

An Analysis Comparing the Taguchi Method for Optimizing the Process Parameters of AA5083/Silicon Carbide and AA5083/Coal Composites That Are Fabricated via Friction Stir Processing

Abstract
1. Introduction
2. Material and Methods
2.1. Material and Composite Fabrication
2.2. Experimental Design Using Taguchi Method
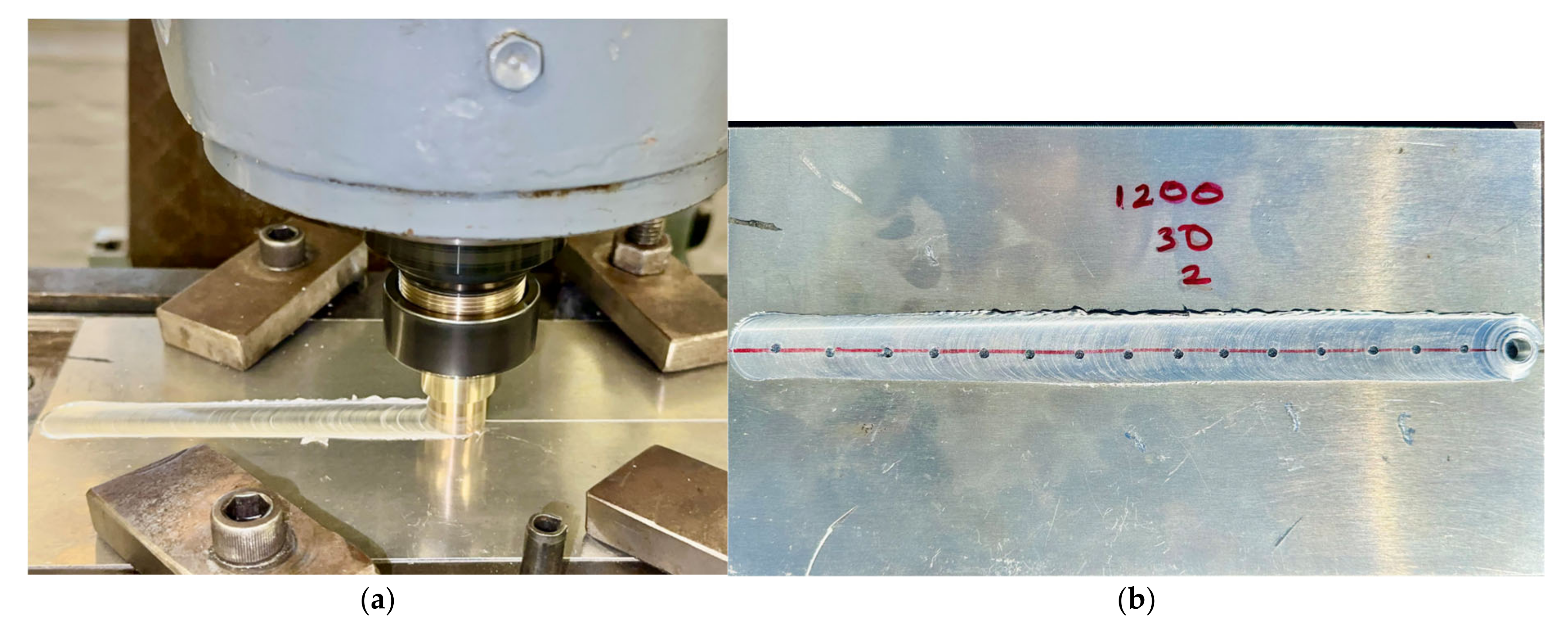
2.3. Composite Fabrication Process
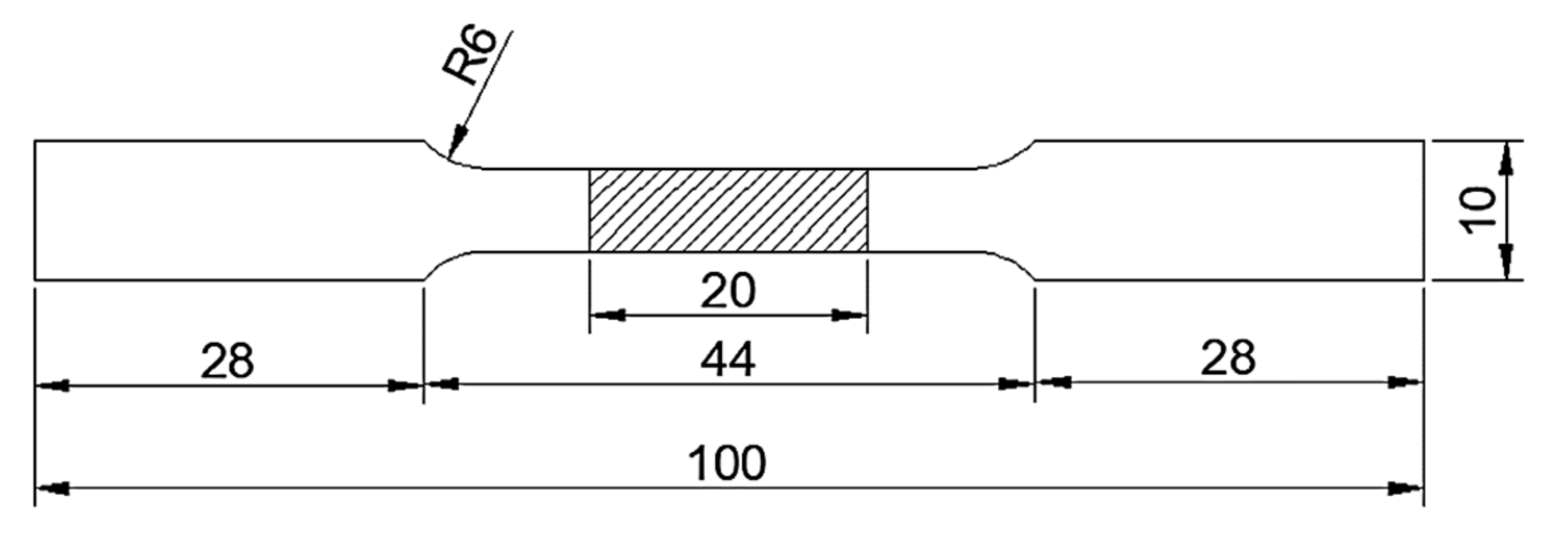
