1. Introduction
Fluoropolymers are the polymer materials containing fluorine atoms in their chemical structures. From general organic polymer concepts, there are two types of fluoropolymer materials, i.e. perfluoropolymers and partially fluorinated polymers. In the former case, all the hydrogen atoms in the analogous hydrocarbon polymer structures were replaced by fluorine atoms. In the latter case, there are both hydrogen and fluorine atoms in the polymer structures. The fluoropolymer industry discussed here is mainly concerned with the perfluoropolymers, although in some cases the partially fluorinated polymers are included. In the latter case, there are both hydrogen and fluorine atoms in the polymer structures, along with additional elements in selected cases, such as polyvinylidenefluoride (PVDF) and polychlorotrifluoroethylene (PCTFE).
Fluoropolymers possess excellent properties such as outstanding chemical resistance, weather stability, low surface energy, low coefficient of friction, and low dielectric constant. These properties come from the special electronic structure of the fluorine atom, the stable carbon-fluorine covalent bonding, and the unique intramolecular and intermolecular interactions between the fluorinated polymer segments and the main chains.
Due to their special chemical and physical properties, the fluoropolymers are widely applied in the chemical, electrical/electronic, construction, architectural, and automotive industries. The world consumption of fluoropolymers is growing tremendously. Worldwide sales of fluoropolymers in 2000 exceeded $2.0 billion compared with $1.5 billion in 1994. Even though the fluoropolymer industry was affected in the same way as other industries because of the economic downturn after 2008, there will be a turnaround along with the recovery of the world economy for fluoropolymer markets, especially in the motor vehicles, wire and cable, advanced batteries, fuel cells and photovoltaic modules.
This review discusses the development of the most popular industrial fluoropolymers along with their chemical structures, basic properties, and general applications. For additional details, previously published books and journals would be helpful for monomer activities, polymerization methods, processing methods, polymer properties, and the applications [
1,
2,
3,
4,
5,
6,
7,
8].
2. The Development of the Fluoropolymer Industry from 1930s ~ 1990s
1930s
The development of the fluoropolymer industry began with the discovery of the polytetrafluoroethylene (PTFE) by Dr. Plunkett at DuPont in 1938 [
9]. The white powder found by accident opened the magic door to one of the most important applied chemistry areas—the fluoropolymer industry—which greatly influenced the whole world in the following 70 years.
PTFE is a linear polymer of tetrafluoroethylene (TFE) (
Figure 1). The preparation of PTFE is hazardous because of the chemical properties of TFE. Therefore, special production equipments and processing conditions are required [
10,
11].
Figure 1.
The polymerization of TFE.
Figure 1.
The polymerization of TFE.
The chemical structure of PTFE is similar to that of polyethylene (PE), except that the hydrogen atoms are completely replaced by fluorine. Unlike the planer zigzag chain confirmation of PE, PTFE has a helical chain confirmation due to the larger fluorine volume. The rigid helical polymer chains can crystallize very easily and result in a high crystallinity (up to 98%). Because of the compact crystalline structure and the dense fluorine atoms, PTFE is the heaviest polymer material with a density of 2.1 g/cm3. The rigid polymer chain structure also caused a high melting temperature (~320 °C) and a high melt viscosity for PTFE, which made it difficult to process PTFE with the traditional methods for polymer materials. For quite a long time after the discovery of PTFE, scientists kept working on the different approaches to process PTFE materials, and it can be processed into all kinds of shapes for almost every application area.
PTFE is available in granular, fine powder and water-based dispersion forms. The granular PTFE resin is produced by suspension polymerization in an aqueous medium with little or no dispersing agent. Granular PTFE resins are mainly used for molding (compression and isostatic) and ram extrusion. The fine PTFE powder is prepared by controlled emulsion polymerization, and the products are white, small sized particles. Fine PTFE powders can be processed into thin sections by paste extrusion or used as additives to increase wear resistance or frictional property of other materials. PTFE dispersions are prepared by the aqueous polymerization using more dispersing agent with agitation. Dispersions are used for coatings and film casting.
One of the most distinguishing properties of PTFE is its outstanding chemical resistance, except for some extreme conditions such as molten alkali metals or elemental fluorine. Basically, PTFE is not soluble in any organic solvents. PTFE exhibits high thermal stability without obvious degradation below 440 °C. PTFE materials can be continuously used below 260 °C. The combustion of PTFE can only continue in a nearly pure oxygen atmosphere, and it is widely used as an additive in other polymer materials as a flame suppressant. PTFE has an extremely low dielectric constant (2.0) due to the highly symmetric structure of the macromolecules.
The conventional PTFE has some limitations in its applications, such as poor weldability, low creep resistance, low radiation resistance, and high microvoid content. Therefore, research efforts were mainly trying to modify PTFE in different ways to overcome the shortcomings of the conventional PTFE. Modified PTFE significantly reduced melt viscosity by lowering the crystallinity through the incorporation of bulky comonomers into the polymer main chain. Modified PTFE has the advantages such as lower microvoid content and reduced permeation, better weldability and easier bonding treatment, better sealing properties, excellent electrical insulation properties, smoother surface finishes and higher gloss.
