Development of Novel Test Specimens for Characterization of Multi-Material Parts Manufactured by Material Extrusion


Abstract
1. Introduction
2. Test Methods for ME
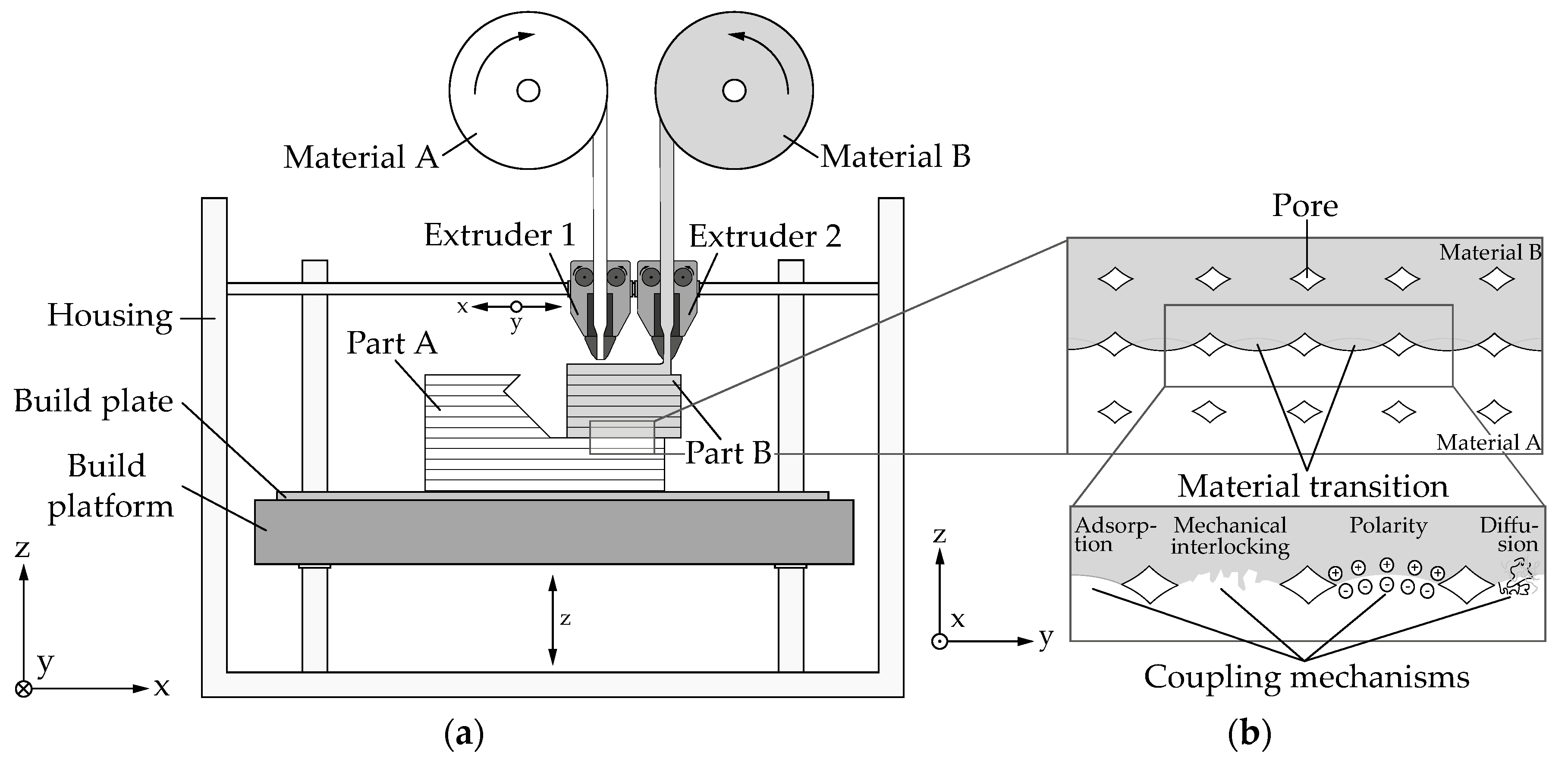
2.1. Material Extrusion
2.2. Mechanical Testing of Plastics
2.3. Mechanical Testing of ME Printed Test Specimens
3. Experimental
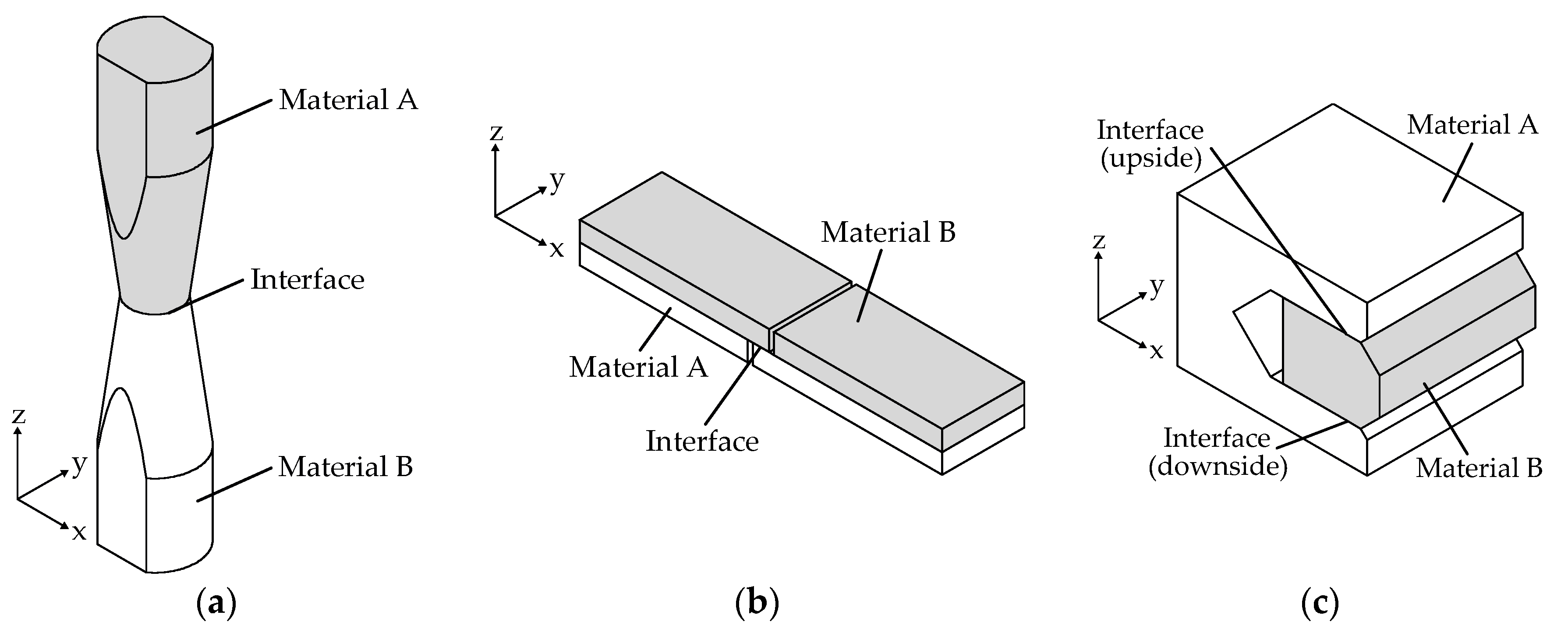
3.1. Development of Novel Test Specimens for Multi-Material ME
3.2 Experimental Set-Up
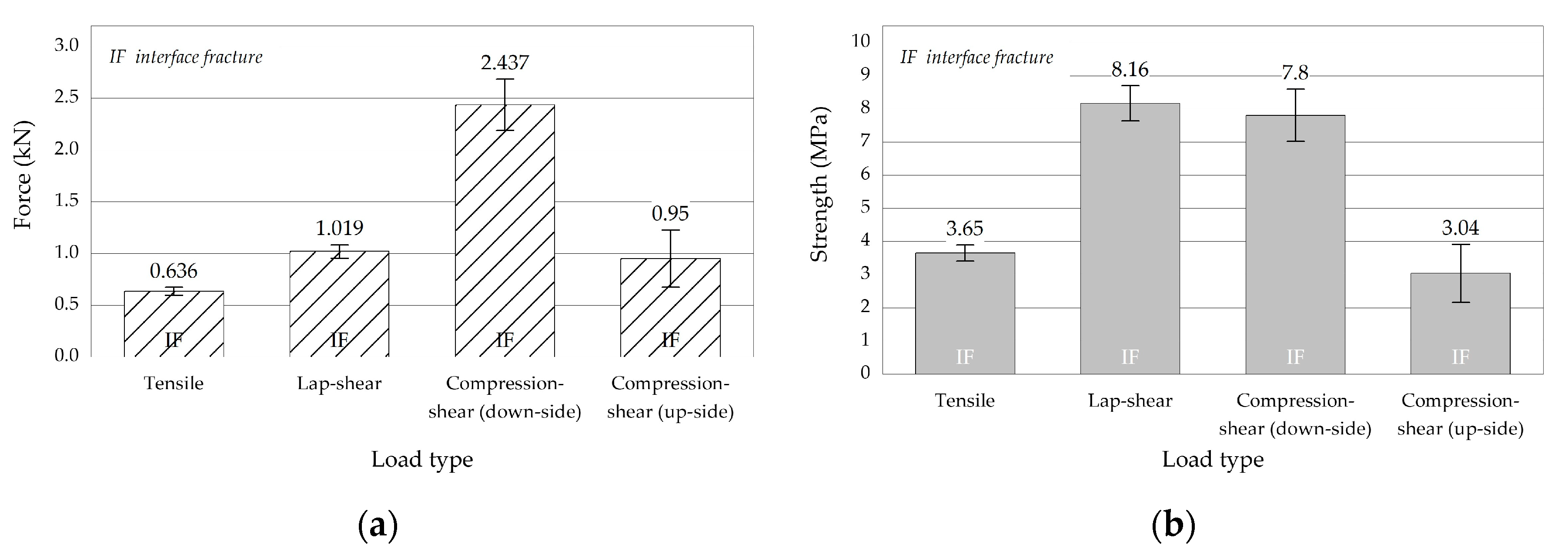
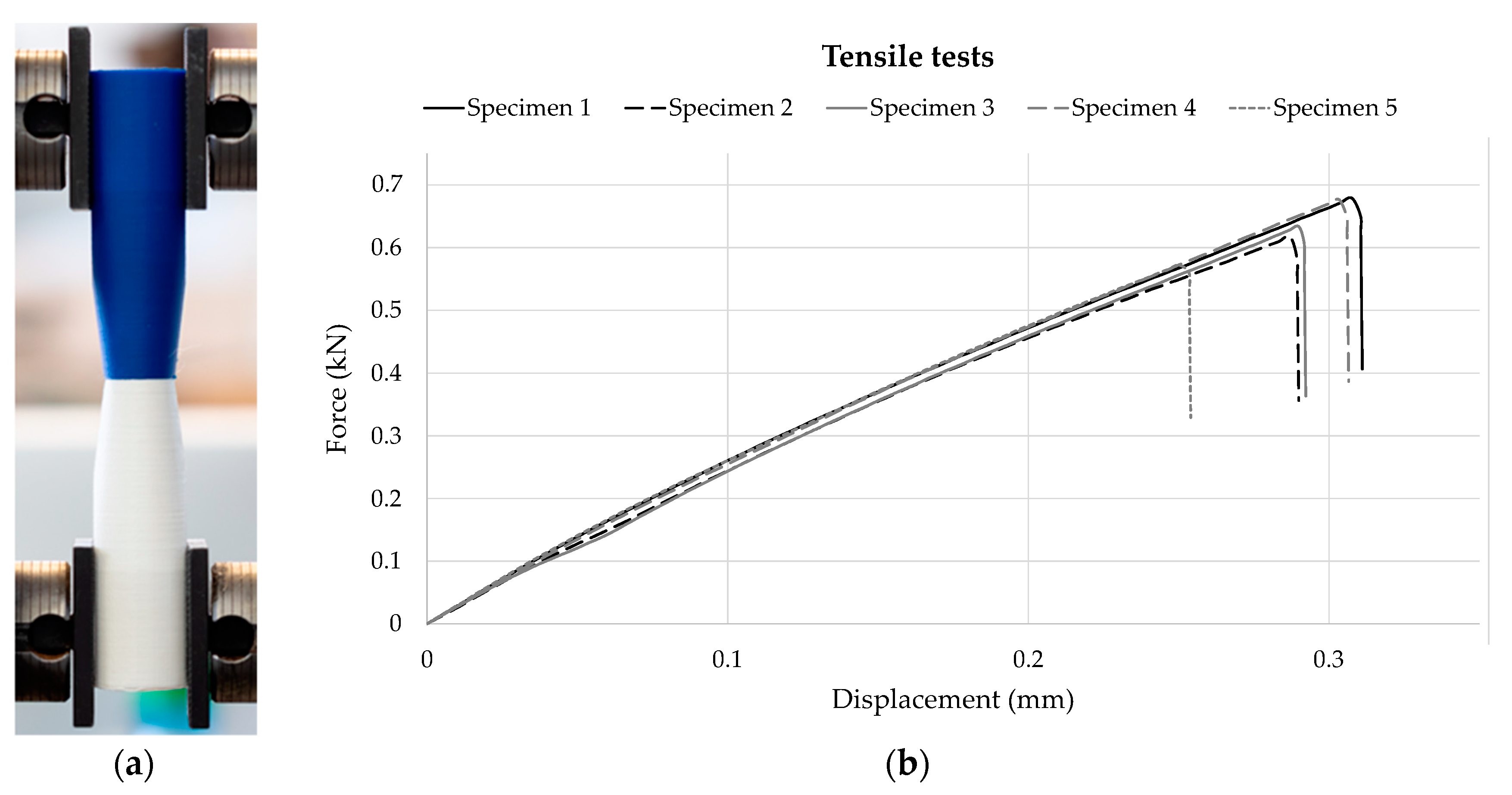
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rothe, S.; Watschke, H.; Langer, S.C. Study on the producibility of additively