Effect of Intercritical Quenching Temperature of Cu-Containing Low Alloy Steel of Long Part Forging for Offshore Applications †

Abstract
1. Introduction
2. Materials and Methods
2.1. Material
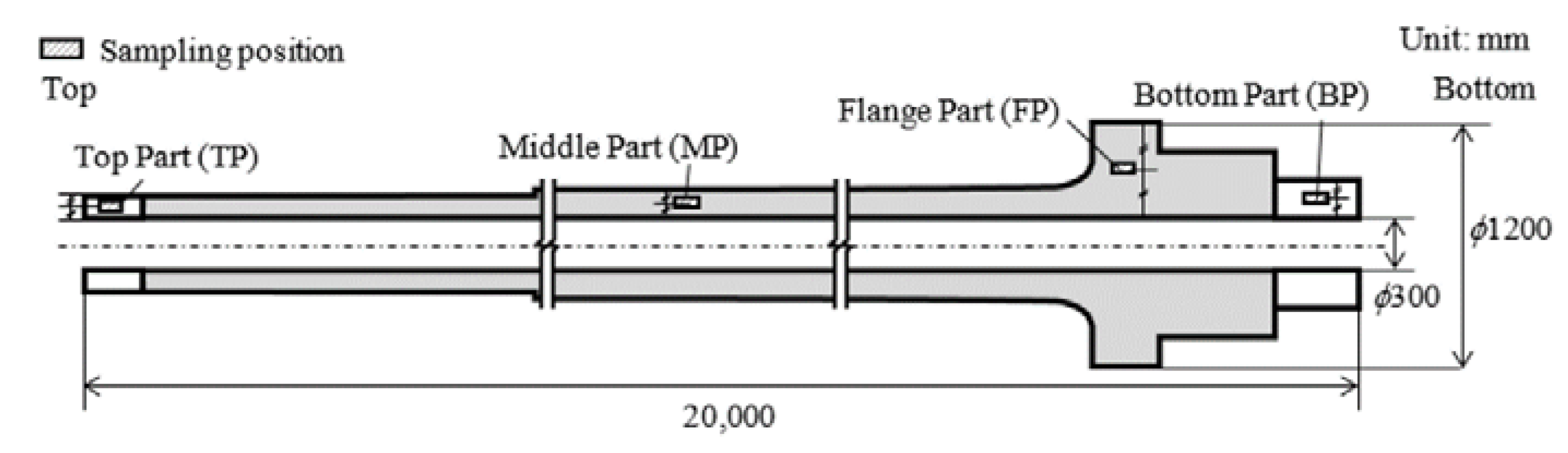
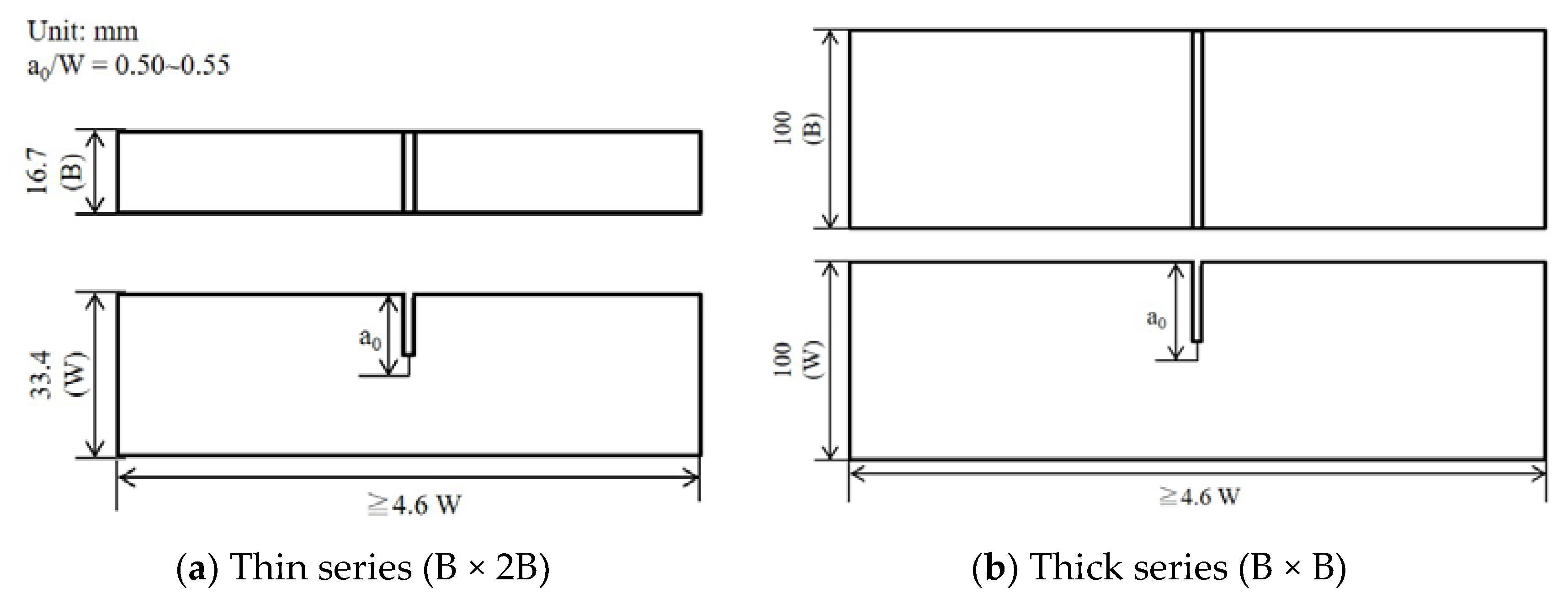
2.2. Experimental Procedure of Mechanical Properties of the Steel with L Treatment
2.3. Experimental Procedure of Weldability of the Steel
