
Reducing Reliability Uncertainties for Marine Renewable Energy




Abstract
:
1. Introduction
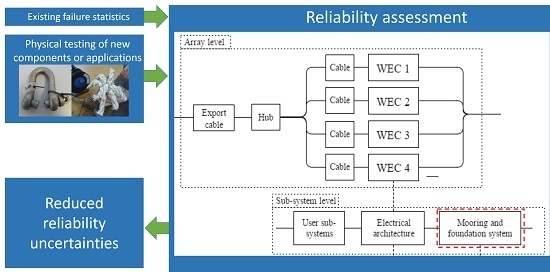
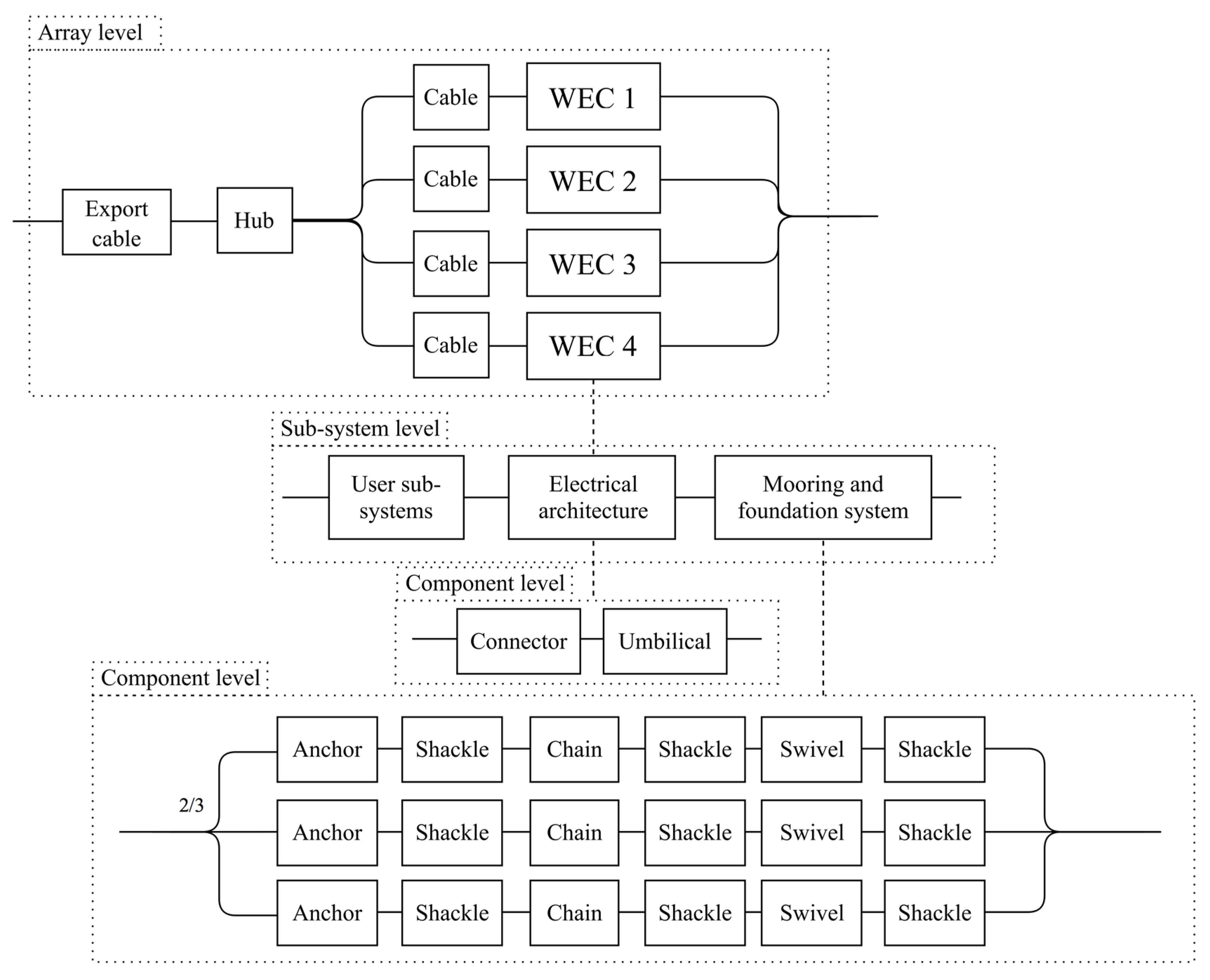
2. Reliability Assessment within the DTOcean Tool
2.1. DTOcean Design Tool Overview
2.2. Assessment Method
2.3. Data Provision

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Environment | Factor | Description |
|---|---|---|
| Ground, benign | 1.0 | Non-mobile, temperature and humidity controlled environment, readily maintainable |
| Naval, sheltered | 5.0 | Sheltered or below deck conditions |
