
Springback Behavior of AA 7075-T6 Alloy in V-Shaped Bending



Abstract
1. Introduction
2. Simulation Study
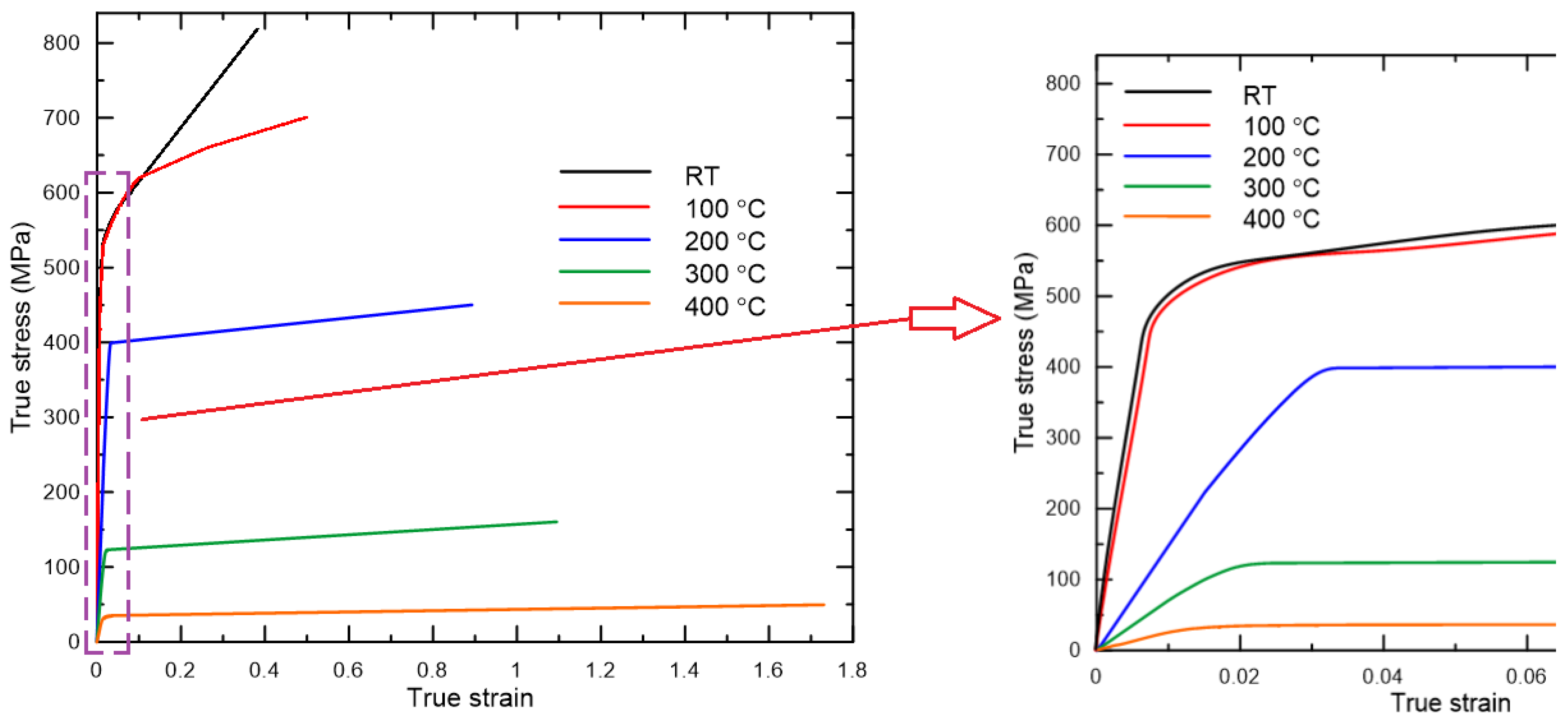
2.1. Material Properties
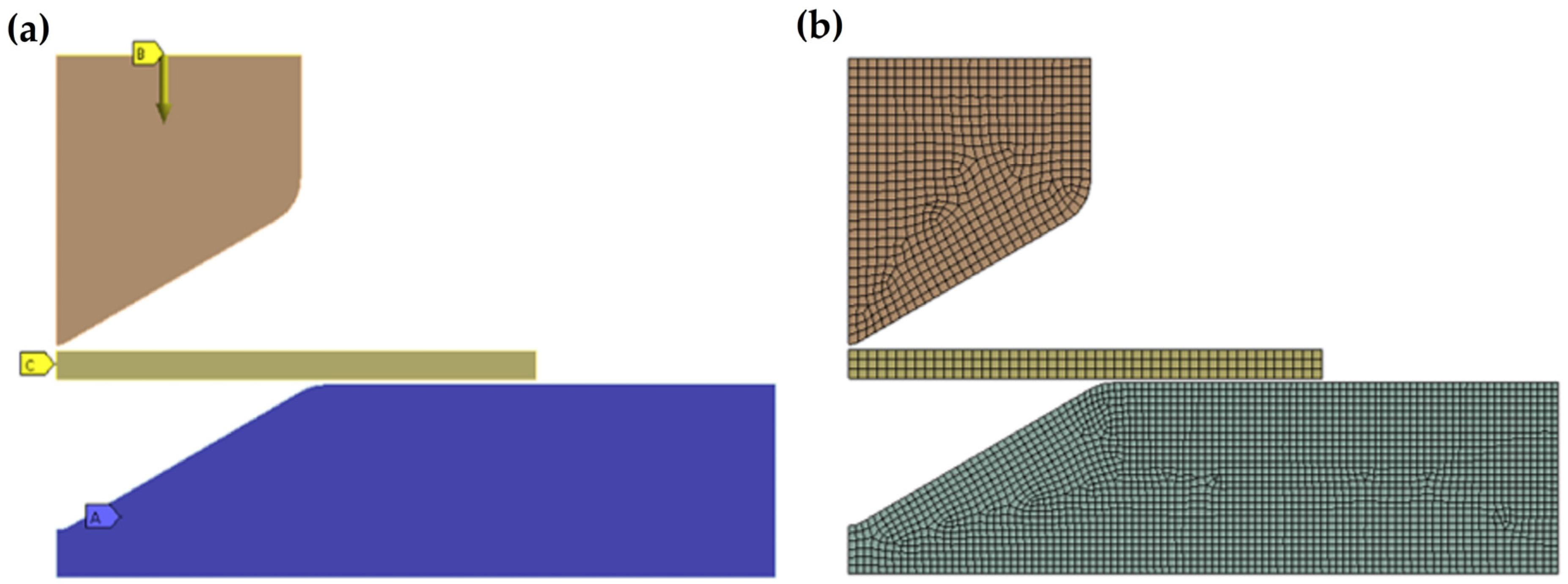
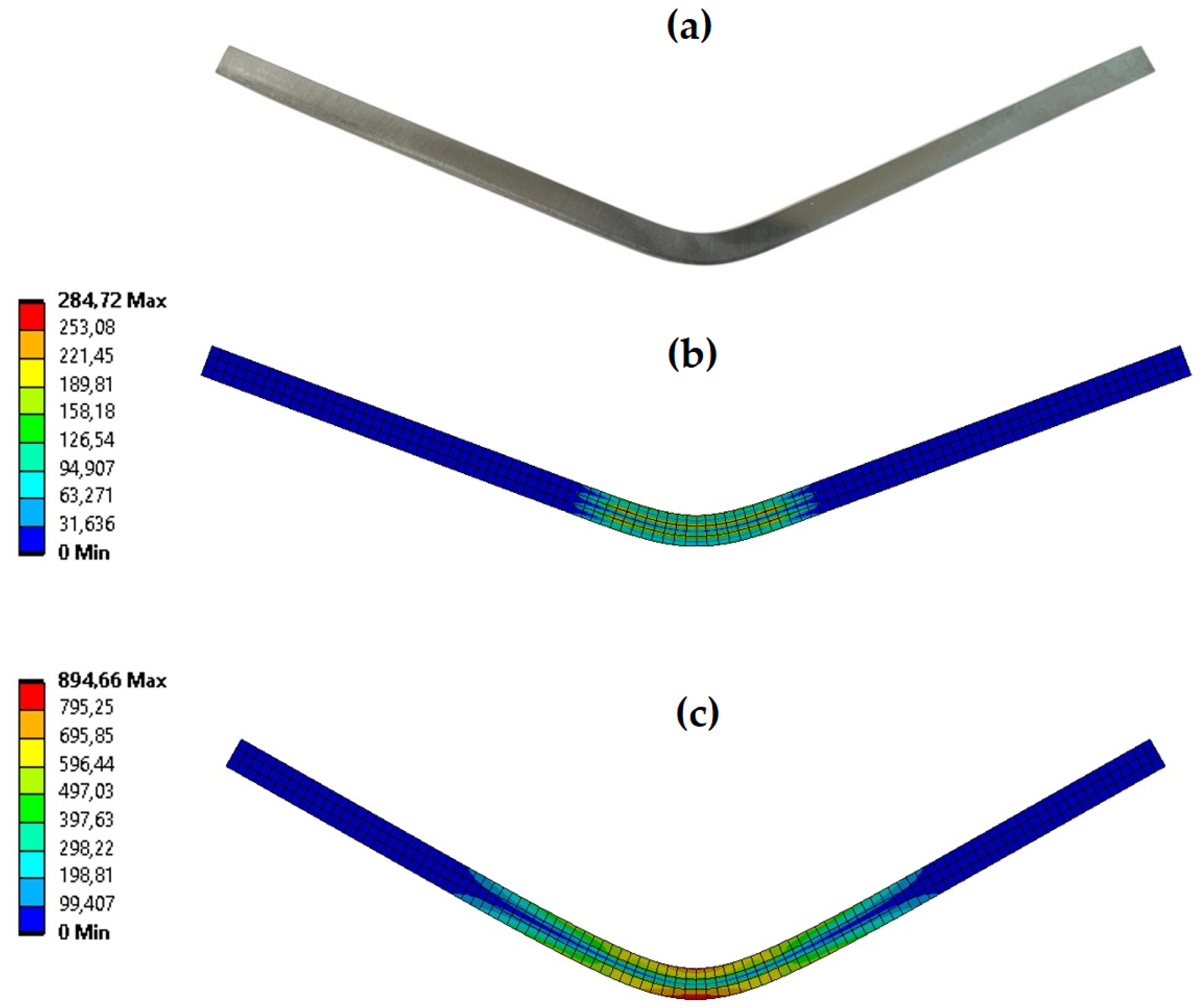
2.2. Validation of Finite Element Model
2.3. Finite Element Analyses
3. Results and Discussions
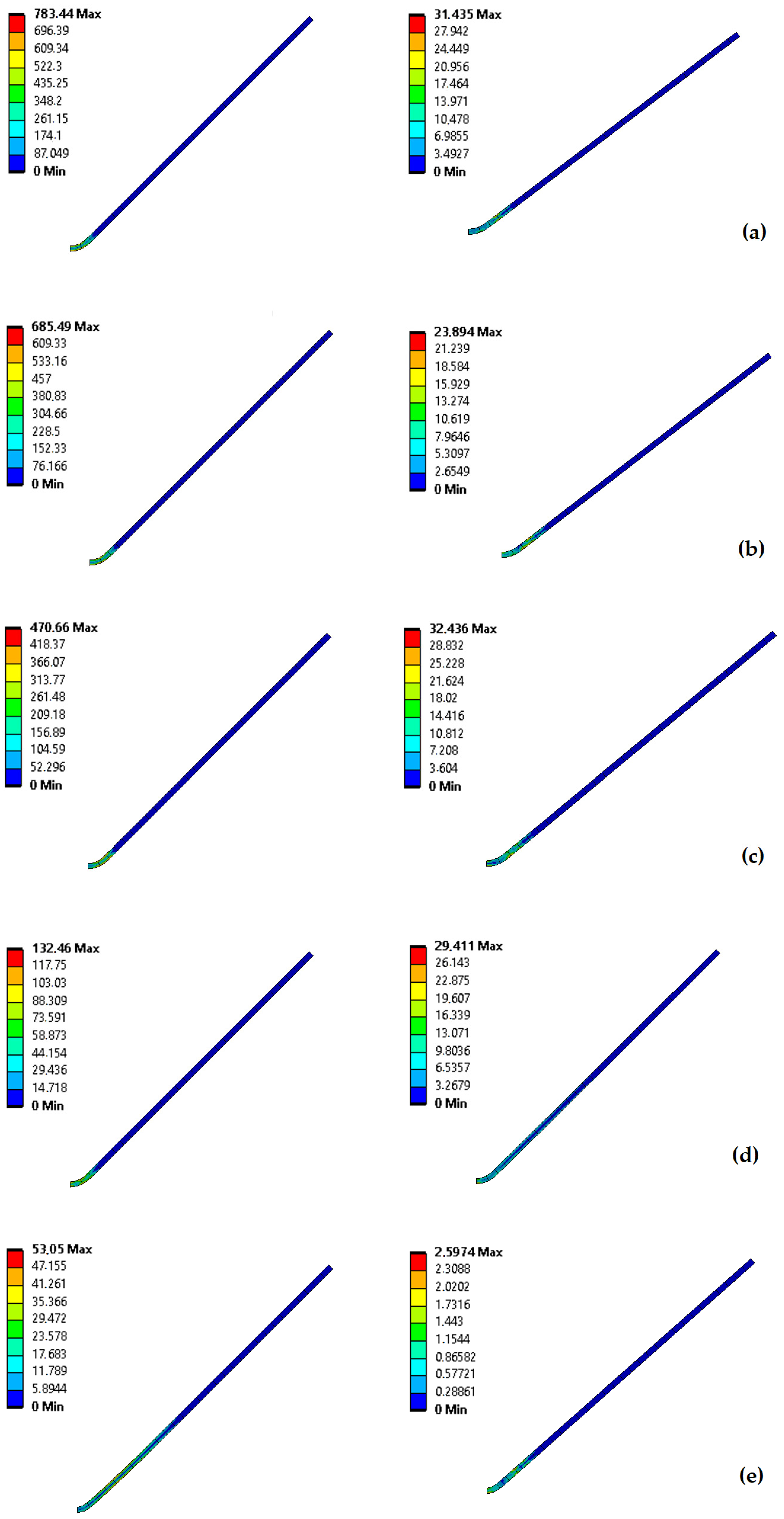
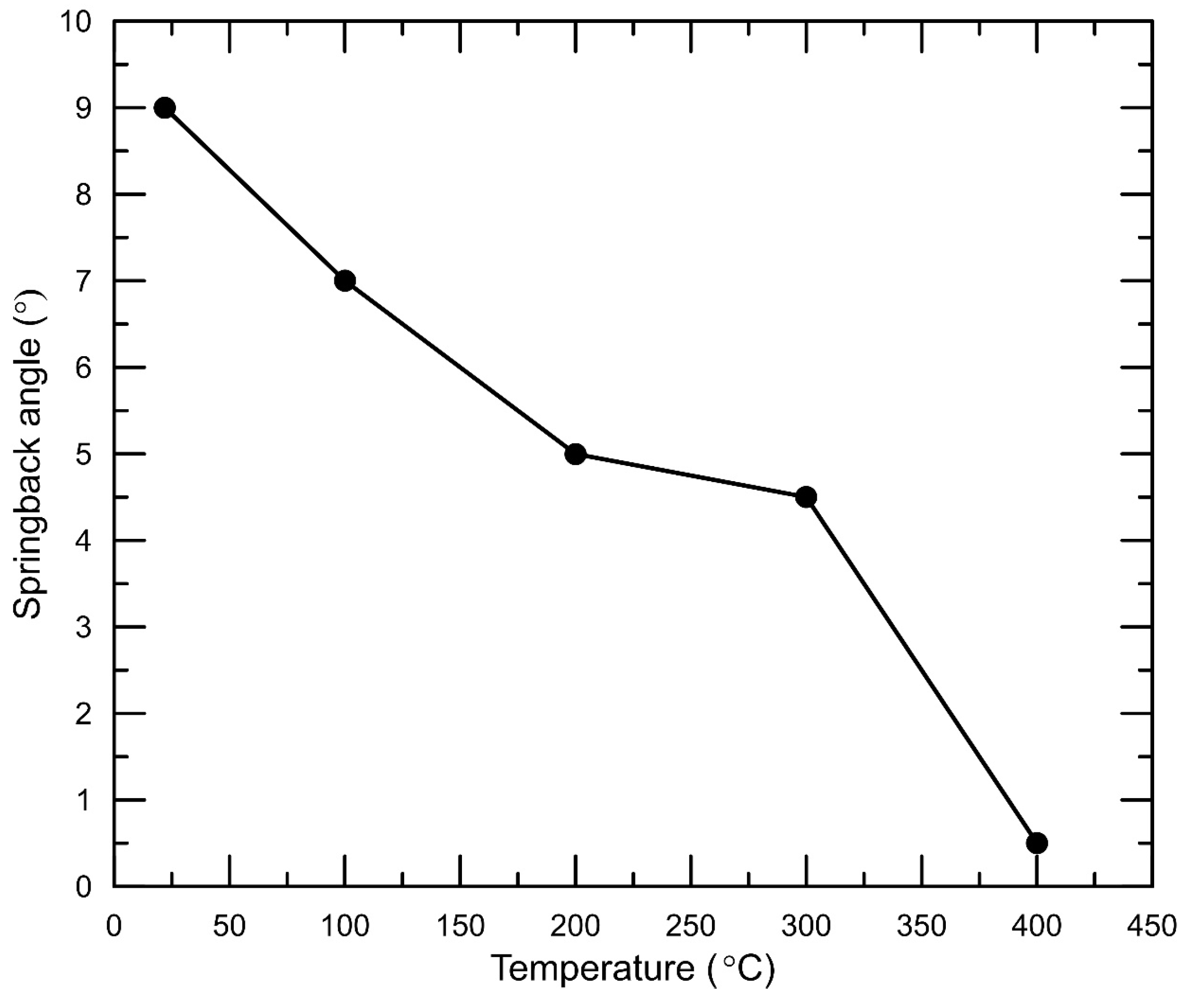
3.1. Effect of Temperature
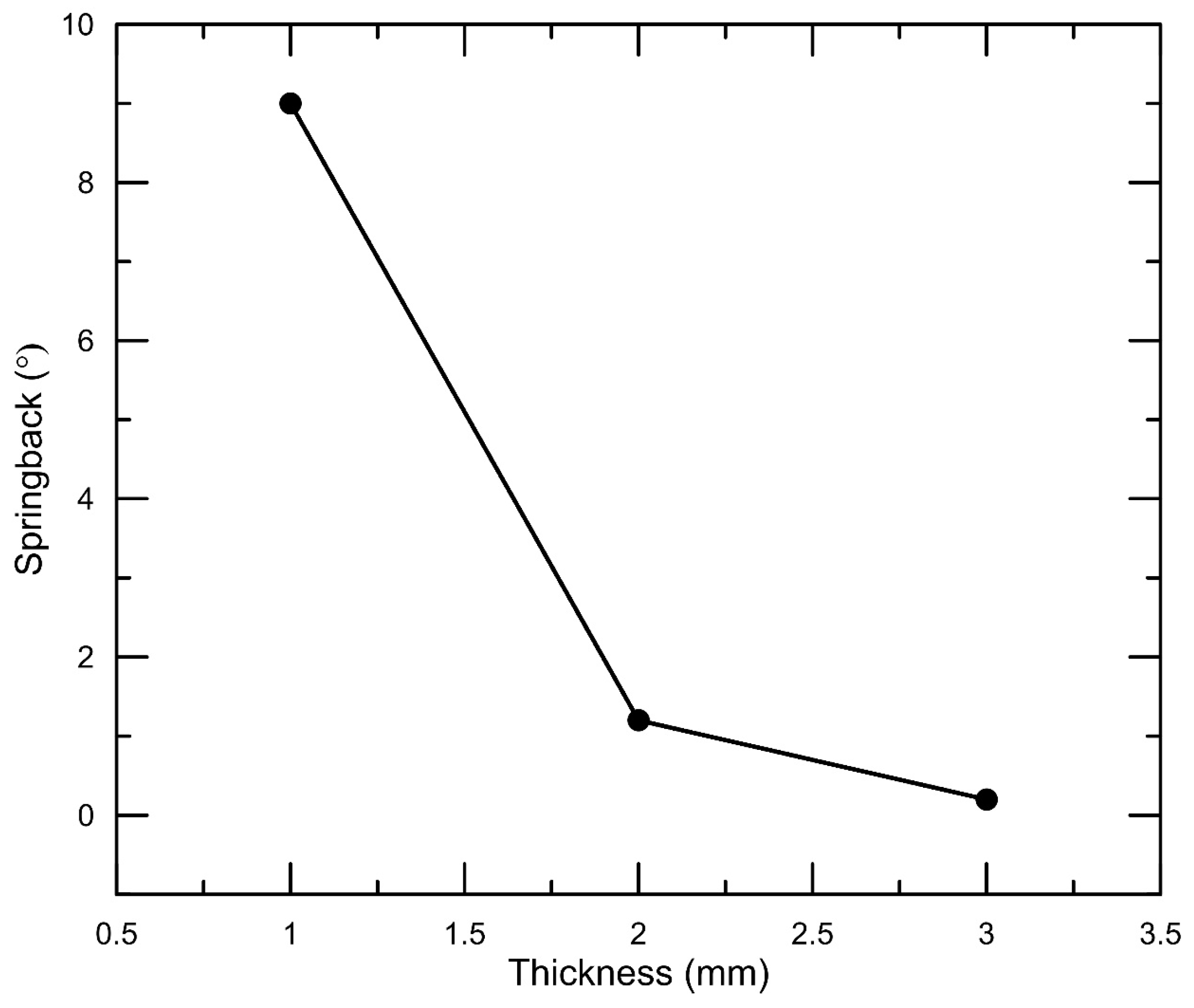
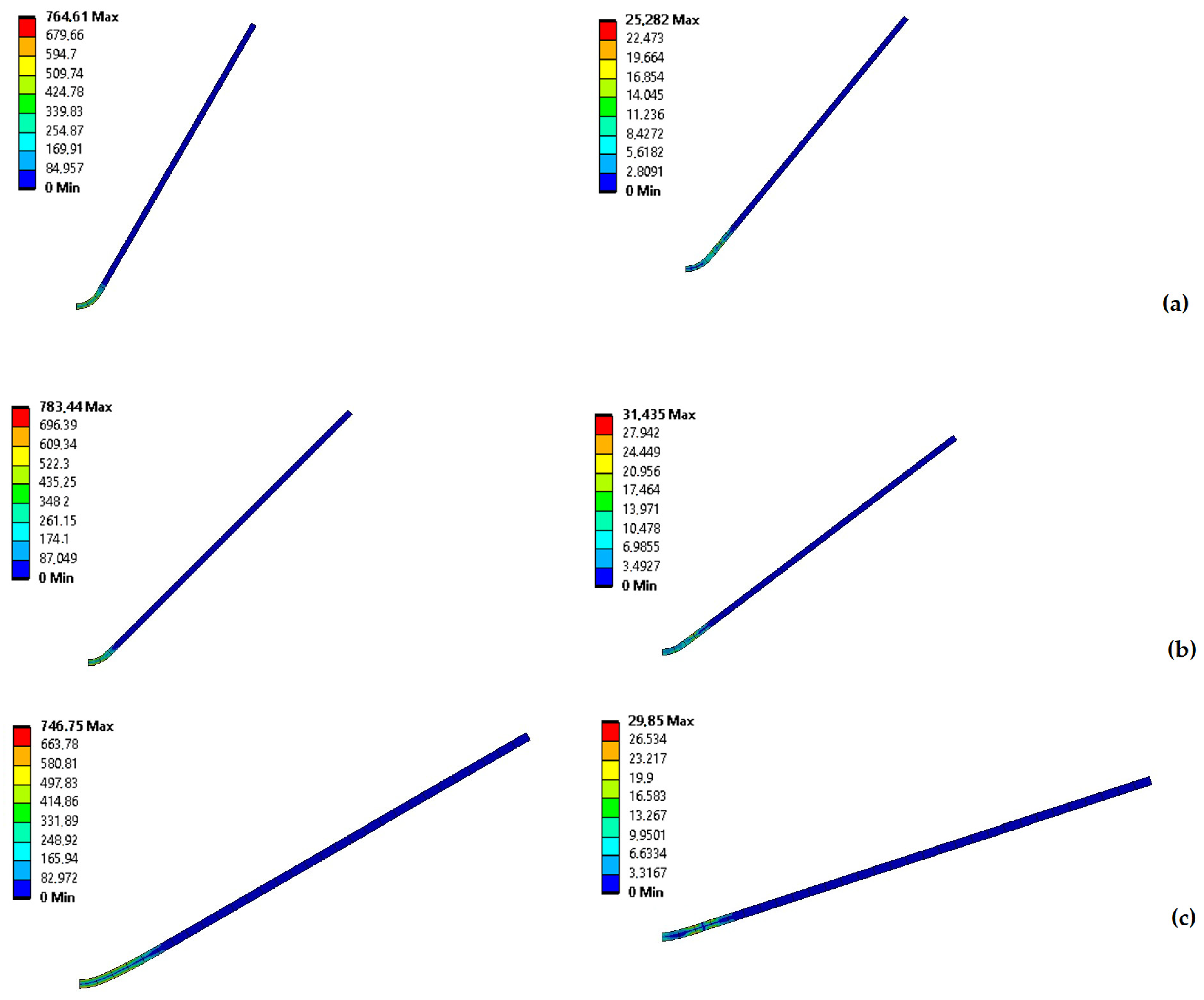
3.2. Effect of Sheet Metal Thickness
3.3. Effect of Bending Angle
3.4. Effect of Bending Radius
4. Analysis of Variance and Regression Analyses of Springback Angle and Maximum Load
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Choi, Y.; Lee, J.; Panicker, S.S.; Jin, H.K.; Panda, S.K.; Lee, M.G. Mechanical Properties, Springback, and Formability of W-Temper and Peak Aged 7075 Aluminum Alloy Sheets: Experiments and Modeling. Int. J. Mech. Sci. 2020, 170, 105344. [Google Scholar] [CrossRef]
- Wang, H.; Yan, Z.; Xiao, A.; Yu, Z.; Chen, X.; Cui, X. Improvement of Flanging Accuracy with Small Springback and Service Performance of AA7075 Using High-Speed Forming. J. Manuf. Process. 2024, 119, 790–805. [Google Scholar] [CrossRef]
- Du, Z.; Han, Y.; Han, D.; Zhang, H.; Mao, X.; Zhang, Z.; Cui, X. Effect of Heat Treatment and Electromagnetic Forming on Springback and Related Properties of 7075 Aluminum Alloy Sheet. J. Braz. Soc. Mech. Sci. Eng. 2024, 46, 1–14. [Google Scholar] [CrossRef]
- Yan, Z.; Du, Z.; Cui, X.; Huang, C.; Meng, Y. Springback and Deformation Uniformity of High-Strength Aluminum Alloy Sheet Using Electromagnetic Forming. Int. J. Adv. Manuf. Technol. 2021, 114, 1293–1308. [Google Scholar] [CrossRef]
