1. Introduction
Conditions under the current inventory management systems are becoming increasingly difficult. Current supply chains tend to be complex in nature, fragmented, and global. The lifecycle of products is short, and the complexity of products is high. This complexity is further enhanced by a high customisation rate and the many configurations and customisations available to individual customers.
Large and fragmented supply chains lead not only to more items being purchased but also to more items being purchased from remote locations, leading to longer delivery times. The combined complexity of the products makes the effort to improve forecast accuracy a losing battle [
1].
On the other hand, the rapid development of information technology and the complex integration and implementation of smart solutions using technologies such as IoT, IoS, cloud computing, etc., bring new opportunities in the field of effective enterprise inventory management.
Under these conditions, new concepts and strategies for effective inventory management emerge. One such concept is Demand-Driven Material Requirements Planning (DDMRP). The concept of DDMRP was first systematically described in 2011 in the work of authors Ptak and Smith [
1].
DDMRP represents a demand-oriented system of inventory planning and management in an enterprise. It was established as a successor to the MRP system to meet the current requirements of dynamic and turbulent markets. While an MRP system is a pressure inventory management system, a DDMRP system represents a combination of pressure and tensile control principles.
The DDMRP system seeks to eliminate the main shortcoming of the original MRP system, which results from the basic philosophy of dependence of all items in the structure. In the case of item dependencies, any variability (variations in demand, running times, quality deficiencies, system failures, etc.) spreads throughout the logistics–production chain and causes the so-called “bullwhip” effect.
DDMRP tries to stop the transfer of supply chain variability using a basic supply chain “disconnect” mechanism. Disconnection separates one entity from another. This isolates events that occur in one entity or part of a system and prevents them from affecting other entities or parts of the system.
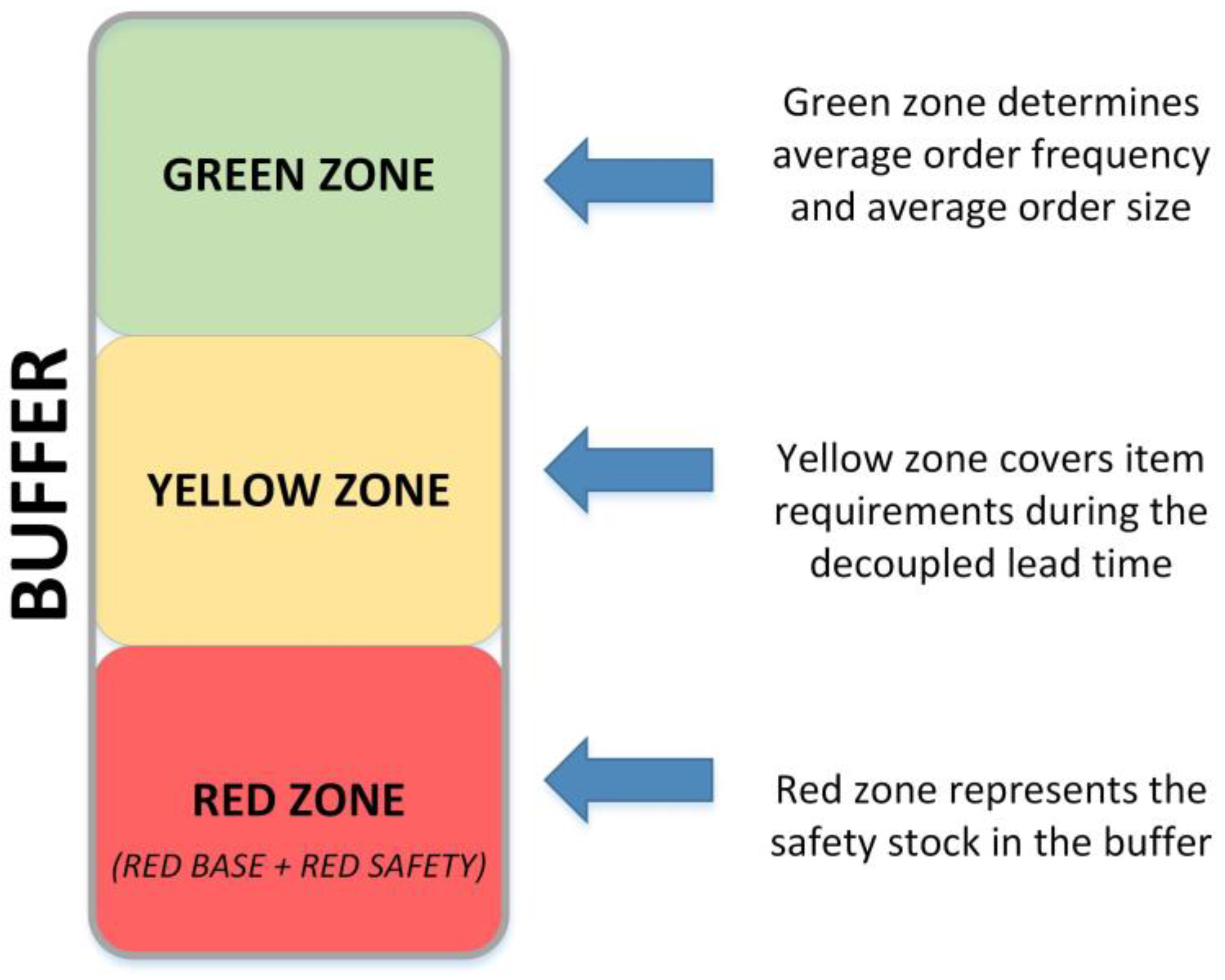
The places where the system is separated are called “decoupling points”. Sufficient inventories must be maintained at the point of disconnection for disconnection points to function as supply chain unbundling and to ensure a sufficient level of protection that absorbs demand and supply variability.
