
Large-Scale Wideband Light-Trapping Black Silicon Textured by Laser Inducing Assisted with Laser Cleaning in Ambient Air

 ,
,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results and Discussion
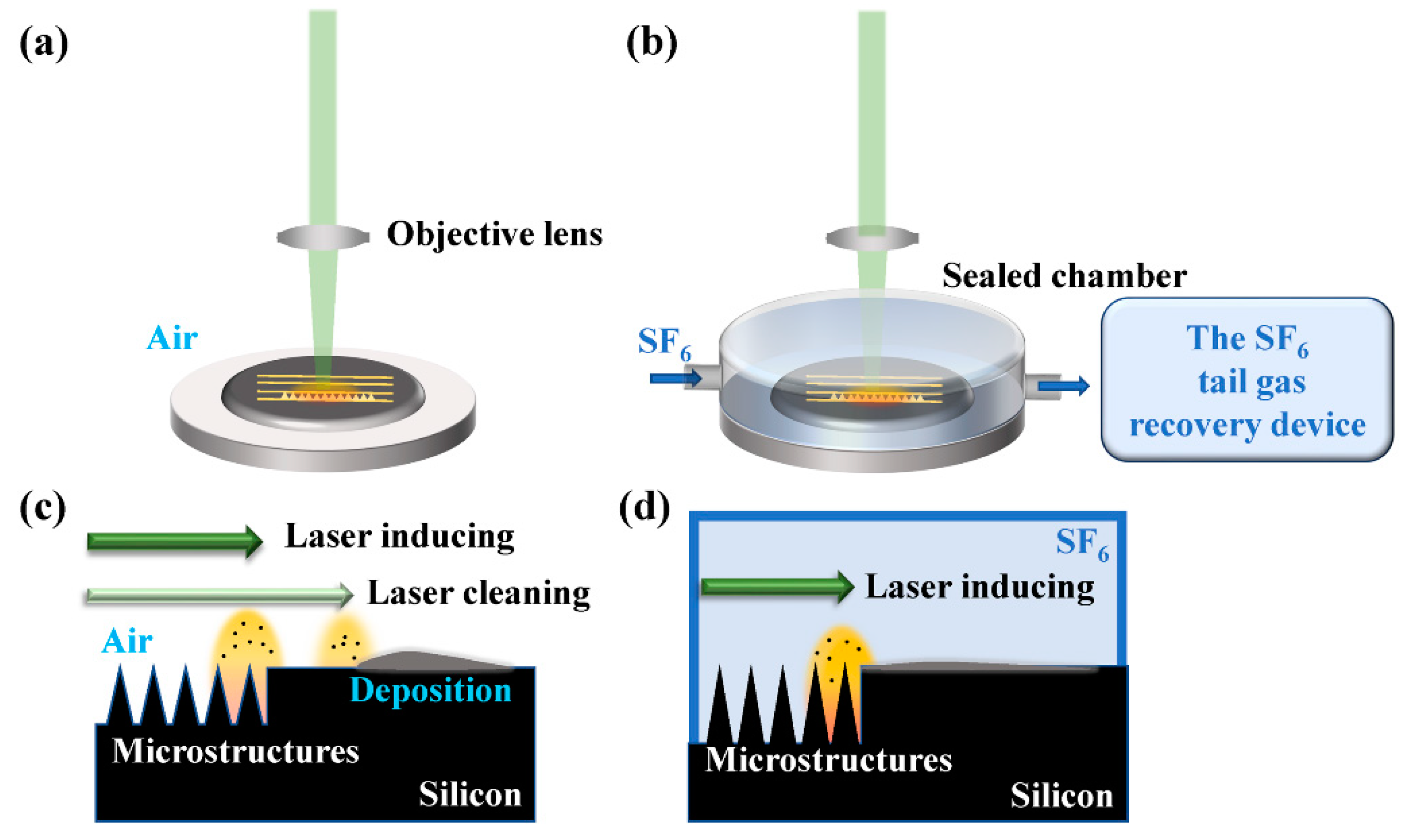
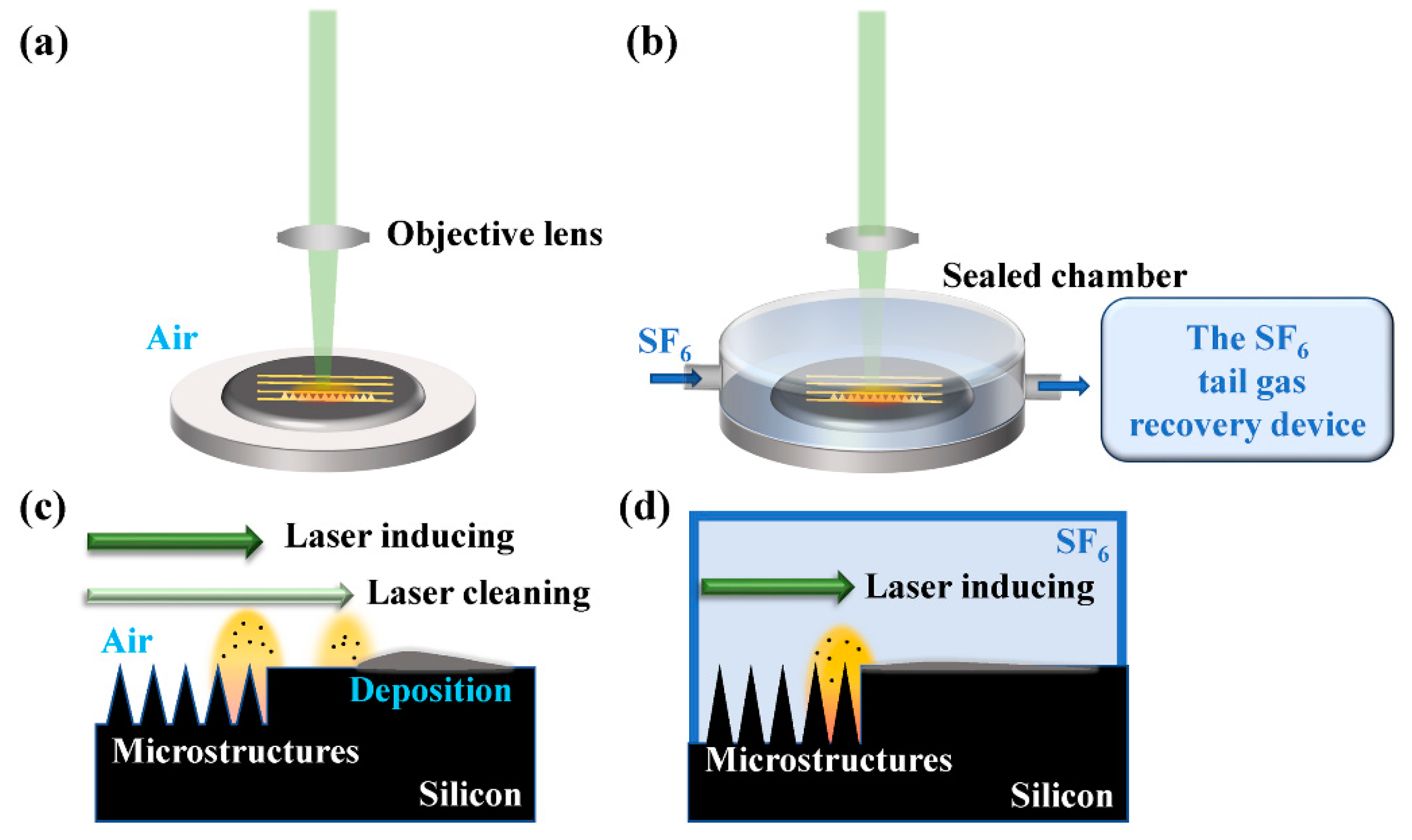
3.1. Formation of Microstructures Induced in Air and SF6 Gas
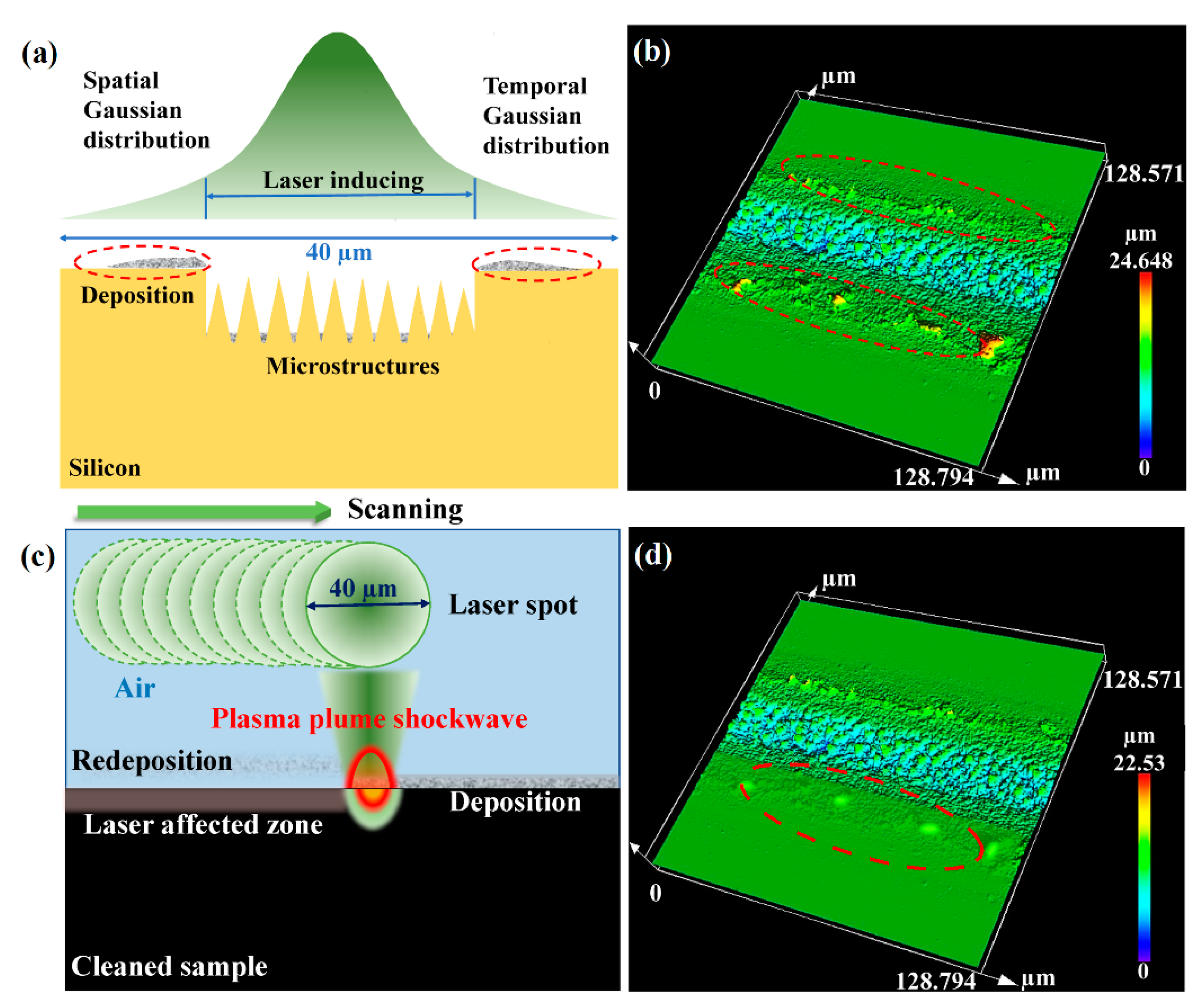
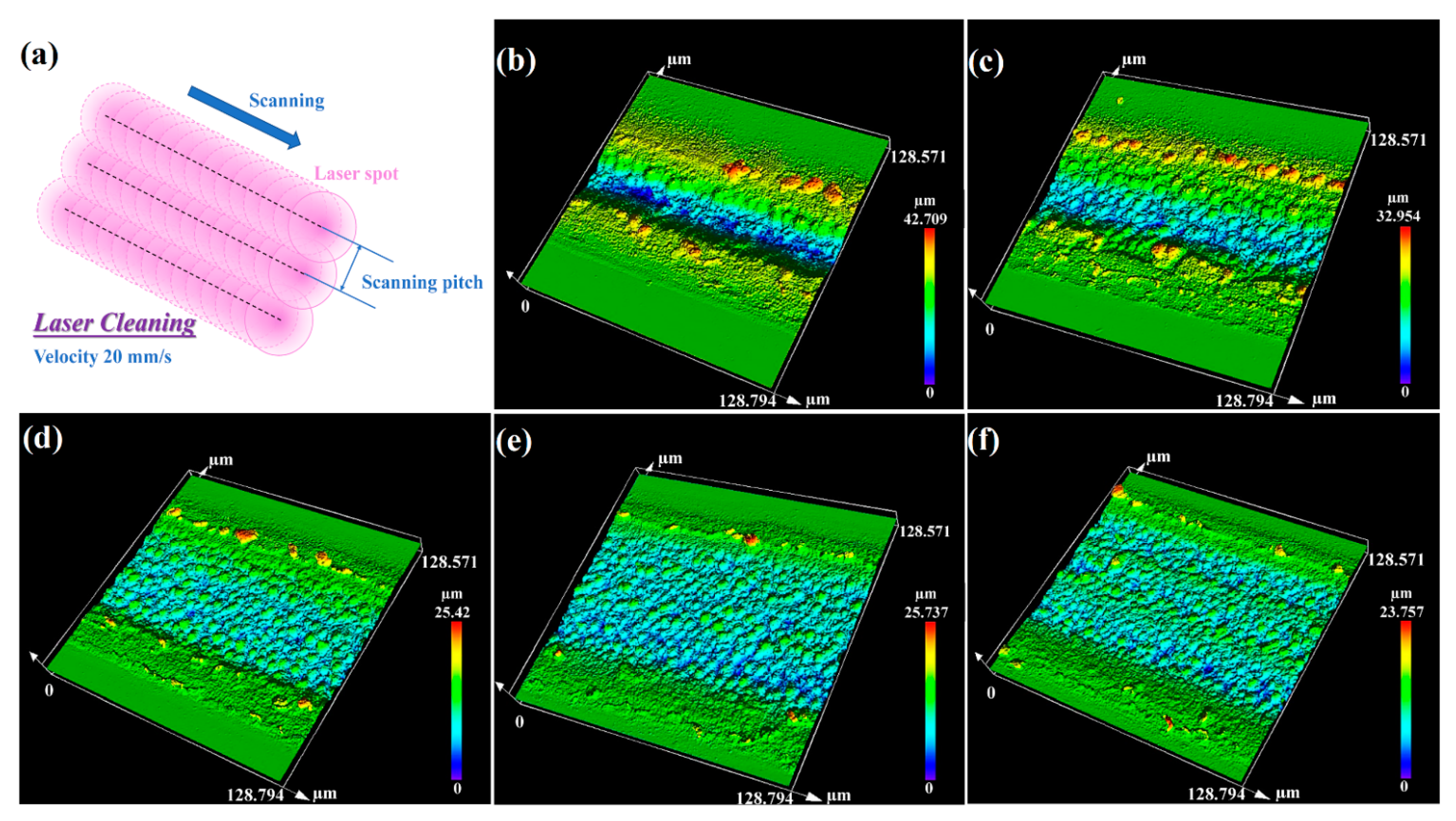
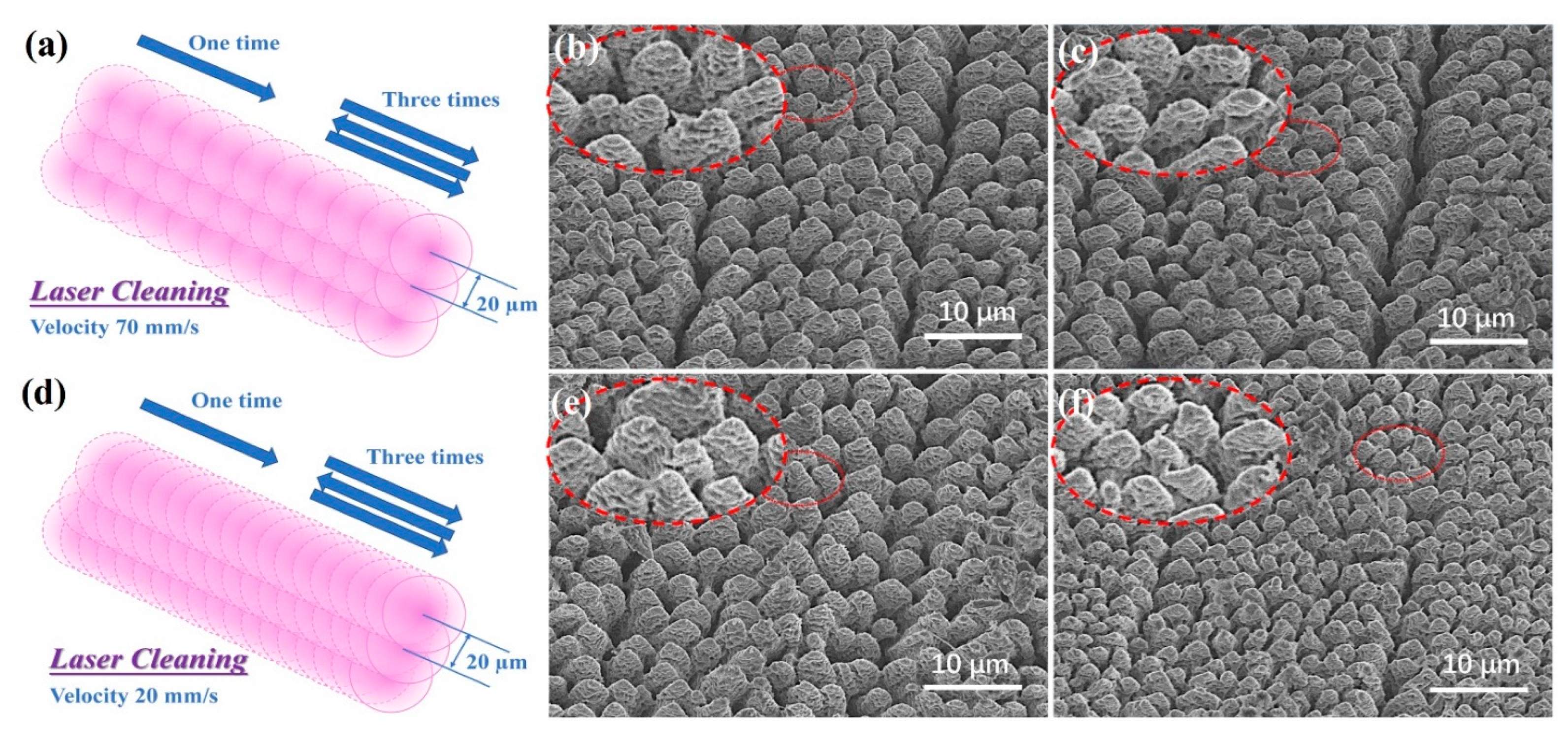
3.2. Enhanced Performance in the Air Using the Method of Laser-Plasma Shockwave Cleaning
3.3. The Appropriate Scanning Pitch to Fabricate Large-Scale Black Silicon
4. Conclusions
- (1)
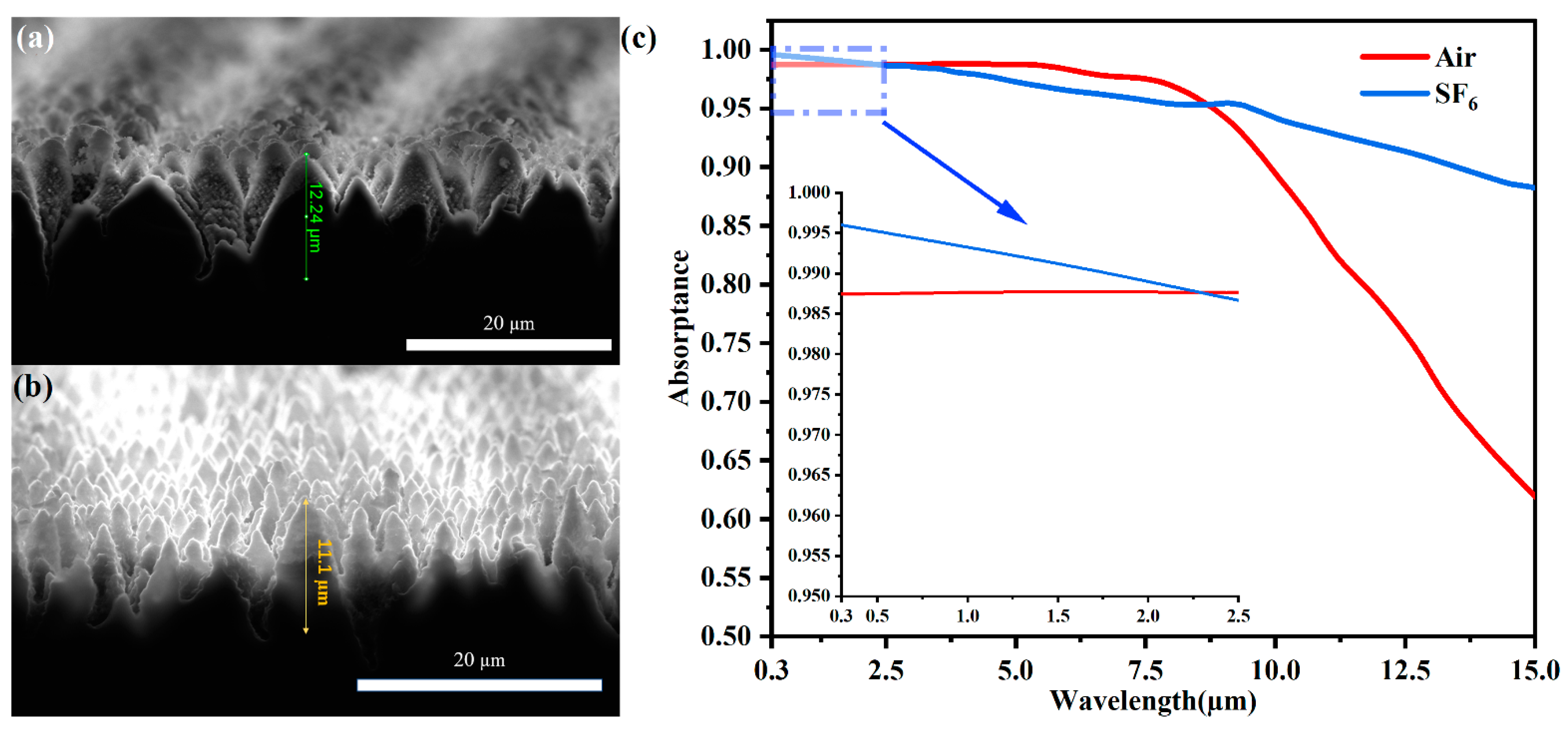
- Given the greenhouse effect and cost of SF6 gas, ambient air is preferred for the industrial production of black silicon. In the wavelength range of 0.3–2.5 µm, the absorptance of black silicon induced with appropriate parameters in the air is ultrahigh enough to replace the role of SF6 gas. The microstructures play a main role in the wavelength range of 0.3–9 µm.
- (2)
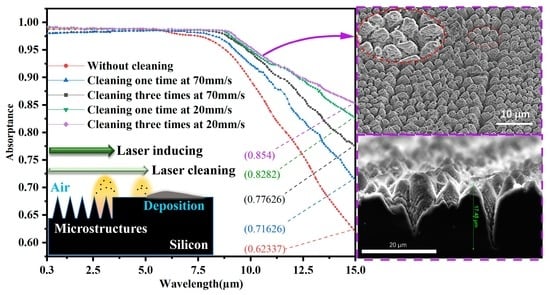
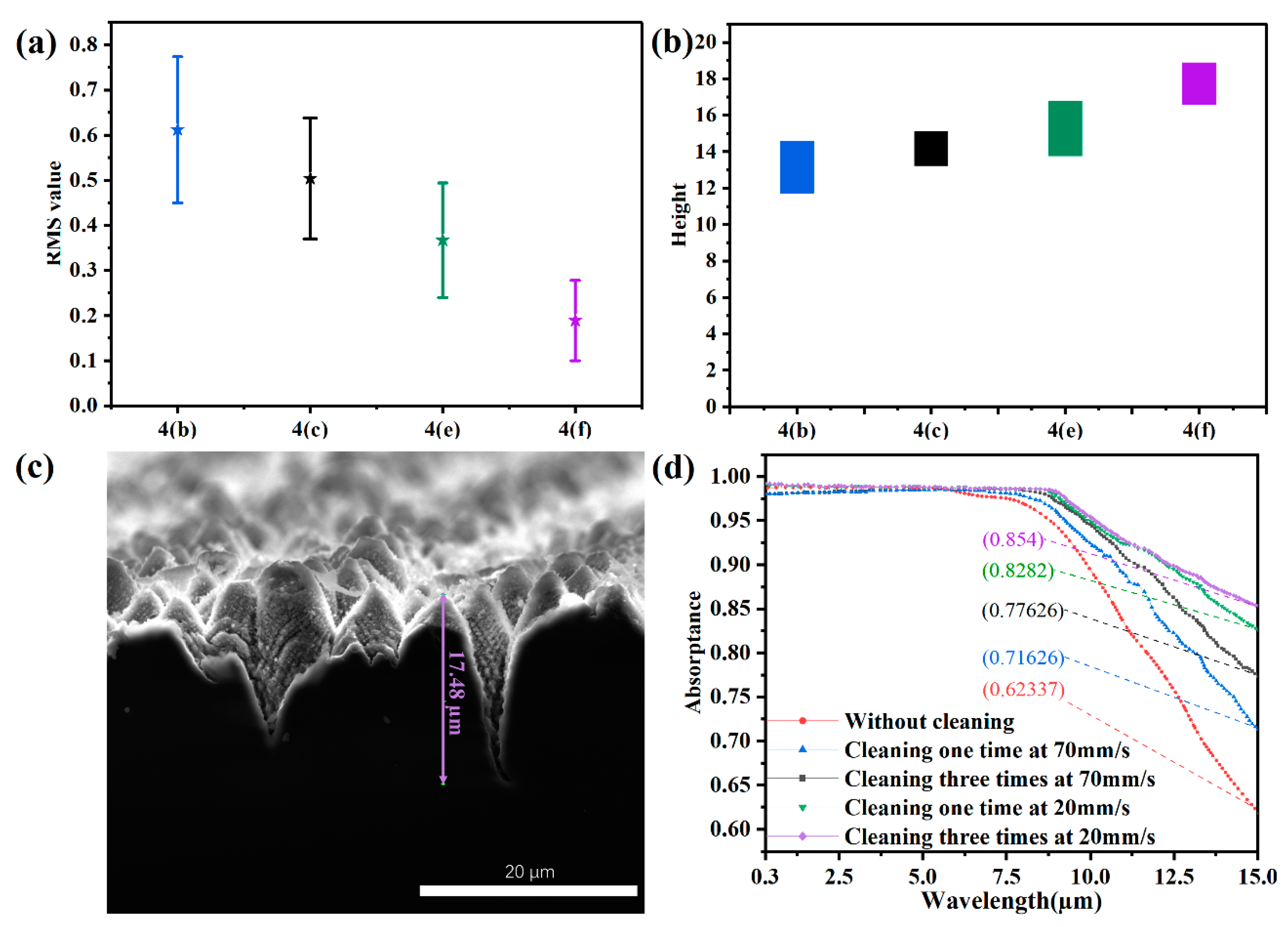
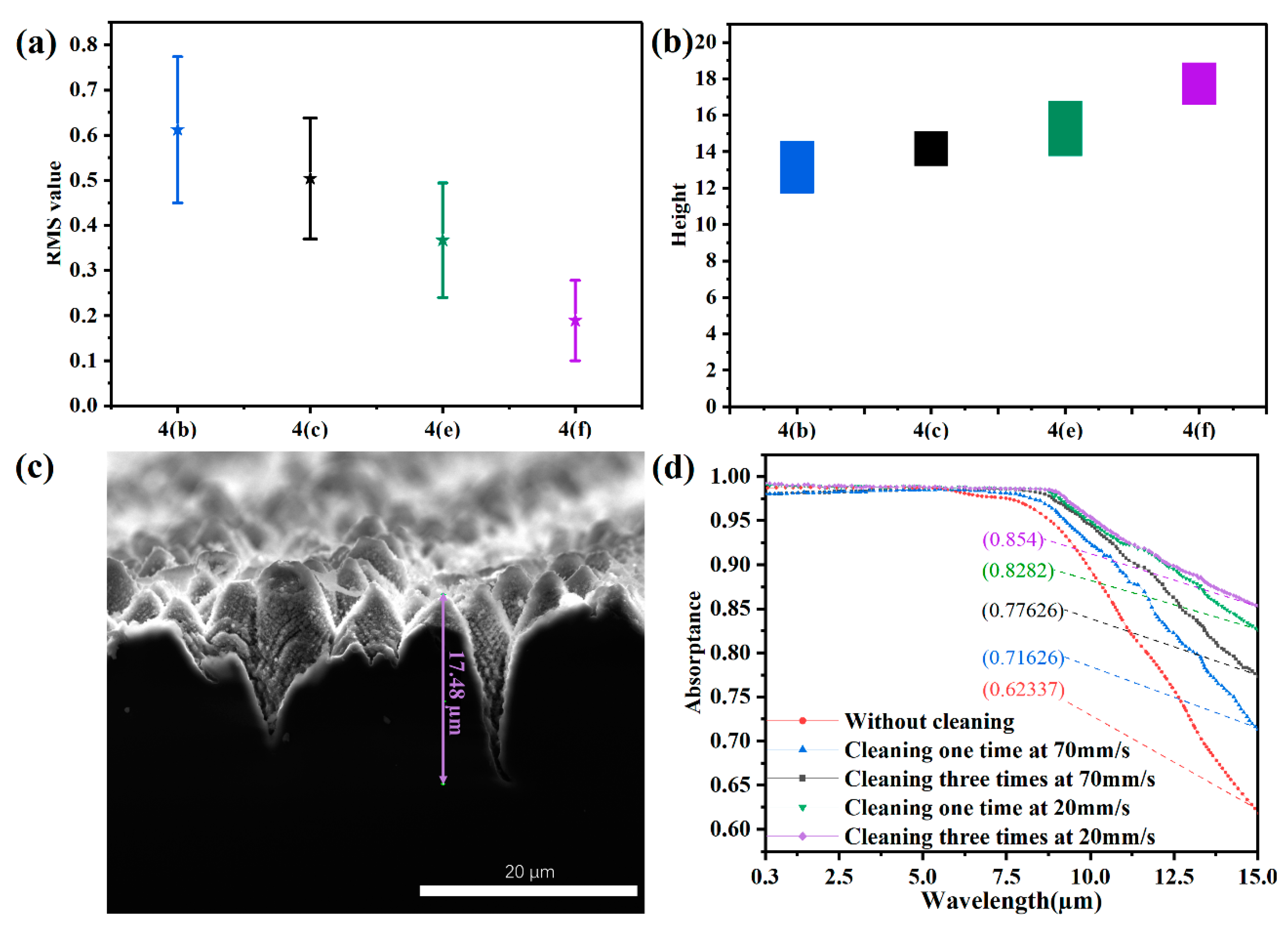
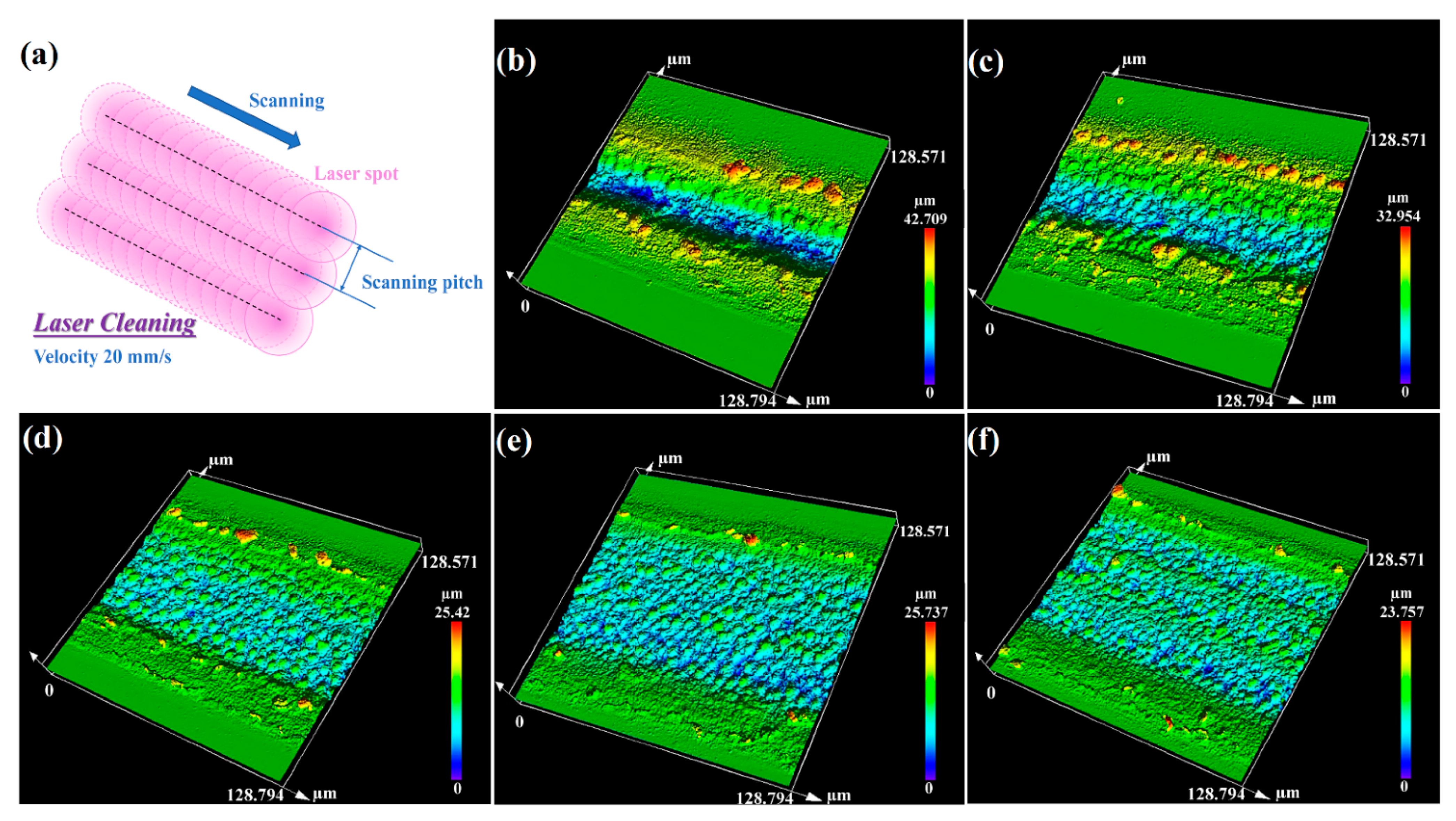
- To enhance the morphology and the absorptance of large-scale black silicon processed in air, the oxide deposition needs to be eliminated. The SEM images and RMS values show the effectiveness of laser-cleaning technology. The results indicated that the micro-nano structures become more uniform, higher, and denser with increasing cleaning times and reduced laser-cleaning velocity, which could compensate for the effect of sulfur atoms to some degree. In the wavelength range of 0.3–15 µm, absorptance above 85% was realized, which is the best result produced in air compared with previous research. Appropriate cleaning times and cleaning velocity should be selected in industrial production.