- Kim, H.K.; Kim, W.J. A Springback Prediction Model for Warm Forming of Aluminum Alloy Sheets Using Tangential Stresses on a Cross-Section of Sheet. Metals 2018, 8, 257. [Google Scholar] [CrossRef]
- Chen, C.; Jiang, C. Grain Size Effect in the Micro-V-Bending Process of Thin Metal Sheets. Mater. Manuf. Process. 2011, 6914, 78–83. [Google Scholar] [CrossRef]
- Mohammadtabar, N.; Bakhshi-Jooybari, M.; Gorji, H.; Jamaati, R.; Szpunar, J.A. Effect of Electric Current Pulse Type on Springback, Microstructure, Texture, and Mechanical Properties During V-Bending of AA2024 Aluminum Alloy. J. Manuf. Sci. Eng. 2021, 143, 011004. [Google Scholar] [CrossRef]
- Ozturk, F.; Ece, R.E.; Polat, N.; Koksal, A. Effect of Warm Temperature on Springback Compensation of Titanium Sheet Effect of Warm Temperature on Springback. Mater. Manuf. Process. 2010, 6914, 1021–1024. [Google Scholar] [CrossRef]
- Pornputsiri, N.; Kanlayasiri, K. Effect of Bending Temperatures on the Microstructure and Springback of a TRIP Steel Sheet. Def. Technol. 2020, 16, 980–987. [Google Scholar] [CrossRef]
- Yue, Z.; Qi, J.; Zhao, X.; Badreddine, H.; Gao, J.; Chu, X. Springback Prediction of Aluminum Alloy Sheet under Changing Loading Paths with Consideration of the Influence of Kinematic Hardening and Ductile Damage. Metals 2018, 8, 950. [Google Scholar] [CrossRef]
- Chen, C. Experimental Study on Punch Radius and Grain Size Effects in V-Bending Process. Mater. Manuf. Process. 2014, 29, 461–465. [Google Scholar] [CrossRef]
- Chen, Y.; Li, X.; Lang, L. Various Elastic Moduli of AA6016 and Their Application on Accurate Prediction of Springback. J. Chin. Inst. Eng. 2019, 42, 319–326. [Google Scholar] [CrossRef]