Even after modification, PTFE materials still have low tensile strength, wear resistance and creep resistance compared to other engineering polymers. The properties of the PTFE products are strongly dependent on the processing procedure, such as polymer particle size, sintering temperature and processing pressure. Therefore, other fluoropolymers are still needed for some specific applications where PTFE is not completely suitable.
1940s
In the beginning, PTFE polymers found no use for any application due to its insolubility, high melting temperature and extremely high melt viscosity. During World War II people realized the importance of this new material. At the time, the Manhattan Project was carrying out the development of the atomic bomb. Practically, U-235 needs to be separated from U-238 using differential diffusion of UF6. UF6 is highly corrosive to most metals and it was difficult to purify this material. As a result, the Manhattan project was looking for new corrosion resistant materials to meet the novel needs of purifying UF6. The then strange new material and its resistance to chemicals proved that PTFE could survive the extremely corrosive purification conditions. Therefore, PTFE got its first business order from the Manhattan project. After the war, PTFE was commercially available in 1947 with the trademark Teflon from DuPont to meet the growing market needs of the US and the world. The rate of market growth for PTFE has been 3%–5% per year for the past 30 years. In the late 1990s, annual consumption worldwide for PTFE was over 55,000 tons, which is almost doubled now. Some typical commercially available PTFE products are Teflon (DuPont), Polyflon (Daikin), Dyneon PTFE (Dyneon), and Fluon (Ashai Glass).
Noticeably, even now PTFE still remains the largest type of fluoropolymers with about 70% of the total fluoropolymer market worldwide.
1950s
In 1953, a new fluoropolymer, polychlorotrifluoroethylene (PCTFE) was commercialized by M. W. Kellog Company under the trade mark Kel-F. PCTFE is produced by the free radical polymerization of chlorotrifluoroethylene (CTFE) with a linear polymer chain structure (
Figure 2).
Figure 2.
The polymerization of CTFE.
Figure 2.
The polymerization of CTFE.
High molecular weight PCTFE can be prepared by polymerization in bulk, in solution, in suspension and in emulsion forms [
12]. Compared to PTFE, only one fluorine atom was replaced by the chlorine in PCTFE. The introduction of chlorine atom in the polymer structure interrupted the crystallization ability of the polymer main chain, and resulted in lower crystallinity, lower melting temperature, better intermolecular interaction, and better mechanical properties of PCTFE compared to PTFE. PCTFE showed higher hardness, higher tensile strength, higher resistance to creep, and less water vapor and gas permeability. One important advantage of PCTFE is its melt processability.
PCTFE is easily melt processed and the products are more transparent. PCTFE can be used continuously from −100 °C to 200 °C. Especially, its better cold-flow characteristics made it more competitive to PTFE materials. It showed similar flame retardancy and better radiation resistance compared to PTFE. The chemical resistance and electrical properties of PCTFE are not as good as those of PTFE, but still better than most polymer materials.
The price of PCTFE is higher than that of PTFE due to the expensive monomer as well as the small market size. Therefore, its main application is limited to use as a moisture barrier film in packaging and special engineering devices, where PTFE cannot meet the high performance requirements. Some examples are the aeronautical and space applications for cryogenic seals and gaskets. Low molecular weight PCTFE are used as oils, waxes and greases, inert sealants, lubricants for oxygen-handling equipment or corrosive media, plasticizers for thermoplastics and gyroscopic floatation fluids.
PCTFE was originally produced by M. W. Kellog and 3M under the trade name of Kel-F [
13]. After 3M discontinued the production of PCTFE (1995) [
14], Daikin purchased the manufacture rights to PCTFE and produced it under the trade name Neoflon. PCTFE resin is also produced by Honeywell as Aclar and by Arkema as Voltalef.
1960s
Considering the shortcoming of PTFE, researchers looked for new ideas to solve the existing problems. The copolymerization of TFE with other monomers offered many opportunities. The first TFE copolymer was FEP (fluorinated ethylene propylene), which was prepared by the random copolymerization of TFE and hexafluoropropylene (HFP). FEP was commercially introduced to the market in 1960 by DuPont.
The structure of FEP is similar to PTFE except that a trifluoromethyl group was introduced along the side of the polymer main chain (
Figure 3). FEP is generally prepared by the copolymerization of TFE and HFP in an aqueous medium with a free radical initiator and a dispersing agent. The comonomer ratio and the polymerization conditions are carefully controlled to achieve the desired copolymer composition and molecular weight, which are closely related to the melt viscosity, the processability and the mechanical properties of the final products [
15,
16].
Figure 3.
The preparation of FEP.
Figure 3.
The preparation of FEP.
Generally, FEP contains about 5 mol% of HFP. The introduction of HFP units in the polymer main chain disrupted the crystallization ability of FEP copolymer compared with the homopolymer of TFE. The crystallinity of FEP is about 70%, and its melting temperature is in the range of 260–280 °C depending on the HFP content. It can be used continuously up to 200 °C. The molecular weight of FEP is much lower than that of PTFE and resulted in a much lower melt viscosity and better processability. FEP can be processed by the conventional polymer processing techniques such as injection molding, extrusion and film casting. FEP has better impact strength, better wear resistance, and less permeability for organic solvents compared with PTFE. The disadvantage of FEP is the poorer resistance to thermal stress cracking. FEP exhibits similar chemical resistance, weather resistance, flame resistance, radiation resistance, and the electrical properties to PTFE. FEP is easier to surface modify to increase wettability and adhesive bonding.