- (3)
- The effect of scanning pitch on large-scale black silicon was investigated. Better morphologies were obtained with the scanning pitch of 20 µm and 15 µm in our study. An appropriate scanning pitch is determined by the laser fluence, the diameter of the laser spot, the ablation threshold, and the inducing threshold of the sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Casalino, M.; Coppola, G.; Iodice, M.; Rendina, I.; Sirleto, L. Near-infrared sub-bandgap all-silicon photodetectors: State of the art and perspectives. Sensors 2010, 10, 10571–10600. [Google Scholar] [CrossRef]
- Lv, J.; Zhang, T.; Zhang, P.; Zhao, Y.; Li, S. Review application of nanostructured black silicon. Nanoscale Res. Lett. 2018, 13, 110. [Google Scholar] [CrossRef]
- Juzeliunas, E.; Fray, D.J. Silicon electrochemistry in molten salts. Chem. Rev. 2020, 120, 1690–1709. [Google Scholar] [CrossRef]
- Ferry, V.E.; Polman, A.; Atwater, H.A. Modeling light trapping in nanostructured solar cells. Acs Nano 2011, 5, 10055–10064. [Google Scholar] [CrossRef] [Green Version]
- Hsu, C.-M.; Battaglia, C.; Pahud, C.; Ruan, Z.; Haug, F.-J.; Fan, S.; Ballif, C.; Cui, Y. High-efficiency amorphous silicon solar cell on a periodic nanocone back reflector. Adv. Energy Mater. 2012, 2, 628–633. [Google Scholar] [CrossRef]
- Kim, Y.; Bicanic, K.; Tan, H.; Ouellette, O.; Sutherland, B.R.; de Arguer, F.P.G.; Jo, J.W.; Liu, M.; Sun, B.; Liu, M.; et al. Nanoimprint-transfer-patterned solids enhance light absorption in colloidal quantum dot solar cells. Nano Lett. 2017, 17, 2349–2353. [Google Scholar] [CrossRef]