- Kagzi, S.A.; Gandhi, A.H.; Dave, H.K.; Raval, H.K. An Analytical Model for Bending and Springback of Bimetallic Sheets. Mech. Adv. Mater. Struct. 2016, 23, 80–88. [Google Scholar] [CrossRef]
- Kim, D.; Kim, J.H.; Lee, M.G.; Lee, Y.S.; Kang, S.H. Experimental Investigation into Effect of Annealing Treatment on Springback of Magnesium Alloy Sheets. Mater. Res. Innov. 2013, 15 (Suppl. 1), s183–s186. [Google Scholar] [CrossRef]
- Seok, H.; Koc, M. Numerical Investigations on Springback Characteristics of Aluminum Sheet Metal Alloys in Warm Forming Conditions. J. Mater. Process. Technol. 2007, 4, 370–383. [Google Scholar] [CrossRef]
- Asgari, S.A.; Pereira, M.; Rolfe, B.F.; Dingle, M.; Hodgson, P.D. Statistical Analysis of Finite Element Modeling in Sheet Metal Forming and Springback Analysis. J. Mater. Process. Technol. 2007, 3, 129–136. [Google Scholar] [CrossRef]
- Chatti, S. Effect of the Elasticity Formulation in Finite Strain on Springback Prediction. Comput. Struct. 2010, 88, 796–805. [Google Scholar] [CrossRef]
- Fu, Z.; Mo, J. Multiple-Step Incremental Air-Bending Forming of High-Strength Sheet Metal Based on Simulation Analysis. Mater. Manuf. Process. 2010, 25, 808–816. [Google Scholar] [CrossRef]
- Lee, S.W.; Yang, D.Y. An Assessment of Numerical Parameters Influencing Springback in Explicit Finite Element Analysis of Sheet Metal Forming Process. J. Mater. Process. Technol. 1998, 81, 60–67. [Google Scholar] [CrossRef]
- Li, X.; Yang, Y.; Wang, Y.; Bao, J.; Li, S. Effect of the Material-Hardening Mode on the Springback Simulation Accuracy of V-Free Bending. J. Mater. Process. Technol. 2002, 123, 209–211. [Google Scholar] [CrossRef]