3. Results and Discussion
3.1. Effect of L Treatment Temperature on Mechanical Properties
- The tensile strength (T.S.) of the Q–L–T sample is comparable to that of the Q–T sample. Also, 0.2% yield strength (Y.S.) is slightly decreased by L treatment.
- The toughness is dramatically improved by L treatment.
- The strength–toughness balance was obviously improved by L treatment at 1068 K (near the AC3 point of the steel).
3.2. Mechanism of Improvement of Mechanical Properties by L Treatment
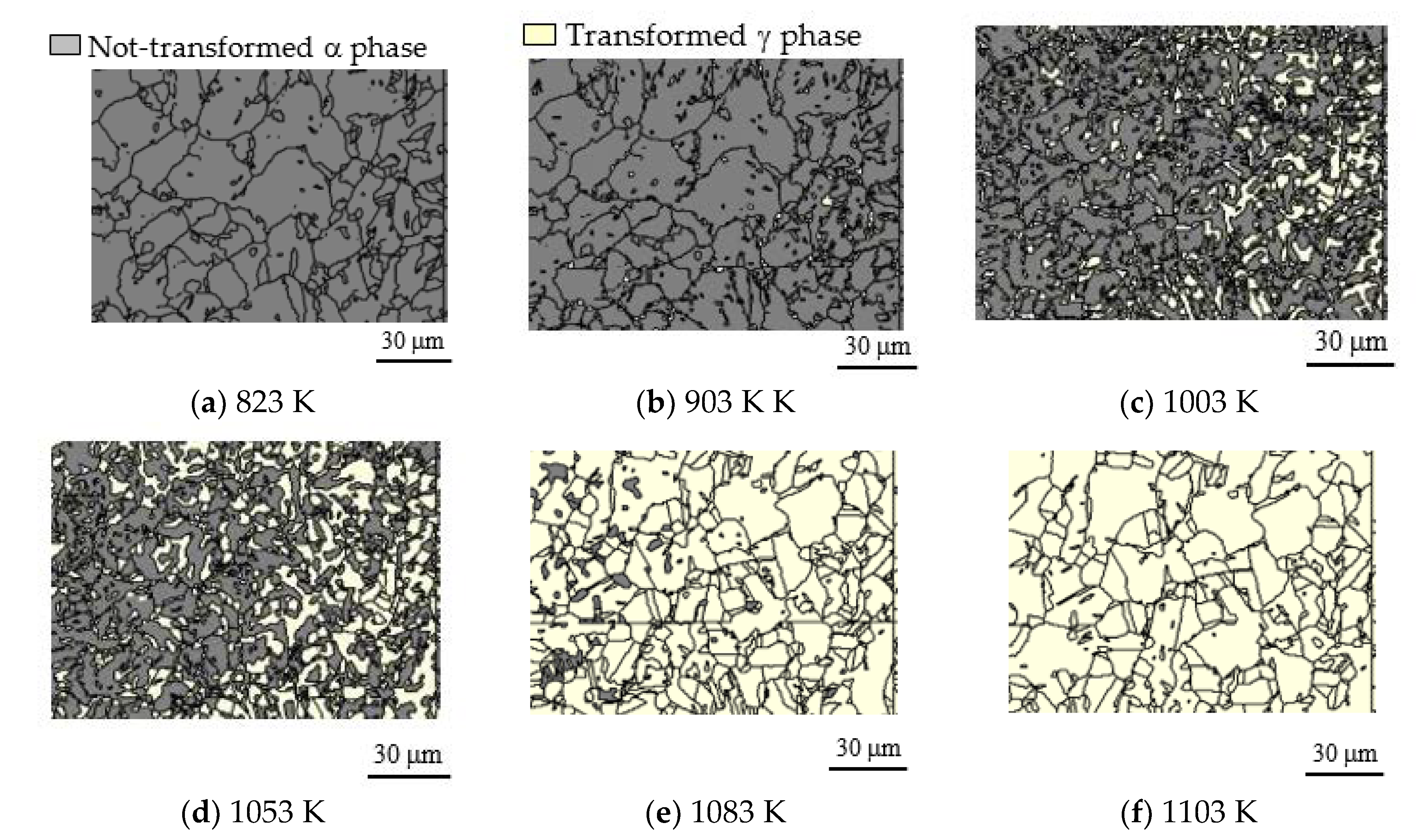
- The strength of the Q–L–T material becomes lower than that of the Q–T material in the cases where the L treatment was carried out in the temperature range from 1003 K to 1053 K (between AC1 and AC3).
- The toughness gradually improves as the L treatment temperature increases.
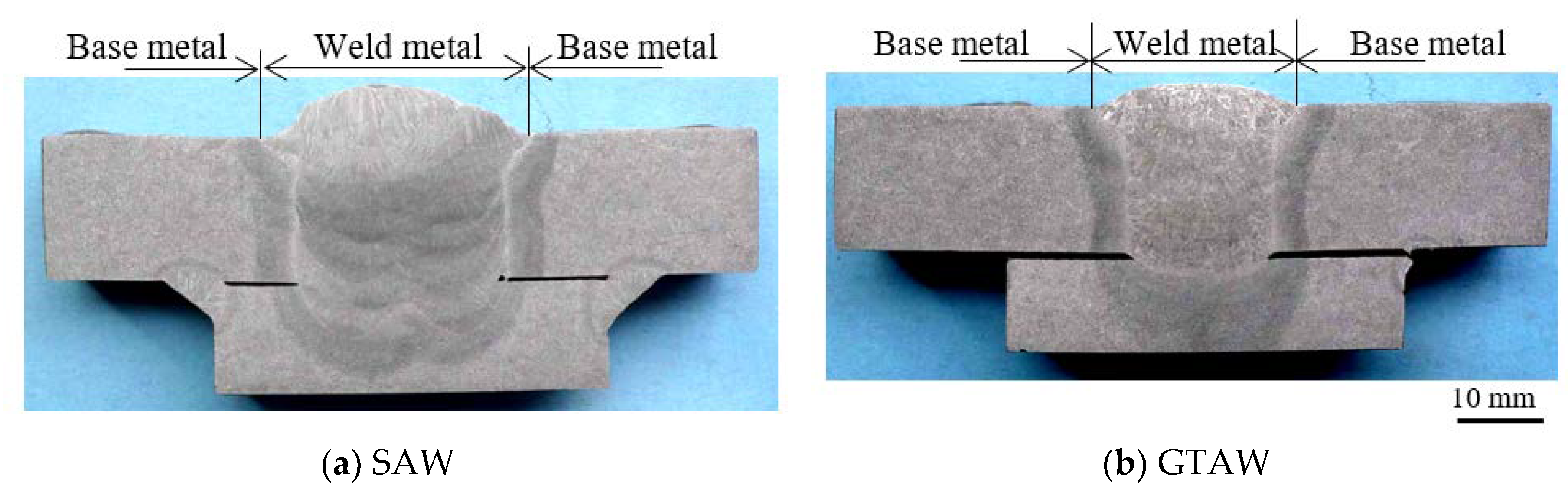