Therefore, one of the key activities of DDMRP is the design of storage tanks at decoupling point buffers and their correct size, which ensures the disconnection of supply and consumption processes and their independence.
The DDMRP system consists of five basic elements that are related to fulfilling the key attributes of the system: position, protect, and pull.
The first three components (strategic inventory positioning, buffer profiles and levels, dynamic adjustments) essentially define the initial configuration of the DDMRP model. The strategic location of inventories will determine where the disconnection points will be located. Tray profiles and levels will determine the level of protection at these disconnection points. Dynamic adjustments define how this level of protection changes upwards or downwards based on operational parameters, changes in the market, and planned or known future events. The fourth (demand-driven planning) and fifth (visible and collaborative execution) elements define the actual operational aspects of a DDMRP system: planning (creating delivery orders) and execution (managing open orders).
Several dozen scientific and professional papers have been published on the issue of DDMRP. A systematic review of scientific papers published up to 2020 devoted to DDMRP issues has been elaborated, for example, in publications by Azzamouri et al. [
2] and Orue [
3]. Many published papers are devoted to the standardisation and implementation of the DDMRP system in practice [
4,
5,
6,
7,
8,
9,
10]. Publications comparing the DDMRP system with other alternative inventory planning and management systems are the second largest group of scientific articles. The DDMRP system, as a combined pressure/tensile system, is compared in individual works with pressure systems, such as MRP and MRP II [
11,
12,
13,
14], with the Kanban tensile system [
15,
16], as well as with alternative combination systems, such as CONWIP [
17] and OPT [
18].
Further work is devoted to individual elements of the DDMRP system. The authors Abdelhalim et al. [
19] and Achergui et al. [
20,
21] addressed the issue of determining disconnection points and optimally positioning strategic inventories in the supply chain. Achergui et al. [
21,
22] suggested using the MILP (Mixed-Integer Linear Programming) model to optimise strategic stack positions. The authors paid great attention to determining the parameters of the DDMRP system, whether from the point of view of the primary setting of buffers at disconnection points or from the point of view of their dynamic adjustments in the use phase. In their publication [
23], Lee and Rim paid attention to optimising the level of safety stocks in the strategic storage systems of the DDMRP system. Dessevre et al. [
24] described dynamic adjustments to the parameter “decoupled lead time” that resulted in the dynamic adjustment of inventory levels in strategic stacks. The dynamic dimensioning of strategic reservoirs is also described in the work of Favaretto et al. [
25,
26], who used heuristic approaches based on type control (s(t); S(t)) with time-varying thresholds. Duhem et al. [
27] discussed the dynamic determination of control parameters OST (order spike threshold) and OSH (order spike horizon). Lahrichi et al. [
28] suggested the use of the MILP model in determining strategic reservoir parameters. In their publications [
29,
30], authors Damand et al. presented a procedure for applying genetic algorithms to determine DDMRP system parameters. In their publication, Martin et al. [
31] compared several approaches to sizing DDMRP system parameters from different authors and verified the results using dynamic simulation.