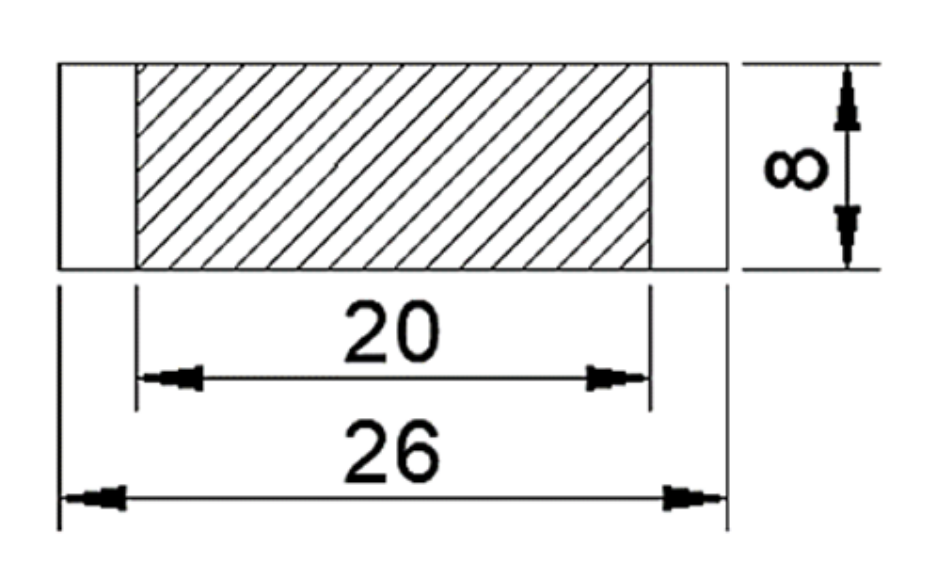
2.4. Output Results Preparation
3. Results and Discussions
3.1. Signal-to-Noise Ratio Analysis
3.2. Analysis of Variance
3.2.1. Analysis of Variance Experimental Data for AA5083/Silicon Carbide Composite
- Ranking of Contributing Factors
- 2.
- Percentage of Contribution Factors
3.2.2. Analysis of Variance Experimental Data for AA5083/Coal Composite
- Ranking of Contributing Factors
- 2.
