Fluid Flow Characteristics and Weld Formation Quality in Gas Tungsten Arc Welding of a Thick-Sheet Aluminum Alloy Structure by Varying Welding Position

 , ,
, ,
Abstract
:1. Introduction
2. Research Methodology
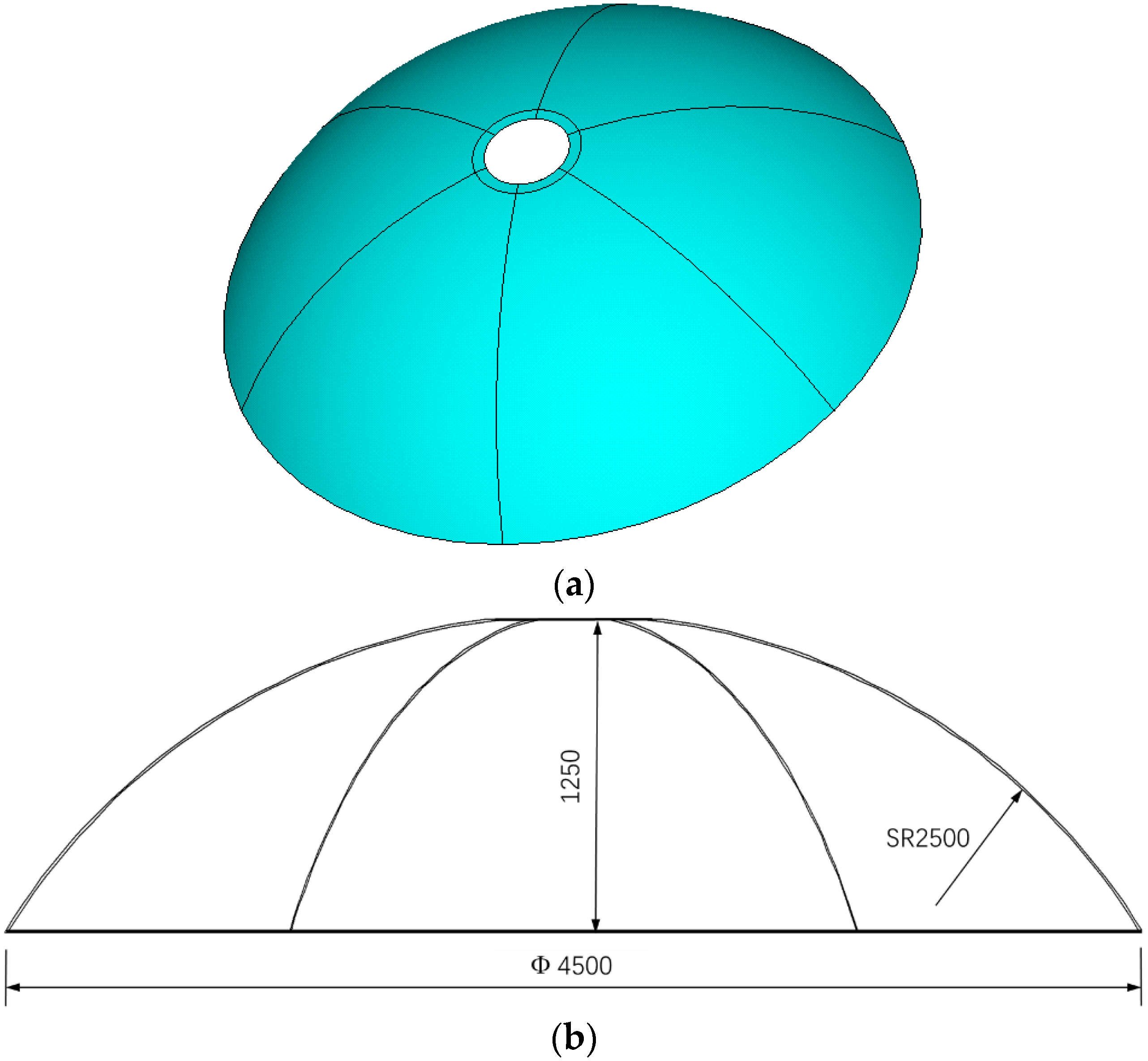
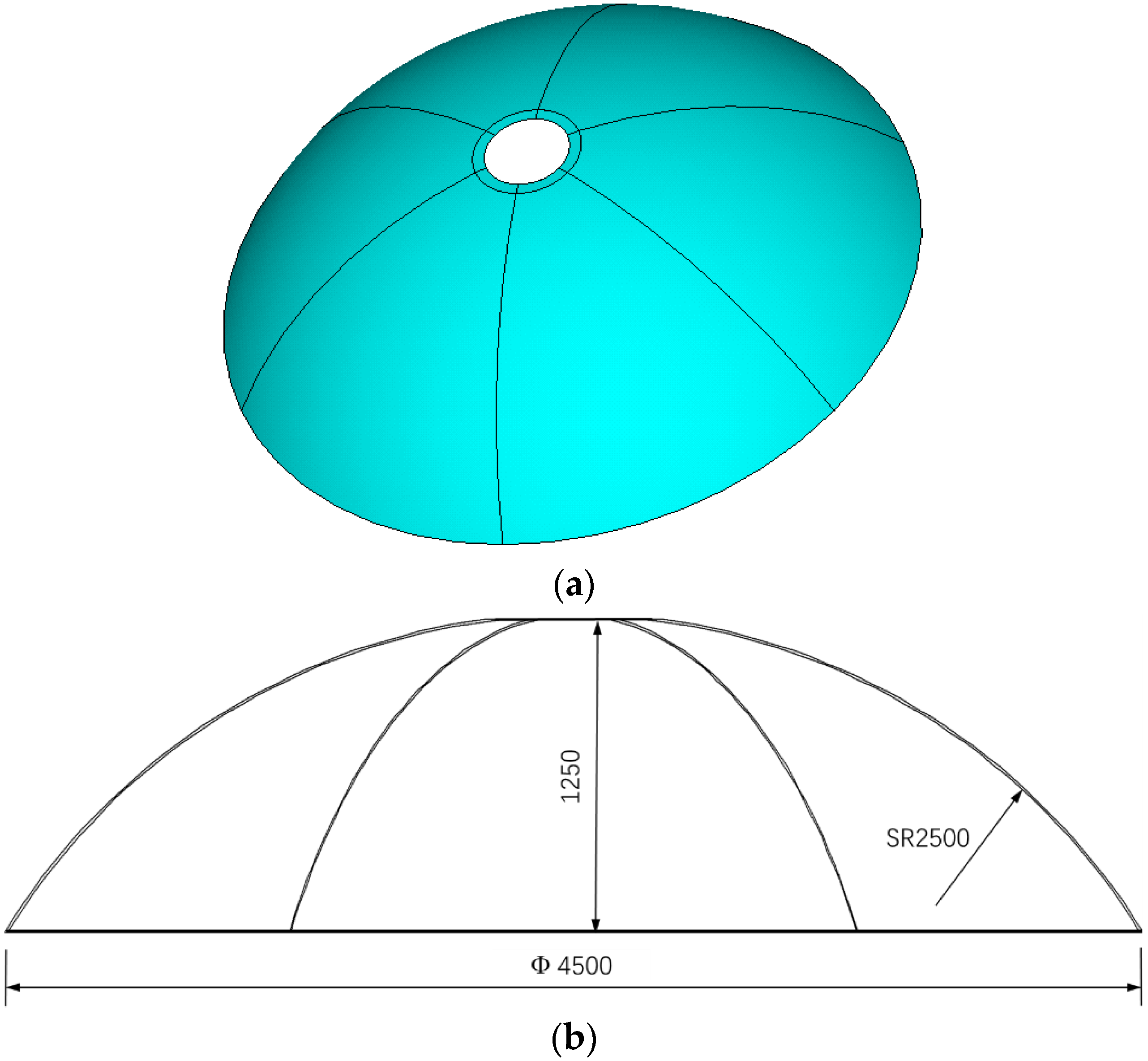
2.1. Structure and Materials
2.2. CFD Analysis
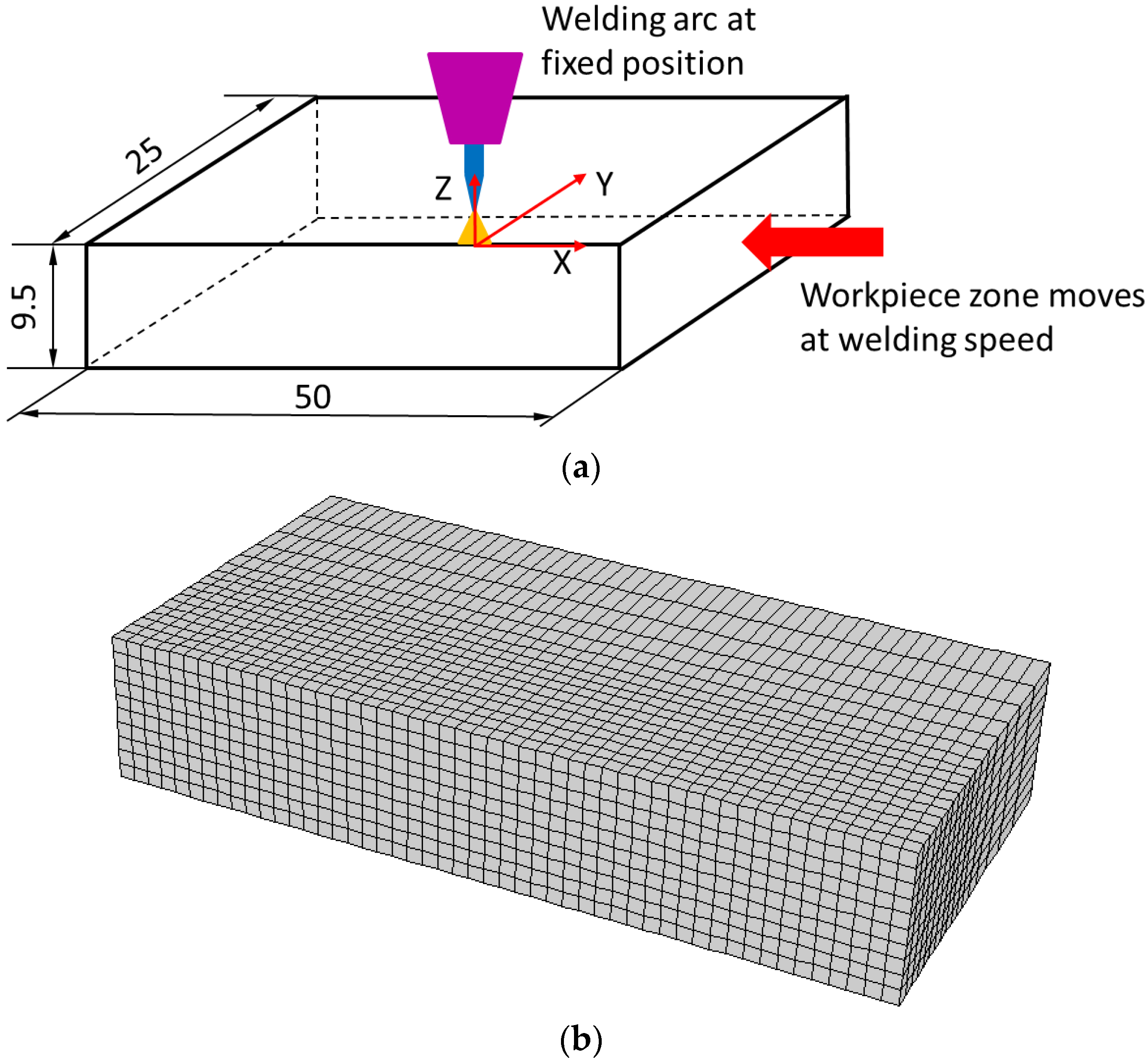
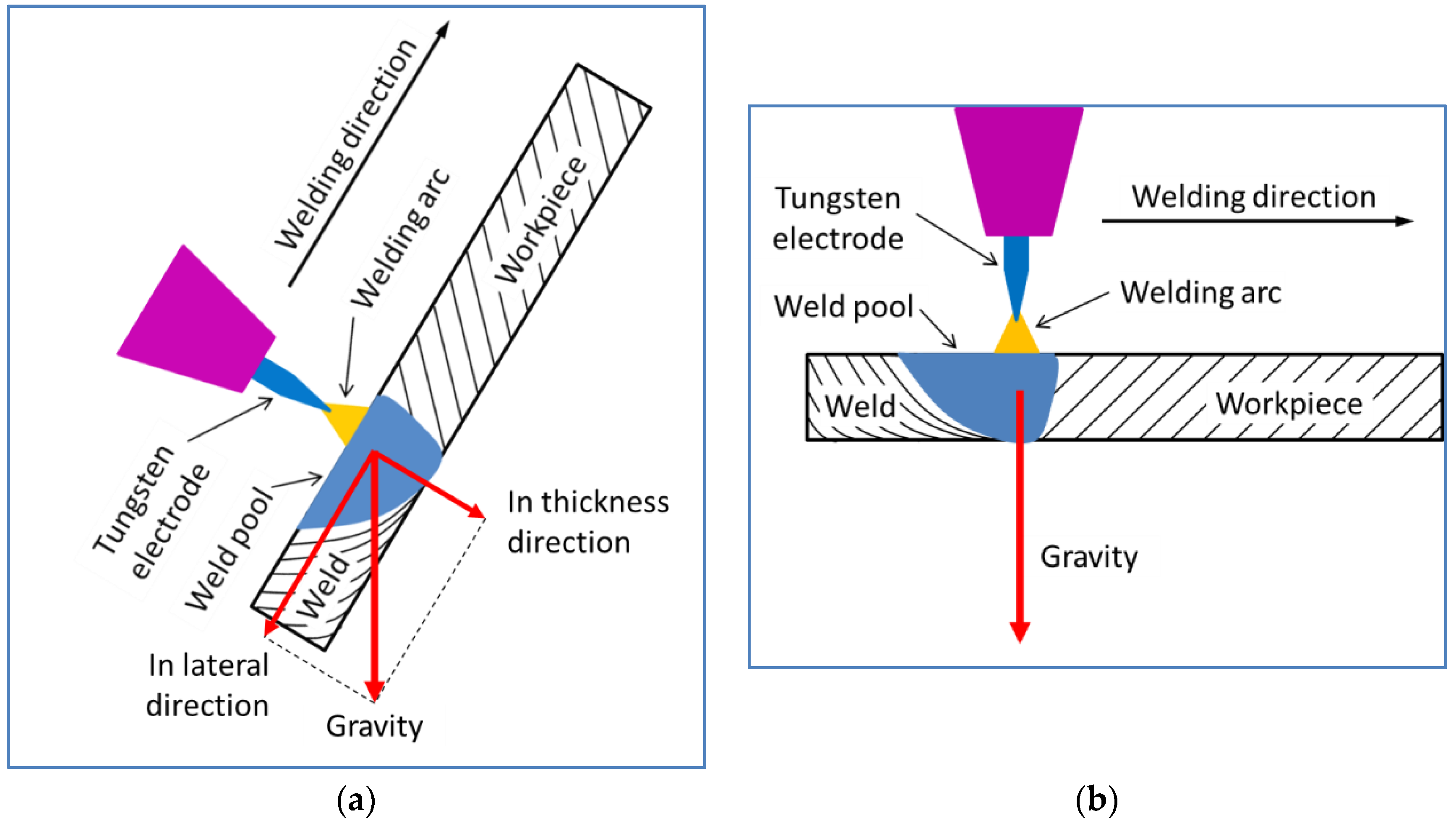
2.2.1. Computational Model
