


Designing Multi-Functional Magnetic Storage Cubes for Use in Modern Homes and Schools

Abstract
1. Introduction
2. Materials and Methods
- stability testing according to the Czech Republic standard ČSN EN 1022:2020 Furniture—Seating—Determination of stability [37], Art. 7.3.1 Forwards overturning;
2.1. Furniture Grade Plywood
- multi-ply materials;
- agglomerated materials;
- agglomerated matter containing non-wood substances;
- modified wood;
- special wood-based matter.
2.2. Polyurethane Foam Boards
2.3. Corn Starch-Based PLA Filament
2.4. Neodymium Magnets
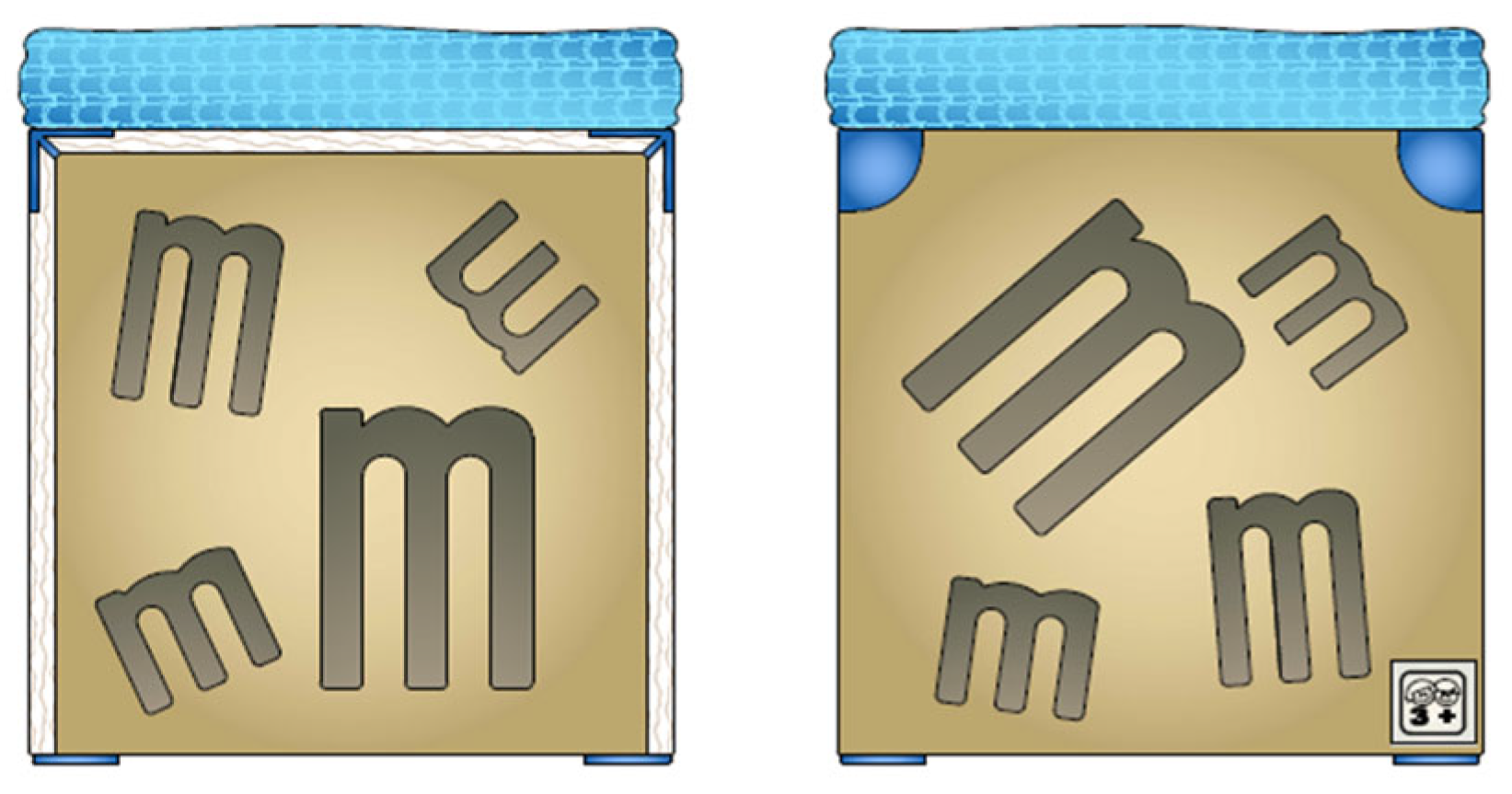
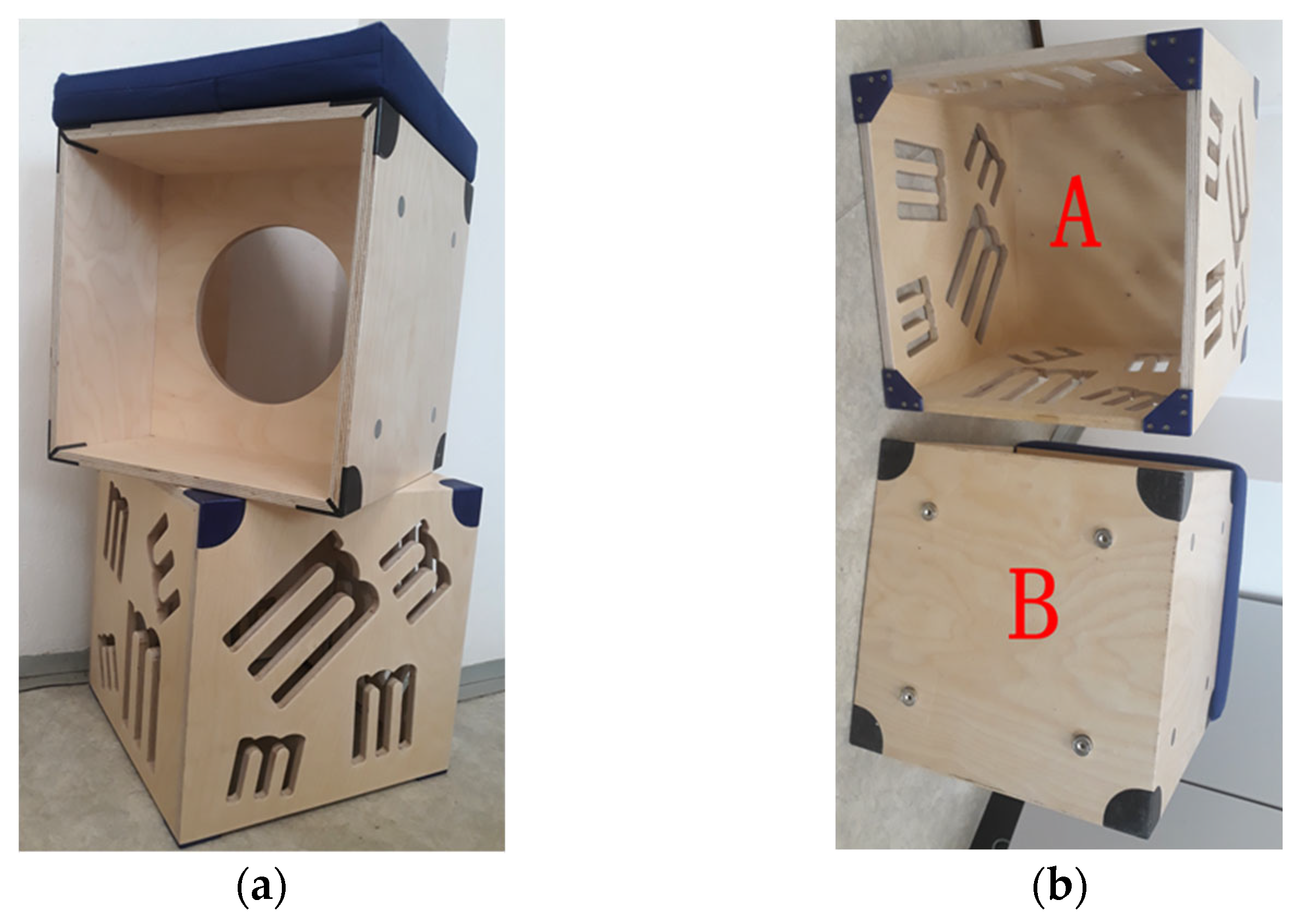
2.5. Multi-Functional Play Cube
2.5.1. Material, Components, Machining, and Mounting
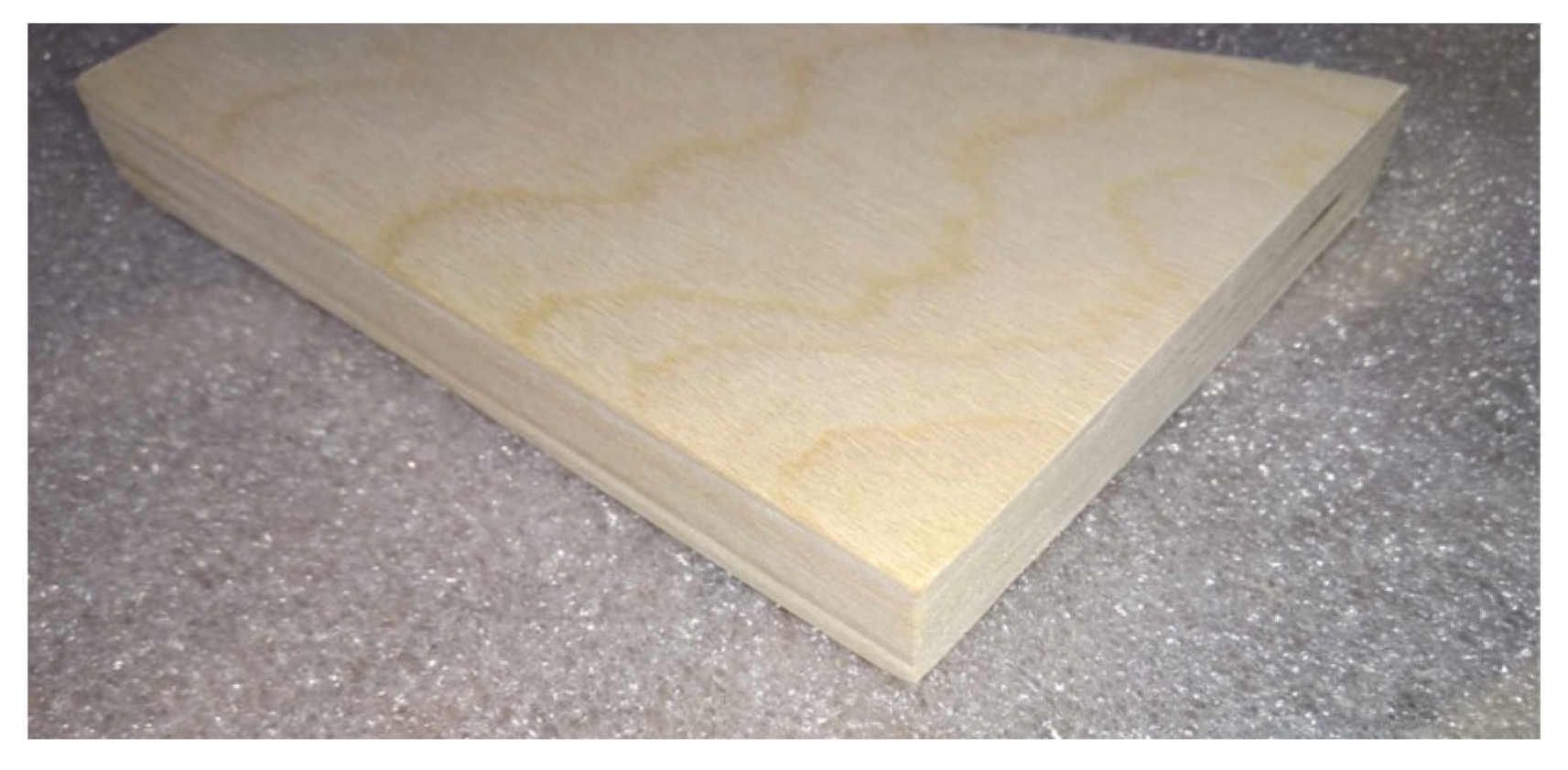
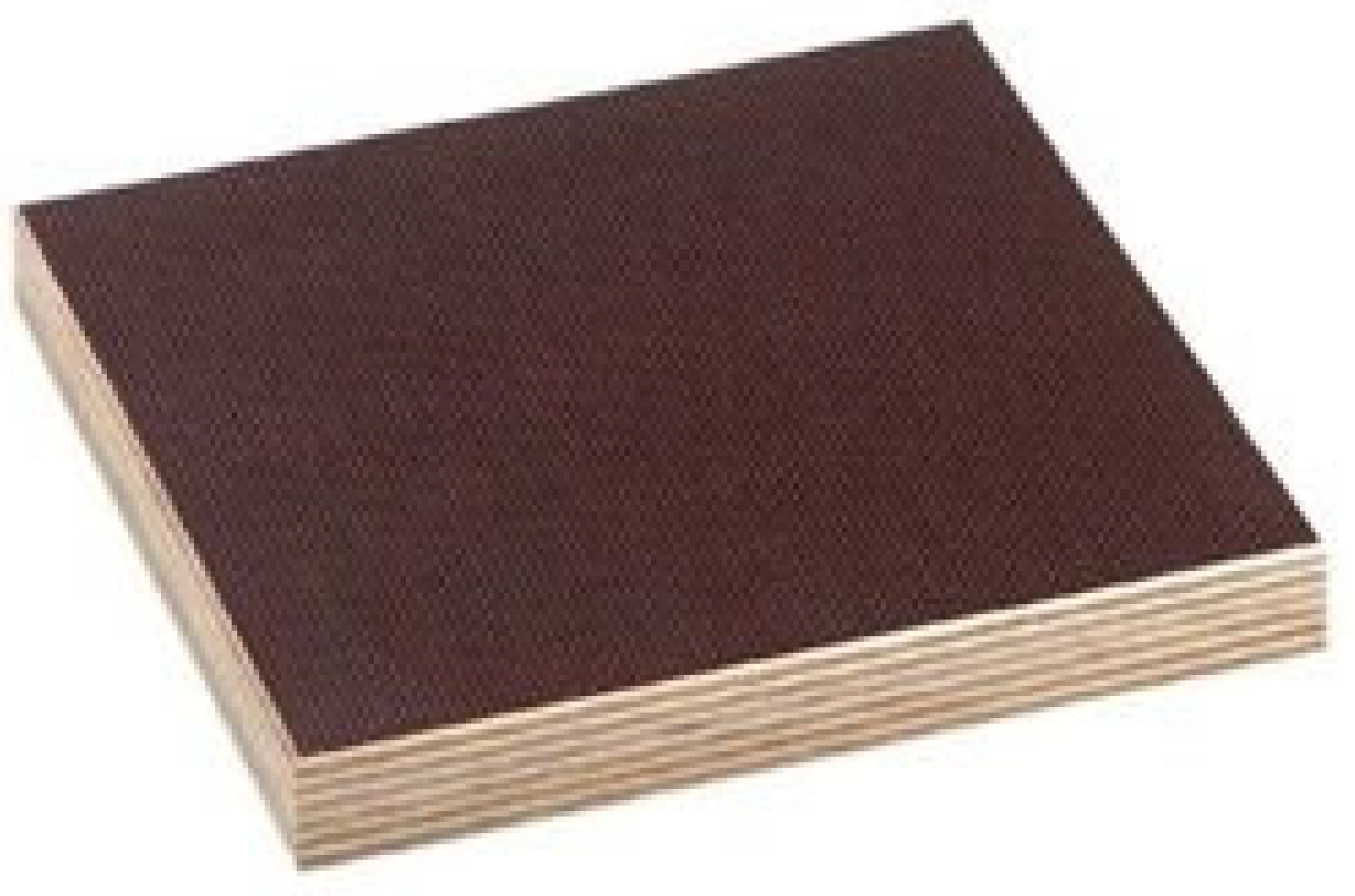
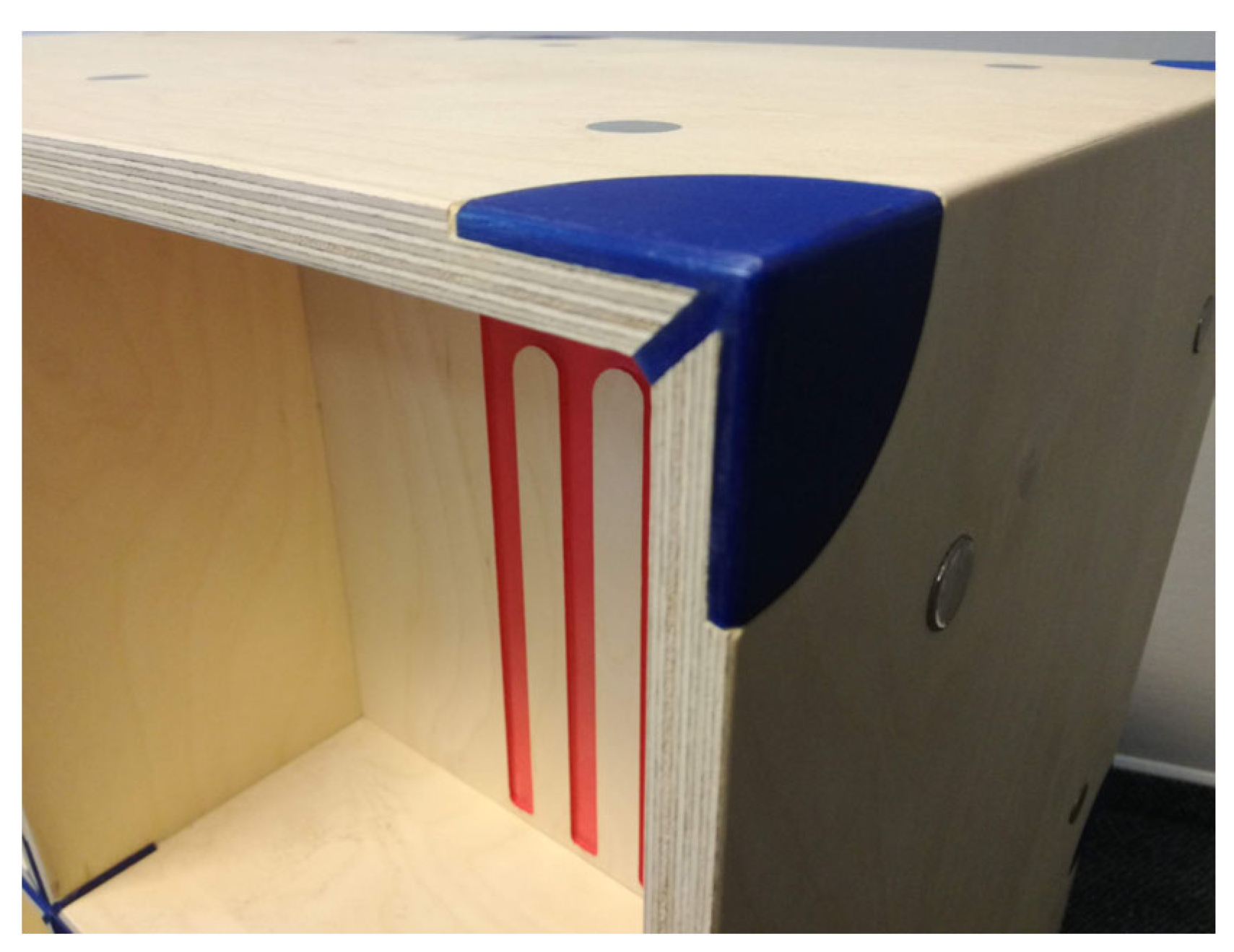