- Percentage of Contribution Factors
4. Conclusions
- The highest UTS and the percentage elongation for the AA5083/Silicon carbide composites fabrication process can be achieved if the rotation speed has been set to level 2 on the control panel, the traverse speed at level 1, and the tilt angle was at level 3. The best parameters for optimum microhardness are tilt angle at level 3, traversal speed at level 2, and rotational speed at level 2.
- At the second level of rotational speed, the third level of traversal speed, and the third level of tilt angle, for the the AA5083/Coal composite joints had the best FSP parameters to enhance the ultimate tensile strength, percentage elongation, and micro hardness.
- According to an ANOVA study, rotating speed has a larger impact on percentage elongation and microhardness for AA5083/Silicon carbide and AA5083/Coal composite joints. The ultimate tensile strength of AA5083/Silicon carbide is more affected by rotating speed, whereas the ultimate tensile strength of AA5083/Coal is more affected by tilt angle. The results indicate that the two different reinforcements have varying effects on the process parameters, suggesting that customized optimization strategies may be required based on the type of reinforcement used. These differences in ranking order are significant because they highlight the distinct material behaviors of the reinforcements during FSP. Harder reinforcements like SiC rely more on heat generation and plastic deformation for effective distribution and bonding, which is why rotational speed is dominant. In contrast, softer reinforcements like coal benefit more from controlled material flow and uniform particle dispersion, making tilt angle a critical factor.
- The best processing parameters for fabricating AA5083/Coal composite were a tilt angle of 2 degrees, a traverse speed of 60 mm/min, and a rotation speed of 900 rpm.
- The best processing parameters used when fabricating AA5083/Silicon carbide composite that yielded maximum microhardness were at a rotational speed of 900 rpm, traversal speed of 45 mm/min, and tilt angle of 2 degrees; the best combination of parameters to attain the maximum ultimate tensile strength and percentage elongation of the composite was achieved at a rotational speed of 900 rpm, traverse speed of 30 mm/min, and tilt angle of 2 degrees.
5. Limitation of Current Study
6. Future Study
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| AA | Aluminium Alloy |
| Al | Aluminium |
| AISI | American Iron and Steel Institute. |
| AMMCs | Aluminium Metal Matrix Composite |
| ASTM | American Society for Testing and Materials |
| ANOVA | Analysis of Variance |
| FSW | Friction Stir Welding |
| FSP | Friction Stir Processing |
| S/N ratio | Signal to Noise ratio |
References
- Clyne, T.W.; Withers, P.J. An Introduction to Metal Matrix Composites; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]
- Rohatgi, P.K.; Asthana, R.; Das, S. Solidification, structures, and properties of cast metal-ceramic particle composites. Int. Met. Rev. 1986, 31, 115–139. [Google Scholar] [CrossRef]
- Zhang, W.W.; Hu, Y.; Wang, Z.; Yang, C.; Zhang, G.Q.; Prashanth, K.G.; Suryanarayana, C. A novel high-strength Al-based nanocomposite reinforced with Ti-based metallic glass nanoparticles produced by powder metallurgy. Mater. Sci. Eng. A 2018, 734, 34–41. [Google Scholar] [CrossRef]
- Jeyasimman, D.; Sivasankaran, S.; Sivaprasad, K.; Narayanasamy, R.; Kambali, R.S. An investigation of the synthesis, consolidation and mechanical behaviour of Al 6061 nanocomposites reinforced by TiC via mechanical alloying. Mater. Des. 2014, 57, 394–404. [Google Scholar] [CrossRef]
- Scudino, S.; Liu, G.; Prashanth, K.G.; Bartusch, B.; Surreddi, K.B.; Murty, B.S.; Eckert, J. Mechanical properties of Al-based metal matrix composites reinforced with Zr-based glassy particles produced by powder metallurgy. Acta Mater. 2009, 57, 2029–2039. [Google Scholar] [CrossRef]