- Barmina, E.V.; Rodin, P.I.; Serkov, A.A.; Shafeev, G.A. Fabrication of Materials with Low Optical Reflectance Based on Laser-Microstructured Metal Surfaces. Phys. Wave Phen. 2018, 26, 99–108. [Google Scholar] [CrossRef]
- Her, T.H.; Finlay, R.J.; Wu, C.; Deliwala, S.; Mazur, E. Microstructuring of silicon with femtosecond laser pulses. Appl. Phys. Lett. 1998, 73, 1673–1675. [Google Scholar] [CrossRef]
- Wang, B.; Wu, H.N.; Xu, G.Q.; Zhang, X.Y.; Shu, X.; Lv, J.; Wu, Y.C. Mosx quantum dot-modified black silicon for highly efficient photoelectrochemical hydrogen evolution. ACS Sustain. Chem. Eng. 2019, 7, 17598–17605. [Google Scholar] [CrossRef]
- Yang, F.; Aguiar, J.A.; Fairchild, M.; Vakki, W.; Younan, S.; Zhou, Y.H.; Zhuo, L.H.; Gu, J. Dual protection layer strategy to increase photoelectrode-catalyst interfacial stability: A case study on black silicon photoelectrodes. Adv. Mater. Interfaces 2019, 6, 1802085. [Google Scholar] [CrossRef]
- Meng, Y.; An, L.; Han, X.; Li, Y.G.; Hou, C.Y.; Zhang, Q.H.; Wang, H.Z. Controllable (ga1-xznx)(n1-xox) nanorods grown on black silicon as anodes for water splitting. Appl. Surf. Sci. 2020, 502, 144174. [Google Scholar] [CrossRef]
- Li, C.H.; Wang, X.P.; Zhao, J.H.; Zhang, D.Z.; Yu, X.Y.; Li, X.B.; Feng, J.; Chen, Q.D.; Ruan, S.P.; Sun, H.B. Black silicon ir photodiode supersaturated with nitrogen by femtosecond laser irradiation. IEEE Sens. J. 2018, 18, 3595–3601. [Google Scholar] [CrossRef]
- Huang, S.; Wu, Q.; Jia, Z.X.; Jin, X.R.; Fu, X.H.; Huang, H.; Zhang, X.D.; Yao, J.H.; Xu, J.J. Black silicon photodetector with excellent comprehensive properties by rapid thermal annealing and hydrogenated surface passivation. Adv. Opt. Mater. 2020, 8, 1901808. [Google Scholar] [CrossRef]
