kumai, T.; Yanagida, A. Formation of Nano-Microstructured Aluminum Alloy Film Using Thermal Spray Gun with Ultra Rapid Cooling. Mater. Trans. 2016, 57, 488–493. [Google Scholar] [CrossRef] [Green Version]
- Edrisy, A.; Perry, T.; Alpas, A.T. Investigation of scuffing damage in aluminum engines with thermal spray coatings. Wear 2005, 259, 1056–1062. [Google Scholar] [CrossRef]
- Gombár, M.; Vagaská, A.; Kmec, J.; Michal, P. Microhardness of the Coatings Created by Anodic Oxidation of Aluminum. Appl. Mech. Mater. 2013, 308, 95–100. [Google Scholar] [CrossRef]
- Nalivaiko, A.Y.; Ozherelkov, D.Y.; Pak, V.I.; Kirov, S.S.; Arnautov, A.N.; Gromov, A.A. Preparation of Aluminum Hydroxide During the Synthesis of High Purity Alumina via Aluminum Anodic Oxidation. Metall. Mater. Trans. B 2020, 51, 1154–1161. [Google Scholar] [CrossRef]
- AlMangour, B. Fundamentals of Cold Spray Processing: Evolution and Future Perspectives. In Cold-Spray Coatings; Springer International Publishing: Cham, Switzerland, 2018; pp. 3–24. [Google Scholar]
- Raoelison, R.N.; Xie, Y.; Sapanathan, T.; Planche, M.P.; Kromer, R.; Costil, S.; Langlade, C. Cold gas dynamic spray technology: A comprehensive review of processing conditions for various technological developments till to date. Addit. Manuf. 2018, 19, 134–159. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Aubignat, E.; Planche, M.-P.; Costil, S.; Langlade, C.; Liao, H. Low pressure cold spraying under 6 bar pressure deposition: Exploration of high deposition efficiency solutions using a mathematical modelling. Surf. Coat. Technol. 2016, 302, 47–55. [Google Scholar] [CrossRef]
- AL-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- Xie, X.; Yin, S.; Raoelison, R.; Chen, C.; Verdy, C.; Li, W.; Ji, G.; Ren, Z.; Liao, H. Al matrix composites fabricated by solid-state cold spray deposition: A critical review. J. Mater. Sci. Technol. 2021, 86, 20–55. [Google Scholar] [CrossRef]
- Qiu, X.; Tariq, N.H.; Wang, J.; Tang, J.; Gyansah, L.; Zhao, Z.; Xiong, T. Microstructure, microhardness and tribological behavior of Al2O3 reinforced A380 aluminum alloy composite coatings prepared by cold spray technique. Surf. Coat. Technol. 2018, 350, 391–400. [Google Scholar] [CrossRef]
- Pantelis, D.; Triantou, K.; Sarafoglou, C.; Christoulis, D.; Borit, F.; Guipont, V.; Jeandin, M. Microstructural Study of Copper and Copper/Alumina Composite Coatings Produced by Cold Spray Process. Adv. Mater. Res. 2010, 89–91, 556–561. [Google Scholar] [CrossRef]
- Farjam, A.; Cormier, Y.; Dupuis, P.; Jodoin, B.; Corbeil, A. Influence of Alumina Addition to Aluminum Fins for Compact Heat Exchangers Produced by Cold Spray Additive Manufacturing. J. Therm. Spray Technol. 2015, 24, 1256–1268. [Google Scholar] [CrossRef] [Green Version]
- Fernandez, R.; Jodoin, B. Cold Spray Aluminum–Alumina Cermet Coatings: Effect of Alumina Content. J. Therm. Spray Technol. 2018, 27, 603–623. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Cold Spray Aluminum–Alumina Cermet Coatings: Effect of Alumina Morphology. J. Therm. Spray Technol. 2019, 28, 737–755. [Google Scholar] [CrossRef]
- Pelevin, I.A.; Nalivaiko, A.Y.; Ozherelkov, D.Y.; Shinkaryov, A.S.; Chernyshikhin, S.V.; Arnautov, A.N.; Zmanovsky, S.V.; Gromov, A.A. Selective Laser Melting of Al-Based Matrix Composites with Al2O3 Reinforcement: Features and Advantages. Materials 2021, 14, 2648. [Google Scholar] [CrossRef] [PubMed]
- Winarto, W.; Priadi, D.; Sofyan, N.; Wicaksono, A. Wear Resistance and Surface Hardness of Carbon Nanotube Reinforced Alumina Matrix Nanocomposite by Cold Sprayed Process. Procedia Eng. 2017, 170, 108–112. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Q.; Ye, R.; Ramachandran, C.S. Plasma electrolytic oxidation of cold spray kinetically metallized CNT-Al coating on AZ91-Mg alloy: Evaluation of mechanical and surficial characteristics. J. Alloys Compd. 2022, 892, 162094. [Google Scholar] [CrossRef]