- Kumar, K.R.; Kiran, K.; Sreebalaji, V.S. Micro structural characteristics and mechanical behaviour of aluminium matrix composites reinforced with titanium carbide. J. Alloys Compd. 2017, 723, 795–801. [Google Scholar] [CrossRef]
- Shanavas, S.; Edwin Raja Dhas, J.; Murugan, N. Weldability of marine grade AA 5052 aluminum alloy by underwater friction stir welding. Int. J. Adv. Manuf. Technol. 2018, 95, 4535–4546. [Google Scholar] [CrossRef]
- Abioye, T.E.; Mustar, N.; Zuhailawati, H.; Suhaina, I. Prediction of the tensile strength of aluminium alloy 5052-H32 fibre laser weldments using regression analysis. Int. J. Adv. Manuf. Technol. 2019, 102, 1951–1962. [Google Scholar] [CrossRef]
- Dolatkhah, A.; Golbabaei, P.; Givi, M.B.; Molaiekiya, F. Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing. Mater. Des. 2012, 37, 458–464. [Google Scholar] [CrossRef]
- Saini, N.; Dwivedi, D.K.; Jain, P.K.; Singh, H. Surface modification of cast Al-17% Si alloys using friction stir processing. Procedia Eng. 2015, 100, 1522–1531. [Google Scholar] [CrossRef]
- Zykova, A.P.; Tarasov, S.Y.; Chumaevskiy, A.V.; Kolubaev, E.A. A review of friction stir processing of structural metallic materials: Process, properties, and methods. Metals 2020, 10, 772. [Google Scholar] [CrossRef]
- Gangil, N.; Siddiquee, A.N.; Maheshwari, S. Aluminium based in-situ composite fabrication through friction stir processing: A review. J. Alloys Compd. 2017, 715, 91–104. [Google Scholar] [CrossRef]
- Salehi, M.; Saadatmand, M.; Mohandesi, J.A. Optimization of process parameters for producing AA6061/SiC nanocomposites by friction stir processing. Trans. Nonferrous Met. Soc. China 2012, 22, 1055–1063. [Google Scholar] [CrossRef]
- Pashazadeh, H.; Teimournezhad, J.; Masoumi, A. Numerical investigation on the mechanical, thermal, metallurgical and material flow characteristics in friction stir welding of copper sheets with experimental verification. Mater. Des. 2014, 55, 619–632. [Google Scholar] [CrossRef]
- Sidhu, M.S.; Chatha, S.S. Friction stir welding–process and its variables: A review. Int. J. Emerg. Technol. Adv. Eng. 2012, 2, 275–279. [Google Scholar]
- Carlone, P.; Palazzo, G.S. Influence of process parameters on microstructure and mechanical properties in AA2024-T3 friction stir welding. Metallogr. Microstruct. Anal. 2013, 2, 213–222. [Google Scholar] [CrossRef]
- Pasebani, S.; Charit, I.; Mishra, R.S. Effect of tool rotation rate on constituent particles in a friction stir processed 2024Al alloy. Mater. Lett. 2015, 160, 64–67. [Google Scholar] [CrossRef]
- Nascimento, F.; Santos, T.; Vilaça, P.; Miranda, R.M.; Quintino, L. Microstructural modification and ductility enhancement of surfaces modified by FSP in aluminium alloys. Mater. Sci. Eng. A 2009, 506, 16–22. [Google Scholar] [CrossRef]
- Molla Ramezani, N.; Davoodi, B.; Aberoumand, M.; Rezaee Hajideh, M. Assessment of tool wear and mechanical properties of Al 7075 nanocomposite in friction stir processing (FSP). J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 182. [Google Scholar] [CrossRef]
- Abbasi, M.; Bagheri, B.; Keivani, R. Thermal analysis of friction stir welding process and investigation into affective parameters using simulation. J. Mech. Sci. Technol. 2015, 29, 861–866. [Google Scholar] [CrossRef]
- Vigneshkumar, M.; Padmanaban, G.; Balasubramanian, V. Influence of tool tilt angle on the formation of friction stir processing zone in cast magnesium alloy ZK60/SiCp surface composites. Metallogr. Microstruct. Anal. 2019, 8, 58–66. [Google Scholar] [CrossRef]
- Mukherjee, I.; Ray, P.K. A review of optimization techniques in metal cutting processes. Comput. Ind. Eng. 2006, 50, 15–34. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Ross, P.J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter and Tolerance Design; McGraw-Hill: New York, NY, USA, 1988. [Google Scholar]