- Guenther, K.M.; Baumann, A.L.; Gimpel, T.; Kontermann, S.; Schade, W. Tandem solar cell concept using black silicon for enhanced infrared absorption. In Proceedings of the 2nd International Conference on Crystalline Silicon Photovoltaics, Leuven, Belgium, 3–5 April 2012; pp. 555–560. [Google Scholar]
- Zhong, S.H.; Liu, B.W.; Xia, Y.; Liu, J.H.; Liu, J.; Shen, Z.A.; Xu, Z.; Li, C.B. Influence of the texturing structure on the properties of black silicon solar cell. Sol. Energy Mater. Sol. Cells 2013, 108, 200–204. [Google Scholar] [CrossRef]
- Li, P.; Wei, Y.; Zhao, Z.C.; Tan, X.; Bian, J.M.; Wang, Y.X.; Lu, C.X.; Liu, A.M. Highly efficient industrial large-area black silicon solar cells achieved by surface nanostructured modification. Appl. Surf. Sci. 2015, 357, 1830–1835. [Google Scholar] [CrossRef]
- Putra, I.R.; Li, J.Y.; Chen, C.Y. 18.78% hierarchical black silicon solar cells achieved with the balance of light-trapping and interfacial contact. Appl. Surf. Sci. 2019, 478, 725–732. [Google Scholar] [CrossRef]
- Liu, X.L.; Zhu, S.W.; Sun, H.B.; Hu, Y.; Ma, S.X.; Ning, X.J.; Zhao, L.; Zhuang, J. “Infinite sensitivity” of black silicon ammonia sensor achieved by optical and electric dual drives. ACS Appl. Mater. Interfaces 2018, 10, 5061–5071. [Google Scholar] [CrossRef]
- Iakab, S.A.; Rafols, P.; Tajes, M.; Correig-Blanchar, X.; Garcia-Altares, M. Gold nanoparticle-assisted black silicon substrates for mass spectrometry imaging applications. ACS Nano 2020, 14, 6785–6794. [Google Scholar] [CrossRef]