- Nasrollahi, V.; Arezoo, B. Prediction of Springback in Sheet Metal Components with Holes on the Bending Area, Using Experiments, Finite Element and Neural Networks. Mater. Des. 2012, 36, 331–336. [Google Scholar] [CrossRef]
- Wasif, M.; Fatima, A.; Iqbal, S.A.; Tufail, M.; Karim, H. Analysis and Optimization of Springback during the V-Bending of Hot-Rolled High Strength Steels (JSH440). J. Eng. Res. 2022, 10, 298–314. [Google Scholar] [CrossRef]
- Zhang, L.C.; Lin, Z. An Analytical Solution to Springback of Sheet Metals Stamped by a Rigid Punch and an Elastic Die. J. Mater. Process Technol. 1997, 63, 49–54. [Google Scholar] [CrossRef]
- Carden, W.D.; Geng, L.M.; Matlock, D.K.; Wagoner, R.H. Measurement of Springback. Int. J. Mech. Sci. 2002, 44, 79–101. [Google Scholar] [CrossRef]
- Mullan, H.B. Improved Prediction of Springback on Final Formed Components. J. Mater. Process Technol. 2004, 153–154, 464–471. [Google Scholar] [CrossRef]
- Özdemir, M.; Dilipak, H.; Bostan, B. Numerically Modeling Spring Back and Spring Go Amounts and Bending Deformations of Cr-Mo Alloyed Sheet Material. Mater. Test. 2020, 62, 1265–1272. [Google Scholar] [CrossRef]
- Choudhury, I.A.; Ghomi, V. Springback Reduction of Aluminum Sheet in V-Bending Dies. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2014, 228, 917–926. [Google Scholar] [CrossRef]
- Panthi, S.K.; Ramakrishnan, N.; Pathak, K.K.; Chouhan, J.S. An Analysis of Springback in Sheet Metal Bending Using Finite Element Method (FEM). J. Mater. Process Technol. 2007, 186, 120–124. [Google Scholar] [CrossRef]