| Naval, unsheltered | 16.0 | Unprotected, surface equipment exposed to weather conditions and salt water immersion |
2.4. Uncertainty
| Application Area | Technology Status | ||
|---|---|---|---|
| 1 (Proven) | 2 (Limited Field History) | 3 (New or Unproven) | |
| 1 (known) | 1 | 2 | 3 |
| 2 (new) | 2 | 3 | 4 |
3. Improving Reliability Predictions through Component Reliability Testing
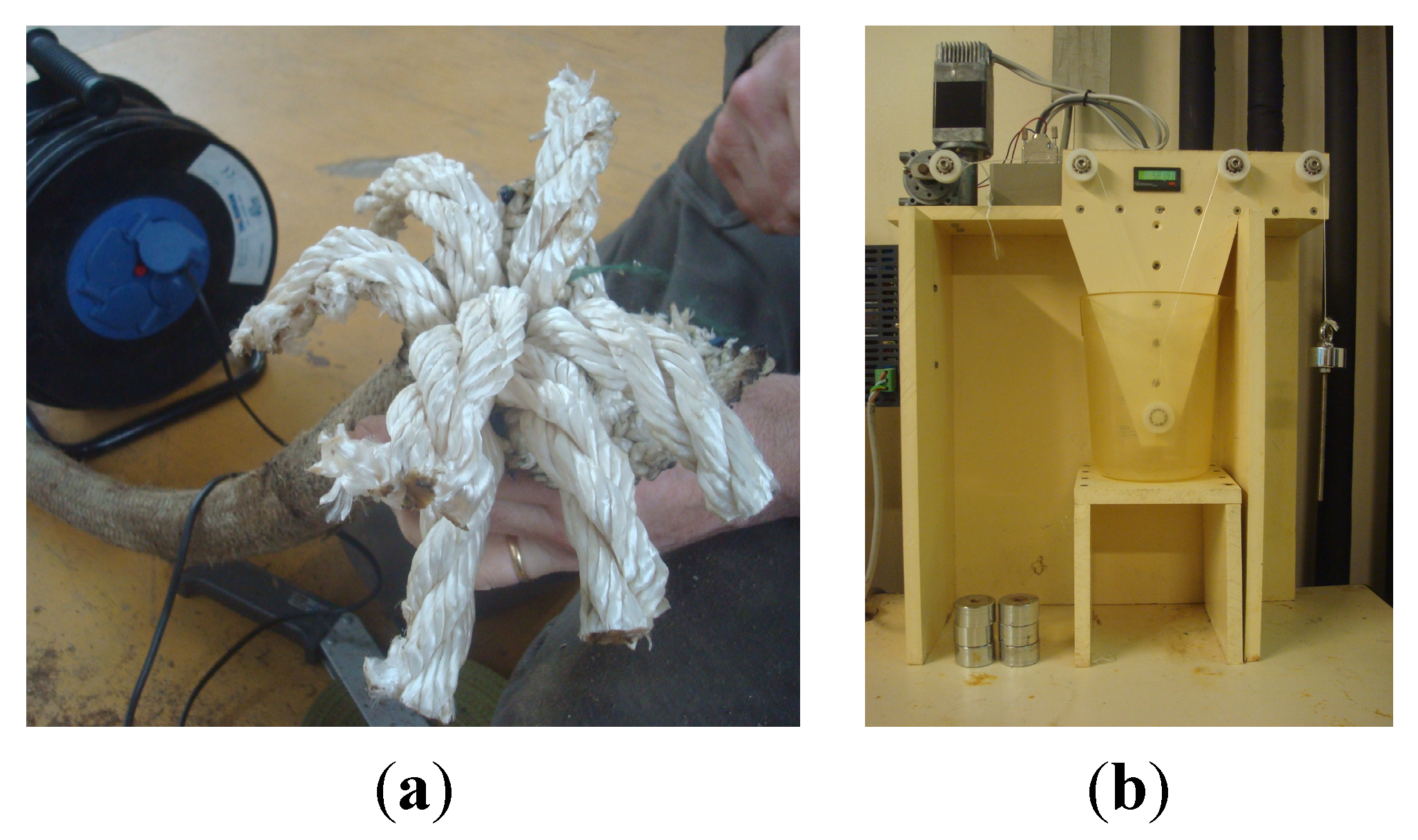
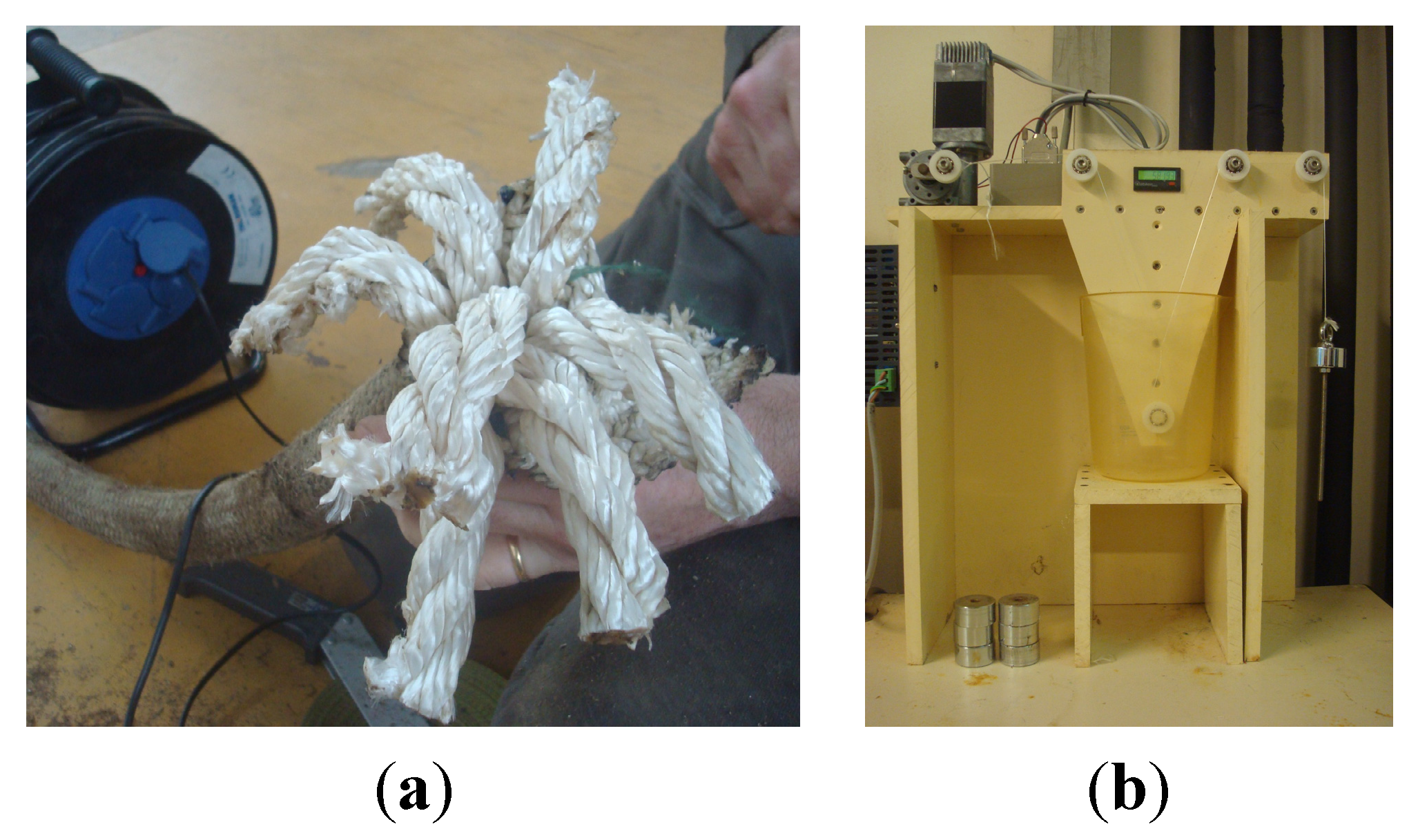
3.1. Testing Facilities: The South West Mooring Test Facility (SWMTF) and Dynamic Marine Component Test Facility (DMAC)
3.2. Reliability Assessment: A Case Study to Review Safety Factors in Mooring Design