2.2.2. Governing Equations
2.2.3. Boundary Conditions
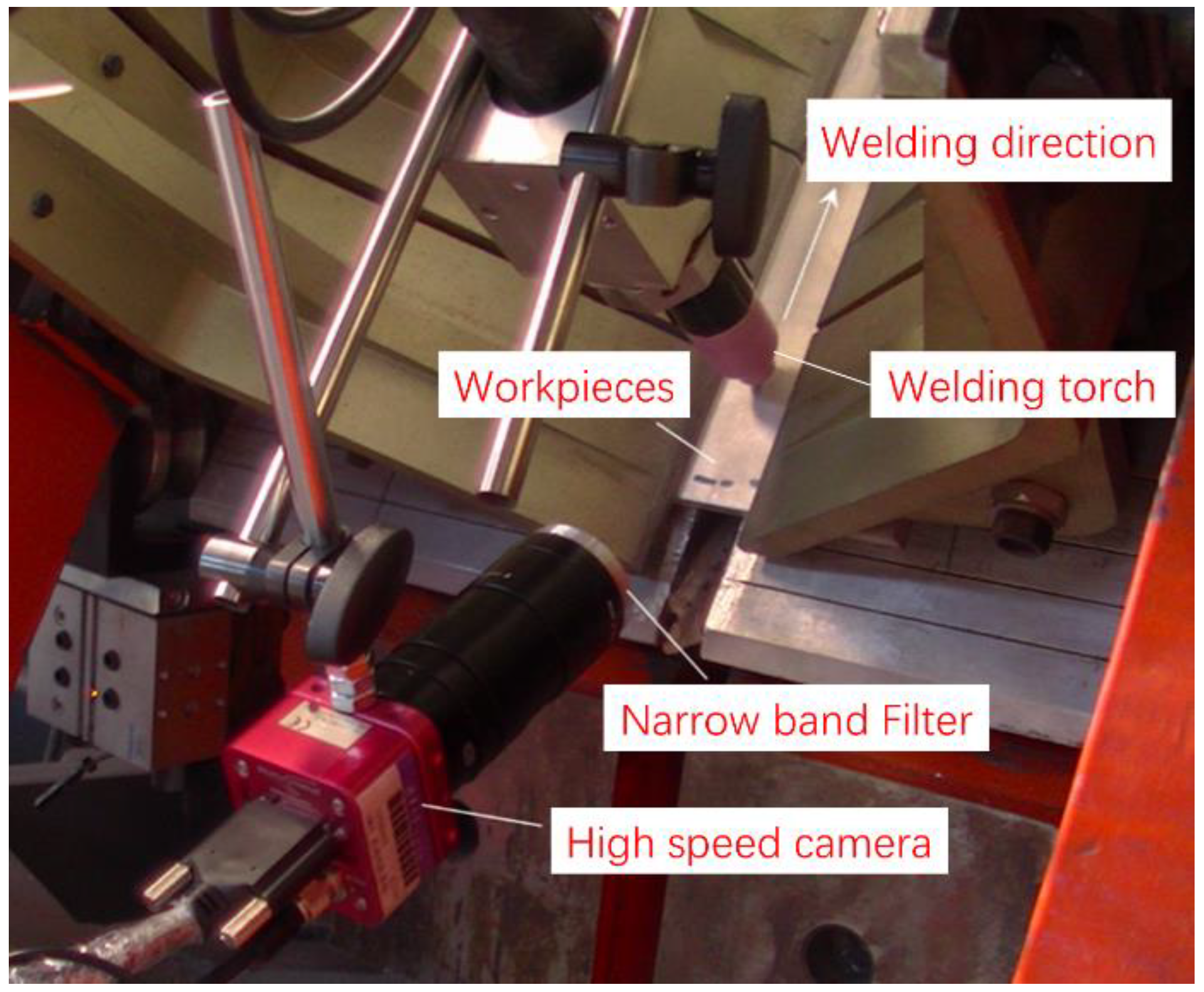
2.3. Experiments
3. Results
3.1. CFD Simulation Results
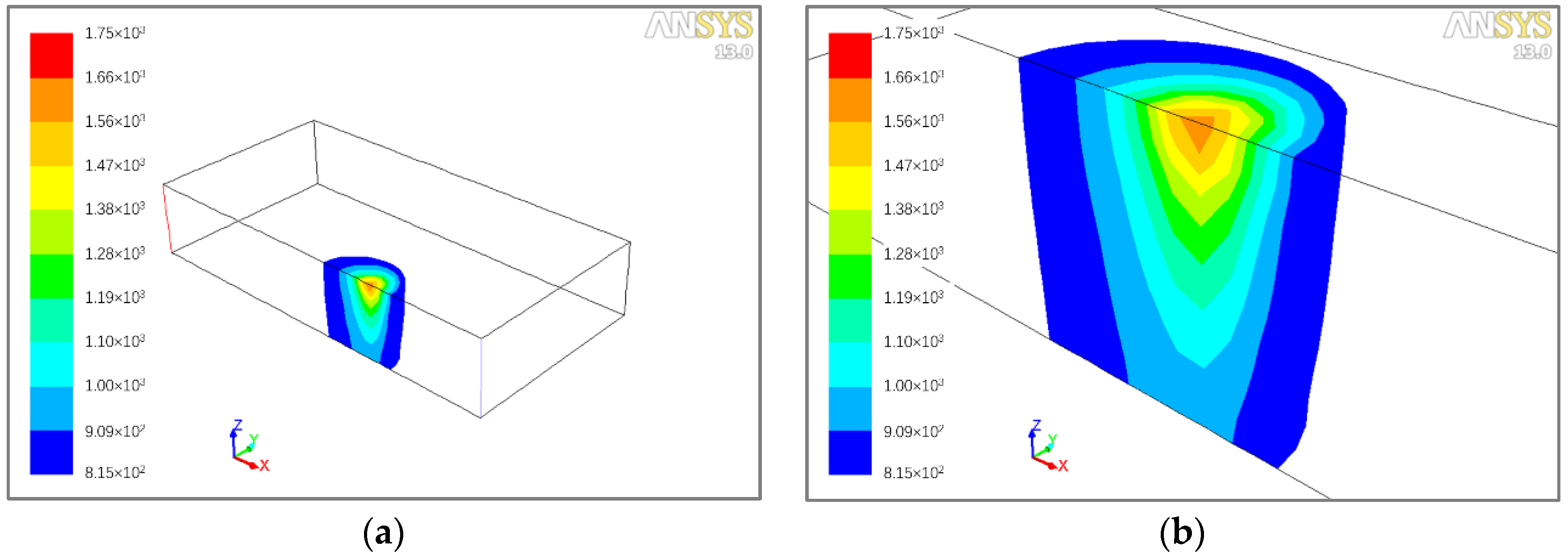