- Cheng, S.Q.; Cai, B.; Zhu, Y.M. Black silicon as absorber for near-infrared photo-thermal conversion. In Proceedings of the Opto Electronics Communications Conference (OECC), Shanghai, China, 28 June–2 July; 2015; p. 7340311. [Google Scholar]
- Phan, T.L.; Yu, W.J. Cvd-grown carbon nanotube branches on black silicon stems for ultrahigh absorbance in wide wavelength range. Sci. Rep. 2020, 10, 3441. [Google Scholar] [CrossRef] [Green Version]
- Tan, Q.L.; Tang, L.C.; Mao, H.Y.; Chen, Y.H.; Ren, Y.H.; Lei, C.; Yuan, F.; Ou, W.; Xiong, J.J. Nanoforest of black silicon fabricated by aic and rie method. Mater. Lett. 2016, 164, 613–617. [Google Scholar] [CrossRef]
- Zhou, J.; Hildebrandt, M.; Lu, M. Self-organized antireflecting nano-cone arrays on si (100) induced by ion bombardment. J. Appl. Phys. 2011, 109, 053513. [Google Scholar]
- Qiu, Y.; Hao, H.C.; Zhou, J.; Lu, M. A close to unity and all-solar-spectrum absorption by ion-sputtering induced si nanocone arrays. Opt. Express 2012, 20, 22087–22094. [Google Scholar] [CrossRef]
- Vorobyev, A.Y.; Guo, C.L. Direct creation of black silicon using femtosecond laser pulses. Appl. Surf. Sci. 2011, 257, 7291–7294. [Google Scholar] [CrossRef]
- Su, Y.; Zhan, X.P.; Zang, H.W.; Fu, Y.; Li, A.W.; Xu, H.L.; Chin, S.L.; Polynkin, P. Direct and stand-off fabrication of black silicon with enhanced absorbance in the short-wavelength infrared region using femtosecond laser filament. Appl. Phys. B-Lasers Opt. 2018, 124, 223. [Google Scholar] [CrossRef]
- Zorba, V.; Stratakis, E.; Barberoglou, M.; Spanakis, E.; Tzanetakis, P.; Fotakis, C. Tailoring the Wetting Response of Silicon Surfaces Via FS Laser Structuring. Appl. Phys. A 2008, 93, 819. [Google Scholar] [CrossRef]
- Sanchez, F.; Morenza, J.L.; Aguiar, R.; Delgado, J.C.; Varela, M. Whiskerlike Structure Growth on Silicon Exposed to ArF Excimer Laser Irradiation. Appl. Phys. Lett. 1996, 69, 620–622. [Google Scholar] [CrossRef]