- Numerical modelling using finite element software
- Accelerated testing using DMaC
- Field trials at the SWMTF.
| Shackle | Exposure Level | Failure Location and Type | Log10 Load Cycles |
|---|---|---|---|
| 10 | Low | None | 3.70 |
| 11 | Low | None | 3.70 |
| 4 | Medium | None | 4.29 |
| 5 | Medium | None | 4.29 |
| 6 | Medium | Break (bow) | 4.29 |
| 7 | High | Fatigue crack (pin) | 4.39 |
| 8 | High | Fatigue crack (pin) | 4.39 |
| 9 | High | Break (centre of pin) | 4.39 |

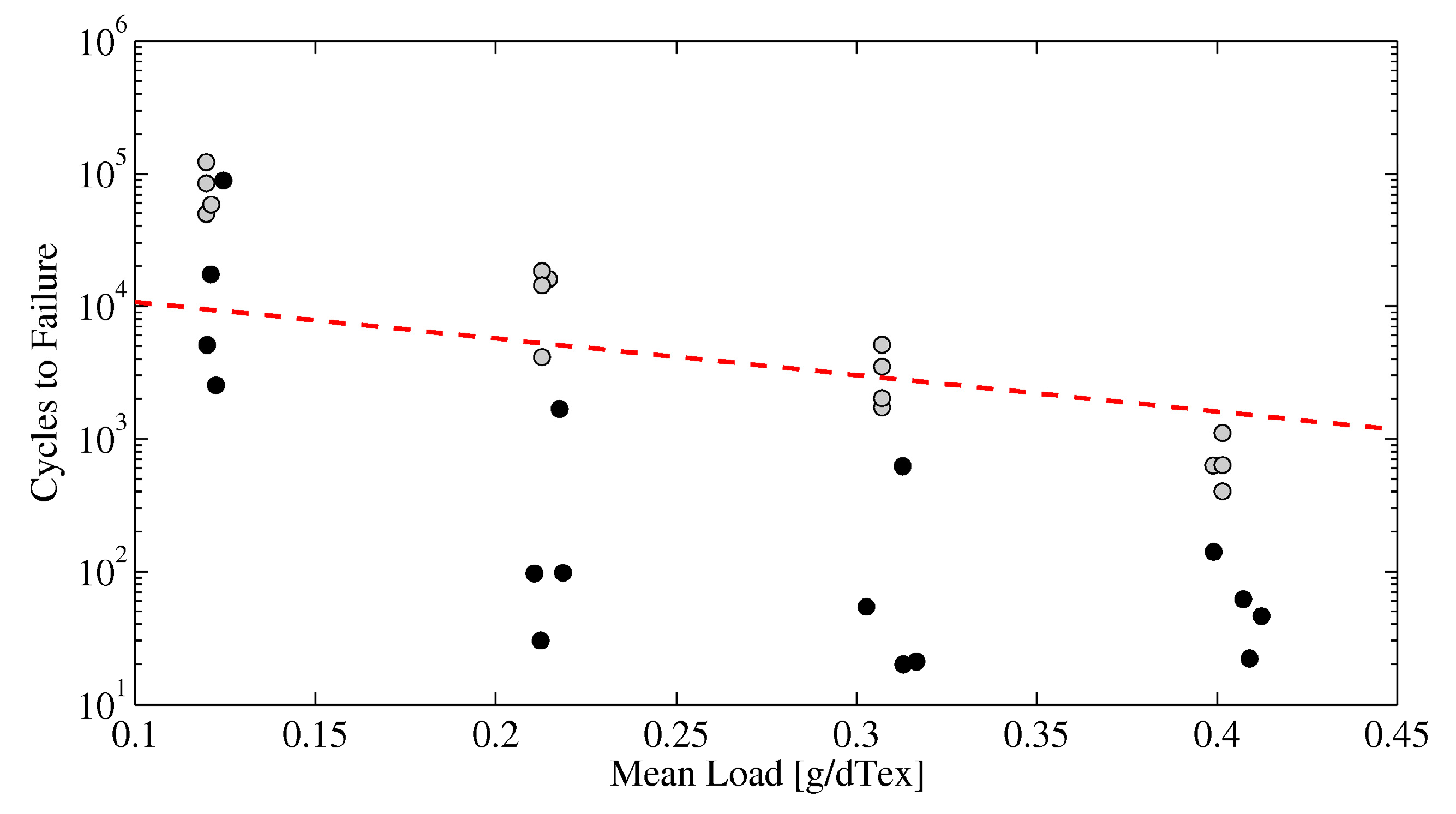
3.3. Synthetic Rope Yarn Durability Assessment
| Yarn Condition | Mean Load (g/dTex) | Log10 Cycles to Failure | ||