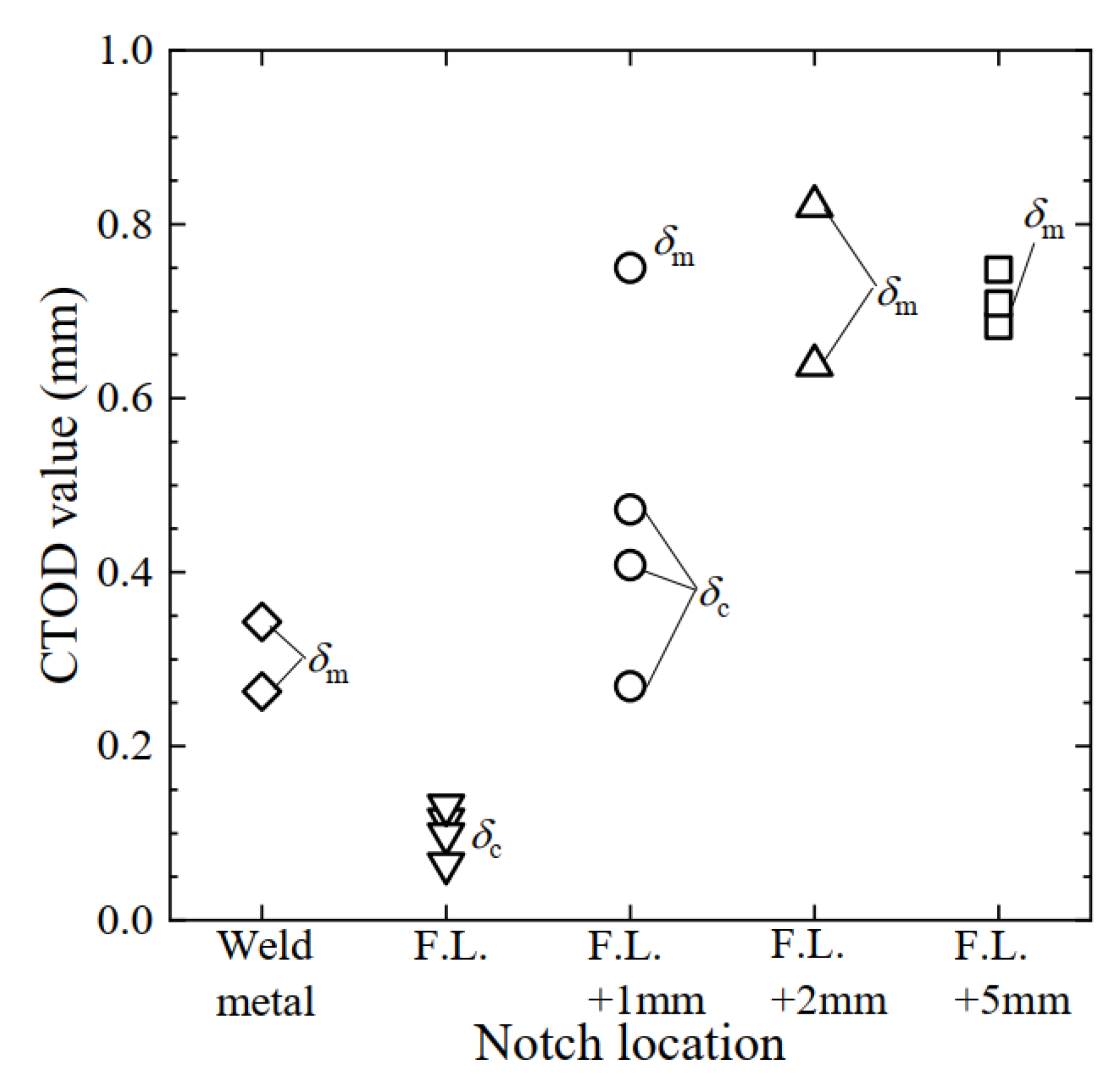
3.3. Weldability of Cu-Containing Low Alloy Steel
4. Conclusions
- The strength–toughness balance was obviously improved by L treatment at 1068 K (near the AC3 point of the steel), and an investigation of the mechanical and fracture toughness properties of the overall product revealed that L treatment resulted in high quality characteristics of the forging for use in an offshore structure.