The next part of the publications was devoted to the actual planning and management of inventory in the DDMRP system. In their case study, Iki and Ishak [
32] demonstrated the use of a prognostic model of simple exponential smoothing in inventory management in a DDMRP system applied in veterinary medicine. Cuartas and Aguilar [
33] described a replenishment algorithm using a learning algorithm based on Markov’s decision-making process. The authors Dessevre et al. [
34], Xu et al. [
35], and Corsini et al. [
36] added part of capacity planning to the planning process in the DDMRP system. Just as unlimited capacities were considered in the MRP system, in the original DDMRP methodology [
1], the authors did not consider capacity constraints. However, the capacity planning module represents an important part of inventory planning, especially if the stock in the strategic reservoir is replenished from its own production. Fernandes et al. [
37] compared inventory management and order prioritisation based on inventory levels in a strategic stack with classical priority rules (FIFO, Due Date, and ROP) used in manufacturing order management and prioritisation.
As already noted in the literature review, a large group of authors paid attention to setting the parameters of the DDMRP system in their publications. The correct determination of the positions of strategic reservoirs and the dimensioning of their sizes are key prerequisites for the proper functioning of the system in inventory planning and management. It should be noted, however, that most of the authors deviated significantly from the original philosophy of the DDMRP system, as presented by Ptak and Smith [
1]. It is characterised by the simplicity of the original methodology, which does not require the implementation of complex specialised systems or advanced mathematical methods and is, therefore, easily applicable in conditions of industrial practice. On the other hand, it must be stated that the original methodology is, in some cases, too benevolent in setting parameters. Simple (naive) determination of insurance stocks can produce worse results than when applying statistical–analytical approaches. The use of naive forecasts in the calculation of ADU (average daily usage) or the use of a demand factor for seasonal items can lead to an inadequate response to system dynamics. Many DDMRP parameters are determined intuitively and subjectively (variability factor, intermediate time factor, seasonality factor, threshold values, etc.). These simplifications may, under more complex conditions, result in some storage facilities being oversized or undersized over periods of time, and thus not being able to perform their basic functions efficiently. The aim of this article is to fill the gap between the original simple methodology of setting parameters for strategic reservoirs and the complex approaches of individual authors, which are presented in scientific articles devoted to this issue. The approach of the authors, which will be presented in the next sections, preserves the simplicity of the original methodology but at the same time introduces, into the process of setting the parameters of the reservoir, a simple mathematical apparatus based on statistical–analytical and optimisation procedures known from classical inventory management in the company, thus eliminating decision-making based on intuition, estimation, or expert assessment from the process of sizing reservoirs. At the same time, the proposed storage sizing approach will be compared with the original sizing approach described in [
1]. To evaluate and compare the results of both approaches, a simulation of the planning process (generation of delivery orders) will be used.
4. Discussion
At the end of this article, we compare the values of inventory management output parameters when sizing a stack in three basic ways (
Table 14 and
Figure 17):
Default buffer setting (
Section 3.1): This method assumes setting the parameters of the strategic stack using the original calculation methodology according to Ptak and Smith.
Buffer setting objectification (
Section 3.2): This method used a series of simulation experiments to improve the default buffer setting. The objectification of parameters took place in two phases. In the first phase, a one-factor analysis (parameters LTF, VF, and DOC) was carried out. Based on the results of the single-factor analysis and using the Taguchi method, a series of simulation experiments was planned and implemented in the second phase as part of the multifactor analysis.
Buffer setting optimisation (
Section 3.3): The third method used the original methodology of sizing the parameters of the stack, as proposed by the authors of the article. This methodology combines procedures for statistical analysis of historical data (determination of safety stock) and inventory management policies, working with the determination of reorder levels and the maximum stock level.