|---|---|---|---|---|
| Minimum | Maximum | Average | ||
| New | 0.12 | 4.69 | 5.09 | 4.87 |
| 0.21 | 3.62 | 4.26 | 4.06 | |
| 0.31 | 3.24 | 3.71 | 3.45 | |
| 0.40 | 2.61 | 3.04 | 2.81 | |
| Aged | 0.12 | 3.4 | 4.95 | 4.07 |
| 0.21 | 1.48 | 3.22 | 2.17 | |
| 0.31 | 1.30 | 2.79 | 1.79 | |
| 0.41 | 1.34 | 2.15 | 1.74 | |
| Yarn Condition | Log10 Cycles to Failure | R2 |
|---|---|---|
| New | −7.2396T + 5.6824 | 0.9345 |
| Aged | −7.7221T + 4.479 | 0.5542 |
| Cordage Institute [33] | - |
3.4. The Value of Physical Component Test Data to Reliability Prediction
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- European Commission. Smarter, Greener, More Inclusive? Indicators to Support the Europe 2020 Strategy; Publications Office of the European Union: Luxembourg, Luxembourg, 2015. [Google Scholar]
- European Ocean Energy. Industry Vision Paper; European Ocean Energy: Brussels, Belgium, 2013. [Google Scholar]
- RenewableUK. In Wave and Tidal Energy in the UK. Conquering Challenges, Generating Growth; RenewableUK: London, UK, 2013.
- European Commission. In HORIZON 2020—Work Programme 2014–2015. Annex G. Technology Readiness Levels (TRL); Extract from Part 19-Commission Decision C (2014)4995; European Commission: Brussels, Belgium, 2014.