- The in situ EBSD measurement results indicate that a fine and complicated microstructure is formed by L treatment at higher temperatures between AC1 and AC3. The complicated structure seems to indicate that the crystal grain after the L treatment become extremely fine. Moreover, it is clear that the necessary L treatment time is at least 100 min in order to stably obtain the mechanical property-improving effect.
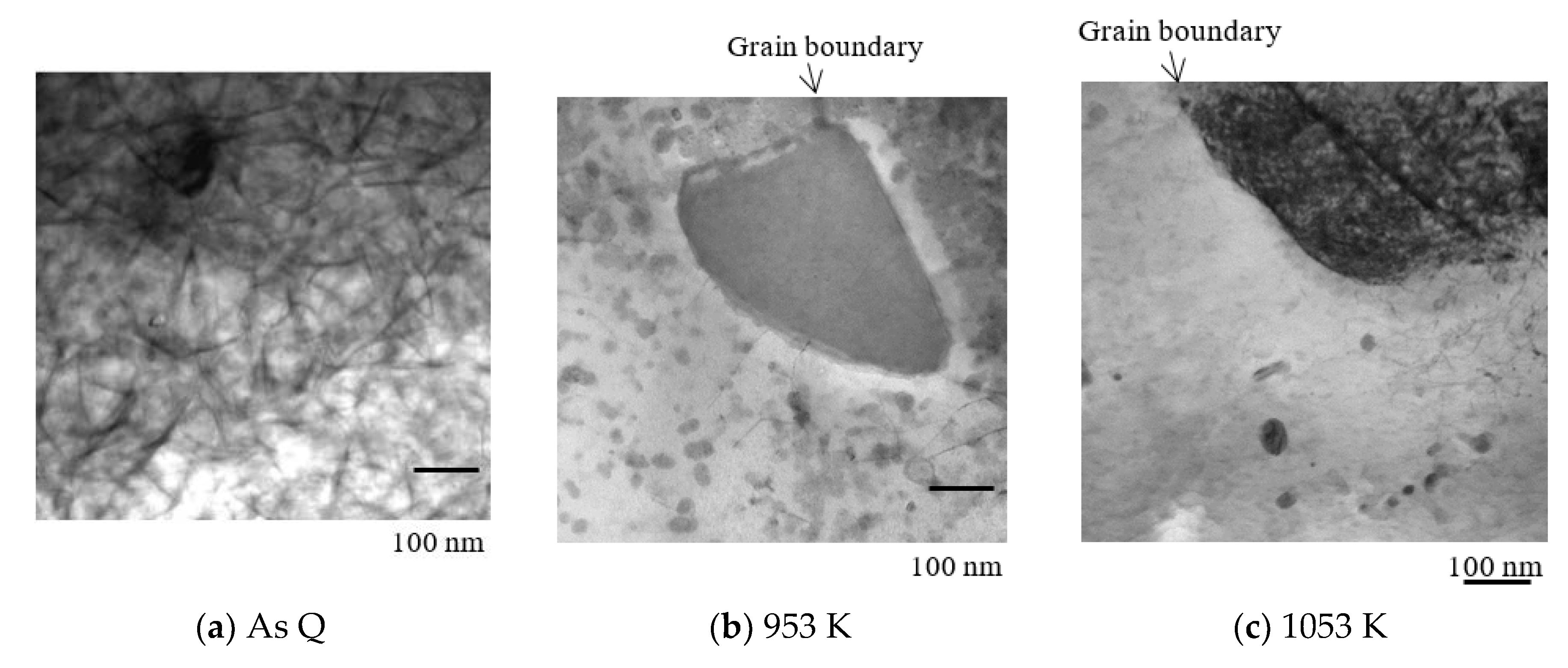
- TEM–EDS analysis shows that coarse Cu precipitates are observed in the not-transformed α phase. Thus, the strengthening effect of the L treatment temperature is relevant to the area ratio of the not-transformed α phase and the transformed γ phase during L treatment. The strength, especially the Y.S., seems to be decreased by the not-transformed α phase acting as a softer phase.
