
Li-Ion Conductive Li1.3Al0.3Ti1.7(PO4)3 (LATP) Solid Electrolyte Prepared by Cold Sintering Process with Various Sintering Additives

 , , , ,
, , , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Pre-sintering Powder Preparation
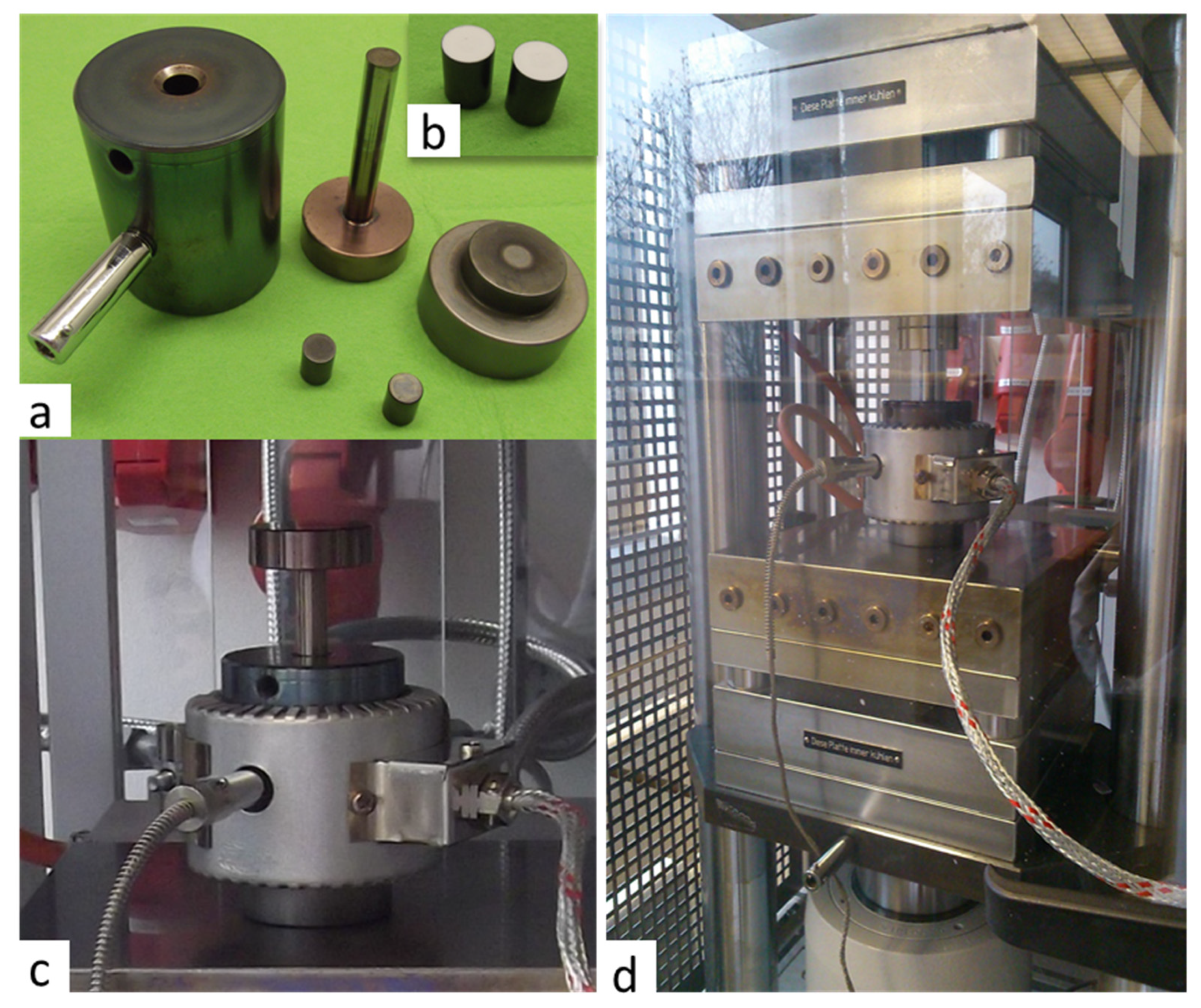
2.2. Cold Sintering
2.3. Characterization
3. Results
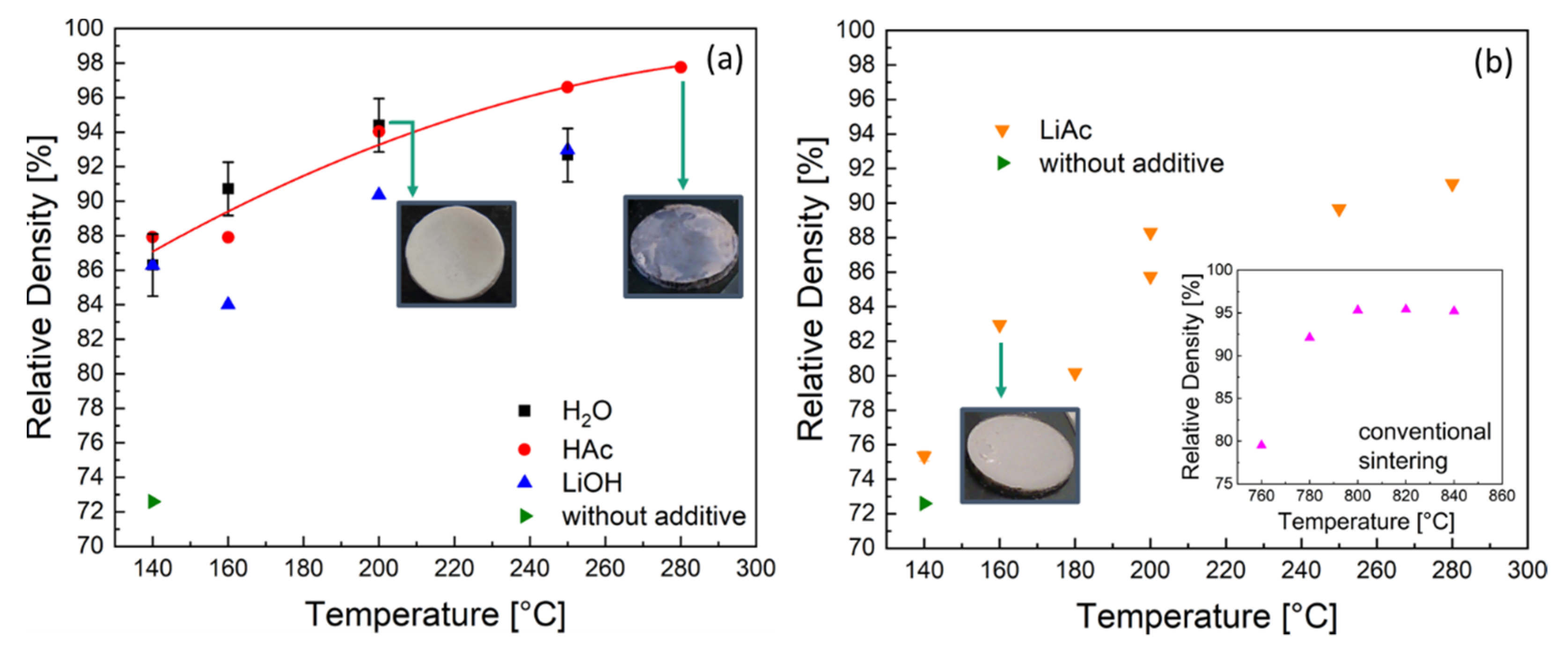
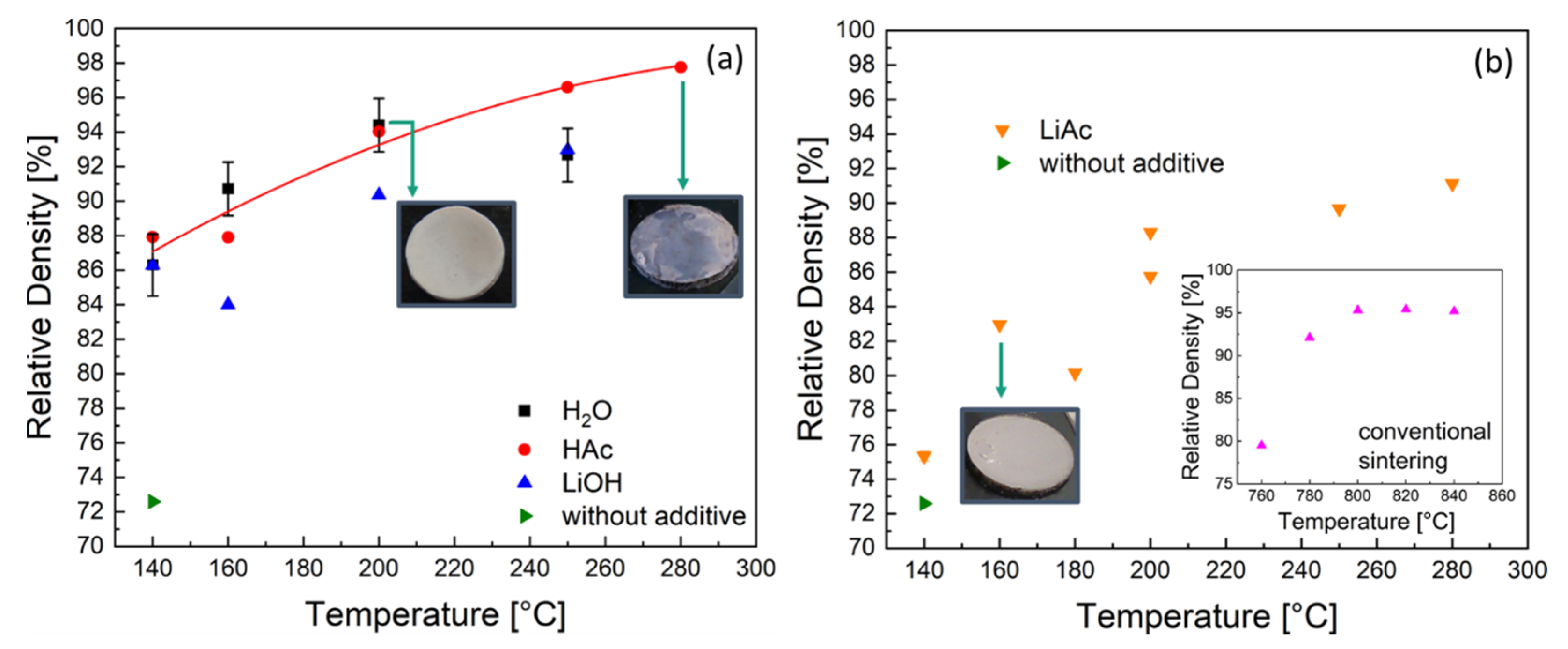
3.1. Densification of LATP
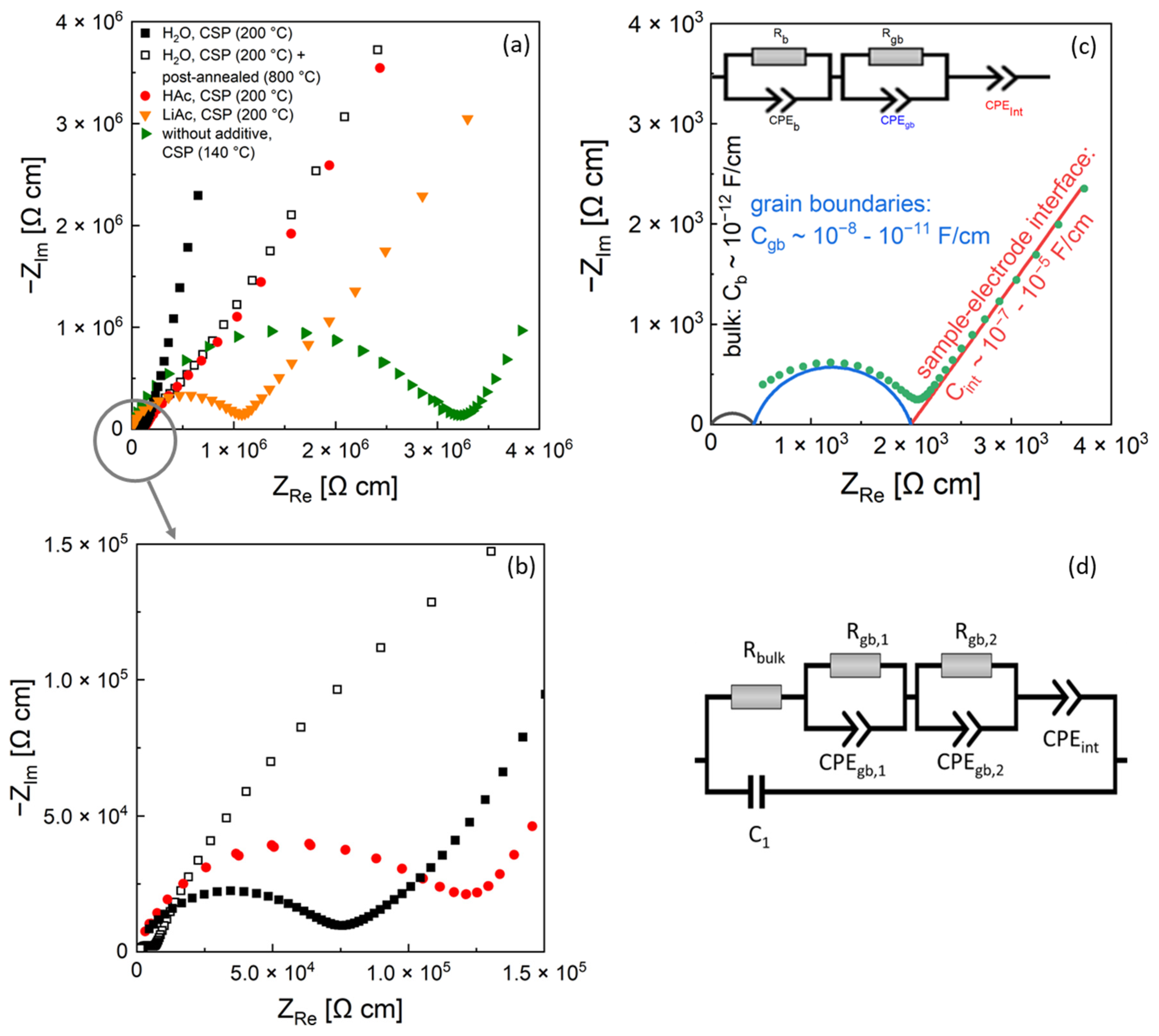
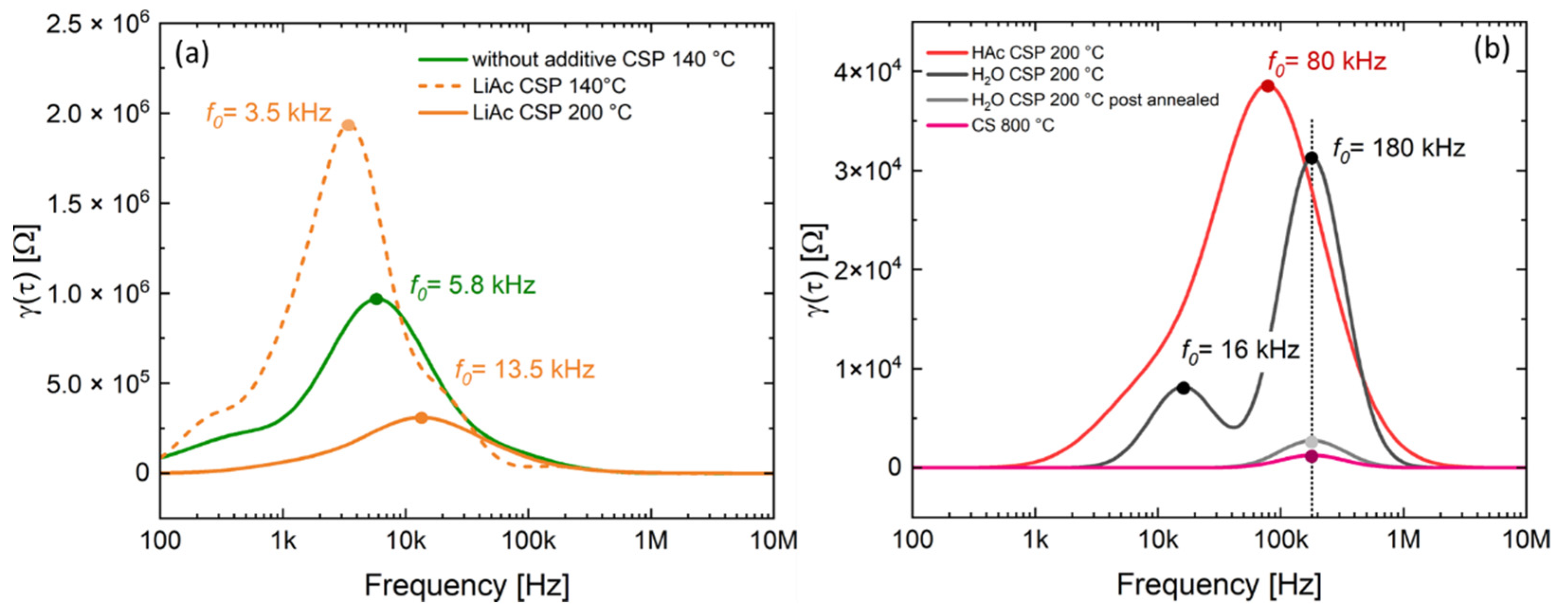
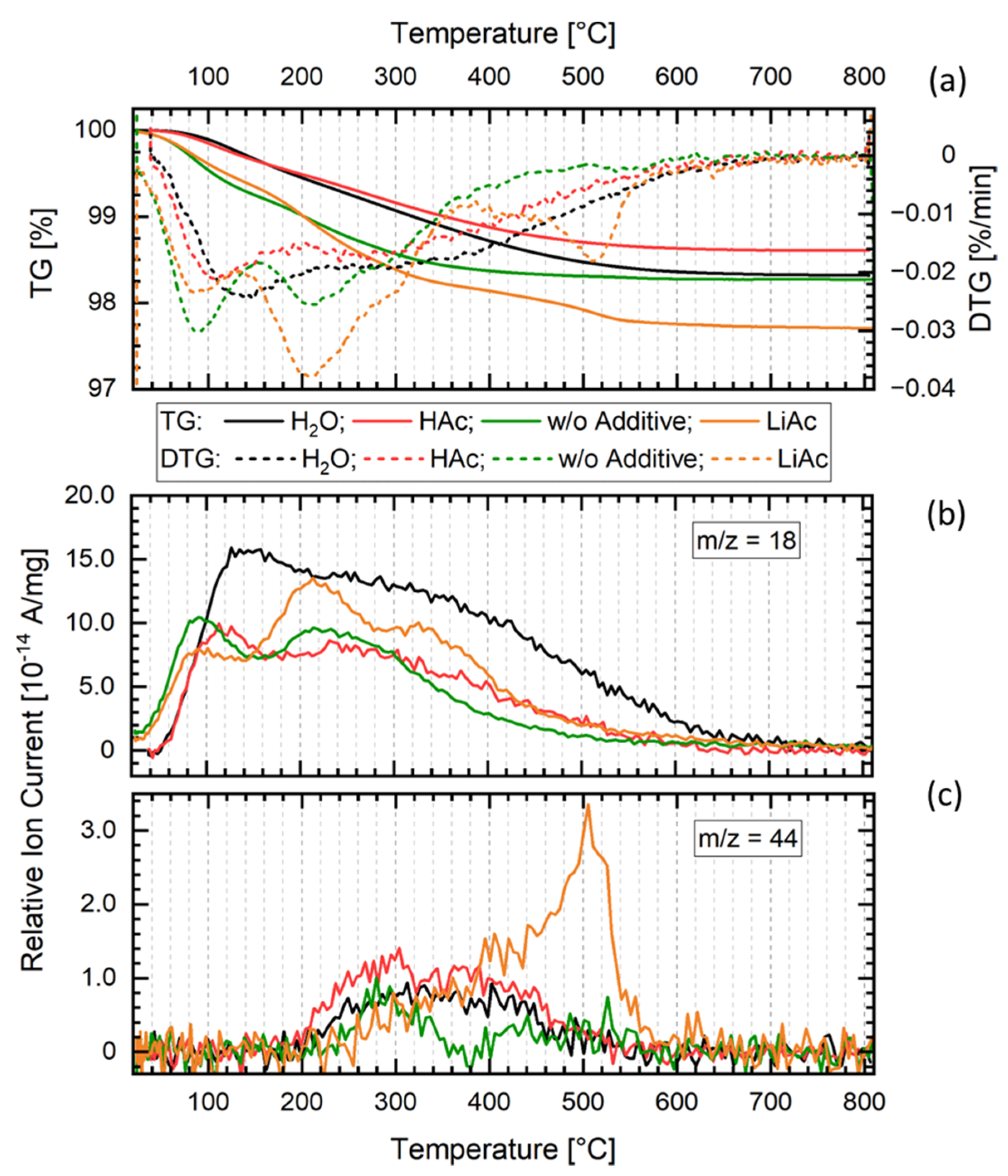
3.2. Electrochemical Properties in Relation to the TGA–MS Results
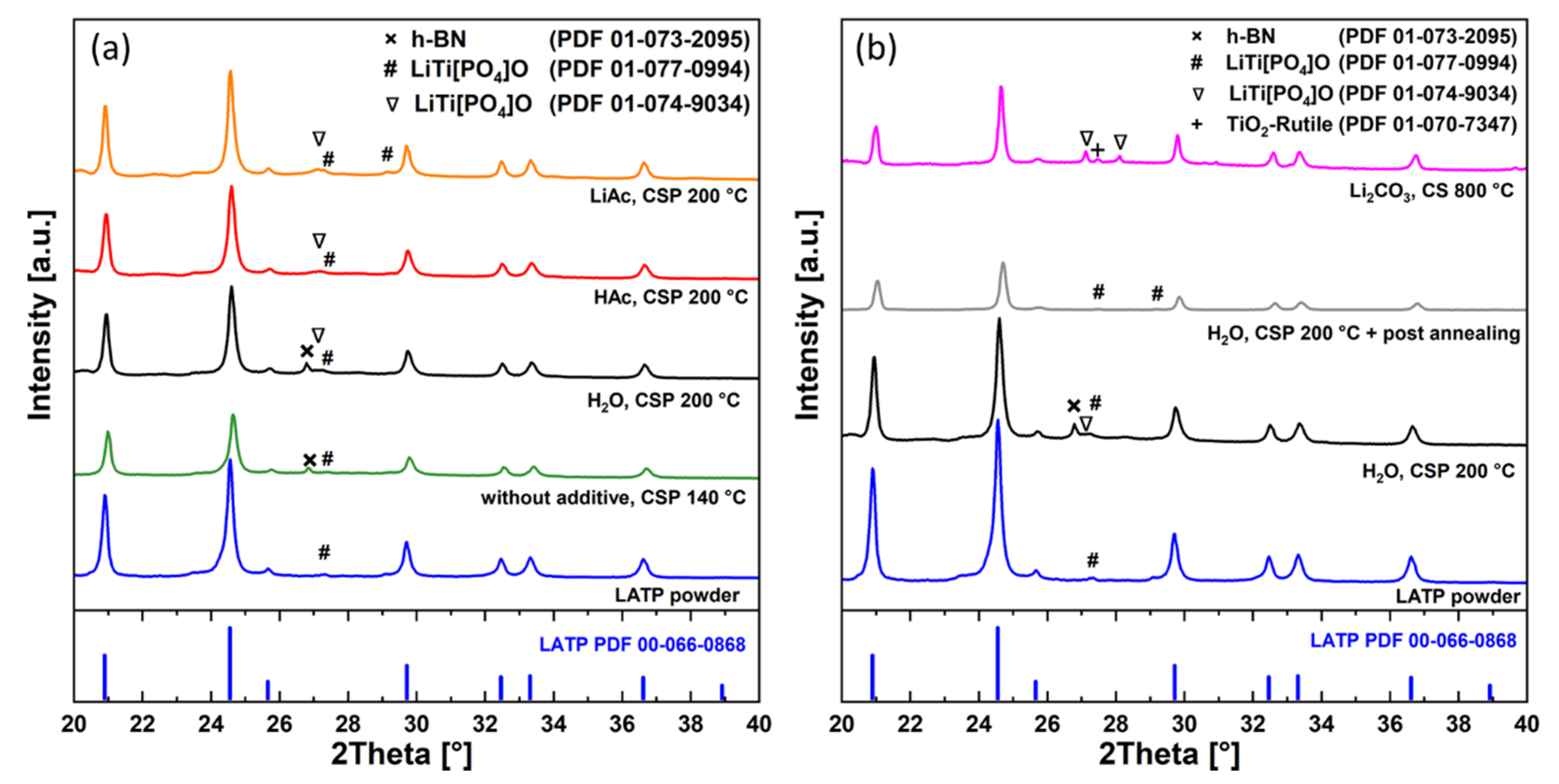
3.3. Microstructure and Phase Composition
4. Discussion
4.1. Effects of Sintering Temperature and Additives on the LATP Densification
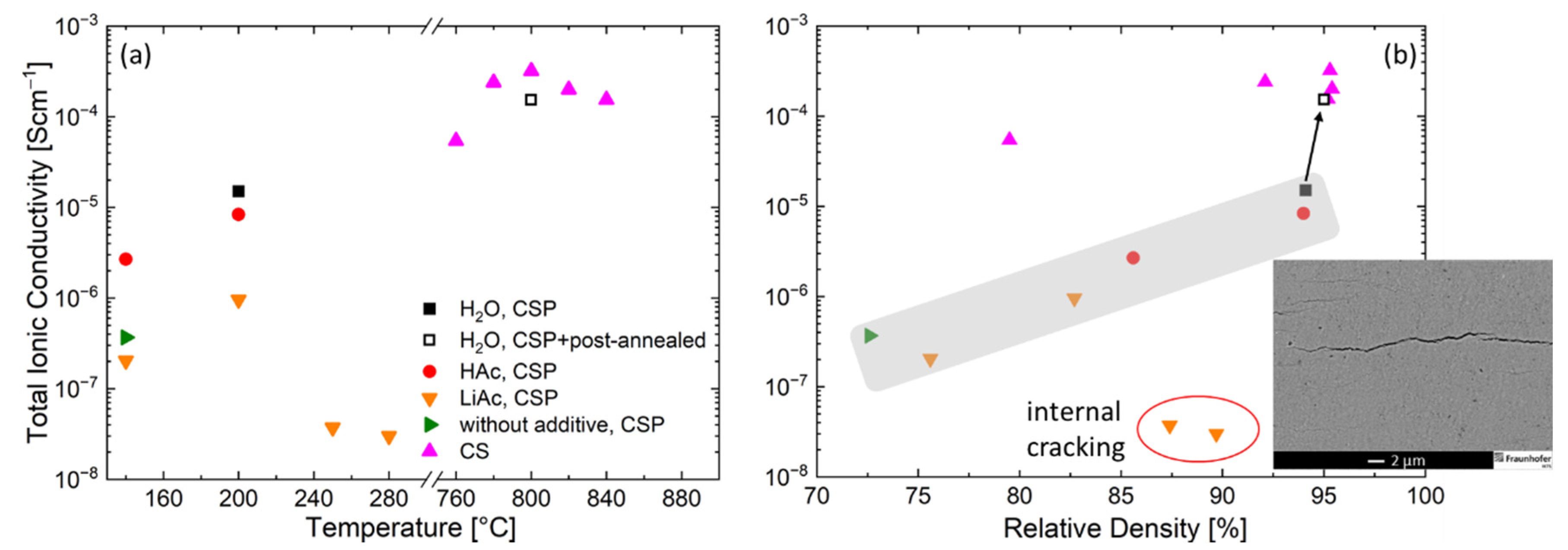
4.2. Ionic Conductivity in Relation to the Density and Microstructure of the Cold-Sintered LATP
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Famprikis, T.; Canepa, P.; Dawson, J.A.; Islam, M.S.; Masquelier, C. Fundamentals of inorganic solid-state electrolytes for batteries. Nat. Mater. 2019, 18, 1278–1291. [Google Scholar] [CrossRef]