- Magagna, D.; MacGillivray, A.; Jeffrey, H.; Hanmer, C.; Raventos, A.; Badcock-Broe, A.; Tzimas, E. Wave and Tidal Energy Strategic Technology Agenda, 2nd ed.; SIOcean, Joint Research Centre: Brussels, Belgium, 2014. [Google Scholar]
- Wolfram, J. On assessing the reliability and availability of marine energy converters: The problems of a new technology. Proc. Inst. Mech. Eng. O J. Risk Reliabil. 2006, 220, 55–68. [Google Scholar]
- Abdulla, K.; Skelton, J.; Doherty, K.; O’Kane, P.; Doherty, R.; Bryans, G. Statistical Availability Analysis of Wave Energy Converters. In Proceedings of the 21st International Offshore and Polar Engineering Conference, Maui, HI, USA, 19–24 June 2011.
- University of Edinburgh. SuperGEN Marine Energy Research. Final Report; University of Edinburgh: Edinburgh, UK, 2011. [Google Scholar]
- Catapult Offshore Renewable Energy and the Crown Estate. SPARTA: The Performance Data Exchange Platform for Offshore Wind. Available online: https://ore.catapult.org.uk/sparta (accessed on 5 August 2014).
- Offshore Renewable Energy (ORE) Catapult. Tidal turbine powertrain reliability project. Available online: https://ore.catapult.org.uk/our-projects/-/asset_publisher/fXyYgbhgACxk/content/tidal-turbine-powertrain-reliability-project (accessed on 5 August 2015).
- Crabtree, C.J.; Zappalá, D.; Hogg, S.I. Wind energy: UK experiences and offshore operational challenges. Proc. Inst. Mech. Eng. A J. Power Energy 2015. [Google Scholar] [CrossRef]
- U.S. Department of Defense. Military Handbook: Reliability Prediction of Electronic Equipment; MIL-HDBK-217F; U.S. Department of Defense: Washington, DC, USA, 1991. [Google Scholar]
- OREDA. Offshore REliability Data Home Page. Available online: http://www.oreda.com (accessed on 10 July 2015).
- Bala, S.; Pan, S.; Das, D.; Apeldoorn, O.; Ebner, S. Lowering Failure Rates and Improving Serviceability in Offshore Wind Conversion-Collection Systems. In Proceedings of the 2012 IEEE Power Electronics and Machines in Wind Applications, Denver, CO, USA, 16–18 July 2012.
- Thies, P.R.; Smith, G.H.; Johanning, L. Addressing failure rate uncertainties of marine energy converters. Renew. Energy 2012, 44, 359–367. [Google Scholar] [CrossRef]
- McAuliffe, F.D.; Macadré, L.; Donovan, M.H.; Murphy, J.; Lynch, K. Economic and Reliability Assessment of a Combined Marine Renewable Energy Platform. In Proceedings of the 11th European Wave and Tidal Energy Conference, Nantes, France, 6–11 September 2015.
- Det Norske Veritas. Offshore Service Specification DNV-OSS-312 Certification of Tidal and Wave Energy Converters; Det Norske Veritas: Oslo, Norway, 2008. [Google Scholar]
- Snowberg, D.; Weber, J. MHK Technology Development Risk Management Framework; NREL/TP-5000-63258; National Renewable Energy Laboratory: Denver, USA, 2015. [Google Scholar]
- Low Carbon Innovation Coordination Group. Technology Innovation Needs Assessment (TINA) Marine Energy Summary Report. Available online: http://www.carbontrust.com/media/168547/tina-marine-energy-summary-report.pdf (accessed on 12 September 2014).
- Thies, P.R.; Johanning, L.; Smith, G.H. Towards component reliability testing for marine energy converters. Ocean Eng. 2011, 34, 1918–1934. [Google Scholar] [CrossRef]
- Johanning, L.; Thies, P.R.; Smith, G.H. Component test facilities for marine renewable energy converters. In Proceedings of the Marine Renewable and Offshore Wind Energy Conference, London, UK, 21 April 2010.