- The EBSD results indicate that the improvement of toughness is due to the refining of the EBSD grain size by the transformed γ phase that is generated during L treatment.
- The long part forgings of Cu-containing low alloy steel have good weldability, since the maximum hardness of HAZ is less than 300 HV, and the HAZ of steel has a good CTOD property with less than 2.3 kJ/mm of heat input using GTAW.
Author Contributions
Funding
Conflicts of Interest
References
- Saint-Marcoux, J.; Legras, J. Impact on Risers and Flowlines Design of the FPSO Mooring in Deepwater and Ultra Deepwater. In Proceedings of the Offshore Technology Conference 2014, OTC, Texas, 5–8 May 2014; 2014; pp. 946–956. [Google Scholar]
- Martin, A.; Walsh, S.P. The Chemistry Modifications to ASTM A707 for Offshore Structural Integrity. In Steel Forgings Second Volume; ASTM International: Pennsylvania, 1997; pp. 196–209. [Google Scholar]
- Venturino, P.; Otegui, L.J.; Teutónico, M. GAS Pipeline Leakage in Urban Subsurface Soil. Procedia Mater. Sci. 2012, 1, 289–296. [Google Scholar] [CrossRef]
- Papavinasam, S. Corrosion Control in the Oil and Gas Industry, Chapter3: Material; Elsevier: Amsterdam, The Netherlands, 2014; pp. 133–177. [Google Scholar]
- Honma, Y.; Sasaki, G.; Hashi, K. Improvement on Mechanical Properties of Cu-Containing Low Alloy Steel of Long Part Forging for Offshore Applications by Manufacturing Process. In ASME 2017 36th International Conference on Ocean, Offshore and Arctic Engineering; American Society of Mechanical Engineers: Trondheim, Norway, 2017. [Google Scholar]
- Saitoh, N.; Yamaba, R.; Muraoka, H.; Saeki, O. Dvelopment of Heavy 9% Nickel Steel Plates with Superior Low-Temperature Toughness for LNG Storage Tanks. Nippon Steel Tech. Rep. 1993, 58, 9–16. [Google Scholar]
- Shikanai, N.; Mitao, S.; Endo, S. Recent Development in Microstructural Control Technologies through the Thermo-Mechanical Control Process (TMCP) with JFE Steel’s High-Performance Plates. JFE Tech. Rep. 2008, 11, 1–6. [Google Scholar]
- Kim, H.; Ahn, Y.; Oh, Y.; Kim, G.; Hong, J. Effect of Intercritical Annealing on the Toughness and Strength of SA508 Gr.3 Heavy Section Forging Steel. In Proceedings of the 13th Internatinal Forgemasters Meeting, Pusan, Korea, 12–16 October 1997; pp. 197–208. [Google Scholar]
- Xie, B.S.; Cai, Q.W.; Yun, Y.; Li, G.S.; Ning, Z. Development of high strength ultra-heavy plate processed with gradient temperature rolling, intercritical quenching and tempering. Mater. Sci. Eng. A 2017, 680, 454–468. [Google Scholar] [CrossRef]
- Tsuchiyama, T.; Inoue, T.; Tobata, J.; Akama, D.; Takaki, S. Microstructure and mechanical properties of a medium manganese steel treated with interrupted quenching and intercritical annealing. Scrip. Mater. 2016, 122, 36–39. [Google Scholar] [CrossRef]