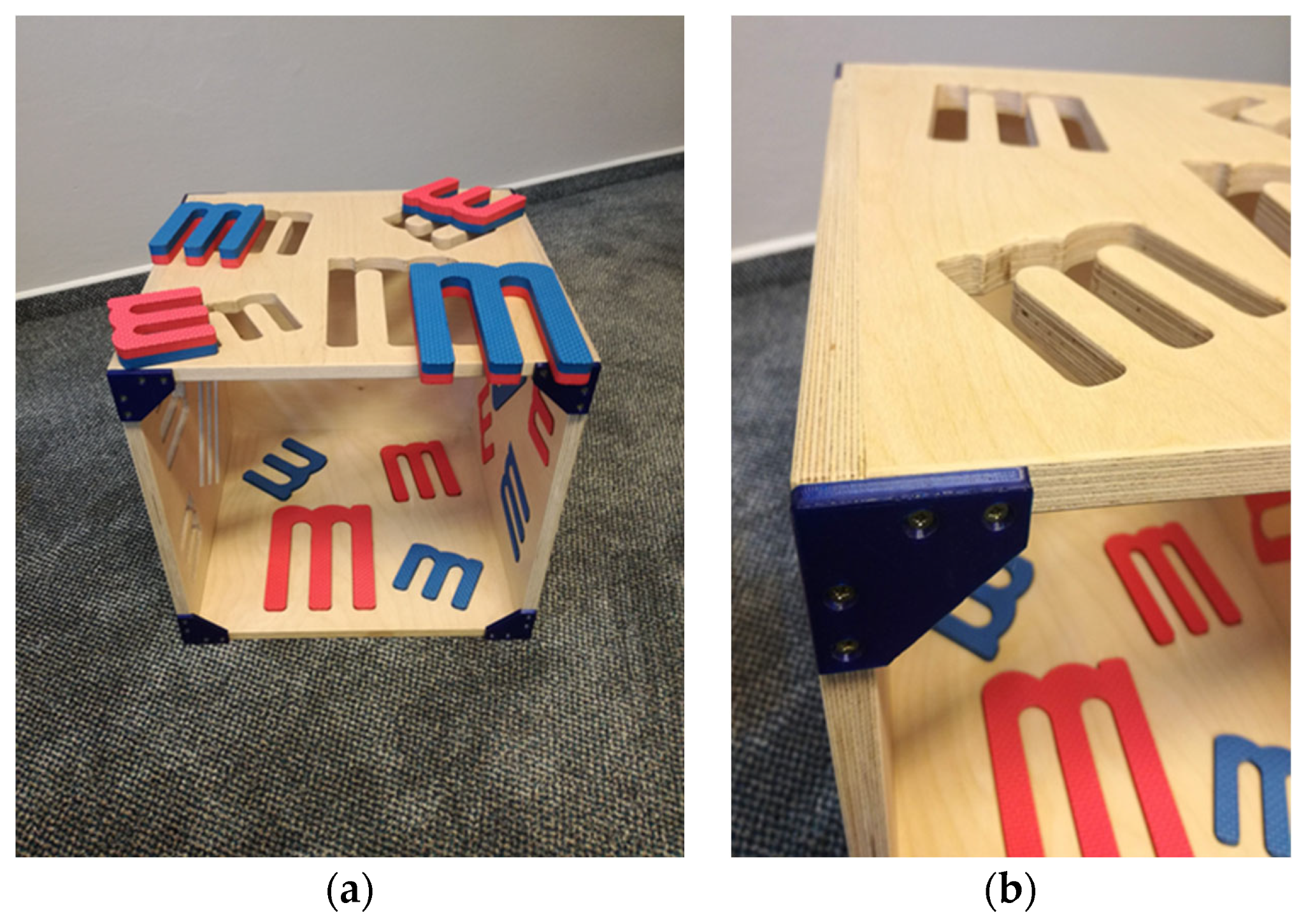
- Joinery birch plywood (multiplex): thickness of 15 mm; the high precision profiling was performed via CNC machining. The plywood contains 11 layers and complies with the E1 emission class. All of the surfaces and edges have been sealed with a lacquer.
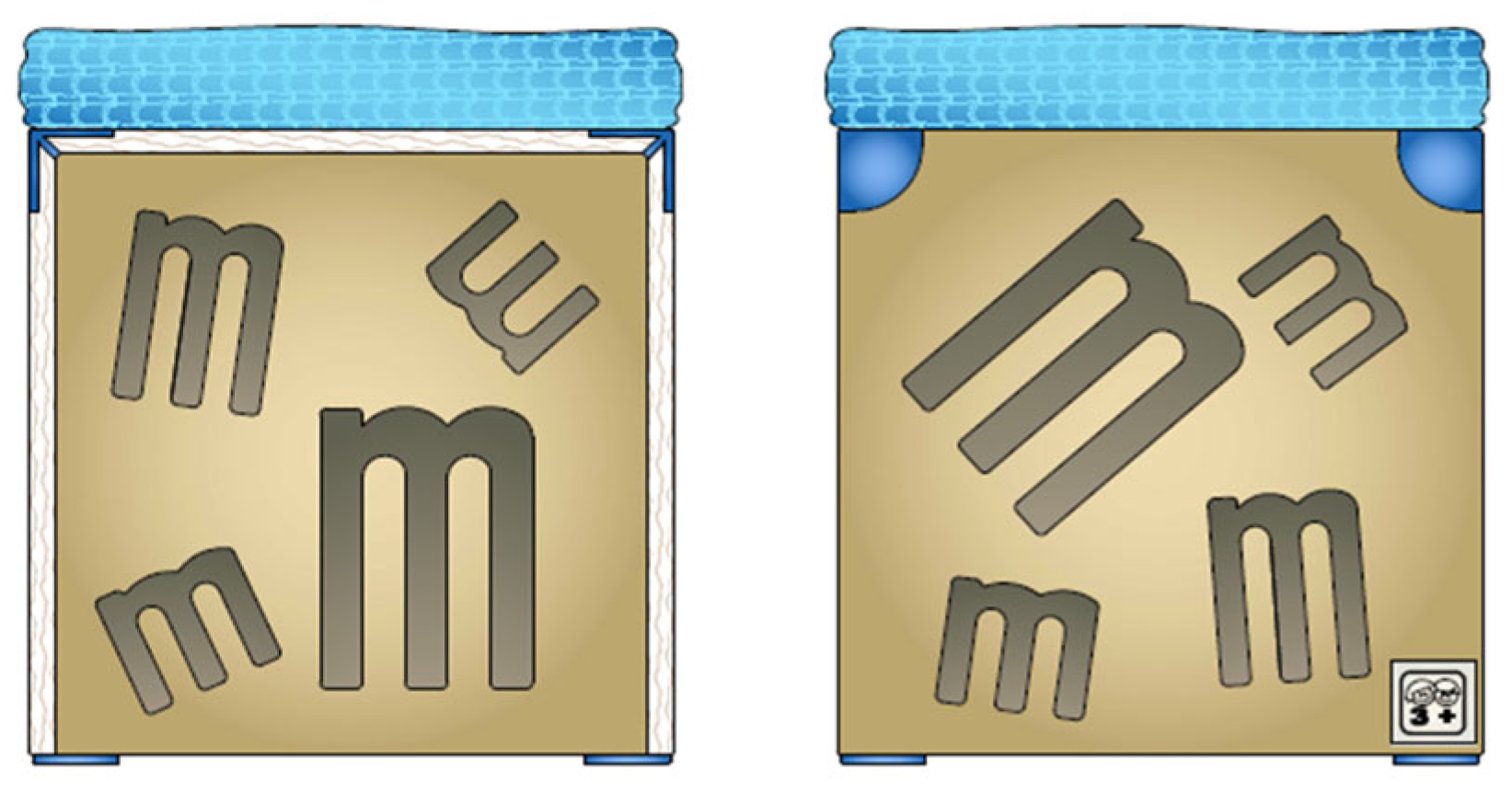
- PUR foam: rendered in blue and red; the high precision profiling was carried out with a laser beam.