- Ma, Q.; Xu, Q.; Tsai, C.-L.; Tietz, F.; Guillon, O. A Novel Sol-Gel Method for Large-Scale Production of Nanopowders: Preparation of Li1.5Al0.5Ti1.5(PO4)3 as an Example. J. Am. Ceram. Soc. 2016, 99, 410–414. [Google Scholar] [CrossRef]
- Rettenwander, D.; Welzl, A.; Pristat, S.; Tietz, F.; Taibl, S.; Redhammer, G.J.; Fleig, J. A microcontact impedance study on NASICON-type Li1+xAlxTi2−x(PO4)3 (0 ≤ x ≤ 0.5) single crystals. J. Mater. Chem. A 2016, 4, 1506–1513. [Google Scholar] [CrossRef]
- Waetzig, K.; Rost, A.; Heubner, C.; Coeler, M.; Nikolowski, K.; Wolter, M.; Schilm, J. Synthesis and sintering of Li1.3Al0.3Ti1.7(PO4)3 (LATP) electrolyte for ceramics with improved Li+ conductivity. J. Alloy. Compd. 2020, 818, 153237. [Google Scholar] [CrossRef]
- Waetzig, K.; Rost, A.; Langklotz, U.; Matthey, B.; Schilm, J. An explanation of the microcrack formation in Li1.3Al0.3Ti1.7(PO4)3 ceramics. J. Eur. Ceram. Soc. 2016, 36, 1995–2001. [Google Scholar] [CrossRef]
- Jackman, S.D.; Cutler, R.A. Stability of NaSICON-type Li1.3Al0.3Ti1.7P3O12 in aqueous solutions. J. Power Sources 2013, 230, 251–260. [Google Scholar] [CrossRef]