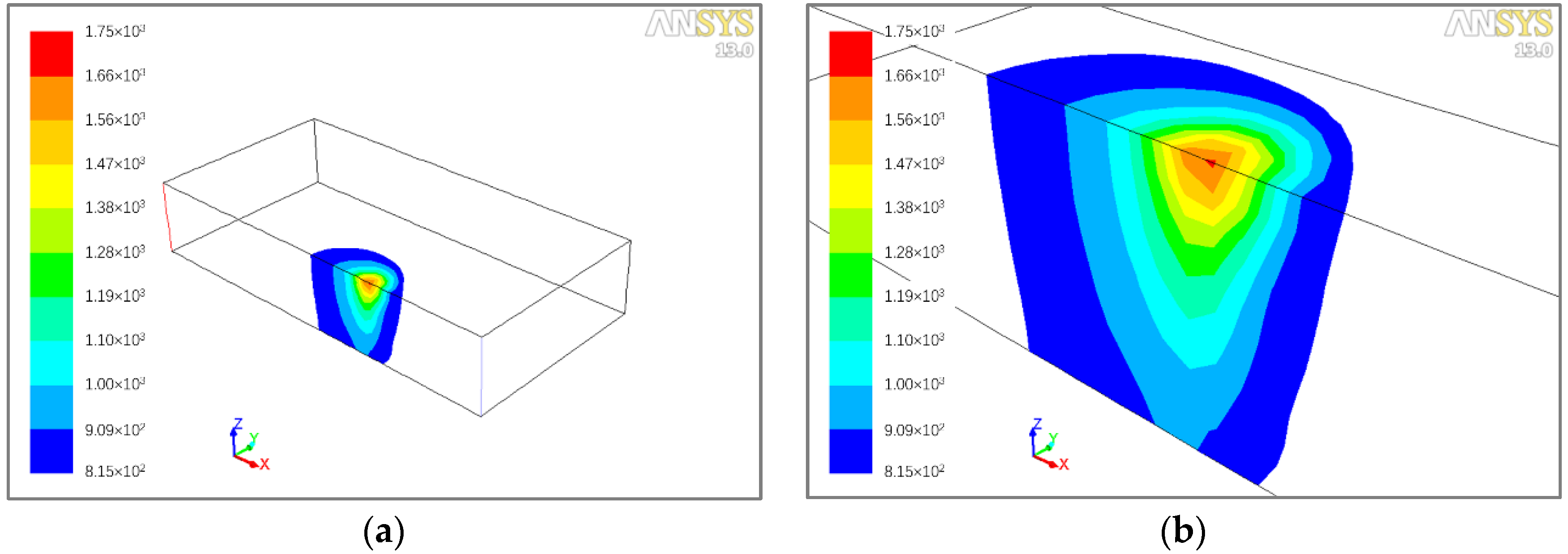
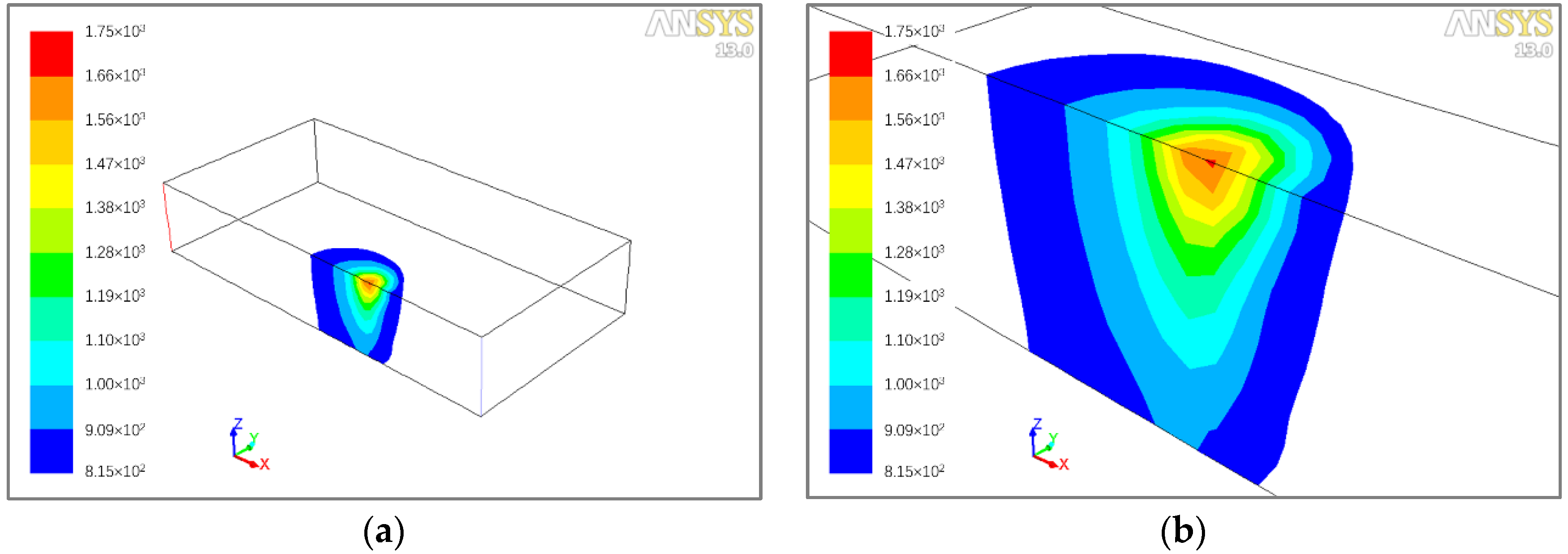
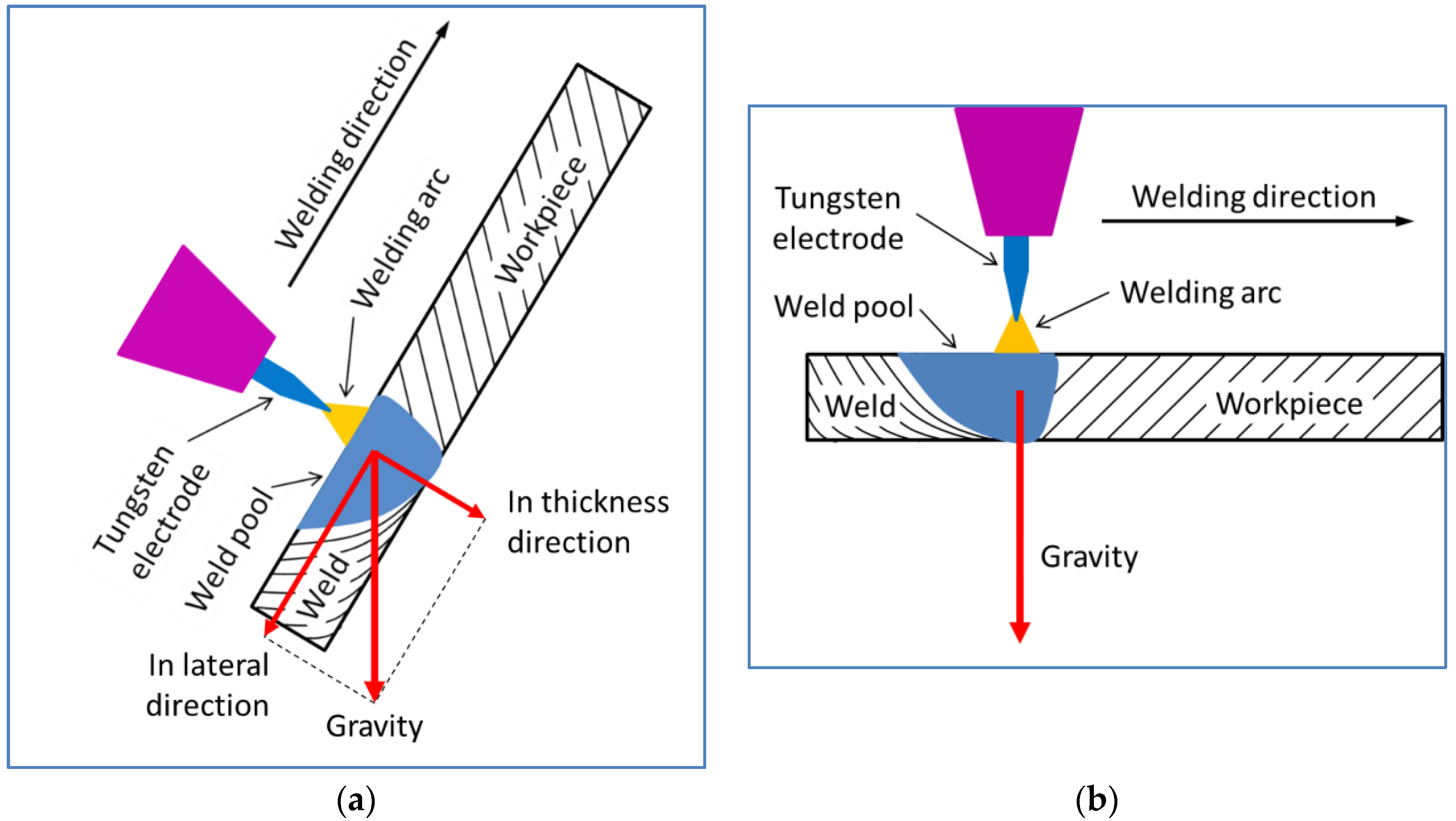
3.1.1. Temperature Fields for Different Welding Positions
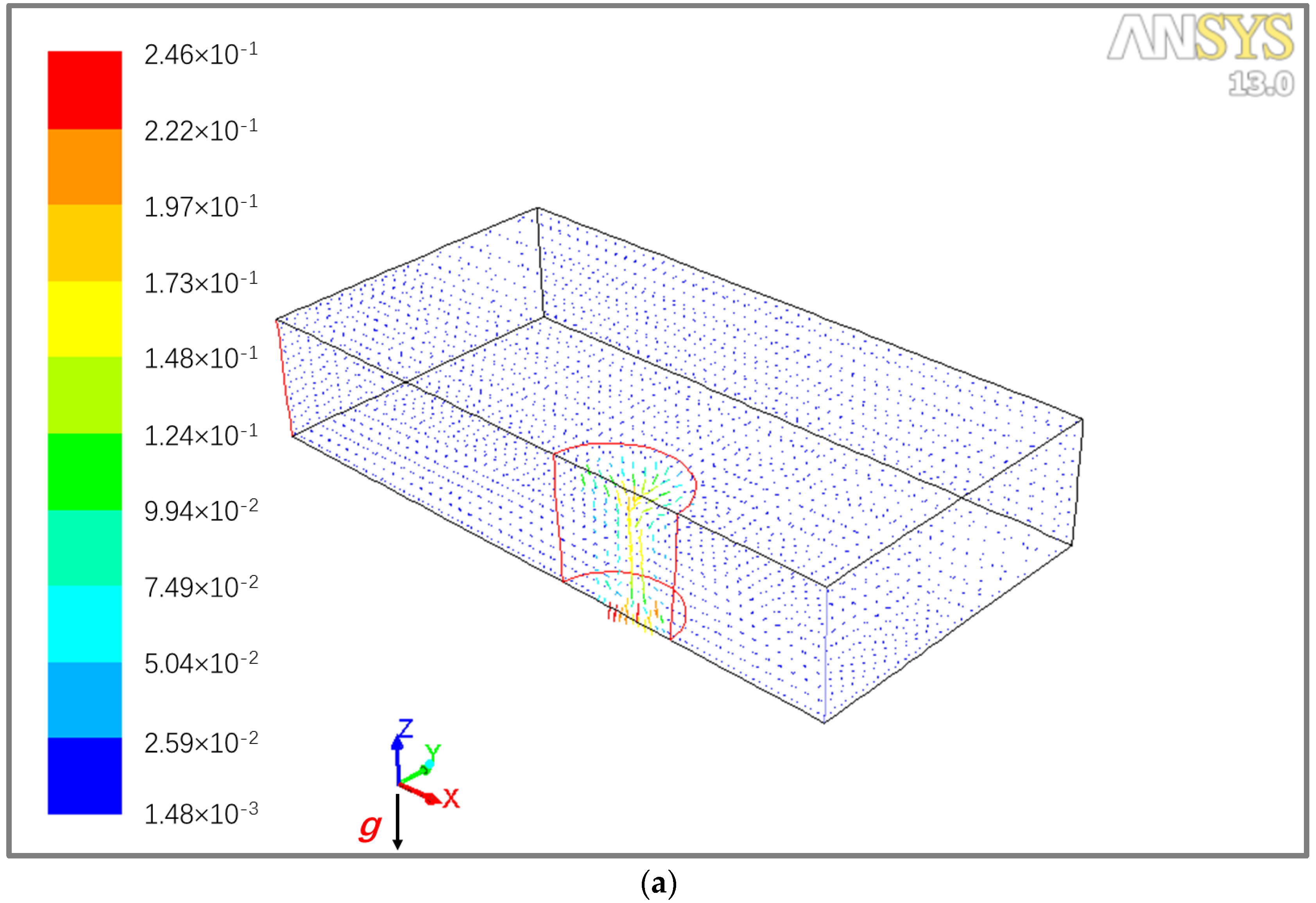