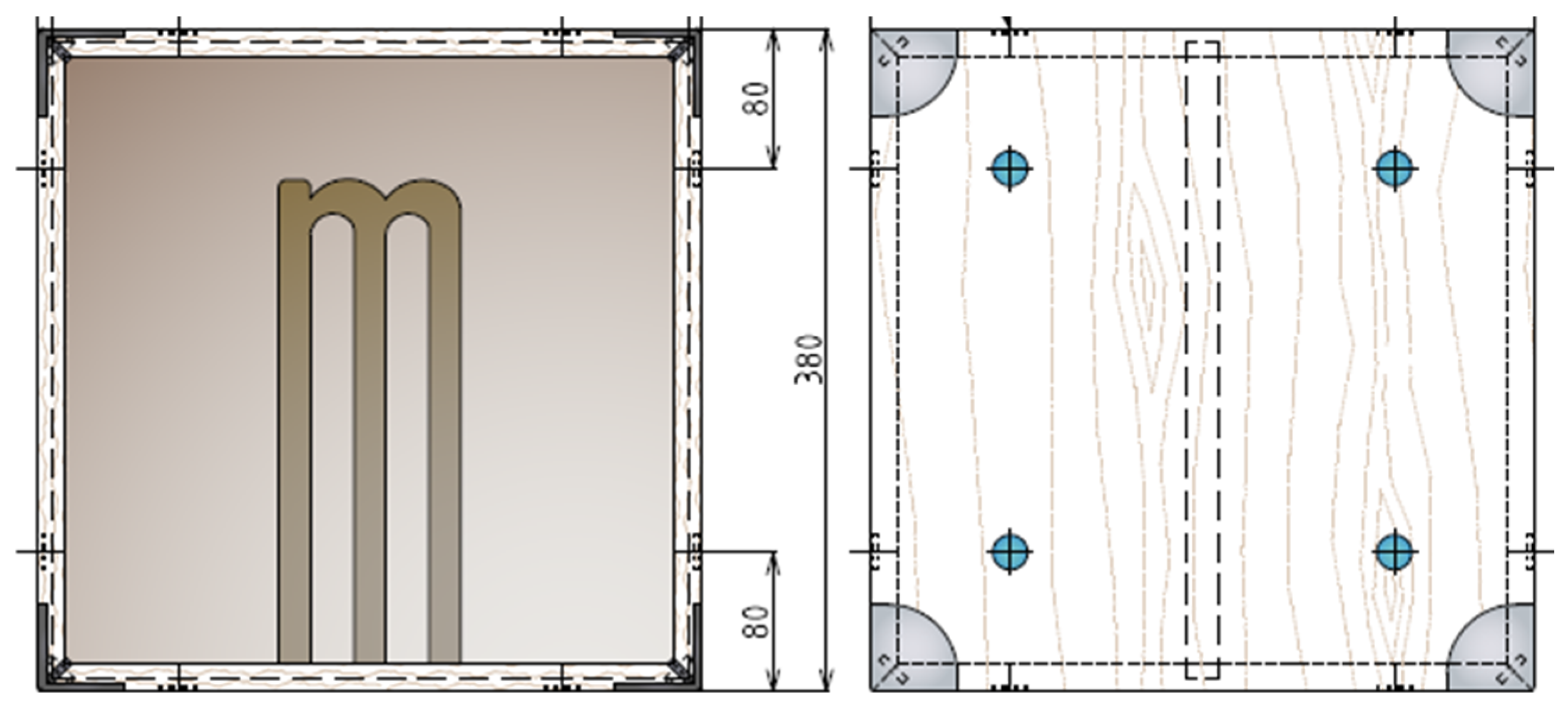
- Neodymium magnets: 20 mm in diameter and 1.5 mm in thickness; one cube contains four magnets.
- Corner joint: dimensions of 50 × 50 mm, including the bend; the joint is 3D-printed from corn starch-based PLA.
- Glider: 3D-printed and screwed to the bottom of the cube.
2.5.2. Structure and Joints
2.5.3. Drawings and Related Documentation
2.5.4. Manufacturing Technologies and Approaches
3. Results
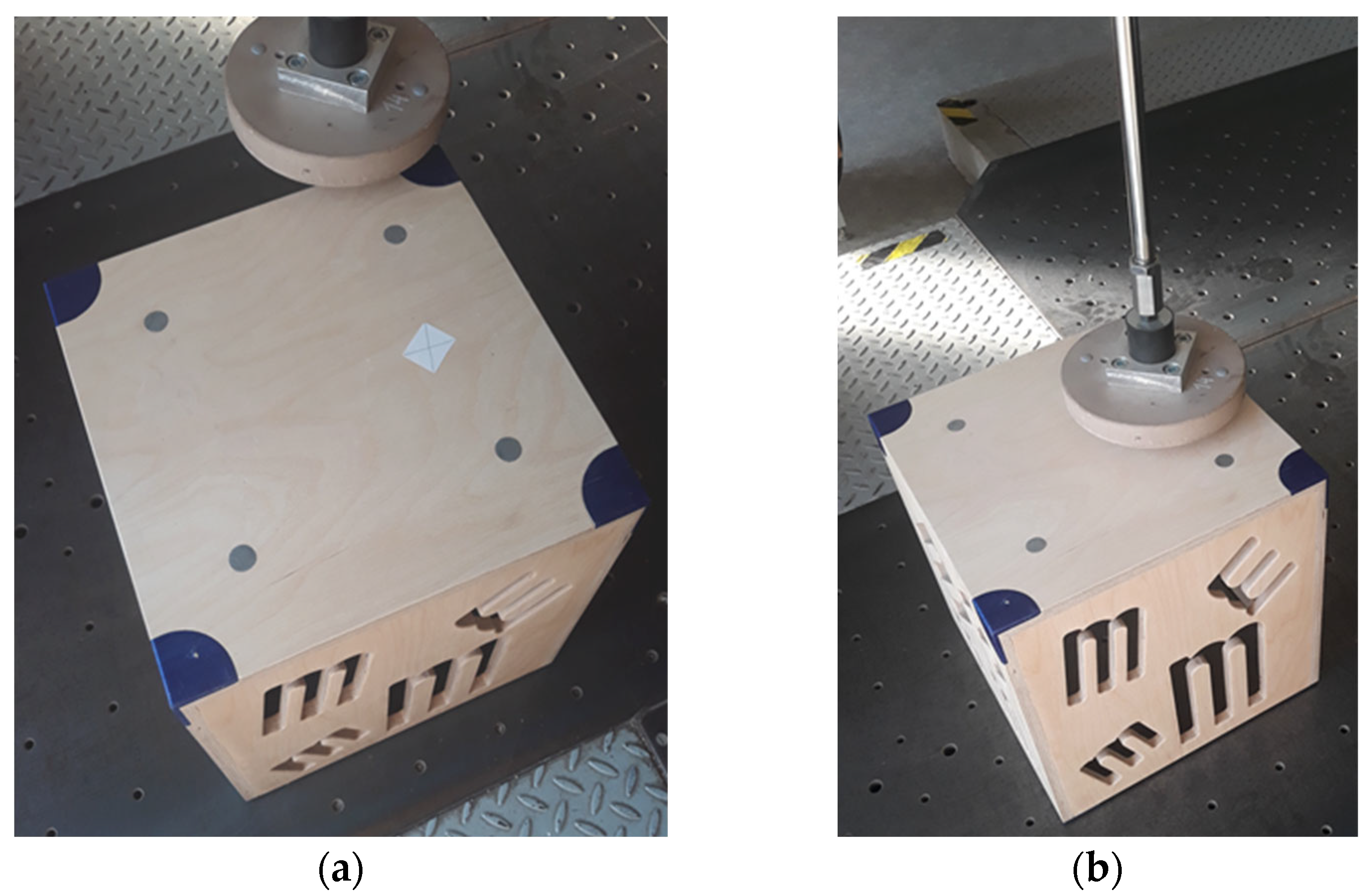
3.1. Verifying the Functionality: Product Testing at an Accredited Furniture Testing Laboratory
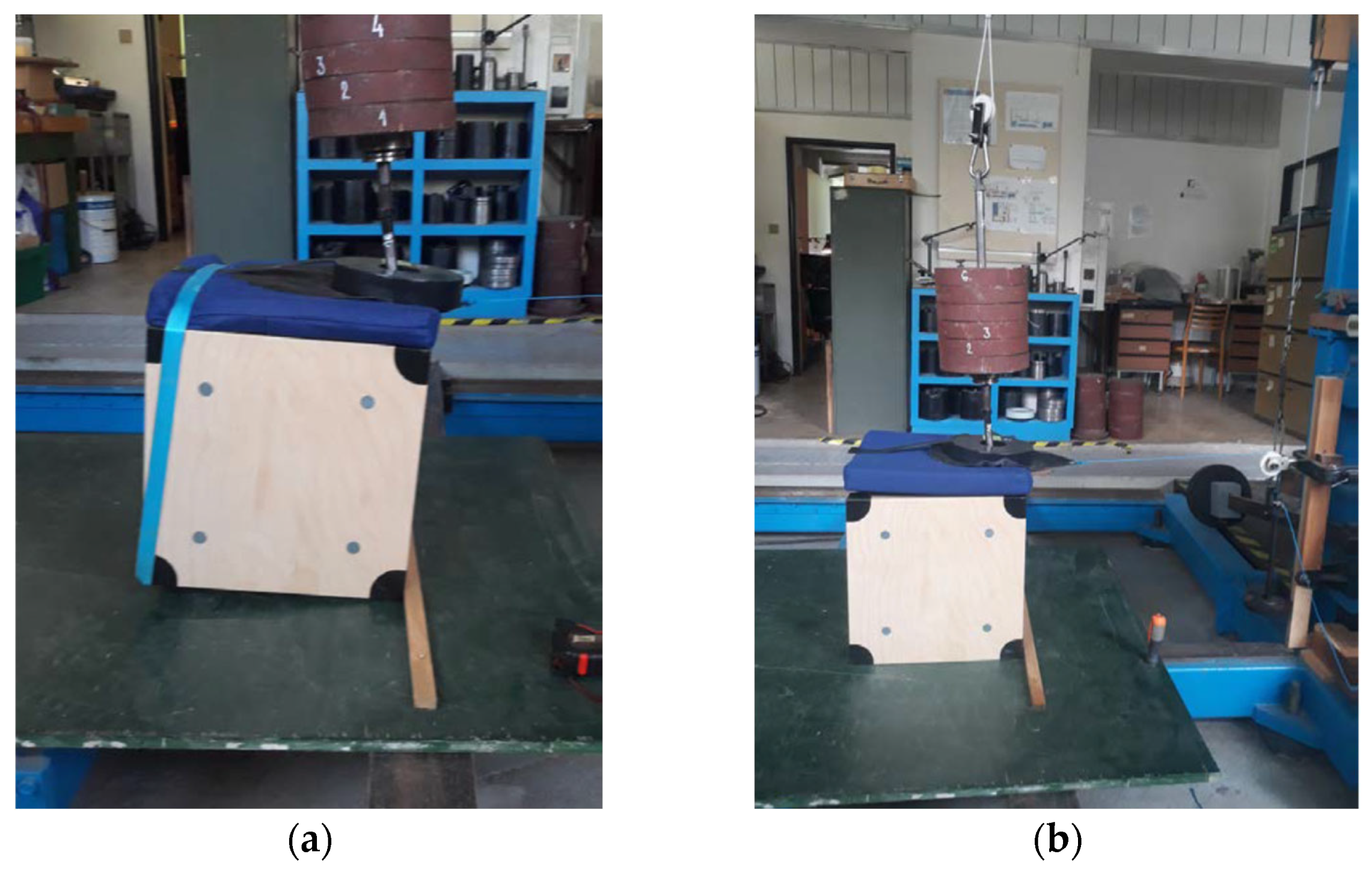
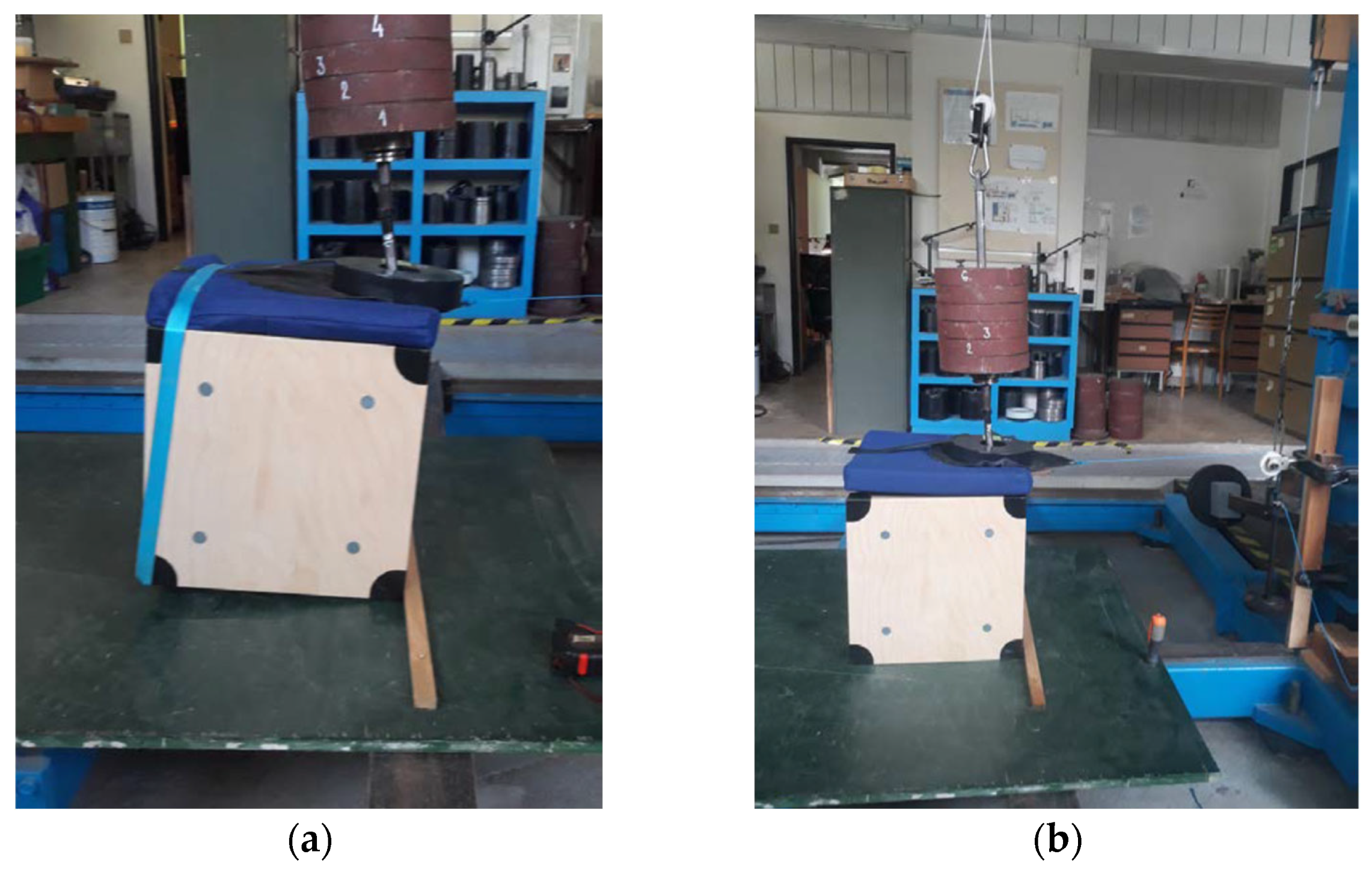
3.1.1. Stability Testing
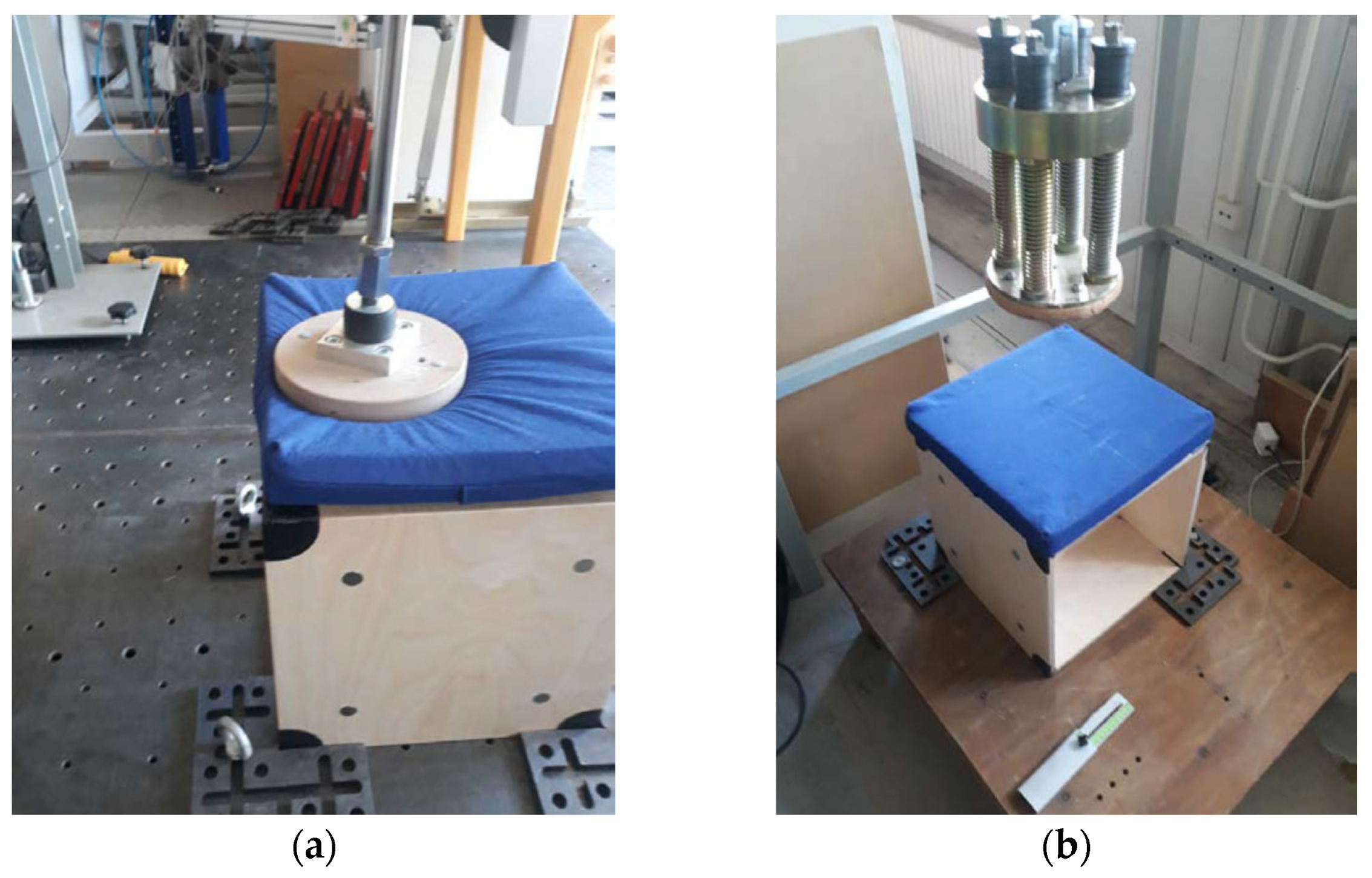
3.1.2. Static Load Testing
3.1.3. Impact Testing
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Černý, J. Ne-Humánní Aktéři a Jejich Role v Designu (Non-Human Factors and Their Roles in Design); Design Kisk: Brno, Czech Republic, 2023; p. 6. Available online: https://medium.com/design-kisk/ne-hum%C3%A1nn%C3%AD-akt%C3%A9%C5%99i-a-jejich-role-v-designu-c4779236d4be (accessed on 15 September 2023).
- Huang, M.H.; Rust, R.T. Artificial Intelligence in Service. J. Serv. Res. 2018, 21, 155–172. [Google Scholar] [CrossRef]
- Produktový Designér vs Konstruktér (Product vs Structural Designers). Blog. 2018, Article 41, p. 3. Cotu s.r.o. Available online: https://www.cotu.cz/blog/41/produktovy-designer-vs-konstrukter (accessed on 21 September 2023).
- Utomo, C.; Astarini, S.D.; Mertha, D.M.S.W.; Rahmawati, Y.; Aqsha; Nurcahyo, C.B.; Nahdiyah, M. Decision Factors of Stakeholder Integration in Connected Construction for Circular Economics. Sustainability 2022, 14, 16200. [Google Scholar] [CrossRef]
- Nam, K.; Kim, G.; a Borja de Mozota, B. Design Management Knowledge: Identifying Learning Objectives of Various Stakeholders for Needs-Driven Learning. In Proceedings of the Academy for Design Innovation Management, Hong Kong, 7–9 June 2017; Volume 4, pp. 1439–1455. Available online: https://www.designresearchsociety.org/articles/design-management-academy-2017-conferee-proceedings-available-online (accessed on 25 August 2023).