- Miara, L.; Windmüller, A.; Tsai, C.-L.; Richards, W.D.; Ma, Q.; Uhlenbruck, S.; Guillon, O.; Ceder, G. About the Compatibility between High Voltage Spinel Cathode Materials and Solid Oxide Electrolytes as a Function of Temperature. ACS Appl. Mater. Interfaces 2016, 8, 26842–26850. [Google Scholar] [CrossRef]
- Grady, Z.A.; Seo, J.-H.; Tsuji, K.; Ndayishimiye, A.; Lowum, S.; Dursun, S.; Maria, J.-P.; Randall, C.A. Cold Sintering for High-Temperature Electrochemical Applications. Electrochem. Soc. Interface 2020, 29, 59–65. [Google Scholar] [CrossRef]
- Grasso, S.; Biesuz, M.; Zoli, L.; Taveri, G.; Duff, A.I.; Ke, D.; Jiang, A.; Reece, M.J. A review of cold sintering processes. Adv. Appl. Ceram. 2020, 119, 115–143. [Google Scholar] [CrossRef]
- Ndayishimiye, A.; Sengul, M.Y.; Bang, S.H.; Tsuji, K.; Takashima, K.; de Beauvoir, T.H.; Denux, D.; Thibaud, J.-M.; van Duin, A.C.T.; Elissalde, C.; et al. Comparing hydrothermal sintering and cold sintering process: Mechanisms, microstructure, kinetics and chemistry. J. Eur. Ceram. Soc. 2020, 40, 1312–1324. [Google Scholar] [CrossRef]