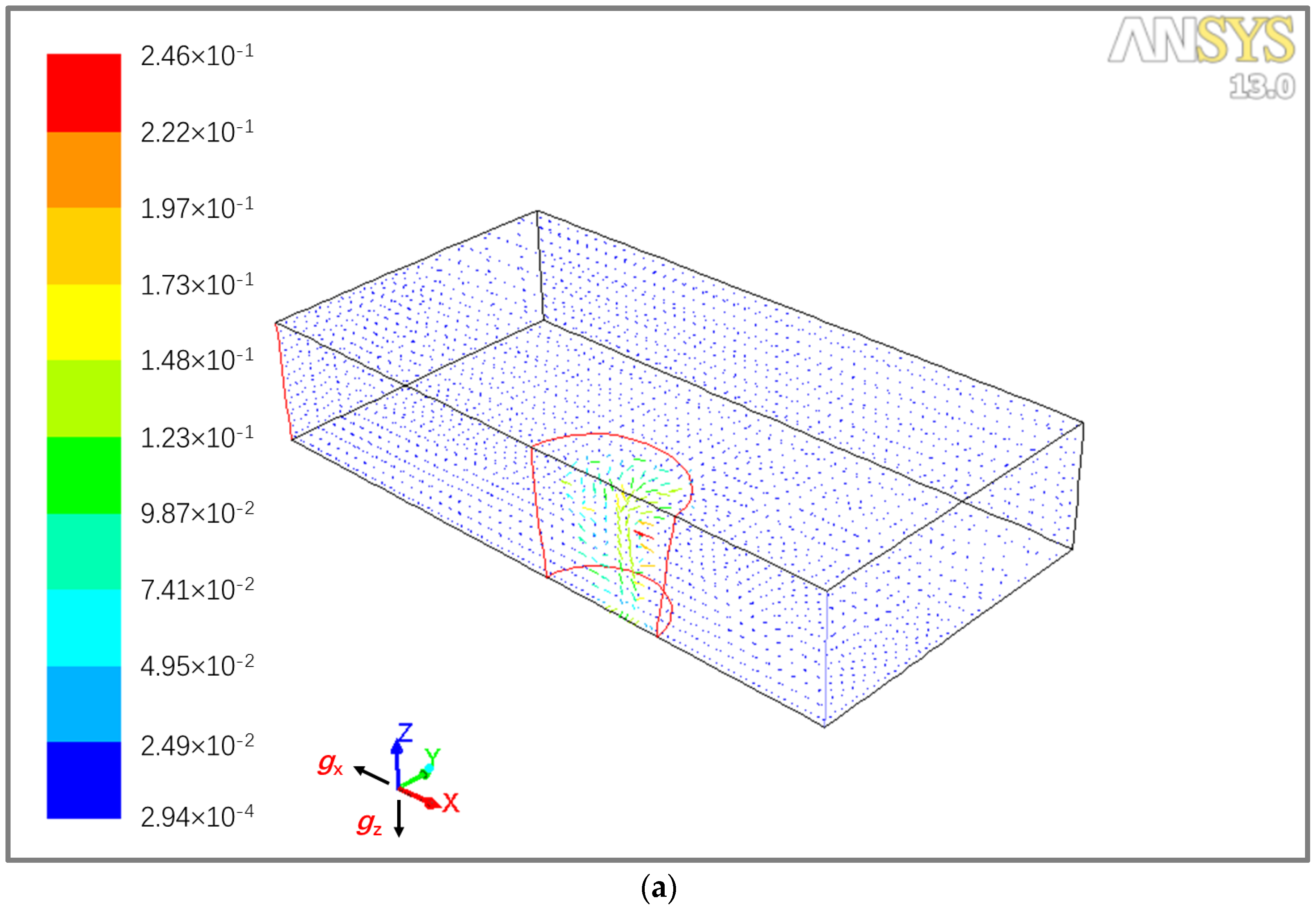
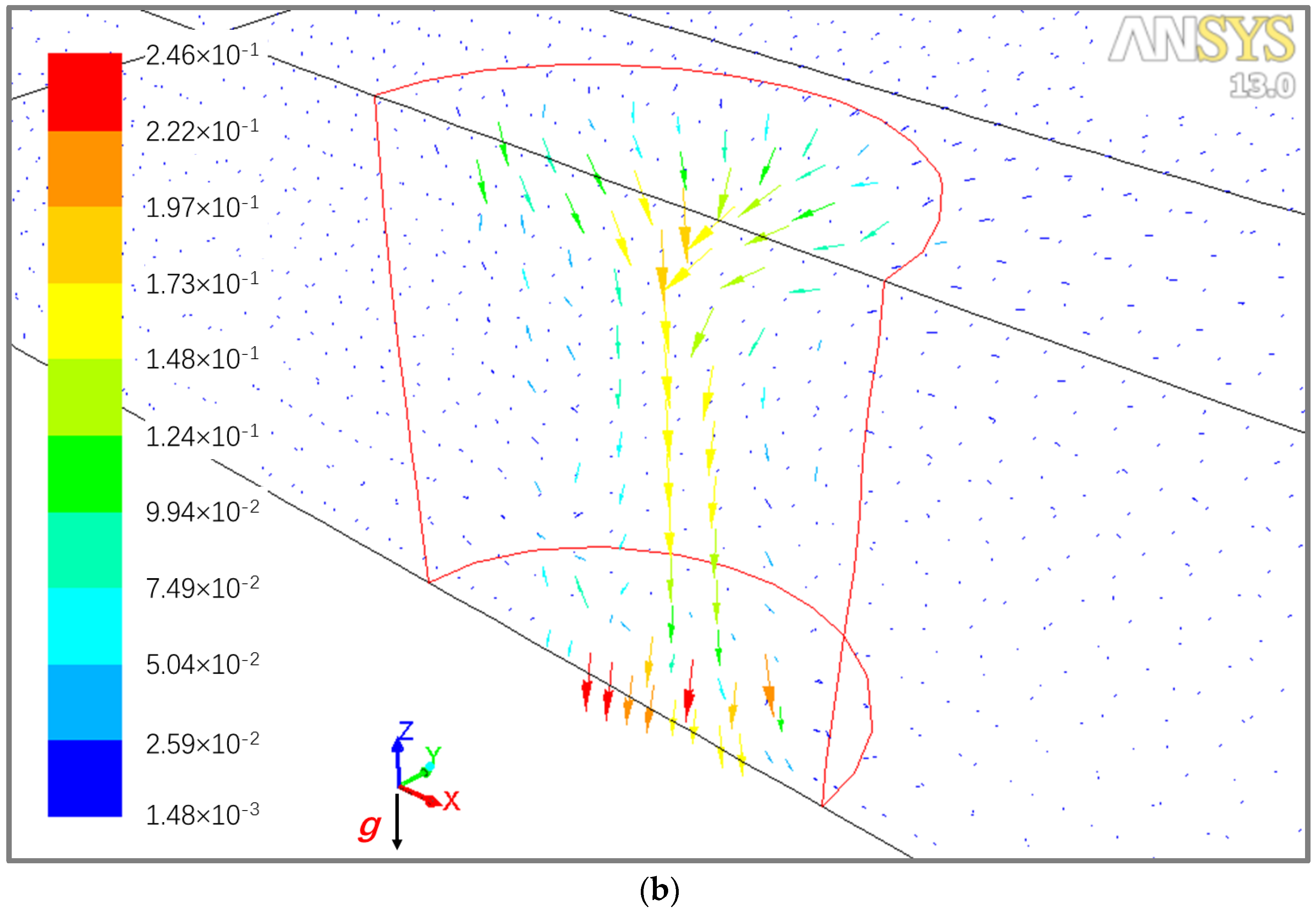
3.1.2. Velocity Fields under Different Welding Positions
3.2. Experimental Results
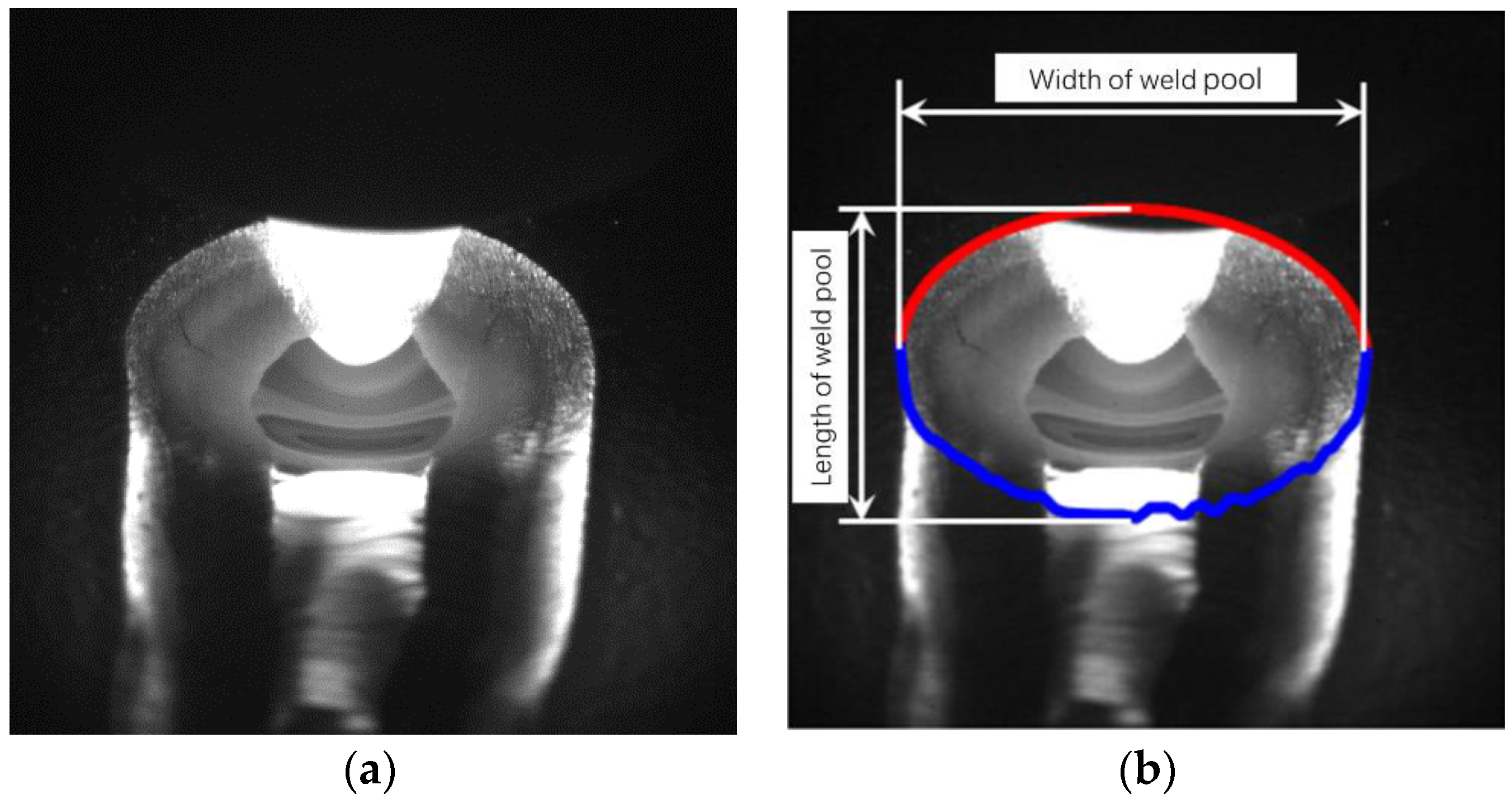
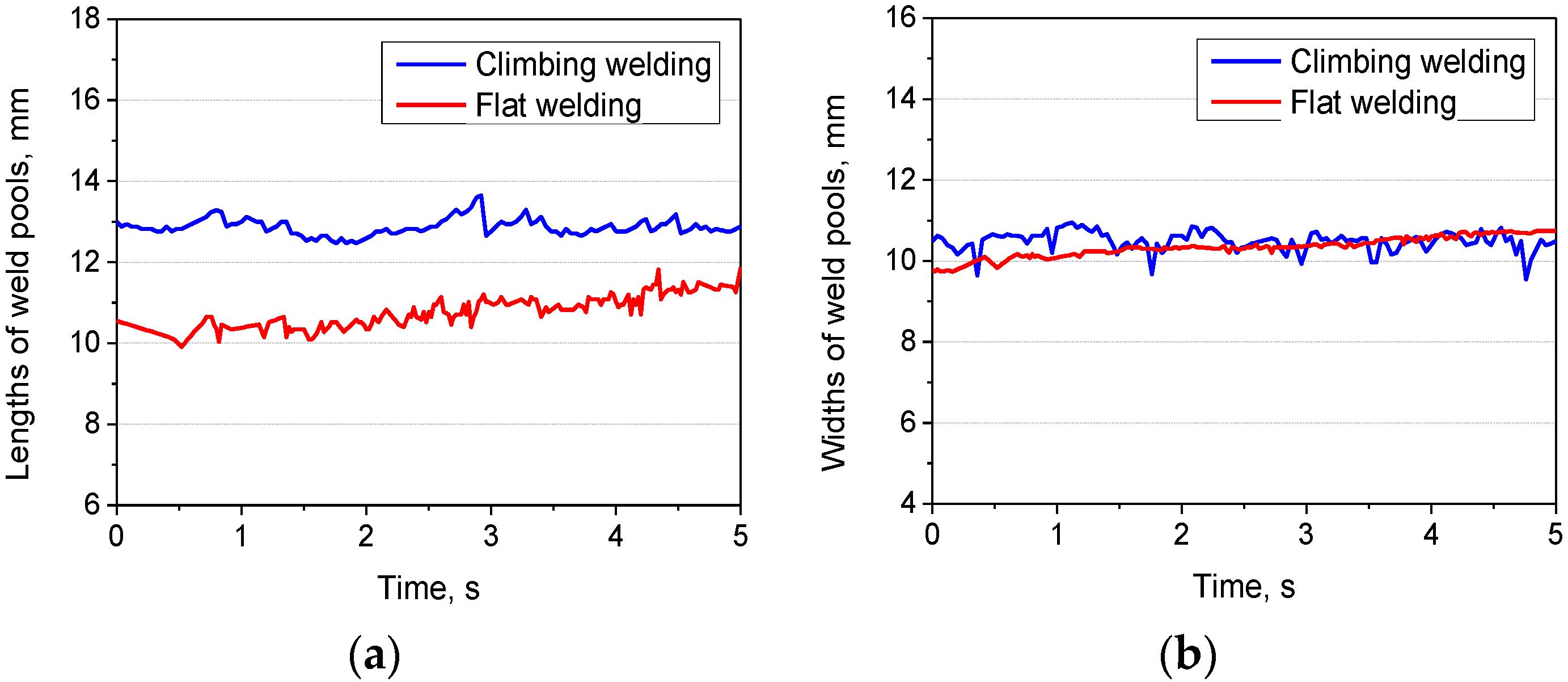