- Oh, S.-I.; Lim, J.-Y.; Kim, Y.-C.; Yoon, J.; Kim, G.-H.; Lee, J.; Sung, Y.-M.; Han, J.-H. Fabrication of carbon nanofiber reinforced aluminum alloy nanocomposites by a liquid process. J. Alloys Compd. 2012, 542, 111–117. [Google Scholar] [CrossRef]
- George, R.; Kashyap, K.T.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]
- Shinkaryov, A.S.; Ozherelkov, D.Y.; Pelevin, I.A.; Eremin, S.A.; Anikin, V.N.; Burmistrov, M.A.; Chernyshikhin, S.V.; Gromov, A.A.; Nalivaiko, A.Y. Laser Fusion of Aluminum Powder Coated with Diamond Particles via Selective Laser Melting: Powder Preparation and Synthesis Description. Coatings 2021, 11, 1219. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites—A review. Int. Mater. Rev. 2010, 55, 41–64. [Google Scholar] [CrossRef]
- Ruiz-Cornejo, J.C.; Sebastián, D.; Lázaro, M.J. Synthesis and applications of carbon nanofibers: A review. Rev. Chem. Eng. 2020, 36, 493–511. [Google Scholar] [CrossRef]
- Din, I.U.; Shaharun, M.S.; Naeem, A.; Alotaibi, M.A.; Alharthi, A.I.; Bakht, M.A.; Nasir, Q. Carbon nanofibers as potential materials for catalysts support, a mini-review on recent advances and future perspective. Ceram. Int. 2020, 46, 18446–18452. [Google Scholar] [CrossRef]
- Papon, E.A.; Haque, A. Tensile properties, void contents, dispersion and fracture behaviour of 3D printed carbon nanofiber reinforced composites. J. Reinf. Plast. Compos. 2018, 37, 381–395. [Google Scholar] [CrossRef]
- Vaz, B.d.S.; Costa, J.A.V.; de Morais, M.G. Innovative nanofiber technology to improve carbon dioxide biofixation in microalgae cultivation. Bioresour. Technol. 2019, 273, 592–598. [Google Scholar] [CrossRef] [PubMed]
- Zhao, P.-Y.; Guo, Y.; Yu, B.-J.; Zhang, J.; Wang, C.-Y. Biotechnology humic acids-based electrospun carbon nanofibers as cost-efficient electrodes for lithium-ion batteries. Electrochim. Acta 2016, 203, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Pak, V.I.; Kirov, S.S.; Nalivaiko, A.Y.; Ozherelkov, D.Y.; Gromov, A.A. Obtaining Alumina from Kaolin Clay via Aluminum Chloride. Materials 2019, 12, 3938. [Google Scholar] [CrossRef] [Green Version]
- Krasnikova, I.V.; Mishakov, I.V.; Vedyagin, A.A.; Krivoshapkin, P.V.; Korneev, D.V. Hierarchically structured carbon-carbon nanocomposites: The preparation aspects. Compos. Commun. 2018, 7, 65–68. [Google Scholar] [CrossRef]
- Irissou, E.; Legoux, J.-G.; Arsenault, B.; Moreau, C. Investigation of Al-Al2O3 Cold Spray Coating Formation and Properties. J. Therm. Spray Technol. 2007, 16, 661–668. [Google Scholar] [CrossRef]
- Spencer, K.; Fabijanic, D.M.; Zhang, M.-X. The use of Al–Al2O3 cold spray coatings to improve the surface properties of magnesium alloys. Surf. Coat. Technol. 2009, 204, 336–344. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Component Content, wt.% | ||
|---|---|---|---|
| Al | Al2O3 | CNF | |
| 1 | 30 | 70 | - |
| 2 | 29.5 | 70 | 0.5 |
| 3 | 29 | 70 | 1.0 |
| 4 | 28.5 | 70 | 1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nalivaiko, A.Y.; Doroshenko, V.V.; Kuang, N.; Ozherelkov, D.Y.; Pelevin, I.A.; Gromov, A.A. Synthesis of Al–Al2O3–CNF Composite by Cold Spray Method: Powder Preparation and Synthesized Objects Characterization. Nanomaterials 2022, 12, 1559. https://doi.org/10.3390/nano12091559
Nalivaiko AY, Doroshenko VV, Kuang N, Ozherelkov DY, Pelevin IA, Gromov AA. Synthesis of Al–Al2O3–CNF Composite by Cold Spray Method: Powder Preparation and Synthesized Objects Characterization. Nanomaterials. 2022; 12(9):1559. https://doi.org/10.3390/nano12091559
Chicago/Turabian StyleNalivaiko, Anton Yu., Vitaliy V. Doroshenko, Nguyen Kuang, Dmitriy Yu. Ozherelkov, Ivan A. Pelevin, and Alexander A. Gromov. 2022. "Synthesis of Al–Al2O3–CNF Composite by Cold Spray Method: Powder Preparation and Synthesized Objects Characterization" Nanomaterials 12, no. 9: 1559. https://doi.org/10.3390/nano12091559
APA StyleNalivaiko, A. Y., Doroshenko, V. V., Kuang, N., Ozherelkov, D. Y., Pelevin, I. A., & Gromov, A. A. (2022). Synthesis of Al–Al2O3–CNF Composite by Cold Spray Method: Powder Preparation and Synthesized Objects Characterization. Nanomaterials, 12(9), 1559. https://doi.org/10.3390/nano12091559