FEP dispersions are generally used for coatings followed by the fuse treatment above the melting temperature of the polymer. The major applications of FEP are wire insulation, thermocouple wire insulation, chemical resistance liners for pipes and fittings, lined tanks for chemical storage, anti-stick applications, and sheet and film products for solar panels and solar collectors.
About 65% of overall worldwide consumption for FEP is for plenum cable insulation. The increasing use of local area network (LAN) cable led to a huge increase in the market of FEP. Some typical commercial FEP products are Teflon FEP from DuPont, Neoflon FEP from Daikin, and Dyneon FEP from Dyneon.
In 1961, DuPont introduced another fluoropolymer, polyvinylfluoride (PVF) (
Figure 4) with the trademark Tedlar. Although only one hydrogen atom was replaced by a fluorine atom compared to the polyethylene, PVF showed more interesting properties than most fluoropolymers.
Figure 4.
The polymerization of VF.
Figure 4.
The polymerization of VF.
PVF is prepared by the polymerization of vinyl fluoride (VF) in an aqueous medium using a free radical initiator. A higher pressure is necessary due to the lower polymerization activity of VF compared to TFE.
The presence of the fluorine atom in PVF put it in between PE and PTFE in terms of crystallization. With a crystallinity of 40%, PVF has a melting temperature around 200 °C, and can be continuously used in the temperature range from –70 °C to 110 °C. The lower crystallinity of PVF compared to PTFE resulted in higher impact strength and better tensile strength. The relatively poor thermal stability of PVF makes PVF difficult to process traditionally. PVF film is manufactured using a plasticized melt extrusion method with plasticizers and stabilizers.
The main uses of PVF are in films and coatings applications, such as the premier surface finish for aluminum and steel home siding. The excellent resistances to weather and radiation have led to the wide application of PVF as glazing materials for solar energy collectors.
The formability of PVF is very important for lamination applications. It is critical that the laminate can stand bending during the roll forming process. PVF laminated steel finds application in industrial plants, warehouses, highway sound barriers and parking garages and provides long lasting aesthetics.
Currently, DuPont is still the main company for PVF production. With a recent expansion it plans to achieve $1 billion in sales by 2012.
Compared to VF, vinylidene fluoride (VDF) has one more fluorine atom on the same carbon in its chemical structure. The free radical polymerization of VDF resulted in a partially fluorinated, semi-crystalline polymer PVDF (polyvinylidenefluoride) (
Figure 5), which was introduced by Pennsalt (now Arkema) with the tradename Kynar in 1961.
Figure 5.
The polymerization of VDF.
Figure 5.
The polymerization of VDF.
PVDF is generally prepared by two kinds of polymerization methods, the suspension method and the emulsion method. Suspension polymerization produces PVDF with high head-to-tail structure in the polymer chains, which results in higher crystallinity, higher melting temperature, and better mechanical properties at elevated temperatures [
17,
18].
PVDF is a polymer with several crystalline forms depending on the processing conditions. It has a melting temperature (~170 oC) significantly lower than that of the other fluoropolymers. The normal processing temperatures for PVDF are in the range 200–260 °C, and the continuous service temperature for PVDF is up to 150 °C. The crystallinity of PVDF increases significantly in the first week after processing and stabilizes after 4 weeks. This phenomenon increases crystallinity up to 65% and results in the intrinsic stress and the potential stress cracking.
PVDF has very good chemical resistance to a wide range of chemicals, but it is not as good as that of other fluoropolymers. For example, PVDF can be swollen by polar solvents such as ethyl acetate and acetone. It shows medium flame resistance properties. PVDF also shares many of the characteristics of other fluoropolymers, such as thermal and oxidative stability, as well as outstanding weatherability. PVDF has substantially greater strength, wear resistance, and creep resistance than PTFE and FEP. PVDF undergoes cross-linking when exposed to ionizing radiation, which leads to a modification of its mechanical properties.
PVDF has been used in the architectural coating industry, the wire and cable industry and the chemical industry for valves, pumps and bearings. Heat-shrinkable tubing made from PVDF is used in the electronics, aerospace, and aircraft industries. The alternative arrangement of fluorine and hydrogen atoms on the polymer main chain leads to an unusual polarity with a dramatic effect on dielectric properties. PVDF has a high dielectric constant (8 ~ 9) relative to the other fluoropolymers, and it also shows strong piezoelectricity. The promising developments include actuator materials, piezoelectric ceramics, piezoelectric composites and piezomicrosensors.
The commercial PVDF products include Kynar from Arkema, Solef from Solvay, and Neoflon PVDF from Daikin. Solvay increased PVDF production capacity by 50% in 2011 to serve the strong growing demand.