- Panthi, S.K.; Ramakrishnan, N.; Ahmed, M.; Singh, S.S.; Goel, M.D. Finite Element Analysis of Sheet Metal Bending Process to Predict the Springback. Mater. Des. 2010, 31, 657–662. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Wang, G.; Chen, J.; Yi, J. Springback Behaviors of Extruded 6063 Aluminum Profile in Subsequent Multi-Stage Manufacturing Processes. Int. J. Adv. Manuf. Technol. 2020, 109, 1–13. [Google Scholar] [CrossRef]
- Gao, E.; Xue, D.; Li, Y. Springback Angle Prediction for High-Strength Aluminum Alloy Bending via Multi-Stage Regression. Metals 2025, 15, 358. [Google Scholar] [CrossRef]
- ISO 6892-1: 2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization (ISO): Geneva, Switzerland, 2019.
- ISO 6892-2: 2018; Metallic Materials—Tensile Testing—Part 2: Method of Test at Elevated Temperature. International Organization for Standardization (ISO): Geneva, Switzerland, 2018.
- Pandya, K.S.; Roth, C.C.; Mohr, D. Strain Rate and Temperature Dependent Fracture of Aluminum Alloy 7075: Experiments and Neural Network Modeling. Int. J. Plast. 2020, 135, 102788. [Google Scholar] [CrossRef]
- Su, M.N.; Young, B. Material Properties of Normal and High Strength Aluminium Alloys at Elevated Temperatures. Thin-Walled Struct. 2019, 137, 463–471. [Google Scholar] [CrossRef]
- Zhang, H.; He, Y.; Li, L. Tensile Deformation and Fracture Behavior of Spray-Deposition 7075/15SiCp Aluminum Matrix Composite Sheet at Elevated Temperatures. Mater. Charact. 2008, 59, 1078–1082. [Google Scholar] [CrossRef]
- Hakimi, S.; Soualem, A. Evaluation of the sensitivity of springback to various process parameters of aluminum alloy sheet with different heat treatment conditions. Eng. Solid Mech. 2021, 9, 323–334. [Google Scholar] [CrossRef]