- Gordelier, T.; Parish, D.; Johanning, L. A novel mooring tether for highly dynamic offshore applications; mitigating peak and fatigue loads via reduced and selectable axial stiffness. J. Mar. Sci. Eng. 2015, 3, 1287–1310. [Google Scholar] [CrossRef]
- Thies, P.R.; Johanning, L.; Karikari-Boateng, K.A.; Ng, C.; McKeever, P. Component reliability test approaches for marine renewable energy. Proc. Inst. Mech. Eng. O J. Risk Reliabil. 2015, 229, 403–416. [Google Scholar] [CrossRef]
- Det Norske Veritas. Fatigue Design of Offshore Steel Structures; Det Norske Veritas: Oslo, Norway, 2011. [Google Scholar]
- Det Norske Veritas. Offshore Standard DNV-OS-E301 Position Mooring; Det Norske Veritas: Oslo, Norway, 2013. [Google Scholar]
- Gordelier, T.; Johanning, L.; Thies, P.R. Reliability verification of mooring components for floating marine energy converters. In Proceedings of the SHF Marine Renwable Energy—MRE 2013, Brest, France, 9–10 October 2013.
- Weller, S.D.; Johanning, L.; Davies, P.; Banfield, S.J. Synthetic mooring ropes for marine renewable energy applications. Renew. Energy 2015, 83, 1268–1278. [Google Scholar] [CrossRef]
- Weller, S.D.; Davies, P.; Vickers, A.W.; Johanning, L. Synthetic rope responses in the context of load history: Operational performance. Ocean Eng. 2014, 83, 111–124. [Google Scholar] [CrossRef]
- Chailleux, E.; Davies, P. Modelling the Non-Linear Viscoelastic and Viscoplastic Behaviour of Aramid Fibre Yarns. Mech. Time Depend. Mater. 2003, 7, 291–303. [Google Scholar] [CrossRef]
- Johanning, L.; Smith, G.H.; Wolfram, J. Measurements of static and dynamic mooring line damping and their importance for floating WEC devices. Ocean Eng. 2007, 34, 1918–1934. [Google Scholar] [CrossRef]
- Ridge, I.M.L.; Banfield, S.J.; Mackay, J. Nylon fibre rope moorings for wave energy converters. In Proceedings of the OCEANS 2010 Conference, Seattle, WA, USA, 20–23 September 2010.
- Weller, S.D.; Davies, P.; Vickers, A.W.; Johanning, L. Synthetic rope responses in the context of load history: The Influence of Aging. Ocean Eng. 2015, 96, 192–204. [Google Scholar] [CrossRef]
- Flory, J.F. Cordage Institute guidelines for marine grade nylon and polyester rope-making yarns. In Proceedings of the OCEANS 2013 Conference, Bergen, Norway, 6–8 May 2013.
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Weller, S.D.; Thies, P.R.; Gordelier, T.; Johanning, L. Reducing Reliability Uncertainties for Marine Renewable Energy. J. Mar. Sci. Eng. 2015, 3, 1349-1361. https://doi.org/10.3390/jmse3041349
Weller SD, Thies PR, Gordelier T, Johanning L. Reducing Reliability Uncertainties for Marine Renewable Energy. Journal of Marine Science and Engineering. 2015; 3(4):1349-1361. https://doi.org/10.3390/jmse3041349
Chicago/Turabian StyleWeller, Sam D., Philipp R. Thies, Tessa Gordelier, and Lars Johanning. 2015. "Reducing Reliability Uncertainties for Marine Renewable Energy" Journal of Marine Science and Engineering 3, no. 4: 1349-1361. https://doi.org/10.3390/jmse3041349
APA StyleWeller, S. D., Thies, P. R., Gordelier, T., & Johanning, L. (2015). Reducing Reliability Uncertainties for Marine Renewable Energy. Journal of Marine Science and Engineering, 3(4), 1349-1361. https://doi.org/10.3390/jmse3041349