- Guo, J.; Floyd, R.; Lowum, S.; Maria, J.-P.; de Beauvoir, T.H.; Seo, J.-H.; Randall, C.A. Cold Sintering: Progress, Challenges, and Future Opportunities. Annu. Rev. Mater. Res. 2019, 49, 275–295. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, J.; Sun, Q.; Wang, D.; Adair, K.R.; Liang, J.; Zhang, C.; Zhang, L.; Lu, S.; Huang, H.; et al. Insight into the Microstructure and Ionic Conductivity of Cold-sintered NASICON Solid Electrolyte for Solid-State Batteries. ACS Appl. Mater. Interfaces 2019, 11, 27890–27896. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.; Lyon, C.K.; Seo, J.-H.; Lopez-Hallman, R.; Leng, Y.; Wang, C.-Y.; Hickner, M.A.; Randall, C.A.; Gomez, E.D. Ceramic–Salt Composite Electrolytes from Cold Sintering. Adv. Funct. Mater. 2019, 29, 1807872. [Google Scholar] [CrossRef]
- Waetzig, K.; Heubner, C.; Kusnezoff, M. Reduced Sintering Temperatures of Li+ Conductive Li1.3Al0.3Ti1.7(PO4)3 Ceramics. Crystals 2020, 10, 408. [Google Scholar] [CrossRef]
- Hoehn, S.; Sempf, K.; Herrmann, M. Artefact-free preparation and characterisation of ceramic materials and interfaces. CFI-Ceram. Forum Int. 2011, 88, E16–E20. [Google Scholar]