According to the Ptak and Smith methodology [
1], using the proprietary strategic stack size optimisation methodology of the sample item described in
Section 2.2 results in:
improvement in inventory management parameters in comparison to the default buffer setting,
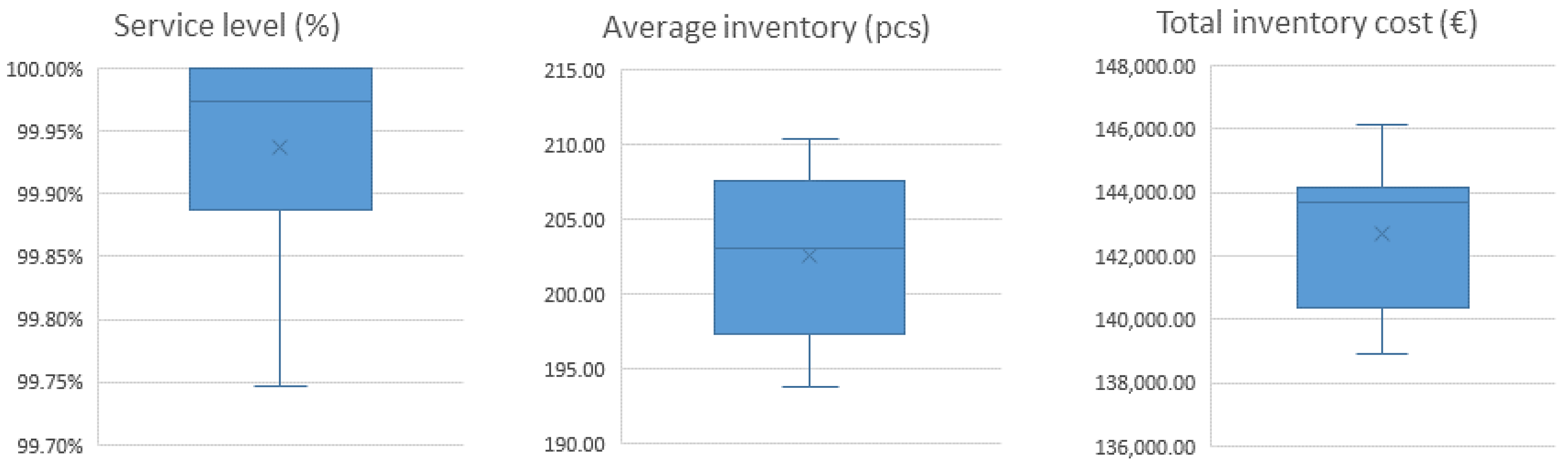
an increase in the average service level (from 99.55% to 99.94%),
reducing the dispersion of real service level values,
a decrease in average stock of 8.9%,
a reduction in total inventory costs by EUR 2283,
reducing the dispersion of the fair values of the total cost of inventories.
Objectification of buffer parameters using simulation (one or more factor analysis) brought comparable results to optimisation using the authors’ own methodology, except for a lower average service level. However, the objectification of parameters required the implementation of a large number of simulation experiments, which were necessary to find the best combination of input factors and buffer parameters. In our case, these were:
fifteen series of simulation experiments in the single-factor analysis phase,
nine series of simulation experiments in the multifactor analysis phase.
The use of the proposed methodology for optimising buffer parameters dramatically reduced the labour of searching for the best solution, because it removed the need to carry out simulation experiments from the process of sizing the strategic stack, while guaranteeing optimal inventory management parameters.
The benefits of the proposed methodology of sizing strategic storage in the DDMRP system are summarised in the following points:
Objectification of settings of individual stack zones: Unlike the classical approach [
1], the methodology excludes the subjective assignment of parameter values (lead time factor and variability factor) based on the definition of the buffer profile and expert judgement from the process of stack dimensioning. These are replaced by an objective determination of inventory parameters based on statistical analysis of consumption and supply data for a material item.
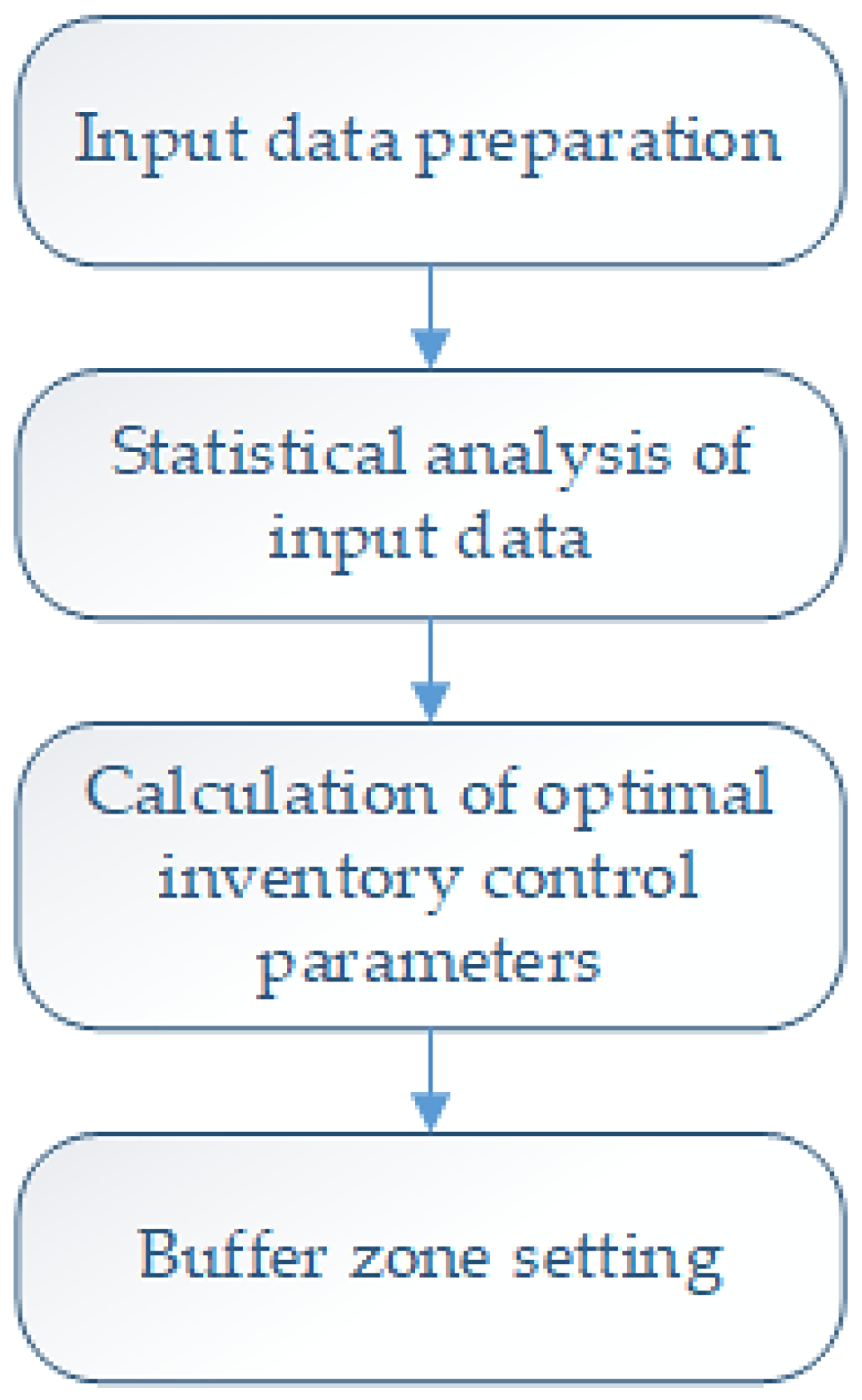
Comprehensive security stock assessment: The methodology uses the evaluation of the variability of all key parameters at input and output when sizing the insurance stock: variability of consumption, variability of the lead time, and variability of delivery quantities. The statistical evaluation of these three components forms the basis for the dimensioning of the insurance stock and the calculation of the red zone of the storage tank.
Setting optimal stack parameters: The methodology uses optimisation approaches known from inventory theory to optimise individual inventory parameters (optimum service level, optimum reorder level, and optimum order cycle) and applies them to the dimensioning of individual storage zones.