- Chen, T.; Wang, W.J.; Tao, T.; Pan, A.F.; Mei, X.S. Multi-scale micro-nano structures prepared by laser cleaning assisted laser ablation for broadband ultralow reflectivity silicon surfaces in ambient air. Appl. Surf. Sci. 2020, 509, 8. [Google Scholar] [CrossRef]
- Gradini, R.; Fei, C.; Richmund, T.; Newlin, L. A summary on cutting edge advancements in sterilization and cleaning technologies in medical, food, and drug industries, and its applicability to spacecraft hardware. Life Sci. Space Res. 2019, 23, 31–49. [Google Scholar] [CrossRef]
- Kumar, A.; Prasad, M.; Bhatt, R.B.; Behere, P.G.; Biswas, D.J. A comparative study on laser induced shock cleaning of radioactive contaminants in air and water. Opt. Laser Technol. 2018, 100, 133–138. [Google Scholar] [CrossRef]
- Yu, H.C.; Wu, X.; Li, H.Y.; Yuan, Y.G.; Yang, J. Particle removal is explored by the motion of individual particles based on laser-induced plasma shock wave. Opt. Commun. 2020, 460, 125205. [Google Scholar] [CrossRef]
- Lai, Q.Y.; Feng, G.Y.; Yan, J.; Han, J.H.; Zhang, L.J.; Ding, K.Y. Damage threshold of substrates for nanoparticles removal using a laser-induced plasma shockwave. Appl. Surf. Sci. 2021, 539, 148282. [Google Scholar] [CrossRef]
- Nguyen, K.N.; Abi-Saab, D.; Basset, P.; Richalot, E.; Marty, F.; Angelescu, D.; Leprince-Wang, Y.; Bourouina, T. Black silicon with sub-percent reflectivity: Influence of the 3d texturization geometry. In Proceedings of the 2011 16th International Solid-State Sensors, Actuators and Microsystems Conference, TRANSDUCERS’11, Beijing, China, 5–9 June 2011; pp. 354–357. [Google Scholar]