- Schichlein, H.; Muller, A.; Voigts, M.; Krugel, A.; Ivers-Tiffee, E. Deconvolution of electrochemical impedance spectra for the identification of electrode reaction mechanisms in solid oxide fuel cells. J. Appl. Electrochem. 2002, 32, 875–882. [Google Scholar] [CrossRef]
- Irvine, J.T.S.; Sinclair, D.C.; West, A.R. Electroceramics: Characterization by Impedance Spectroscopy. Adv. Mater. 1990, 2, 132–138. [Google Scholar] [CrossRef]
- Cho, S.; Kim, S.; Kim, W.; Kim, S.; Ahn, S. All-Solid-State Lithium Battery Working without an Additional Separator in a Polymeric Electrolyte. Polymers 2018, 10, 1364. [Google Scholar] [CrossRef]
- Han, X.G.; Gong, Y.H.; Fu, K.; He, X.F.; Hitz, G.T.; Dai, J.Q.; Pearse, A.; Liu, B.Y.; Wang, H.; Rublo, G.; et al. Negating interfacial impedance in garnet-based solid-state Li metal batteries. Nat. Mater. 2017, 16, 572–579. [Google Scholar] [CrossRef]
- Hamao, N.; Yamaguchi, Y.; Hamamoto, K. Densification of a NASICON-Type LATP Electrolyte Sheet by a Cold-Sintering Process. Materials 2021, 14, 4737. [Google Scholar] [CrossRef]