- Li, D.; Ghosh, A. Tensile Deformation Behavior of Aluminum Alloys at Warm Forming Temperatures. Mater. Sci. Eng. A 2003, 352, 279–286. [Google Scholar] [CrossRef]
- Finch, D.M.; Wilson, S.P.; Dorn, J.E. Deep-Drawing Aluminum Alloys at Elevated Temperatures. Trans. Am. Soc. Met. 1946, 36, 254–289. [Google Scholar]
- Öztürk, F.; Toros, S.; Kılıç, S.; Baş, M.H. Effects of Cold and Warm Temperatures on Springback of Aluminium—Magnesium Alloy 5083-H111. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 427–431. [Google Scholar] [CrossRef]
- Hou, H.; Zhao, G.; Yu, J.; Sun, Y.; Li, H. Experimental Studies and Modeling of Strain Rate- and Temperature-Dependent Springback Behavior of Hot-Deformed Aluminum Alloys. J. Mater. Process Technol. 2023, 318, 118029. [Google Scholar] [CrossRef]
- Grze, R.; Manach, P.Y.; Laurent, H.; Thuillier, S.; Menezes, L.F. Influence of the Temperature on Residual Stresses and Springback Effect in an Aluminium Alloy. Int. J. Mech. Sci. 2010, 52, 1094–1100. [Google Scholar] [CrossRef]
- Ma, W.P.; Wang, B.Y.; Xiao, W.C.; Yang, X.M.; Kang, Y. Springback Analysis of 6016 Aluminum Alloy Sheet in Hot V-Shape Stamping. J. Cent. South. Univ. 2019, 26, 524–535. [Google Scholar] [CrossRef]
- Daoming, L.; Ghosh, A.K. Effects of Temperature and Blank Holding Force on Biaxial Forming Behavior of Aluminum Sheet Alloys. J. Mater. Eng. Perform. 2004, 13, 348–360. [Google Scholar] [CrossRef]
- Zhang, J.X.; Fan, J.X.; Liu, Y.T.; Feng, W. Superplasticity of 6016 Aluminum Alloy at Elevated Temperatures. Rare Met. 2015, 34, 387–394. [Google Scholar] [CrossRef]
- Nikhare, C.P.; Kotkunde, N.; Singh, S.K. Effect of Material Discontinuity on Springback in Sheet Metal Bending. Adv. Mater. Process. Technol. 2021, 8, 1800–1819. [Google Scholar] [CrossRef]