- Cheng, Z.X.; Chen, Y.P.; Ma, B. Infrared absorption mechanisms of black silicon. In Proceedings of the 7th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Optoelectronics Materials and Devices for Sensing and Imaging, AOMATT 2014, Harbin, China, 26 April 2014; p. 9284. [Google Scholar]
- Crouch, C.H.; Carey, J.E.; Shen, M.; Mazur, E.; Genin, F.Y. Infrared absorption by sulfur-doped silicon formed by femtosecond laser irradiation. Appl. Phys. A-Mater. Sci. Process. 2004, 79, 1635–1641. [Google Scholar] [CrossRef]
- Chen, T.; Wang, W.J.; Tao, T.; Mei, X.S.; Pan, A.F. Deposition and melting behaviors for formation of micro/nano structures from nanostructures with femtosecond pulses. Opt. Mater. 2018, 78, 380–387. [Google Scholar] [CrossRef]
- Wu, J.J.; Zhao, J.B.; Qiao, H.C.; Hu, X.L.; Yang, Y.Q. The new technologies developed from laser shock processing. Materials 2020, 13, 1453. [Google Scholar] [CrossRef] [Green Version]
- Harilal, S.S.; Miloshevsky, G.V.; Diwakar, P.K.; LaHaye, N.L.; Hassanein, A. Experimental and computational study of complex shockwave dynamics in laser ablation plumes in argon atmosphere. Phys. Plasmas 2012, 19, 083504. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.G.; Coxon, P.R.; Peters, M.; Hoex, B.; Cole, J.M.; Fray, D.J. Black silicon: Fabrication methods, properties and solar energy applications. Energy Environ. Sci. 2014, 7, 3223–3263. [Google Scholar] [CrossRef] [Green Version]
- Bett, A.J.; Eisenlohr, J.; Hohn, O.; Repo, P.; Savin, H.; Blasi, B.; Goldschmidt, J.C. Wave optical simulation of the light trapping properties of black silicon surface textures. Opt. Express 2016, 24, A434–A445. [Google Scholar] [CrossRef]