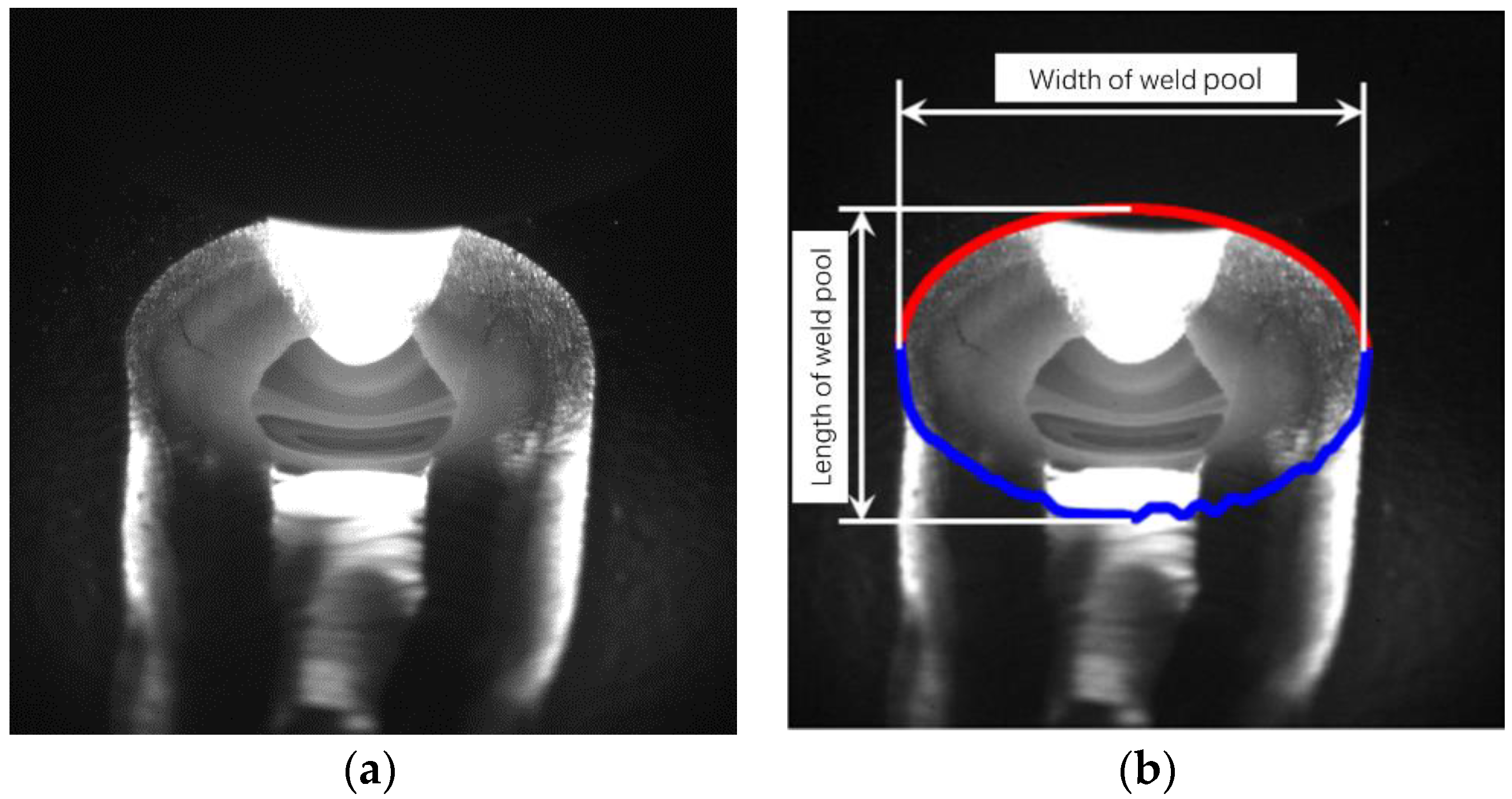
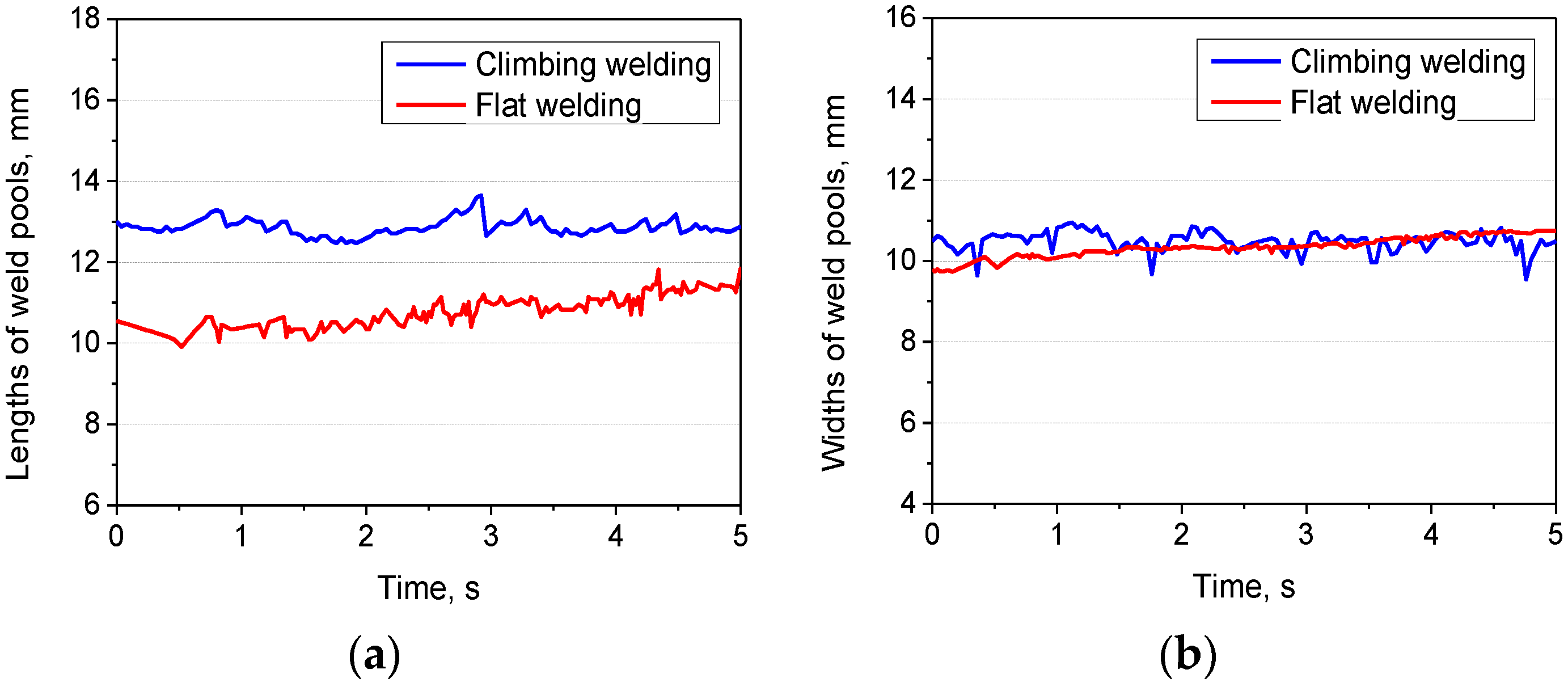
3.2.1. Dimensions of Weld Pools for Different Welding Positions
- (1)
- Denoise through weighted average of gray levels of adjacent images.
- (2)
- Obtain weld pool profiles through image segmentation and derivation.
- (3)
- Calculate the lengths and widths of weld pools based the profiles and the calibration results of the high speed camera.