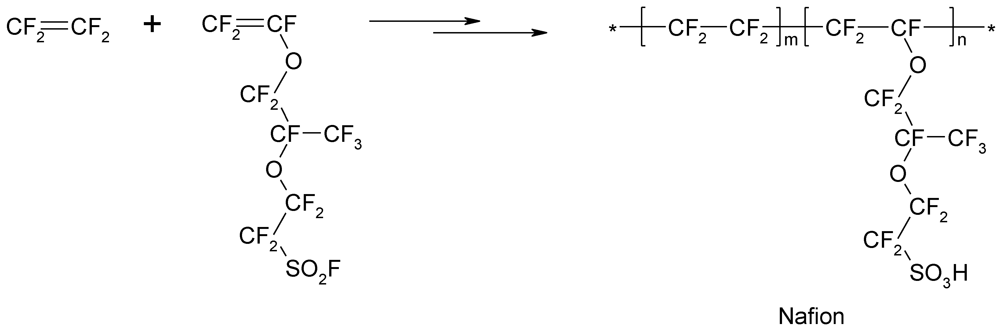
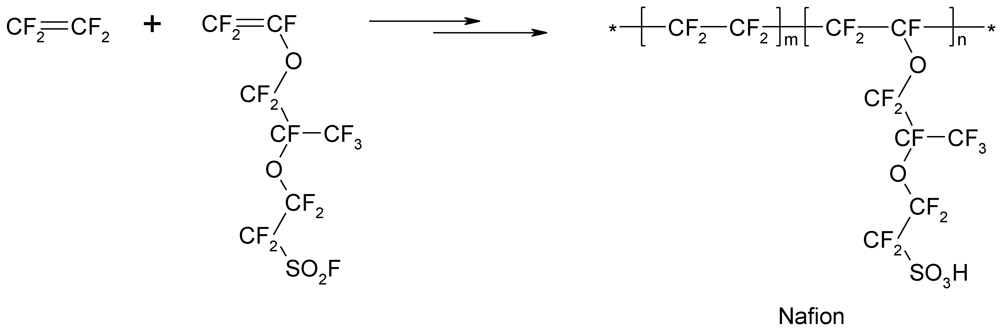
In the late 1960s, Nafion was discovered by Walther Grot of DuPont. Nafion is a fluoropolymer containing sulfonate groups onto a tetrafluoroethylene backbone (
Figure 6) [
19,
20,
21,
22,
23,
24,
25,
26,
27]. It is the first of a class of synthetic polymers with ionic properties which are called ionomers.
Figure 6.
The preparation of Nafion.
Figure 6.
The preparation of Nafion.
Nafion is synthesized firstly by the copolymerization of TFE and a perfluoro(alkyl vinyl ether) with sulfonyl acid fluoride. The resulting polymer is extruded into films and treated with hot aqueous NaOH converting the sulfonyl fluoride groups (-SO2F) into sulfonate groups (-SO3Na). This form of Nafion, referred to as the neutral or salt form, is finally converted to the acid form containing the sulfonic acid (-SO3H) groups. Nafion can be cast into thin films by heating in aqueous alcohol at 250 °C in an autoclave. By this process, Nafion can be used to generate composite films, coat electrodes, or repair damaged membranes.
The combination of the stable Teflon backbone with the acidic sulfonic groups gives Nafion many special characteristics. It is highly conductive to cations, making it suitable for many membrane applications. The Teflon backbone interlaced with the ionic sulfonate groups gives Nafion a high operating temperature, e.g. up to 190 °C. The combination of fluorinated backbone, sulfonic acid groups, and the stabilizing effect of the polymer matrix make Nafion a very strong acid, with pKa of −6. Nafion’s superior properties allowed for broad application. Nafion has found use in fuel cells, electrochemical devices, chlor-alkali production, metal-ion recovery, water electrolysis, plating, surface treatment of metals, batteries, sensors, Donnan dialysis cells, drug release, gas drying or humidifaction, and superacid catalysis for the production of fine chemicals (Gelbard, 2005). Nafion is also often cited for theoretical potential (i.e., thus far untested) in a number of fields.
Although fuel cells have been used since the 1960s as power supplies for satellites, recently they have received renewed attention for their potential to efficiently produce clean energy from hydrogen. Nafion was found effective as a membrane for proton exchange membrane (PEM) fuel cells by permitting hydrogen ion transport while preventing electron conduction. Solid Polymer Electrolytes, which are made by connecting or depositing electrodes (usually noble metal) to both sides of the membrane, conduct the electrons through an energy requiring process and rejoin the hydrogen ions to react with oxygen and produce water. Fuel cells are expected to find strong use in the transportation industry.
Nafion is the first and still one of the most important functional fluoropolymer materials. The further development in the fuel cell industry and the automotive industry offered the prominent future for the interesting polymer systems.
1970s
After discovering that ethylene has good copolymerization properties with fluorinated monomers, many new fluoropolymers were developed to achieve more favorable application properties. The first fluoropolymer containing ethylene units was ECTFE, which was introduced to the market by the Italian company Ausimont in 1970. ECTFE is an alternating copolymer of ethylene and CTFE (
Figure 7).
Figure 7.
The preparation of ECTFE.
Figure 7.
The preparation of ECTFE.
ECTFE is prepared by the copolymerization of ethylene and CTFE at relatively low temperatures (<10 °C) in an aqueous medium using a peroxide catalyst and a halogenated solvent chain transfer agent to regulate the molecular weight [
28].
ECTFE polymer chains pack in an extended zigzag confirmation, which results in a crystallinity of 50%–60%. ECTFE has a melting temperature in the range of 220–245 °C depending on the polymerization methods. ECTFE can be used over a broad temperature range from −100 °C to 150°.