- Bruce, M.; Cooper, R.; Vazquez, D. Effective design management for small businesses. Des. Stud. 1999, 20, 297–315. [Google Scholar] [CrossRef]
- Miller, C.Z.; Palsikar, S.; Spears, J.M. Evolving Praxis in Design Management: The transdisciplinary trajectory. Des. Manag. J. 2022, 17, 91–102. [Google Scholar] [CrossRef]
- Ekoznačení Výrobků (Product Ecolabeling). Zo Čsop Veronica. Veronika. 2020. Available online: https://www.veronica.cz/ekoznaceni-vyrobku (accessed on 16 September 2023).
- Envic. Co Znamená Ekologicky Šetrný Výrobek? (What Is an Environmentally Friendly Product?). In Environmentální Informační Centra Plzeňského Kraje; Envic: Plzeň, Czech Republic, 2013; Available online: http://www.envic.cz/faq/co-znamena-ekologicky-setrny-vyrobek.htm (accessed on 18 September 2023).
- Czech Environmental Information Agency. Ekoznačení (Ecolabeling). In Česká Informační Agentura Životního Prostředí; Cenia: Praha, Czech Republic, 2023; Available online: https://www.cenia.cz/spolecenska-odpovednost/ekoznaceni/ (accessed on 18 September 2023).
- Kostík, O. Design Jako Marketingový Nástroj, Jeho Role a Vnímání u Veřejnosti (Design As a Marketing Instrument: Roles and Perception by the General Public). Master’s Thesis, Vysoká Škola Ekonomická v Praze, Praha, Czech Republic, 2008. [Google Scholar]
- Roper, S.; Micheli, P.; Love, J.H.; Vahter, P. The roles and effectiveness of design in new product development: A study of Irish manufacturers. Res. Policy 2016, 45, 319–329. [Google Scholar] [CrossRef]
- Henseler, J.; Guerreiro, M.; de Matos, N. The interplay of marketing and design. Rev. Manag. Sci. 2021, 15, 1129–1137. [Google Scholar] [CrossRef]
- Henseler, J.; Guerreiro, M. Design and marketing: Intersections and challenges. Creat. Innov. Manag. 2020, 29, 3–10. [Google Scholar] [CrossRef]
- Maňák, M. Dobrý a Špatný Design (The Good and the Bad Design). Online. Blog. 2015, p. 8. Available online: https://www.manakmichal.cz/blog/user-experience/dobry-a-spatny-design/. (accessed on 1 October 2023).