manufactured acoustic black holes. In Proceedings of the International Congress on Sound and Vibration 24 (ICSV), London, UK, 23–27 July 2017. [Google Scholar]
- Rothe, S.; Blech, C.; Watschke, H.; Vietor, T.; Langer, S.C. Numerical modelling of additively manufactured acoustic black holes. In Proceedings of the Inter-Noise 2018 47th International Congress and Exposition on Noise Control Engineering, Chicago, IL, USA, 26–29 August 2018. [Google Scholar]
- Watschke, H.; Rautenberg, D.; Waalkes, L.; Junior, C.S.; Vietor, T. Integration of conductive functions based on Fused Layer Modeling. In Proceedings of the 14th Rapid.Tech Conference, Erfurt, Germany, 20–22 June 2017; Kynast, M., Eichmann, M., Witt, G., Eds.; Carl Hanser: Munich, Germany, 2017; pp. 419–432. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Vaezi, M.; Chianrabutra, S.; Mellor, B.; Yang, S. Multiple material additive manufacturing—Part 1: A review. Virtual Phys. Prototyp. 2013, 8, 19–50. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015; pp. 147–160. ISBN 978-1-4939-2113-3. [Google Scholar]
- Yao, X.; Ki Moon, S.; Bi, G.; Wei, J. A multi-material part design framework in additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 1–9. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e. V. Additive Manufacturing—General Principles—Requirements for Purchased AM Parts (ISO/ASTM 52901:2017); DIN EN ISO/ASTM 52901:2018-03—Entwurf; Beuth Verlag GmbH: Berlin, Germany, 2018. [Google Scholar]
- Technical Data Sheet—NatureWork Ingeo™ Biopolymer 4043D. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_4043D_3D-monofilament_pdf.pdf?la=en (accessed on 3 July 2018).
- Technical Data Sheet—ABS by Innofil3D BV, Version No.: 2.0. Available online: https://www.innofil3d.com/wp-content/uploads/2016/05/TDS-Innofil3D-ABS-160609.pdf (accessed on 3 July 2018).
- Technical Data Sheet—ULTEMTM 9085 by Stratasys, Ltd. Available online: http://usglobalimages.stratasys.com/Main/Files/Material_Spec_Sheets/MSS_FDM_ULTEM9085.pdf (accessed on 3 July 2018).