ECTFE can be processed by the standard processing methods for traditional thermoplastics in the range of 260–300 °C. It is readily converted into fibers, filaments, films, sheets, and wire and cable insulation. Noticeably, the molten ECTFE is corrosive and special corrosion-resistant steels are used for screw and barrel components.
As the copolymer with ethylene, ECTFE has moderate chemical resistance, flame resistance, and dielectric constant (2.6). While, it still has excellent radiation resistance, weathering resistance, and barrier properties, as well as good tensile, flexural and wear-related properties. The strength, wear resistance and creep resistance of ECTFE are significantly greater than that of PTFE and FEP. ECTFE film is the most abrasion resistant and highest tensile strength fluoropolymer film available.
The single largest use of ECTFE is the flame-resistant insulation for wire and cable applications, extensively used for aircraft, mass transit and automotive wiring. ECTFE also finds applications in chemical process equipments and components. ECTFE is used in aerospace applications, such as gaskets for liquid oxygen and other propellants, components for spacecraft and aircraft cabins, convoluted tubing, abrasion resistant braid and hose for expandable conduit for space suits.
At the end of 1999, Ausimont introduced a new family of ECTFE resins under the trademark Vatar, specifically designed to meet the requirements for plenum cable applications. ETCFE is currently manufactured by Solvay under the trademark Halar after acquiring Ausimont in 2002.
Figure 8.
The preparation of PFA.
Figure 8.
The preparation of PFA.
After the introduction of FEP, further research on TFE copolymers led to the development of PFA (
Figure 8)—a copolymer of TFE and perfluoropropylvinylether (PPVE), which was introduced in 1972 by DuPont.
Generally, PFA is prepared by an aqueous dispersion process. The copolymerization must be controlled carefully to produce a uniform copolymer with the required molecular weight and polydispersity [
29,
30].
Due to the PPVE units in the polymer main chain, PFA has lower crystallinity compared to PTFE. Correspondingly, PFA has a lower melting temperature (305–310 °C), lower melt viscosity and better processability. This improvement for PTFE dramatically enlarged its market by lowering the processing cost and enriched the available product categories by the flexibility of thermoplastic processing.
PFA shows comparable mechanical properties as FEP below 200 °C, and performs comparable mechanical properties as PTFE above 200 °C. The thermal stability of PFA is almost the same as that of PTFE and better than that of FEP. PFA has the same chemical resistance, flame resistance and radiation resistance as PTFE. The electrical properties of PFA and PTFE are similar. Importantly, PFA thin films have better transparency compared to PTFE.
PFA can be processed by conventional melt techniques such as extrusion, injection molding and rotational molding. PFA powder can be used directly for extrusion or injection molding, and a PFA dispersion can be prepared for spray or dip-coating applications. Like PTFE, PFA can be filled with glass or carbon fibers, graphite or bronze powder to improve wear and creep properties.
The main applications of PFA are chemical resistance components for valves, pumps and pipes. PFA is also widely used in the semiconductor manufacturing industries for high purity and chemical resistant moldings.
The commercial PFA products are Teflon PFA from DuPont, Aflon PFA from Asahi Glass, Dyneon PFA from Dyneon, Neoflon PFA from Daikin, and Hyflon PFA from Solvay.
After ECTFE, the other fluoropolymer containing ethylene units—ETFE was commercialized in 1973 by DuPont. ETFE is comprised of alternating ethylene and TFE units in the polymer main chain (
Figure 9).
Figure 9.
The preparation of ETFE.
Figure 9.
The preparation of ETFE.
Due to the risk of explosive decomposition reaction, the copolymerization of ethylene and TFE must be conducted in special vessels at low pressure. Suspension polymerization is generally carried out in an inert chlorofluorocarbon solvent using fluorinated peroxides as initiator and methanol as a chain transfer agent [
31,
32].
The polymer chains in ETFE adopt an extended zigzag conformation and a close packing. The crystallinity of ETFE ranges from 40% to 60%, and it has a melting temperature of 225–300 °C depending on the comonomer ratio and the processing method.
ETFE possesses superior processability and improved mechanical properties compared to other TFE copolymers. ETFE can be processed by all thermoplastic processing methods such as injection molding, compression molding, blow molding, rotational molding, extrusion, and wire coating. ETFE has high tensile strength, high flexibility, excellent impact strength, moderate stiffness, good abrasion resistance and high cutting resistance. ETFE modified by glass fiber reinforcement is tougher and stiffer and has higher tensile strength than PTFE, PFA or FEP. ETFE has a broad operating temperature range from as low as –100 °C to 150 °C.
As a copolymer of ethylene and TFE, ETFE has medium chemical resistance and flame resistance. Its radiation resistance is high with the advantage of being cross-linked by high-energy radiation. The radiation cross-linked ETFE wire insulation can be continuously used at 200 °C.
The main application for ETFE is wire and cable insulation, accounting for 60% of its market. ETFE has good resistance to petroleum and fuel permeation, which resulted in a significant growth of ETFE as fuel tubing.
The commercial ETFE products include Tefzel from DuPont, Fluon from Asahi Glass, Halon ETFE from Solvay, Neoflon ETFE from Daikin, and Dyneon ETFE from Dyneon.