- Parmar, V.; Shin, Y.C. Wideband anti-reflective silicon surface structures fabricated by femtosecond laser texturing. Appl. Surf. Sci. 2018, 459, 86–91. [Google Scholar] [CrossRef]
- Sarkar, S.; Elsayed, A.A.; Nefraoui, E.; Drevillon, J.; Basset, P.; Marty, F.; Anwar, M.; Yu, Y.T.; Zhao, J.C.; Yuan, X.C.; et al. Nir and mir absorption of ultra-black silicon (UBS). Application to high emissivity, all-silicon, light source. In Proceedings of the 32nd IEEE International Conference on Micro Electro Mechanical Systems (IEEE MEMS), Seoul, Korea, 27–31 January; 2019; pp. 860–862. [Google Scholar]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, Z.; Zhang, Z.; Zhang, K.; Li, J.; Shi, H.; Li, M.; Hou, Y.; Xue, M.; Zhang, Z. Large-Scale Wideband Light-Trapping Black Silicon Textured by Laser Inducing Assisted with Laser Cleaning in Ambient Air. Nanomaterials 2022, 12, 1772. https://doi.org/10.3390/nano12101772
Wen Z, Zhang Z, Zhang K, Li J, Shi H, Li M, Hou Y, Xue M, Zhang Z. Large-Scale Wideband Light-Trapping Black Silicon Textured by Laser Inducing Assisted with Laser Cleaning in Ambient Air. Nanomaterials. 2022; 12(10):1772. https://doi.org/10.3390/nano12101772
Chicago/Turabian StyleWen, Zhidong, Zhe Zhang, Kunpeng Zhang, Jiafa Li, Haiyan Shi, Man Li, Yu Hou, Mei Xue, and Zichen Zhang. 2022. "Large-Scale Wideband Light-Trapping Black Silicon Textured by Laser Inducing Assisted with Laser Cleaning in Ambient Air" Nanomaterials 12, no. 10: 1772. https://doi.org/10.3390/nano12101772
APA StyleWen, Z., Zhang, Z., Zhang, K., Li, J., Shi, H., Li, M., Hou, Y., Xue, M., & Zhang, Z. (2022). Large-Scale Wideband Light-Trapping Black Silicon Textured by Laser Inducing Assisted with Laser Cleaning in Ambient Air. Nanomaterials, 12(10), 1772. https://doi.org/10.3390/nano12101772