- Yan, N.; Di, H.; Misra, R.D.K.; Huang, H.; Li, Y. Enhancing austenite stability in a new medium-Mn steel by combining deep cryogenic treatment and intercritical annealing: An experimental and theoretical study. Mater. Sci. Eng. A 2019, 753, 11–21. [Google Scholar] [CrossRef]
- Thompson, S.W. Fine–scale structural features of intercritically aged HSLA-100 plate steel and their influence on yield strength and low-temperature impact toughness. Mater. Charact. 2018, 136, 425–434. [Google Scholar] [CrossRef]
- Hwang, B.; Lee, G.G. Influence of thermomechanical processing and heat treatments on tensile and Charpy impact properties of B and Cu bearing high-strength low-alloy steels. Mater. Sci. Eng. A 2010, 527, 4341–4346. [Google Scholar] [CrossRef]
- Takaki, S.; Fujioka, M.; Aihara, S.; Nagataki, Y.; Yamashita, T.; Sano, N.; Adachi, Y.; Nomura, M.; Yaguchi, H. Effect of Copper on Tensile Properties and Grain-Refinement of Steel and its Relation to Precipitation Behavior. Mater. Trans. 2004, 7, 2239–2244. [Google Scholar] [CrossRef]
- Han, G.; Xie, Z.J.; Li, Z.Y.; Lei, B.; Misra, R.D.K. Evolution of crystal structure of Cu precipitates in a low carbon steel. Mater. Design 2017, 135, 92–101. [Google Scholar] [CrossRef]
- Wei, R.; Enomoto, M.; Hadian, R.; Zurob, H.S.; Purdy, G.R. Growth of austenite from as-quenched martensite during intercritical annealing in an Fe–0.1C–3Mn–1.5Si alloy. Acta Mater. 2013, 61, 697–707. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 15653; International Organization for Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- Gourgues, A.F.; Flower, H.M.; Lindley, T.C. Electron Backscattering Diffraction Study of Acicular Ferrite, Banite, and Martensite Steel Microstructures. Mater. Sci. Technol. 2000, 16, 26–40. [Google Scholar] [CrossRef]
- Hanamura, T.; Yin, F.; Nagai, K. Ductile-Brittle Transition Temperature of Ultrafine Ferrite/Cementite Microstructure in a Low Carbon Steel Controlled by Effective Grain Size. Iron Steel Inst. Jpn. Int. 2004, 44, 610–617. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (mass%) | Transformation Temp. (K) | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cu | Other | AC1 | AC3 | |
| Steel A (50 kg test ingot) | 0.03 | 0.35 | 1.40 | 2.15 | 1.27 | Cr, Mo, Al, Nb | 927 | 1083 |
| Steel B (Full-size product) | 0.02 | 0.33 | 1.30 | 2.11 | 1.23 | Cr, Mo, Al, Nb | 927 | 1081 |
| Welding Process | Abbreviated Expression | Consumable | Maximum Heat Input (KJ/mm) |
|---|---|---|---|
| Submerged arc welding | SAW | A5.23 F9A8-EG-G | 3.5 |
| 2.5 | |||
| 1.8 | |||
| Gas tungsten arc welding | GTAW | A5.28 ER100S-G | 2.7 |
| 2.3 | |||
| 1.6 |
| Heat Treatment Process | L Treatment Temp. (K) | 0.2% Y.S. (MPa) | T.S. (MPa) | El. (%) | R.A. (%) | YR (-) | FATT (K) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Each | Ave. | Each | Ave. | Each | Ave. | Each | Ave. | ||||