3.2.2. Weld Bead Appearances under Different Welding Positions
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Olabode, M.; Kah, P.; Martikainen, J. Aluminium alloys welding processes: Challenges, joint types, and process selection. Proc. Inst. Mech. Eng. 2013, 227, 1129–1137. [Google Scholar] [CrossRef]
- Junaida, M.; Baigb, M.N.; Shamirc, M.; Khand, F.N.; Rehmana, K.; Haiderea, J. A comparative study of pulsed laser and pulsed TIG welding of Ti-5Al-2.5Sn titanium alloy sheet. J. Mater. Process. Technol. 2017, 242, 24–38. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Yang, C.L.; Lin, S.B.; Fan, C.L. Horizontal welding of aluminium alloys by soft plasma arc. Proc. Inst. Mech. Eng. 2014, 228, 1481–1490. [Google Scholar] [CrossRef]
- Kou, S. Fluid flow and solidification in welding: Three decades of fundamental research at the University of Wisconsin. Weld. J. 2012, 91, 287s–302s. [Google Scholar]
- Sohail, M.; Han, S.W.; Na, S.J.; Gumenyuk, A.; Rethmeier, M. Numerical investigation of energy input characteristics for high-power fiber laser welding at different positions. Int. J. Adv. Manuf. Technol. 2015, 80, 931–946. [Google Scholar] [CrossRef]
- Guo, W.; Liu, Q.; Francis, J.A.; Crowther, D.; Thompson, A.; Liu, Z.; Lin, L. Comparison of laser welds in thick section S700 high-strength steel manufactured in flat (1G) and horizontal (2G) positions. CIRP Ann. 2015, 64, 197–200. [Google Scholar] [CrossRef]
- Shen, X.F.; Li, L.; Guo, W.; Teng, W.H.; He, W.P. Comparison of processing window and porosity distribution in laser welding of 10 mm thick 30CrMnSiA ultrahigh strength between flat (1G) and horizontal (2G) positions. J. Laser Appl. 2016, 28. [Google Scholar] [CrossRef]
- Chang, B.H.; Yuan, Z.; Pu, H.T.; Li, H.G.; Cheng, H.; Du, D.; Shan, J.G. A comparative study on the laser welding of Ti6Al4V alloy sheets in flat and horizontal positions. Appl. Sci. 2017, 7. [Google Scholar] [CrossRef]
- Chang, B.H.; Yuan, Z.; Pu, H.T.; Li, H.G.; Cheng, H.; Du, D.; Shan, J.G. Study of gravity effects on titanium laser welding in the vertical position. Materials 2017, 10. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Debroy, T. Heat transfer and fluid flow during gas–metal-arc fillet welding for various joint configurations and welding positions. Metall. Mater. Trans. A 2007, 38, 506–519. [Google Scholar] [CrossRef]
- Cho, D.W.; Na, S.J.; Cho, M.H.; Lee, J.S. A study on V-groove GMAW for various welding positions. J. Mater. Process. Technol. 2013, 213, 1640–1652. [Google Scholar] [CrossRef]
- Cai, X.Y.; Fan, C.L.; Lin, S.B.; Yang, C.L.; Bai, J.Y. Molten pool behaviors and weld forming characteristics of all-position tandem narrow gap GMAW. Int. J. Adv. Manuf. Technol. 2016, 87, 2437–2444. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Yang, C.L. Prediction and optimization of weld bead geometry in oscillating arc narrow gap all-position GMA welding. Int. J. Adv. Manuf. Technol. 2015, 79, 183–196. [Google Scholar] [CrossRef]
- Zacharia, T.; Eraslan, A.H.; Aidun, D.K. Modeling of autogenous welding. Weld. J. 1988, 67, 53s–62s. [Google Scholar]
- Kang, N.Y.; Singh, J.; Kulkarni, A.K. Gravitational effects on the weld pool shape and microstructural evolution during gas tungsten arc and laser beam welding of 304 stainless steel and Al-4wt% Cu alloy. Ann. N. Y. Acad. Sci. 2004, 1027, 529–549. [Google Scholar] [CrossRef] [PubMed]
- Kang, N.; Mahank, T.A.; Kulkarni, A.K.; Singh, J. Effects of gravitational orientation on surface deformation and weld pool geometry during gas tungsten arc welding. Mater. Manuf. Process. 2003, 18, 169–180. [Google Scholar] [CrossRef]
- Lin, Q. A Study on the Heat Source Models in Deep Penetration Laser Welding. Bachelor’s Thesis, Tsinghua University, Beijing, China, 2014. [Google Scholar]
- Li, T.Q.; Wu, C.S. An analytic formula describing the plasma arc pressure distribution. China Weld. 2014, 23, 7–11. [Google Scholar]
- Li, T.Q.; Wu, C.S. Numerical simulation of plasma arc welding with keyhole-dependent heat source and arc pressure distribution. Int. J. Adv. Manuf. Technol. 2015, 78, 593–602. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Wookhead Publishing Limited: Cambridge, UK, 2002; ISBN 1855735695. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Mn | Fe | Zr | V | Si | Ti | Zn | Mg | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Content, wt% | 6.09 | 0.29 | 0.16 | 0.16 | 0.10 | 0.07 | 0.05 | 0.006 | 0.004 | Bal. |
| Parameters, units | Values |
|---|---|
| Sheet thickness, h, mm | 9.5 |
| Welding current, I, A | 270 |
| Welding voltage, U, V | 24.5 |
| Welding speed, v, mm/min | 200 |
| Radius of heat source, r0, mm | 5.0 |
| Radius of pressure source, rp, mm | 5.0 |
| Thermal efficiency, η | 0.60 |
| Specific heat, Cp, J/(kg⋅K) | 850 |
| Melting enthalpy, ΔHm, J/kg | 2.97 × 105 |
| Thermal conductivity, λ, W/(m⋅K) | 187 |
| Viscosity, μ, kg/(m⋅s) | 1.2 × 10−3 |
| Forced convection heat transfer coefficient, hf, W/(m2⋅K) | 500 |
| Natural convection heat transfer coefficient, hn, W/(m2⋅K) | 20 |
| , N/A2 | 4π × 10−7 |
| Surface tension, σ, N/m | 0.914 − 0.35 × 10−3 × (T − 930) |
| Thermal gradient of surface tension, G, N/(m⋅K) | −0.35 × 10−3 |
| Parameters | Values |
|---|---|
| Sheet thickness, h/mm | 9.5 |
| Welding current, I/A | 270 |
| Welding voltage, U/V | 24.5 |
| Welding speed, v/(mm/min) | 200 |
| Image size, D/pixel | 512 × 512 |
| Exposure time, te/ms | 1 |
| Frame rate, f/fps | 250 |
| Positions of Measurement | Climbing Welding (Start end) | Flat Welding (Finish end) | ||
|---|---|---|---|---|
| Length, mm | Width, mm | Length, mm | Width, mm | |
| Top surface | 12.3 | 10.1 | 10.6 | 9.3 |
| Bottom surface | 9.9 | 8.5 | 9.5 | 8.4 |
| Methods | Climbing Welding (Start end) | Flat Welding (Finish end) | ||
|---|---|---|---|---|
| Lengths, mm | Widths, mm | Lengths, mm | Widths, mm | |
| Experiments | 12.9 | 10.5 | 10.7 | 10.3 |
| CFD simulation | 12.3 | 10.1 | 10.6 | 9.3 |
| Error, % | 4.7 | 3.8 | 0.9 | 9.7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, B.; Xiao, H.; Zeng, J.; Yang, S.; Du, D.; Song, J.; Han, G. Fluid Flow Characteristics and Weld Formation Quality in Gas Tungsten Arc Welding of a Thick-Sheet Aluminum Alloy Structure by Varying Welding Position. Appl. Sci. 2018, 8, 1215. https://doi.org/10.3390/app8081215
Chang B, Xiao H, Zeng J, Yang S, Du D, Song J, Han G. Fluid Flow Characteristics and Weld Formation Quality in Gas Tungsten Arc Welding of a Thick-Sheet Aluminum Alloy Structure by Varying Welding Position. Applied Sciences. 2018; 8(8):1215. https://doi.org/10.3390/app8081215
Chicago/Turabian StyleChang, Baohua, Hong Xiao, Jinle Zeng, Shuo Yang, Dong Du, Jianling Song, and Guoliang Han. 2018. "Fluid Flow Characteristics and Weld Formation Quality in Gas Tungsten Arc Welding of a Thick-Sheet Aluminum Alloy Structure by Varying Welding Position" Applied Sciences 8, no. 8: 1215. https://doi.org/10.3390/app8081215
APA StyleChang, B., Xiao, H., Zeng, J., Yang, S., Du, D., Song, J., & Han, G. (2018). Fluid Flow Characteristics and Weld Formation Quality in Gas Tungsten Arc Welding of a Thick-Sheet Aluminum Alloy Structure by Varying Welding Position. Applied Sciences, 8(8), 1215. https://doi.org/10.3390/app8081215