- Tek, Z. An Experimental Study on the Examination of Springback of Sheet Metals with Several Thicknesses and Properties in Bending Dies. J. Mater. Process. Technol. 2004, 145, 109–117. [Google Scholar] [CrossRef]
- Sharma, P.K.; Gautam, V.; Agarwal, A. Effect of Punch Profile Radius and Sheet Setting on Springback in V-Bending of A 2-Ply Sheet. Adv. Mater. Process. Technol. 2023, 9, 416–424. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mg | Cu | Cr | Fe | Si | Ti |
|---|---|---|---|---|---|---|---|---|
| Content (%) | 88.77 | 6 | 3.08 | 1.52 | 0.24 | 0.23 | 0.1 | 0.03 |
| Temperature (°C) | Young’s Module (GPa) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| RT | 70 | 540 | 582 | 20 |
| 100 | 68 | 520 | 545 | 23 |
| 200 | 65 | 400 | 385 | 24 |
| 300 | 59 | 123 | 130 | 26 |
| 400 | 52 | 35 | 40 | 50 |
| Bending Parameters | Levels |
|---|---|
| Thickness, t (mm) | 1–2–3 |
| Bending angle, BA, (°) | 60–90–120 |
| Bending radius, BR, (mm) | 4–8–12 |
| Temperature, T, (°C) | RT–100–200–300–400 |
| Temperature, T, (°C) | Bending Angle, BA (°) | Bending Radius, BR (mm) | Thickness, t, (mm) | Max. Load (N) | Springback Angle (°) |
|---|---|---|---|---|---|
| 22 | 90 | 4 | 1 | 2318 | 9 |
| 100 | 90 | 4 | 1 | 2044 | 7 |
| 200 | 90 | 4 | 1 | 1948 | 5 |
| 300 | 90 | 4 | 1 | 1922 | 4.5 |
| 400 | 90 | 4 | 1 | 298 | 0.5 |
| 22 | 90 | 4 | 1 | 2318 | 9 |
| 22 | 90 | 4 | 2 | 8590 | 1.2 |
| 22 | 90 | 4 | 3 | 12,556 | 0.2 |
| 22 | 60 | 4 | 1 | 4318 | 8 |
| 22 | 90 | 4 | 1 | 2318 | 9 |
| 22 | 120 | 4 | 1 | 326 | 12 |
| 22 | 90 | 4 | 1 | 2318 | 9 |
| 22 | 90 | 8 | 1 | 430 | 17 |
| 22 | 90 | 12 | 1 | 322 | 22 |