- Xu, Q.; Tsai, C.-L.; Song, D.; Basak, S.; Kungl, H.; Tempel, H.; Hausen, F.; Yu, S.; Eichel, R.-A. Insights into the reactive sintering and separated specific grain/grain boundary conductivities of Li1.3Al0.3Ti1.7(PO4)3. J. Power Sources 2021, 492, 229631. [Google Scholar] [CrossRef]
- Akimoto, J.; Gotoh, Y.; Oosawa, Y.; Nonose, N.; Kumagai, T.; Aoki, K.; Takei, H. Topotactic Oxidation of Ramsdellite-Type Li0.5TiO2, a New Polymorph of Titanium Dioxide: TiO2(R). J. Solid State Chem. 1994, 113, 27–36. [Google Scholar] [CrossRef]
- Ndayishimiye, A.; Sengul, M.Y.; Sada, T.; Dursun, S.; Bang, S.H.; Grady, Z.A.; Tsuji, K.; Funahashi, S.; van Duin, A.C.T.; Randall, C.A. Roadmap for densification in cold sintering: Chemical pathways. Open Ceram. 2020, 2, 100019. [Google Scholar] [CrossRef]
- Berbano, S.S.; Guo, J.; Guo, H.; Lanagan, M.T.; Randall, C.A. Cold sintering process of Li1.5Al0.5Ge1.5(PO4)3 solid electrolyte. J. Am. Ceram. Soc. 2017, 100, 2123–2135. [Google Scholar] [CrossRef]
- Sengul, M.Y.; Ndayishimiye, A.; Lee, W.; Seo, J.-H.; Fan, Z.; Shin, Y.K.; Gomez, E.D.; Randalla, C.A.; van Duin, A.C.T. Atomistic level aqueous dissolution dynamics of NASICON-Type Li1+xAlxTi2−x(PO4)3 (LATP). Phys. Chem. Chem. Phys. 2022, 24, 4125–4130. [Google Scholar] [CrossRef]