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Awaja, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Progress Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Troughton, M.J. Handbook of Plastics Joining: A Practical Guide, 2nd ed.; Elsevier: New York, NY, USA, 2009; pp. 145–173. ISBN 978-0-8155-1581-4. [Google Scholar]
- Naranjo, A.; del Pilar Noriega, M.; Osswald, T.; Roldan-Alzate, A.; Sierra, J.D. Plastics Testing and Characterization: Industrial Applications; Carl Hanser: Munich, Germany, 2008; pp. 185–261. ISBN 978-3-446-41315-3. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Additive Manufacturing—General Principles—Part 3: Main Characteristics and Corresponding Test Methods (ISO 17296-3:2014); DIN EN ISO 17296-3:2016-12; Beuth Verlag GmbH: Berlin, Germany, 2016. [Google Scholar]
- Arbeiter, F.; Spoerk, M.; Wiener, J.; Gosch, A.; Pinter, G. Fracture mechanical characterization and lifetime estimation of near-homogeneous components produced by fused filament fabrication. Polym. Test. 2018, 66, 105–113. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Cajner, H.; Sapkota, J.; Holzer, C. Parametric optimization of intra- and inter-layer strengths in parts produced by extrusion-based additive manufacturing of poly(lactic acid). J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Cantrell, J.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental Characterization of the Mechanical Properties of 3D Printed ABS and Polycarbonate Parts. Adv. Opt. Methods Exp. Mech. 2016, 3, 89–105. [Google Scholar] [CrossRef]
- Torres, J.; Cole, M.; Owji, A.; DeMastry, Z.; Gordon, A.P. An approach for mechanical property optimization of fused deposition modeling with polylactic acid via design of experiments. Rapid Prototyp. J. 2016, 22, 387–404. [Google Scholar] [CrossRef]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 22, 228–235. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Miguel, F.-V.; Wilson, C.; Santiago, F.; Andres, C. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. Addit. Manuf. 2016, 3. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Knoop, F.C.; Schoeppner, V.; Knoop, F.C.; Schoeppner, V. Mechanical and Thermal Properties of FDM Parts Manufactured with Polyamide, 12. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 10–12 August 2015; Bourell, D.L., Ed.; University of Texas at Austin: Austin, TX, USA, 2015; pp. 935–948. [Google Scholar]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef]
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Bagsik, A.; Schoeppner, V.; Klemp, E. FDM Part Quality Manufactured with Ultem*9085. In Proceedings of the 14th International Scientific Conference—Polymeric Materials 2010, Halle (Saale), Germany, 15–17 September 2010. [Google Scholar]
- Ang, K.C.; Leong, K.F.; Chua, C.K.; Chandrasekaran, M. Investigation of the mechanical properties and porosity relationships in fused deposition modelling-fabricated porous structures. Rapid Prototyp. J. 2006, 12, 100–105. [Google Scholar] [CrossRef]
- Lee, C.S.; Kim, S.G.; Kim, H.J.; Ahn, S.H. Measurement of anisotropic compressive strength of rapid prototyping parts. J. Mater. Proc. Technol. 2007, 187–188, 627–630. [Google Scholar] [CrossRef]
- Ziemian, C.; Sharma, M.; Ziemi, S. Anisotropic Mechanical Properties of ABS Parts Fabricated by Fused Deposition Modelling. In Mechanical Engineering; Gokcek, M., Ed.; InTech: London, UK, 2012; pp. 159–180. ISBN 978-953-51-0505-3. [Google Scholar]
- Bagsik, A.; Josupeit, S.; Schoeppner, V.; Klemp, E. Mechanical analysis of lightweight constructions manufactured with fused deposition modeling. In Proceedings of the PPS-29: The 29th International Conference of the Polymer Processing Society—Conference Papers, Nuremberg, Germany, 15–19 July 2014; Altstaedt, V., Keller, J.-H., Fathi, A., Eds.; American Institute of Physics: College Park, MD, USA, 2014; pp. 696–701. [Google Scholar]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Zhang, M.; Li, S.; Peng, J.; Hu, Y. Mechanical property parametric appraisal of fused deposition modeling parts based on the gray Taguchi method. Int. J. Adv. Manuf. Technol. 2017, 89, 2387–2397. [Google Scholar] [CrossRef]