| Variance Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution Rate (%) |
|---|---|---|---|---|---|---|
| Temperature, T, (°C) | 1 | 67.884 | 67.884 | 21.97 | 0.003 | 19.9 |
| Thickness, t, (mm) | 1 | 95.823 | 95.823 | 31.01 | 0.001 | 28.1 |
| Bending angle, BA, (°) | 1 | 4.500 | 4.500 | 1.46 | 0.273 | 1.3 |
| Bending radius, BR, (°) | 1 | 154.180 | 154.180 | 49.90 | 0.000 | 45.2 |
| Error | 6 | 18.540 | 3.090 | 5.4 | ||
| Total | 10 | 340.927 | 100 |
| Variance Source | DF | Adj SS | Adj MS | F-Value | p-Value | Contribution Rate (%) |
|---|---|---|---|---|---|---|
| Temperature, T, (°C) | 1 | 2.454.706 | 2.454.706 | 5.85 | 0.052 | 2.12 |
| Thickness (t) | 1 | 97.580.911 | 97.580.911 | 232.50 | 0.000 | 84.21 |
| Bending angle, BA, (°) | 1 | 7.968.032 | 7.968.032 | 18.98 | 0.005 | 6.88 |
| Bending radius, BR, (°) | 1 | 5.378.660 | 5.378.660 | 12.82 | 0.012 | 4.65 |
| Error | 6 | 2.518.261 | 419.710 | 2.17 | ||
| Total | 10 | 115.900.570 | 100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karakaya, Ç.; Ekşi, S. Springback Behavior of AA 7075-T6 Alloy in V-Shaped Bending. Appl. Sci. 2025, 15, 5509. https://doi.org/10.3390/app15105509
Karakaya Ç, Ekşi S. Springback Behavior of AA 7075-T6 Alloy in V-Shaped Bending. Applied Sciences. 2025; 15(10):5509. https://doi.org/10.3390/app15105509
Chicago/Turabian StyleKarakaya, Çetin, and Seçil Ekşi. 2025. "Springback Behavior of AA 7075-T6 Alloy in V-Shaped Bending" Applied Sciences 15, no. 10: 5509. https://doi.org/10.3390/app15105509
APA StyleKarakaya, Ç., & Ekşi, S. (2025). Springback Behavior of AA 7075-T6 Alloy in V-Shaped Bending. Applied Sciences, 15(10), 5509. https://doi.org/10.3390/app15105509