- Kwatek, K.; Slubowska, W.; Trebosc, J.; Lafon, O.; Nowinski, J.L. Structural and electrical properties of ceramic Li-ion conductors based on Li1.3Al0.3Ti1.7(PO4)3-LiF. J. Eur. Ceram. Soc. 2020, 40, 85–93. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | Additives | Heating Profile (Ramp (K/min), Constant Temperature (°C), Dwell Time (h)) and Maximum Pressure (MPa) |
|---|---|---|
| Cold sintering | No additives, H2O, HAc, LiOH, LiAc | 13.5 K/min from RT to 140 °C (1 h/600 MPa) |
| Cold sintering | H2O, HAc, LiOH, LiAc | 13.5 K/min from RT to 140 °C (0.5 h/600 MPa) → 15 K/min to 160 or 180 °C (1 h/600 MPa) |
| Cold sintering | H2O, HAc, LiOH, LiAc | 13.5 K/min from RT to 140 °C (0.5 h/600 MPa) → 15 K/min to 200, 250 or 280 °C (1 h/510 MPa) |
| Conventional sintering | Li2CO3 | 13.5 K/min RT to 760, 780, 800, 820 or 840 °C (1 h) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vinnichenko, M.; Waetzig, K.; Aurich, A.; Baumgaertner, C.; Herrmann, M.; Ho, C.W.; Kusnezoff, M.; Lee, C.W. Li-Ion Conductive Li1.3Al0.3Ti1.7(PO4)3 (LATP) Solid Electrolyte Prepared by Cold Sintering Process with Various Sintering Additives. Nanomaterials 2022, 12, 3178. https://doi.org/10.3390/nano12183178