Simplicity of methodology: The methodology uses a simple mathematical and analytical–statistical apparatus that can be easily implemented into software solutions to support DDMRP.
The presented methodology is used for the initial setting of buffer zones. From the point of view of the functioning of the DDMRP system in dynamic supply chains, it is necessary that the parameters of the buffer change dynamically and adapt to new conditions of consumption and delivery of individual material items [
46].
The subject of further research by the authors will be the search for possibilities to extend and incorporate this methodology into the area of “buffer adjustment”.
5. Conclusions
In the presented article, the issue of dimensioning of storage tanks in the DDMRP system was systematically dealt with. In the introduction, the authors compared the classical approach of the authors [
1] of the concept to this issue with alternative approaches presented in scientific publications. The authors concluded that this area lacks an approach that eliminates subjective decision-making from the process of dimensioning reservoirs (buffer profile, lead time factor, and variability), but preserves the simplicity of the original concept and, therefore, its high degree of usability in real practice.
Based on the above, the authors’ own methodology was developed, which is presented in
Section 2.2. The correctness and applicability of the methodology were verified by simulating the process of generating delivery orders. Simulation experiments were carried out not only for the authors’ own methodology (
Section 3.4), but also for the original methodology of inventory dimensioning according to Ptak and Smith (
Section 3.1), which was verified using a series of simulation experiments. The results of the experiments in this section were used as a comparative basis for comparing the results when applying the proposed methodology. At the same time, a series of simulation experiments were carried out, during which the consequences of changing the input parameters (LTF, VF, and DOC) of the basic buffer setting on the values of the output parameters of inventory management were verified (
Section 3.3). The simulation experiments in this part were carried out in two phases. In the first phase, a one-factor analysis was performed, i.e., an evaluation of the impact of changing the values of one factor on the output parameters. In the second phase, a multifactor analysis was performed (a simultaneous change in the values of all input parameters).
Based on the comparison of the results of individual series of simulation experiments, it can be concluded that the methodology proposed by the authors meets the input requirements and combines simplicity of application, optimisation, and optimisation of buffer control parameters.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}