- Norman, D.A. Design of Everyday Things; Perseus Books: New York, NY, USA, 2013. [Google Scholar]
- Leška, Š. Co je to UX a UI design? (Defining UX and UI design). BlueGhost 2020, 1, 3. Available online: https://www.blueghost.cz/clanek/co-je-to-ux-a-ui-design/ (accessed on 21 September 2023).
- Reiss, E. Usable Usability: Simple Steps for Making Stuff Better; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Bar, M.; Neta, M. Visual elements of subjective preference modulate amygdala activation. Neuropsychologia 2007, 45, 2191–2200. [Google Scholar] [CrossRef] [PubMed]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Kim, H.-S.; Lee, D.-Y.; Park, J.-H.; Kim, J.-H.; Hwang, J.-H.; Jung, H.-I. Optimization of electrohydrodynamic writing technique to print collagen. Exp. Technol. 2007, 31, 15–19. [Google Scholar] [CrossRef]
- Chung, H.; Das, S. Processing and properties of glass bead particulate-filled functionally graded Nylon-11 composites produced by selective laser sintering. Mater. Sci. Eng. A 2006, 437, 226–234. [Google Scholar] [CrossRef]
- Chung, H.; Das, S. Functionally graded Nylon-11/silica nanocomposites produced by selective laser sintering. Mater. Sci. Eng. A 2008, 487, 251–257. [Google Scholar] [CrossRef]
- Eshraghi, S.; Das, S. Mechanical and microstructural properties of polycaprolactone scaffolds with one-dimensional, two-dimensional, and three-dimensional orthogonally oriented porous architectures produced by selective laser sintering. Acta Biomater. 2010, 6, 2467–2476. [Google Scholar] [CrossRef] [PubMed]
- Kim, M.-S.; Chu, W.-S.; Kim, Y.-M.; Avila, A.P.G.; Ahn, S.-H. Direct metal printing of 3D electrical circuit using rapid prototyping. Int. J. Precis. Eng. Manuf. 2009, 10, 147–150. [Google Scholar] [CrossRef]
- Im, Y.; Cho, B.; Seo, S.; Son, J.; Chung, S.; Jeong, H. Functional prototype development of multi-layer board (MLB) using rapid prototyping technology. J. Mater. Process. Technol. 2007, 187, 619–622. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- ASTM F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International: West Conshohocken, PA, USA, 2012.