Vinnichenko M, Waetzig K, Aurich A, Baumgaertner C, Herrmann M, Ho CW, Kusnezoff M, Lee CW. Li-Ion Conductive Li1.3Al0.3Ti1.7(PO4)3 (LATP) Solid Electrolyte Prepared by Cold Sintering Process with Various Sintering Additives. Nanomaterials. 2022; 12(18):3178. https://doi.org/10.3390/nano12183178
Chicago/Turabian StyleVinnichenko, Mykola, Katja Waetzig, Alf Aurich, Christoph Baumgaertner, Mathias Herrmann, Chang Won Ho, Mihails Kusnezoff, and Chang Woo Lee. 2022. "Li-Ion Conductive Li1.3Al0.3Ti1.7(PO4)3 (LATP) Solid Electrolyte Prepared by Cold Sintering Process with Various Sintering Additives" Nanomaterials 12, no. 18: 3178. https://doi.org/10.3390/nano12183178
APA StyleVinnichenko, M., Waetzig, K., Aurich, A., Baumgaertner, C., Herrmann, M., Ho, C. W., Kusnezoff, M., & Lee, C. W. (2022). Li-Ion Conductive Li1.3Al0.3Ti1.7(PO4)3 (LATP) Solid Electrolyte Prepared by Cold Sintering Process with Various Sintering Additives. Nanomaterials, 12(18), 3178. https://doi.org/10.3390/nano12183178