- Wang, L.; Gardner, D.J. Contribution of printing parameters to the interfacial strength of polylactic acid (PLA) in material extrusion additive manufacturing. Progress Addit. Manuf. 2018. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical Property Optimization of FDM PLA in Shear with Multiple Objectives. J. Miner. Met. Mater. Soc. 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e. V. Manufacturing Processes Joining—Part 0: General—Classification, Subdivision, Terms and Definitions; DIN 8593- 0:2003-09; Beuth Verlag GmbH: Berlin, Germany, 2003. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Adhesives—Determination of Tensile Strength of Butt Joints; DIN EN 15870:2009; Beuth Verlag GmbH: Berlin, Germany, 2009. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Testing of Welded Joints of Thermoplastics Semi-Finished Products—Part 2: Tensile Test; DIN EN 12814-2:2000-3; Beuth Verlag GmbH: Berlin, Germany, 2000. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Adhesives—Determination of Tensile Lap-Shear Strength of Bonded Assemblies; DIN EN 1465:2009; Beuth Verlag GmbH: Berlin, Germany, 2009. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Structural Adhesives—Determination of Shear Behaviour of Structural Bonds—Part 2: Thick Adherends Shear Test; DIN EN 14869-2; Beuth Verlag GmbH: Berlin, Germany, 2001. [Google Scholar]
- DIN Deutsches Institut für Normung e. V. Adhesives—Determination of Shear Strength of Adhesive Bonds between Rigid Substrates by the Block-Shear Method; DIN EN ISO 13445:2006; Beuth Verlag GmbH: Berlin, Germany, 2006. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Load Type | Material | Standard | Process Parameters | Study | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Air Gap | Bead Width | Building Orientation | Envelope/Plate Temperature | Infill Pattern | Infill Percentage | Layer Thickness | Printing Speed | Printing Temperature | Raster Orientation | Layer Design | ||||
| Tension | PLA | ASTM D3039 | X | X | X | [18] | ||||||||
| ABS, PC * | ASTM D638 | X | X | X | [19] | |||||||||
| PLA | ASTM D638 | X | X | X | X | X | X | X | [20] | |||||
| ABS | ISO 527 | X | X | [21] | ||||||||||
| PP ** | DIN 53504 | X | X | [22] | ||||||||||
| ABS | ASTM D3039 | X | X | [23] | ||||||||||
| PLA | ASTM D638 | X | [24] | |||||||||||
| PLA | ASTM D638 | X | X | X | [25] | |||||||||
| Compression | PA *** | DIN EN ISO 604 | X | X | [26] | |||||||||
| ABS | ISO 604 | X | X | X | X | X | [27] | |||||||
| ABS | ASTM D695 and D3039 | X | [28] | |||||||||||
| PEI | ASTM D695 | X | X | [29] | ||||||||||
| ABS | ASTM D695 | X | X | X | X | [30] | ||||||||
| ABS | ASTM D695 | X | [31] | |||||||||||
| ABS | ASTM D695 | X | [32] | |||||||||||
| Bending | PEI | ASTM C393 | X | X | X | X | [33] | |||||||
| ABS | ISO 178 | X | X | [21] | ||||||||||
| PA | DIN EN ISO 178 | X | X | [26] | ||||||||||
| ABS | ISO 178 | X | X | X | X | X | [34] | |||||||
| ABS | ASTM D790 | X | [32] | |||||||||||
| ABS | GB/T 9341-2008 | X | X | [35] | ||||||||||
| PLA | GB/T 9341-2008 | X | X | X | X | [36] | ||||||||
| ABS | ASTM D1184-98 | X | X | X | [12] | |||||||||
| Shear | PLA | ASTM D1184-98 | X | X | [37] | |||||||||
| ABS, PC | ASTM D5379 | X | X | [19] | ||||||||||
| PLA | ASTM E143 | X | X | [38] | ||||||||||
| Material | Color | Glass Transition | Temperature | Layer Thickness | Raster Angle | Perimeter Shells | |
|---|---|---|---|---|---|---|---|
| Build Platform | Nozzle | ||||||
| PLA [9] | white | 55–60 °C | 60 °C | 215 °C | 0.2 mm | ±45° | 2 |
| ABS [10] | blue | 105 °C | 245 °C | 0.2 mm | ±45° | 2 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Watschke, H.; Waalkes, L.; Schumacher, C.; Vietor, T. Development of Novel Test Specimens for Characterization of Multi-Material Parts Manufactured by Material Extrusion. Appl. Sci. 2018, 8, 1220. https://doi.org/10.3390/app8081220
Watschke H, Waalkes L, Schumacher C, Vietor T. Development of Novel Test Specimens for Characterization of Multi-Material Parts Manufactured by Material Extrusion. Applied Sciences. 2018; 8(8):1220. https://doi.org/10.3390/app8081220
Chicago/Turabian StyleWatschke, Hagen, Lennart Waalkes, Christian Schumacher, and Thomas Vietor. 2018. "Development of Novel Test Specimens for Characterization of Multi-Material Parts Manufactured by Material Extrusion" Applied Sciences 8, no. 8: 1220. https://doi.org/10.3390/app8081220
APA StyleWatschke, H., Waalkes, L., Schumacher, C., & Vietor, T. (2018). Development of Novel Test Specimens for Characterization of Multi-Material Parts Manufactured by Material Extrusion. Applied Sciences, 8(8), 1220. https://doi.org/10.3390/app8081220