- Saravanakumar, S.; Prakash, K.B.; Dinesh, D.; Kumar, P.M.; Fouad, Y.; Soudagar, M.E.M.; Ali, M.M.; Bashir, M.N. Optimizing friction stir processing parameters for aluminium alloy 2024 reinforced with SiC particles: A taguchi approach of investigation. J. Mater. Res. Technol. 2024, 30, 4847–4855. [Google Scholar] [CrossRef]
- Chanakyan, C.; Sivasankar, S.; Meignanamoorthy, M.; Ravichandran, M.; Mohanavel, V.; Alfarraj, S.; Almoallim, H.S.; Manikandan, V.; Isaac JoshuaRamesh Lalvani, J. Optimization of FSP process parameters on AA5052 employing the S/N ratio and ANOVA method. Adv. Mater. Sci. Eng. 2021, 2021, 6450251. [Google Scholar] [CrossRef]
- Bauri, R.; Yadav, D.; Kumar, C.S.; Ram, G.J. Optimized process parameters for fabricating metal particles reinforced 5083 Al composite by friction stir processing. Data Brief 2015, 5, 309–313. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Khan, Z.A.; Siddiquee, A.N.; Abidi, M.H.; Aboudaif, M.K.; Al-Ahmari, A. Mechanical and microstructural characterization of Ti-SiC reinforced AA5083 surface composites fabricated via friction stir process. Mater. Res. Express 2021, 8, 126523. [Google Scholar] [CrossRef]
- Rahman, Z.; Siddiquee, A.N.; Khan, Z.A. Effect of Ti/SiC reinforcement on AA5083 surface composites prepared by friction stir processing. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1149, p. 012001. [Google Scholar]
- Jain, V.K.; Yadav, M.K.; Siddiquee, A.N.; Khan, Z.A. Optimization of friction stir processing parameters for enhanced microhardness of AA5083/Al-Fe in-situ composites via Taguchi technique. Mater. Sci. Eng. Appl. 2021, 1, 55–61. [Google Scholar] [CrossRef]
- D Ghetiya, N.; Bharti, S.; Patel, K.M.; Kumar, S.; Rahimian Koloor, S.S. An insight on optimization of FSP process parameters for the preparation of AA5083/(SiC-Gr) hybrid surface composites using the response surface methodology. Compos. Adv. Mater. 2023, 32, 26349833231186162. [Google Scholar] [CrossRef]
- Bharti, S.; Ghetiya, N.D.; Patel, K.M. Parametric optimization of process parameters during friction stir processing of AA5083/(SiC-Gr) hybrid surface composite. Mater. Today Proc. 2023, 78, 420–425. [Google Scholar] [CrossRef]
- Kaya, N.; Çetinkaya, C.; Karakoç, H.; Ada, H. Effect of process parameters of Al5083/SiC surface composites fabricated by FSP on microstructure, mechanical properties and wear behaviors. Mater. Chem. Phys. 2024, 315, 128991. [Google Scholar] [CrossRef]
- Saxena, P.; Bongale, A.; Kumar, S.; Suresh, R. Tribological and hardness analyses of friction-stir-processed composites using the Taguchi approach. Materials 2023, 16, 420. [Google Scholar] [CrossRef]
- Syed, K.; Ali, M.A.; Reddy, K.P.K.; Rao, B.N. Analyzing the Influence of Tool Profile on Friction Stir Process with Taguchi Optimization and Tungsten Nano Powder. Int. J. Veh. Struct. Syst. 2023, 15, 802–807. [Google Scholar]
- Zass, K.; Mabuwa, S.; Msomi, V. Introduction of Coal Reinforcing Particles on the Dissimilar FSW AA608/AA5083 Joint via Friction Stir Processing. Metals 2023, 13, 1981. [Google Scholar] [CrossRef]
- Rathee, S.; Maheshwari, S.; Siddiquee, A.N.; Srivastava, M.; Sharma, S.K. Process parameters optimization for enhanced microhardness of AA 6061/SiC surface composites fabricated via Friction Stir Processing (FSP). Mater. Today Proc. 2016, 3, 4151–4156. [Google Scholar] [CrossRef]
- Jian, W.A.N.G.; Wang, X.W.; Bo, L.I.; Cheng, C.H.E.N.; Lu, X.F. Interface repairing for AA5083/T2 copper explosive composite plate by friction stir processing. Trans. Nonferrous Met. Soc. China 2021, 31, 2585–2596. [Google Scholar]
- Msomi, V.; Mabuwa, S. Optimization of Normal and Submerged FSP Parameters for Dissimilar Aluminium Joints Using Taguchi Technique. Mater. Sci. Forum 2021, 1034, 207–218. [Google Scholar] [CrossRef]
- Kosaraju, S.; Aziz, M.A.; Yadav, V.P.K.; Shiva, B.; Kolli, M.; Cheepu, M. Taguchi optimization of friction stir process parameters for enhancing joint strength of AA8011 reinforced with SiC nano particles. Int. J. Interact. Des. Manuf. (IJIDeM) 2024, 1–12. [Google Scholar] [CrossRef]
- ASTM E8M-04; Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 1995.