1980s
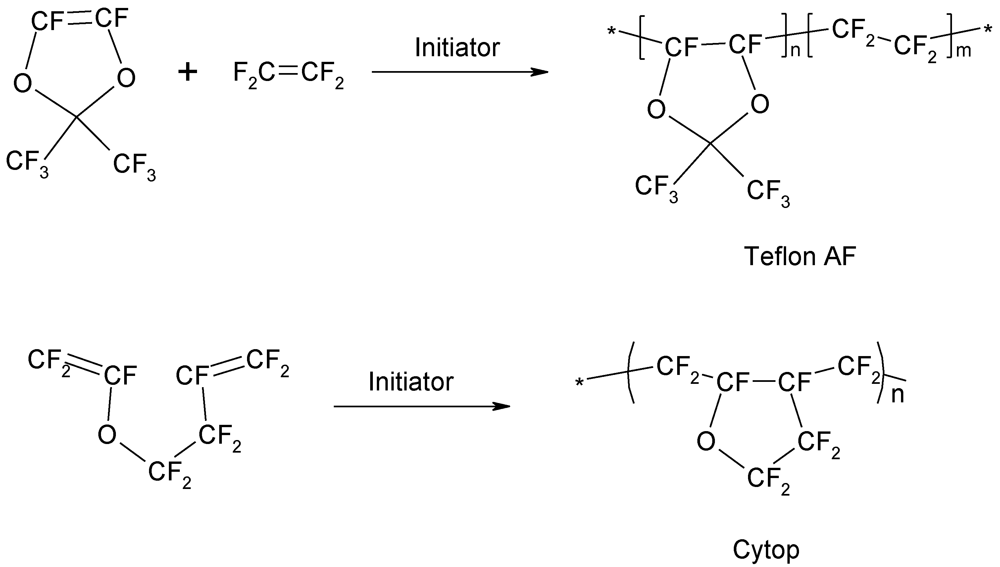
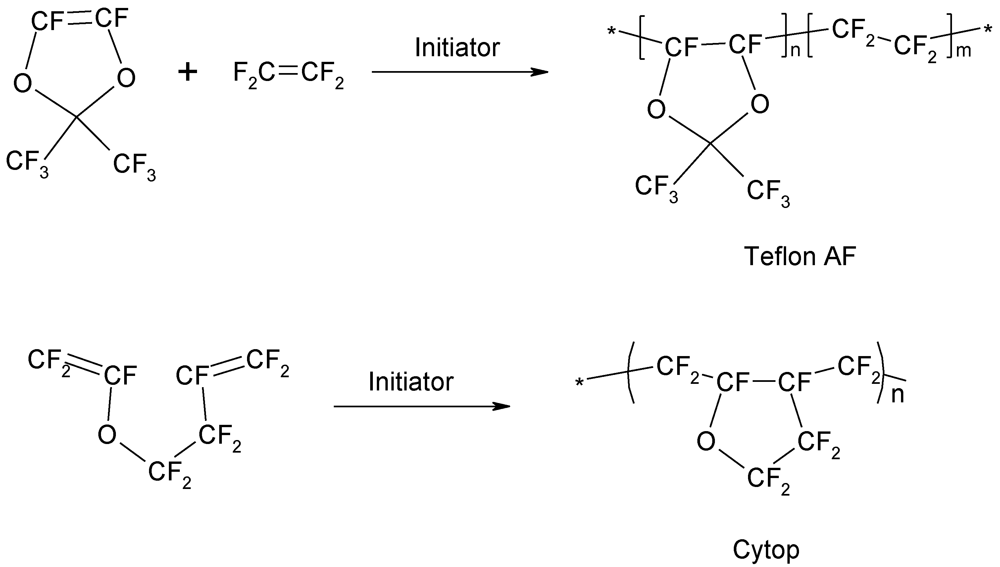
Before 1980s, all the industrial fluoropolymers were semicrystalline materials. Crystalline fluoropolymers have certain shortcomings such as low optical clarity, high creep and poor solubility, which limited their processability and the type of applications. In 1985, DuPont developed an amorphous perfluoropolymer—Teflon AF. Teflon AF is a copolymer of TFE and perfluoro-2,2-dimethyl-1,3-dioxole (PDD) (
Figure 10). The copolymerization of PDD and TFE is carried out in aqueous media with a fluorinated surfactant and ammonium persulfate as an initiator [
33,
34]. The composition of the copolymers could be adjusted by the comonomer feeding ratios. Different grades of Teflon AF products were prepared for different applications. At the same time, Asahi Glass also introduced a new amorphous perfluoropolymer—Cytop. Cytop is a homopolymer obtained via the cyclo-polymerization of perfluoro-3-butenyl-vinyl ether (PBVE) (
Figure 10) [
35,
36].
Figure 10.
The preparation of Teflon AF and Cytop.
Figure 10.
The preparation of Teflon AF and Cytop.