- Fouly, A.; Assaifan, A.K.; Alnaser, I.A.; Hussein, O.A.; Abdo, H.S. Evaluating the Mechanical and Tribological Properties of 3D Printed Polylactic-Acid (PLA) Green-Composite for Artificial Implant: Hip Joint Case Study. Polymers 2022, 14, 5299. [Google Scholar] [CrossRef]
- Wimmer, R.; Steyrer, B.; Woess, J.; Koddenberg, T.; Mundigler, N. 3D printing and wood. Pro Ligno 2015, 11, 144–149. Available online: https://publik.tuwien.ac.at/files/PubDat_243647.pdf (accessed on 28 September 2023).
- Tao, Y.; Yin, Q.; Li, P. An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology. Polymers 2021, 13, 144. [Google Scholar] [CrossRef]
- Zákon, č. 102/2001 Sb., o Obecné Bezpečnosti Výrobků a o Změně Některých Zákonů (Zákon o Obecné Bezpečnosti Výrobků) (Act No. 102/2001 Coll., On General Product Safety and on the Amendment of Certain Laws (Act on General Product Safety)). Available online: www.aspi.cz (accessed on 15 October 2023).
- ČSN 91 0100 (910100); Nábytek—Bezpečnostní Požadavky (Czech Technical Standard ČSN 91 0100 (910100); Furniture—Safety requirements). Český Normalizační Institut: Praha, Czech Republic, 2006. Available online: http://csnonline.agentura-cas.cz/. (accessed on 15 October 2023).
- Svoboda, J.; Tauber, J.; Zach, M. 3D print application in furniture manufacturing. In Proceedings of the 12th WoodEMA Annual International Scientific Conference—“Digitalisation and Circular Economy: Forestry and Forestry Based Industry Implications”, Union of Scientists of Bulgaria and WoodEMA, Varna, Bulgaria, 11–13 September 2019; pp. 131–140, ISBN 978-954397042-1. Available online: https://www.woodema.org/proceedings/WoodEMA_2019_Proceedings.pdf (accessed on 1 December 2023).
- Tauber, J.; Začal, J.; Šustr, M.; Brabec, M. Design and mechanical performance of 3-D printed T-shaped rod connector manufactured by FDM technology. In Proceedings of the 12th WoodEMA Annual International Scientific Conference—"Digitalisation and Circular Economy: Forestry and Forestry Based Industry Implications”, Union of Scientists of Bulgaria and WoodEMA, Varna, Bulgaria, 11–13 September 2019; pp. 155–160, ISBN 978-954397042-1. [Google Scholar]
- Paramés-González, A.; Prieto-Lage, I.; Gutiérrez-Santiago, A. 3D printing in fitting furniture to student anthropometry. ESHPA—Educ. Sport Health Phys. Act. 2021, 5, 76–89. [Google Scholar] [CrossRef]
- ČSN EN 1022 (910234); Nábytek Bytový—Sedací Nábytek—Hodnocení Stability (Czech Technical Standard ČSN EN 1022 (910234) Domestic Furniture—Seating-Determination of Stability). Úřad Pro Technickou Normalizaci, Metrologii a Státní Zkušebnictví: Praha, Czech Republic, 2020. Available online: https://csnonline.agentura-cas.cz/Detailnormy.aspx?k=509494 (accessed on 14 October 2023).
- ČSN EN 16139 (910650); A Nábytek—Pevnost, Trvanlivost a Bezpečnost—Požadavky na Nebytový Sedací Nábytek (Czech Technical Standard ČSN EN 16139 (910650) A Furniture—Strength, Durability, and Safety—Requirements for Non-Residential Seating). Úřad Pro Technickou Normalizaci, Metrologii a Státní Zkušebnictví: Praha, Czech Republic, 2013. Available online: https://csnonline.agentura-cas.cz/Detailnormy.aspx?k=93760 (accessed on 12 October 2023).
- INT, S.R.O. Nábytkářský Informační System (Furniture Maker’s Information System); Brunecký, P., Hála, B., Jičínský, M., Jančová, V., Tauber, J., Svoboda, J., Zach, M., Šimek, M., Dvouletá, K., Káňová, D., et al., Eds.; Software. INT, S.R.O.: Brno, Czech Republic, 2014; Available online: http://www.n-i-s.cz/. (accessed on 12 December 2023).
- ČSN EN 313-2 (490013); Překližované desky—Klasifikace a terminologie—Část 2: Terminologie (Czech Technical Standard ČSN EN 313-2 (490013); Plywood—Classification and terminology—Part 2: Terminology). Český Normalizační Institut: Praha, Czech Republic, 2000. Available online: https://www.technicke-normy-csn.cz/csn-en-313-2-490013-207631.html# (accessed on 14 December 2023).
- Překližované Materiály (Plywood Materials). Nábytkářský Informační Systém. (Furniture Maker’s Information System) 2014, article 215, p. 33. Licence: Nábytkářský Informační Server (Furniture Maker’s Information Server). INT, S.R.O.: Brno, Czech Republic, 2013. Available online: https://www.n-i-s.cz/cz/preklizovane-materialy/page/215/ (accessed on 1 October 2023).
- GUMEX, spol. s r.o. Mikroporézní Deska Eva 100—Červená (The EVA 100 Microporous Board); GUMEX: Strážnice, Czech Republic, 2023; Available online: https://www.gumex.cz/h/mikroporezni-deska-eva-100-cervena-10501#sekce=variant-table-placeholder (accessed on 30 September 2023).
- Materiál VYLEN® (The VYLEN® Material). Blog. 2023, article 2, p. 2. Available online: https://www.penovysvet.cz/blog/vylen/ (accessed on 1 October 2023).
- VYLEN, s.r.o. Vzorník Barev—Kulatý (The Material Colors: A Ring of Samples); Pěnový svět: Žďár nad Sázavou, Czech Republic, 2023; Available online: https://www.penovysvet.cz/podlahy/vzornik-barev/ (accessed on 1 October 2023).
- PLA Filament. Materialpro3d.cz. Available online: https://www.materialpro3d.cz/pla-1-75/pla-filament-1-75-mm-bily-regshare-1-kg/ (accessed on 1 October 2023).
- Popescu, D.; Gheorghe Amza, C.; Marinescu, R.; Cristiana Iacob, M.; Luminiţa Căruţaşu, N. Investigations on Factors Affecting 3D-Printed Holes Dimensional Accuracy and Repeatability. Appl. Sci. 2023, 13, 41. [Google Scholar] [CrossRef]
- Cui, J.; Ormerod, J.; Parker, D.; Ott, R.; Palasyuk, A.; Mccall, S.; Paranthaman, M.P.; Kesler, M.S.; McGuire, M.A.; Nlebedim, I.C.; et al. Manufacturing Processes for Permanent Magnets: Part I—Sintering and Casting. JOM 2022, 74, 1279–1295. [Google Scholar] [CrossRef]
- ČSN EN ISO/IEC 17025 (015253); Všeobecné PožAdavky na Kompetenci Zkušebních a Kalibračních Laboratoří (Czech Technical Standard ČSN EN ISO/IEC 17025 (015253); General Requirements for the Competence of Testing and Calibration Laboratories). Český Institut pro Akreditaci, o. p. s.: Praha, Czech Republic,, 2018. Available online: https://csnonline.agentura-cas.cz/Detailnormy.aspx?k=504810 (accessed on 28 December 2023).
- ČSN EN 1728 (910235); Nábytek—Sedací nábytek—Metody zkoušení pro stanovení pevnosti a trvanlivosti (Czech Technical Standard ČSN EN 1728 (910235); Furniture—Seating—Test methods for the determination of strength and durability). Textilní zkušební ústav s. p.: Brno, Czech Republic, 2020. Available online: https://www.technicke-normy-csn.cz/csn-en-1728-910235-239251.html (accessed on 28 December 2023).
- Bezpečnost (Safety). Nábytkářský Informační Systém. (Furniture Maker’s Information System) 2014, article 183, p. 2. Licencse: Nábytkářský Informační Server. (Furniture Maker’s Information System). INT, S.R.O.: Brno, Czech Republic, 2013. Available online: https://www.n-i-s.cz/cz/bezpecnost/page/183/ (accessed on 14 December 2023).
- Brubi, s.r.o. Big Set of Montessori Cube Chairs 1+2+3—3 PIECES; Brubi: Banská Bystrica, Slovakia, 2023; Available online: https://brubi.eu/kids-furniture/big-set-montessori-cube-chairs-123-3-pieces (accessed on 14 December 2023).