| Q-T | - | 642 | 640 | 729 | 729 | 28 | 28 | 75 | 76 | 0.88 | 233 |
| 638 | 729 | 28 | 76 | ||||||||
| Q-L-T | 1053 | 569 | 569 | 725 | 726 | 27 | 27 | 76 | 75 | 0.78 | 193 |
| 570 | 727 | 27 | 75 | ||||||||
| Q-L-T | 953 | 564 | 570 | 675 | 680 | 29 | 29 | 80 | 80 | 0.84 | 198 |
| 575 | 684 | 28 | 80 | ||||||||
| 1003 | 525 | 525 | 661 | 661 | 31 | 31 | 81 | 82 | 0.79 | 190 | |
| 525 | 661 | 31 | 82 | ||||||||
| 1038 | 532 | 530 | 665 | 664 | 30 | 30 | 80 | 80 | 0.80 | 185 | |
| 527 | 663 | 30 | 79 | ||||||||
| 1053 | 531 | 532 | 663 | 663 | 31 | 31 | 81 | 81 | 0.80 | 190 | |
| 532 | 663 | 30 | 81 | ||||||||
| 1068 | 568 | 567 | 684 | 684 | 29 | 30 | 80 | 81 | 0.83 | 178 | |
| 566 | 683 | 31 | 82 | ||||||||
| Sampling Location | 0.2% Y.S. (MPa) | T.S. (MPa) | El. (%) | R.A. (%) | YR (-) | FATT (K) | NDTT (K) | CTOD Value δ (mm) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Each | Ave. | Each | Ave. | Each | Ave. | Each | Ave. | ||||||
| Thin part* | TP | 618 | 617 | 692 | 692 | 28 | 29 | 82 | 82 | 89 | 163 | 208 | 1.52 (δm) 1.27 (δm) 1.17 (δm) |
| 616 | 691 | 29 | 82 | ||||||||||
| MP | 606 | 607 | 681 | 681 | 29 | 29 | 82 | 82 | 89 | 159 | 208 | 1.27 (δm) 1.46 (δm) 1.38 (δm) | |
| 607 | 681 | 29 | 82 | ||||||||||
| Thick part* | FP | 552 | 547 | 669 | 666 | 30 | 30 | 81 | 81 | 82 | 159 | 228 | 2.89 (δm) 2.98 (δm) 2.35 (δu) |
| 542 | 663 | 30 | 81 | ||||||||||
| BP | 557 | 562 | 676 | 677 | 30 | 30 | 81 | 81 | 83 | 160 | 228 | 2.96 (δm) 2.86 (δm) 3.23 (δm) | |
| 566 | 678 | 30 | 81 | ||||||||||
| L Treatment Temperature (K) | EBSD Grain Size (μm) | |
|---|---|---|
| Average | Maximum | |
| 953 | 12.5 | 129 |
| 1003 | 10.8 | 96 |
| 1053 | 10.5 | 84 |
| 1068 | 7.2 | 49 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Honma, Y.; Sasaki, G.; Hashi, K. Effect of Intercritical Quenching Temperature of Cu-Containing Low Alloy Steel of Long Part Forging for Offshore Applications. Appl. Sci. 2019, 9, 1705. https://doi.org/10.3390/app9081705
Honma Y, Sasaki G, Hashi K. Effect of Intercritical Quenching Temperature of Cu-Containing Low Alloy Steel of Long Part Forging for Offshore Applications. Applied Sciences. 2019; 9(8):1705. https://doi.org/10.3390/app9081705
Chicago/Turabian StyleHonma, Yuta, Gen Sasaki, and Kunihiko Hashi. 2019. "Effect of Intercritical Quenching Temperature of Cu-Containing Low Alloy Steel of Long Part Forging for Offshore Applications" Applied Sciences 9, no. 8: 1705. https://doi.org/10.3390/app9081705
APA StyleHonma, Y., Sasaki, G., & Hashi, K. (2019). Effect of Intercritical Quenching Temperature of Cu-Containing Low Alloy Steel of Long Part Forging for Offshore Applications. Applied Sciences, 9(8), 1705. https://doi.org/10.3390/app9081705