As amorphous perfluoropolymers, Teflon AF and Cytop share certain advantageous properties compared to the crystalline perfluoropolymers. Amorphous perfluoropolymers inherited the excellent chemical, thermal and electrical properties from the crystalline perfluoropolymers. At the same time, they also have high transparency, good solubility and better mechanical properties. The thin films formed from Teflon-AF and Cytop have excellent optical clarity and the lowest refractive index of all known organic materials, which makes them suitable for some special optical applications. They showed extremely high transparency over the UV, visible and near IR wavelengths. These amorphous perfluoropolymers also have the lowest dielectric constant (1.9) of all known polymers.
Amorphous perfluoropolymers can be melt-processed by all conventional processing techniques. At the same time, the good solubility in certain solvents offered them the versatile abilities in some special applications such as the ultrathin films or use with integrated circuits. For example, the spin coating of an amorphous perfluoropolymer solution is a useful processing technique for thin uniform coatings on flat substrates, and non-planar surfaces are usually coated using spraying or dip-coating methods. Amorphous fluoropolymers are used to make deep UV pellicles for electronic chip manufacturing processes. The low dielectric constant and low water absorption are great attributes for inter-layer dielectrics. The high optical transparency and very low refractive index of amorphous perfluoropolymers make them suitable for optical lenses and protective coatings. A new application for amorphous fluoropolymers is as core and cladding in optical fibers, for example the Lucina from Asahi Glass. Other interesting applications include photolithography uses for electronics, high-speed computer circuits and low dielectric constant insulators for high-performance electronic interconnects. While, the extremely high prices of amorphous perfluoropolymers restricted their use only to some special applications.
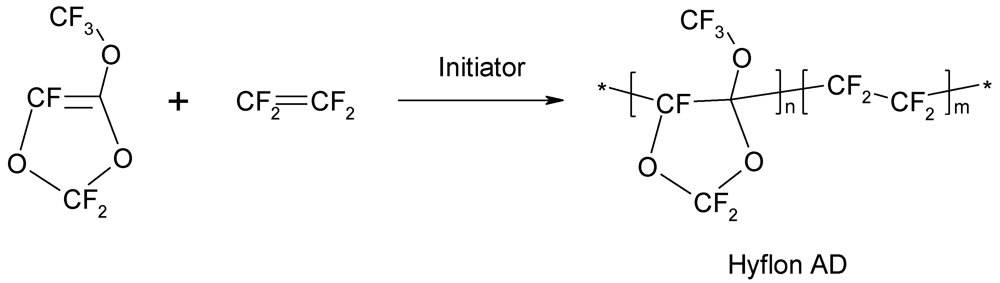
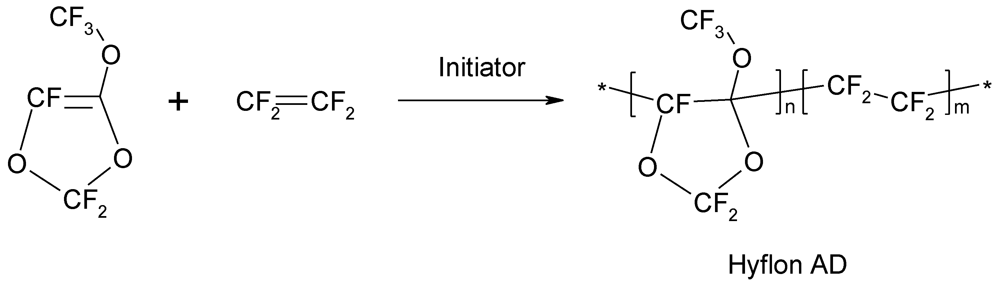
Recently, Solvay also introduced an amorphous perfluoropolymer Hyflon–AD, which is a family of copolymers from TFE and 2,2,4-trifluoro-5-trifluoromethoxy-1,3-dioxole (TTD) (
Figure 11) [
37].
Figure 11.
The preparation of Hyflon AD.
Figure 11.
The preparation of Hyflon AD.
1990s
After the 1970s, little work was done on the traditional semicrystalline fluoropolymer materials, then in 1993 Hoechst invented THV by the copolymerization of TFE, HFP and VDF (
Figure 12). Later, Hoechst granted 3M the rights for the production of THV by forming a joint venture—Dyneon in 1996. The new fluoropolymer is now known as Dyneon THV.
Figure 12.
The preparation of THV.
Figure 12.
The preparation of THV.
The preparation of THV is quite similar to the traditional procedures for PTFE, FEP and PVDF [
38]. THV polymer is soluble in polar organic solvents and can easily form thin films by solution casting. The film obtained is transparent through UV, visible and near IR wavelengths. THV film also exhibited excellent adhesive ability to other polymers, making them easy to utilize in a very wide range of applications.
THV fluoropolymers are processed in the range of 230–250 °C by general polymer processing equipments. THV can be processed by extrusion, blow-molding and injection.
Most applications of THV are the multilayer constructions, where a thin layer of THV provides enhanced barrier properties to other layers. THV has excellent permeation resistance and chemical resistance to be used as fuel tubings due to its flexibility and the ease of processing. Similarly, THV is used for wire and cable insulation because of its flexibility and the flame resistance. THV can also serve as a flexible liner for chemical holding tanks.
The low processing temperatures, high clarity, high flexibility and excellent adhesive properties made THV very competitive compared to other fluoropolymers.