- ASTM E384; Standard Test Method for Microindentation Hardness of Materials. ASTM: West Conshohocken, PA, USA, 2017.
- Ahmadkhaniha, D.; Sohi, M.H.; Zarei-Hanzaki, A.; Bayazid, S.M.; Saba, M. Taguchi optimization of process parameters in friction stir processing of pure Mg. J. Magnes. Alloys 2015, 3, 168–172. [Google Scholar] [CrossRef]
- Puviyarasan, M.; Kumar, V.S. Optimization of friction stir process parameters in fabricating AA6061/SiCp composites. Procedia Eng. 2012, 38, 1094–1103. [Google Scholar] [CrossRef]
- Butola, R.; Ranganath, M.S.; Murtaza, Q. Fabrication and optimization of AA7075 matrix surface composites using Taguchi technique via friction stir processing (FSP). Eng. Res. Express 2019, 1, 025015. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | |
|---|---|
| Ultimate tensile strength | 311 MPa |
| Percentage elongation | 58.6% |
| Microhardness | 93.1 HV |
| Base Material Composition | |
|---|---|
| Magnesium | 4.03 |
| Manganese | 0.69 |
| Iron | 0.16 |
| Silicon | 0.15 |
| Chromium | 0.05 |
| Copper | 0.02 |
| Titanium | 0.02 |
| Zinc | 0.01 |
| Al | Bal |
| Processing Parameters | Levels of Parameters | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Tool traverse speed (TS) in mm/min | 30 | 45 | 60 |
| Tool rotational speed (RS) in rpm | 600 | 900 | 1200 |
| Tool tilt angle (TA) in ° | 1 | 1.75 | 2 |
| No of Tests | Traverse Speed [mm/min] | Rotational Speed [rpm] | Tilt Angle [°] |
|---|---|---|---|
| 1. | 30 | 600 | 1 |
| 2. | 45 | 600 | 1.75 |
| 3. | 60 | 600 | 2 |
| 4. | 30 | 900 | 1.75 |
| 5. | 45 | 900 | 2 |
| 6. | 60 | 900 | 1 |
| 7. | 30 | 1200 | 2 |
| 8. | 45 | 1200 | 1 |
| 9. | 60 | 1200 | 1.75 |
| TS (mm/min) | RS (rpm) | TA (°) | AA5083/Silicon Carbide Composite | AA5083/Coal Composite | ||||
|---|---|---|---|---|---|---|---|---|
| MH (Hv) | UTS (MPa) | PE (%) | MH (Hv) | UTS (MPa) | PE (%) | |||
| 30 | 600 | 1 | 94.8 | 71.5 | 9.88 | 93.6 | 167 | 11.9 |
| 45 | 600 | 1.75 | 89.6 | 114 | 11.8 | 88.3 | 109 | 7.00 |
| 60 | 600 | 2 | 89.6 | 88 | 11.2 | 92.7 | 224 | 22.4 |
| 30 | 900 | 1.75 | 89.4 | 210 | 29.0 | 96.3 | 134 | 12.2 |
| 45 | 900 | 2 | 94.8 | 145 | 18.5 | 90.7 | 242 | 20.7 |
| 60 | 900 | 1 | 92.9 | 141 | 19.9 | 92.4 | 161 | 21.2 |
| 30 | 1200 | 2 | 90.6 | 243 | 29.5 | 95.3 | 101 | 7.60 |
| 45 | 1200 | 1 | 93.7 | 132 | 18.7 | 93.1 | 181 | 12.8 |
| 60 | 1200 | 1.75 | 89.6 | 121 | 12.1 | 95.9 | 141 | 9.38 |
| TS (mm/min) | RS (rpm) | TA (°) | MH (Hv) | UTS (MPa) | PE (%) | S/N Ratio for HV | S/N Ratio for UTS | S/N Ratio for PE |
|---|---|---|---|---|---|---|---|---|
| 30 | 600 | 1 | 94.8 | 71.5 | 9.88 | 38.89 | 37.09 | 19.89 |
| 45 | 600 | 1.75 | 89.6 | 114 | 11.8 | 39.04 | 41.14 | 21.40 |
| 60 | 600 | 2 | 89.6 | 88 | 11.2 | 39.04 | 38.89 | 21.01 |
| 30 | 900 | 1.75 | 89.4 | 210 | 29.0 | 39.03 | 46.44 | 29.25 |