- Today’s Classroom. Play House Cube—Whitney Brothers; TODAY’S CLASSROOM: Canton, OH, USA, 2023; Available online: https://www.todaysclassroom.com/play-house-cube-whitney-brothers/ (accessed on 14 December 2023).
- Montessori Furniture—A Guide for Every Room. KATANABANA. © 2023, KATANABANA: Montessori Learning. Blog, 2023. Available online: https://katanabana.com/blogs/montessori-learning/montessori-furniture (accessed on 14 December 2023).
- Woodandhearts. Montessori Cube Chair. Wood and Hearts; Woodandhearts: Wilmington, DE, USA, 2023; Available online: https://woodandhearts.com/products/montessori-cube-chair (accessed on 14 December 2023).
- Lillard, A.S. Playful Learning and Montessori Education. Am. J. Play. 2013, 5, 157–186. Available online: https://www.proquest.com/scholarly-journals/playful-learning-montessori-education/docview/1459141902/se-2 (accessed on 14 December 2023).
- Mohammed, M.; Qi, W. Exploring Conceptual Play Furniture for Children. Int. J. Sci. Technol. Res. 2020, 9, 255–259. Available online: https://www.academia.edu/64427823/Exploring_Conceptual_Play_Furniture_For_Children (accessed on 14 December 2023).
- Diler, H.; Kasal, A.; Kuşkun, T.; Erdil, Y.Z.; Güray, E. Strength Classification of Wooden Chairs under Cyclic Loads Based on an Experimental Study. Materials 2023, 16, 6580. [Google Scholar] [CrossRef] [PubMed]
- Güray, E.; Ceylan, E.; Kasal, A. Weight-strength optimization of wooden household chairs based on member section size. Maderas, Cienc. Tecnol. 2022, 24, 31. [Google Scholar] [CrossRef]
- Zhang, W.; Li, S. The Integrated Development of Furniture Design and Children’s Characteristics Based on Artificial Intelligence. Sci. Program. Vol. 2022, 2022, 6036160. [Google Scholar] [CrossRef]
- Jai-ai, N.; Seviset, S.; Saribut, U. The Study and Development for the Set of Activity Table to Support the Activity Learning of Grade 4 Students by Department of Arts. In Proceedings of the 2019 International Conference on Modeling, Simulation and Big Data Analysis (MSBDA 2019), Wuhan, China, 23–24 June 2019; pp. 432–439. [Google Scholar] [CrossRef]
- European Standard EN 71-3:2019+A1:2021; Safety of Toys—Part 3: Migration of Certain Elements. European Committee for Standardization—CEN-CENELEC: Brussels, Belgium, 2021. Available online: https://standards.cencenelec.eu/dyn/www/f?p=CEN:110:0::::FSP_PROJECT,FSP_ORG_ID:73357,6036&cs=1873D18444192856EC27A3175B45C822D (accessed on 14 December 2023).
- ČSN EN 71-3+A1 (943095); Bezpečnost Hraček—Část 3: Migrace Určitých Prvků (Czech Technical Standard ČSN EN 71-3+A1 (943095) Safety of Toys—Part 3: Migration of Certain Elements). Úřad Pro Technickou Normalizaci, Metrologii a Státní Zkušebnictví: Praha, Czech Republic, 2021. Available online: https://csnonline.agentura-cas.cz/Detailnormy.aspx?k=513409 (accessed on 14 December 2023).
- ČSN EN 1084 (492407); Překližované Desky—Třídy úniku Formaldehydu Podle Metody Plynové Analýzy (Czech Technical Standard ČSN EN 1084 (492407) Plywood—Formaldehyde Release Classes Determined by the Gas Analysis Method). Český Normalizační Institut: Praha, Czech Republic, 1997. Available online: https://www.technicke-normy-csn.cz/csn-en-1084-492407-208081.html# (accessed on 14 December 2023)Norma Není Platná (The Standard Is Not Valid).
- ČSN EN 13501-1 (730860); Požární Klasifikace Stavebních Výrobků a Konstrukcí Staveb—Část 1: Klasifikace Podle Výsledků Zkoušek Reakce na Oheň (Czech Technical Standard ČSN EN 13501-1 (730860) Fire Classification of Construction Products and Building Elements – Part 1: Classification Using Test Data from Reaction to Fire Tests). Úřad Pro Technickou Normalizaci, Metrologii a Státní Zkušebnictví: Praha, Czech Republic, 2019. Available online: https://www.technicke-normy-csn.cz/csn-en-13501-1-730860-222113.html# (accessed on 14 December 2023).
- ČSN EN 717-1 (490163); Desky ze Dřeva—Stanovení úniku Formaldehydu–Část 1: Emise Formaldehydu Komorovou Metodou (Czech Technical Standard ČSN EN 717-1 (490163)/European Standard EN 717/1 Wood-Based Panels—Determination of Formaldehyde Release—Part 1: Formaldehyde Emission by the Chamber Method). Český Normalizační Institu: Praha, Czech Republic, 2005. Available online: https://www.technicke-normy-csn.cz/csn-en-717-1-490163-207748.html# (accessed on 14 December 2023).
- ČSN EN ISO 12460-5 (490163); Desky na Bázi Dřeva—Stanovení úniku Formaldehydu—Část 5: Extrakční Postup Zvaný “Perforátová Metoda” (Czech Technical Standard ČSN EN ISO 12460-5 (490163) Wood-Based Panels — Determination of Formaldehyde Release—Part 5: Extraction Method (Called the Perforator Method)). Úřad Pro Technickou Normalizaci, Metrologii a Státní Zkušebnictví: Praha, Czech Republic, 2015. Available online: https://www.technicke-normy-csn.cz/csn-en-iso-12460-5-490163-207759.html# (accessed on 14 December 2023).
- Havel, M. Vnitřní Prostředí Staveb a Chemické Látky. (Indoor Building Environments and Chemicals). Portál TZB-Info. 2014, Article 11134, s. 4. Available online: https://stavba.tzb-info.cz/podlahy-pricky-povrchy/11134-vnitrni-prostredi-staveb-a-chemicke-latky#pozn4 (accessed on 14 December 2023).
- Čapka, R. Nové Limity Pro Emise Formaldehydu—Poloviční Hodnoty Evropské Klasifikace E1. (New Formaldehyde Emission Limits—European Classification Values Reduced to a Half). Online. 2023, s. 1. Licensee: © 2023 Dřevařský Magazín—drevmag.com. Trendwood—twd, s.r.o. Available online: https://drevmag.com/cs/2023/08/09/nove-limity-pro-emise-formaldehydu-polovicni-hodnoty-evropske-klasifikace-e1/ (accessed on 14 December 2023).
- Démos Trade, A.S. Překližky a Laťovky: Velký Přehled Dřevin, Kvalit a Jejich Vlastností. (Plywoods and Blockboards: A Major Survey of Woody Plants, Qualities, and Properties). PDF. Ostrava-Kunčičky. Available online: https://www.demos-trade.cz/file/39328/ (accessed on 14 December 2023).
- European Standard EN ISO 16000-1-11:2006; Indoor air—Part 1: General aspects of sampling strategy. European Committee for Standardization—CEN-CENELEC: Brussels, Belgium, 2006. Available online: https://standards.cencenelec.eu/dyn/www/f?p=CEN:110:0::::FSP_PROJECT,FSP_ORG_ID:25725,6245&cs=1EEBCCC04C6EF14384DC9473A1702C577 (accessed on 14 December 2023).
- Eurofins. French VOC Regulations. PDF. Galten and Folsom, 2012. © Eurofins Scientific 2023. Available online: https://www.eurofins.com/media/1579/french-voc-regulations-en.pdf.https://www.product-testing.eurofins.com/ (accessed on 15 December 2023).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Width (mm) | Depth (mm) | Frontal Height (mm) |
|---|---|---|---|
| Cube | 380 | 380 | 380 |
| Cube with gliders | 380 | 380 | 390 |
| Cushion | 400 | 400 | 60 |
| Table panel | 600 | 600 | 15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zach, M.; Tauber, J.; Dohnal, P.; Svoboda, J. Designing Multi-Functional Magnetic Storage Cubes for Use in Modern Homes and Schools. Appl. Sci. 2024, 14, 829. https://doi.org/10.3390/app14020829
Zach M, Tauber J, Dohnal P, Svoboda J. Designing Multi-Functional Magnetic Storage Cubes for Use in Modern Homes and Schools. Applied Sciences. 2024; 14(2):829. https://doi.org/10.3390/app14020829
Chicago/Turabian StyleZach, Martin, Jiří Tauber, Přemysl Dohnal, and Jaroslav Svoboda. 2024. "Designing Multi-Functional Magnetic Storage Cubes for Use in Modern Homes and Schools" Applied Sciences 14, no. 2: 829. https://doi.org/10.3390/app14020829
APA StyleZach, M., Tauber, J., Dohnal, P., & Svoboda, J. (2024). Designing Multi-Functional Magnetic Storage Cubes for Use in Modern Homes and Schools. Applied Sciences, 14(2), 829. https://doi.org/10.3390/app14020829