3. The Present and the Future of the Fluoropolymer Industry
The fluoropolymer industry has not come up with any really new product since the turn of the 21st century. The existing products can satisfy most of the requirements from their industrial applications. The current efforts are focusing on reducing production costs and expanding the application markets with continued globalization development (as with most other industries).
North America is still the most dominant market for fluoropolymers especially due to the significant demand in the U.S. by the wire and cable markets. The Asia-Pacific region is expected to be the fastest growing markets for fluoropolymers, with tremendous growth driven by Japan, China and India.
Typical applications of fluoropolymers are summarized in
Table 1 for different industrial segments. FEP and PVDF are the fastest growing fluoropolymer products, especially in solar cell and fiber optic applications. PVDF is expected to grow enormously due to its increasing applications in lithium-ion batteries and architectural coatings. The growths in the chemical processing, cookware, bakeware, and medical markets are also important driving forces for the fluoropolymer industry.
The general properties were summarized in
Table 2 for most fluoropolymers. Additional details about each fluoropolymer can be found in the references. In order to choose a suitable material for a specific application, it is necessary to thoroughly compare all the relevant properties and the total cost of the fluoropolymer candidate [
39]. There could be several choices since the application properties of the fluoropolymers overlap in most cases. Therefore, any decision should consider the requirements, the cost, the benefit, and the competitive advantage of the final product.
Table 1.
Typical applications of fluoropolymers for different industry segments.
Table 1.
Typical applications of fluoropolymers for different industry segments.
| Industries | Functions | Forms |
|---|
| Automotive | Mechanical property, thermal property, chemical property, and friction property. | O-rings, gaskets, valve stem seals, shaft seals, linings for fuel hoses, power steering, and transmission. |
| Chemical industry | Chemical resistance, mechanical property, thermal property, and weather stability. | Coatings for heat exchangers, pumps, diaphragms, impellers, tanks, reaction vessels, autoclaves, containers, flue duct expansion joints, heavy-wall solid pipe and fittings. |
| Electrical/electronic | Dielectric constant, flame resistance, and thermal stability. | Electrical insulation, flexible printed circuits, ultra-pure components for semiconductor manufacture. |
| Architectural and domestic | Weatherability, flame retardancy, friction property, thermal stability. | Water-repellent fabric, architectural fabric, non-stick coatings for cookware, and fiberglass composite for constructions. |
| Engineering | Mechanical property, thermal stability, chemical stability, weatherability, and surface energy. | Seats and plugs, bearings, non-stick surfaces, coatings for pipes, fittings, valve and pump parts, and gears. |
| Medical | Surface energy, biological stability, mechanical property, chemical resistance. | Cardiovascular grafts, ligament replacement, and heart patches. |
Table 2.
The summary of fluoropolymers with their general properties.
Table 2.
The summary of fluoropolymers with their general properties.
| Fluoropolymer | Starting Year | Melting temperature (°C) | Tensile Modulus (MPa) | Break Elongation (%) | Dielectric Strength (kV/mm) | Appl. Temp (°C) | Main Applications |
| PTFE | 1947 | 317–337 | 550 | 300-550 | 19.7 | 260 | Chemical processing, wire and cable |
| PCTFE | 1953 | 210-215 | 60-100 | 100-250 | 19.7 | 200 | Barrier film, packaging and sealing |
| FEP | 1960 | 260-282 | 345 | ~300 | 19.7 | 200 | Cable insulation |
| PVF | 1961 | 190-200 | 2000 | 90-250 | 12–14 | 110 | Lamination, film and coating |
| PVDF | 1961 | 155–192 | 1,040-2,070 | 50-250 | 63–67 | 150 | Coating, wire, cable, electronic |
| ECTFE | 1970 | 235–245 | 240 | 250-300 | 80 | 150 | Flame resistant insulation |
| PFA | 1972 | 302–310 | 276 | ~300 | 19.7 | 260 | Chemical resistant components |
| ETFE | 1973 | 254–279 | 827 | 150-300 | 14.6 | 150 | Wire and cable insulation |
| THV | 1996 | 145–155 | 82–207 | 500-600 | 48–62 | 93 | Barrier film and insulation |
Along with the development of the fluoropolymer industry, there are more concerns about the safety and environment effects of these materials. For example, people doubt that fluoropolymers may be contributing to the buildup of the fluorinated pollutants in the environment that could threaten the whole biological system on the earth. The pollutants of most concern include trifluoroacetic acid (TFA) and perfluorooctanoic acid (PFOA). Researchers stressed that there is no evidence that the amount of TFA from fluoropolymers is dangerous to people. However, because TFA lasts so long, it could build up to levels in the environment that may pose a problem for plants [
40]. Several government agencies have reviewed the safety of fluoropolymer products, including the U.S. Consumer Product Safety Commission (CPSC), the U.S. Food and Drug Administration (FDA) and the U.S. Environmental Protection Agency (EPA). As a result, U.S. and international regulatory agencies—including the U.S. Food and Drug Administration and European Food Safety Authority—affirm the safety and reliability of fluoropolymers in their various uses, as long as the materials are used according to the industry guidance [
41,
42].
In summary, fluoropolymers have come a long way in the past 70 years. No doubt many new fluoropolymer materials will be developed and new applications will be found for old fluoropolymers. The importance of the fluoropolymer industry will not be destabilized before the emergence of new substitute materials.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}