| 45 | 900 | 2 | 94.8 | 145 | 18.5 | 39.37 | 43.23 | 25.32 |
| 60 | 900 | 1 | 92.9 | 141 | 19.9 | 39.37 | 42.98 | 25.98 |
| 30 | 1200 | 2 | 90.6 | 243 | 29.5 | 39.14 | 47.71 | 29.39 |
| 45 | 1200 | 1 | 93.7 | 132 | 18.7 | 39.22 | 42.41 | 25.44 |
| 60 | 1200 | 1.75 | 89.6 | 121 | 12.1 | 39.04 | 41.66 | 21.64 |
| TS (mm/min) | RS (rpm) | TA (°) | MH (Hv) | UTS (MPa) | PE (%) | S/N Ratio for HV | S/N Ratio for UTS | S/N Ratio for PE |
|---|---|---|---|---|---|---|---|---|
| 30 | 600 | 1 | 93.6 | 167 | 11.9 | 38.66 | 44.45 | 21.55 |
| 45 | 600 | 1.75 | 88.3 | 109 | 7.00 | 38.92 | 40.75 | 16.90 |
| 60 | 600 | 2 | 92.7 | 224 | 22.4 | 39.34 | 47.01 | 27.02 |
| 30 | 900 | 1.75 | 96.3 | 134 | 12.2 | 39.67 | 42.54 | 21.71 |
| 45 | 900 | 2 | 90.7 | 242 | 20.7 | 39.15 | 47.68 | 26.33 |
| 60 | 900 | 1 | 92.4 | 161 | 21.2 | 39.32 | 44.14 | 26.52 |
| 30 | 1200 | 2 | 95.3 | 101 | 7.60 | 39.42 | 40.09 | 17.62 |
| 45 | 1200 | 1 | 93.1 | 181 | 12.8 | 39.38 | 45.15 | 22.11 |
| 60 | 1200 | 1.75 | 95.9 | 141 | 9.38 | 39.28 | 42.98 | 19.44 |
| Level | Traverse Speed (mm/min) | Rotational Speed (rpm) | Tilt Angle (°) |
|---|---|---|---|
| 1 | 43.75 | 39.04 | 40.83 |
| 2 | 42.26 | 44.22 | 43.08 |
| 3 | 41.18 | 43.93 | 43.28 |
| Delta | 2.57 | 5.18 | 2.45 |
| Rank | 2 | 1 | 3 |
| Level | Traverse Speed (mm/min) | Rotational Speed (rpm) | Tilt Angle (°) |
|---|---|---|---|
| 1 | 26.18 | 20.77 | 23.77 |
| 2 | 24.05 | 26.85 | 24.10 |
| 3 | 22.88 | 25.49 | 25.24 |
| Delta | 3.30 | 6.08 | 1.47 |
| Rank | 2 | 1 | 3 |
| Level | Traverse Speed (mm/min) | Rotational Speed (rpm) | Tilt Angle (°) |
|---|---|---|---|
| 1 | 39.02 | 38.99 | 39.16 |
| 2 | 39.21 | 39.25 | 39.04 |
| 3 | 39.15 | 39.14 | 39.18 |
| Delta | 0.19 | 0.26 | 0.15 |
| Rank | 2 | 1 | 3 |
| Source | Degree of Freedom (DF) | Seq SS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|
| TS (mm/min) | 2 | 9.9970 | 0.61 | 0.621 | 11.32 |
| RS (rpm) | 2 | 50.823 | 3.10 | 0.244 | 57.55 |
| TA () | 2 | 11.110 | 0.68 | 0.596 | 12.58 |
| Error | 2 | 16.379 | 18.55 | ||
| Total | 8 | 88.308 |
| Source | Degree of Freedom (DF) | Seq SS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|
| TS (mm/min) | 2 | 16.831 | 0.85 | 0.540 | 16.62 |
| RS (rpm) | 2 | 61.127 | 3.10 | 0.244 | 60.36 |
| TA () | 2 | 3.5830 | 0.18 | 0.846 | 3.538 |
| Error | 2 | 19.734 | 19.49 | ||
| Total | 8 | 101.275 |
| Source | Degree of Freedom (DF) | Seq SS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|
| TS (mm/min) | 2 | 0.05777 | 4.25 | 0.191 | 27.40 |
| RS (rpm) | 2 | 0.10103 | 7.39 | 0.119 | 48.17 |
| TA () | 2 | 0.03729 | 2.73 | 0.268 | 17.78 |
| Error | 2 | 0.01367 | 6.452 | ||
| Total | 8 | 0.20975 |
| Level | Traverse Speed (mm/min) | Rotational Speed (rpm) | Tilt Angle (°) |
|---|---|---|---|
| 1 | 42.36 | 44.07 | 44.58 |
| 2 | 44.53 | 44.78 | 42.09 |
| 3 | 44.71 | 42.74 | 44.92 |
| Delta | 2.35 | 2.04 | 2.83 |
| Rank | 2 | 3 | 1 |
| Level | Traverse Speed (mm/min) | Rotational Speed (rpm) | Tilt Angle (°) |
|---|---|---|---|
| 1 | 20.29 | 21.82 | 23.39 |
| 2 | 21.78 | 24.85 | 19.35 |
| 3 | 24.33 | 19.72 | 23.65 |
| Delta | 4.03 | 5.13 | 4.30 |
| Rank | 3 | 1 | 2 |
| Level | Traverse Speed (mm/min) | Rotational Speed (rpm) | Tilt Angle (°) |
|---|---|---|---|
| 1 | 39.25 | 38.97 | 39.12 |
| 2 | 39.15 | 39.38 | 39.29 |
| 3 | 39.31 | 39.36 | 39.30 |
| Delta | 0.16 | 0.40 | 0.18 |
| Rank | 3 | 1 | 2 |
| Source | Degree of Freedom (DF) | Seq SS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|
| TS (mm/min) | 2 | 10.233 | 0.47 | 0.682 | 19.3 |
| RS (rpm) | 2 | 6.4510 | 0.29 | 0.773 | 12.8 |
| TA () | 2 | 14.329 | 0.65 | 0.605 | 27.0 |
| Error | 2 | 21.969 | 41.5 | ||
| Total | 8 | 52.982 |
| Source | Degree of Freedom (DF) | Seq SS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|
| TS (mm/min) | 2 | 24.97 | 1.52 | 0.397 | 21.5 |
| RS (rpm) | 2 | 39.93 | 2.43 | 0.292 | 34.4 |
| TA () | 2 | 34.89 | 2.12 | 0.320 | 30.0 |
| Error | 2 | 16.44 | 14.1 | ||
| Total | 8 | 116.23 |
| Source | Degree of Freedom (DF) | Seq SS | F-Value | p-Value | Percentage Contribution |
|---|---|---|---|---|---|
| TS (mm/min) | 2 | 0.04040 | 0.14 | 0.874 | 5.792 |
| RS (rpm) | 2 | 0.31316 | 1.12 | 0.472 | 44.89 |
| TA () | 2 | 0.06369 | 0.23 | 0.815 | 9.131 |
| Error | 2 | 0.28026 | 40.18 | ||
| Total | 8 | 0.69751 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muribwathoho, O.; Msomi, V.; Mabuwa, S. An Analysis Comparing the Taguchi Method for Optimizing the Process Parameters of AA5083/Silicon Carbide and AA5083/Coal Composites That Are Fabricated via Friction Stir Processing. Appl. Sci. 2024, 14, 9616. https://doi.org/10.3390/app14209616
Muribwathoho O, Msomi V, Mabuwa S. An Analysis Comparing the Taguchi Method for Optimizing the Process Parameters of AA5083/Silicon Carbide and AA5083/Coal Composites That Are Fabricated via Friction Stir Processing. Applied Sciences. 2024; 14(20):9616. https://doi.org/10.3390/app14209616
Chicago/Turabian StyleMuribwathoho, Oritonda, Velaphi Msomi, and Sipokazi Mabuwa. 2024. "An Analysis Comparing the Taguchi Method for Optimizing the Process Parameters of AA5083/Silicon Carbide and AA5083/Coal Composites That Are Fabricated via Friction Stir Processing" Applied Sciences 14, no. 20: 9616. https://doi.org/10.3390/app14209616
APA StyleMuribwathoho, O., Msomi, V., & Mabuwa, S. (2024). An Analysis Comparing the Taguchi Method for Optimizing the Process Parameters of AA5083/Silicon Carbide and AA5083/Coal Composites That Are Fabricated via Friction Stir Processing. Applied Sciences, 14(20), 9616. https://doi.org/10.3390/app14209616